Проволочный электроэрозионный станок | Техника и человек
Электроэрозионная обработка металлов и других токопроводящих материалов (ЭЭО) – самостоятельный вид металлообработки, который используется для получения отверстий и полостей сложной формы. ЭЭО эффективна при размерном формообразовании труднообрабатываемых материалов, применяется для целей поверхностного упрочнения инструмента, а также в ремонтном производстве, для извлечения из стальных изделий сломанных свёрл, метчиков и т.п. По вышеперечисленным направлениям выпускается и соответствующее оборудование.
Принцип работы станков электроэрозионной обработки
Независимо от технологического назначения, в ЭЭО-станках используется явление размерного плавления металла или сплава в результате термического воздействия электрического разряда весьма большой мощности. Им может быть электрическая искра или электрическая дуга. С этой целью обрабатываемую заготовку включают в электрическую цепь станка. В результате последовательно реализуются следующие переходы:
В результате последовательно реализуются следующие переходы:
- Заготовка и инструмент устанавливаются на станке, присоединяются к источнику рабочего тока, и помещаются в ёмкость с диэлектрической рабочей жидкостью.
- При включении энергетической части привода станка происходит накапливание электрического потенциала на границах смежных электродов заготовки и инструмента. Его конфигурация должна соответствовать размерам полости или контура на будущем изделии.
- По достижении требуемой разности потенциалов
- Продукты эрозии либо принудительно удаляются из зоны обработки специальной насосной установкой, либо скапливаются на дне емкости, и извлекаются оттуда после окончания цикла ЭЭО.

- После отключения напряжения ионизированные высоковольтным разрядом частицы в рабочей жидкости исчезают, и её диэлектрическая прочность восстанавливается.

Если электрическая эрозия вызывается нестационарным электрическим разрядом, то такое оборудование называют электроискровыми или электроимпульсными
ЭЭО-станками.Разница между ними заключается в следующем. Электроимпульсные станки, в отличие от электроискровых, имеют в своём составе специальный узел – шаговый генератор импульсов – который обеспечивает периодическое формирование высоковольтного разряда. Его параметры должны быть достаточными для размерного плавления и испарения обрабатываемого материала. В результате возрастает мощность и производительность ЭЭО.
Кроме того, управляя параметрами импульса – его продолжительностью, интенсивностью и скважностью (соотношением времени действия импульса ко времени его накопления) – можно изменять полярность ЭЭО. Например, при малых по времени импульсах будет преобладать электрическая эрозия анода, а при увеличенных – катода. Это важно для правильного применения ЭЭО-станков для обработки разных по своему составу и структуре материалов.
Например, при малых по времени импульсах будет преобладать электрическая эрозия анода, а при увеличенных – катода. Это важно для правильного применения ЭЭО-станков для обработки разных по своему составу и структуре материалов.
При электродуговой обработке источником тепла, производящего разрушение металла заготовки, является стационарный разряд. Дуга горит непрерывно, поэтому станки такого типа отличаются повышенной производительностью, но меньшей точностью обработки. При дуговой обработке главным параметром считается сила тока, а не напряжение на электродах. Поэтому для привода таких станков применяются сварочные генераторы или преобразователи – оборудование, гораздо более дешёвое и простое в управлении, чем генераторы импульсов. Область рационального использования электродугового оборудования – получение отверстий и полостей значительных размеров при повышенных требованиях к производительности обработки.
Классификация ЭЭО-станков
Электроэрозионные станки различают в зависимости от их технологического назначения.
Основными операциями, на которых целесообразно использовать ЭЭО-станки, являются:
- Вырезка по сложному контуру. Она может выполняться профилированным электродом-инструментом, либо проволочкой из токопроводящего материала.
- Прошивка-копирование, при которой форма электрода-инструмента должна соответствовать размерам и конфигурации полости или сквозного отверстия. При извлечении сломанных инструментов используется обычная прошивка сплошным или трубчатым электродом.
- Электроэрозионное шлифование, при котором выполняется доводка полученной заготовки по параметрам точности и шероховатости поверхности. Электродуговые станки могут выполнять как грубую так и точную ЭЭО: для этого им достаточно только скорректировать некоторые технические характеристики процесса.
- Поверхностное электроупрочнение, при котором съёма металла практически не происходит, а обрабатываемая поверхность заготовки насыщается атомами химических элементов, содержащихся в электроде-инструменте. Направленный перенос возможен не только из электрода, но и из состава рабочей жидкости, которая пиролизуется под действием высокотемпературного разряда.
- Электроэрозионная маркировка, в результате которой на поверхности могут наноситься клейма или иные условные обозначения.
- Электроэрозионная приработка сопрягаемых деталей (шестерён, пуансонов, матриц). Она ведётся при малых значениях тока и напряжения.

Классификация станков для ЭЭО может быть выполнена и по их компоновке. В основном такое оборудование – вертикального исполнения, однако для электродуговой обработки длинномерных заготовок, например, твердосплавных валков прокатных станов, изготавливаются и станки горизонтального типа.
Из основных конструктивных различий ЭЭО-станков необходимо отметить исполнение и размеры стола (координатный или обычный), а также ванны с рабочей жидкостью, которая может быть съёмной или перемещающейся вверх-вниз.
Важным классификационным признаком рассматриваемого оборудования считается его возможность программного управления, что немаловажно из-за высокой продолжительности обработки заготовок. Поэтому станки электроимпульсного и электроискрового типа часто изготавливаются с системами ЧПУ (для электродуговых станков, имеющих на порядок более высокую производительность, это не существенно).
Отечественные ЭЭО-станки выпускаются в соответствии с требованиями ГОСТ 15894. Из зарубежного аналогичного оборудования наилучшим качеством отличаются станки швейцарской фирмы Agie, японской торговой марки Mitsubishi и итальянской компании Сarbomatic.
Основные узлы ЭЭО-станков и их действие
Копировально-прошивочный станок
Типовой копировально-прошивочный станок вертикальной компоновки, снабжённый электрогидравлической системой привода рабочих органов, состоит из следующих узлов:
- Г-образной станины, регулируемой по высоте.
- Рабочей головки, в которой смонтирован узел электрода-инструмента.
- Привода двухкоординатного перемещения рабочей головки (на некоторых типоразмерах станков имеется ещё и орбитальная головка, благодаря которой электрод-инструмент может вращаться).
- Рабочего стола, на котором закрепляется обрабатываемая заготовка.
- Ванна с рабочей жидкостью, которая снабжена винтовой передачей для своего подъёма-опускания.
- Электродвигателей: главного привода, привода рабочей ёмкости и орбитальной головки.
- Системы управления.

В самостоятельном корпусе размещается шаговый генератор импульсов, который включается в общую электрическую схему станка. Эти устройства должны отвечать следующим требованиям:
- Отличаться возможно более высоким КПД;
- Стабилизировать во времени все параметры электрического разряда;
- Иметь возможность максимального регулирования рабочей частоты импульса;
- Обеспечивать такие параметры электрического разряда, при которых износ электрода-инструмента, производительность процесса и качество обработки заготовки будут оптимальными.

Отечественные генераторы импульсов системы ШГИ оснащаются встроенными регуляторами подачи электрода-инструмента и блоками предотвращения короткого замыкания.
Узлы подачи рабочей головки в станках, использующих для ЭЭО нестационарный электрический разряд, могут быть трёх основных типов – соленоидного, электромеханического и электрогидравлического. Первый применяется в установках малой мощности, второй – преимущественно для агрегатов, производящих электроискровое разрезание. Наиболее универсальным считается электрогидравлический привод. Его недостатки – несколько меньшая производительность на вспомогательных переходах и необходимость в дополнительных площадях под гидравлические компоненты, ответственные для очистки и перекачки рабочей среды.
Электродуговые станки
Электродуговые станки состоят из:
- Станины рамного типа.
- Рабочей головки с электродом-инструментом и контрольно-следящей системой его перемещения во время ЭЭО.
- Насосной станции для прокачки рабочей жидкости под повышенным давлением (это необходимо для повышения качества ЭЭО стационарным дуговым разрядом).
- Герметизирующей камеры, внутрь которой устанавливается заготовка.
- Рабочего стола.
- Источника питания постоянного тока.

Рабочий цикл такого оборудования включает в себя установку на стол заготовки, подлежащей ЭЭО, последующего размещения герметизирующей камеры, подвода инструментальной головки с электродом-инструментом и включения насосного привода подачи рабочей среды. После этого включается источник питания, возбуждается дуговой разряд и производится обработка. Подача электрода-инструмента выполняется автоматически. По достижении требуемого значения напряжения на дуге происходит пробой межэлектродного промежутка, и возникающий столб дуги, сжатый потоком рабочей среды производит размерное формообразование. Продукты эрозии удаляются насосной установкой через рабочие отверстия в электроде-инструменте.
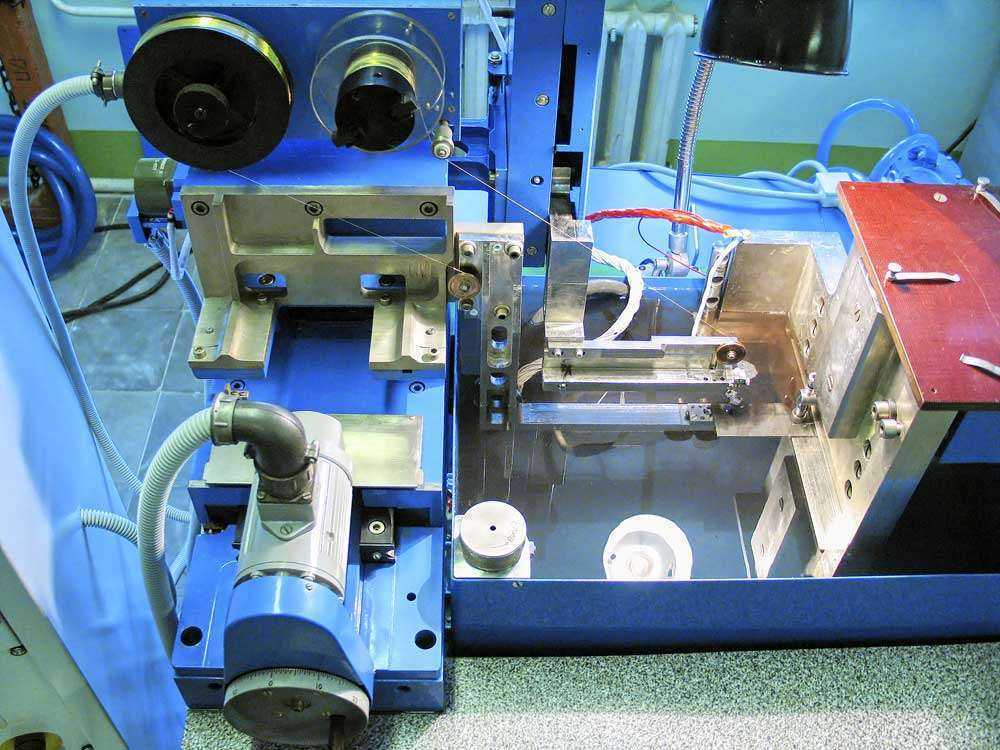
Для чего нужен электроэрозионный проволочно-вырезной станок?
Электроэрозионный проволочно-вырезной станок служит для аккуратного исполнения отверстий в металлах различной плотности. Движение инструмента происходит с высокой точностью и плавностью. Двигатели к нему производятся на предприятии – изготовителе станков – по уникальной технологии.
Конструкция
Электроэрозионный проволочно-вырезной станок оснащается плоскопараллельными двигателями. Для этого производители создают свои неодимовые магниты (NdFeB — неодим-железо-бор). Кроме них потребовалась и уникальная система управления K-SMS.
Классический электроэрозионный проволочно-вырезной станок способен обрабатывать только электропроводящие заготовки. Металлы прожигаются дугой на значительную глубину. На месте среза остается гладкая поверхность, часто не требующая дополнительной обработки.
Электроэрозионный проволочно-вырезной станок помогает получить сложные изделия: пресс-формы, штаммы, конические и цилиндрические поверхности, выступы и скосы. В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
В продаже можно найти двухкоординатные сборки, применяемые для простейших операций. Более сложные изделия получаются с применением пятикоординатных машин.
Принцип работы
В процессе применения проволочно-вырезного станка латунная проволока используется наиболее часто в качестве режущего инструмента. Она выполнятся по уникальной технологии, и от её качества зависит скорость и аккуратность обработки.
Если применяется генератор высокочастотных импульсов повышенной мощности, встроенный в описываемый станок, латунная проволока оснащается специальным покрытием. Ее структура имеет несколько слоев:
- Основа — CuZn40 (медно-цинковый сплав) или латунь. Также может использоваться молибден, медь.
- Термодиффузионный слой — концентрация цинка более 50%.
- Верхний слой — чистый цинк.
За счёт такой структуры проволока обладает рядом достоинств:
- Выдерживает высокие температуры.
- Дуга в процессе обработки стабильна, исключается образование наплывов на месте разреза.
- Снижен расход проволоки на длину разреза.

Проволочные электроэрозионные станки с ЧПУ применяются, в основном, в серийном производстве. Единичные изделия не оправдывают покупку дорогостоящего оборудования, но некоторые детали возможно получить только данным видом реза. Покрытие из цинка обеспечивает непрерывность автоматического процесса за счёт исключения осыпания латуни от высокочастотных токов.
Процесс обработки
Электроэрозионная обработка материалов основана на образовании искры за счёт пропускания тока высокой частоты через минимальный воздушный или водный зазор. Наиболее активно этот процесс происходит с участием латуни.
Существует несколько типов обработки металлов на приведенном оборудовании:
- Копировально-прошивочные технологии.
- Профильно-вырезные.
- Прошивочные.
Чаще проволока для электроэрозионных станков крепится на подвижный узел. Заготовка же размещается на неподвижном столе. Процесс реза контролируется контроллером системы ЧПУ, управляющей одновременно несколькими осями.
Суть технологии
Электрический разряд между проволокой и заготовкой приводит к удалению части металла. Выделенные частицы выводятся в объем рабочей жидкости. Шлам (кристаллизующиеся частицы) отфильтровывается и удаляется в конце реза. Скорость обработки регулируется силой тока. Но должны быть подобраны оптимальные режимы, при которых не образуются наплывы в процессе реза.
Электроэрозия помогает изготовить изделия с очень тонкими стенками, обрабатывать мягкие металлы без механических повреждений. Данный способ резки используется для прошивки на большую глубину. Толщина проволоки минимальна, лишь этим параметром ограничен диаметр получаемых отверстий.
Дополнительной обработки не требуется, так как после реза импульсами тока не остается заусенцев. Также не требуется дорогостоящего инструмента, применяемого при классических методах фрезерования. Это становится актуально при заготовках из вязких материалов.
Параметры оборудования
ЧПУ-управление процессом расширяет возможности обработки металлов электроэрозией. Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Отклонения перпендикулярностей и прямолинейностей перемещения осей составляют не более 0,01 мкм.
Механическая точность заявлена производителями, и не требуется делать дополнительных регулировок. Станок полностью готов к старту автоматического цикла, достаточно лишь загрузить модель детали в стандартном коде.
Современная электроника обеспечивает точности перемещения за счёт угловых и линейных датчиков, разрешение которых равно 1,5 мкм. Точность получаемых контуров варьируется в пределах от ± 1,5 до ± 5 мкм на длине 300 мм.
Характеристики подбираются индивидуально под потребности производства. Исходя из этого формируется стоимость оборудования, ориентированная на подходящую модель.
Дополнительные опции
Покупатель станка с электроэрозией может дооснастить оборудование представленными опциями:
- Контролируемое положение оси C. Чаще требуется для фрезерной обработки цилиндрических заготовок.
- Револьверная головка с дополнительными степенями свободы инструмента. При помощи такой модели получают геометрически сложные детали.
- Стол может иметь дополнительные оси. Такой вариант используется при обработке корпусных изделий или нескольких заготовок за один цикл.
 При помощи такой модели получают геометрически сложные детали.
При помощи такой модели получают геометрически сложные детали.В стандартную комплектацию включают системы очистки рабочей жидкости, позволяющие проводить фильтрацию с качеством до 3 мкм. Загрязнившиеся картриджи имеют стандартные размеры и меняются довольно быстро.
Создайте свой собственный самодельный электроэрозионный станок (EDM) для обработки закаленных материалов
Доступна ли цифровая версия книг?
В настоящее время нет цифровых копий обеих книг.
Доступны ли полные комплекты EDM?
В настоящее время нет, только книги и печатные платы без набивки http://www.homebuiltedmmachines.com/dev/purchasing-books-and-starter-kits/
Это автономные EDM?
Устройство, описанное в Руководство по электроэрозионной обработке , предназначено для установки на сверлильный станок или фрезерный станок. Устройство, описанное в документе Build a Pulse EDM , представляет собой автономный электроэрозионный станок, хотя его можно построить как приставку к сверлильному станку или фрезерному станку.
Какова стоимость сборки электроники каждого EDM?
Это зависит от вашего барахла и способности грабить. Система Pulse примерно в три раза дороже, чем машина RC. Большую часть расходов составляют дорогостоящие трансформаторы и силовые резисторы.
Доступны ли печатные платы (PCB)?
Да, ненаполненные доски доступны для RC, а также для Pulse EDM, дополнительную информацию о покупке см. на странице «Покупка книг и стартовых наборов» .
У вас есть спецификация (BOM)?
В каждой книге есть B ill O f M материалы (BOM), но номера деталей поставщиков могут быть не текущими. Это одна из самых неприятных частей в предоставлении планов; поставщики постоянно отказываются от товаров и/или заменяют и меняют номер детали. Для людей, которые покупают печатную плату, я стараюсь, чтобы спецификация поставлялась в актуальном состоянии, насколько это возможно. Группа пользователей Yahoo — отличный источник информации о наличии запчастей, особенно для людей за пределами США
Для людей, которые покупают печатную плату, я стараюсь, чтобы спецификация поставлялась в актуальном состоянии, насколько это возможно. Группа пользователей Yahoo — отличный источник информации о наличии запчастей, особенно для людей за пределами США
Дизайн книги и печатной платы одинаков?
№ , лица, приобретающие печатную плату, получают самую последнюю версию проекта и спецификации. Конструкции в обеих книгах работают хорошо, но с каждым производственным циклом печатной платы я вносил несколько незначительных изменений по сравнению с исходным дизайном. Если вы покупаете печатную плату, следуйте инструкциям, которые вы получаете вместе с платой, а НЕ инструкциям в книге.
На какое напряжение рассчитаны блоки питания?
Оба источника питания рассчитаны на использование 110-120 В переменного тока, что является стандартным для США. Многие строители в Великобритании и Австралии, а также в других частях мира (более половины моих продаж приходится на успешная работа EDM путем выбора трансформаторов для понижения напряжения до требуемого напряжения.
Планируется ли проводной электроэрозионный станок?
У меня нет планов на Wire EDM
Подойдет ли любой из источников питания для Wire EDM?
Не знаю, я никогда не пытался строить или использовать их для проволочной электроэрозионной обработки
Сколько требуется машинной работы?
Для конструкции RC минимальная машинная обработка (в основном токарный станок для обработки ходового винта), если он построен в соответствии с книгой. Это отсутствие машинной работы, конечно, ограничивает точность и возможности механического аспекта машины.
Импульсная машина, если она построена в соответствии с книгой, требует использования мельницы (основной) и небольшой работы на токарном станке.
Какие электроды используются?
Первичный графит для электроэрозионной обработки, такой как продается Poco. Углеродные стержни низкой плотности неприемлемы. Что касается металлических электродов, чаще всего используется медь, может использоваться латунь, но в большинстве случаев ожидается высокий износ.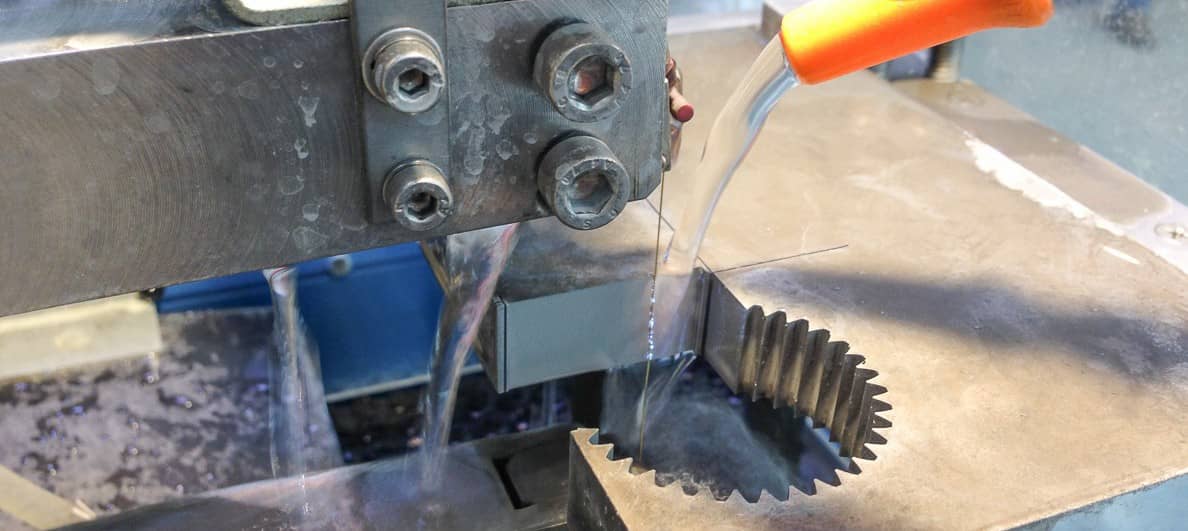
Где можно приобрести электродный материал?
Я предлагаю использовать интернет-аукционы. Многие компании продают «капли» или даже бывшие в употреблении электроды. Для хобби эти материалы обычно очень качественные и их более чем достаточно для ваших проектов.
Какой диэлектрик используется?
Можно использовать любое ОЧЕНЬ жидкое углеводородное масло, наиболее распространенным является керосин. Дизельное топливо слишком густое и не является хорошим диэлектриком. Коммерческие диэлектрические масла для электроэрозионной обработки ненамного дороже хорошего сорта керосина со слабым запахом, я бы рекомендовал их использовать, если это возможно. Я обнаружил, что WD-40 также является хорошим диэлектриком, но он темнеет, и твердые частицы не оседают быстро.
Я не совсем знаком с жаргоном EDM. У вас есть список общих терминов?
В каждой книге есть глоссарий терминов
Существуют ли какие-либо коммерческие публикации, связанные с работой EDM
Да, есть бесплатные публикации EDM, называемые журналом EDM TODAY, в котором иногда содержится информация и советы, применимые к любитель EDM.
Электроэрозионный станок для грузил | Hackaday.io
Я искал способ резки металлов без лишнего шума, и поэтому я построил электроэрозионный станок для грузил, который может прорезать отверстия рядом друг с другом для вырезания заготовок.
Я перешел от сборки проволочного электроэрозионного станка к этой конструкции, потому что в отличие от проволочного электроэрозионного станка его работа очень безотказна и даже если он врезается в заготовку при сверлении отверстия, он проверяет положение электрода перед сверлением следующего отверстия и после финишной обработки задание, вы можете просто запустить цикл снова, и он просверлит только то отверстие, которое еще не было просверлено.
Детали
Инструмент для облегчения работы и большего количества тестов
Доминик Мефферт • 28. 05.2022 в 12:37 •
0 комментариев За последние несколько дней я написал код, упрощающий размещение нескольких точек сверления рядом друг с другом (проще, чем писать весь gcode вручную).
GitHub — DerM4209/Pixel_EDM
И с GCODE, созданным инструментом, я провел еще один тест:
На этот раз я вырезал небольшую скобку. Резка заняла около часа без необходимости наблюдения или вмешательства во время обработки. Я думаю, что такие заготовки можно разрезать, чтобы делать с машиной действительно полезные вещи. Так что хорошо то, что машина теперь работает надежно и довольно точно. Остающиеся проблемы заключаются в том, что механическая обработка занимает довольно много времени, а фильтр DI и электрод необходимо заменить через некоторое время. Время обработки можно сократить, используя более мощный блок питания, но необходимость замены фильтра DI + электрода останется.
Так что на данный момент я думаю, что это лучший результат, который я могу получить с моей электроэрозионной машиной.
Обработка медной проволокой, но 5х5 все же лучше
Доминик Мефферт • 10.05.2022 в 14:21 • 0 комментариевЯ провел неделю, создавая электроэрозионный станок, похожий на 3D-принтер, в котором нить накаливания была заменена медной проволокой, чтобы мне не приходилось беспокоиться о том, что электроды закончатся.
Обработка проволокой прошла без проблем, но из-за того, что проволока была слегка изогнута, полученные отверстия не были круглыми, а вырезание деталей с диаметром электрода ∅1,38 мм заняло довольно много времени.
Итак, после всех испытаний, которые я провел до сих пор, я бы сказал, что латунный электрод 5×5 может производить самые полезные детали.
Для дальнейшего тестирования я снова изменил станок на вертикальную установку и добавил раму из профиля 2020 в поддон для воды для крепления заготовок.
Для выполнения полезной работы с электродом 5×5 мм я хочу написать инструмент, в котором вы можете выбирать «пиксели» для обработки, чтобы вы могли создавать свою заготовку, например, рисовать квадраты на страницах блока колледжа (которые также 5х5мм).
Круглые электроды, квадратные электроды и электроды из силового кабеля
Доминик Мефферт • 04.05.2022 в 19:58 • 0 комментариевЗа последние несколько дней я много тестировал, а также внес несколько изменений в настройки.
Сначала я провел тест с круглым латунным электродом диаметром 4 мм, где можно увидеть волнообразный рисунок на краю.
Затем я провел тест с латунным электродом квадратной формы 5*5 мм, где видно, что кромка срезана почти без волнообразного рисунка.
После этого я провел тест с меньшим квадратным медным электродом 2×2 мм и также получил хороший разрез кромки.
При использовании меньшего электрода я заметил, что скорость резания увеличилась, а также увеличился износ электрода. Электрод, который я использовал, имел длину 333 мм, и для моего плана изготовления заготовок с сотней отверстий или для резки более толстого материала он, вероятно, будет слишком коротким.
Я попытался использовать сварочную проволоку диаметром 0,8 мм, но поскольку стальная проволока не является хорошим материалом для электродов, она не сработала.
Но после проведения теста с медным электродом я понял, что медь является хорошим материалом для электродов.
И вот у меня возникла идея использовать только медный провод от обычных силовых кабелей сечением 1,5 мм².
Я также получил хорошую обрезку краев.
С таким маленьким электродом 1,5 мм² количество удаляемого материала намного меньше, чем с электродом 5*5 мм, поэтому это больше не проблема для фильтра, что позволяет снова выполнять резку под водой.
Благодаря этому я смог избавиться от дыма и брызг, а также качество резки стало немного лучше и меньше копоти.
В данный момент я думаю об изменении конструкции машины, чтобы она снова стала ближе к обычному 3D-принтеру, где нить накаливания заменяет 1,5 мм² (∅1,38 мм).
Так что, возможно, это может быть следующим шагом.
Sinker EDM – Тестовый прогон
Доминик Мефферт • 24.04.2022 в 13:47 • 0 комментариевВчера я попытался вырезать квадрат с новой настройкой станка.
Я написал несколько GCODE для каждой руки и дал машине поработать.
Г28 З G92 Х0 Y0 Z0 М80 ;##################### G0 X0 Y0 Z75 F1000 G7 G0 X0 Y0 Z90 F100 G8 G28 З ;##################### G0 X4 Y0 Z75 F1000 G7 G0 X4 Y0 Z90 F100 G8 G28 З ;##################### G0 X8 Y0 Z75 F1000 G7 G0 X8 Y0 Z90 F100 G8 G28 З ;##################### G0 X12 Y0 Z75 F1000 G7 G0 X12 Y0 Z90 F100 G8 G28 З ;##################### G0 X16 Y0 Z75 F1000 G7 G0 X16 Y0 Z90 F100 G8 G28 З ;##################### G0 X16 Y4 Z75 F1000 G7 G0 X16 Y4 Z90 F100 G8 G28 З ;##################### G0 X16 Y8 Z75 F1000 G7 G0 X16 Y8 Z90 F100 G8 G28 З ;##################### G0 X16 Y12 Z75 F1000 G7 G0 X16 Y12 Z90 F100 G8 G28 З ;##################### G0 X16 Y16 Z75 F1000 G7 G0 X16 Y16 Z90 F100 G8 G28 З ;##################### G0 X12 Y16 Z75 F1000 G7 G0 X12 Y16 Z90 F100 G8 G28 З ;##################### G0 X8 Y16 Z75 F1000 G7 G0 X8 Y16 Z90 F100 G8 G28 З ;##################### G0 X4 Y16 Z75 F1000 G7 G0 X4 Y16 Z90 F100 G8 G28 З ;##################### G0 X0 Y16 Z75 F1000 G7 G0 X0 Y16 Z90 F100 G8 G28 З ;##################### G0 X0 Y12 Z75 F1000 G7 G0 X0 Y12 Z90 F100 G8 G28 З ;##################### G0 X0 Y8 Z75 F1000 G7 G0 X0 Y8 Z90 F100 G8 G28 З ;##################### G0 X0 Y4 Z75 F1000 G7 G0 X0 Y4 Z90 F100 G8 G28 З М81 G0 X0 Y0 Z0
Поведение новой машины сильно отличается от машин электроэрозионной обработки, которые я собирал раньше.
– Во-первых, (почти) нет условий, которые могут привести к сбою обработки. Теоретически электрод мог застрять в заготовке, но этого пока не произошло, и я думаю, что это действительно маловероятно, потому что зазор между электродом и заготовкой достаточно велик, чтобы предотвратить это. В противном случае мало что может пойти не так.
– Во время обработки электрод стал более заостренным, как если бы вы затачивали карандаш:
Это привело к меньшему выходному отверстию на задней стороне заготовки и, таким образом, к коническому отверстию.
Это также привело к странному поведению, при котором электрод перемещался вперед и назад по бесконечному циклу. Я думаю, это произошло потому, что форма электрода не позволяла машине зажечь дугу.
Я надеюсь, что смогу избежать этого в будущем, написав GCODE, что приведет к более постоянному износу электродов.
– Мне пришлось обрабатывать отверстия, в которых снова возникало странное поведение, за каждую руку, но я надеюсь, что когда-нибудь смогу это исправить.
– Кроме того, задание на обработку было завершено без ошибок.
Здесь вы можете увидеть готовую заготовку:
– На новом станке я впервые смог запустить программу без постоянного наблюдения за ней.
Я начал работу по обработке и смотрел телевизор, исправлял ошибку бесконечного цикла и просто ждал завершения работы.
Помимо ошибки (надеюсь найти постоянное решение в будущем) есть способ стабильной работы, который я искал.
Что касается формы кромки заготовки, я думаю о написании инструмента для генерации траектории движения инструмента, чтобы генерировать код для перекрывающихся отверстий, чтобы уменьшить волнистость кромки, а также поддерживать низкий и равномерный износ электрода.
Еще одна вещь, которую следует отметить, это то, что из-за большого количества материала, обработанного с помощью электроэрозионной обработки с грузиком, деионизационный фильтр больше не может поддерживать низкую проводимость воды. Поэтому я больше не могу обрабатывать детали, погруженные в воду, потому что ток будет просто проводиться водой, и дуга не загорится.
Итак, на данный момент я обрабатываю заготовки на воздухе, а воду использую только для охлаждения и промывки. Таким образом, обработка работает даже без деионизированной воды, что, вероятно, не самое лучшее, но пока работает, все в порядке. Я буду следить за производительностью, и если это вызовет проблемы в будущем, я постараюсь найти для этого решение. Если выяснится, что это не приводит к проблемам, это будет хорошо, потому что это снизит стоимость машины, сделав ненужными деионизационный фильтр, отдельный насос и датчик ppm….Подробнее »
Электроэрозионная обработка грузила
Доминик Мефферт • 23.04.2022 в 14:36 • 0 комментариевМоей следующей идеей для достижения цели этого проекта является создание максимально отказоустойчивой машины.
Таким образом, нет станка для электроэрозионной обработки проволоки, где каждый обрыв провода требовал бы вмешательства пользователя. Вместо этого я построю горизонтальный электроэрозионный станок Sinker с заготовкой, установленной на оси X, и легким доступом для замены электрода.
Более поздняя машина должна быть в состоянии вырезать заготовки, просверливая несколько отверстий рядом друг с другом. Вероятно, это будет не самое чистое решение для резки, но оно также будет очень уникальным. Отличительной особенностью Sinker EDM является то, что инструмент не вращается, поэтому он не будет проскальзывать в уже просверленные отверстия, что делает возможным перекрытие отверстий.
Машина также получит датчик приближения, который будет служить двум целям. Он будет проверять длину электрода после каждого просверленного отверстия, потому что при сверлении электрод становится короче. Он также сбросит положение электрода, если станок не удержит дистанцию от заготовки и врежется в нее.
В результате даже сбой не приведет к сбою работы по обработке.После завершения работы вы можете начать работу снова, чтобы просверлить только пропущенное отверстие.
В будущем я рассмотрю возможность использования концевого выключателя и изменения кода, чтобы машина могла обнаруживать аварию в качестве резервной копии к обычному методу поддержания дистанции, чтобы ни одна дыра не была пропущена.
Вот *старое* видео машины (с тех пор некоторые части изменились):
Проводная электроэрозионная обработка и чему я научился благодаря этому
Доминик Мефферт • 23.04.2022 в 12:20 • 0 комментариевПроволочный электроэрозионный станок
 youtube.com/embed/H7hHejTDMDA” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/H7hHejTDMDA” frameborder=”0″ allowfullscreen=””> Последние недели и месяцы я провел, изучая, как построить электроэрозионный станок для сверления и проволочного электроэрозионного станка, и хотя я смог успешно построить и протестировать обе установки станка, они оба не являются тем, чего я хочу достичь с помощью этого проект.
Сверло электроэрозионное работало хорошо, но мне не понравилось то, как заготовка была прижата к оси Y, и из-за того, что электроды, которые я использовал (латунные трубки 4 мм), были не прямыми, а слегка изогнутыми, вращение было шатким, как изогнутое сверло.
Станок для электроэрозионной обработки проволоки тоже работал очень хорошо – до тех пор, пока провод не порвался – что происходило случайно, независимо от того, что я пытался предотвратить.
Резы были очень чистыми и точными, но поскольку я не мог закончить ни одной заготовки без хотя бы одного обрыва проволоки, я думаю, что никто из вас не стал бы работать с такой системой.
Я также потратил около 100 евро на 10-килограммовую катушку электроэрозионной проволоки, что делает ее довольно дорогой.Итак, что мне делать дальше…..
Целью этого проекта является создание станка для резки металлов, который вы сможете использовать в своей квартире в любое время суток, не создавая проблем с соседями. громкий воздушный компрессор.
Машина тоже должна быть дешевой без дорогих расходников.
И самое главное:
– Работать надо!
Машина должна быть такой же надежной, как 3D-принтер, где вы можете запустить задание на печать и оставить его на следующие 8 часов, чтобы, вернувшись, найти готовый отпечаток на своей машине.
Для достижения этой цели станок должен быть безотказным, что легче сделать с машинами, которые не применяли силу к заготовке, такими как лазер, плазма, гидроабразивная резка и 3D-принтеры, и сложнее сделать с станки с ЧПУ.
Если все работает как надо Электроэрозионные станки также не прикладывают силы к заготовке, а только потому, что они могут определять ток или напряжение между электродом и заготовкой, чтобы поддерживать правильное расстояние.
Если теперь электрод или заготовка покроются каким-либо непроводящим материалом в процессе резки, станок больше не сможет удерживать правильное расстояние до заготовки, и поэтому электрод или проволока могут врезаться в заготовку, что приведет к обрыву проволоки, потере шагов. или неправильное расположение.Поскольку эта ошибка может произойти в любое время, я должен построить станок таким образом, чтобы эта ошибка не привела к сбою обработки.
Подробнее об этом в следующем журнале сборки…..
Переключатель обрыва провода
Доминик Мефферт • 24.03.2022 в 21:19 • 0 комментариевДобавил еще один переключатель для обнаружения обрыва провода.
Если трос теряет всякое натяжение, пружина тянет колесо назад и срабатывает переключатель. Переключатель подключен к контроллеру станка и вызывает gcode для выключения питания и привода EDM.Резка алюминия толщиной 20 мм
Доминик Мефферт • 21.03.2022 в 20:06 • 0 комментариевС некоторыми изменениями станка, частоты дуги и рабочего цикла я наконец-то смог разрезать 20-миллиметровый алюминиевый стержень, который вчера с треском провалился. У меня ушло почти час и около 1/3 катушки с проволокой, но я очень рад видеть, что можно резать такой толстый металл на дешевом настольном станке.
Я уверен, что со временем найду способы дальнейшего улучшения машины для достижения более высокой скорости резки. На кадрах я разрезал стержень снаружи внутрь, потому что по какой-то странной причине отрезанная часть сужалась, как только провод почти перерезал стержень, так что провод защемился и разорвался. Я думаю, что этот способ также выглядит лучше, потому что вы можете видеть дугу вдоль поверхности стержня, которая в противном случае была бы внутри стержня. Отделка поверхности также очень гладкая, и вы можете видеть места, где проволока разорвалась или осталась на месте в течение некоторого времени.Я думаю, что следующее, что я хочу попробовать, это вырезать несколько фигур.
Упрощенный проводник
Доминик Мефферт • 21.03.2022 в 06:24 • 0 комментариев youtube.com/embed/L0vIZ82fXJY” frameborder=”0″ allowfullscreen=””>
youtube.com/embed/L0vIZ82fXJY” frameborder=”0″ allowfullscreen=””> Я упростил направляющую, удалив тензодатчики, которые использовались для контроля натяжения проволоки и управления двигателем перематывания, потому что я думаю, что они на самом деле не нужны и могут вызвать некоторые проблемы при воздействии шума. Поскольку проволока нуждается в некотором натяжении после двигателя скорости проволоки, я заменил тензодатчик на задней стороне подпружиненным натяжителем проволоки, который имеет два датчика для запуска и остановки намотки проволоки.
Вчера я попытался разрезать алюминиевый стержень размером 20*20 мм, но проволока порвалась всего через несколько миллиметров. Я пробовал увеличивать скорость проволоки и уменьшать натяжение, но это не очень помогло. Позже я также попытаюсь уменьшить скважность и частоту дуги, и если это не должно помочь, возможно, поможет замена искрового конденсатора и сопротивления…
Я также заказал закрытый ремень ГРМ взамен старого.
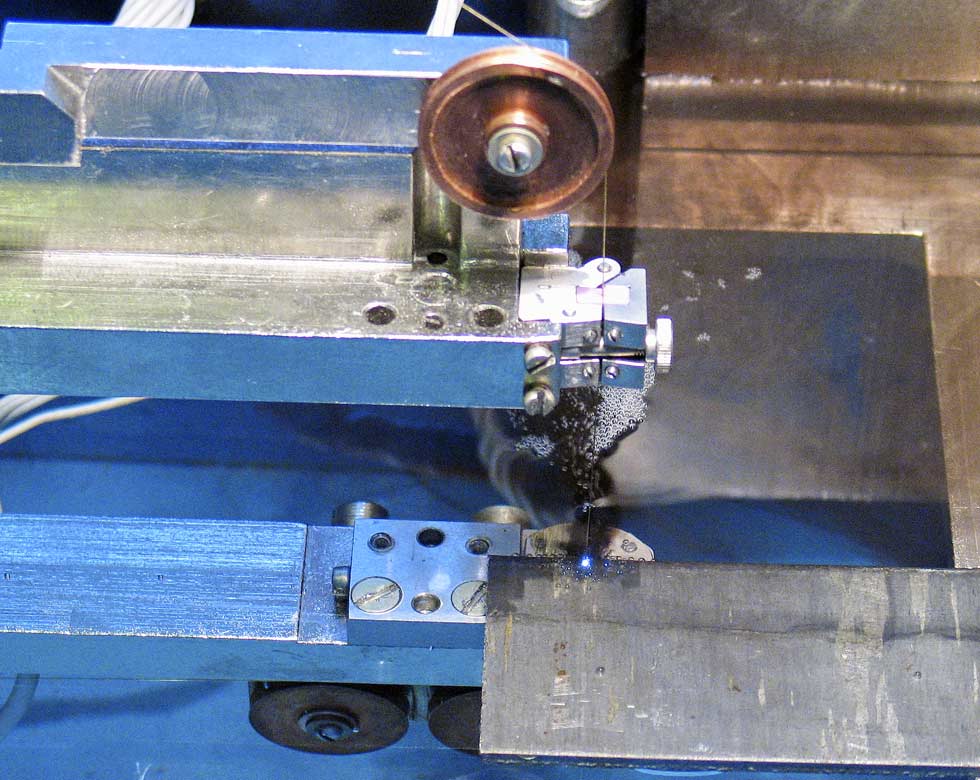
Первая резка электроэрозионной проволокой
Доминик Мефферт • 17.03.2022 в 19:03 • 0 комментариевЭто первый раз, когда я пробовал резать металл на электроэрозионном станке, и я очень рад, что проволока не порвалась, и я действительно смог разрезать заготовку. Для меня это был наилучший возможный результат, потому что я также ожидал, что проволока порвется, как только коснется заготовки, и мне придется изменить схему генератора дуги на меньшую мощность или около того. Но это сработало, и теперь я могу работать над оптимизацией системы и пытаться резать более толстые и сложные заготовки.
 05.2022 в 12:37 •
0 комментариев
05.2022 в 12:37 •
0 комментариев 





 Итак, на данный момент я обрабатываю заготовки на воздухе, а воду использую только для охлаждения и промывки. Таким образом, обработка работает даже без деионизированной воды, что, вероятно, не самое лучшее, но пока работает, все в порядке. Я буду следить за производительностью, и если это вызовет проблемы в будущем, я постараюсь найти для этого решение. Если выяснится, что это не приводит к проблемам, это будет хорошо, потому что это снизит стоимость машины, сделав ненужными деионизационный фильтр, отдельный насос и датчик ppm….
Итак, на данный момент я обрабатываю заготовки на воздухе, а воду использую только для охлаждения и промывки. Таким образом, обработка работает даже без деионизированной воды, что, вероятно, не самое лучшее, но пока работает, все в порядке. Я буду следить за производительностью, и если это вызовет проблемы в будущем, я постараюсь найти для этого решение. Если выяснится, что это не приводит к проблемам, это будет хорошо, потому что это снизит стоимость машины, сделав ненужными деионизационный фильтр, отдельный насос и датчик ppm…. В результате даже сбой не приведет к сбою работы по обработке.
В результате даже сбой не приведет к сбою работы по обработке. Я также потратил около 100 евро на 10-килограммовую катушку электроэрозионной проволоки, что делает ее довольно дорогой.
Я также потратил около 100 евро на 10-килограммовую катушку электроэрозионной проволоки, что делает ее довольно дорогой.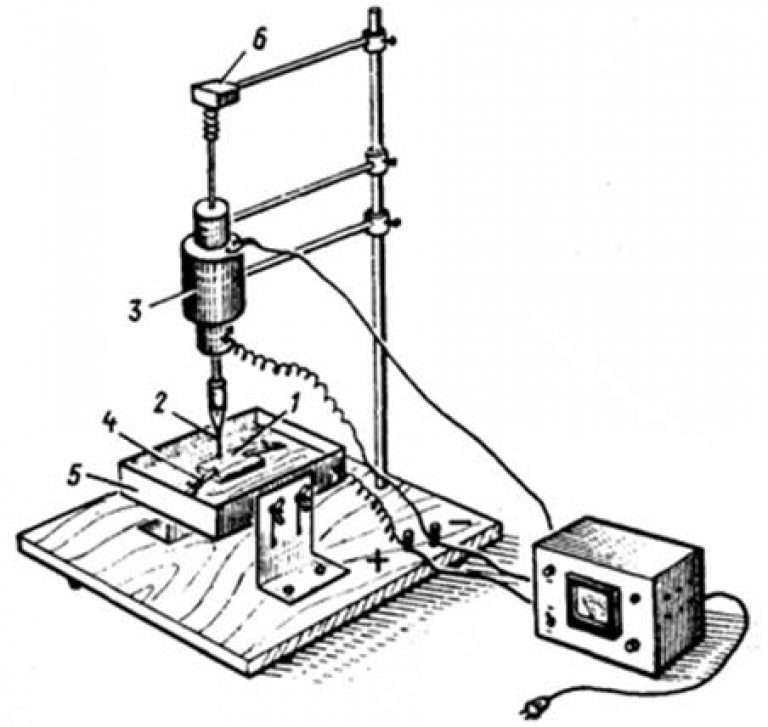 Если теперь электрод или заготовка покроются каким-либо непроводящим материалом в процессе резки, станок больше не сможет удерживать правильное расстояние до заготовки, и поэтому электрод или проволока могут врезаться в заготовку, что приведет к обрыву проволоки, потере шагов. или неправильное расположение.
Если теперь электрод или заготовка покроются каким-либо непроводящим материалом в процессе резки, станок больше не сможет удерживать правильное расстояние до заготовки, и поэтому электрод или проволока могут врезаться в заготовку, что приведет к обрыву проволоки, потере шагов. или неправильное расположение. Если трос теряет всякое натяжение, пружина тянет колесо назад и срабатывает переключатель. Переключатель подключен к контроллеру станка и вызывает gcode для выключения питания и привода EDM.
Если трос теряет всякое натяжение, пружина тянет колесо назад и срабатывает переключатель. Переключатель подключен к контроллеру станка и вызывает gcode для выключения питания и привода EDM. Я уверен, что со временем найду способы дальнейшего улучшения машины для достижения более высокой скорости резки. На кадрах я разрезал стержень снаружи внутрь, потому что по какой-то странной причине отрезанная часть сужалась, как только провод почти перерезал стержень, так что провод защемился и разорвался. Я думаю, что этот способ также выглядит лучше, потому что вы можете видеть дугу вдоль поверхности стержня, которая в противном случае была бы внутри стержня. Отделка поверхности также очень гладкая, и вы можете видеть места, где проволока разорвалась или осталась на месте в течение некоторого времени.
Я уверен, что со временем найду способы дальнейшего улучшения машины для достижения более высокой скорости резки. На кадрах я разрезал стержень снаружи внутрь, потому что по какой-то странной причине отрезанная часть сужалась, как только провод почти перерезал стержень, так что провод защемился и разорвался. Я думаю, что этот способ также выглядит лучше, потому что вы можете видеть дугу вдоль поверхности стержня, которая в противном случае была бы внутри стержня. Отделка поверхности также очень гладкая, и вы можете видеть места, где проволока разорвалась или осталась на месте в течение некоторого времени.