Трубогиб-профилегиб ручной роликовый Smart&Solid APV-100
Трубогиб APV-100 предназначен для холодной радиусной гибки полосы, прутка, профильных и водо-газопроводных стальных труб, а также проката металла круглого и квадратного сечения.
Профилегиб APV-100 подходит для небольшого производства и частного использования.
Станок обрабатывает сталь, медь, алюминий и другие более легкие материалы.
Домкрат грузоподъемностью 5 тонн
Домкрат надежно прижимает заготовку. Грузоподъемность домкрата 5 тонн, это обеспечивает надежный прижим металла. Благодаря этому легко работать с трубами любого сечения.
Оправки закалены, корпус защищен от ржавчины
Для радиусной гибки труб и профилей станок оснащен одним ведущим вальцом (верхним) и двумя прижимными.
Ролики закалены, благодаря этому они стали прочнее и износоустойчивее. В роликах используем подшипники закрытого типа, это предохраняет их от попадания пыли и грязи и продлевает срок службы.
От ржавчины и коррозии трубогиб защищает порошковая покраска корпуса, рабочие детали — чернение.
Удобство в работе
Изменяемое расстояние между нижними роликами — 3 положения. Благодаря этому легко работать с материалом большого сечения. Меняют положение роликов вручную, для этого используют ключ из комплекта поставки.
Для гибки используют двойную ручку — мастеру удобно работать двумя руками.
Удобный для выездных работ
Трубогиб легко транспортировать на объект даже в багажнике легкового автомобиля. Весит станок всего 32 килограмма.
Для того, чтобы собрать и установить станок используют инструмент из комплекта поставки.
Полностью укомплектован для работы
В комплекте поставки:
- универсальные оправки для профильных труб 20х20 и 40х40 и полосы 60х10 мм,
- инструкция,
- гарантийный талон,
- инструмент для настройки и начала работы.
Другие преимущества:
- Гидравлический прижим вальцов — усилие 5 тонн
- Возможность позиционирования боковых вальцов — 3 положения
- Оправки закалены
- Корпус и рабочие детали защищены от ржавчины и коррозии
- Все детали идеально на станках с ЧПУ, корпусные детали вырезаны на лазерном оборудовании с высокой точностью
Ручной профилегиб АПВ-9 Профессионал
ФУНКЦИЯ ПРОФИЛЕГИБА радиусная гибка (методом прокатки на 3-х вальцах) | ФУНКЦИЯ ТРУБОГИБА изгибание труб круглого сечения до 90˚по гибочным шаблонам
| ФУНКЦИЯ ТРУБОГИБА для труб профильного сечения методом намотки на шаблон
|
Габариты профилегиба АПВ 9-Профессионал:
Высота . ……………… 1050 мм.
……………… 1050 мм.
Ширина ……………… 490 мм.
Диаметр вальцов ….. 68 мм.
Вес ……………………. 70 кг.
Объем ………………… 0,01 м3
Преимущества профилегиба АПВ 9-Профессионал:
| Три вида гиба на одном станке. |
| Гидравлический прижим вальцов 10т. |
| Возможность регулировки положения боковых вальцов. |
| Термическая закалка вальцов. |
| Прокатка нескольких труб вместе. |
| Регулировка высоты профилегиба. |
| Возможность индивидуально заказать оснастку и комплектацию станка. |
Базовая комплектация станка
Для радиусной гибки труб и профилей станок оснащен верхними ведущими вальцами и боковыми прижимными. Прижим вальцов обеспечивается гидравлическим домкратом грузоподъемностью 10т.
Вальцы сборные, что позволяет выставить необходимые размеры проточки.
Расположение прижимных (боковых) вальцов можно отрегулировать для выполнения любого радиуса гибки, а так же работы с малыми заготовками
Профилегиб отличается простотой работы благодаря использованию в конструкции гидравлического домкрата.
Станок спроектирован с целью профессионального использования. Конструкция станка обеспечивает повышенный срок службы.
Для работы с круглыми трубами, полосой и др. профилями можно заказать дополнительную оснастку
Дополнительная комплектация станка:
С помощью дополнительной оснастки профилегиб можно переоборудовать в трубогиб для гибки труб круглого сечения по шаблону.
Для этого потребуется:
1. крепление сегментов
2. гибочные сегменты
3. боковые упоры.
Применяемые гибочные сегменты:
3/8″ (ф17 – R56)
1/2″ (ф21,3 – R79)
3/4″ (ф26,8 – R80)
1″ (ф33,5 – R100)
1,25″ (ф42,3 – R135)
Комплект для гибки профильных труб методом намотки состоит из следующих элементов:
1. пластины крепления оснастка
пластины крепления оснастка
2. гибочные шаблоны
Максимальный размер профильной трубы 40х40
Комплект для гибки полосы на угол 90градусов состоит из следующих элементов:
1. крепление сегментов
2. гибочный шаблон
Максимальный размер полосы для гибки 80х4
| Перечень дополнительной оснастки к профилегибу АПВ 9-Профессионал | |
| Набор вальцов для радиусной гибки круглых труб ф17-34 |
Набор вальцов для радиусной гибки круглых труб ф22-27 | |
Набор вальцов для радиусной гибки круглых труб ф50 | |
Набор вальцов для радиусной гибки полосы 40х4 на ребре | |
Крепление для сегмента | |
Сегмент 3/8″(ф17 – R56) | |
Сегмент 1/2″(ф21,3 – R79) | |
Сегмент | |
Сегмент 1″(ф33,5 – R100) | |
Сегмент 1,25″ (ф42,3 – R135) | |
Универсальные ролики-упоры | |
Пластины крепления оснастки | |
Шаблоны гибочные для проф. | |
Шаблоны гибочные для проф.труб 25х25 и 30х30 | |
Шаблоны гибочные для проф.труб 35х35 | |
Шаблоны гибочные для проф.труб 40х40 | |
| Оснастка для гибки полосы под угол | |
 труб 15х15 и 20х20
труб 15х15 и 20х20Роликовый профилегиб 3RM-30 START – фото, описание, возможности
Роликовый профилегиб 3RM-30 START
Роликовый профилегиб 3RM-30 START легко переносится и работает, как в вертикальном, так и в горизонтальном положении. При этом он может крепиться на любой поверхности и работать под любым углом к плоскости крепления. Для большего удобства профилегиба привод механизма поджима трубы и привод ведущего ролика осуществляются одной унифицированной рукояткой.
Оснастка ручного профилегиба 3RM-30 START может быть универсальной — под все типоразмеры круглой трубы диаметром до 30 мм. Это очень практично при большом количестве круглых труб разного диаметра. Однако, если нужна гибка труб и профилей с высоким качеством гиба — роликовый ручной профилегиб 3RM-30 START комплектуется оснасткой с ручьями под типоразмер труб или профилей заказчика. Это позволяет гнуть трубы и профили с сохранением внешнего вида и сечения согнутой трубы в месте гиба.
Возможности профилегиба 3RM-30 START
Оснастка к профилегибу 3RM-30 START
Универсальная оснастка:
Комплект универсальной оснастки для профилегиба 3RM-30 START состоит из 3-х универсальных стальных роликов с ручьем под любую круглую трубу диаметром до 30 мм.
Специальная оснастка:
Комплект специальной оснастки для профилегиба 3RM-30 START состоит из 3-х стальных роликов, специально изготовленных под форму и типоразмер трубы или профиля заказчика, чем обеспечивается высокое качество гибки.
При гибе уголка необходимо два механизма подъема шага витка спирали.
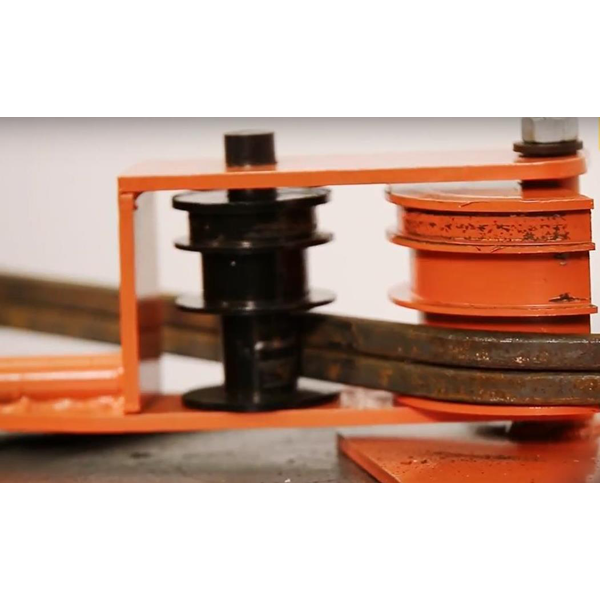
Гибка трубы в дугу на ручном 3-х роликовом профилегибе 3RM-30 START
Видео – обзор ручной 3-х роликовый трубогиб START для гибки труб и профилей в дуги, кольца, спирали
Руководство по эксплуатации профилегибочного станка для W24S-75
Каталог
Профилегибочная машина W24S-75 видео для гибки
Назначение и основные параметры станка
Назначение станка
W24S-75 Профилегибочная машина – это трехвалковая профилегибочная машина с опусканием дуги, которая является основным оборудованием, специально используемым для гибки профилей. Оборудование может использоваться для прокатки профилей в круглые, изогнутые, спиральные и другие заготовки, широко используемые в нефтяной, химической, судостроительной, гидроэнергетической, металлоконструкционной и машиностроительной отраслях.
Обзор конструкции и производительности станка
Обзор конструкции
Профилегибочная машина W24S-75 – это трехвалковая профилегибочная машина с опусканием дуги вниз. По форме машина (см. Рисунок 1), корпус сварен со стальным листом.
Главный ролик совершает вращательное движение за счет мощности, передаваемой гидравлическим двигателем, шестерней и звездочкой.Два боковых ролика могут двигаться по дуге вокруг центрального вала. Мощность, передаваемая гидравлическим двигателем и шестернями, вращается одновременно с главным валом. Опорные ролики установлены с обеих сторон боковых роликов, так что поддерживающие ролики могут совершать дуговое движение с боковыми роликами. Подъемные движения можно производить с помощью соответствующих подъемных цилиндров. Схема передачи (см. Рисунок 2).
Все три ролика секционного гибочного станка являются ведущими роликами. Конец профиля может быть предварительно изогнут во время угловой прокатки, а деформация профиля во время угловой прокатки может быть исправлена путем регулировки направляющего ролика.
Конец профиля может быть предварительно изогнут во время угловой прокатки, а деформация профиля во время угловой прокатки может быть исправлена путем регулировки направляющего ролика.
Рабочее видео 3D направляющего вала профилегибочного станка BIT
Все перечисленные выше движения выполняются нажатием кнопок на электрическом шкафу управления. Примечание. Во время процесса прокатки под углом вращательное движение трех роликов и подъемное движение боковых роликов не могут выполняться одновременно, чтобы избежать неисправности.После установки трех роликов боковые ролики можно поднимать и перемещать. После установки формы из трех роликов боковые ролики можно поднимать и опускать.
Предварительная гибка и гибка на станке
Название операции
Операции можно разделить на симметричную гибку и асимметричную гибку:
Симметричный изгиб Асимметричный изгиб
Профилегибочный станок
Универсальная комбинация форм
Общая комбинация форм выглядит следующим образом: спецификации профиля гибки формы ограничены, пользователи должны указать требуемые характеристики профиля гибки и разновидности при заказе, чтобы подготовить различные формы.
№: 1, маленький стандартный рулон 2, ведущий ролик 3, большой стандартный рулон
4, болт приводного ролика 5, патрон 6, зажимное кольцо 7. винт
Метод гибки профиля
Существует три типа методов гибки секций, как показано на рисунке.
Рисунок 3-5
Метод гибки профиля 1, рисунок 3-5 подходит для тяжелых заготовок, обрезка оставшихся прямых кромок после гибки в круг или при гибке профиля до определенной дуги.
Метод гибки профилей 2, рисунок 3-6 подходит для средних и малых профилей, а также для угловой прокатки одной детали. Угол должен быть обрезан перед гибкой профиля, при торцевом изгибе применяется асимметричный изгиб.
Метод гибки профиля 3, рис. 3-7. Применяется для всех видов профилей, заготовок с большим диаметром одного диаметра криволинейной гибки.
Предварительная гибка и процесс гибки профилей
Правый ролик находится в нижнем крайнем положении, левый ролик движется к контактирующей заготовке и зажимает заготовку основным роликом.
Правый ролик медленно поднимается и начинает катиться, предварительно изгибаясь между основным и левым роликами.
Левый ролик внизу, а правый ролик вверх, отправьте материал на левую сторону, и три ролика начали катиться, предварительно изгибаясь между основным роликом и правым роликом.
Конец предварительной гибки профиля и конец гибки профиля.
Гибка профилей плоского и квадратного проката
Плоский стальной лист и квадратный стальной профиль представляют собой симметричные профили, которые легко катить, а предварительная гибка предполагает асимметричную гибку.Определенная степень искажения неизбежна, если прокатить один или несколько раз, искажение можно уменьшить. Если заготовку прокатывают за несколько проходов, необходимо увеличить зазор форм.
При гибке профиля соблюдайте основные параметры, указанные на первой странице.
Фрикционную муфту отрегулировать до ослабленного состояния.
Рисунок 3-8 Комбинация пресс-форм: используйте форму, показанную на Рисунке 3-1. Подходит для профилей с большим модулем сечения и большой высотой.При гибке профиля форма сохраняет зазор не менее 0,5 мм.
Рисунок 3-9 Комбинация пресс-формы: Верхний ролик имеет форму рисунка 3-2 или рисунка 3-3, а два нижних ролика имеют форму рисунка 3-1. Он подходит для гибки под углом профилей с большим модулем упругости и малой высотой. Сталь малого квадратного сечения также использует эту комбинацию для гибки.
Как показано на фиг. 3-8 и 3-9, способ гибки третьего участка спирали не допускается.
Рисунок 3-12
Рисунок 3-12 относится к комбинации профильных форм с малой высотой сечения, как показано на рисунке, а остальные такие же, как показано на рисунке 3-11.
Рисунок 3-13
Плоский изгиб плоской стали и квадратный изгиб стали можно комбинировать с дополнительными формами.
Принимает асимметричный изгиб, боковые ролики поднимаются медленно, иначе материал будет деформирован. Установив направляющие ролики на одинаковое расстояние, один боковой профиль имеет правильный угол относительно оси ролика, он подходит для небольших заготовок с небольшим напряжением изгиба. Во время процесса гибки будет проскальзывание, в основном из-за небольшого трения во время подачи, увеличение силы зажима ролика исключает проскальзывание.
Установив направляющие ролики на одинаковое расстояние, один боковой профиль имеет правильный угол относительно оси ролика, он подходит для небольших заготовок с небольшим напряжением изгиба. Во время процесса гибки будет проскальзывание, в основном из-за небольшого трения во время подачи, увеличение силы зажима ролика исключает проскальзывание.
Профиль можно согнуть в круглую заготовку диаметром немного больше диаметра формы, и фрикционная муфта должна быть отрегулирована плотно.
Гибка профиля из угловой стали
Изгиб уголка наружный
№: 1, большой направляющий ролик 2, малый направляющий ролик 3, основной ролик 4, левый ролик 5, правый ролик
Рисунок 3-15 Рисунок 3-16
Обзор внешней гибки стального уголка
Рисунок 3-17
Уголок стальной представляет собой асимметричный профиль.При изгибе часто возникает перекос. Следовательно, опорный ролик должен придавать стальному уголку внешнюю силу, препятствующую деформации при прокатке, чтобы ее можно было исправить и уменьшить деформацию.
Опорный ролик необходимо регулировать медленно, чтобы угловая сталь не скручивалась наружу. Комбинация пресс-форм показана на рисунке. Предварительный изгиб принимает асимметричный вид, изгиб – симметричный, фрикционная муфта должна быть ослаблена.
Изгиб уголка внутренний
Рисунок 3-18
№: 1, большой направляющий ролик 2, малый направляющий ролик 3, основной ролик 4, левый ролик 5, правый ролик
Рисунок 3-19 Рисунок 3-20
Обзор внутренней гибки стального уголка
Процесс внутренней гибки стального уголка аналогичен процессу наружной гибки заготовки с фланцем из стального уголка. Как показано на Рис. 3-19, в процессе гибки будут возникать два направления деформации, поэтому большой направляющий ролик (1) и малый направляющий ролик (2) используются для обеспечения силы, а малый направляющий ролик (2) – торсионный ролик для регулировки.
Внутренние изгибы стального уголка легко деформируются. Следовательно, когда стальной уголок изгибается внутрь, диаметр изогнутой заготовки больше, чем у других профилей.
Следовательно, когда стальной уголок изгибается внутрь, диаметр изогнутой заготовки больше, чем у других профилей.
Установка формы
Гибка
Симметричная регулировка
Начните сгибание заготовки на одном конце большого направляющего ролика, отрегулируйте боковой ролик и подайте заготовку к хвостовику малого направляющего ролика, отрегулируйте направляющий ролик так, чтобы заготовку можно было откатить регулярно, большой направляющий ролик будет быть близко к фланцу заготовки, направляя заготовку из листо-роликового станка.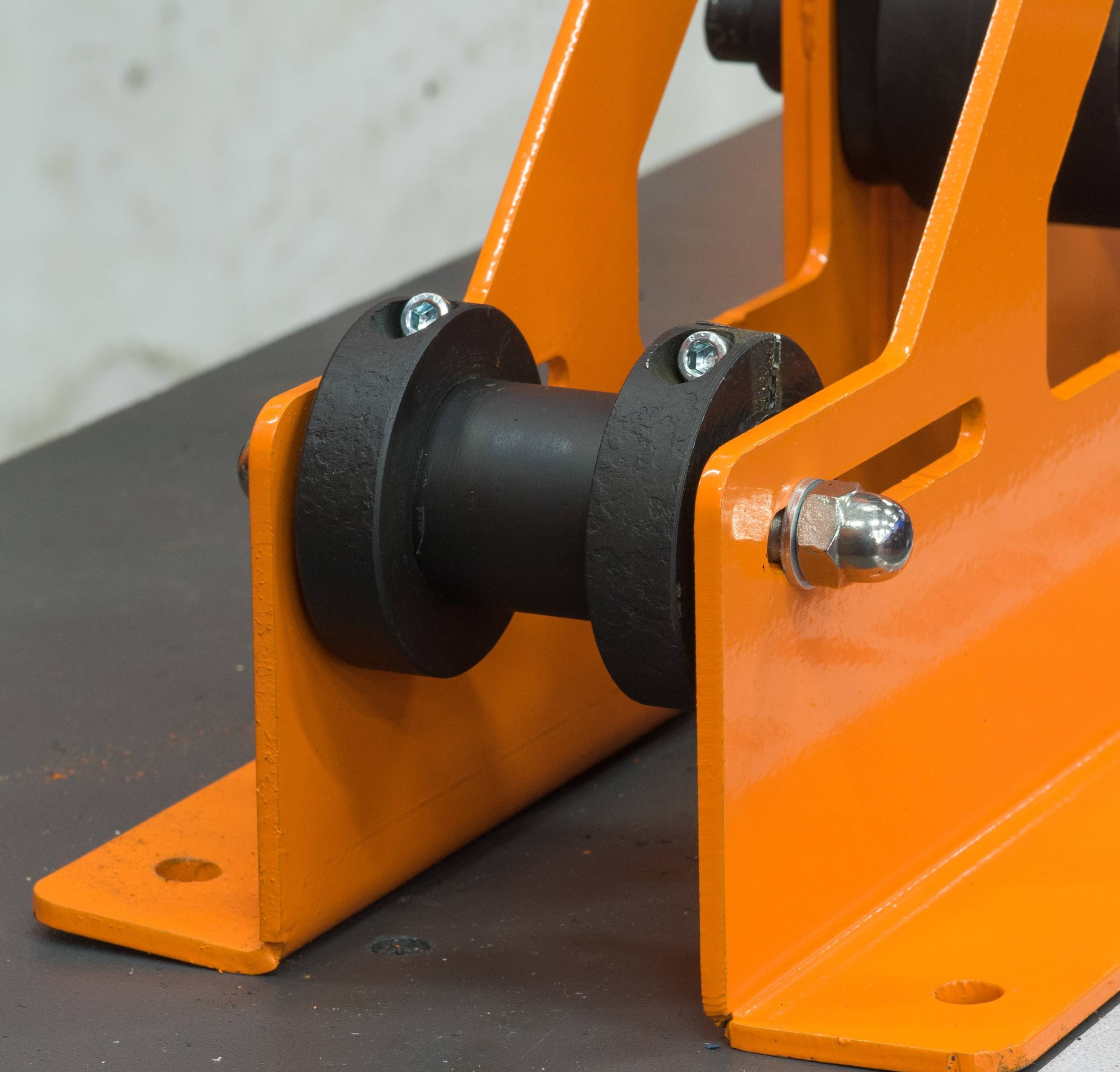
Если регулировка малого направляющего ролика слишком велика, заготовка будет скручиваться внутрь. Когда заготовка прокатывается, другой конец сразу останавливается до середины большого направляющего ролика, а другая сторона прокатывается повторно, и направление намотки меняется на обратное. Обязательно установите направляющую в правильное положение, а затем согните ее, как описано выше, до тех пор, пока она не превратится в круг желаемого диаметра.
Рисунок 3-21
Прокат стали Т-образной
Рисунок 3-22 Рисунок 3-23
Гибка стали Т-образная наружная
Комбинация пресс-форм, показанная на рисунке (3-22), принимает асимметричный изгиб, боковой ролик рядом с основным роликом не должен быть слишком напряженным, так как это может вызвать скручивание внутренней стороны во время станины, а фрикционная муфта плотно затянута. отрегулирован.
Внутренняя гибка Т-образной стали
Комбинация пресс-форм показана на Рисунке (3-23). Метод гибки такой же, как и выше, и устройство фрикционной муфты затягивается, что особенно важно для гибки деталей небольшого диаметра. Фрикционная муфта затягивается, как указано выше, что особенно важно для гибки заготовок небольшого диаметра.
Метод гибки такой же, как и выше, и устройство фрикционной муфты затягивается, что особенно важно для гибки деталей небольшого диаметра. Фрикционная муфта затягивается, как указано выше, что особенно важно для гибки заготовок небольшого диаметра.
Фрикционная муфта
№: 1, вал верхнего ролика 2, фрикционный блок 3, звездочка 4. Регулировочный винт 5, пружина-бабочка
Регулировка фрикциона
После открытия крышки отрегулируйте фрикционную муфту.
Передача мощности регулируется путем затягивания и ослабления регулировочного винта.
Фрикционная муфта установлена на заводе в состояние пониженной передачи мощности.
Примечание: фрикционную муфту нельзя затягивать слишком туго.
Смазка
Разумная смазка станка для гибки профилей – эффективная мера для снижения энергопотребления и увеличения срока службы станка. Следовательно, необходимо выбрать подходящий смазочный материал и установить необходимую систему смазки.
Метод смазки Смазка этого профилегибочного станка относительно проста: используется масленка и ручная смазка. Смазку масленки и поверхности шестерни трансмиссии необходимо смазывать один раз в неделю. Остальные скользящие поверхности и валы пальцев друг друга заполняются смазочным маслом вручную.
Другая взаимно движущаяся поверхность скольжения и вал штифта, каждую смену для добавления смазочного масла вручную.
Выбор смазочного масла
Для ручной смазки используйте механическое масло 40 #.Точка смазки маслосборника и поверхность шестерни. Летом используется смазка на основе кальция №2, а зимой – смазка на основе кальция.
Система смазки и меры предосторожности Пользователь должен установить специальную систему смазки в соответствии с конкретной системой, нагрузкой и режимом работы профилегибочного станка.
Точки смазки необходимо хорошо смазать перед запуском машины.
Когда профилегибочный станок работает в непрерывном режиме, интервал между смазками должен быть сокращен.
Вся система смазки профилегибочного станка очищается один раз в год.
Гидравлическая система
Профилегибочный станок серииW24S имеет полностью гидравлический привод. Двигатель гидросистемы – Y132M-4 мощностью 11кВт. Двигатель приводит в действие двойной шестеренчатый насос с рабочим объемом 25 мл / оборот и 10 мл / оборот. Гидравлическая система имеет максимальное рабочее давление 20 МПа и номинальное рабочее давление 16 МПа. Масляный насос с рабочим объемом 25 мл / оборот обеспечивает питание системы главного привода (вращение рабочих валков в прямом и обратном направлениях), масляный насос с рабочим объемом 25 мл / оборот обеспечивает вспомогательную систему привода (каждый масляный цилиндр). власть.
Гидравлическая система в виде переключателя управления. Электроэнергия электромагнита заставляет электромагнитный реверсивный клапан выполнять соответствующее действие. Рабочие условия см. На схеме гидравлической системы (рис. 6) и в таблице последовательности действий электромагнитного клапана.
Рабочим телом данной системы является противоизносное гидравлическое масло № 46. После фильтрации на автомобиле с тонкой масляной фильтрацией оно впрыскивается в топливный бак, уровень в баке должен достигать верхнего предела указателя уровня масла.После запуска двигателя и проверки направления его вращения, запуска и включения действия каждого привода несколько раз, если происходит утечка, удар, вибрация и т. Д., Вовремя остановите и проверьте. После того, как масло полностью поступит в трубопровод и масляный цилиндр, необходимо снова долить масло в топливный бак, чтобы уровень масла в баке всегда достигал верхнего предела масляной отметки.
Когда масляный насос запускается или останавливается, система должна находиться в разгрузочном состоянии. После того, как установленное значение давления перепускного клапана отрегулировано и определено, контргайка перепускного клапана должна быть затянута, остерегайтесь несчастных случаев, вызванных вибрацией секционного гибочного станка или искусственной случайной работой. . После периода испытания на холостом ходу газ из трубопровода может быть полностью слит, а масло полностью отфильтровано. После того, как движение каждого привода станет стабильным и надежным, он может начать ввод в эксплуатацию под нагрузкой.
. После периода испытания на холостом ходу газ из трубопровода может быть полностью слит, а масло полностью отфильтровано. После того, как движение каждого привода станет стабильным и надежным, он может начать ввод в эксплуатацию под нагрузкой.
Температура масла в системе должна быть соответствующей, а температура масла в топливном баке не должна превышать 60 ° C. Учитывая особые условия окружающей среды, если профилегибочный станок работает в жарких условиях, пользователь может выбрать гидравлическое масло с более высокой вязкостью; Чтобы обеспечить лучшее рабочее состояние и более длительный срок службы, следует свести к минимуму загрязнение масла.Регулярно очищайте или заменяйте фильтрующий патрон. Проверяйте степень износа масла каждые полгода. Если он превышает предел использования, вовремя замените его.
Анализ и устранение типичных неисправностей в гидравлических системах
Явление неисправности | Причина | Метод исключения |
1 、 Шум | A 、 Забит всасывающий масляный фильтр; внутренний диаметр всасывающей трубы слишком мал; температура масла слишком низкая; вязкость масла слишком высокая и т. | Заменить или очистить масляный фильтр; Увеличить диаметр всасывающей трубы; Подогрев масла; Используйте гидравлическое масло соответствующей вязкости. |
B 、 Слишком низкий уровень масла; труба всасывания масла протекает, и воздух попадает в систему другими способами, вызывая образование масляной пены. | Топливо масляный бак; Заменить фитинги, трубки или уплотнения; Удаление воздуха из системы; Выхлоп. | |
C 、 Центральная линия трансмиссии неправильная; муфта болтается; вибрация трубопровода вызывает механическую вибрацию | Выровняйте центр; затяните винты; добавьте хомуты для усиления трубы. | |
D 、 Повреждение насоса или двигателя | Замените масляный насос или двигатель | |
E 、 Нестабильность перепускного клапана | Замените клапан | A 、 Неправильное вращение масляного насоса, вдыхание воздуха | Исправьте направление поворота |
B 、 Повреждение масляного насоса | Замените масляный насос | 9 、 Неправильный метод регулировки давления; В перепускном клапане грязные предметы; Плохое уплотнение внутри цилиндра вызывает утечку со стороны высокого давления на сторону низкого давления. | Правильно отрегулируйте давление; Очистка предохранительного клапана; Проверьте и замените поврежденные детали или уплотнения. |
D 、 Муфта или двигатель неисправны | Проверить и заменить | |
3 、 Нарушение давления, колебания расхода или давления | A 、 Масляный насос на всасывании пустой 90 неисправность1 | |
B 、 Пузырьки масла | ||
C 、 Механическая вибрация | ||
D 、 Неравномерная передача масла от масляного насоса | Отремонтируйте или замените масляный насос | Выхлоп |
4 、 Слишком маленький расход или нет потока | A 、 Пустой масляный насос | См. Неисправность 2 0 |
C 、 Износ масляного насоса | ||
D 、 Lea шаг от стороны высокого давления к стороне низкого давления цилиндра | Ремонт или замена, см. | |
E 、 Неправильное вращение масляного насоса | Правильное подключение двигателя | |
5 、 Температура масла слишком высока | A 、 Давление в системе слишком высокое | Правильно отрегулируйте давление |
B Слишком мало масла | Добавьте масло | |
Заменить масляный насос |
 д.
д.
 неисправность 2
неисправность 2Монтаж и ввод машины в эксплуатацию
Установка станка
Для установки профилегибочного станка необходимо выровнять пол в цехе, а установку – диагональным утюгом.Отклонение по горизонтали не должно превышать 0,5 мм на метр.
Установка станка требует, чтобы пол в цехе был ровным, а горизонтальное отклонение не должно превышать 0,5 мм на метр.
Пробный пуск
Подготовка к пробному запуску
1, Проверьте надежность всех крепежных соединений;
2, Убедитесь, что каждая точка смазки масленки и точка ручной заправки должным образом обеспечены маслом.
3, Проверьте исправность цепи электронной системы управления и правильность заземления.

Испытание без нагрузки
1, После проверки и подтверждения нормального состояния оператор может быть проверен оператором, знакомым с характеристиками машины. Процедура испытания следующая: Испытание на движение воздуха главного привода и подъемного привода чередуется с перерывами, один цикл каждые 15 минут, в каждом цикле Соотношение времени одноходового хода главного привода и подъемного движения составляет 2: 1..
2, При выполнении операции с одним главным приводом рекомендуется, чтобы основная роликовая форма контактировала с боковой роликовой формой, чтобы заставить ее вращаться, и положительное и отрицательное время занимают половину времени.
3. В течение времени одной вспомогательной передачи подъем повторяется.
Требования к испытаниям
1, максимальная температура подшипников качения не должна превышать 80 ℃.
2, Рабочий механизм и рабочий механизм машины должны координироваться друг с другом и работать гибко без аномального шума или заклинивания.

Испытание под нагрузкой
Испытание под нагрузкой можно проводить только после нормального испытания на холостом ходу. Общая процедура выглядит следующим образом:
1, Согласно соответствующим параметрам профиля, указанным в таблице основных параметров, после обработки нажмите и нажмите
Предварительно сгибаемый лист заканчивается на заданных диаметрах.
2, Раскатайте в круглую заготовку заданного диаметра в зависимости от мастерства операции.
Требования к испытаниям под нагрузкой
1, испытание под нагрузкой должно отвечать соответствующим требованиям к рабочим характеристикам по основным параметрам.
2, Во время погрузки и погрузки система трансмиссии должна быть стабильной, без ударов, без аномального шума, рабочая система и операционная система должны быть гибкими, точными и надежными, ролики не должны качаться, а температура каждого вал не должен превышать вышеуказанные нормы.
3, В процессе прокатки между формой и профилем не должно быть проскальзывания.

Безопасная эксплуатация и техобслуживание
Техника безопасности
Оператор должен понимать структуру и производительность станка, знать метод работы системы управления и процесс гибки заготовки, а также строго соблюдать правила техники безопасности.
Перед движением и парковкой все кнопки электронной системы управления должны быть установлены в исходное положение.
Во время эксплуатации следует часто проверять подачу масла в каждую точку смазки.
При обнаружении в процессе эксплуатации нерегулярного шума, ударов и раскачивания немедленно остановите и устраните неисправность.
В процессе использования трансмиссионный механизм и части рычага следует часто проверять, чтобы убедиться в отсутствии люфта или повреждений.
В процессе гибки профиль должен двигаться вместе с роликом. Проскальзывание не допускается.
Проскальзывание не допускается.
В процессе прокатки боковые ролики необходимо поднимать и опускать, прежде чем главный привод будет остановлен.
Разгрузочные работы заключаются в снятии заготовки после остановки станка и опускании бокового ролика.
Техобслуживание машин
Правильное использование и разумное техническое обслуживание могут продлить срок службы машины и снизить затраты на ремонт.Ремонтные работы этой машины в основном включают следующие пункты:
Машина должна работать в нормальном режиме и с хорошей смазкой, а система смазки должна строго соблюдаться.
Разработайте систему регулярных проверок и ремонтов.
Все уязвимые части должны быть своевременно заменены в случае чрезмерного износа или потери первоначальных требований к рабочим характеристикам. Если детали повреждены, их необходимо вовремя заменить.
Во время использования следует обращать внимание на температуру каждой части.
Температура подшипника качения не должна превышать 80 ° C.
Электрическую систему следует регулярно ремонтировать и очищать от пыли, а поврежденные компоненты следует вовремя заменять. Станок должен быть правильно заземлен.
На рабочем месте не допускается случайное штабелирование материалов, а следы окисления должны своевременно устраняться.
 Температура подшипника качения не должна превышать 80 ° C.
Температура подшипника качения не должна превышать 80 ° C.Профилегибочная машина W24S-75 видео для гибки
Скачать руководство по эксплуатации профилегибочного станка W24S-75
СвязанныеРуководство по эксплуатации гидравлического профилегибочного станка W24S
1.Гидравлический профилегибочный станок Применение Вальцегибочный станок серииW24S – это гидравлический трехвалковый профилегибочный станок, который в основном используется для гибки различных стальных профилей.
Он может катить заготовки спиральной формы «O». Он широко используется в бензиновой, химической, судостроительной, металлообрабатывающей и машиностроительной отраслях.
Вот чертежи:
Технические характеристики
Модель и спецификация
Подберите подходящую модель в соответствии с максимальным модулем сопротивления изгибу профилей.
3. Устройство и принцип работы гидравлического профилегибочного станка Профилегибочный станокW24S состоит из корпуса машины, боковой роликовой части, опорной роликовой части, электрической системы и гидравлической системы.
Корпус машины представляет собой цельную сварную конструкцию, левый и правый ходовые рычаги установлены в корпусе машины, который приводится в действие двумя гидравлическими насосами и совершает дуговые движения вверх и вниз.
Опорные ролики установлены на двух головках корпуса станка, которые могут поворачиваться на разные углы для различных видов гибки профиля.
Система главного привода состоит из редуктора, приводимого в движение электродвигателем, который затем передается на боковые ролики, а затем передается на верхний ролик.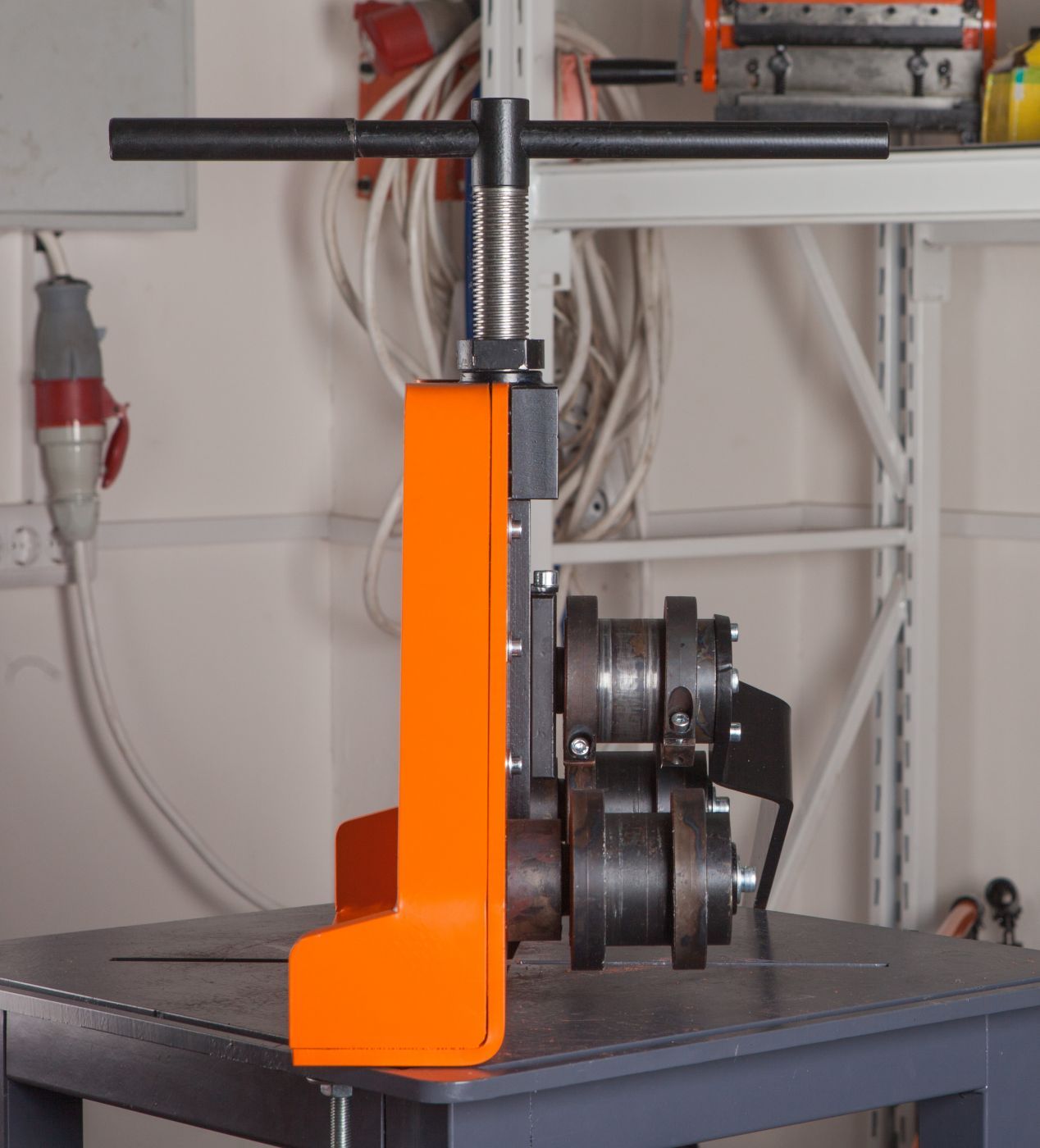
Три ролика имеют главный привод, могут выполнять предварительную гибку, регулируя направляющие ролики, легко исправить деформацию в процессе гибки.
Он может выполнять предварительную гибку, и его процесс показан следующим образом:
Основные параметры формы означают макс.способность гибки с максимальной эффективностью работы. Если другой стальной профиль, такой как квадратный, угловой, только если модуль сопротивления изгибу менее 45 см 3 , то он доступен для окончательной гибки на этом W24S-45.
6. Гидравлическая системаКлапан сброса давления гидросистемы электромагнитного исполнения.
Подъем и опускание во время роликового цилиндра через два электромагнитных клапана подъема с обеих сторон роликового цилиндра, когда электромагнитный предохранительный клапан должен иметь электричество и создавать давление в системе.
Когда YV01 и YV1 получают электричество, когда танк скатывается с левой стороны, как YV01, а YV2 получают электричество, когда танк скатывается с левой стороны, правый рулон поднимается и опускается так же, как и левый.
Рабочая жидкость системы для обычного гидравлического масла 30 # -40 #, вращение двигателя должно быть проверено перед испытанием для исправления, чтобы следить за уровнем жидкости, чтобы позволить второй топливный бак.
Следует проверять один раз в полгода степень износа масла или замену масла новым, температура масла менее 70 ° C.
7. Электросистема- W24S-45 использует электричество 380 В / 50 Гц / 3 фазы.
8.1 Установка
Упаковали машину целиком в стальной картон. При прибытии со стороны клиента, пожалуйста, проверьте соответствие упаковочного листа и реальной машины. Перед отладкой залейте масло в машину.
Перед отладкой залейте масло в машину.
8.2 Отладка
8.2.1 Подготовка перед отладкой
Пожалуйста, проверьте все соединительные и зажимные детали.
Пожалуйста, проверьте уровень гидравлического масла и проверьте, в порядке ли смазка.
Пожалуйста, проверьте напряжение электричества.
8.2.2 Запуск без нагрузки
После проверки, пожалуйста, запустите главный привод и сделайте движения вверх и вниз, занимая 15 минут в цикле.
Проверьте и отрегулируйте верхний и боковые ролики, чтобы расстояние было подходящим и приемлемым.
8.2.3 требования к испытаниям
Движение должно быть плавным с обеих сторон рулона
Вращение и подъем ролика должны быть гибкими
Все детали трансмиссии не должны вызывать аномального шума
Все крепежи не допускаются ослабленные, хорошо смазанные, машина
Температура подшипника не должна превышать 35 ° C, максимальная температура не должна превышать 70 ° C, температура подшипника не должна превышать 40 ° C, максимальная температура не должна превышать 70 ° C, температура масла гидравлического насоса не должна превышать 60 ° С.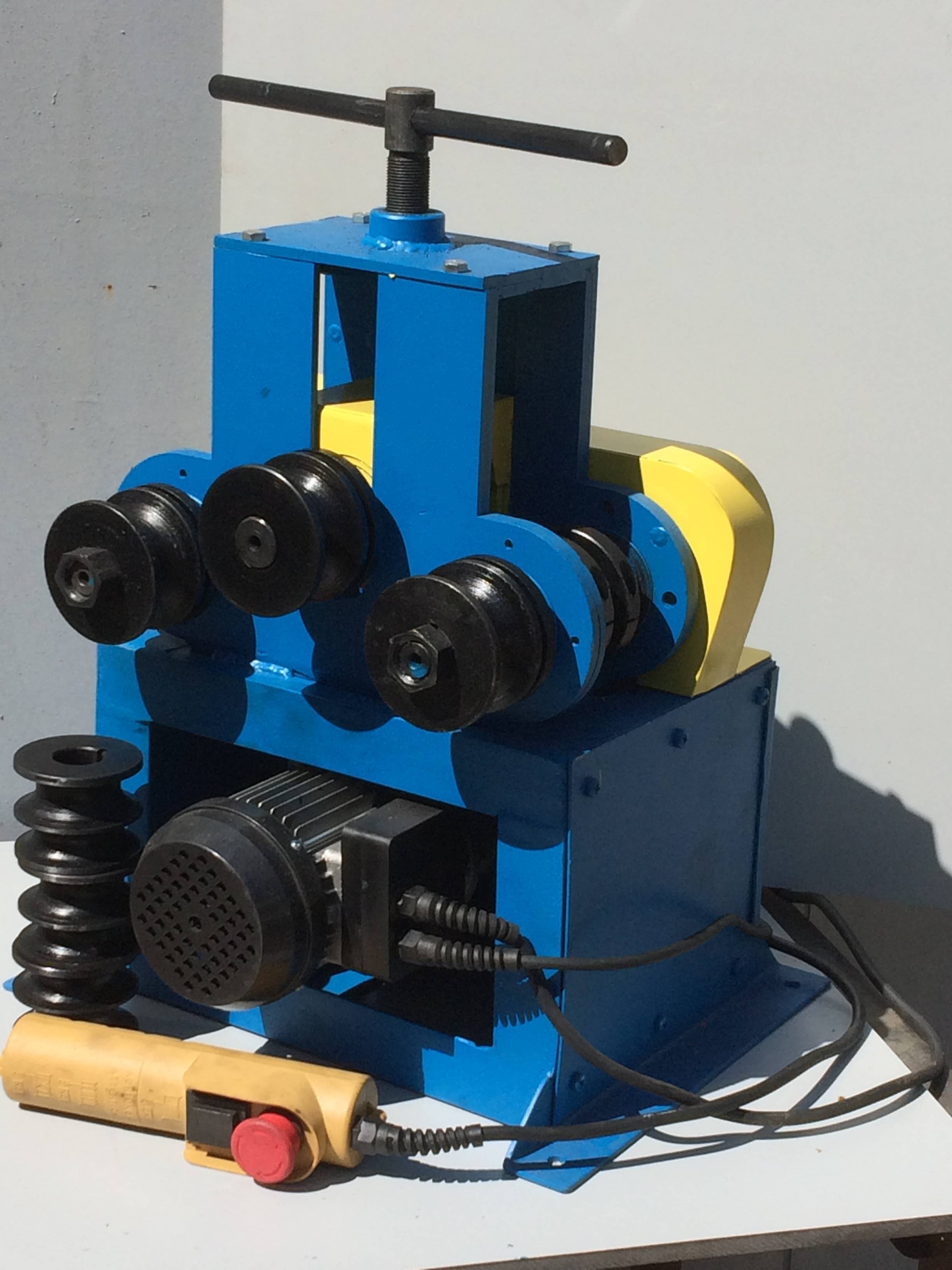
8.2.4 Испытание под нагрузкой
Нормальный тест холостого хода только после нагрузочного теста. Общая процедура следующая:
Основные параметры в таблице в соответствии с положениями соответствующих параметров профиля ожидаемых, предварительно изгибаемых участков обработанного конца.
На эксплуатационную квалификацию оценивают частичные объемы в положения диаметра круглых заготовок.
8.2.5 Требования к испытаниям под нагрузкой
Нагрузочные испытания должны соответствовать основным параметрам соответствующих требований к рабочим характеристикам.
Нагрузка и процесс работы нагрузки, система передачи должна быть стабильной, воздействие ненормального шума, рабочая система, операционная система должна быть гибкой, точной и надежной, температура подшипника не должна превышать вышеуказанные требования.
В процессе прокатки матрицы и профилей нет проскальзывания между явлением.
9. Правила эксплуатации и техобслуживание гидравлического профилегибочного станка 9. 1 Подготовка и проверка перед использованием
1 Подготовка и проверка перед использованием
Перед использованием, пожалуйста, прочтите это примечание, чтобы понять технические характеристики и методы эксплуатации самолета, в строгом соответствии с безопасностью эксплуатации системы и в соответствии с требованиями Статьи 8.2.1 для подготовки к работе, а также удаления оксида рулонных профилей. , при шлифовании кромки, сварке бульдозером.
9.2 Безопасность и защита
При работе с машиной обращайте особое внимание на следующие вопросы безопасности.
Перегрузка категорически запрещена.
Использование процесса, если обнаруживается нерегулярный шум, следует немедленно прекратить проверку воздействия.
При использовании процесса всегда следует проверять, что передаточный механизм шарниров и поддерживать не ослаблены, не повреждены.
9.3 Способ работы
В соответствии с размерами профиля будут уменьшены до определенной высоты с обеих сторон рулона.
Профили будут обработаны и отправлены с обеих сторон ролика между роликами.
Обрабатывать объем по раунду, пока он не будет соответствовать дате требований.
Главный привод остановлен, опущенный кромочный ролик, возможно удаление заготовки.
9.4 Смазка машины
Разумная смазка машины заключается в снижении энергопотребления и увеличении срока службы машины. Чтобы принять эффективные меры, мы должны выбрать правильные смазочные материалы, чтобы создать необходимую систему смазки.
9.4.1 Смазка
В машине по работе чашек использовались смазочные масла, искусственное топливо, масляный бак, ориентированный на три направления.
9.4.2 Выбор смазки
Отделение искусственной заправки, использование смазки на основе кальция, точки смазки маслосборника, летом использование смазки на основе кальция №2, зимой – смазки на основе кальция.
9.4.3 Система смазки и примечание
Пользователь в зависимости от конкретной ситуации машины, нагрузки и работы создания конкретной системы смазки.
В машине перед запуском точки смазки должно быть достаточно масла.
Машина в непрерывном рабочем состоянии, масло в масляной ванне обычно 4 часа один раз в месяц, в общем смазывая шестерни один раз.
Машинная мойка раз в год всей системы смазки.
Правильное использование и разумное техническое обслуживание и ремонт позволяют не только продлить срок службы машины, но и снизить стоимость ремонта. В обслуживании и ремонте самолетов следующие основные пункты:
10.1 Машина должна работать в нормальном режиме и в хорошо смазанных условиях для работы, они должны строго обеспечивать соблюдение системы смазки.
10.2 При профилировании валков необходимо незамедлительно удалить профили окисления между оболочкой и штампом.
10.3 Уязвимость из-за своевременной замены изношенных деталей и потери слишком большого количества требований к характеристикам оригинальных деталей.
10. 4 Регулярное обслуживание электрической системы, пыль и своевременная замена вышедших из строя компонентов.
4 Регулярное обслуживание электрической системы, пыль и своевременная замена вышедших из строя компонентов.
10,5 В машине, работающей, следует обратить внимание на движение частей, температура не превышает установленных пределов.
11. Принципиальная гидравлическая схемаВот чертежи:
Гидравлическая схема
12. Принципы работы электрооборудования ГрафикаВот чертежи:
Электрическая схема 1
Электрическая схема 2
Электрическая схема 3
Электрическая схема 4
Электрическая схема 5
Электрическая схема 6
Электрическая схема 7
ARIES Ручная профилегибочная машина для горячей жидкого винила (ПВХ)
Ручной профилегибочный станок для виниловых (ПВХ) профилей используется для гибки виниловых профилей с образованием арки.При необходимости можно использовать хвостовик длиной 100 мм (4 дюйма) для облегчения процедуры сварки.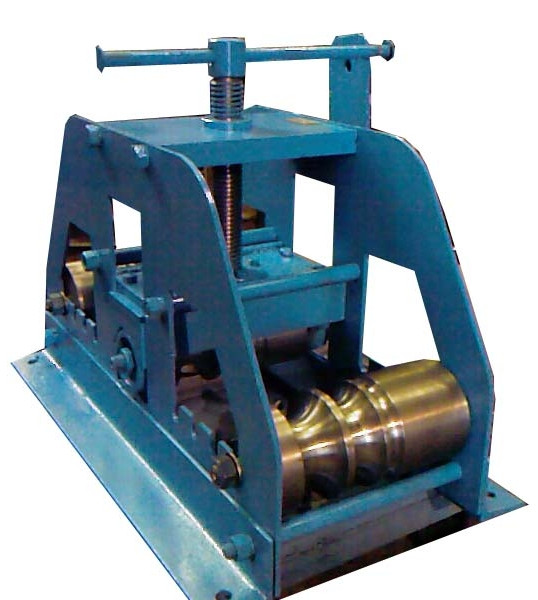
Основные компоненты, из которых состоит машина
1 рабочий стол
2 формы для гибки, внутренние лопаты, датчики расстояния
3 нагревателя
4 компаса
5 удлинитель компаса
6-тяговой аппарат
7-позиционная гравитация
8-мойка
9-сливной резервуар
10-передний кронштейн для эстакады
11-задний кронштейн для эстакады
15 внешних и 15 внутренних алюминиевых держателей форм вставляются в Т-образные каналы на рабочем столе для поддержки форм для гибки.Формы для гибки могут быть закреплены на желаемый диаметр с помощью алюминиевых квадратов. Верхняя перемычка может перемещаться в обе стороны, влево или вправо, прибл. 400 мм (16 ″) с помощью шестерни.
Они термостойкие и гибкие. Внутренние лопаты предотвращают ухудшение профиля при работе на малых диаметрах. Внутренние лопаты выполнены из материала, аналогичного формам. Дальномеры и держатели алюминиевых форм позволяют гнуть стеклянные стержни без регулировки.
Нагреватель изготовлен из нержавеющей стали и имеет толщину 2 мм. Мощность 10 кВт позволяет нагревателю обеспечивать достаточную температуру для масла. Контроль температуры достигается с помощью цифровых термометров и термостатов. Он изолирован стекловатой толщиной 30 мм, покрытой нержавеющей сталью. Эта изоляция обеспечивает снижение энергопотребления на 25%. Пароэмиссионное оборудование обеспечивает пар, выходящий из нагревателя, и не допускает его диффузии в рабочую зону.При закрытых крышках аспиратор может работать с низкой производительностью. Когда крышки открыты, он может работать с большей мощностью, выделяя пар во внешнюю среду. Нагреватель имеет распределительную коробку, содержащую необходимое оборудование для работы по мере необходимости. Уровень нагревателя можно регулировать по отношению к рабочему столу. Круглые ролики в поддоне для отдыха профиля предотвращают трение нагретых профилей о поддон.
Компас используется для регулировки держателей пресс-форм до любого желаемого диаметра. Он имеет 2 линейки длиной 1100 мм (43 дюйма) и 3100 мм (122 дюйма).
Он имеет 2 линейки длиной 1100 мм (43 дюйма) и 3100 мм (122 дюйма).
Центральная удлинительная планка компаса используется для радиусов более 950 мм (37 ″). Его можно установить на рабочий стол. Он также может работать как центрирующее устройство для тягового аппарата.
Тяговое устройство может использоваться для облегчения процедуры вытягивания нагретых профилей, включая набивочные материалы, в форму для гибки.
Плотность погружения (2 шт.)
Агрегат предназначен для погружения нагретого профиля с прокладкой в масло.Они из нержавеющей стали.
Мойка изготовлена из нержавеющей стали толщиной 1,5 мм и предназначена для мытья гнутых профилей.
Они используются для слива масла, оставшегося внутри профилей. Это 2 штуки, они изготовлены из нержавеющей стали. Это масло сливается обратно в бак нагревателя для повторного использования.
Используется для предотвращения повреждения внешних частей формы для гибки, которая свободно свисает с боков рабочего стола.
Эта деталь позволяет регулировать обогреваемый профиль, включая его внутреннюю набивку, на уровне рабочего стола.
Технические характеристики и характеристики могут быть изменены без предварительного уведомления.
Ручной профилегибочный станок, सेक्शन बेन्डिंग मशीन в Раджкоте, Торговые представительства Вишвакала
О компании
Год основания 1967
Юридический статус фирмы Партнерство Фирма
Характер бизнеса Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборот Rs.50 лакх – 1 крор
Участник IndiaMART с августа 2003 г.
GST24AAFFV5059h2Z1
Код импорта и экспорта (IEC) 24000 *****
Известное производством и экспортом широкого спектра лучших в своем классе машин для механического прессования и резки, Торговое представительство Вишвакала было основано в 1967 году . Ассортимент продукции, предлагаемый нами, включает Машину Силового Пресса, Машину резки, Гидравлический Пресс и многое другое. Признанный во всем мире за его богатые характеристики, такие как оптимальная производительность, минимальное обслуживание, энергоэффективный дизайн, бесшовная отделка, устойчивость к коррозии и более длительный срок службы, предлагаемый ассортимент механических прессов и ножниц изготовлен из материалов гарантированного качества. В дополнение к этому, предлагаемый диапазон машин Power Press & Shearing Machines очень востребован в целях автоматизации.
Ассортимент продукции, предлагаемый нами, включает Машину Силового Пресса, Машину резки, Гидравлический Пресс и многое другое. Признанный во всем мире за его богатые характеристики, такие как оптимальная производительность, минимальное обслуживание, энергоэффективный дизайн, бесшовная отделка, устойчивость к коррозии и более длительный срок службы, предлагаемый ассортимент механических прессов и ножниц изготовлен из материалов гарантированного качества. В дополнение к этому, предлагаемый диапазон машин Power Press & Shearing Machines очень востребован в целях автоматизации.
Наше внимание к деталям и постоянные инновации помогли нам точно удовлетворить потребности наших уважаемых клиентов. Юг Африка, Дубай, Малайзия и Сингапур некоторые из стран, в которые мы успешно экспортировали нашу продукцию. Наша способность выполнять оптовые заказы в сочетании с полной прозрачностью во всех деловых отношениях помогла нам в достижении замечательного положения в этой области.
Видео компании
▷ Б / у Профилегибочный станок | Станки для гибки алюминия и стали
Профилегибочные станки бывшие в употреблении в Surplex
Index
- Что такое профилегибочный станок?
- Разница между ручным и гидравлическим профилегибочным станком
- Использование и работа профилегибочных станков
- Известные производители
Перед тем, как дать определение профилегибочному станку, важно указать, что такое « профиль »относится к. Профили представляют собой стержневые изделия, используемые для сохранения поперечного сечения по всей своей длине. Существует несколько типов профилей, таких как трубы, оконные рамы, балки, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо отрегулировать в соответствии с конкретными требованиями. Это задача профилегибочного станка. Стандартная конструкция профилегибочного станка обычно одинакова, независимо от производителя.Профилегибочные станки обычно состоят из трех валков, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных машин, существуют также станки с ручным управлением, которые работают с домкратами.
Профили представляют собой стержневые изделия, используемые для сохранения поперечного сечения по всей своей длине. Существует несколько типов профилей, таких как трубы, оконные рамы, балки, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо отрегулировать в соответствии с конкретными требованиями. Это задача профилегибочного станка. Стандартная конструкция профилегибочного станка обычно одинакова, независимо от производителя.Профилегибочные станки обычно состоят из трех валков, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных машин, существуют также станки с ручным управлением, которые работают с домкратами.
- Профили представляют собой стержневые изделия
- Используются для сохранения поперечного сечения по всей длине
- Их необходимо отрегулировать в соответствии с конкретными требованиями
Профилегибочные станки с ручным управлением в основном используются для умелые ремесла и промыслы. Например, автомобильные мастерские используют их для производства определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики их собственных мастерских. Конструкция таких профилегибочных станков обычно одинакова: два ролика лежат в ряд, а третий валок расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными роликами и шахматным роликом. Ролики приводятся в движение с помощью кнопки, после чего они начинают перемещаться друг над другом.
Например, автомобильные мастерские используют их для производства определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики их собственных мастерских. Конструкция таких профилегибочных станков обычно одинакова: два ролика лежат в ряд, а третий валок расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными роликами и шахматным роликом. Ролики приводятся в движение с помощью кнопки, после чего они начинают перемещаться друг над другом.
Для получения точных результатов требуется мощный гидравлический профилегибочный станок.Процесс гибки на этих металлообрабатывающих станках начинается, как только валки встречаются с заготовкой, и может быть остановлен автоматически или вручную. В конце процесса ролики отдаляются друг от друга, и профиль приобретает новую желаемую форму. В качестве альтернативы трехвалковой конструкции существуют также профилегибочные станки, в которых в качестве формующего элемента используется специальный инструмент, изготовленный на заказ. Затем профиль прижимается к месту с помощью этой машины. Этот процесс обычно используется в массовом производстве.
Затем профиль прижимается к месту с помощью этой машины. Этот процесс обычно используется в массовом производстве.
Доступен широкий спектр профилегибочных станков, которые в основном используются для холодной гибки профилей, различающихся по форме и размеру. На различных профилегибочных машинах можно обрабатывать профили с поперечным сечением от нескольких миллиметров в диаметре до трубопроводов с поперечным сечением более двух метров. Гибка профилей должна производиться с большим усилием, но также должна допускаться контролируемая правка, которая достигается за счет использования профилегибочного станка.Если профиль просто закрепить на станке и согнуть, он никогда не сможет принять желаемую форму и в конечном итоге просто сломается. Особенно это касается пустотелых профилей, таких как трубы или рамы теплоизоляционных окон. Однако с помощью профилегибочного станка профили сгибаются до нужной формы с особой осторожностью и точностью, не нанося им повреждений.
Работа на профилегибочном станке требует большого опыта, за исключением массового производства мелких деталей, которое в значительной степени автоматизировано. Сертифицированная квалификация не требуется, но неквалифицированные рабочие должны пройти интенсивное и контролируемое обучение, чтобы правильно пользоваться профилегибочным станком. Это особенно важно для изделий сложной формы или высококачественных продуктов, таких как трубы для трубопроводов.
Сертифицированная квалификация не требуется, но неквалифицированные рабочие должны пройти интенсивное и контролируемое обучение, чтобы правильно пользоваться профилегибочным станком. Это особенно важно для изделий сложной формы или высококачественных продуктов, таких как трубы для трубопроводов.
В промышленном отношении хорошо известными производителями являются KNUTH, ROUNDO, VOORTMANN и THOMAN. Подходящие подержанные профилегибочные станки для мастерских и строительных площадок можно приобрести в компаниях O + P, GRANGIER CONSTRUCTEUR и NUOVA. Поставщиками машин для особо крупных продуктов являются SUPERIOR и GENERAL DISCILLING.
Качественные бывшие в употреблении машины многих из этих брендов часто можно найти в хорошем состоянии на нашем веб-сайте, а также на наших промышленных аукционах по конкурентоспособной цене.
▷ Продажа бывших в употреблении станков для гибки профиля
На Trademachines.com вы можете найти 238 предложений бывших в употреблении станков для гибки профиля на продажу или на аукционах по всему миру. Посмотрите на себя ниже и свяжитесь с продавцами напрямую! Гибка профиля труб с помощью вертикального профилегибочного станка
Посмотрите на себя ниже и свяжитесь с продавцами напрямую! Гибка профиля труб с помощью вертикального профилегибочного станкаПрофилегибочные машины для полной свободы проектирования
Задача гибки профилей состоит в том, чтобы иметь возможность избирательно и точно придать желаемую форму .Полые профили, как и трубы, связаны с риском изгиба. Перегиб трубы приведет к повреждению заготовки, так как она не подлежит ремонту. Профилегибочный станок содержит умную механическую систему, которая предотвращает это и позволяет производить точные радиусы. Существует несколько различных типов профиля , оборудование для гибки металла . Станки для гибки на оправке используются для тонкостенных труб диаметром всего несколько сантиметров. Эти машины состоят из оправки, гибочного инструмента, гибочной головки и контрподшипника.Во время гибки на оправке изгибаемый профиль проталкивается через оправку и фиксируется между гибочным инструментом и зажимом. Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и тем самым формирует заготовку. Контрподшипник используется как опора для трубы в процессе гибки.
Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и тем самым формирует заготовку. Контрподшипник используется как опора для трубы в процессе гибки.
Типы станков для гибки профиля
Станок для гибки профиля в мастерской Требования к процессу гибки зависят от радиуса изгиба, прочности стены и материала.Чем более хрупким будет материал, чем тоньше стенки и меньше радиус изгиба, тем сложнее будет процесс изгиба. Процесс гибки на оправке лучше всего подходит для получения высококачественного материала с малым радиусом изгиба. Закаленная цементированная сталь – единственный материал, из которого может быть изготовлен инструмент для гибки. Этап дополнительного упрочнения необходим, чтобы гарантировать длительный срок службы инструмента. Если инструмент не затвердеет, он может сжиматься или деформироваться, что приводит к образованию складок.В процессе гибки эти складки оказывают формирующее влияние на заготовку, что делает ее бесполезной. Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкую складку или предварительно нагревая профиль. Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке наиболее подходит для производства серийных и стандартных компонентов.
Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкую складку или предварительно нагревая профиль. Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке наиболее подходит для производства серийных и стандартных компонентов.
Пирамидогибочные ролики особенно подходят для индивидуального изготовления профилей с радиусами радиуса.Обычно они состоят из трех роликов , которые движутся навстречу друг другу. Желаемый изгиб получаемого профиля зависит от размера внешних роликов и глубины среднего ролика. Ролики вращаются и могут изготавливать сложные гнутые трубные заготовки. Ролики для гибки пирамид обычно используются автомобильными мастерскими и сантехниками для изготовления отдельных профилей, таких как трубы и выхлопные трубы. Пирамидальные гибочные ролики доступны в виде комплектных обрабатывающих центров , которые могут производить сложные трубы и профили в желаемом количестве. Компания BILGER предлагает на продажу особо дешевый и гибкий профилегибочный станок , который можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью набора стандартных инструментов в соответствии с требованиями оператора.
Компания BILGER предлагает на продажу особо дешевый и гибкий профилегибочный станок , который можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью набора стандартных инструментов в соответствии с требованиями оператора.
Размеры и типы станков для гибки профиля
Гибка профиля с помощью механического гибочного станкаТипы двигателей и рабочих систем для профилегибочных станков разработаны в зависимости от требований к профилю.Трубы и стержни малых и средних размеров могут изготавливаться с использованием чисто механических систем, таких как рычаги, шарнирные прессы и шпиндели. Эти профили регулярно создаются в зависимости от визуальной оценки, и этого обычно достаточно для некритичных приложений. Полумеханические гибочные станки работают с гидравлическими двигателями с ручным управлением. С помощью ручного насоса оператор может использовать гидравлическую систему для приложения большого целевого усилия к профилю. Этот процесс чаще всего используется для монтажных работ.Это позволяет производить отдельные изгибы профиля без использования электроэнергии. Автоматические и полностью гидравлические двигатели используются на станках для гибки металла . Они доступны для профилей всех размеров. Особенно большие гибочные станки можно найти рядом с путевыми и трубопроводными сооружениями. Необходимые изгибы производятся на месте с помощью мобильных станций.
Работа с профилегибами
Профили необходимы в контексте строительства.Они представляют собой элемент, состоящий из нескольких компонентов, используются для производства предварительно разработанного продукта. Для индивидуального производства профилей и требуется тот же набор навыков, который можно найти в профиле занятий тех, кто занимается отделкой продукции. Индивидуальному производству профилированных деталей могут научиться также талантливые, но в остальном неквалифицированные рабочие. Гибка профилей относительно безопасна. Тем не менее, перед использованием профилегибочного станка полезно пройти инструктаж по технике безопасности. Компоненты массового производства полностью автоматически производятся на профилегибочных машинах, таких как станок для гибки алюминиевого профиля или станок для гибки профиля из ПВХ.Как и в случае с любой другой производственной машиной, единственными необходимыми задачами являются загрузка и разгрузка. Кроме того, эти продукты требуют регулярного контроля качества. Чтобы не приходилось учить квалифицированных рабочих обращаться с инструментами, рекомендуется подготовить шаблоны для этого во время контроля качества профилей. Износ гибочного инструмента минимален. Однако высокое усилие , необходимое для правильного изгиба профилей, может серьезно повлиять на контрподшипники станка.Обычно они регулируются. Строгие меры контроля качества могут выявить необходимость корректировки достаточно рано, чтобы предотвратить потери продукции и необходимость постпроизводства.
Производители профилегибочных машин
BILGER , GRANGIER CONSTRUCTEUR , O + P и NUOVA производят хорошие продукты для мастерских и монтажных работ. Поставщики станков для гибки металла ROUNDO , KNUTH , VOORTMANN и THOMAN рекомендуются для промышленных гибочных станков.Специальные машины, например, для крупных применений, таких как трубопроводы, доступны по номерам SUPERIOR и GENERAL DISCILLING . Получите доступ к самому большому выбору станков для гибки металла на продажу и к самой низкой цене на станки для гибки листового металла на TradeMachines.
Procurve machine – – изогнутый профиль
Запросить информацию
✕Компания
Имя и фамилия*
Эл. адрес*
Тип клиента * Выбирать…Конец customerDesignerConstructorRetailer
Адрес*
Город*
Почтовый индекс *
Округ*
Штат* Введите вашу страну * AfghanistanAland islandsAlbaniaAlgeriaAmerican samoaAndorraAngolaAnguillaAntarcticaAntigua х barbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgioBelizeBeninBermudaBhutanBoliviaBosnia и herzegovinaBotswanaBouvet islandBrazilBritish Индийского океан territoryBrunei darussalamBulgariaBurkina fasoBurundiCambodiaCameroonCanadaCapo verdeCayman (Исол) Центральноафриканская republicChadChileChinaChristmas islandCocos (Кокосовый) islandsColombiaComorosCongoCongo, остров демократичного republicCook islandsCosta ricaCote d’ivoireCroatiaCubaCyprusCzech republicDenmarkDjiboutiDominicaDominican republicEcuadorEgyptEl salvadorEquatorial guineaEritreaEstoniaEthiopiaFalkland (Мальвинский) Фарерский islandsFijiFinlandFranceFrench guianaFrench polynesiaFrench южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайана ГаитиHeard islandГондурасГонконгВенгрияИсландияИндияИндонезия IranIraqIrelandIsle из manIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKorea, демократического people’sKorea, республика ofKosovoKuwaitKyrgyzstanLao народно-демократического republicLatviaLebanonLesothoLiberiaLibyan араб jamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall islandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldova, республика ofMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands antillesNew caledoniaNew zealandNicaraguaNigerNigeriaNiueNorfolk islandNorthern Мариана islandsNorwayOmanPakistanPalauPalestinianPanamaPapua нового guineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto ricoQatarReunionRomaniaRussian federationRwandaSaint helenaSaint Киттс и nevisSaint luciaSaint Пьера и miquelonSaint винсента и фолиант grenadinesSamoaSan marinoSao и principeSaudi arabiaSenegalSerbiaSeychellesSierra leoneSingaporeSlovakiaSloveniaSolomon islandsSomaliaSouth africaSou го georgiaSpainSri lankaSudanSurinameSvalbard и Январе mayenSwazilandSwedenSwitzerlandSyrian араб republicTaiwan, провинция chinaTajikistanTanzaniaThailandTimor-lesteTogoTokelauTongaTrinidad и tobagoTunisiaTurkeyTurkmenistanTurks и Кайкос islandsTuvaluUgandaUkraineUnited араб emiratesUnited kingdomUnited statesUnited Внешние малые государства islandsUruguayUzbekistanVanuatuVatican города (свят) VenezuelaViet namVirgin острова, britishVirgin острова, и.С.Уоллис и Футуна, Западная Сахара, Йемен, Заир, Замбия, Зимбабве,
Телефон*
Тип запроса * Выбрать … Запрос информацииКоммерческий контактДоступ зарезервирован Жалобы
Код безопасности*Описание*
Я разрешаю использование моих личных данных в соответствии с Законодательным декретом 196/2003. Политика конфиденциальности Я хочу подписаться на вашу рассылку новостей Политика конфиденциальности(*) Обязательные поля
.