Фрезы для торцевого фрезерования – особенности многолезвийного инструмента
Торцевое фрезерование (ТФ) металлических изделий выполняется при помощи специальных фрез, которые представляют собой многолезвийный режущий инструмент в форме тела вращения, оснащенный специальными зубьями.
1 Важная информация о торцевом инструменте
Такие фрезы для ТФ (смотрите чертеж) используются на фрезерных станках для обработки ступенчатых и плоских поверхностей. Каждый отдельный зуб этого инструмента является стандартным резцом, причем его режущие кромки размещены на торцевой поверхности. При вращении фрезы на агрегате для фрезерования ее зубья взаимодействуют с обрабатываемой деталью по очереди. Благодаря этому заготовка обрабатывается максимально эффективно и равномерно.
Ось рассматриваемого инструмента по отношению к плоскости изделия, подвергаемого фрезерованию (чертеж), располагается перпендикулярно. При этом ключевую режущую нагрузку выполняют боковые рабочие кромки фрезы (они находятся на наружной поверхности).
Чертеж торцевой фрезы
Торцевой многолезвийный инструмент характеризуется высокой степенью жесткости. Кроме того, жестким является и его закрепление в шпинделе фрезерной установки (посмотрите на чертеж, чтобы понять, о чем идет речь). За счет этого режущие приспособления для ТФ обеспечивают повышенную производительность работ по металлу, если сравнивать их с распространенными цилиндрическими фрезами. При использовании торцевого инструмента важно лишь грамотно подобрать жидкость для его охлаждения и смазки, чтобы он служил долго, не теряя своих особых режущих свойств.
Даже при малых показателях припуска (обратите внимание на чертеж) фрезы для ТФ гарантируют плавную обработку изделия.
Фрезы для ТФ
Это связано с тем, что профилирующими элементами такого инструмента являются вершины кромок зубьев, а вспомогательная роль отводится торцевым кромкам. Последние могут иметь практически любую конфигурацию – от окружности до ломаной под разными углами линии.
2 Разновидности инструмента для ТФ – классификация фрез
Огромный объем фрезеровальных работ в настоящее время производится описываемыми нами фрезами. Данный факт обуславливает большое количество разновидностей торцевого многолезвийного инструмента. Прежде всего, его подразделяют на разные типы в зависимости от того, из какого материала выполняется режущая часть фрезы. Чаще всего для этих целей используются быстрорежущие и углеродистые стали, сплавы с высоким показателем твердости и минералокерамические сплавы.
Намного реже применяются торцевые алмазные фрезы. С их помощью обычно обрабатывают не металлы, а всевозможные высокотвердые материалы, используемые в современном строительстве. Торцевые алмазные фрезы незаменимы для шлифовки и грубой обдирки гранитных, кирпичных, мраморных и бетонных поверхностей. Стоимость такого инструмента достаточно высока. Поэтому торцевые алмазные фрезы применяются в тех случаях, когда многолезвийные фрезы из сталей и сплавов использовать неэффективно.
Торцевые алмазные фрезы
По конструкции интересующий нас инструмент может быть сборным либо цельным. В первом случае на нем монтируются вставные твердосплавные пластины или зубья. Во втором зубья фрезы неотделимы от ее корпуса. Разницу между сборными и цельными инструментами демонстрирует чертеж.
Фрезы для ТФ различаются формой вершин своих зубьев. Вершины бывают:
- скругленными;
- прямолинейными.
Более высокими эксплуатационными показателями обладают зубья со скругленными вершинами. На них мало влияют силы биения основных кромок для резания. Также они характеризуются большей износостойкостью по сравнению с зубьями, имеющими прямолинейные вершины. Инструмент со скругленными вершинами рекомендован для получистового и чернового фрезерования.
Торцевая фреза для чернового фрезерования
По варианту крепления различают концевые (монтируются на хвостовик) и насадные (устанавливаются на оправе со шпонкой) многолезвийные фрезы.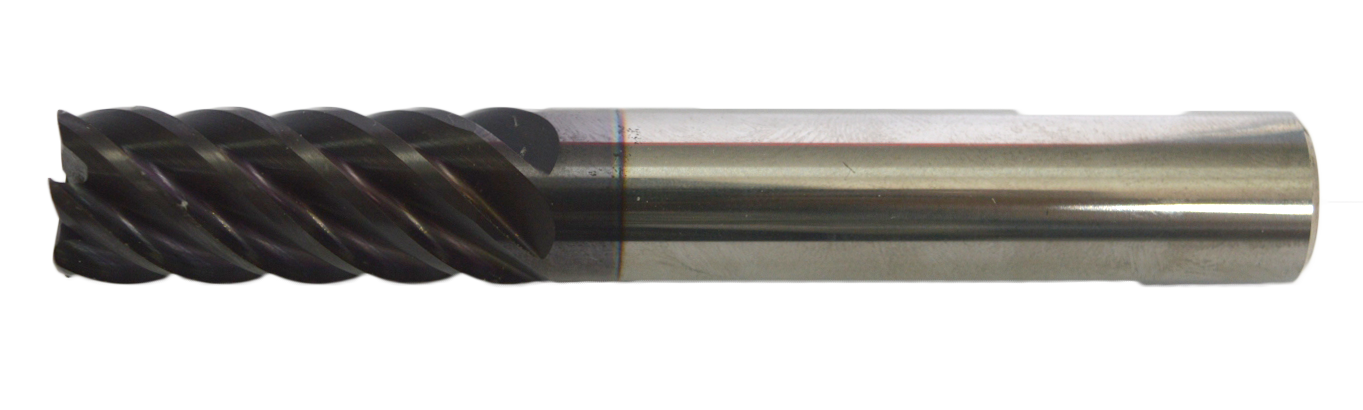
3 Основные положения ГОСТ 26595–85
Данный стандарт содержит описание лево- и праворежущих фрез для ТФ со вставками, которые регулируются либо не регулируются в осевом направлении, и оснащаются минералокерамическими или твердосплавными сменными пластинами (см. чертеж). ГОСТ 26595–85 распространяется также на инструменты с пластинами, имеющими особый износостойкий слой, и на фрезы со сменными пластинами из твердых сплавов, не содержащих вольфрам. С помощью последних фрезеруют изделия и чугуна, легированных и конструкционных сталей.
Фрезы для ТФ по ГОСТ 26595–85 изготавливаются трех типов:
- инструмент, фиксируемый на оправках – Тип А и Тип В;
- инструмент, фиксируемый на шпинделе – Тип С.
Отличия между фрезами разных типов демонстрируют чертежи. Торцевой инструмент со сменными пластинами по ГОСТ маркируется следующим образом – от 2214–0351 до 2214–0532. Поле допуска инструмента варьируется в пределах 50–500 мм. Форма пластин может быть круглой, пяти-, четырех- и трехгранной. Производители без предзаказа выпускают праворежущий инструмент. Если клиенту требуются леворежущие фрезы со сменными пластинами, он должен заранее согласовать свой заказ с предприятием.
Торцевой инструмент со сменными пластинами
Крепление пластин по ГОСТ 26595–85 выполняется по разным схемам (представлен чертеж). Четырех- и трехгранные пластинки фиксируются по одной схеме, круглые и пятигранные – по другой. В первом случае используется два клина, опора, корпус инструмента, непосредственно пластина и специальная вставка. Вторая схема с механическим креплением пластинок предполагает использование втулки либо кольца, корпуса, пружины, державки, штифта и болта.
Первая схема с механическим креплением элементов фрезы рассчитана на инструмент для ТФ сечением от 100 до 500, вторая – на фрезы сечением 50–80 мм.
Также в ГОСТ имеются приложения с информацией справочного характера. С ее помощью можно самостоятельно определить сечение режущей части фрезы в конкретной точке обработки заготовки, показатель ее главного угла и высоты.
Режущая часть торцевой фрезы
Выбирая торцевые алмазные фрезы и другие виды многолезвийного инструмента для ТФ, старайтесь приобретать приспособления от известных производителей, которые четко придерживаются требований Государственных стандартов при их изготовлении. В этом случае никаких проблем с обработкой изделий у вас не возникнет.
Фреза торцевая – применение и особенности, таблица, скорость резания, виды и ГОСТ
Фреза торцевая – это металлорежущий инструмент цилиндрической формы с большим количеством рабочих лезвий расположенных на торце и боковой части. При этом каждый зуб является отдельным резцом что позволяет, при высокой скорости вращения, производить чистовое фрезерование и получать высокое качество поверхности. Особенностью применения является поочередный контакт зубьев с материалом в процессе обработки и более высокая производительность в сравнении с цилиндрическими фрезами.
Сфера применения и особенности
Торцевые фрезы применяются на вертикально-фрезерных станках для чистовой обработки плоскостей, пазов, уступов, а также различных фасонных поверхностей сложной конфигурации. Основной сферой применения является машиностроение – расточка валов, зубчатых колес и других деталей. Инструмент позволяет одновременно производить обработку двух поверхностей расположенных под прямым углом относительно друг друга благодаря режущим кромкам на торцевой и цилиндрической поверхностях. Для повышения эффективности обработки необходим грамотный подбор корпуса, скорости резания, сменных пластин, смазки и охлаждающих жидкостей.
В процессе обработки профилирующими являются только верхушки кромок. Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Формы режущих элементов могут быть разнообразными, чаще всего они выполнены в виде окружности или ломанной. Форма и расположение режущих частей позволяет производить плавную обработку с минимальным припуском, величина которого не влияет на угол контакта с заготовкой. Главными параметрами являются диаметр фрезы и ширина реза. Необходимым условием торцевой обработки являются высокая жесткость и габариты инструмента, поэтому особо прочным является крепление зуба и сменных пластин.
Виды инструмента
На торцевые фрезы приходится большой объём работ, что требует разнообразия вариантов исполнения для решения поставленной задачи. В первую очередь фрезы подразделяются по материалу режущей части фрезы, в качестве которого используются:
- Быстрорежущие и углеродистые стали.
- Твердые сплавы.
- Минералокерамика.
- Промышленные алмазы (для неметаллических твердых материалов).
В зависимости от конструкции фрезы могут быть сборными или цельными. Первые имеют съёмные твердосплавные зубья или пластины, что позволяет производить заточку или замену по мере износа. По форме вершин зубьев инструмент может быть скругленным или прямолинейным. Скругленные имеют более высокие эксплуатационные характеристики благодаря минимальному биению кромок при резании и высокой износостойкости. Зубья со скругленными вершинами используются для черновой или получистовой обработки.
В зависимости от способа крепления торцевые фрезы подразделяются на концевые и насадные. При концевом креплении производится монтаж на хвостовик, насадные монтируются на оправу со шпонкой. Последние обычно используются для работы со стальными и чугунными деталями, для подготовки уступов и плоскостей. Материалом насадных фрез обычно является быстрорежущая сталь.
Действующий ГОСТ
Технические условия торцевых фрез регулирует ГОСТ 26595–85. В нём описан инструмент регулируемый или не регулируемый в осевом направлении, с твердосплавными пластинами или вставками из минералокерамики.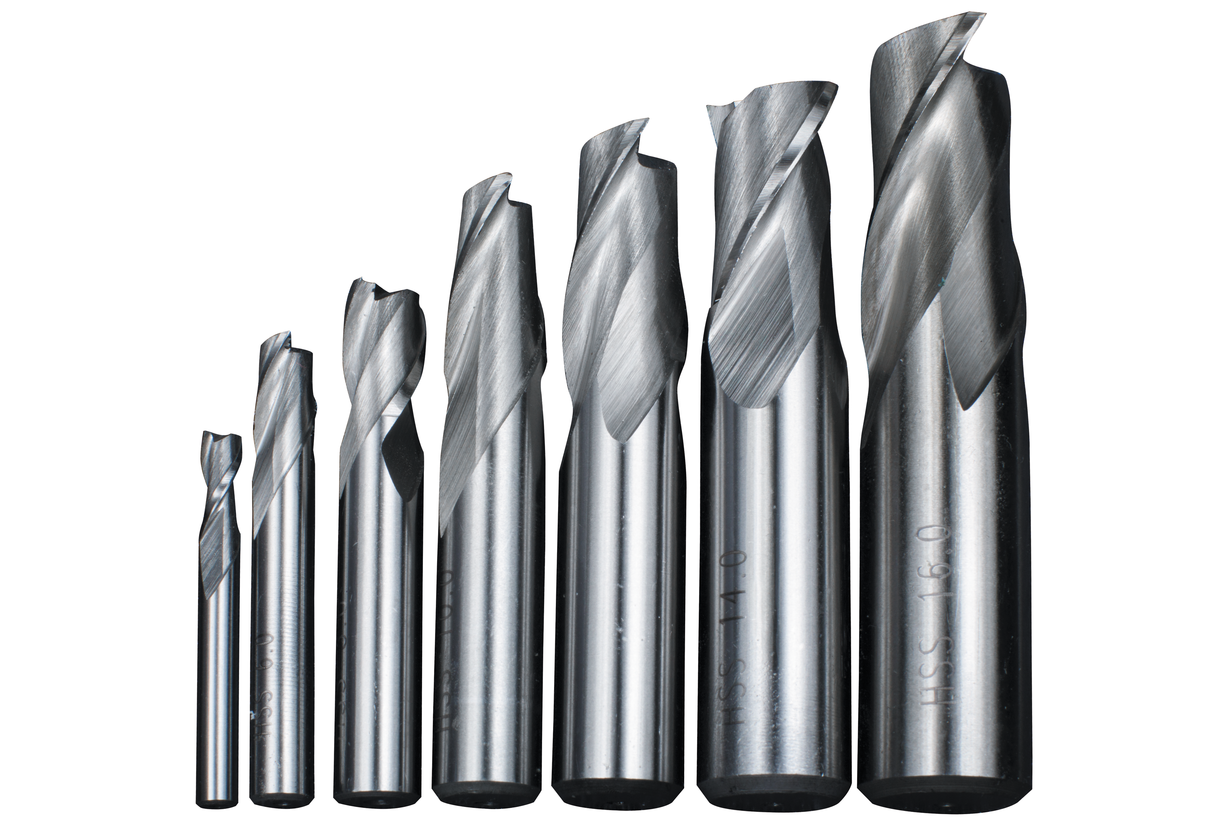 Насадные фрезы со вставными режущими элементами регулирует ГОСТ 24359-80. Также действует ГОСТ 9473-80 на насадные мелкозубый инструмент с твердосплавными вставками и другие стандарты.
Насадные фрезы со вставными режущими элементами регулирует ГОСТ 24359-80. Также действует ГОСТ 9473-80 на насадные мелкозубый инструмент с твердосплавными вставками и другие стандарты.
Фреза торцевая по металлу: ГОСТ, особенности, применение
При выполнении плоскостей на стальных или чугунных заготовках можно использовать разные виды оснастки. В зависимости от используемого оборудования применяются концевые, дисковые или торцевые варианты. Самый эффективный вариант — фреза торцевая по металлу. Благодаря своей конструкции она обеспечивает высокую производительность и хорошее качество работ на различных режимах.
Особенности конструкции и сферы применения
Назначение торцевой фрезы заключается в формировании плоскостей на обрабатываемой заготовке при различных видах обработки. Инструмент применяется для обработки деталей из чугуна и сталей различного назначения. Конструкция позволяет формировать уступы с разным наклоном стенки. Широкая номенклатура такой оснастки обеспечивает однопроходное фрезерование даже для крупногабаритных изделий.
В отличие от других типов фрез, торцевые модели имеют режущие кромки, установленные только со стороны торцевой части. При этом непосредственная обработка горизонтальной плоскости ведется вершинами режущих элементов и считается дополнительной. Основной съем металла производится боковой частью при продольной подаче. Большое количество режущих лезвий и геометрия их расположения обеспечивает поочередный контакт с металлом, что значительно улучшает режимы фрезерования и долговечность оснастки. Такой важный параметр, как угол резания в торцевых моделях зависит исключительно от диаметра инструмента, а не от величины припуска на обработку. Боковые поверхности лезвий также способны сформировать вертикальный уступ или наклонную грань. Высота уступа не должна превышать габаритов лезвия. В некоторых зарубежных модификациях на боковой поверхности корпуса предусматривается возможность установки дополнительных обрабатывающих лезвий, обеспечивающих значительную высоту фрезеруемой грани.
Торцевые фрезы конструктивно отличаются высокой жесткостью и выпускаются как левого, так и правого вращения. Учитывая расположение режущих лезвий по внешнему радиусу рабочей части, процесс обработки должен начинаться с края заготовки, либо проводится в предварительно выполненных выемках. Рабочие вертикальные подачи при торцевом фрезеровании используются редко.
По конструктивному исполнению, все торцевые фрезы подразделяются на монолитные и инструмент со сменными режущими элементами. Монолитные модели, при первом рассмотрении, напоминают обычные спиральные сверла. Металлорежущая часть из быстрорежущей стали и цилиндрический корпус в них выполнены в виде единого целого. При этом кромка лезвий со стороны торца не пересекает весь диаметр основания
Основным элементом конструкции торцевой фрезы со сменными ножами стала обрабатывающая головка. Она представляет собой фасонный металлический корпус, к которому закрепляются съемные режущие элементы. Для обеспечения требуемого профиля фрезерования ориентация лезвий образует рабочую кромку с боковой стороны. Инструмент со сменными лезвиями, по сравнению с монолитными вариантами, имеет значительную номенклатуру моделей, обеспечивающую разнообразные особенности обработки.
Также такая оснастка более проста в эксплуатации и не требует применения сложных операций при восстановлении изношенных режущих кромок.
Классификация торцевых фрез
Широкая область применения породила большое число вариантов проходных торцевых фрез. В первую очередь они отличаются способом крепления к шпинделю станка. Принято подразделять инструмент с хвостовиком и модели насадного исполнения. Также фрезы разделяют по способу установки и форме режущих элементов.
Фреза концевого типа выполняется в виде единой конструкции, включающей режущую часть и хвостовик. Последний может быть как цилиндрическим, так и конусным. Зарубежные производители также предлагают модификации с резьбовым хвостовиком. Особенностью концевых моделей является небольшой диаметр режущей части. Фрезы такого типа выполняются цельного исполнения, либо с небольшим числом сменных пластин. Их используют для работы с небольшими деталями, а также в труднодоступных местах.
Фрезы такого типа выполняются цельного исполнения, либо с небольшим числом сменных пластин. Их используют для работы с небольшими деталями, а также в труднодоступных местах.
Фреза насадная предназначается для установки на специальную оправку, для чего в конструкции предусмотрены разнообразные элементы крепления. Наиболее часто используется шпоночное соединение. Несколько реже, в исполнениях, предназначенных для крепления непосредственно на шпиндель станка, выполняется резьба. Насадная фреза может иметь значительный диаметр корпуса, в некоторых исполнениях доходящий до 630 мм. Это обеспечивает широкую зону обработки за один проход.
Способ крепления режущих частей должен обеспечивать высокую жесткость инструмента в целом и прочное крепление отдельного лезвия. Торцевые фрезы выполняются цельными, с вставными или со сменными ножами.
Торцевые фрезы цельного или монолитного типа отличаются небольшими диаметрами, обычно не превышающими 40мм. Зубья выполнены в виде твердосплавных напаек заодно с телом инструмента. Такой конструктив обеспечивает возможность переточки при выходе из строя режущей кромки. Спиральная конструкция с большим числом заходов, способствует удалению стружки. Цельные модели характеризуются невысокой долговечностью и сложностью заточки изношенных лезвий. По большинству параметров они уступают моделям со сменными элементами.
Фрезы с ножами вставного типа, иначе именуемые сборными фрезами, допускают замену всех или только отдельных режущих элементов. Крепление ножей к телу оснастки производится в предварительно выполненные пазы с помощью клиньев. Сами обрабатывающие элементы, напоминают по конструкции обычные резцы, состоят из оправки и напаянной твердосплавной пластины. Такая конструкция допускает простую заточку режущих кромок при восстановлении после износа. Форма резцов может быть выполнена под конкретные требования обработки.
Другой вариант фиксации резцов применяется на фрезах для обработки цветных металлов и мягких сплавов. Он заключается в установке резца в натяг в клинообразный паз. Резец, в этом случае, представляет собой цельную твердосплавную пластину.
Он заключается в установке резца в натяг в клинообразный паз. Резец, в этом случае, представляет собой цельную твердосплавную пластину.
Недостатком оснастки со вставными ножами считается большая длительность и относительно высокая сложность сборки инструмента. Для выполнения этих операций может потребоваться специализированный персонал. Еще одним недостатком является высокая вероятность разрушения вследствие вибраций в процессе работы.
Фрезы торцевые насадные с механическим креплением многогранных сменных ножей используются для широкого спектра работ. В процессе резания они способны реализовать большую величину снимаемого материала. Винтовой принцип крепления пластин обеспечивает высокую прочность и большую скорость замены изношенных элементов. Разные модели используют твердосплавные пластинки с числом граней равным трем, четырем или пяти. В некоторых импортных модификациях применяются шестигранные режущие элементы. Большую популярность получил инструмент с механическим креплением четырехгранных и пятигранных пластин. Большое число граней обеспечивает высокую долговечность оснастки и позволяет создавать модификации, обеспечивающие различные способы обработки.
Кроме количества граней фреза насадная торцевая со сменными пластинами также характеризуются углом установки обрабатывающих элементов. В зависимости от вертикального положения пластины, инструмент способен формировать боковую поверхность с разным наклоном. Широко используются модели, обеспечивающие фрезерование с углом 45, 75 или 90 градусов. Радиальное расположение пластин используется в большинстве моделей общего назначения. Для тяжелых работ, с большими значениями подач и глубин резания применяются модификации с тангенциальным расположением сменных элементов. В таком инструменте благодаря большему поперечному сечению ножа в направлении резания, обеспечивается высокое усилие обработки и снижение нагрузки на пластину.
Также встречается оснастка с пластинами круглой формы, применяемая при чистовом фрезеровании плоскостей с небольшими припусками на обработку. Благодаря форме пластин обеспечивается их бесступенчатое позиционирование при износе. Фрезы со сменными режущими элементами используются не только для получения горизонтальных плоскостей. С их помощью возможно формирование наклонных поверхностей, в том числе конической формы.
Благодаря форме пластин обеспечивается их бесступенчатое позиционирование при износе. Фрезы со сменными режущими элементами используются не только для получения горизонтальных плоскостей. С их помощью возможно формирование наклонных поверхностей, в том числе конической формы.
Государственные стандарты
Большое количество видов и назначения фрезерной оснастки, потребовало разработки значительного числа нормативных документов. Они определяют требования к фрезам различных исполнений, а также подразделяют отдельные виды инструментов, нацеленных на работу с различными металлами и сплавами. Торцевые фрезы, используемые при работе со сталями и тяжелыми сплавами, описываются в стандартах, приведенных ниже.
ГОСТ 9304-69 «Фрезы торцовые насадные» описывает монолитные фрезы с твердосплавными напайками и диаметром рабочей части от 40 до 100 мм. Документ предусматривает два исполнения, отличающихся крупным или мелким зубом.
Скачать ГОСТ 9304-69
ГОСТ 24359-80 «Фрезы торцовые насадные со вставными ножами, оснащенными пластинами из твердого сплава» нормирует конструкцию и размерные параметры насадных инструментов со вставными ножами. Документ предусматривает варианты корпусов, имеющие диаметр от 100 до 630 мм. Дальнейшее развитие стандарт получил в ГОСТ 24360-2016. Опираясь на конструкцию из предыдущего документа, он устанавливает основные требования к используемым в конструкции материалам и качеству изготовления оснастки. Еще один ГОСТ 9473-80 описывает модели с диаметром корпуса от 100 до 612 мм. Главное отличие от предыдущих стандартов – уменьшенный габарит ножей и их увеличенное количество.
Скачать ГОСТ 24359-80
Скачать ГОСТ 24360-2016
Присоединительные размеры насадного инструмента, всех диаметров установлены ГОСТ 27066-86 «Фрезы торцевые насадные. Типы и присоединительные размеры».
Типы и присоединительные размеры».
ГОСТ 26595-85 «Фрезы торцевые с механическим креплением многогранных пластин» рассматривает инструмент со всеми вариантами насадных креплений к шпинделю станка. Документ предусматривает использование всех вариантов пластин, в том числе и круглых. Размер корпуса инструмента варьируется по диаметру от 100 до 500 мм.
Скачать ГОСТ 26595-85
ГОСТ 22087-76 «Фрезы торцовые концевые с механическим креплением пятигранных твердосплавных пластин» ориентирован на инструмент, использующий пятигранные режущие элементы. Рассматриваются модели, предназначенные для обработки сталей и чугуна, оснащенные хвостовиком, имеющие диаметр режущей части 63 и 80 мм.
Скачать ГОСТ 22087-76
Зарубежные фирмы, предлагающие станочную оснастку, не придерживаются каких-либо строго определенных стандартов. Каждый производитель формирует собственные требования к инструменту и применяет уникальную систему маркировки. Стандарты иной государственной принадлежности нормируют в основном, присоединительные элементы и вспомогательные части оснастки.
Торцевые сборные насадные фрезы
Главная \ Продукция \ Фрезы по металлу \ Торцевые сборные насадные фрезыСерия фрез со сменными пластинами BAP.
Диапазон диаметров: 50 – 160 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| BAP400R50-22-4T | 50 | 22 | 50 | 10. 4 4 | 6.3 | 4 |
| BAP400R63-22-4T | 63 | 22 | 50 | 10.4 | 6.3 | 4 |
| BAP400R80-27-6T | 80 | 27 | 50 | 12.4 | 7 | 6 |
| BAP400R100-32-6T | 100 | 32 | 50 | 14.4 | 8 | 6 |
| BAP400R125-40-7T | 125 | 40 | 63 | 16.4 | 9 | 7 |
| BAP400R160-40-8T | 160 | 40 | 63 | 16.4 | 9 | 8 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
ПодробнееСерия фрез со сменными пластинами KM.
Диапазон диаметров: 50 – 100 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: SENT и SENW (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| KM12R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| KM12R63-22-4T | 63 | 22 | 50 | 10. 4 4 | 6.3 | 4 |
| KM12R80-27-5T | 80 | 27 | 50 | 12.4 | 7 | 5 |
| KM12R100-32-5T | 100 | 32 | 50 | 14.4 | 8 | 5 |
| KM12R125-40-6T | 125 | 40 | 63 | 16.4 | 9 | 6 |
| KM12R160-40-6T | 160 | 40 | 63 | 16.4 | 9 | 6 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
ПодробнееСерия фрез со сменными пластинами RAP.
Диапазон диаметров: 50 – 250 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| RAP300R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| RAP300R63-22-4T | 63 | 22 | 50 | 12.4 | 7 | 4 |
| RAP400R63-25.4-4T | 63 | 25. 4 4 | 50 | 14.4 | 8 | 4 |
| RAP400R80-27-5T | 80 | 27 | 50 | 14.4 | 8 | 5 |
| RAP400R100-32-6T | 100 | 32 | 50 | 14.4 | 9 | 6 |
| RAP400R125-40-7T | 125 | 40 | 63 | 16.4 | 9 | 7 |
| RAP400R160-40-8T | 160 | 40 | 63 | 16.4 | 9 | 8 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
ПодробнееСерия фрез со сменными пластинами EMR.
Диапазон диаметров: 63 – 100 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| EMR5R63-22-4T | 63 | 22 | 50 | x | x | 4 |
| EMR5R80-27-6T | 80 | 27 | 50 | x | x | 6 |
| EMR5R100-32-6T | 100 | 32 | 50 | x | x | 6 |
Почта для вашего заказа : sale@nordside. spb.ru
spb.ru
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
ПодробнееСерия фрез со сменными пластинами SKS.
Диапазон диаметров: 50 – 63 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| SKS08R50-22-3T | 50 | 22 | 50 | 10.4 | 6.3 | 3 |
| SKS08R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| SKS08R63-22-4T | 63 | 22 | 53 | 10.4 | 6.3 | 4 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
ПодробнееКорпусные насадные фрезы по металлу применяются во фрезерных станках – для чистовой, получистовой и черновой обработки. Торцевая фреза крепится на оправке /glavnaya. Торцевые фрезы могут использоваться на высоких скоростях, подходят для стали и сплавов на ее основе, цветных металлов, чугуна.
Торцевая фреза крепится на оправке /glavnaya. Торцевые фрезы могут использоваться на высоких скоростях, подходят для стали и сплавов на ее основе, цветных металлов, чугуна.
В нашем магазине Вы можете приобрести торцевые насадные фрезы со сменными пластинами. Такие изделия еще называют с механическим креплением пластин, или фреза со вставными ножами. Фрезы CNCM совместимы с пластинами ZCC, Mitsubishi, Korloy и других марок.
Фреза торцевая с механическим креплением
Фреза торцевая используется в машиностроение, по металлу для обработки пазов, плоскостей, уступов и фасонных поверхностей, разных по сложности конфигурации. Торцевые твердосплавные фрезы обладают особенностью выполнять за одну операцию обрабатывать две расположенных перпендикулярно поверхности — благодаря наличию сменных твердосплавных пластин, зубья на цилиндре инструмента. Жесткость торцевой фрезы по металлу очень высокая, ее крепления (регулируемая ГОСТ 26595 85) обеспечивает отличную производительность инструмента.
Назначение торцевых фрез
Торцевые фрезы имеют очень разнообразные виды для разных назначений, используются на фрезерных станках при обработке плоских и ступенчатых поверхностей. Фрезы имею различное количество зубьев, в зависимости от диаметра фрезы, форма зуб, нож — стандартный резец с острыми кромками на поперечной грани. При вращении инструмента на станке зубья взаимодействуют с заготовками поочередно. Именно поэтому при фрезеровании торцевыми фрезами детали получаются идеально выточенными в соответствии с чертежами.
Разнообразные виды работ производится с использованием такого инструмента.
Материалы различного применения :
- быстрорежущие и углеродистые стали;
- твердосплавные стали;
- минералокерамические сплавы;
- алмазные.
Конструкция насадных фрез:
- сборные — пластины торцевой фрезы монтируются на инструменте;
- цельные — зубья неотделимы от корпуса инструмента.


Вид зубьев:
- скругленные;
- прямолинейные.
Наилучшие эксплуатационные характеристики имеет инструмент с зубьями скругленной формы, поскольку на них несущественно сказываются силы биения основных кромок для резания. Дополнительное преимущество — высокие показатели износостойкости. Скругленные вершины зубьев оптимально подходят для черновой и получистовой обработки.
Тип крепления:
- концевые — устанавливают на хвостовик;
- насадные — фрезы такого типа монтируют на оправе.
Фрезы торцевые с механическим креплением пластин используются в зависимости от их конструкции. К примеру, насадной инструмент оптимален для обработки уступов и плоскостей из стали и чугуна.
Купить торцевые фрезы можно в нашей компании НордСайд
Приобрести данный товар можно в компании НордСайд на сайте . У нас вы можете заказать инструмент лучших брендов, различных видов и типов:
- фрезы торцевые цельной и сборной конструкций со вставными ножами;
- фрезы торцевые с круглыми пластинами из углеродистой и быстрорежущей стали и твердых сплавов;
- фрезы торцевые со сменными пластинами концевые и насадные.
Фрезы с различными диаметров от 50 до 300 мм, по разным видам сталям и так же к ним пластины korloy, mitsubishi, zcc-ct , Sandvik Coromant, iscar.
Доставка торцевых фрез в СПб , Москва , Архангельск, Мурманск и другие города производится в минимально возможные сроки
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 1063 Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию | 1064 Геометрические особенности корпусных фрез по металлу с режущими сменными пластинами из твердого сплава Расчетные формулы при фрезеровке на станке | 1065 Фрезерная обработка металлов на промышленном металлорежущем оборудовании Определение удельной силы резания Объем удаляемого материала Шероховатость | 1066 Фрезерование металла Рекомендации по выбору значения КПД в зависимости от типа привода металлорежущего фрезерного станка | 504 Фасочные фрезы с режущими твердосплавными пластинами Примеры применения Кольцевое снятие фаски в отверстиях Зенкование отверстий 90° осевое | |
| 245 Выбор фрезерного инструмента по металлу с режущими сменными пластинами Последовательность Способы фрезерования на станке Жесткость системы СПИД | 246 Влияние главного угла в плане на процесс резания при фрезеровании металла на станках сборным фрезами с режущими сменными пластинами (СМП) | 247 Сечение стружки в зависимости от подачи и главного угла в плане при фрезеровании корпусными фрезами со сменными режущими пластинами Таблица величин | 248 Рекомендации российского производителя металлорежущего станочного инструмента по выбору диаметра и количеству режущих зубьев фрез с СМП | 249 Виды различных геометрий фрез по металлу со сменными режущими пластинами исходя из величин осевого и радиального передних углов инструмента | |
См. | |||||
Фрезерование на фрезерном станке / Basics of milling | Формулы фрезерования / Milling formulas | ||||
Встречное и попутное фрезерование / Up and down cut milling | Таблица диаметров и скоростей для фрез / Surface speed to RPM conversion | ||||
Механическое крепление пластин / Insert clamping system | Твердосплавные концевые фрезы / Parts of an end mill | ||||
Параметры инструмента по ISO 13399 Cutting tool data | Cловарь по машиностроению / Dictionary of mechanical engineering | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
1063 Каталог KORLOY 2016 Металлорежущий инструмент и станочная оснастка Стр.L20 | |||||
Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию Сборные фрезы по металлу Фрезерный инструмент со сменными твердосплавными пластинами Основные параметры и назначение углов определяющих геометрию _ Высота фрезы Угол наклона главной режущей кромки Осевой передний угол Радиальный передний угол Главный угол в плане Угол заострения Угол наклона реж. кромки Передний угол в главной секущей плоскости) (-90° AR 90C) ;-90° RR 90c) (0° АА 90°) (-90° TA 90C) ( 90° IA 90C) ( 90° FA 90C) Назначение основных углов, определяющих геометрию фрезы № Определение Обозначение Назначение Особенности 1 Аксиальный передний угол A. | |||||
1295 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N013 | |||||
Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол (Т) Радиальный передний угол R.R) Н Основные углы резания при торцевом фрезеровании Угол установки пластины СН) Осевой передний угол (A.R) Главная режущая кромка Наклон режущей кромки (I) Тип угла Функция Влияние Осевой передний угол A.R Определяет направление стружки. Положительный Превосходная обработка. Радиальный передний угол R.R Характеризует остроту кромки. | |||||
1296 Каталог MITSUBISHI 2014 Металлорежущий инструмент токарный и вращающийся Стр.N014 | |||||
Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глуб Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глубина резания и подача на зуб (fz) постоянны действует следующее правило чем больше угол установки пластины (СН) тем меньше толщина стружки (h) (для СН в 45 толщина составляет 75 % от значения СН равного 0). Если значение СН увеличивается сопротивление при резании снижается что увеличивает срок службы инструмента. СН:0″ СН:15 СН:45 Lh0.75fe Влияние изменения угла установки на толщину стружки Угол установки и износ в виде лунки В следующей таблице содержатся виды износа при различных углах установки. Если сравнить лункообразование при углах настройки 0 и 45 видно что лункообразование больше при угле настройки 0. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 836 Фрезерование металлов Основы обработки на станках Место первого контакта режущей кромки с заготовкой должно быть как можно дальше удалено от ее вершины | 837 Конструктивные (инструментальные) углы служат для основной ориентации положения пластины (СМП) и имеют особое значение для конструкции корпуса фрезы | 839 Номограммы для определения рабочей геометрии фрез по металлу с режущими сменными пластинами из твердого сплава | 1295 Общее описание конструктивных особенностей и характеристик торцевых фрез со сменными режущими неперетачиваемыми пластинами Главный передний угол (Т) Р | 1296 Конструктивные особенности и характеристики торцевых фрез Угол установки сменной режущей фрезерной пластины и толщина снимаемой стружки Если глубина р | 1297 Как установить зачистную фрезерную сменную пластину Митсубиси Длина вспомогательной режущей кромки должна быть больше чем подача на оборот. Слишком дл Слишком дл |
| 1101 Сборные фрезы с СМП Последовательность подбора металлорежущего фрезерного инструмента Этап 1 Тип операции на станке Обрабатываемый материал заготовки | 1102 Последовательность выбора корпусных фрез с режущими сменными пластинами Этап 2 Выбор фрезы и пластин в соответствии с типом технологической операции | 1103 Подбор сборных фрез с СМП по металлу для фрезерования на фрезерных станках Этап 3 На основе выбора сменных пластин определиться с режимами резания | |||
| 6 Фрезерование металла на станке Выбор фрезерного инструмента со сменными режущими пластинами Шаг зубьев фрезы Главный угол в плане Геометрия СМП | 8 Торцевая фреза Sandvik CoroMill 345 для эффективного фрезерования плоскостей заготовок из металлов и сплавов Преимущества и особенности инструмента | 10 Фрезы торцевые со сменными пластинами и креплением на станочную оправку Сборный фрезерный инструмент по металлу с внутренним подводом СОЖ Параметры | 13 Торцевые фрезы по металлу со сменными пластинами Инструмент CoroMill 245 для тяжёлого чернового фрезерования и зеркальной чистовой обработки | 17 Регулируемые торцевые фрезы Sandvik CoroMill 425 со сменными пластинами для чистового фрезерования деталей из чугуна Регулируемые пластины Wiper | 20 Производительные торцевые фрезы CoroMill 745 с многокромочными пластинами для чернового и получистового фрезерования Неравномерный шаг зубьев фрезы |
| 24 Сборный фрезерный инструмент по металлу для торцевого фрезерования Особенности кассетных фрез CoroMill 360 для тяжёлой обработки на фрезерных станках | 27 Фрезы Sandvik CoroMill 365 со сменными пластинами для чернового и получистового торцевого фрезерования на фрезерных станках деталей из чугуна и стали | 32 Корпусные фрезы с режущими сменными пластинами для фрезерования на станках с большими подачами CoroMill 419 подходит для маломощных фрезерных станков | 36 Сборные фрезы с СМП CoroMill 210 для плунжерного фрезерования Угол в плане 10 градусов допускает высокие подачи при торцевом фрезеровании заготовок | 41 Универсальная торцевая фреза CoroMill 415 с широким диапазоном применения при фрезеровании Каналы подвода СОЖ для оптимальной эвакуации стружки | 46 Фреза CoroMill 745 со сменными многокромочными пластинами по металлу для крупносерийного производства и гибких автоматизированных линий |
| 51 Насадные и концевые фрезы CoroMill 490 с квадратными СМП для торцевого фрезерования и обработки прямоугольных уступов с высокой точностью | 61 Универсальные корпусные фрезы CoroMill 390 для фрезерной обработки уступов с возможностью врезания под углом Пластины с двумя режущими кромками | 83 Кукурузная фреза CoroMill 690 для производительной фрезерной обработки титана Подвод смазочно-охлаждающей жидкости индивидуально к каждой пластине | 104 Сборные фрезы CoroMill 200 для торцевого и профильного фрезерования Инструмент с возможностью обработки в полный паз и врезанием под углом | 109 Концевые фрезы CoroMill 216 со сменными сложнопрофильными пластинами для чернового и получистового фрезерования фасонных поверхностей на станках | 117 Трёхсторонние дисковые фрезы CoroMill 331 со сменными режущими пластинами из твердого сплава Надёжность за счёт регулирования диапазона настройки |
| 140 Прорезные фрезы CoroMill QD для фрезерной обработки глубоких канавок и отрезки Внутренний подвод СОЖ обеспечивает превосходную эвакуацию стружки | 146 Сборные фрезы CoroMill 328 с режущими СМП для резьбофрезерования и обработки канавок под стопорные кольца Хвостовик Weldon и крепление на оправке | 149 Концевая фреза CoroMill 327 со сменной режущей пластиной из твердого сплава для обработки канавок и фрезерования резьбы Внутренний подвод СОЖ | 155 Сборные фасочные фрезы CoroMill 495 для фрезерной обработки фасок на отверстиях и вдоль кромок Операции по подготовке к сварке и удалению заусенцев | 971 Основные характеристики торцевых фрез Mitsubishi Miracle Sigma Долгой срок службы металлорежущего инструмента Высокоая точность изготовления | |
| 1625 Function of each cutting edge angle in face milling Axial Rake Angle GAMP Determines chip disposal direction Positive Excellent machinability Radia | 1626 Face milling Corner angle and chip thickness When the depth of cut and feed per tooth fz are fixed the larger the corner angle (KAPR) is then the t | 1627 Since Mitsubishi normal sub cutting edge width is 1,4mm and the sub cutting edges are set parallel to the face of a milling cutter theoretically th | |||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
1650 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Фото процесса фрезерования на горизонтально-фрезерном станке заготовки длиннокромочными фрезами (кукуруза) со сменными твердосплавными пластинами Фото процесса фрезерования на горизонтально-фрезерном станке заготовки длиннокромочными фрезами (кукуруза) со сменными твердосплавными пластинами _ Фрезерование Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Инструментальная оснастка режущими Общий каталог инструмента Walter 2012 Иллюстрация фрезерным инструментом | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also : R Направление схода стружки Позитивный Отличное качество резания, устранение образования нароста на режущей кромке 2 Радиальный передний угол R.R Влияет на осевую нагрузку Негативный Отличное удаление стружки 3 Главный угол в плане А.А Влияет на толщину снимаемой стружки, Определяет направление схода стружки (+): Стружка становиться более тонкой, снижает силы резания 4 Вспомогательный задний угол Т.А Значимый угол наклона (+): Улучшает процесс резания. Препятствует адгезии. Снижает прочность режущей кромки. ( ): Увеличивает прочность режущей кромки приводит к налипанию 5 Угол наклона режущей кромки I.A Определяет направление схода стружки (+): Хорошее удаление стружки, снижает силы резания Снижает прочность режущей кромки 6 Главный задний угол F.A Влияет на прочность режущей кромки, срока службы инструмента и вибрации Шероховатость поверхности увеличивается, по мере приближение F.A. угла наклона к 0. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ 20 Фрезерование Фрезы Термины и понятия В
R Направление схода стружки Позитивный Отличное качество резания, устранение образования нароста на режущей кромке 2 Радиальный передний угол R.R Влияет на осевую нагрузку Негативный Отличное удаление стружки 3 Главный угол в плане А.А Влияет на толщину снимаемой стружки, Определяет направление схода стружки (+): Стружка становиться более тонкой, снижает силы резания 4 Вспомогательный задний угол Т.А Значимый угол наклона (+): Улучшает процесс резания. Препятствует адгезии. Снижает прочность режущей кромки. ( ): Увеличивает прочность режущей кромки приводит к налипанию 5 Угол наклона режущей кромки I.A Определяет направление схода стружки (+): Хорошее удаление стружки, снижает силы резания Снижает прочность режущей кромки 6 Главный задний угол F.A Влияет на прочность режущей кромки, срока службы инструмента и вибрации Шероховатость поверхности увеличивается, по мере приближение F.A. угла наклона к 0. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ 20 Фрезерование Фрезы Термины и понятия В Отрицательный Превосходное удаление стружки. Угол установки пластины СН Определяет толщину стружки. Большая Тонкая стружка и небольшие удары при резании. Большая осевая сила. Главный передний угол Определяет действительную остроту кромки. Положительный (Большая) Превосходная обрабатываемость. Минимальное налипание. Отрицательный (Большая) Плохая обрабатываемость. Прочная режущая кромка. Наклон режущей кромки Определяет направление стружки. Положительный (Большая) Отличный стружкоогвод. Низкая прочность режущей кромки. СТАНДАРТНЫЕ ПЛАСТИНЫ Положительный и отрицательный передний угол Стандартная форма режущей кромки Отрицательный передний угол Нулевой передний угол 0 Положительный передний угол (+) Форма пластины при которой режущая кромка находится впереди -считается с положительным передним углом. Форма пластины при которой режущая кромка находится позади -считается с отрицательным передним углом. Стандартные комбинации режущих кромок Осевой передний угол (A.R.) Радиальный передний угол (R.R.) Используемая пластина Сталь Чугун Алюминиевые сплавы Труднообрабатываемых материалов (+) Осевой передний угол V Радиальный передний угол Двойной положительный (Тип кромки DP) Положительный (+) Положительный (+) Пагошепыи пластина (Одностороння ) Осевой передний угол ыий передний угол Двойной отрицательный (Тип кромки DN) Отрицательный (-) Отрицательный (-) Отрицательная пластина Двусторонняя) (+) Осевой передний угол ыый передний pi Отрицат. Положит. (Тип кромки NP) Положительный (+) Отрицательный (-) Попошельшя пластина (Одностороння) УГОЛ УСТАНОВКИ ПЛАСТИНЫ (СН) И ХАРАКТЕРИСТИКИ ОБРАБОТКИ SE300 Тип 400 Тип SE415 Тип 515 Тип SE445 Тип 545 Тип 3000 2500 2000 1500 1000 500 О -500 Угол установки шташны O Утал установки пластины 15′ Угол установки пластины 45 Основная сипа р С – и Сила подачи 0.1 0.2 0.3 Основная Сила подачи Обратная сила Основная сила у – С Сила подачи и Обратная сила Обратная сила fz (мм/зуб) 0.1 0.2 0.3 fz (мм/зуб) 0.1 0.2 0.3 fz (мм/зуб) Заготовка DIN41CrMo4 (281НВ) Инструмент 0125мм Одна пластина Режимы резания ус125.
Отрицательный Превосходное удаление стружки. Угол установки пластины СН Определяет толщину стружки. Большая Тонкая стружка и небольшие удары при резании. Большая осевая сила. Главный передний угол Определяет действительную остроту кромки. Положительный (Большая) Превосходная обрабатываемость. Минимальное налипание. Отрицательный (Большая) Плохая обрабатываемость. Прочная режущая кромка. Наклон режущей кромки Определяет направление стружки. Положительный (Большая) Отличный стружкоогвод. Низкая прочность режущей кромки. СТАНДАРТНЫЕ ПЛАСТИНЫ Положительный и отрицательный передний угол Стандартная форма режущей кромки Отрицательный передний угол Нулевой передний угол 0 Положительный передний угол (+) Форма пластины при которой режущая кромка находится впереди -считается с положительным передним углом. Форма пластины при которой режущая кромка находится позади -считается с отрицательным передним углом. Стандартные комбинации режущих кромок Осевой передний угол (A.R.) Радиальный передний угол (R.R.) Используемая пластина Сталь Чугун Алюминиевые сплавы Труднообрабатываемых материалов (+) Осевой передний угол V Радиальный передний угол Двойной положительный (Тип кромки DP) Положительный (+) Положительный (+) Пагошепыи пластина (Одностороння ) Осевой передний угол ыий передний угол Двойной отрицательный (Тип кромки DN) Отрицательный (-) Отрицательный (-) Отрицательная пластина Двусторонняя) (+) Осевой передний угол ыый передний pi Отрицат. Положит. (Тип кромки NP) Положительный (+) Отрицательный (-) Попошельшя пластина (Одностороння) УГОЛ УСТАНОВКИ ПЛАСТИНЫ (СН) И ХАРАКТЕРИСТИКИ ОБРАБОТКИ SE300 Тип 400 Тип SE415 Тип 515 Тип SE445 Тип 545 Тип 3000 2500 2000 1500 1000 500 О -500 Угол установки шташны O Утал установки пластины 15′ Угол установки пластины 45 Основная сипа р С – и Сила подачи 0.1 0.2 0.3 Основная Сила подачи Обратная сила Основная сила у – С Сила подачи и Обратная сила Обратная сила fz (мм/зуб) 0.1 0.2 0.3 fz (мм/зуб) 0.1 0.2 0.3 fz (мм/зуб) Заготовка DIN41CrMo4 (281НВ) Инструмент 0125мм Одна пластина Режимы резания ус125. 6м/мин ар4мм ае110мм Сравнение сил резания при разных формах пластин Угол установки пластины Осевая сила в отрицательном 0O направлении. При недостаточно прочном зажиме может вырвать заготовку. Угол установки пгастины Для торцевого фрезерования О заготовок с низкой жёсткостью (например тонких) рекомендуется использовать угол установки 15. 15 Угол установки пгастины Наибольшая обратная сила. 45 Сгибает тонкие заготовки и снижает точность обработки. Предотвращает выкрашивание режущей кромки при обработке чугуна. Угол установки пластины 45 Основная сила Сила противоположная направлению вращения фрезы. Осевая сила Сила действующая в осевом направлении. Три основных силы резания при фрезеровании Сила подачи Сила создаваемая подачей стола и направленная вдоль подачи. N013 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ ХАРАКТЕРИСТИКА КАЖДОГО УГЛА РЕЖУЩЕЙ КРОМКИ ТОРЦЕВОЙ ФРЕЗЫ Зачистные пластины
6м/мин ар4мм ае110мм Сравнение сил резания при разных формах пластин Угол установки пластины Осевая сила в отрицательном 0O направлении. При недостаточно прочном зажиме может вырвать заготовку. Угол установки пгастины Для торцевого фрезерования О заготовок с низкой жёсткостью (например тонких) рекомендуется использовать угол установки 15. 15 Угол установки пгастины Наибольшая обратная сила. 45 Сгибает тонкие заготовки и снижает точность обработки. Предотвращает выкрашивание режущей кромки при обработке чугуна. Угол установки пластины 45 Основная сила Сила противоположная направлению вращения фрезы. Осевая сила Сила действующая в осевом направлении. Три основных силы резания при фрезеровании Сила подачи Сила создаваемая подачей стола и направленная вдоль подачи. N013 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ ХАРАКТЕРИСТИКА КАЖДОГО УГЛА РЕЖУЩЕЙ КРОМКИ ТОРЦЕВОЙ ФРЕЗЫ Зачистные пластины Это объясняется тем что при относительно толстой стружке сопротивление резания увеличивается что приводит к износу. С увеличением лунки прочность режущей кромки снижается и возникает опасность поломки. Угол установки пластины О” Угол установки пластины 15 Угол установки пластины 45 ус125м/мин Тс55мин vc160м/мин Тс31мин ус100м/мин Тс69мин Заготовка Легированная сталь (287НВ) Инструмент D1125 Пластина М20 Спеченый твердый сплав Режимы резания ар3.0мм ае110ы fz0.2 зуб Сухое резание ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ Выбор методики обработки – встречного или попутного фрезерования – зависит от условий обработки. Тем не менее обычно исходят из того что попутное фрезерование более благоприятно для увеличения срока службы инструмента. Встречное Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы Обработанный участок Попутное Обработанный участок Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы N014 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ УГОЛ УСТАНОВКИ ПЛАСТИНЫ И СТОЙКОСТЬ ИНСТРУМЕНТА
Это объясняется тем что при относительно толстой стружке сопротивление резания увеличивается что приводит к износу. С увеличением лунки прочность режущей кромки снижается и возникает опасность поломки. Угол установки пластины О” Угол установки пластины 15 Угол установки пластины 45 ус125м/мин Тс55мин vc160м/мин Тс31мин ус100м/мин Тс69мин Заготовка Легированная сталь (287НВ) Инструмент D1125 Пластина М20 Спеченый твердый сплав Режимы резания ар3.0мм ае110ы fz0.2 зуб Сухое резание ВСТРЕЧНОЕ И ПОПУТНОЕ ФРЕЗЕРОВАНИЕ Выбор методики обработки – встречного или попутного фрезерования – зависит от условий обработки. Тем не менее обычно исходят из того что попутное фрезерование более благоприятно для увеличения срока службы инструмента. Встречное Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы Обработанный участок Попутное Обработанный участок Вращение инструмента Направление движения заготовки Неперетачиваемая пластина для фрезы N014 ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТОРЦЕВЫХ ФРЕЗ УГОЛ УСТАНОВКИ ПЛАСТИНЫ И СТОЙКОСТЬ ИНСТРУМЕНТА
| |||||||||||||||||



Диаметр рабочей части 0,2 (0)0,3 (0) 0,4 (0) 0,5 (0) 0,6 (0) 0,7 (0) 0,8 (0) 0,9 (0) 1,0 (0) 1,1 (0) 1,2 (0) 1,3 (0) 1,4 (0) 1,5 (0) 1,6 (0) 1,8 (0) 2,0 (0) 2,2 (0) 2,35 (0) 2,5 (0) 3,0 (0) 3,1 (0) 3,5 (0) 3,6 (0) 3,8 (0) 4,0 (0) 4,5 (0) 4,65 (0) 5,0 (0) 5,95 (0) 6,0 (0) 7,0 (0) 7,8 (0) 8,0 (0) 9,0 (0) 10,0 (0) 11,0 (0) 12,0 (0) 14,0 (0) 16,0 (0) 18,0 (0) 20 (26) | Материал фрезы | |
Длина рабочей части 0,4 (0)0,6 (0) 0,75 (0) 0,8 (0) 0,9 (0) 1,0 (0) 1,2 (0) 1,4 (0) 1,5 (0) 1,6 (0) 1,8 (0) 2,0 (0) 2,1 (0) 2,25 (0) 2,4 (0) 2,5 (0) 2,8 (0) 3,0 (0) 3,2 (0) 3,6 (0) 3,75 (0) 4,0 (0) 4,5 (0) 5,0 (0) 5,25 (0) 5,3 (0) 6,0 (0) 6,25 (0) 7,0 (0) 7,4 (0) 7,5 (0) 8,0 (0) 9,0 (0) 9,2 (0) 10,0 (0) 10,5 (0) 11,0 (0) 12,0 (0) 13,0 (0) 14,0 (0) 14,4 (0) 15,0 (0) 16,0 (0) 17,3 (0) 18,0 (0) 19,0 (0) 20 (0) 20,1 (0) 22 (0) 24 (0) 25 (0) 26 (0) 27 (0) 30 (0) 32 (0) 33,8 (0) 35 (0) 36 (0) 40 (6) 45 (17) 50 (0) 55 (0) 60 (1) 64 (0) 65 (0) 70 (0) 75 (2) | Обрабатываемый материал | |
Вид обработки | ||
Тип хвостовика | Диаметр хвостовика | |
Угол наклона режущей канавки |
Режущие инструменты Kodiak KCT166494 Концевая фреза из твердого сплава, изготовленная в США, с покрытием AlTiN, 4 канавки, диаметр 1/4 дюйма, длина резания 3/4 дюйма, общая длина 2-1 / 2 дюйма: резьбовые фрезерные метчики: Amazon.
 com: Промышленное & Научный Редактировать 29.05.2015: Я просто просматривал историю своих заказов, увидел этот элемент, снова щелкнул по нему и увидел, что я практически украл его за 15 долларов, они просят вдвое больше, и это того стоит, это был неправильный инструмент для моей работы мне пришлось фрезеровать много прочного алюминия, я должен был получить 3/8, но мне нужно было 1/4 для некоторых небольших участков, и я решил, что буду использовать только 1/4 дюйма полностью.Я понятия не имел, что я делал и даже с какой скоростью должен был резать, я привык к работе по дереву, и не любитель, а профессиональная работа по дереву, и это было действительно удивительно, насколько тяжело было резать, я делал это рука … Я полагаю, что его простая математика – дерево намного мягче металла. Я укусил средние части в центре моего «приспособления», которое я выложил, так как необходимая ширина реза была примерно 0,625 / 0,75 дюйма, а 0,5 дюйма, вырезанное этой штукой на обоих проходах приспособления, оставило металл в отверстии. посередине, так что я просто вычистил ее «от руки», и это немного усердно. Я думал, что эта штука сломается, но она выдержала, несмотря на мои знания в области обработки.Врезное резание работало намного лучше, чем концевое резание, естественно, я полагаю … Отличное сверло, которое я обязательно куплю в Kodiak снова, это, вероятно, профессиональный инструмент для механического цеха, когда я мог бы отделаться чем-то гораздо менее качественным, я думаю эта штука режет сталь, я, наверное, даже мог бы использовать твердосплавную концевую фрезу для алюминия.
com: Промышленное & Научный Редактировать 29.05.2015: Я просто просматривал историю своих заказов, увидел этот элемент, снова щелкнул по нему и увидел, что я практически украл его за 15 долларов, они просят вдвое больше, и это того стоит, это был неправильный инструмент для моей работы мне пришлось фрезеровать много прочного алюминия, я должен был получить 3/8, но мне нужно было 1/4 для некоторых небольших участков, и я решил, что буду использовать только 1/4 дюйма полностью.Я понятия не имел, что я делал и даже с какой скоростью должен был резать, я привык к работе по дереву, и не любитель, а профессиональная работа по дереву, и это было действительно удивительно, насколько тяжело было резать, я делал это рука … Я полагаю, что его простая математика – дерево намного мягче металла. Я укусил средние части в центре моего «приспособления», которое я выложил, так как необходимая ширина реза была примерно 0,625 / 0,75 дюйма, а 0,5 дюйма, вырезанное этой штукой на обоих проходах приспособления, оставило металл в отверстии. посередине, так что я просто вычистил ее «от руки», и это немного усердно. Я думал, что эта штука сломается, но она выдержала, несмотря на мои знания в области обработки.Врезное резание работало намного лучше, чем концевое резание, естественно, я полагаю … Отличное сверло, которое я обязательно куплю в Kodiak снова, это, вероятно, профессиональный инструмент для механического цеха, когда я мог бы отделаться чем-то гораздо менее качественным, я думаю эта штука режет сталь, я, наверное, даже мог бы использовать твердосплавную концевую фрезу для алюминия. Оригинальный обзор:
Ничего себе, Plunge вырезал и фрезеровал намного больше алюминия T-7076, чем я ожидал. Скорость резания была для меня на удивление медленной, но я привык работать по дереву, и это, я думаю, норма для сверлильного станка, и для того, чтобы толкать фрезу, нужны только человеческие силы.Я думал, что маленькая хвостовик 1/4 дюйма сломается, как я должен был использовать 3/8. Потребовалось немного больше времени, но он справился с работой и действительно выдержал некоторые ошибки пользователя, такие как прыжки и заедание, когда он мог сломаться , и он по-прежнему резкий. Хороший инструмент
Потребовалось немного больше времени, но он справился с работой и действительно выдержал некоторые ошибки пользователя, такие как прыжки и заедание, когда он мог сломаться , и он по-прежнему резкий. Хороший инструмент
8 способов убить вашу концевую фрезу
1. Слишком быстрая или слишком медленная работа может повлиять на срок службы инструмента
Определение правильных скоростей и подач для вашего инструмента и операции может быть сложным процессом, но понимание идеальной скорости (об / мин) необходимо перед запуском станка, чтобы обеспечить надлежащий срок службы инструмента.Слишком быстрый запуск инструмента может привести к неоптимальному размеру стружки или даже к катастрофическому отказу инструмента. И наоборот, низкая частота вращения может привести к прогибу, плохой отделке или просто к снижению скорости съема металла. Если вы не уверены, какая частота вращения идеальна для вашей работы, обратитесь к производителю инструмента.
2. Кормление слишком мало или слишком много
Другой важный аспект скорости и подачи, лучшая скорость подачи для работы значительно зависит от типа инструмента и материала заготовки. Если вы используете инструмент со слишком низкой скоростью подачи, вы рискуете повторно нарезать стружку и ускорить износ инструмента.Если вы запустите свой инструмент со слишком высокой скоростью подачи, вы можете вызвать поломку инструмента. Особенно это касается миниатюрных инструментов.
3. Использование традиционной черновой обработки
Хотя традиционная черновая обработка иногда необходима или оптимальна, она обычно уступает высокоэффективному фрезерованию (HEM). HEM – это метод черновой обработки, в котором используется меньшая радиальная глубина резания (RDOC) и более высокая осевая глубина резания (ADOC). Это равномерно распределяет износ по режущей кромке, рассеивает тепло и снижает вероятность поломки инструмента.Помимо значительного увеличения срока службы инструмента, HEM также может обеспечить лучшую чистовую обработку и более высокую скорость съема металла, что делает его всесторонним повышением эффективности для вашего цеха.
4. Использование неправильной фиксации инструмента и его влияние на стойкость инструмента
Правильные параметры вращения имеют меньшее влияние в ситуациях неоптимального удержания инструмента. Плохое соединение станка с инструментом может вызвать биение инструмента, вырывание и поломку деталей. Вообще говоря, чем больше точек соприкосновения держателя инструмента с хвостовиком инструмента, тем надежнее соединение.Гидравлические и термоусадочные держатели инструмента обеспечивают более высокую производительность по сравнению с механическими методами затяжки, как и некоторые модификации хвостовиков, такие как хвостовики Helical ToughGRIP и Haimer Safe-Lock ™.
5. Не используется переменная геометрия спирали / шага
Элемент различных высокопроизводительных концевых фрез с изменяемой спиралью или изменяемым шагом, геометрия является незначительным изменением геометрии стандартной концевой фрезы. Эта геометрическая особенность гарантирует, что интервалы времени между контактом режущей кромки с заготовкой изменяются, а не синхронизируются с каждым вращением инструмента.Эта вариация сводит к минимуму вибрацию за счет уменьшения гармоник, что увеличивает стойкость инструмента и дает превосходные результаты.
6. Выбор неправильного покрытия может износиться в течение срока службы инструмента
Несмотря на то, что он немного дороже, инструмент с покрытием, оптимизированным для материала вашей заготовки, может иметь решающее значение. Многие покрытия повышают смазывающую способность, замедляя естественный износ инструмента, а другие повышают твердость и стойкость к истиранию. Однако не все покрытия подходят для всех материалов, и разница наиболее очевидна для черных и цветных материалов.Например, покрытие из нитрида алюминия и титана (AlTiN) увеличивает твердость и термостойкость черных металлов, но имеет высокое сродство к алюминию, вызывая прилипание заготовки к режущему инструменту. С другой стороны, покрытие из диборида титана (TiB2) имеет чрезвычайно низкое сродство к алюминию, предотвращает нарастание режущей кромки и набухание стружки, а также увеличивает срок службы инструмента.
7. Использование длинной резки
Хотя большая длина реза (LOC) абсолютно необходима для некоторых работ, особенно при чистовых операциях, она снижает жесткость и прочность режущего инструмента.Как правило, LOC инструмента должен быть ровно столько, сколько необходимо, чтобы гарантировать, что инструмент сохраняет как можно больше первоначальной основы. Чем длиннее LOC инструмента, тем больше он подвержен прогибу, что, в свою очередь, снижает эффективный срок службы инструмента и увеличивает вероятность разрушения.
8. Выбор неправильного счетчика флейты
Каким бы простым это ни казалось, количество канавок инструмента оказывает прямое и заметное влияние на его производительность и рабочие параметры. Инструмент с небольшим количеством канавок (от 2 до 3) имеет более крупные канавки и меньший стержень.Как и в случае с LOC, чем меньше субстрата остается на режущем инструменте, тем он слабее и менее жестким. Инструмент с большим количеством канавок (5 или больше), естественно, имеет больший стержень. Однако большое количество флейт не всегда лучше. Более низкое количество канавок обычно используется в алюминии и цветных металлах, отчасти потому, что мягкость этих материалов обеспечивает большую гибкость для увеличения скорости съема металла, но также из-за свойств их стружки. Цветные металлы обычно дают более длинную и прочную стружку, а меньшее количество канавок помогает уменьшить повторное нарезание стружки.Инструменты с большим числом канавок обычно необходимы для более твердых черных металлов, как из-за их повышенной прочности, так и потому, что повторное нарезание стружки не вызывает беспокойства, поскольку эти материалы часто дают гораздо меньшую стружку.
Что следует учитывать при обработке твердосплавных концевых фрез
Рисунок 1: Пример фрезерования паза.
Одним из наиболее сбивающих с толку аспектов использования цельнотвердосплавных концевых фрез является выбор множества типов геометрических форм и покрытий. Понимание того, какие геометрии и покрытия могут или не могут делать выбор, становится таким же простым, как раз, два, три. При первом решении, какую концевую фрезу использовать, тщательно оцените операцию вместе с материалом, который необходимо использовать для получения желаемой формы. Следующий шаг – решить, какая геометрия подойдет лучше всего.
Понимание того, какие геометрии и покрытия могут или не могут делать выбор, становится таким же простым, как раз, два, три. При первом решении, какую концевую фрезу использовать, тщательно оцените операцию вместе с материалом, который необходимо использовать для получения желаемой формы. Следующий шаг – решить, какая геометрия подойдет лучше всего.
Например, при выполнении прорезания пазов, если не выполняется легкий рез размером около 0,2D или меньше, лучше всего использовать концевую фрезу с двумя или тремя канавками.Общее правило – используйте меньше канавок для более глубоких резов, с четырьмя или более канавками для легких резов. Причина в том, что укладка стружки изнашивается, что может привести к разрушению концевой фрезы. Если машина и программа имеют возможность трохоидного фрезерования, метод, который выполняется путем зацепления дуг окружности с использованием концевой фрезы, меньшей, чем ширина паза (см. Рисунок 1) , можно использовать большее количество канавок. Поскольку концевые фрезы в основном обрабатывают периферию, меньшее количество тепла и усилий позволяет продлить срок службы инструмента, повысить точность обработки и увеличить производительность за то же время, которое потребовалось бы при использовании обычного метода.
Когда периферийная резка или операция боковой фрезы является частью применения и возникает проблема удаления металла, используйте концевую фрезу с большим количеством канавок с четырьмя, шестью или даже восемью зубьями. Конечно, опять же, радиальная и осевая глубина резания будет иметь значение для эффективного использования зубьев.
Материал для обработки Также необходимо понимать обрабатываемый материал. Поскольку углеродистая сталь 1018 и инструментальная сталь D2 не обладают одинаковыми качествами обработки, для каждой из них необходимо применять разный подход.Большинство концевых фрез отлично подходят для 1018 с любым количеством канавок. При работе с более твердыми материалами, такими как D2 (58 HRc), необходимо использовать больше канавок, более легкие пропилы и меньшую скорость. Причина использования большего количества канавок заключается в более низких скоростях подачи и необходимости поддерживать высокий уровень производства. Кроме того, поскольку прочность концевой фрезы увеличивается из-за большего сердечника, который помогает уменьшить прогиб инструмента, необходимо использовать различные подходы для нержавеющих сталей, потому что нержавеющие материалы имеют тенденцию к деформационному упрочнению при слишком низкой скорости подачи.В алюминии с низким содержанием кремния (менее 5 процентов) материал может быть немного липким, что приведет к образованию наростов на кромке, поэтому необходимо использовать высокие скорости и подачу, чтобы стружка не выходила из канавок. Как видите, используемый материал является доминирующим фактором при выборе скорости и подачи для всех областей применения. Еще одно соображение – угол наклона спирали концевой фрезы. Принято считать, что угол 30x является отраслевым стандартом для резкости и прочности режущей кромки. Этого достаточно для углеродистой стали, некоторых инструментальных сталей или даже для легкой чистовой обработки алюминия.Однако при обработке нержавеющих сталей необходимо использовать более острую режущую кромку, чтобы уменьшить эффект упрочнения и обеспечить более свободное резание. Вот где хорошо подходит угол спирали 45x, потому что при этом по-прежнему будет некоторая прочность режущей кромки вместе с необходимой остротой. Этот угол также подходит для алюминия, когда он входит в более глубокую прорезь или периферийный рез.
При работе с более твердыми материалами, такими как D2 (58 HRc), необходимо использовать больше канавок, более легкие пропилы и меньшую скорость. Причина использования большего количества канавок заключается в более низких скоростях подачи и необходимости поддерживать высокий уровень производства. Кроме того, поскольку прочность концевой фрезы увеличивается из-за большего сердечника, который помогает уменьшить прогиб инструмента, необходимо использовать различные подходы для нержавеющих сталей, потому что нержавеющие материалы имеют тенденцию к деформационному упрочнению при слишком низкой скорости подачи.В алюминии с низким содержанием кремния (менее 5 процентов) материал может быть немного липким, что приведет к образованию наростов на кромке, поэтому необходимо использовать высокие скорости и подачу, чтобы стружка не выходила из канавок. Как видите, используемый материал является доминирующим фактором при выборе скорости и подачи для всех областей применения. Еще одно соображение – угол наклона спирали концевой фрезы. Принято считать, что угол 30x является отраслевым стандартом для резкости и прочности режущей кромки. Этого достаточно для углеродистой стали, некоторых инструментальных сталей или даже для легкой чистовой обработки алюминия.Однако при обработке нержавеющих сталей необходимо использовать более острую режущую кромку, чтобы уменьшить эффект упрочнения и обеспечить более свободное резание. Вот где хорошо подходит угол спирали 45x, потому что при этом по-прежнему будет некоторая прочность режущей кромки вместе с необходимой остротой. Этот угол также подходит для алюминия, когда он входит в более глубокую прорезь или периферийный рез.
При обработке инконеля или других труднообрабатываемых материалов необходимо использовать спираль 60x.Режущее действие больше, но целостность края зуба ухудшается. Можно подумать, что более слабая режущая кромка может вызвать проблемы для этих материалов, но поскольку скорость подачи должна быть низкой, силы резания достаточно низки для сохранения целостности режущей кромки. Кроме того, можно было бы подумать, что угол в шестьдесят градусов для алюминия будет даже лучше. Это не тот случай, поскольку поток стружки не очень хороший из-за липких свойств алюминия и того факта, что концевую фрезу необходимо работать при высоком sfm, чтобы она была эффективной при резке алюминия.Такое сочетание скорости и угла наклона спирали для этого материала не позволяет обеспечить надлежащий отвод стружки.
Кроме того, можно было бы подумать, что угол в шестьдесят градусов для алюминия будет даже лучше. Это не тот случай, поскольку поток стружки не очень хороший из-за липких свойств алюминия и того факта, что концевую фрезу необходимо работать при высоком sfm, чтобы она была эффективной при резке алюминия.Такое сочетание скорости и угла наклона спирали для этого материала не позволяет обеспечить надлежащий отвод стружки.
Теперь очень важным процессом, который позволяет твердосплавной концевой фрезы сопротивляться износу, является нанесение покрытия. Хотя твердосплавные концевые фрезы в большинстве случаев работают лучше и служат дольше по сравнению с быстрорежущей сталью, нагрев не является другом карбидам. В последнее десятилетие технология получения большего количества теплостойких и износостойких покрытий способствовала увеличению срока службы инструмента и повышению производительности.Сегодня используются три основных типа покрытий: TiN (нитрид титана), TiCN (нитрид углерода титана) и все более популярный TiAlN (нитрид титана-алюминия) или AlTiN (нитрид алюминия-титана) – последний имеет большее содержание алюминия. Существуют и другие покрытия, но обычно они являются ответвлениями этих трех. Все эти покрытия дают преимущество, но это преимущество может быть реализовано только при работе с конкретными приложениями и материалами.
Концевые фрезы с покрытием из TiN должны работать со скоростями и подачами, близкими к скоростям и подачам без покрытия.Преимущество здесь – намного лучший износ и смазывающая способность. TiCN – отличное покрытие там, где из-за ограничений станка используются медленные подачи и скорости. Часто это покрытие выбирают для концевых фрез из быстрорежущей стали, но при использовании твердосплавных материалов его можно использовать как минимум на 80% быстрее, чем у твердосплавных концевых фрез без покрытия. Единственный недостаток TiCN заключается в том, что он более склонен к отказу при сильной жаре; следовательно, он используется в приложениях с более медленной подачей и скоростью.
Покрытия, которые становятся все более популярными, – это концевые фрезы с покрытием TiAlN или AlTiN.Они настолько эффективно отводят тепло в стружку, что в большинстве случаев рекомендуется сухая обработка, за исключением обработки пазов, когда стружку необходимо удалить из канала. Алюминий в покрытии помогает формировать слой газообразного оксида алюминия на режущей кромке, где температура может достигать более 1800xF. Это помогает защитить твердосплавную основу от разрушительного воздействия тепла. Вот что делает это покрытие идеальным для высокоскоростного и жесткого фрезерования, особенно при сухом резании. Для обработки алюминия, латуни, пластмасс и других цветных металлов лучше всего использовать концевую фрезу без покрытия с полированными канавками, чтобы предотвратить нарастание кромок.Это связано с тем, что концевые фрезы с покрытием не позволяют получить такую острую кромку, которая необходима для этих материалов.
Это лишь некоторые из факторов, которые приводят к производительному и стабильному твердосплавному фрезерованию. Другими элементами, которые могут влиять на обработку, могут быть особые геометрические формы концевой фрезы, которые могут включать определенные передние углы, зазоры, углы заточки и т. Д. Кроме того, необходимо учитывать параметры станка, программы и стабильности при настройке инструмента или заготовки. Знание основ геометрии и покрытий, а также понимание того, что они могут и чего нельзя делать, – это первый шаг к тому, чтобы помочь вам решить, какая концевая фреза лучше всего подходит для вашего применения.
Топ-3 лучших концевых фрезы для производства алюминия – Australian General Engineering Vietnam
Почему вы можете приобрести правильные концевые фрезы для алюминия?
Обработка – это тонкое искусство, а это значит, что вам понадобятся подходящие инструменты для работы. Любителю или профессионалу для изготовления изделий из алюминия потребуется специальный набор концевых фрез.
Концевая фреза – это разновидность фрезы, режущего инструмента, используемого в промышленных фрезерных приложениях.Он отличается от сверла своим применением, геометрией и производством. В то время как сверло может резать только в осевом направлении, фрезы обычно могут резать во всех направлениях, хотя некоторые не могут резать в осевом направлении.
Концевые фрезыиспользуются для фрезерования, например профильного, трассерного, торцевого и врезания.
Если вы ищете подходящую концевую фрезу для алюминия, вы находитесь в нужном месте. Мы нашли четыре, которые должны удовлетворить потребности практически всех.
Ниже приведены наши рекомендации по тройке лучших концевых фрез для производства алюминия на рынке, представленные австралийской компанией General Engineering Vietnam, которая является одним из ведущих производителей листового металла во Вьетнаме.
Набор концевых фрез Little Machine Shop, 20 шт. С 2 и 4 зубьями, HSS с покрытием TiNПоставляется с 10 концевыми фрезами с 2 зубьями в одной коробке и фантастическим покрытием на основе титана, обеспечивающим минимальный коэффициент трения, это фантастический набор почти для всех.Также существует широкий выбор различных хвостовиков для отдельных деталей, а это означает, что каждый имеет размер, соответствующий ширине биты, которую вы будете использовать.
Хотя мы не рекомендуем использовать фрезы с 4 зубьями для алюминия, стоимость всего набора была бы велика, даже если у вас есть только десять 2-зубчатых фрез (см. Полные спецификации), и вы обязательно останетесь довольны этим. набор. Думайте об этом как о добавлении небольшого количества стали на тот случай, когда она вам понадобится, и вы поймете, почему мы так рады представить этот комплект. Это одни из лучших концевых фрез для алюминиевого периода.
Маленький комплект торцевой фрезы механического цеха, каннелюра 6 частей 2
Новичку не всегда нужен целый ряд различных мельниц, и, честно говоря, затраты начинают довольно высоки, когда вы смотрите на наборы. Если вы все еще работаете с абсолютными основами, то что-то вроде этого набора из шести предметов имеет смысл.
Если вы все еще работаете с абсолютными основами, то что-то вроде этого набора из шести предметов имеет смысл.
Этот конкретный набор состоит из шести деталей, все концевые фрезы имеют диаметр хвостовика 3/8 дюйма.Эта концевая фреза имеет центральный тип резания с правым направлением резания. Попробуйте, особенно если вам нужно выполнить всего несколько конкретных задач.
HHIP Набор концевых фрез M2 с 2 зубьями и сферической головкойХотя на первый взгляд они могут показаться немного дорогими, на самом деле это отличный набор концевых фрез для начинающих. С шаровой головкой довольно легко работать, и мы настоятельно рекомендуем работать с 2-зубчатой фрезой, когда приходит время копать алюминий.
Этот набор состоит из шести деталей в диапазоне от 1/8 дюйма до ½ дюйма (см. Полные спецификации) и должен соответствовать потребностям большинства людей. Конечно, это быстрорежущая сталь, которая является отличным материалом, но для тех, кто хочет использовать свои концевые фрезы каждый день, они могут не подойти. Тем не менее, любитель найдет их идеальными, а широкий диапазон размеров и более низкая цена делают их отличным способом обучения.
Особенности концевых фрез для алюминия
Обработка основана на медленном удалении стружки с материала, хотя в конце концов вы можете получить довольно гладкий рез.Алюминий ломается иначе, чем сталь, и имеет тенденцию забиваться при использовании с теми же битами, что и для обработки стали. В основном это связано с мягкостью материала.
Выбирая концевые фрезы, обратите внимание на следующие качества.
Флейты
Fluting влияет на то, как быстро долото нарезается, когда вы запускаете его на своих машинах. Чем больше флейт, тем быстрее режется, поэтому у некоторых возникает соблазн попробовать использовать как можно большее количество.
Это ошибка новичка.
Алюминий – мягкий материал, который имеет тенденцию быстро нагреваться и выделять крупную стружку во время движения концевой фрезы. Это означает, что вы хотите уменьшить число и резать немного медленнее, чтобы обеспечить плавный и точный рез и избежать «разрывов», которые сделают резку грубым.
Это означает, что вы хотите уменьшить число и резать немного медленнее, чтобы обеспечить плавный и точный рез и избежать «разрывов», которые сделают резку грубым.
Если сильно переборщить, можно еще и бит забить.
Это означает, что идеальная алюминиевая коронка будет иметь две или три канавки. Как только вы избавитесь от этого, вы рискуете испортить себе порезы, а это никому не идет.
Материал
Материал, из которого изготовлено ваше сверло, в первую очередь важен для тех, кто много использует свой обрабатывающий инструмент.
Быстрорежущая сталь является «худшим» из двух материалов, но концевая фреза хорошего качества прослужит долгое время в магазине для любителей. В конце концов, эта сталь рассчитана на то, чтобы выдерживать высокие обороты ваших машин.
Карбид, напротив, остается острым практически навсегда и идеально подходит для профессионалов. Конечно, отдельная твердосплавная деталь может стоить столько же, сколько целый набор бит из быстрорежущей стали.
Покрытие
Есть еще вопрос покрытия, который особенно важен для инструментов из быстрорежущей стали. Многие из новых коммерческих покрытий могут снизить трение на тонну, сохраняя охлаждение долота во время его работы и уменьшая трение, которое может вызвать засорение мягкого материала, такого как алюминий.
Следите за хорошими покрытиями, и вы на правильном пути.
Наше заключение
Когда придет время для вашего следующего проекта обработки, мы хотим убедиться, что у вас есть лучшая концевая фреза для алюминия.Конечно, все наши варианты достойны уважения, но есть целый мир кусочков, которые можно исследовать, когда вы попадаете в хобби. Получайте удовольствие и будьте в безопасности, но, самое главное, убедитесь, что у вас есть подходящий инструмент для работы. Удачи!
Здесь вы можете заинтересоваться процессом лазерной резки с ЧПУ , используемым для резки металла в промышленных производственных приложениях.

10 лучших брендов по производительности концевых фрез
Среди тех респондентов, которые заявили, что их критериями покупки было найти концевые фрезы с наилучшими характеристиками независимо от стоимости, лидирующими брендами были:
- Harvey Tools
- Гарр
- Онсруд
- Ниагара
- OSG
- SGS
- YG-1
- Accupro
- Kennametal
- Искар
Я надеюсь, что наша статья даст вам фундаментальную основу, из которой вы сможете получить последние знания и информацию о производстве листового металла в области .
типов концевых фрез и разница между концевыми фрезами и сверлами | Что такое концевые фрезы
Концевые фрезы можно классифицировать по количеству канавок, углу спирали, формам, материалам, покрытию и многому другому. Здесь мы поговорим о некоторых распространенных типах концевых фрез.
1. Концевые фрезы различной формы
– Концевая фреза со сферическим концом: с радиусом в нижней части, обеспечивающим лучшую чистоту поверхности, обеспечивает скругленный проход, идеально подходит для обработки контуров 3D, мелкой обработки пазов, обработки карманов и контурной обработки. .
– V-образные насадки: с небольшими углами и наконечниками, обеспечивают V-образный проход, используемый для гравировки, узких разрезов и мелкой, деликатной гравировки букв и линий, особенно для изготовления знаков, также доступен для исключительно острых краев. Концевая фреза с V-образной насечкой выпускается в двух вариантах – V-образная насадка на 60 ° или 90 °.
– Концевая фреза «рыбий хвост»: с режущими кромками на одном конце, которые могут быть намного тоньше, чем на другом конце, концевые фрезы «рыбий хвост» могут врезаться прямо в материал и производить плоскую поверхность, предотвращать любые сколы или трещины, создавать чистые кромки на тонком материале. и сделайте карманы с плоским дном, подходящие для фрезерования и создания точных контуров, как знаки.С помощью концевых фрез «рыбий хвост» у вас также могут быть красивые квадратные углы внизу любой вставки геометрии.
и сделайте карманы с плоским дном, подходящие для фрезерования и создания точных контуров, как знаки.С помощью концевых фрез «рыбий хвост» у вас также могут быть красивые квадратные углы внизу любой вставки геометрии.
– Концевая фреза с квадратным концом: также известная как концевые фрезы с плоским концом, это фрезы общего назначения, которые создают плоские резы с идеальными углами 90 ° в заготовке, включают такие операции фрезерования, как фрезерование боковых сторон, торцевое фрезерование и т. Квадратные концевые фрезы можно использовать на черновой или чистовой стадии.
– Концевые фрезы со сферической головкой: также называемые концевыми фрезами с угловым радиусом, фрезы этого типа представляют собой комбинацию «рыбий хвост» и сферическую головку, также плоское дно, но с закругленными углами.Концевые фрезы со сферической головкой часто используются для фрезерования форм (форм для литья пластмасс под давлением, форм для литья под давлением и т. Д.).
2. Концевые фрезы с разным количеством канавок
Спиралевидные режущие зубья на концевой фрезе представляют собой канавки, которые обеспечивают свободный путь для удаления стружки в процессе обработки. Концевые фрезы доступны с 2, 3 или 4 канавками, более распространены концевые фрезы с 2 и 4 канавками. Больше канавок обеспечивает более гладкую поверхность, а меньшее количество канавок лучше справляется с удалением стружки и предотвращает накопление тепла.
– Концевая фреза с 2 зубьями: подходит для обработки дерева и алюминия, так как они производят крупную стружку
– Концевая фреза с 4 зубьями: используется для обработки большинства других материалов, резки более твердых материалов, чем 2 канавки
3. Концевые фрезы из различных материалов
– Быстрорежущая сталь (HSS): дешевле, чем твердосплавные инструменты, но также быстрее тускнеет.
– Твердосплавные сплавы: хрупкие и могут разрушаться, обеспечивают лучшую износостойкость и прочность. Твердосплавные концевые фрезы чрезвычайно жаропрочные и используются для высокоскоростной обработки некоторых из самых твердых материалов.
Твердосплавные концевые фрезы чрезвычайно жаропрочные и используются для высокоскоростной обработки некоторых из самых твердых материалов.
– Цельнотвердосплавные концевые фрезы: значительно более твердые, жесткие и более износостойкие, чем другие типы.
также бывают с разными покрытиями и разными углами наклона спирали.
Концевые фрезы для вашего станка с ЧПУ
Некоторая информация о концевых фрезах (вращающихся фрезах) для станков с ЧПУ Я получаю массу вопросов о концевых фрезах и о том, какие из них я использую. Я обычно отвечаю такими ответами, как моя концевая фреза, вероятно, будет отличаться от вашей концевой фрезы. Так что же вообще называется концевой фрезой? Если вы новичок в обработке и фрезеровании с ЧПУ, возможно, вы никогда не слышали об этом.Я мог представить, что гуглил что-то вроде “биты с ЧПУ”. Использование терминологии «бит» не так уж и неправильно. Биты обычно называют сверлами, но в маршрутизаторах используются маршрутизаторы. Если вы хотите резать различные металлы и композиты, лучше всего подойдут концевые фрезы. Однако концевые фрезы также работают по дереву, в зависимости от типа выбранной концевой фрезы.Давайте поговорим о различных типах концевых фрез. Существуют концевые фрезы с повышающей, понижающей и обжимной режущими кромками с различным количеством канавок.Концевые фрезы и биты имеют хвостовики разного диаметра, а также фрезы разного диаметра. Материалы также различаются в зависимости от концевых фрез и для соответствующих областей применения. Наконец, форма концевых фрез зависит от области применения.
Что можно делать с концевой фрезой? Ну, в первую очередь, концевые фрезы предназначены для горизонтальной резки. В этом прелесть концевых фрез. Они также могут погружаться (сверлить) в материал, но на самом деле это сложно для концевых фрез, если только концевые фрезы не имеют такой особенности. Вы, вероятно, увидите, как многие станки с ЧПУ снижают скорость, поскольку они режут горизонтальную кромку, чтобы предотвратить чрезмерный износ концевой фрезы.
Срез вверх, вниз и сжатие определяют способ выброса стружки (материала резки) и гладкость поверхности. При использовании концевой фрезы с поднятой кромкой стружка будет выбрасываться вверх, а нижняя часть материала будет гладкой. Концевая фреза с нижней обрезкой работает в обратном направлении, толкая стружку вниз, и верхняя часть материала становится гладкой. Вы можете догадаться, что делает компрессионная концевая фреза … Она создает гладкую поверхность сверху и снизу, что идеально подходит для предварительно клееной древесины.
Обычно вы обнаружите, что концевые фрезы различаются по размеру от микродиаметра до одного дюйма и более.Концевая фреза, изображенная слева, имеет хвостовик 1/8 дюйма (вал, который вставляется в цангу шпинделя). Выбор размера будет зависеть от вашего применения. Конечно, концевые фрезы большого диаметра не создадут идеальных внутренних углов. … на самом деле ни одна из них не будет, так как все концевые фрезы имеют определенный диаметр. Есть одно исключение. Однако есть концевые фрезы с остриями, которые могут создавать большие нижние углы, но я расскажу об этом ниже. одной концевой фрезы общего назначения будет достаточно.Размер концевой фрезы также определяет, насколько быстро вы можете резать материал (скорость подачи). Концевые фрезы большего размера могут снимать больше материала за один оборот, чем концевые фрезы малого диаметра. Соответственно, если вы слишком быстро толкнете крошечную концевую фрезу, вы ее сломаете.
Канавки – это режущие кромки, которые наматываются вокруг концевой фрезы, как спираль. На изображении ниже показана концевая фреза с двумя канавками, которую можно определить по самому концу концевой фрезы. Чем больше канавок на концевой фрезу, тем более гладкой будет обработка кромки.Одним из важных аспектов большого количества канавок является количество стружки, которую она может выбросить, поэтому чем больше канавок на концевой фрезу, тем медленнее должна быть скорость. Конечный результат – более мелкая стружка. Вы также обнаружите, что эти канавки имеют угол наклона спирали. Они могут быть как прямыми, так и вертикальными или наклонными. Выбираемый угол будет зависеть от разрезаемого материала.
Вы также обнаружите, что эти канавки имеют угол наклона спирали. Они могут быть как прямыми, так и вертикальными или наклонными. Выбираемый угол будет зависеть от разрезаемого материала.
Концевые фрезы изготавливаются из самых разных материалов. Твердость концевых фрез определяет обрабатываемый материал и стоимость концевой фрезы.Твердыми материалами для концевых фрез являются HSS (быстрорежущая сталь) и твердый сплав. Карбид – более твердый из двух, служит дольше и может справляться с более высокими скоростями подачи. Чтобы сделать карбид еще лучше, используются различные покрывающие материалы. Золотое покрытие слева – это TiN. Нет, не из материала банок из-под колы, а из очень эластичного материала (нитрида титана), который может выдерживать более высокие температуры и обеспечивает немного большую твердость. Другие покрытия включают: TiCN (карконитрид титана), который отлично подходит для различных металлов, TiAIN (нитрид титана-алюминия), который даже лучше для металлов (не алюминия, который находится в самом покрытии), AITiN (нитрид алюминия-титана) с характеристиками, аналогичными TiAIN. , и, наконец, Diamond, но не покупайте это для любимого человека, если им не понадобится инструмент.Не используйте алмаз для обработки металлов, но это покрытие лучше других материалов, особенно композитов и графита. В настоящее время я тестирую это на резке своего МДФ (пока все хорошо). Я действительно получил эту рекомендацию от пользователя на сайте.
Формы концевых фрез сильно различаются и являются наиболее важным аспектом для вашего применения. Форма концевой фрезы будет определять форму окончательного реза и даже от разрезаемого материала. Существуют концевые фрезы с круглым концом, которые похожи на сверла и отлично подходят для погружения.V-образные концевые фрезы имеют большое разнообразие форм. Длинный v-образный конец отлично подходит для резьбы по дереву, а неглубокая V-образная концевая фреза отлично подходит для надписей. Существуют также концевые фрезы с квадратным концом, которые создают красивый ровный низ центрального среза. Приложения бесконечны. Последний тип концевых фрез, о котором стоит упомянуть, – это черновая фреза, также называемая боровой фрезой. Концевая фреза отлично подходит для обработки стали и может работать с высокой скоростью подачи.
Приложения бесконечны. Последний тип концевых фрез, о котором стоит упомянуть, – это черновая фреза, также называемая боровой фрезой. Концевая фреза отлично подходит для обработки стали и может работать с высокой скоростью подачи.
Твердосплавные концевые фрезы | Концевые фрезы
Делайте покупки в Интернете и покупайте концевые фрезы (концевые фрезы) у Carbide Depot, одного из крупнейших поставщиков твердосплавных пластин в США.Производителями твердосплавных концевых фрез, которых мы представляем, являются Garr Tool, SGS, OSG, Kennametal, Iscar, Mitsubishi Carbide, Seco, Widia, Walter Titex и наша собственная торговая марка Carbi-Universal. Большинство наших товаров доставляются со склада в США в тот же день.
Твердосплавная концевая фреза (концевая фреза) – это тип фрезы, режущего инструмента, используемого в промышленных фрезерных приложениях. Концевые фрезы могут резать во всех направлениях, хотя некоторые не могут резать в осевом направлении. Концевые фрезы используются при фрезеровании, например, при боковом фрезеровании, профилировании, торцевом фрезеровании и врезании.Твердосплавные концевые фрезы используются для обработки стали, чугуна, жаропрочных сплавов и цветных металлов. Твердосплавные концевые фрезы обеспечивают более быструю обработку и улучшают качество обработки металлических деталей. Твердосплавные концевые фрезы могут выдерживать более высокие температуры, чем инструменты из быстрорежущей стали.
Твердые сплавы состоят из композитного материала с металлической матрицей, в котором частицы карбида действуют как агрегат, а металлическое связующее служит в качестве матрицы. Процесс объединения частиц карбида со связующим называется спеканием.Во время этого процесса связующее в конечном итоге перейдет в жидкую фазу, а зерна карбида (с гораздо более высокой температурой плавления) останутся в твердой фазе. Связующее встраивает / скрепляет зерна карбида и, таким образом, создает композит с металлической матрицей с его отчетливыми свойствами материала. Металлическая связка с естественной пластичностью служит для компенсации характерного хрупкого поведения карбидной керамики, тем самым повышая ее прочность и долговечность. Такие параметры карбида могут быть существенно изменены в пределах сферы влияния производителя карбида, в первую очередь определяемого размером зерна, содержанием кобальта, дотошением и содержанием углерода.
Металлическая связка с естественной пластичностью служит для компенсации характерного хрупкого поведения карбидной керамики, тем самым повышая ее прочность и долговечность. Такие параметры карбида могут быть существенно изменены в пределах сферы влияния производителя карбида, в первую очередь определяемого размером зерна, содержанием кобальта, дотошением и содержанием углерода.
дороже в расчете на единицу, чем другие стандартные инструментальные материалы, и он более хрупкий, что делает его склонным к сколам и поломкам. Чтобы решить эти проблемы, сам твердосплавный режущий наконечник часто имеет форму небольшой пластины для инструмента с большим наконечником, хвостовик которого изготовлен из другого материала, обычно из углеродистой инструментальной стали. Это дает преимущество использования твердого сплава на границе раздела резания без высокой стоимости и хрупкости изготовления всего инструмента из твердого сплава. В большинстве современных торцевых фрез используются твердосплавные пластины, а также многие токарные инструменты и концевые фрезы.
Для увеличения срока службы твердосплавных концевых фрез (концевых фрез) на них иногда наносят покрытие. Четыре таких покрытия: TiN (нитрид титана), TiC (карбид титана), Ti (C) N (карбид-нитрид титана) и TiAlN (нитрид титана-алюминия). Большинство покрытий обычно повышают твердость и / или смазывающую способность инструмента. Покрытие позволяет режущей кромке инструмента чисто проходить через материал, не заедая и не прилипая к нему. Покрытие также помогает снизить температуру, связанную с процессом резания, и увеличить срок службы инструмента.Покрытие обычно наносят термическим CVD, а в некоторых случаях – механическим методом PVD при более низких температурах.
.