Сверло эжекторное – Энциклопедия по машиностроению XXL
При рассмотрении технологических признаков ряда инструментов бывает трудно однозначно отнести их к той или иной группе (особенно инструменты классов Втулки и Диски ). Это свидетельствует о том, что данные инструменты могут быть изготовлены по унифицированным технологическим процессам на однотипном оборудовании. Ряд видов инструментов нельзя отнести полностью ни к одному из классов. К ним относятся сверла одностороннего резания (ружейные сверла), эжекторные сверла и некоторые другие инструменты. Для них необходима специальная технология изготовления и соответственно особое оборудование. Классификация не распространяется на мелкоразмерные инструменты (диаметром менее 3 мм) и на особо крупные инструменты (диаметром свыше 300 мм). Для этих групп изделий необходимы специальные технологические процессы изготовления и оборудование. [c.317]Ружейные сверла Эжекторные сверла
 155]
155]Отверстия сверлятся в большинстве заготовок, при этом они имеют различное предназначение и характеристики. У них разные диаметры, глубина, точность и шероховатость поверхности. Наиболее часто встречаются короткие отверстия, разительно отличающиеся от длинных, для обработки которых используется совершенно особое оборудование, такое как ружейные сверла, эжекторные сверла и сверла STS. Обычные сверла способны обрабатывать отверстия глубиной до 5-ти диаметров, хотя чаще всего встречаются [c.252]
Использование на станках с вертикальной осью вращения револьверной головки эжекторных сверл позволяет за один переход обработать в заготовке отверстие с точностью 10—12-го квалитета и параметром шероховатости поверхности Ка = 0,631,25 мкм, но станок для этого требуется модернизировать. Схема наладки револьверного станка с использованием стандартных резцов с СМП и эжекторного сверла для обработки ступенчатой втулки представлена на рис. 72, а. В позициях I, 3, 4 револьверной головки закреплены проходные упорные резцы, в позициях 2, б — эжекторное сверло и трубопровод вывода стружки, в позиции 5 — резцы для снятия наружной и внутренней фасок.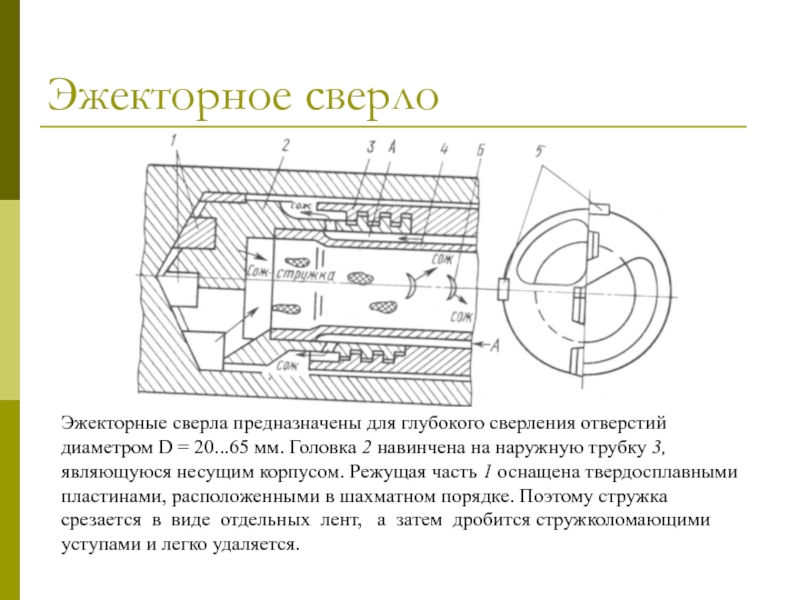
Эжекторные сверла, предназначенные для высокопроизводительного сверления отверстий, состоят из неперетачиваемой коронки с припайными твердосплавными пластинами (рис. 144, ж) или с СМП (рис. 144, з) и двух трубок. СОЖ, поступая в пространство между стенками трубок, частично проходит сквозь отверстия в резьбовом хвостовике, охлаждает режущие кромки и направляющие планки, а затем вместе со стружкой устремляется через сопло в центральную полость внутренней трубки и далее — в приемный бак. Другая часть СОЖ проникает в центральную полость через щели во внутренней трубке и создает разрежение, отсасывающее стружку. Режимы резания для сверл ВТА и эжекторных приведены в табл. 13.
Сверление является одним из распространенных методов обработки на токарных станках и осуществляется для предварительной обработки отверстий. Предварительно обработать резанием отверстие в сплошном материале можно только с помощью с в е р-л а. В зависимости от конструкции и назначения различают сверла спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение при токарной обработке получили спиральные сверла. Конструкция и геометрия сверл, а также других инструментов для обработки отверстий и резьб рассмотрены в гл. 2 и 6.
[c.142]
Предварительно обработать резанием отверстие в сплошном материале можно только с помощью с в е р-л а. В зависимости от конструкции и назначения различают сверла спиральные, перовые, для глубокого сверления, центровочные, эжекторные и др. Наибольшее распространение при токарной обработке получили спиральные сверла. Конструкция и геометрия сверл, а также других инструментов для обработки отверстий и резьб рассмотрены в гл. 2 и 6.
[c.142]
Сверла одностороннего резания с внутренним эжекторным отводом стружки и [c.415]
На рис. 194,6 показано спиральное двухкромочное составное сверло с четырьмя направляющими ленточками (вместо двух), образующими каналы для охлаждающей жидкости. Отвод стружки осуществляется через внутренние отверстия и стебель, представляющий собой трубку. Охлаждающая жидкость под давлением 10—20 кгс/см подается в пространство между наружным диаметром стебля и стенками отверстия. Сверление производится на специальном станке, имеющем устройство для подвода жидкости. Для улучшения внутреннего отвода стружки используется эжекторный эффект, получаемый при проходе струи жидкости под давлением через сопло. На рис. 194,(3 приведена схема подачи жидкости при работе эжекторного сверла. Поток жидкости /, проходя между внутренним 2 и наружным 3 стеблями, достигая щелей 4, раздваивается. Часть (примерно одна треть) проходит через щели внутреннего стебля и создает при выходе разряжение (эжекторный эффект), что способствует лучшему удалению стружки из зоны резания. Оставшаяся жидкость продолжает двигаться
Для улучшения внутреннего отвода стружки используется эжекторный эффект, получаемый при проходе струи жидкости под давлением через сопло. На рис. 194,(3 приведена схема подачи жидкости при работе эжекторного сверла. Поток жидкости /, проходя между внутренним 2 и наружным 3 стеблями, достигая щелей 4, раздваивается. Часть (примерно одна треть) проходит через щели внутреннего стебля и создает при выходе разряжение (эжекторный эффект), что способствует лучшему удалению стружки из зоны резания. Оставшаяся жидкость продолжает двигаться
| Рис. 6.10. Сверло с эжекторным отводом стружки |
Примером другой конструкции сверл одностороннего резания с внутренним отводом стружки с назначением, подобным сверлам с эжекторным отводом стружки, являются сверла, которые имеют только одну наружную трубу, а СОЖ подается в зазор между трубами и обработанным отверстием с помощью специального патрона.
Режимы резания для сверл ВТА и эжекторных [c.517]
При применении ружейных и эжекторных сверл (глубокого сверления) для отверстий диаметром 12 – 30 мм обеспечивается точность [c.732]
Для глубокого сверления применяются сверла 1) двустороннего резания (двухкромочные) — шнековые, эжекторные и 2) одностороннего резания (однокромочные)—ружейные и пушечные. [c.90]
Эжекторные сверла (рис. 5.6) предназначены для глубокого сверления отверстий диаметром D = 20…65 мм. Головка 2 навинчена на наружную трубку 3, являющуюся несущим корпусом. Режущая часть 1 оснащена твердосплавными пластинами, расположенными в шахматном порядке. Поэтому стружка срезается в виде отдельных лент, а затем дробится [c.90]
Эжекторные сверла работают на скоростях резания 25.
Обычно объем СОЖ, подаваемой в зону резания, колеблется в пределах 5—90 л/мин в зависимости от типа станка и диаметра обработки (90 л/мин — на тяжелых сверлильных станках, у наиболее распространенных станков средней мощности объем жидкости, подаваемой насосом, — 22 л/мин) Нормативы режимов резания рекомендуют объем СОЖ в пределах 5—Ш л/мин. Специальные станки могут иметь системы подготовки и подачи СОЖ объемом до 200 л/мин (станки для глубокого сверления эжекторными сверлами, сверлами БТА и т. д.). [c.106]
Сверла одностороннего резания с внутренним эжекторны.м отводом стружки и СОЖ (конструкция ВНИИ) [c.460]
Режимы резания при обработке отверстий эжекторными сверлами глубина сверления (2 10) В] [c.461]
Основные требования к инструментальной наладке при обработке отверстий эжекторными сверлами.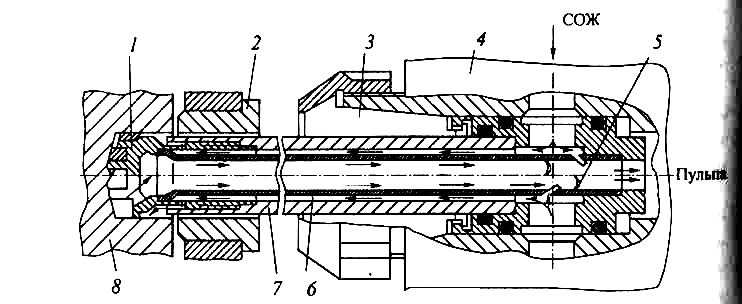 Отклонение от соосности оси кондукторной втулки относительно оси посадочного отверстия под хвостовик инструмента не должно превышать 0,02 мм. Высота кондукторной втулки должна быть достаточной, чтобы обеспечить циркуляцию СОЖ и эффект эжекции, т. е. высота втулки должна быть на 5 мм больше длины части головки сверла, выступающей из наружной трубы. Максимально допустимый зазор между торцом обрабатываемой детали и торцом кондукторной втулки не более 1 мм. Кондукторную втулку выполняют из твердого сплава или быстрорежущей стали.
[c.463]
Отклонение от соосности оси кондукторной втулки относительно оси посадочного отверстия под хвостовик инструмента не должно превышать 0,02 мм. Высота кондукторной втулки должна быть достаточной, чтобы обеспечить циркуляцию СОЖ и эффект эжекции, т. е. высота втулки должна быть на 5 мм больше длины части головки сверла, выступающей из наружной трубы. Максимально допустимый зазор между торцом обрабатываемой детали и торцом кондукторной втулки не более 1 мм. Кондукторную втулку выполняют из твердого сплава или быстрорежущей стали.
[c.463]
Патроны оснащены набором зажимных цанг 2 и сальников 3 для установки эжекторных сверл различных диаметров. В патронах возможно создание дополнительного эжекционного эффекта — потоком
Встречаются инструменты специфических конструктивных форм, которые нельзя отнести полностью ни к одному из классов. Примерами таких инструментов являются трубчатые сверла с внутренним подводом СОЖ, эжекторные сверла, протяжки и некоторые другие инструменты. Этим инструментам соответствует своя специфичная технология изготовления и соответственно особое оборудование.
[c.13]
Этим инструментам соответствует своя специфичная технология изготовления и соответственно особое оборудование.
[c.13]
Рассмотрены современное состояние обработки точных отверстий мерными инструментами, глубоких отверстий сверлами с эжекторным отводом пульпы, инструменты с планетарным движением, технологическая оснастка системы адаптивного управления, инструменты с определенностью базирования, создающие условия для обеспечения гарантированного подвода смазочно-охлаждающей жидкости в зону резания и отвода пульпы. Даны рекомендации по проектированию систем адаптивного управления, самоустанавливающейся оснастки. [c.4]
ОБРАБОТКА ГЛУБОКИХ ОТВЕРСТИЙ СВЕРЛАМИ С ЭЖЕКТОРНЫМ ОТВОДОМ ПУЛЬПЫ [c.146]
| Рис. 4.5. Схема эжекторного устройства для сверл малого диаметра |
 3). При применении ружейных и эжекторных сверл (глубокого сверления) для отверстий диаметром 12 — 30 мм обес)1ечивается точность 7 —9-го квалите-та, и необходимость в многопереходной обра-
[c.475]
3). При применении ружейных и эжекторных сверл (глубокого сверления) для отверстий диаметром 12 — 30 мм обес)1ечивается точность 7 —9-го квалите-та, и необходимость в многопереходной обра-
[c.475]Основные требования к инструментальной наладке при обработке отверстий эжекторными сверлами. Отклонение от соосности оси кондукторной втулки относительно оси посадочного отверстия под хвостовик инструмента не должно превышать 0,02 мм. Высота кондукторной втулки должна бьггь доста-
Патроны оснащены набором зажимных цанг 2 и сальников 3 для установки эжекторных сверл различных диаметров. В патронах возможно создание дополнительного эжекци-онного эффекта – потоком СОЖ, проходящим по кольцевому зазору между коническими поверхностями патрубка 5 и штуцера б. [c.418]
| Рис. 194. Гипы сверл с подводом охлаждаю -щей жидкости а — сверло о каналами б — сверло с четырьмя ленточками и с внутренним отводом етружки в — сверло с наружным отводом стружки г — сверло с М-образной заточкой и внутренним отводом стружки д — эжекторное сверло |
 .. 1,25 мкм, но станок для этого требуется модернизировать. Схема наладки револьверного станка с использованием стандартных резцов с СМП и эжекторного сверла для обработки ступенчатой втулки представлена на рис. 57, а. В позициях 1, 3, 4 револьверной головки закреплены проходные упорные резцы, в позициях 2, 5 – эжекторное сверло и
[c.472]
.. 1,25 мкм, но станок для этого требуется модернизировать. Схема наладки револьверного станка с использованием стандартных резцов с СМП и эжекторного сверла для обработки ступенчатой втулки представлена на рис. 57, а. В позициях 1, 3, 4 револьверной головки закреплены проходные упорные резцы, в позициях 2, 5 – эжекторное сверло и
[c.472]Точность диаметральных размеров отверстий при окончательной обработке на АС соответствует 6. .. 8 квалитетам. При этом, в сравнимых условиях, точность обра тки деталей из алюминиевых сплавов на один квалитет выше, а из стали – на один квалитет ниже, чем при обработке чугунных деталей. Обработку отверстий выполняют по нескольким вариантам (табл. 2) При применении ружейных и эжекторных сверл (глубокое сверление) для отверстий диаметром 12. .. 30 мм обеспечивается точность 7. .. 9 квалитетов и необходимость в многопереходной обработке отпадает. В связи с незначительным уводом оси отверстия (5. .. 10 мкм на 100 мм длины) применять метод глубокого сверления наиболее целесообразно для обработки глубоких отверстий (/ > 5d). [c.700]
[c.700]
Примечания 1. Режушая часть сверла должна быть оснащена режущими пластинками из твердого сплава Т5К10 (Т15К6, ВКВ) и направляющими пластинками из твердого сплава Т14К8. Геометрические параметры эжекторных сверл по ТУ 2-035-857-81, [c.461]
В последние годы появились новые направления в изыскании средств коллективной защиты органов зрения от травм стружкой при обработке различных материалов резанием и транспортировке стружки от станков. В основе этого направления лежит использование смазывающе-охлаждающей жидкости (СОЖ)- Так, например. Всесоюзным научно-исследовательским инструментальным институтом разработаны сверла и патроны для эжекторного сверления глубоких отверстий в стальных и чугунных деталях с удалением стружки от режущих инструментов и выдачей ее в стружкосборник (рис. 51). Это устройство успешно демонстрировалось на выставке Охрана труда — 78 на ВДНХ СССР. Отличительной его особенностью является разделение режущих 68
[c.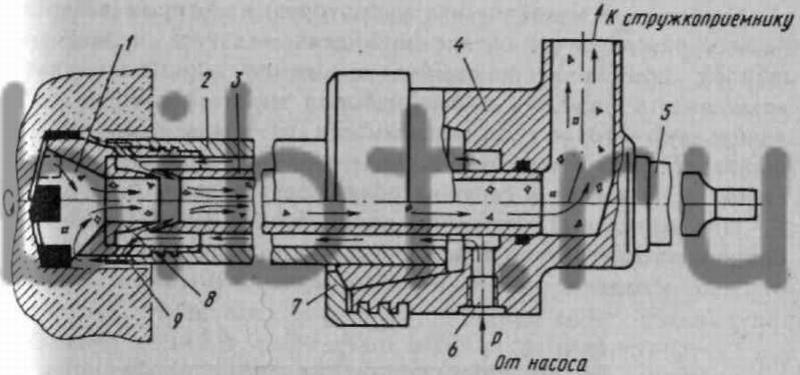 68]
68]
Эжекторное сверло фирмы “8апс1у1к Согошат” (Швеция) (рис. 4.4, в) работает следующим образом в зону резания СОЖ подается по кольцевому зазору между стеблем 2 и внутренней тонкостенной трубой 3. Одновременно часть нагнетаемого потока проходит в обратном направлении через щелевые сопла эжектора 5, выполненные на тонкостенной трубе, и создает в ней пониженное давление. Под действием атмосферного давления поток СОЖ (примерно 1/3 общего объема), омывающий режущую головку /, вместе со стружкой поступает в зону пониженного давления и далее в стружкосборник. При этом отпадает необходимость уплотнять зазор между торцами детали и кондукторной втулки 4. А за счет того, что в зону резания СОЖ подается между стеблем и тонкостенной трубой, не требуется сложный и громоздкий маслоприемник, а также система уплотнения между стеблем и маслоприемником. [c.150]
В связи с тем, что двухтрубная конструкция эжектора, разработанная фирмой “8ап(1у1к Соготап1”, неприменима в сверлах малых диаметров, поэтому для сверл диаметром 3. .. 18 мм с внутренним подводом СОЖ и наружным отводом пульпы применяется специальное эжекторное устройство (рис. 4.5) [51].
[c.151]
.. 18 мм с внутренним подводом СОЖ и наружным отводом пульпы применяется специальное эжекторное устройство (рис. 4.5) [51].
[c.151]
В отличие от сверл БТА, эжекторные сверла фирмы “8ап(1у1к Соготап ” работают со значительно меньшими давлениями и объемами СОЖ (рис. 4.6) [92]. Значения рабочих подач таких сверл больше подач, достигаемых ружейными сверлами и сверлами БТА (рис. 4.7), что объясняется большей жесткостью стебля. [c.152]
Характерной особенностью системы охлаждения эжекторных сверл фирмы “8ап(1у1к Согошап “, в отличие от сверл ружейных и БТА, является постоянное давление СОЖ на всей глубине сверления (рис. 4.8) [28]. Непосредственно за насосом для подачи СОЖ в нагнетающей магистрали достигается максимальное давление жидкости, которое незначительно снижается на участке до зоны резания инструмента. В зоне резания происходит более резкое падение давления, вызванное изменением направления потока СОЖ на режущей головке. Оставшееся давление далее частично используется для преодоления сопротивления на отвод пульпы
[c. 152]
152]
В эжекторных сверлах рабочий трубопровод направляет поток СОЖ от насоса гидростанции к соплу эжектора, эжектирующий – от режущей головки к эжектору, а нагнетательный – от эжектора к стружкоприемни-ку. Трубопровод кольцевого сечения, образуемый стеблем и внутренней тонкостенной трубой, по которому подается СОЖ в зону резания, к указанной системе трубопроводов не относится. Однако гидравлические потери в нем оказывают влияние на величину рабочего напора в тех случаях, когда подача СОЖ в зону резания и в сопла эжектора производится от одного насоса, как это принято в сверле фирмы “8апс1у1к Соготап ” (Швеция) (рис. 4.4, в). [c.165]
Глубокое сверление, станки для глубокого сверления, инструменты для глубокого сверления, операция глубокого сверления, Кольцевые сверла, трепанирование, ружейные сверла, эжекторная система, STS
Главная страница » Глубокое сверление
Глубокое сверление
Традиционно глубоким отверстием считается отверстие, у которого соотношение его длины к диаметру превышает 5, т.
 е. L/D>5. На обычных станках и обрабатывающих центрах возможно сверление подобных отверстий, но для этого необходимо применять различные дополнительные меры, задавать длинному и не жёсткому сверлу направление, и так обеспечивать жёсткость системы. Для этого возможно применение кондукторных втулок, предварительное сверление пилотного отверстия и т.д.
е. L/D>5. На обычных станках и обрабатывающих центрах возможно сверление подобных отверстий, но для этого необходимо применять различные дополнительные меры, задавать длинному и не жёсткому сверлу направление, и так обеспечивать жёсткость системы. Для этого возможно применение кондукторных втулок, предварительное сверление пилотного отверстия и т.д.Но когда длина отверстия превышает диаметр в 10 раз, т.е. L/D>10, его необходимо обрабатывать методом глубокого сверления на специальном оборудовании и специальными сверлами.
Это достаточно специфическая операция, но имеющая широкое применение в различных отраслях, особенно в таких, как нефтегазовой, аэрокосмической, металлургической промышленности.
Основными сложностями глубокого сверления являются увод сверла, непрямолинейность оси, получаемого отверстия, разностенность, некруглость отверстия, сложность вывода стружки, и доставки СОЖ в зону резания и т.д.
В глубоком сверлении необходимо обеспечить дробление стружки, чтобы она не пакетировалась и не портила обрабатываемую поверхность.
Инструменты для глубокого сверления
Для глубокого сверления применяются специальные сверла, выделяют 3 типа таких сверл или систем сверления. У данных систем существенно отличается организация подвода СОЖ.
1. Эжекторная система (двуштанговая)
В этой системе используется две штанги одна внутренняя и одна внешняя, т.е. труба в трубе, на конце эти две штанги присоединены к сверлильной головке. СОЖ подается между двумя штангами и движется она внутри корпуса сверла. Вымывание стружки происходит через отверстие внутренней штанги.
В такой системе требуется меньшее давление СОЖ, чем в STS системе. Эжекторная система может применяться на универсальных станках и в основном применяется для средних партий.
2. Система STS (одноштанговая)
В данной системе применяется одна штанга, а СОЖ поступает через устройство подачи СОЖ, плотно прилегающего через уплотнение к торцу заготовки. СОЖ поступает под высоким давлением между штангой и заготовкой. Вымывание стружки осуществляется также через внутреннее отверстие штанги, как и в системе эжекторного сверления.
СОЖ поступает под высоким давлением между штангой и заготовкой. Вымывание стружки осуществляется также через внутреннее отверстие штанги, как и в системе эжекторного сверления.
Это первый выбор для высокопроизводительной обработки и крупносерийного производства
3. Система сверления ружейными сверлами
Ружейные (или пушечные) сверла имеют внутренний подвод СОЖ через отверстие в сверле, а вымывание стружки и удаление СОЖ происходит через наружную V-образную стружечную канавку в сверле.
Ружейные сверла могут применяться на обрабатывающих центрах, необходимым условием является наличие достаточного давления внутренней подачи СОЖ.
Кольцевые сверла, трепанирование
Для обработки глубоких отверстий, имеющих диаметр отверстия больше 80 мм используют кольцевые сверла, сверление такими сверлами еще называют трепанированием, здесь в стружку переводится только кольцевая полость, а в центре остается стержень. Данный тип сверления более прогрессивный, в будущем он может вытеснять сплошное сверление даже при меньших диаметрах отверстий.
Производительность глубокого сверления
Глубокое сверление, особенно скоростное, в большинстве случаев превосходит по производительности и качеству все другие технологические способы обработки отверстий.
Если взять даже простые спиральные сверла, которые успешно применяются только для неглубоких отверстий (L/DСтанки для глубокого сверления
Существуют различные компоновки станков для глубокого сверления, преобладающая часть создана для обработки отверстий в цилиндрических заготовках, которым придается вращение, а инструмент перемещается с заданной подачей, т. е. по принципу токарного типа, это обеспечивает высокую точность и производительность обработки. Но возможно обрабатывать только отверстия соосные оси заготовки.
е. по принципу токарного типа, это обеспечивает высокую точность и производительность обработки. Но возможно обрабатывать только отверстия соосные оси заготовки.
Существуют компоновки, где вращение передается и заготовке в противоположном направлении сверла, и самому сверлу, этот вариант достигает лучших показателей точности и производительности.
Также применяют многошпиндельные станки глубокого сверления.
Станки могут быть как одно, так и двухсторонними, т.е. для сверления заготовки с одной или с нескольких сторон.
Для обработки тяжелых заготовок или сверления эксцентричных отверстий используют станки, где вращение задается только инструменту.
Станки глубокого сверления выполняются как горизонтального типа, так и вертикального. Хотя вертикальный тип может сверлить заготовки сравнительно небольшой длинны имеет некоторые преимущества. Так инструмент в вертикальной компоновке не подвергается изгибающим усилиям от собственного веса.
Существуют станки глубокого сверления вертлюжного типа, здесь заготовка устанавливается в полый шпиндель называемого вертлюг, в силу того, что его нельзя сильно вращать, применение в основном получил в деталях, которым нельзя задавать большие крутящие моменты. Принцип схож со станками токарного типа.
Станки для глубокого сверления могут иметь самые различные компоновки, они относятся к группе специальных станков. Также они могут выполнять и операции растачивания отверстия.
Станки занимают большое пространство в цехе, требуют особого внимания к сбору и охлаждению СОЖ, обеспечению высокого давления СОЖ, сбору стружки и т.д. Необходимо учитывать, что в случае неисправности такой станок трудно заменить каким-либо другим, надо быть предусмотрительным и принять меры по этому поводу заранее, возможно приобретение второго подобного станка, заручиться гарантийной поддержкой производителя или поставщика станка, а также проведение каких-либо других мероприятий.
Заключение
Операция глубокого сверления проводится на больших и довольно дорогостоящих заготовках, ее качественное исполнение и стабильность получения результатов имеет огромное значение для различных предприятий. Выбор и внедрение такого станка важный и необходимый момент для многих предприятий.
Выбор и внедрение такого станка важный и необходимый момент для многих предприятий.
Главными критериями инвестирования в такой станок являются множество факторов — это конечно же срок окупаемости, повышение производительности и качества продукции, расширение производственных возможностей, повышение статуса и авторитета предприятия, увеличение экономической эффективности производства и, как следствие, увеличение прибыли.
Похожие записи:
Инструменты для обработки отверстий. Часть 1
1. Инструменты для обработки отверстий
Часть 11
12.06.2018
2. Для обработки отверстий используют следующие режущие инструменты
СверлаЗенкеры
и зенковки
Развертки
Комбинированные инструменты
Расточной инструмент
2
12.06.2018
3. Сверла
Сверло — осевой режущий инструмент дляобразования отверстий в сплошном
материале и увеличения диаметра
имеющегося отверстия (ГОСТ 25751—83).

В промышленности применяют сверла:
спиральные, перовые, одностороннего
резания, эжекторные, кольцевого сверления,
а также специальные комбинированные
Сверла изготавливают из легированной стали
9ХС, быстрорежущих сталей Р6М5 и др., и
оснащенные твердым сплавом ВК6, ВК6-М,
ВК8, ВК10-М
и др.
3
12.06.2018
4. Спиральные сверла
Спиральные сверла имеют наибольшее распространение исостоят из следующих основных частей: режущей,
калибрующей или направляющей, хвостовой и
соединительной
Режущая и калибрирующая части сверла составляют ее
рабочую часть, на которой образованы две винтовые
канавки, создающие два зуба, обеспечивающие процесс
резания.
На рабочей части сверла имеется шесть лезвий: два
главных, два вспомогательных, расположенных на
калибрующей части сверла, которая служит для
направления в процессе работы и является припуском на
переточку, и два на перемычке. Эти лезвия расположены на
двух зубьях и имеют непрерывную пространственную
режущую
12.
 06.2018
06.20184 кромку, состоящую из пяти разнонаправленных
отрезков
5. Элементы спирального сверла
512.06.2018
6
1 – режущая кромка,
2 – передняя поверхность,
3 – задняя поверхность,
4 – поперечная кромка,
5 – канавка,
6 – ленточка
12.06.2018
Для уменьшения трения об образованную
поверхность отверстия и уменьшения
теплообразования в процессе работы сверло на всей
длине направляющей части имеет занижение по
спинке с оставлением у режущей кромки ленточки
шириной 0,2—2 мм в зависимости от диаметра сверла.
Ленточки обеспечивают направление сверла в
процессе резания, и только в начале, на длине,
равной 0,5 значения подачи, они работают в качестве
вспомогательной режущей кромки.
Для уменьшения трения при работе на ленточках
делают утонение по направлению к хвостовику
(обратная конусность 0,03— 0,12 мм по диаметру на
12.06.2018
100 мм
длины). Размер утонения зависит от диаметра
7
сверла
8.
 Номенклатура спиральных сверл Спиральные сверла из быстрорежущей стали с
Номенклатура спиральных сверл Спиральные сверла из быстрорежущей стали сцилиндрическим хвостовиком изготавливают
диаметром от 1 до 20 мм. В зависимости от длины
рабочей части сверла делят на короткую, среднюю
и длинную серии.
Сверла с коническим хвостовиком изготавливают
диаметром от 6 до 80 мм, удлиненные и длинные.
Мелкоразмерные сверла диаметром от 0,1 до 1,5
мм для увеличения прочности изготавливают с
утолщенным цилиндрическим хвостовиком.
8
12.06.2018
9. Производительность и стойкость сверла во многом зависят от значения главного угла в плане
Производительность и стойкость сверлаво многом зависят от значения главного
угла в плане
Опыты показывают, что при уменьшении угла 2 от 140° до 90° осевая
составляющая силы резания снижается на 40—50%, а крутящий
момент увеличивается на 25—30%
Рекомендуемые на основании экспериментальных данных и
производственного опыта значения угла 2 при обработке заготовок
из различных материалов приведены ниже
Материал заготовки
Угол 2 ,°
Сталь конструкционная и инструментальная
Сталь коррозионностойкая высокопрочная,
жаропрочные сплавы
Чугун средней твердости, бронза твердая
Чугун твердый
Латунь, алюминиевые сплавы, баббит
Медь
Пластмасса
Мрамор 9
116—120
125—150
90—100
120—125
130—140
125
80—110
12.
 06.2018
06.201880—90
10. Формы заточки сверл
10Технологически наиболее простым является
оформление задней поверхности по плоскости.
Однако при этом способе для обеспечения
достаточного зазора между задней
поверхностью и поверхностью резания
необходимо иметь задние углы не менее 20—
25°, кроме того, нельзя получить значения
заднего угла и угла наклона поперечной
кромки, не зависящие от угла при вершине
сверла и заднего угла на периферии.
Недостатком сверл с одноплоскостной формой
задней поверхности является также
прямолинейная поперечная кромка, которая
при работе без кондуктора не обеспечивает
правильного центрирования сверла.
12.06.2018
11. Формы заточки сверл
11Двухплоскостная форма задней
поверхности сверл позволяет
получить независимые значения
заднего угла на периферии, угла
при вершине и угла наклона
поперечной кромки. Этот
результат может быть получен
также при конической,
цилиндрической и винтовой
форме задней поверхности
12.
 06.2018
06.201812. Формы заточки сверл
12Коническая форма задней
поверхности сверла является
участком конической поверхности, ось
которой параллельна проекции
главной режущей кромки сверла на
торцовую плоскость.
Для образования задних углов
вершина конуса должна быть
смещена относительно оси сверла на
величину, равную или больше радиуса
перемычки, и ось конуса наклонена к
продольной оси сверла под углом а.
12.06.2018
13. Формы заточки сверл
Цилиндрическаячасть задней
поверхности сверла
является участком
цилиндрической
поверхности.
Этот метод редко
применяют
13
12.06.2018
14. Формы заточки сверл
14Винтовая часть задней поверхности сверла
является развертывающейся винтовой
поверхностью. Она позволяет (по сравнению
с конической поверхностью) получить более
рациональное распределение значений
задних углов и более выпуклую поперечную
кромку сверла, что улучшает
самоцентрирование сверла при работе.

У сверл с винтовой задней поверхностью
увеличиваются значения задних углов на
поперечной режущей кромке, что приводит к
уменьшению осевых нагрузок по сравнению
со сверлами, заточенными другими
способами.
Большим преимуществом винтовой заточки
является возможность автоматизации
процесса заточки.
12.06.2018
15. Перовые сверла
имеют более простую конструкцию посравнению со спиральными
Режущую часть этих сверл выполняют в виде
пластин из быстрорежущей стали или
оснащают с пластинами из твердого сплава.
Они обладают повышенной жесткостью, и их
применяют для обработки поковок, ступенчатых
и фасонных отверстий и отверстий малых
диаметров (меньше 1—1,5 мм).
15
12.06.2018
16
12.06.2018
17. Сверла для глубокого сверления
Подглубоким сверлением
понимается сверление
отверстий на глубину,
превышающую диаметр сверла
в 5—10 раз и более (min 3D).

Такие сверла применяют для
сплошного (D
кольцевого (D>80 мм)
17
сверления
12.06.2018
18. К глубокому сверлению предъявляют следующие требования:
прямолинейность оси отверстия, концентричностьотверстия по отношению к наружной поверхности детали,
цилиндричность отверстия, точность обработки, получение
необходимой шероховатости поверхности, получение
стружки, легко удаляемой из отверстия длиной до 5—7
диаметров обычно обрабатывают на токарных,
револьверных станках и станках-автоматах, отверстия
большей длины — на специальных станках для глубокого
сверления.
Для сверления отверстий длиной до 5—7 диаметров
применяют удлиненные спиральные сверла стандартной
конструкции, однако при работе этими сверлами
забиваются стружкой стружечные канавки, и для ее
удаления необходимо периодически вынимать сверло из
отверстия.
18
12.06.2018
Для лучшего удаления стружки в процессе работы
применяют спиральные сверла с отверстиями для
подвода смазывающе-охлаждающей жидкости.

Для получения мелкой стружки, легко удаляемой из
отверстия потоками СОЖ, на передней поверхности
сверла вдоль режущей кромки делают
стружколомающие канавки.
Стойкость спиральных сверл с отверстиями до 8
раз превышает стойкость стандартных сверл.
Для работы с большими подачами жесткость и
прочность сечения сверла должны быть увеличены,
а также подобран для изготовления сверл материал
большей прочности
19
12.06.2018
20. Шнековые сверла
изготавливают диаметром от 3 до 30 мм, их применяют для сверленияотверстий длиной до 30 диаметров в стальных заготовках и до 40
диаметров в чугунных. Эти сверла изготавливают из быстрорежущей
стали. Для лучшего отвода стружки угол наклона винтовых канавок
w=60°. Стружечные канавки у шнековых сверл имеют в осевом сечении
прямолинейный треугольный профиль с закруглением во впадине
При обработке заготовок из чугуна угол при вершине сверла 2ф=
120…130°, при обработке стали 2ф=120°, задний угол выбирают в
пределах 12—15°.
 Для уменьшения трения в процессе работы на
Для уменьшения трения в процессе работы накалибрующей части сверло имеет утонение 0,03—0,10 мм по
направлению к хвостовику на длине 100 мм. Для уменьшения трения
ленточку на калибрующей части выбирают равной 0,5—0,8 ширины
ленточки спирального сверла. Для придания сверлам жесткости
диаметр сердцевины принимают равным 0,3—0,35 диаметра сверла и
затем производят подточку перемычки до 0,1—0,15 диаметра сверла.
Диаметр сердцевины не изменяется по всей длине рабочей части. Для
получения дробленой стружки переднюю поверхность сверла
подтачивают. У сверл для обработки заготовок из чугуна передний угол
выбирают равным 12—18°, у сверл для обработки заготовок из стали
12.06.2018
12—15°.20
21. Шнековые сверла
2112.06.2018
22. Сверла одностороннего резания
Эти сверла делят на сверла с внутреннимподводом СОЖ и наружным отводом
стружки и на сверла с наружным
подводом СОЖ и внутренним отводом
стружки
Сверла первого типа изготавливают
диаметром от 3 до 30 мм.
 Сверла делают
Сверла делаютиз быстрорежущей стали и оснащают
пластинами или коронками из твердого
сплава. Пластины и коронки припаивают.
22
12.06.2018
23. Ружейное сверло
2312.06.2018
24
12.06.2018
25. Эжекторное сверло
Особенностью эжекторных сверл является эффектподсоса СОЖ, отходящей вместе со стружкой в
результате разрежения и перепада давлений,
создаваемого внутри корпуса сверла. Разрежение
обеспечивается разделением прямого потока
жидкости на два направления. Прямой поток СОЖ
подается под давлением 2—3 МПа по каналу А
между внутренним и наружным стеблями. Не
доходя до рабочей части, он разделяется.
Примерно 70% жидкости направляется в зону
резания через сделанные в корпусе сверла
отверстия, а 30% жидкости через щелевидные
сопла Б, сделанные на внутреннем стебле,
25
отводится
обратно
12.06.2018
26. Эжекторное сверло
2612.06.2018
27.
 сверла с неперетачиваемыми сменными многогранными пластинами Сверление сверлами с неперетачиваемыми сменными многогранными
сверла с неперетачиваемыми сменными многогранными пластинами Сверление сверлами с неперетачиваемыми сменными многограннымипластинами — наиболее производительный и самый экономичный
способ получения отверстий диаметром от 12 до 80 мм.
Эффективность данного метода объясняется в первую очередь
снижением трудоемкости сверления. По сравнению со сверлами из
быстрорежущей стали машинное время сокращается от 2 до 10 раз.
Стойкость сменных пластин очень высока, так как они изготавливаются
из современных марок твердых сплавов с износостойкими покрытиями.
Легко решается проблема обработки материалов с повышенной
твердостью и труднообрабатываемых высоколегированных сталей.
Дополнительному повышению производительности способствует
возможность установить в центральное гнездо пластину из
высокопрочного сплава, а в периферийное гнездо из износостойкого
сплава, допускающего высокие скорости резания.
Использование сверл со сменными неперетачиваемыми пластинами
позволяет полностью отказаться от дорогостоящей переточки.
 Замена
Заменапластин может быть произведена менее чем за минуту, даже без снятия
сверла со
станка.
12.06.2018
27
28
12.06.2018
29
12.06.2018
30
12.06.2018
31
12.06.2018
32. Технология изготовления спиральных сверл
3212.06.2018
%d1%81%d0%b2%d0%b5%d1%80%d0%bb%d0%be%20%d0%bf%d0%be%20%d0%b1%d0%b5%d1%82%d0%be%d0%bd%d1%83 — с английского на все языки
Все языкиАнглийскийРусскийКитайскийНемецкийФранцузскийИспанскийИтальянскийЛатинскийФинскийГреческийИвритАрабскийСуахилиНорвежскийПортугальскийВенгерскийТурецкийИндонезийскийШведскийПольскийЭстонскийЛатышскийДатскийНидерландскийАрмянскийУкраинскийЯпонскийСанскритТайскийИрландскийТатарскийСловацкийСловенскийТувинскийУрдуИдишМакедонскийКаталанскийБашкирскийЧешскийГрузинскийКорейскийХорватскийРумынский, МолдавскийЯкутскийКиргизскийТибетскийБелорусскийБолгарскийИсландскийАлбанскийНауатльКомиВаллийскийКазахскийУзбекскийСербскийВьетнамскийАзербайджанскийБаскскийХиндиМаориКечуаАканАймараГаитянскийМонгольскийПалиМайяЛитовскийШорскийКрымскотатарскийЭсперантоИнгушскийСеверносаамскийВерхнелужицкийЧеченскийГэльскийШумерскийОсетинскийЧеркесскийАдыгейскийПерсидскийАйнский языкКхмерскийДревнерусский языкЦерковнославянский (Старославянский)МикенскийКвеньяЮпийскийАфрикаансПапьяментоПенджабскийТагальскийМокшанскийКриВарайскийКурдскийЭльзасскийФарерскийАбхазскийАрагонскийАрумынскийАстурийскийЭрзянскийКомиМарийскийЧувашскийСефардскийУдмурдскийВепсскийАлтайскийДолганскийКарачаевскийКумыкскийНогайскийОсманскийТофаларскийТуркменскийУйгурскийУрумскийБурятскийОрокскийЭвенкийскийМаньчжурскийГуараниТаджикскийИнупиакМалайскийТвиЛингалаБагобоЙорубаСилезскийЛюксембургскийЧерокиШайенскогоКлингонский
Все языкиРусскийИвритИспанскийНемецкийНорвежскийДатскийУкраинскийКурдскийИндонезийскийВьетнамскийМаориТагальскийУрдуИсландскийВенгерскийХиндиИрландскийФарерскийКитайскийПортугальскийФранцузскийБолгарскийТурецкийСловенскийАлбанскийАрабскийФинскийМонгольскийПалиКорейскийГрузинскийРумынский, МолдавскийПерсидскийХорватскийЯпонскийНидерландскийСуахилиИтальянскийКазахскийЛатышскийМакедонскийЛитовскийПольскийШведскийТайскийКаталанскийЧешскийСербскийСловацкийГаитянскийАрмянскийЭстонскийГреческийАнглийскийЛатинскийДревнерусский языкЦерковнославянский (Старославянский)АзербайджанскийТамильскийКвеньяАфрикаансПапьяментоМокшанскийЙорубаЭрзянскийМарийскийЧувашскийУдмурдскийТатарскийУйгурскийМалайскийМальтийскийЧерокиЧаморроКлингонскийБаскский
Лекция 4 СВЕРЛЕНИЕ ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ Определения
Лекция 4 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
Определения p p p Сверление — черновая обработка отверстий в сплошном материале, или рассверливание, обеспечивает точность в пределах 11. . . 12 -го квалитетов в шероховатости Ra = 5. . . 10 мкм. Зенкерование — получистовая обработка (8. . . 9 -й квалитеты; Ra = 3, 2. . . 6, 4 мкм). Развертывание — чистовая обработка (5. . . 7 -й квалитеты; Ra = 0, 5. . . 1, 6 мкм).
. . 12 -го квалитетов в шероховатости Ra = 5. . . 10 мкм. Зенкерование — получистовая обработка (8. . . 9 -й квалитеты; Ra = 3, 2. . . 6, 4 мкм). Развертывание — чистовая обработка (5. . . 7 -й квалитеты; Ra = 0, 5. . . 1, 6 мкм).
Назначение и основные типы сверл перовые (с прямыми канавками), p спиральные (с винтовыми канавками), p для глубокого сверления, p центровочные—для обработки центровых отверстий, p кольцевые, p специальные. p
МАШИННАЯ ПЕРКА Перовые или плоские сверла просты по конструкции, но из-за плохих условий отвода стружки и тяжелых условий резания их применяют в основном для обработки отверстий глубиной D
СПИРАЛЬНОЕ (ВИНТОВОЕ) СВЕРЛО В отличие от резца передние поверхности сверла винтовые, главные задние поверхности обычно конические, а вспомогательные задние поверхности — винтовые ленточки, обеспечивающие направление сверла в процессе резания
Геометрия спирального сверла Для уменьшения трения ленточек о стенки отверстия диаметр сверла уменьшают по направлению к хвостовику, т. е. формируют обратную конусность.
е. формируют обратную конусность.
Передний угол γ измеряется в главной секущей плоскости N—N перпендикулярной проекции главной режущей кромки на основную (диаметральную) плоскость ОО, проходящую через вершину и ось сверла. Угол γ образуется касательной 1— 1 к передней поверхности в рассматриваемой точке режущей кромки и нормалью 1— 2 в той же точке к поверхности, образованной вращением режущей кромки вокруг оси сверла. Величина угла γ зависит от угла наклона винтовой канавки со. Точки режущей кромки лежат на винтовых линиях передней поверхности сверла, имеющих различный угол ω. Поэтому угол γ в различных точках кромки будет также переменным и изменяться аналогично углу ω.
Рекомендуемые значения угла при вершине резца Обрабатываемый материал Угол при вершине Сталь углеродистая конструкционная 116. . . 120 Нержавеющая сталь, высокопрочная сталь, жаропрочные сплавы 125. . . 130 Титановые сплавы 140 Чугун средней твердости, твердая бронза 90.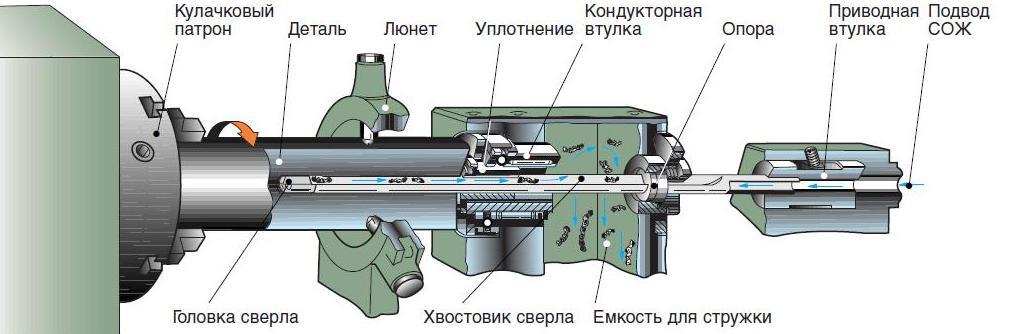 . . 100 Чугун твердый 120. . . 125 Латунь, алюминиевые сплавы 130. . . 140 Медь 125 Пластмассы 80. . . 110 Бетон, мрамор 80. . . 90
. . 100 Чугун твердый 120. . . 125 Латунь, алюминиевые сплавы 130. . . 140 Медь 125 Пластмассы 80. . . 110 Бетон, мрамор 80. . . 90
Силы резания при сверлении, зенкеровании и развертывании Величины Мкр и Р 0 зависят от прочности обрабатываемых материалов, условий обработки, диаметра D инструмента, параметров режимов резания, геометрии инструмента, глубины обработки и износа инструмента.
Износ и стойкость инструмента Износ сверл происходит в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки
Сверла изнашиваются одновременно по задней А и передней Г поверхностям при обработке сталей; по уголкам В — при сверлении хрупких материалов; по ленточке Б — при сверлении вязких материалов; по лезвию перемычки Д — при неправильной заточке и при его чрезмерной длине.
Особенности процесса резания при сверлении Переменная деформация срезаемого слоя вдоль режущих кромок из-за переменных углов и переменных; p Очень большая деформация материала у поперечной режущей кромки p Затруднения в удалении стружки и подводе СОЖ, возрастающие с увеличением глубины сверления. p Трудности конструктивно обеспечить достаточную жесткость сверл (особенно малого диаметра) и большое трение инструмента о стенки отверстия. p
p Трудности конструктивно обеспечить достаточную жесткость сверл (особенно малого диаметра) и большое трение инструмента о стенки отверстия. p
Схемы обработки поверхностей на станках сверлильной группы а — сверление; б — рассверливание; в — зенкерование; г — развертывание; д, е -зенкование; ж, з — цекование; и — обработка базовых центровых отверстий; к — нарезание внутренних резьб; л — обработка сложных поверхностей;
Центровочное сверло Для обработки центровых отверстий применяют комбинированные центровочные сверла диаметром от 1 до 10 мм
Кольцевое сверло для обработки сквозных отверстий большого диаметра, алмазные кольцевые сверла — для обработки отверстий в твердых неметаллических материалах (сквозные и глухие)
Шнековое сверло Сверла шнековые (от. нем. Schnecke улитка) применяют при обработке отверстий (D = 3. . . 30 мм) длиной более 10 D без периодического вывода инструмента из заготовки. Они имеют большие углы наклона винтовых канавок (60°), что облегчает отвод стружки из зоны резания
Они имеют большие углы наклона винтовых канавок (60°), что облегчает отвод стружки из зоны резания
Эжекторное сверло Эжекторные сверла предназначены для глубокого сверления отверстий диаметром D = 20. . . 65 мм. Головка 2 навинчена на наружную трубку 3, являющуюся несущим корпусом. Режущая часть 1 оснащена твердосплавными пластинами, расположенными в шахматном порядке. Поэтому стружка срезается в виде отдельных лент, а затем дробится стружколомающими уступами и легко удаляется.
Ружейные сверла диаметром D = 8. . . 30 мм состоят из рабочей части 1 и трубчатого корпуса (стебля) 2. Для создания благоприятных условий резания главная режущая кромка смещена на 0, 2 D от оси сверла. Сверло имеет внутренний канал круглого или серпообразного поперечного сечения для подвода СОЖ под давлением 2. . . 4 МПа. СОЖ вместе со стружкой вымывается по наружной прямой канавке.
а — зенкер; б, в — зенковка; г — односторонняя обратная цековка; д — двусторонняя цековка; е — развертка; 1 — режущая часть; 2 — калибрующая часть; 3 — рабочая часть; 4 — цапфа; d — истинный диаметр развертки; f— ширина ленточки; α, γ, φ, ω — углы резания Зенкеры, цековки, зенковки и развертки
Вопросы p Основные виды сверл p Основные виды износа спиральных сверл p Особенности процесса резания при сверлении
инструмент для обработки глубоких отверстий – патент РФ 2049602
Использование: при обработке металлов резанием и может быть применено при обработке глубоких отверстий. Сущность изобретения: инструмент снабжен трубой-вставкой 12, выполненной из материала с коэффициентом температурного линейного расширения, превышающим идентичный коэффициент материала режущей головки 2. При этом один торец трубы-вставки 12 предназначен для взаимодействия с режущей головкой 2, а другой с подпружиненным стаканом 4, который установлен с возможностью осевого перемещения и зафиксирован от поворота. В стакане 4 выполнены радиальные отверстия 11 для подвода СОЖ, расположенные попарно с радиальными отверстиями 10 для подвода СОЖ в режущей головке 2, причем оси радиальных отверстий в указанных парах параллельны и лежат в продольных плоскостях. При обработке заготовки резанием происходит нагрев режущих пластин 3, режущей головки 2 и трубы-вставки 12, которая при нагреве удлиняется и перемещает стакан 4. При этом отверстия 11 смещаются относительно отверстий 10, увеличивая тем самым проходное сечение для потока СОЖ. Расход СОЖ, подаваемой в зону резания, увеличивается.
Сущность изобретения: инструмент снабжен трубой-вставкой 12, выполненной из материала с коэффициентом температурного линейного расширения, превышающим идентичный коэффициент материала режущей головки 2. При этом один торец трубы-вставки 12 предназначен для взаимодействия с режущей головкой 2, а другой с подпружиненным стаканом 4, который установлен с возможностью осевого перемещения и зафиксирован от поворота. В стакане 4 выполнены радиальные отверстия 11 для подвода СОЖ, расположенные попарно с радиальными отверстиями 10 для подвода СОЖ в режущей головке 2, причем оси радиальных отверстий в указанных парах параллельны и лежат в продольных плоскостях. При обработке заготовки резанием происходит нагрев режущих пластин 3, режущей головки 2 и трубы-вставки 12, которая при нагреве удлиняется и перемещает стакан 4. При этом отверстия 11 смещаются относительно отверстий 10, увеличивая тем самым проходное сечение для потока СОЖ. Расход СОЖ, подаваемой в зону резания, увеличивается. При охлаждении режущей головки 2 потоком СОЖ труба-вставка 12, охлаждаясь, укорачивается. Пружина 6 воздействует на дно стакана 4 и перемещает его. Отверстия 11 перемещаются относительно отверстий 10, уменьшая тем самым проходное сечение для потока СОЖ. 1 ил.
Рисунок 1
При охлаждении режущей головки 2 потоком СОЖ труба-вставка 12, охлаждаясь, укорачивается. Пружина 6 воздействует на дно стакана 4 и перемещает его. Отверстия 11 перемещаются относительно отверстий 10, уменьшая тем самым проходное сечение для потока СОЖ. 1 ил.
Рисунок 1Формула изобретения
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ, содержащий полую борштангу, несущую режущую головку с радиальными отверстиями для подвода смазывающе-охлаждающей жидкости и размещенную внутри борштанги трубу с эжекторными соплами, отличающийся тем, что инструмент снабжен трубой-вставкой, размещенной в кольцевой проточке, которая выполнена в режущей головке, и предназначенным для взаимодействия с одним из концом трубы-вставки подпружиненным стаканом, установленным с возможностью осевого перемещения, при этом другой конец трубы-вставки предназначен для взаимодействия с режущей головкой, а в стакане выполнены радиальные отверстия для подвода смазывающе-охлаждающей жидкости, количество которых соответствует количеству отверстий режущей головки, причем оси каждой пары упомянутых отверстий параллельны и лежат в одной продольной плоскости, а труба-вставка выполнена из материала с коэффициентом температурного линейного расширения, превышающим идентичный коэффициент материала режущей головки.
Описание изобретения к патенту
Изобретение относится к обработке металлов резанием и может быть использовано для обработки глубоких отверстий. Известно эжекторное сверло, содержащее внутреннюю трубу, борштангу, на конце которой закреплена режущая головка с отверстиями для подвода смазывающе-охлаждающей жидкости (СОЖ) к режущим кромкам, причем эжекционный эффект создается благодаря наклонным эжекторным щелям-соплам, выполненным на конце внутренней трубы. При сверлении различных металлов и материалов температура в зоне резания может быть низкой (до 250оС), средней (250-620оС), высокой (свыше 620оС), поэтому для обеспечения охлаждения при низкой температуре в зоне резания необходим минимальный расход СОЖ, подаваемой в указанную зону, при следующей температуре средний расход СОЖ и при высокой температуре в зоне резания максимальный расход СОЖ. Недостатком известного сверла является тo, что расход СОЖ, подаваемой в зону резания постоянный, т. е. не изменяется при изменении температуры в зоне резания, что снижает стойкость режущего инструмента. Цель изобретения повышение стойкости режущего инструмента для обработки глубоких отверстий за счет адаптивного управления расходом СОЖ, подаваемой в зону резания. На чертеже схематически изображен предлагаемый инструмент, общий вид. Инструмент содержит борштангу 1, на конце которой закреплена режущая головка 2 с режущим 3 и направляющими элементами, стакан 4, трубу-вставку 5, пружину 6, кольцо 7, винт 8, внутреннюю трубу 9. Режущая головка 2 имеет радиальные отверстия 10 для подвода СОЖ в зону резания, такое же количество радиальных отверстий 11 имеет стакан 4, причем отверстия 10 и 11 расположены парами, их оси параллельны и лежат в продольных плоскостях. Стакан 4 содержит продольный паз, в который входит хвостовик фиксирующего винта 3, ограничивающего перемещение стакана 4, и поэтому стакан 4 фиксирован от поворота и имеет возможность перемещения только вдоль оси инструмента, при этом отверстия 10 и 11 могут быть смещены относительно друг друга в осевом направлении (при минимальной и средней температуре в зоне резания) или совмещены (при максимально возможной температуре в зоне резания). Пружина 6 воздействует на кольцо 7 и дно стакана 4, прижимая стакан 4 к трубе-вставке 12. Кольцо 7 упирается в кольцевой выступ внутренней трубы 9 под действием пружины 6. Труба-вставка 12 выполнена из материала с коэффициентом температурного линейного расширения, превышающим идентичный коэффициент материала режущей головки. При обработке заготовки 13 предлагаемым инструментом, т.е. в процессе резания происходит нагрев режущих пластин 3 и режущей головки 2, а так как труба-вставка 12 контактирует с режущей головкой 2, то происходит нагрев трубы вставки 12, которая при нагреве удлиняется и перемещает стакан 4, при этом отверстия 11 смещаются относительно отверстий 10, увеличивая тем самым проходное сечение для потока СОЖ, расход СОЖ, подаваемой в зону резания, увеличивается. При охлаждении режущей головки 2 труба-вставка 12, охлаждаясь, укорачивается, пружина 6 воздействует на дно стакана 4 и перемещает стакан, прижимая его к торцу трубы-вставки 12. Отверстия 11 перемещаются относительно отверстий 10, уменьшая тем самым проходное сечение для потока СОЖ, расход СОЖ при этом уменьшается. Предлагаемый инструмент саморегулируемая система адаптивного управления расхода СОЖ, подаваемой в зону резания. Длина трубы-вставки 12 и ее материал подбираются в каждом конкретном случае для каждой пары инструмент-деталь с учетом оптимальной температуры резания для этой пары. Для выполнения борштанги 1, внутренней трубы 9, стакана 4, кольца 7, винта 8, режущей головки 2 используют конструкционную сталь. Режущие элементы 3 и направляющие элементы выполняют из твердого сплава. Для пружины 6 используют пружинную сталь, а для трубы-вставки 12 ферроникель, алюминиевый сплав и др. Адаптивное управление расходом СОЖ приводит к стабилизации температуры (оптимальной температуры) в зоне резания, что значительно повышает стойкость режущего инструмента. Применение предлагаемого инструмента позволяет повысить стойкость в 1,5-1,7 раза.
е. не изменяется при изменении температуры в зоне резания, что снижает стойкость режущего инструмента. Цель изобретения повышение стойкости режущего инструмента для обработки глубоких отверстий за счет адаптивного управления расходом СОЖ, подаваемой в зону резания. На чертеже схематически изображен предлагаемый инструмент, общий вид. Инструмент содержит борштангу 1, на конце которой закреплена режущая головка 2 с режущим 3 и направляющими элементами, стакан 4, трубу-вставку 5, пружину 6, кольцо 7, винт 8, внутреннюю трубу 9. Режущая головка 2 имеет радиальные отверстия 10 для подвода СОЖ в зону резания, такое же количество радиальных отверстий 11 имеет стакан 4, причем отверстия 10 и 11 расположены парами, их оси параллельны и лежат в продольных плоскостях. Стакан 4 содержит продольный паз, в который входит хвостовик фиксирующего винта 3, ограничивающего перемещение стакана 4, и поэтому стакан 4 фиксирован от поворота и имеет возможность перемещения только вдоль оси инструмента, при этом отверстия 10 и 11 могут быть смещены относительно друг друга в осевом направлении (при минимальной и средней температуре в зоне резания) или совмещены (при максимально возможной температуре в зоне резания). Пружина 6 воздействует на кольцо 7 и дно стакана 4, прижимая стакан 4 к трубе-вставке 12. Кольцо 7 упирается в кольцевой выступ внутренней трубы 9 под действием пружины 6. Труба-вставка 12 выполнена из материала с коэффициентом температурного линейного расширения, превышающим идентичный коэффициент материала режущей головки. При обработке заготовки 13 предлагаемым инструментом, т.е. в процессе резания происходит нагрев режущих пластин 3 и режущей головки 2, а так как труба-вставка 12 контактирует с режущей головкой 2, то происходит нагрев трубы вставки 12, которая при нагреве удлиняется и перемещает стакан 4, при этом отверстия 11 смещаются относительно отверстий 10, увеличивая тем самым проходное сечение для потока СОЖ, расход СОЖ, подаваемой в зону резания, увеличивается. При охлаждении режущей головки 2 труба-вставка 12, охлаждаясь, укорачивается, пружина 6 воздействует на дно стакана 4 и перемещает стакан, прижимая его к торцу трубы-вставки 12. Отверстия 11 перемещаются относительно отверстий 10, уменьшая тем самым проходное сечение для потока СОЖ, расход СОЖ при этом уменьшается. Предлагаемый инструмент саморегулируемая система адаптивного управления расхода СОЖ, подаваемой в зону резания. Длина трубы-вставки 12 и ее материал подбираются в каждом конкретном случае для каждой пары инструмент-деталь с учетом оптимальной температуры резания для этой пары. Для выполнения борштанги 1, внутренней трубы 9, стакана 4, кольца 7, винта 8, режущей головки 2 используют конструкционную сталь. Режущие элементы 3 и направляющие элементы выполняют из твердого сплава. Для пружины 6 используют пружинную сталь, а для трубы-вставки 12 ферроникель, алюминиевый сплав и др. Адаптивное управление расходом СОЖ приводит к стабилизации температуры (оптимальной температуры) в зоне резания, что значительно повышает стойкость режущего инструмента. Применение предлагаемого инструмента позволяет повысить стойкость в 1,5-1,7 раза.Наши технологии.Глубокое сверление.
Глубоким сверлением называется технология получения глубокого отверстия в сплошном материале. В литературе часто встречается следующее определение: глубоким называется отверстие с отношением L/D≥5. Однако мы называем глубоким такое отверстие, которое для обработки требует применения технологии глубокого сверления. Основной особенностью технологии является принудительная эвакуация стружки из зоны резания с использованием СОЖ.
Применение глубоких отверстий.
Глубокие отверстия используются в самых разных деталях машин во всех сферах народного хозяйства, например:
- в каналах охлаждения/подогрева в плитах-пуансонах для прессов производства фанеры;
- в стенках кристаллизаторов МНЛЗ.
Сквозные осевые отверстия в деталях типа вал позволяют удалить потенциально дефектное сечение заготовки, а также облегчить деталь практически без потери прочности, а кроме того, в больших деталях обеспечивают термообработку по всему сечению.
Исполнительные пневматические и силовые гидравлические цилиндры имеют своей внутренней поверхностью глубокое отверстие.
Цилиндры гидравлических поршневых и плунжерных насосов, мультипликаторов и гидромоторов.
Элементы бурильных колонн для геологии и разведки полезных ископаемых имеют множество каналов для кабеле- и трубопроводов.
Артиллерийские и ружейные стволы.
Трубы сверхвысокого давления для установок производства ПЭВД имеют своим каналом глубокое отверстие. Такие трубы, как правило, не получить прокаткой или прессованием, и тогда используется глубокое сверление.
Вторая ключевая особенность технологии заключается в том, что инструмент при обработке глубокого отверстия базируется на поверхность самого отверстия, благодаря чему обеспечивается высокая жесткость системы СПИД (“станок-приспособление-инструмент-деталь”) т.е. фактически “инструмент-деталь”, так как станок и оснастка большую часть времени обработки практически не оказывают влияния на жесткость системы. Различают сверление с внутренним отводом стружки (одна из разновидностей – эжекторное или двухтрубное сверление – наиболее “гигиеничный” способ, позволяющий использовать универсальное оборудование) и с наружным отводом стружки – пожалуй, самый доступный способ. Сверло глубокого сверления имеет корпус, направляющие и резец/резцы.
На рисунке схематично показаны потоки СОЖ при взгляде на сверло “из тела” детали.
Подходят ли эжекторные сверла для сверления глубоких отверстий
Подходят ли эжекторные сверла для бурения глубоких отверстий?
Эжекторные сверла используются, когда диаметр выполняемого глубокого сверления превышает 0,75 дюйма. Хотя бывают случаи, когда эжекторное сверло можно сделать для сверления меньшего диаметра, эжекторное сверло лучше всего подходит для сверления большего диаметра. Использование эжекторных сверл практически необходимо, если ваша операция сверления превышает 2 дюйма в диаметре глубокого сверления.
Сверла с эжекторомработают, нагнетая смазочно-охлаждающую жидкость в зону сверления и выбрасывая буровую стружку через центральную канавку внутри сверла. Поскольку вся стружка уносится через эту трубку, канавка должна быть достаточно большой, чтобы в нее можно было высверлить стружку. Также сверло должно иметь достаточную прочность для выполнения требуемого сверления.
Так почему бы не использовать стандартную дрель? Ведь сверла предназначены для сверления отверстий. Зачем беспокоиться о процессе удаления стружки?
При использовании стандартных сверл потребуется несколько толчков и рывков, чтобы просверлить любое глубокое отверстие.Если бы производилось непрерывное сверление, сверло могло бы застревать из-за недостаточного выхода стружки. Тогда сверло может сломаться в просверливаемом отверстии, что потребует дополнительных усилий для удаления сломанного сверла. Накопление стружки внутри отверстия во время сверления также может привести к появлению в отверстии канавок или царапин. Поэтому просверливаемое отверстие потребует дополнительных усилий, чтобы развернуть отверстие и сгладить стороны.
Поскольку эжекторные сверла предназначены для предотвращения накопления стружки за счет эффективного и постоянного удаления стружки через их внутреннюю эжекторную трубу и использования охлаждающей смазочно-охлаждающей жидкости, ваше сверло не будет расширяться из-за тепловыделения во время сверления, при этом гарантируя, что стружка будет просверленные отверстия также удаляются, чтобы предотвратить заедание сверла.
В BTA Heller мы являемся производителями эжекторных сверл для глубокого сверления с многолетним опытом как в разработке, так и в производстве всех типов инструментов для глубокого сверления. Мы предлагаем большой выбор эжекторных сверл для всех ваших потребностей в бурении глубоких отверстий и приветствуем возможность помочь вам выбрать эжекторные сверла, которые подходят для ваших потребностей в бурении глубоких отверстий или если эжекторные сверла не подходят для вашей работы. , мы будем рады помочь вам выбрать сверла, которые подойдут вам лучше всего.
В современном деловом климате эффективность при наличии правильных инструментов является обязательным условием. Так что будь то эжекторные сверла, сверла BTA, ружейные сверла или https://www.btaheller.com/trepanning.php”> инструменты для ремонта или аксессуары, которые вам нужны, вы можете доверять нашим экспертам в подборе эффективных решений для сверления, подходящих именно вам.
Что такое эжекторное бурение
Эжекторное сверление – один из трех основных методов бурения глубоких отверстий (определяемых отношением глубины к диаметру, превышающим пять), наряду с ружейным сверлением и сверлением BTA / STS.Установка для эжекторного бурения включает в себя пару концентрических труб, образующих бурильную трубу, буровую головку для выполнения фактической резки металла, поворотный соединитель (иногда называемый индуктором охлаждающей жидкости) для подачи охлаждающей жидкости от шпинделя через бурильные трубы и адаптер. на передней части шпинделя, через которую выходят охлаждающая жидкость и стружка.
В отличие от бурения BTA / STS, при котором для бурильной трубы используется одна труба, при эжекторном бурении используется пара концентрических труб. Подача охлаждающей жидкости под высоким давлением начинается на шпинделе через поворотный патрубок.Оттуда он течет в кольцевое пространство между внутренней и внешней трубами, смазывая режущие поверхности и выталкивая стружку через внутреннюю трубку. Из внутренней трубы стружка выходит из системного адаптера на передней части шпинделя.
Сверлильная головка прикрепляется к бурильным трубам с помощью четырехзаходной квадратной резьбы. Как и сверлильная головка, используемая при сверлении BTA / STS, она состоит из нескольких режущих поверхностей из твердого сплава. Как и при сверлении BTA / STS, на внешней трубе не требуются канавки или канавки для облегчения удаления стружки.
Благодаря тому, как вращающийся соединитель взаимодействует со сверлильной головкой, создается эффект Вентури, который вытягивает стружку и охлаждающую жидкость из внутренней трубы, не требуя уплотнения между обрабатываемой деталью и бурильными трубами, как в случае с BTA / STS. бурение. Это причина того, почему эжекторное бурение так хорошо работает с неровными или нерегулярными поверхностями (например, изогнутыми, ступенчатыми и т. Д.), И почему оно требует меньшего давления, чем метод бурения BTA / STS.
Эжекторное сверление обычно используется для адаптации существующих обрабатывающих центров, горизонтально-расточных станков, токарных станков или токарных центров для глубокого сверления.Было обнаружено, что станки с горизонтальным шпинделем легко адаптируются к сверлению с эжектором, и такая модернизация считается экономически эффективным способом наладки глубокого сверления. Пока имеется достаточное давление охлаждающей жидкости и доступная фильтрация, не требуется значительного переоснащения для модификации машины для сверления с эжектором.
Эжекторное сверление может быть значительно быстрее, чем ружейное сверление (от 5 до 20x), и известно вырезанием более прямых отверстий с превосходными допусками. Одно из его ограничений связано с типом материала заготовки: сверление с эжектором лучше всего работает с материалами, которые дают хорошо сформированную стружку, что является противоположностью BTA.Это связано с ограниченным пространством для удаления стружки, что также ограничивает сверление с эжектором до минимального диаметра около 19 мм. Такие компании, как Botek, поставляют эжекторные сверлильные головки диаметром от 19 до 200 мм.
Если вам нужно глубоко просверлить отверстие через неровную поверхность и вам нужен более экономичный метод производства, чем ружейное сверление, то сверление с эжектором должно быть вашим первым выбором. Он может работать с диаметрами от 19 мм до 200 мм и отношением глубины к диаметру более 100.
Оборудование для бурения глубоких отверстий БТА и выталкиватели
Данное отверстие считается глубоким, если отношение длины к диаметру превышает 10: 1. Самый производительный способ создания глубокого отверстия – это метод глубокого сверления. Бурение глубоких отверстий также известно как бурение BTA или эжекторное бурение. Нередко отношение длины отверстия к диаметру превышает 150: 1.
Методы бурения глубоких отверстий
Три основных метода глубокого сверления достигаются за счет вращения заготовки, вращения инструмента или встречного вращения заготовки и инструмента.Затем станок проводит инструмент через заготовку. Во время резки важны жесткость и выравнивание. Заготовка и бурильная труба должны иметь достаточную опору. Важно, чтобы станок, бурильная труба, сверлильная головка и заготовка были выровнены друг с другом и вращались соосно.
Основные параметры
Три основных параметра, которые следует учитывать при использовании сверла BTA или эжекторного сверла, – это скорость шпинделя, линейная скорость подачи или скорость проникновения и стружкообразование.Скорость шпинделя зависит от материала. Поскольку оператор может работать с более высокими скоростями шпинделя или футами поверхности в минуту, время на выполнение отверстия будет уменьшаться. Скорость подачи или проникновения частично зависит от материала, но в основном зависит от диаметра сверлильной головки. Мы предоставили информацию о фиде и скорости, которая будет использоваться в качестве ключевого инструмента на нашей вкладке ресурсов (ссылка здесь). Наконец, образование стружки важно для уверенности, что система сверления может удалить стружку. Компания EJ предлагает несколько стружколомов, чтобы пользователь мог успешно работать с несколькими материалами.
Компания EJ Company может предоставить вам продукты как для буровых установок, так и для эжекторов. Наши продукты производятся в соответствии с высокими стандартами, качество – на переднем крае. Вместе, как партнеры, мы стремимся снизить ваши затраты на отверстие до минимально возможного уровня за счет повышения производительности наших решений для глубокого сверления и более рационального использования оборудования.
Знакомство с различными инструментами и технологиями для бурения глубоких отверстий
Изготовление глубоких отверстий может быть достигнуто с помощью множества различных процессов.Чтобы создать высококачественный конечный продукт и держать расходы под контролем, цеха должны иметь возможность обеспечивать точность, повторяемость и хорошее качество поверхности при сохранении предсказуемого срока службы инструмента. Выбор наиболее подходящего инструмента для работы и внедрение правильных рабочих процедур может улучшить эту сложную операцию, сделав ее продуктивной и прибыльной.
5 различных инструментов и технологий для глубокого сверления
Глубокое сверление – это процесс обработки отверстий с отношением глубины к диаметру более 10: 1.Ниже мы расскажем о 5 инструментах и технологиях для глубокого сверления: gundrilling, BTA-бурение, эжекторное сверление, инструменты для растачивания бутылок и инструменты для зенковки.
Gundrilling
Gundrilling – это процесс глубокого сверления, в котором используется длинный и тонкий режущий инструмент для создания отверстий с большим отношением глубины к диаметру. Gundrilling обычно эффективен для диаметров от 1 до 50 мм [~ 0,04 – 2,00 дюйма]. Gundrill отличается от обычного спирального сверла своей уникальной геометрией головки; у стандартного gundrill есть единственная эффективная режущая кромка, которая удаляет стружку по мере продвижения в заготовку.
Процесс gundrilling позволяет просверливать глубокие отверстия сверх того, что возможно с помощью обычного оборудования и инструментов, таких как спиральные сверла, с использованием СОЖ под высоким давлением для чистого отвода стружки, даже на очень большой глубине.
Существуют различные типы gundrills, в том числе следующие:
- Одинарная канавка из твердого сплава (например, ботек типа 110): имеет одну эффективную канавку, которая создает неуравновешенные силы резания, которые отталкивают сверло от режущего действия. Чтобы преодолеть этот дисбаланс, gundrills оснащены встроенными направляющими подушками, которые помогают создать точное отверстие и добиться желаемой отделки поверхности.Режущее действие прижимает инструмент и его направляющие к противоположной стороне отверстия. В зависимости от области применения доступны различные контуры и геометрии носа.
- Две канавки (например, botek type 120): две канавки, расположенные на 180 градусов друг от друга. Это позволяет сбалансировать силы резания, сохраняя прямое движение сверла и помогая увеличить скорость подачи.
- Indexable (например, botek тип 01): эти gundrills могут быть с одной канавкой, с одной завинчивающейся вставкой с одной или несколькими режущими кромками и припаянными или сменными направляющими подушечками; или они могут быть с двумя канавками и с несколькими пластинами. При использовании на традиционном оборудовании с ЧПУ или на специализированных станках для сверления, сменные сверла могут дать большое преимущество в сокращении времени цикла из-за увеличения параметров резки.
Для получения дополнительной информации о gundrilling щелкните здесь.
Источник: botek GmbH
БТА Бурение
BTA расшифровывается как Boring and Trepanning Association и также иногда упоминается как STS (однотрубная система) сверление. Бурение BTA – это процесс глубокого сверления, при котором на длинной бурильной трубе используется специальный сверлильный инструмент для создания глубоких отверстий с типичным диаметром 20 мм [~ 0,80 дюйма] и больше и с отношением глубины к диаметру до 400: 1.
Буровые головкиBTA имеют резьбу и устанавливаются на длинные бурильные трубы. Сверлильные головки BTA имеют несколько режущих поверхностей для эффективного удаления стружки, отводя их с помощью жидкости для металлообработки под высоким давлением через отверстия в головке инструмента, затем через бурильную трубу и через шпиндель механической обработки. Инструмент BTA доступен в конфигурации с паяным или вставленным твердым сплавом.
Источник: botek GmbH
Эжекторное бурение
Эта система является вариантом буровой системы BTA.Глубокое сверление с эжектором в основном используется на обычных станках и обрабатывающих центрах; однако, в отличие от сверления глубоких отверстий BTA, здесь нет уплотнения, препятствующего выходу металлообрабатывающей жидкости на заготовку. Таким образом, эту буровую систему можно использовать, если невозможно герметизировать контур жидкости для обработки металла, например, для наклонно-расточных или прерывистых заготовок. С помощью этого процесса возможно сверление на глубину до 100 x D.
Жидкость для металлообработки подается через кольцевое пространство между бурильной трубой и внутренней трубой (двухтрубная система).Жидкость выходит со стороны сверлильной головки, течет по ней, а затем возвращается во внутреннюю трубу вместе со стружкой. Часть жидкости вводится в сопло внутреннего кольца трубы. Возникающее в результате разрежение на входе для стружки обеспечивает обратный поток (эффект выталкивателя). Для создания эффекта эжектора требуется система подачи смазочно-охлаждающей жидкости эжектора.
Источник: botek GmbH
Инструмент для растачивания бутылок
Инструмент, который используется для обработки внутреннего профиля по длине отверстия с использованием режущей пластины, которая выдвигается и отводится с помощью возможностей ЧПУ на станке для глубокого сверления с оборудованием BTA.
Источник: BGTB GmbH
Инструменты для растачивания бутылок как индивидуальное решение:
- Конструкция, адаптированная к вашим требованиям
- Большое отношение хода подачи (внутренний диаметр пилотного отверстия к внутреннему диаметру отверстия бутылки)
- Максимальная устойчивость благодаря максимально возможному корпусу инструмента и наименьшей выемке для направляющих колодок
Инструменты для растачивания бутылок в виде модульной системы:
- Несколько комплектов наладки для увеличения диапазона и различной конфигурации внутреннего диаметра деталей
- Идеальное направление в отверстии с помощью комплектов удлинителей
- Простая замена выдвижных кареток
- Гибкость в использовании различных компонентов
Источник: BGTB GmbH
Инструмент для зенковки
Инструмент, который используется для увеличения существующих отверстий путем удаления припуска.Этот тип инструмента обычно используется на станках для глубокого сверления, оборудованных BTA.
Преимущества многолезвийных расточных инструментов: повышенная скорость подачи и улучшенное качество заготовки. Постоянная толщина стенки часто является желаемым результатом, которого можно достичь путем направления инструмента в трубе (инструмент следует за пилотным отверстием).
Источник: BGTB GmbH
Жидкости для металлообработки – важная часть любых операций по бурению глубоких отверстий. Для получения дополнительной информации посетите наш блог «Общие сведения о жидкостях для обработки металлов при бурении глубоких отверстий».
Наши поставщики
Для gundrills, BTA и Ejector сверла Triumph Tool с гордостью представляет Botek, лидера мирового рынка в области gundrills с одной канавкой. Свяжитесь с нами, чтобы узнать больше о том, какую пользу может принести вам более чем 40-летний опыт Botek в области глубокого сверления и применения.
Что касается инструментов для растачивания бутылок и зенковки, мы с гордостью представляем BGTB GmbH, , немецкого производителя, специализирующегося на концепции, проектировании и производстве полных систем растачивания бутылок для обработки нецилиндрических внутренних контуров.
Чтобы узнать больше об этих и других инновационных решениях или связаться с нашим менеджером по продукции для глубокого бурения, свяжитесь с нами.
Бурение глубоких скважин – это золотая жила.
Ну, я знаю, вы в этом сомневаетесь. Вы можете подумать, что на эту работу нет денег, потому что сверление отверстий требует профессиональных навыков, чтобы справиться с длинными стружками.
А что, если сделать убыточную работу прибыльной?
Посмотрите наши тестовые видеоролики о работах по глубокому сверлению несколькими твердосплавными сверлами.Он не только быстрее, чем работает с обычными высокоскоростными сверлами, но и с нашим станком он может завершить работу за один зажим.
1. Безшаговое сверление для 30D (Φ8 мм x 240 мм)
Работа завершена за 29,3 сек., Использовалось твердосплавное сверло диаметром чуть толще, 8мм. Максимальный диаметр сверл на рынке в среднем составляет около 13 мм. Если вы собираетесь сверлить более широкое отверстие, вам следует подумать об использовании других инструментов.
2.Безшаговое сверление для 30D (Φ3 мм x 90 мм)
Для реализации безэтапного сверления стружку следует нарезать на мелкие кусочки. Вы можете увидеть, как стружка выходит из канавки, с помощью высокоскоростной камеры.
3. Безшаговое сверление для 30D (Φ5 мм x 150 мм)
Сверление глубоких отверстий обычно выполняется после пилотного или направляющего сверления, и угол кромки пилотного сверла важен. Неправильный угол закончится неудачей.
Вопрос:
Должен ли угол кромки пилотного сверла быть таким же, как у длинного сверла, или быть больше, чем у длинного сверла?
Ответ есть на видео.
4. Бесшаговое сверление для 50D (Φ6 мм x 300 мм)
Большая часть сверления глубоких отверстий выполняется для 30D, но давайте теперь посмотрим на более глубокое сверление.
5. Эжекторное сверло с системой двойных труб (Φ30 мм x 500 мм)
Нет твердосплавного твердосплавного сверла, подходящего для этого размера отверстия. Это экспериментальное видео сверления штанги цилиндра с помощью эжекторного сверла производства шведской компании. Сверло состоит из внешней и внутренней трубок, обеспечивающих подачу охлаждающей жидкости через промежутки между обеими трубками.Стружка будет отправляться с охлаждающей жидкостью из концов трубок.
6. Итоги
Сверление отверстий производится на любых видах работ, и если вы стремитесь к объединению производства на многозадачном станке, решение задач с глубоким сверлением является жизненно важным.
Nakamura-tome связались с производителями промышленного инструмента, выполнили тысячи пробных разрезов и доставили клиентам наши станки.
Глубокое бурение – это золотая жила.
Если вы заинтересованы в этом, пожалуйста, свяжитесь с нашим зарубежным представительством и с лучшими дистрибьюторами в вашей стране.
Страница не найдена – ScienceDirect
Пандемия COVID-19 и глобальное изменение окружающей среды: новые потребности в исследованиях
Environment International, том 146, январь 2021 г., 106272
Роберт Баруки, Манолис Кожевинас, […] Паоло Винеис
Исследование количественной оценки риска изменения климата в городском масштабе: обзор последних достижений и перспективы будущего направления
Обзоры возобновляемых и устойчивых источников энергии, Том 135, Январь 2021 г., 110415
Бинь Йеа, Цзинцзин Цзян, Чжунго Лю, И Чжэн, Нань Чжоу
Воздействие изменения климата на экосистемы водно-болотных угодий: критический обзор экспериментальных водно-болотных угодий
Журнал экологического менеджмента, Том 286, 15 мая 2021 г., 112160
Шокуфе Салими, Сухад А.A.A.N. Алмуктар, Миклас Шольц
Обзор воздействия изменения климата на общество в Китае
Достижения в исследованиях изменения климата, Том 12, выпуск 2, апрель 2021 г., страницы 210-223
Юн-Цзянь Дин, Чен-Ю Ли, […] Цзэн-Ру Ван
Общественное мнение об изменении климата и готовности к стихийным бедствиям: данные Филиппин
2020 г.
Винченцо Боллеттино, Тилли Алкайна-Стивенса, Манаси Шарма, Филип Ди, Фуонг Пхама, Патрик Винк
Воздействие бытовой техники на окружающую среду в Европе и сценарии снижения их воздействия
Журнал чистого производства, Том 267, 10 сентября 2020 г., 121952
Роланд Хишье, Франческа Реале, Валентина Кастеллани, Серенелла Сала
Влияние глобального потепления на смертность апрель 2021 г.
Раннее человеческое развитие, Том 155, апрель 2021 г., 105222
Жан Каллея-Агиус, Кэтлин Инглэнд, Невилл Каллеха
Понимание и противодействие мотивированным корням отрицания изменения климата
Текущее мнение об экологической устойчивости, Том 42, февраль 2020 г., страницы 60-64
Габриэль Вонг-Пароди, Ирина Фейгина
Это начинается дома? Климатическая политика, нацеленная на потребление домашних хозяйств и поведенческие решения, является ключом к низкоуглеродному будущему
Энергетические исследования и социальные науки Том 52, июнь 2019, страницы 144-158
Гислен Дюбуа, Бенджамин Совакул, […] Райнер Зауэрборн
Трансформация изменения климата: определение и типология для принятия решений в городской среде
Устойчивые города и общество, Том 70, июль 2021 г., 102890
Анна К. Херлиманн, Саре Мусави, Джеффри Р. Браун
«Глобальное потепление» против «изменения климата»: повторение связи между политической самоидентификацией, формулировкой вопроса и экологическими убеждениями.
Журнал экологической психологии, Том 69, июнь 2020, 101413
Алистер Раймонд Брайс Сауттер, Рене Мыттус
Новые сверлильные головки, пластины и колодки с инструментами для глубокого сверления типа BTA / STS и DTS / эжектор
Обзор пресс-релиза:
- Пластины с покрытием CVD и PVD обеспечивают износостойкость и прочность
- Обеспечивает устойчивость к наростам на краях
- Оптимально подходит для обработки жаропрочных суперсплавов, а также хорошо работает с материалами ISO P, K, H и N.
Оригинальный пресс-релиз:
Sunnen предлагает новую линию Directdex для замены инструментов Sandvik для глубокого бурения
Новая линейка сверл DirectDex и расходных материалов совместимы и взаимозаменяемы с инструментами для глубокого сверления Sandvik CoroDrill® 800.
ST. Луис, Миссури – Сентябрь 2019 г. – Компания Sunnen Products предлагает новую серию сверлильных головок, пластин и колодок, которые напрямую взаимозаменяемы с инструментами Sandvik для глубокого сверления. Новая линейка Sunnen DirectDex® оснащена инструментами для глубокого сверления в стиле BTA / STS (однотрубная система) и DTS / Ejector (двухтрубная система), предназначенными для обеспечения низкой стоимости отверстия при неизменной производительности. Новая серия продуктов напрямую соответствует ранее доступной линейке сверлильных головок, пластин и направляющих пластин Sandvik. Скоро будут выпущены дополнительные серии продуктов.
Пластиныс покрытием CVD и PVD доступны в двух классах, обеспечивающих отличную износостойкость и прочность. Пластины с покрытием CVD оптимальны для обработки жаропрочных суперсплавов, а также хорошо работают с материалами ISO P, K, H и N. Пластины с PVD-покрытием специально разработаны для материалов ISO P, K, H и N, а также обеспечивают устойчивость к наростам на краях.
«Мы рады возможности заполнить недавно образовавшуюся нишу на рынке инструментов в стиле Sandvik», – сказал Крис Милтенбергер, президент и главный операционный директор Sunnen Products Company.«Это соответствует нашей стратегии – быть единственным источником решений для систем и инструментов, связанных с обработкой отверстий, независимо от того, используется ли процесс глубокого сверления, затачивания / полировки роликов, притирки или хонингования».
Основные технические компетенцииSunnen включают автоматизированные и ручные системы, разработку и интеграцию индивидуальных систем, абразивные материалы, инструменты, смазочно-охлаждающие жидкости и контроль отверстий. Благодаря приобретению и разработке новой продукции Sunnen расширила свой опыт в области хонингования, включив в него инструменты для создания начальных отверстий и другие дополнительные процессы определения размера и чистовой обработки, такие как трепанирование, зенкование и растачивание форм.
Штаб-квартира Sunnen находится в США, в ней работает 650 человек по всему миру, а офисы, производственные мощности и службы технической поддержки расположены в Европе, Китае, Индии и Бразилии. За дополнительной информацией обращайтесь: Sunnen Products Company, 7910 Manchester Rd., St. Louis, MO 63143. Тел: 1-800-325-3670; факс: 314-781-2268 или электронная почта [email protected]
Sunnen Contact
Боб Дэвис
Global Communications Mgr.
Компания Sunnen Products
Тел .: 314.781.2100
Контактное лицо редакции
Джефф Драм
Kemble & Drum Communications
Тел .: 513-871-4042
Связаться с этой компанией