Точность токарной обработки деталей с применением автоматизированного контроля поверхности
На точность токарной обработки влияют колебательные процессы в связке «деталь-станок», они носят стохастический характер, так как на них воздействует большое число внешних и внутренних вибрационных возмущений, которые передаются на обрабатываемую деталь через шпиндельное устройство детали, шпиндельное устройство инструмента и опору детали вследствие замкнутости системы «деталь-станок».
Точность обработки на токарных станках зависят от вибрационных возмущений в системе «деталь-инструмент» при которых формируется определенный микрорельеф на поверхности кольца, причем погрешностям формы, волнистости и шероховатости соответствуют различные частотные диапазоны колебаний. Превышение той или иной составляющей спектра колебаний некоторого номинального (эталонного) значения вызывает параметрический отказ, например повышенные значения огранки и волнистости поверхности качения.
Для того, чтобы оценить класс точности обработки деталей на станках по характеристикам колебаний, разработана следующая методика обучающего эксперимента:
- 1) предварительное получение спектральных и ряда других характеристик колебаний основных формообразующих узлов станков, осуществляющих обработку колец с различным качеством;
- 2) определение информативных точек съема данных о колебаниях;
- 3) выявление частотных диапазонов колебаний, в которых наблюдаются наибольшие характерные отличия спектральных характеристик различных станков;
- 4) выбор метода предварительной обработки спектра колебаний для повышения его информативности;
- 5) выбор характеристики стохастического сигнала, наиболее чувствительный к измерению динамического состояния станка;
- 6) определение взаимосвязи выбранной характеристики с параметрами качества обработки.

В данной статье рассматривалась точность токарной обработки деталей и качество поверхностного слоя. Экспериментальные исследования процессов точения колец 42726ЛМ01 выполнены в ОАО «Саратовский подшипниковый завод» в цехе 20. Были взяты два токарных станка: ТП 400 и ПАБ 350. Было обработано 10 наружных колец. На станке ТП 35003 предварительно была проведена токарная операция обтачивания наружней цилиндрической поверхности. Был использован инструмент резец PSSNL3225Р15 пластина SNMG15061666IC110V. С целью повысить точность обработки на токарных станках были взяты режимы обработки. Частота вращения – 180 оборотов в минуту, скорость – 145 метров в минуту, Тмаш. – 1.33 мин. Кольца подбираются на предварительной операции таким образом, чтобы разброс не превышал 20 мкм. В этом случае обработка колец на окончательной токарной операции на станке ПАБ-350 имеет высокую точность обработки поверхности деталей и разброс составил не более 1 мкм. Измерения были произведены на приборе 0-64М.
Показания:
1) 252,15; 2) 252,20; 3)252,17; 4) 252,18; 5) 252,19; 6) 252,15; 7) 252,20; 8) 252,15; 9) 252,15; 10) 252,20.
Размер по чертежу наружного диаметра 252+03.
На токарном двухшпиндельном станке ПАБ-350 операция токарно программная, токарная обработка окончательная. Был использован инструмент резец PSKNR16CA-12, пластина SNMG120412-PGSC110V. Были взяты режимы обработки, частота вращения – 208,5 оборотов в минуту, скорость – 235,7 метра в минуту.
Чтобы определить класс точности обработки деталей измерения были произведены на приборе 0-64М.
Показания: 1) 250,6; 2) 250,6; 3) 250,6; 4) 250,6; 5) 250,6; 6) 250,6; 7) 250,6; 8) 250,6; 9) 250,6; 10) 250,6.
Погрешности при токарной обработке :: ТОЧМЕХ
Несмотря на высокое качество современных токарных станков, совершенство методов обработки, точность применяемых измерительных инструментов и наличие других благоприятных условий, влияющих на точность обработки детали, достигнуть абсолютно точных размеров и правильной формы невозможно.
Рассмотрим подробнее основные причины возникновения погрешностей при токарной обработке.
Погрешности, вызываемые неточностью станка и зажимного приспособления
1. Допускаемые отклонения от заданной точности при сборке станка, а также в результате износа его частей отражаются на правильности формы обрабатываемых деталей. Так, например, при обтачивании детали на станке, шейки шпинделя которого овальны, поверхность детали получается также овальной, (эллиптичной), а не цилиндрической, так что при измерении двух взаимно перпендикулярных диаметров детали в одном и том же поперечном сечении получаются разные результаты.
2. Другим видом отклонения от правильной формы цилиндрических деталей, обрабатываемых на токарных станках, является их конусность, получающаяся вследствие неправильно установленной передней (если обрабатываемая деталь закреплена в патроне) или задней бабки (при установке детали в центрах).
3. Погрешности при обработке детали во многих случаях вызываются недостаточной точностью или неисправностью зажимных приспособлений.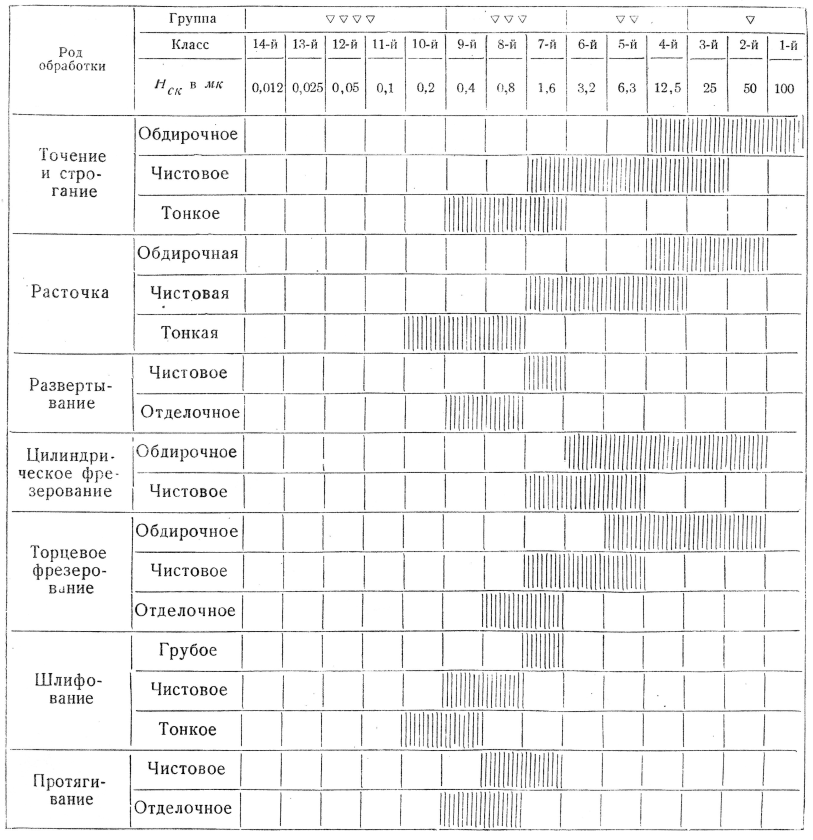 Очевидно, например, что при обработке наружной поверхности втулки, насаженной на оправку с сильно изношенными центровыми отверстиями, требуемой концентричности наружной поверхности с поверхностью отверстия не получится. Неточность формы детали обусловливает и неточность ее размеров.
Очевидно, например, что при обработке наружной поверхности втулки, насаженной на оправку с сильно изношенными центровыми отверстиями, требуемой концентричности наружной поверхности с поверхностью отверстия не получится. Неточность формы детали обусловливает и неточность ее размеров.
Погрешности, вызываемые неточностью формы, размеров и установки режущего инструмента
1. Во многих случаях точность размеров и формы обрабатываемой детали или отдельных участков ее зависит от точности размеров и формы применяемого режущего инструмента. Ширина канавки, обрабатываемой мерным резцом, получится равной требуемой лишь при условии, что длина режущей кромки резца соответствует ширине канавки.
2. Очевидна также и зависимость точности размера детали от точности установки резца в рабочее положение, например на требуемый диаметр детали по лимбу. Если точный по ширине прорезной резец при обработке канавки, о которой говорилось выше, установлен так, что главная режущая кромка его не параллельна оси детали, то ширина канавки получится больше ширины резца и форма ее будет неправильна.
3. Существенное значение имеет износ режущего инструмента в процессе работы, который иногда настолько велик, что диаметр детали у конца, расположенного у передней бабки, получается несколько больше диаметра конца детали, с которого начато обтачивание (у задней бабки).
Погрешности, вызываемые неточностью измерительного инструмента и его неправильным использованием
1. Погрешности, возникающие из-за некачественного измерительного инструмента встречаются редко при надлежащей организации производства, так как все измерительные инструменты тщательно контролируются перед выпуском в продажу и выдачей на рабочее место. Более точные измерительные инструменты (штангенциркули, микрометры и т. д.) снабжаются специальными паспортами, в которых указываются погрешности данного инструмента.
2. Величина погрешностей измерений может быть весьма существенной, если для данного измерения применяется инструмент несоответствующей точности. Например, наибольшая точность измерения, которая может быть достигнута при помощи кронциркуля и линейки с делениями, составляет около 0,3 мм.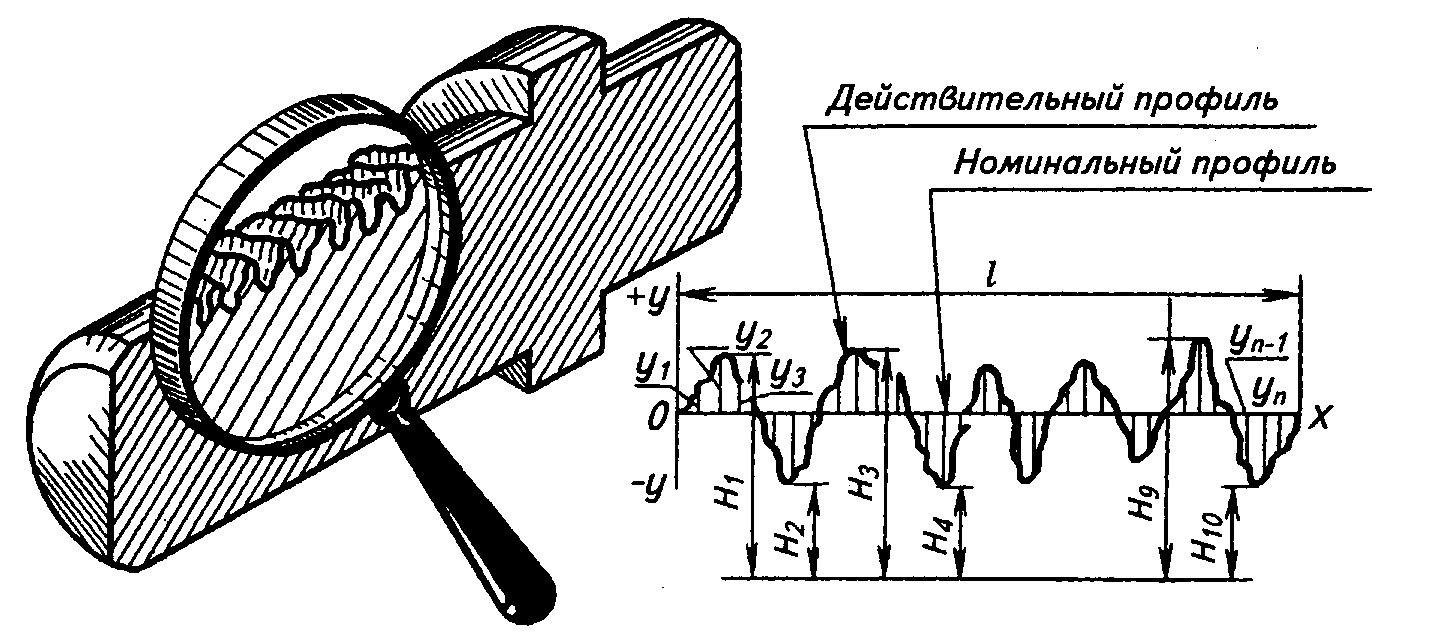
3. Неправильная установка инструмента относительно измеряемой поверхности может привести к значительной ошибке измерения. Например, при измерении диаметра отверстия не в плоскости, перпендикулярной к оси детали, а в плоскости, расположенной наклонно по отношению к этой оси, погрешность в измерении неизбежна.
4. Погрешность измерений получается и в том случае, когда во время измерения не учитывается температура детали. Очевидно, что если измерять нагревающуюся в процессе резания и еще не остывшую деталь, то размер ее будет больше соответствующего размера охлажденной детали.
Допуск
Допуск на неточность обработки деталей — это разность между наибольшим и наименьшим предельными размерами. Так, например, если наибольший предельный размер вала 65,040 мм, а наименьший — 65,020 мм, то допуск в данном случае равен 65,040 — 65,020 = 0,020 мм.
Допуск на обработку колеблется, как правило, в пределах от нескольких десятых до нескольких тысячных долей миллиметра, что требует обязательного увеличения масштаба.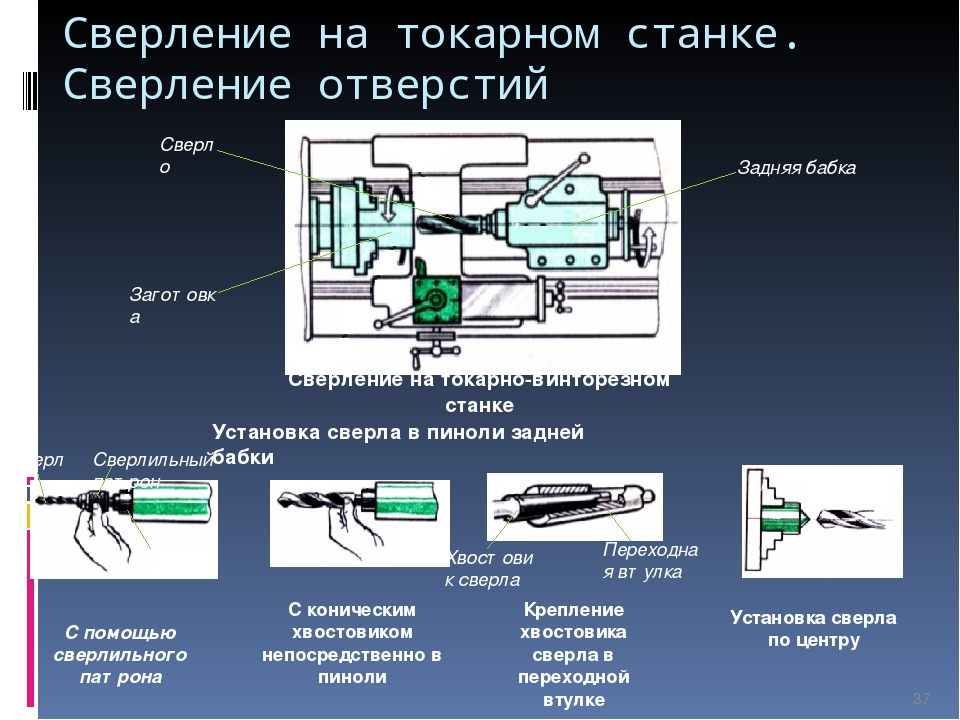
Рис. 1. Примеры обозначения отклонений на чертежах.Допустимые предельные отклонения размеров детали от номинальных могут указываться на чертежах числовыми отклонениями, которые проставляются с соответствующими знаками: положительные со знаком (+), отрицательные со знаком (-) вслед за данным размером (рис. 1). Отклонение, равное нулю, на чертеже не указывается. Верхнее и нижнее отклонения записываются одно под другим: верхнее — выше, нижнее — ниже, в долях мм.
Другие статьи по сходной тематике
Качество токарной обработки | optimahold.ru
Появление токарных станков позволило создавать различные изделия намного быстрее, чем это могла сделать ручная обработка деталей. Однако современные механизмы стали настолько сложными, что составляющие и детали нужно производить не только быстро, но и максимально качественно – потому что от этого будет зависеть надежность собранной машины.
Такое качество изготовители и потребители должны понимать одинаково. И в области токарной обработки для установления подобного единообразия были введены общепринятые показатели качества. Для оценки качества деталей, изготовленных при помощи токарной обработки, используется два ключевых показателя – точность сделанной обработки и шероховатость полученной в результате обработки поверхности.
И в области токарной обработки для установления подобного единообразия были введены общепринятые показатели качества. Для оценки качества деталей, изготовленных при помощи токарной обработки, используется два ключевых показателя – точность сделанной обработки и шероховатость полученной в результате обработки поверхности.
Точность токарной обработки
Точность обработки – это показатель, демонстрирующий, насколько фактически изготовленная деталь соответствует заданному заказчиком размеру и форме.
На практике точно изготовленная деталь означает, что:
– форма, представляющая собой комбинацию общеизвестных геометрических тел (например, конусов или цилиндров), во всех элементах детали соответствует тем геометрическим телам, с которыми отождествляются эти элементы;
– размеры изготовленной детали укладывается в приемлемые рамки, установленные заказчиком;
– взаимное расположение поверхностей и элементов соответствует заданию.
Несоответствие формы детали определяется превышением допустимого расстояния между номинальными и реальными поверхностями, которое измеряется по нормали к номиналу.
Чаще всего встречаются три типа отклонений от формы:
– отклонение от плоской поверхности, которое может быть выпуклостью или вогнутостью;
– отклонение от круглой поверхности, которое может оказаться огранкой или овальностью;
– отклонение от заданного профиля продольного сечения, которое может быть конусообразностью, бочкообразностью или седлообразностью.
Отклонение по размеру определяется превышением или уменьшением размеров одного или нескольких элементов детали в сравнении с заданными заказчиком допусками.
Отклонение по расположению определяется тем, насколько реальное расположение поверхности или оси отклоняется от его номинального расположения. Наиболее распространенными оказываются пять типов отклонений по расположению – торцовое биение, радиальное биение, неперпендикулярность, непараллельность и несоосность.
Отклонения как по форме, так и по размерам или расположению регламентируются соответствующими ГОСТами.
Что определяет точность токарной обработки
Отклонение реальных характеристик детали от номинальных параметров чаще называют погрешностью.
И причинами возникающих в ходе токарной обработки погрешностей становятся:
– недостаточная точность отдельных узлов используемого станка или его кинематической схемы, ведущая к погрешностям работы используемого оборудования;
– неверная настройка, возникающая в результате неправильной регулировки остановов или упоров, а также из-за некорректного расположения инструмента относительно заготовки.
В свою очередь, неверная настройка становится результатом:
– неточно настроенного режущего инструмента или его износа;
– упругих и температурных деформаций станка, инструмента и детали.
Шероховатость поверхности, полученной в результате токарной обработки
Вторым показателем качества сделанной на токарных станках обработки является шероховатость поверхности. Она представляет собой все микронеровности, которые образуют рельеф составляющих деталь поверхностей в пределах ее базовой длины. Для количественной оценки шероховатости используется десять взятых в рамках базовой длины точек, пять из которых показывают высоты самых больших выступов, а другие пять – глубины самых больших впадин.
Оценить шероховатость сложнее, чем дать оценку точности обработки, и для этого используются качественные и количественные методы.
Качественная оценка – это сравнение обработанной поверхности с эталоном, которое делается невооруженным глазом, ощущением при соприкосновении, лупой или микроскопом. Разумеется, эталон должен быть изготовлен тем же методом и из того же материала, что и оцениваемая деталь, и должен иметь ту же форму поверхности.
Количественная оценка – приборный метод, в котором микронеровности замеряются профилометрами или профилографами, и на основании замеров делается заключение о качестве обработки.
Что определяет шероховатость поверхности
Появление избыточной шероховатости связано с влиянием трех основных механизмов:
– взаимного расположения обрабатываемых поверхностей и инструментальной режущей кромки;
– пластические и упругие деформации материала;
– вибрации станка.
Как выбрать выгодный баланс качества и стоимости?
Смысл показателей качества токарной обработки и анализ причин, которые их вызывают, позволяют сделать простой и логичный вывод: можно сделать настолько качественную деталь, насколько это позволяют существующие сегодня технологии – если взять для этого самые современные станки, самый лучший инструмент и самых высококлассных профессионалов токарного дела.
И если вам требуется действительно образцовое качество, именно мы можем вам его предоставить. Потому что мы располагаем передовым оборудованием, используем инструменты лучших мировых фирм, а работу выполняют мастера, чей уровень подтвержден и опытом, и квалификацией.
Мы можем сделать для вас идеальную деталь – но такая деталь далеко не всегда будет вам нужна. Потому что с ростом качества растут и затраты на выполнение работы. А значит, качество не всегда должно быть запредельным – но оно всегда должно быть таким, которое нужно именно вам. И всегда можно отыскать разумный баланс между качеством изготавливаемых нашим предприятием деталей и стоимостью этого изготовления – ведь приемлемое качество у нас можно получить на более простом станке и за меньшую цену.
Токарные Точность обработки – Энциклопедия по машиностроению XXL
Характер установки и закрепления заготовки, обрабатываемой на токарном станке, зависит от типа станка, вида обрабатываемой поверхности, характеристики заготовки (отношение длины заготовки к диметру), требуемой точности обработки. [c.294]
[c.294]Точность обработки валов по 1-му классу после предварительной токарной обработки достигается последовательным шлифованием — черновым (предварительным) и чистовым (окончательным). [c.64]
Точность обработки валов по 3-му классу точности достигается на вполне исправных токарных станках отделочными резцами при отсутствии прогибов, что обеспечивается применением поддерживающих приспособлений. Однако, как правило,наиболее экономичным способом для крупносерийного производства является обработка валов этого класса точности шлифованием. [c.64]
Пример применения метода регулярного поиска для определения оптимальных режимов резания при обработке ступенчатых валов на токарном гидрокопировальном полуавтомате (рис, 3.55). Задаются исходные данные (размеры и материалы детали, режущий инструмент, глубина резания, жесткость узлов станка, цикловые и внецикловые потери времени работы оборудования) требуется найти режим обработки (sj, п,), удовлетворяющий условиям по точности обработки шероховатости поверхности
[c. 136]
136]
При нормальных требованиях к точности следует применять прямоугольные направляющие (рис. 23.1, г и д) как наиболее простые в изготовлении. Недостатком их является сложное регулирование зазоров. Когда необходима повышенная точность, применяют треугольные направляющие (рис. 23.1, е и ж), в которых происходит некоторое саморегулирование зазоров под действием веса салазок и нагрузок, прижимающих салазки к направляющим. При равномерном изнашивании граней перемещения в боковом направлении отсутствуют. Это очень важно для токарных и других станков, где именно эти смещения влияют на точность обработки. При ограниченных габаритах по высоте применяют [c.466]
Метод искусственных партий позволяет увязывать между собой точность обработки на любых стадиях технологического процесса (не обязательно соседних). В качестве примера на рис. 7.7 приведены зависимости, характеризующие взаимосвязь точности желоба колец 209/02 после токарной и термической обработки. [c.177]
[c.177]
Методы проверки этих параметров могут быть хорошо показаны на примере методов проверки токарного станка по ГОСТ 42-40, который предусматривает также проверку станка по точности обработки детали. Ниже для примера приводим выдержку характерных технических условий и методов их проверки. [c.625]
Конвейер 27 работает как распределитель запаса деталей, конвейер 29 — как отводящий. В процессе транспортирования детали маркируются с указанием даты выпуска. На позиции 30 контролируется точность обработки. На двух специальных гидрокопировальных токарных автоматах 31 проводят чистовую токарную обработку заднего конца коленчатого вала, на [c.89]
Для обработки валов на АЛ наибольшее распространение получили гидрокопировальные токарные полуавтоматы. Прогрессивные модели указанных станков имеют большие технологические возможности для разнообразной обработки, обеспечивают высокие производительность и точность обработки, обладают простотой переналадки и удобны для встройки в линии.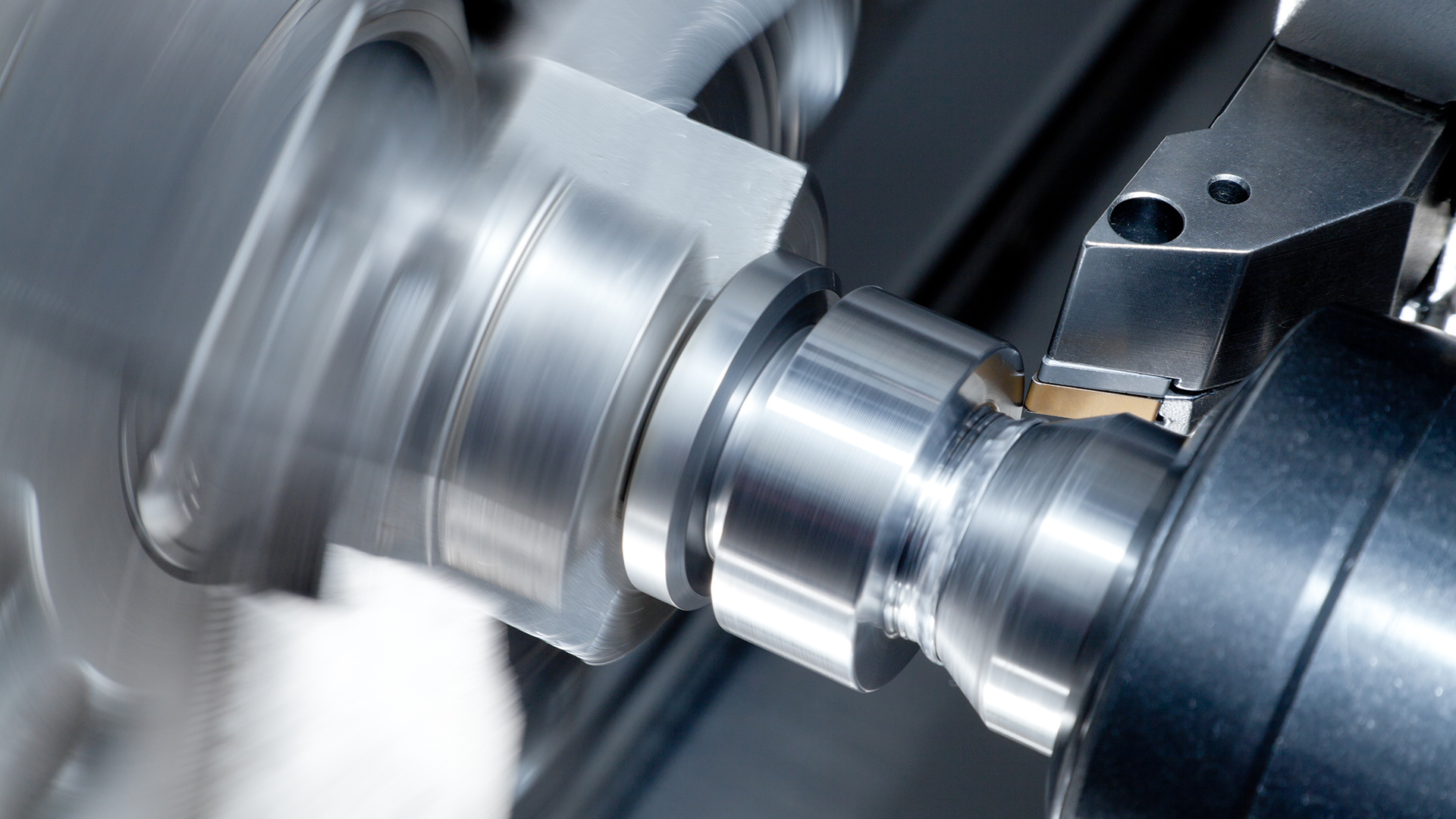 Время на наладку указанных станков и подналадку инструмента затрачивается в 2—3 раза меньше, чем на наладку многорезцовых станков. Кроме того, на гидрокопировальных полуавтоматах точение выполняется с большими скоростями резания, чем на многорезцовых, поскольку в работе участвуют один-два резца.
[c.206]
Время на наладку указанных станков и подналадку инструмента затрачивается в 2—3 раза меньше, чем на наладку многорезцовых станков. Кроме того, на гидрокопировальных полуавтоматах точение выполняется с большими скоростями резания, чем на многорезцовых, поскольку в работе участвуют один-два резца.
[c.206]
Автоматический операционный кон-троль применяют на отдельных финишных токарных и шлифовальных операциях обработки валов при точности обработки, соответствующей допускам 5—6-го квалитета. [c.232]
Использование координатно-отсчетного устройства позволяет существенно снизить время обработки путем исключения частых остановок станка для измерений при изготовлении точных деталей, повысить точность обработки, снизить требования к квалификации оператора. Устройство универсально, его можно устанавливать на токарных станках разных моделей без какой-либо переделки станка. [c.129]
[c.129]
Значительно проще выполнить подналадку станков токарной группы на чистовых операциях — масса подвижных частей, связанных с резцедержателем, относительно невелика, а требования к точности обработки ниже, чем при шлифовании. Разработано несколько методов подналадки токарных станков. Один из них состоит в том, что при подналадке автоматически изменяется длина упора, ограничивающего поперечное перемещение суппорта. Регулирование длины упора достигается с помощью храпового механизма и винта точной подачи. Для поворота ведущей собачки храпового колеса используют пневмо-или гидроцилиндры, срабатывающие по командам контрольного устройства. Такой способ подналадки в разных конструктивных вариантах нашел применение на ряде заводов. [c.132]
Экономическая точность обработки наружных- цилиндрических поверхностей на продольно токарных автоматах [c.201]
Осевые температурные перемещения шпинделя станка могут вызывать погрешности обработки, например при работе на токарном станке по продольным упорам.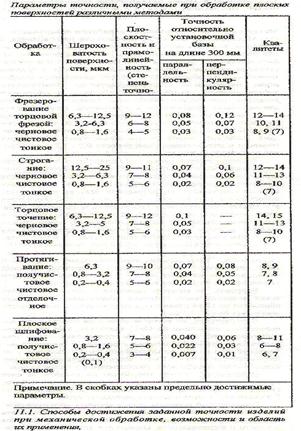 Очевидно, что в прецизионных станках в силу непрерывного изменения указанных перемещений необходима их автоматическая компенсация. Для расчета соответствующих САР необходимо располагать методами аналитического определения величины температурных перемещений, определяющих точность обработки детали, в частности осевых. Ниже приводится одна из разработанных авторами методик расчета.
[c.353]
Очевидно, что в прецизионных станках в силу непрерывного изменения указанных перемещений необходима их автоматическая компенсация. Для расчета соответствующих САР необходимо располагать методами аналитического определения величины температурных перемещений, определяющих точность обработки детали, в частности осевых. Ниже приводится одна из разработанных авторами методик расчета.
[c.353]
На основании имевшихся исследований в области точности обработки и материалов, полученных в результате настояш,их исследований, разработаны нормативы режимов резания с учетом точности для обработки валов на токарных станках. Нормативы разработаны для условий чистового и получистового точения гладких и ступенчатых валов, обрабатываемых по промерам и настроенным режуш,им инструментом. В нормативах учитывались отдельные составляющие суммарной погрешности изготовления, а также ГОСТы на точность и жесткость станков. [c.355]
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ НА ТОКАРНЫХ АВТОМАТАХ И РАСШИРЕНИЕ ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
[c. 162]
162]
Таким образом, проведенными теоретическими и экспериментальными исследованиями установлено, что точность обработки деталей на станках-автоматах токарной группы зависит от большого количества факторов, связанных с погрешностями оборудования, приспособлений, инструмента, нестабильностью качества и размеров материала и др. [c.177]
Проводимые исследования позволили вскрыть резервы и найти пути повышения точности обработки на автоматах токарной группы. [c.177]
Станки токарной группы характеризуют а) по размерам — настольные, мелкие, средние, крупные и тяжёлые б) по степени точности обработки — черновые, нормальные, повышенной точности и прецизионные в) по степени чистоты обработки — обдирочные, нормальные, чистовые и отделочные г) по скоростной характеристике — нормальные и быстроходные д) по принципу установки и ввода инструментов в работу — простые и револьверные е) по количеству одновременно действующих резцов при обработке одной заготовки — однорезцовые и многорезцовые
[c. 245]
245]
Специальные приборы применяются для определения суммарной погрешности отдельных механизмов станка, непосредственно влияющих на точность обработки. Такими устройствами пользуются для проверки механизмов цепи деления, механизмов для осуществления точных конечных перемещений и т. п. На фиг. 2 приведён прибор системы Д. И. Писарева для определения суммарной ошибки винторезной цепи токарного станка. [c.670]
Повышение точности обработки в сравнении с обычной токарной обработкой достигается вследствие высокой жесткости станка, меньших усилий резания и благоприятного распределения тепла при резании. [c.182]
В серийном производстве уменьшается процент универсальных станков, зато увеличивается удельный вес специализированных и специальных станков. Широко применяются такие станки, как револьверные, токарные многорезцовые, а в крупносерийном производстве также токарные полуавтоматы и автоматы.
 Специализация станков позволяет использовать специализированные и специальные приспособления и режущий инструмент, обеспечивающие повышение производительности труда и снижение себестоимости изделий. Для контроля точности обработки деталей часто применяются предельные калибры.
[c.8]
Специализация станков позволяет использовать специализированные и специальные приспособления и режущий инструмент, обеспечивающие повышение производительности труда и снижение себестоимости изделий. Для контроля точности обработки деталей часто применяются предельные калибры.
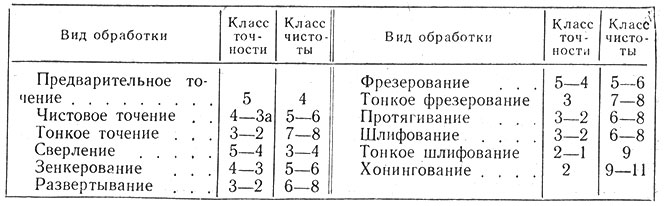
[c.8]Экономическая точность обработки цилиндрических наружных поверхностей достигается следующими способами 5-й класс —при черновом точении на станках токарной группы, 4-й класс —при чистовом точении, За класс — при предварительном круглом шлифовании, 2-й класс — при чистовом шлифовании, 1-й класс и точнее — при доводке. [c.99]
На токарно-копировальных полуавтоматах достигаются более высокие классы точности обработки (0,05—i 0,06 мм) и чистоты, чем на многорезцовых станках. [c.179]
Точность и чистота поверхностей, обработанных на токарных станках, зависят от многих факторов. Расчет точности обработки на токарных станках см., например, в литературе [I, 3, 91 и др. Для ориентировочной оценки можно пользоваться данным табл. 22.
[c.33]
Для ориентировочной оценки можно пользоваться данным табл. 22.
[c.33]
Точность обработки на токарных станка [c.33]
Обычная точность обработки на токарных полуавтоматах 3 — 5-й классы в отдельных случаях она может быть и выше — это зависит не только от станка, но и от правильности выбора наладки и от технологической оснастки. [c.68]
Влияние на траекторию звена износа жестко связанных направляющих. Выше была рассмотрена плоская задача, когда искажение траектории движения звена зависит от износа одной пары направляющих. В конструкциях различных механизмов машин движение ползунов, столов, суппортов и других звеньев осуществляется по нескольким направляющим, каждая из которых имеет свои условия работы и неодинаковую форму изношенной поверхности. Вместе с тем они являются, как правило, жестко связанными сопряжениями (см. гл. 7, п. 1) с взаимным влиянием на износ каждой пары. Рассмотрим влияние износа нескольких направляющих на точность перемещения ведомого звена на при-iwepe токарного станка (рис. 118). Суппорт перемещается по Трем граням направляющих станины (а, Ь и с)- Причем передняя треугольная направляющая несет основную нагрузку, поскольку на нее направлена сила резания. При износе направляющих резец изменяет свое положение и точность обработки уменьшается. При этом именно неравномерность износа направляющих станины приводит к тому, что вместо цилиндрической поверхности на обрабатываемой детали возникнет конусность или бочкообразность, так как последствия равномерного износа направляющих полностью компенсируются за счет начальной установки резца. Износ направляющих суппорта по той же причине практически не оказывает влияния на точность обработки.
[c.356]
118). Суппорт перемещается по Трем граням направляющих станины (а, Ь и с)- Причем передняя треугольная направляющая несет основную нагрузку, поскольку на нее направлена сила резания. При износе направляющих резец изменяет свое положение и точность обработки уменьшается. При этом именно неравномерность износа направляющих станины приводит к тому, что вместо цилиндрической поверхности на обрабатываемой детали возникнет конусность или бочкообразность, так как последствия равномерного износа направляющих полностью компенсируются за счет начальной установки резца. Износ направляющих суппорта по той же причине практически не оказывает влияния на точность обработки.
[c.356]
Впервые термин технологическая надежность станков был введен А. С. Прониковым [63]. Это понятие определено А. С. Прониковым как способность станка сохранять качественные показатели технологического процесса (точность обработки и качество поверхности) в течение заданного времени . В работах 11, 24, 72] были рассмотрены некоторые количественные оценки технологической надежности токарно-револьверных автоматов, прецизионных токарных станков, бесцентровых внутришлифовальных, радиально-сверлильных и других видов станков. В этих работах исследуется в основном только способность сохранять точность обработки в течение определенного периода времени. Но, очевидно, что точностные характеристики обработанных деталей зависят не только от состояния станка, но и от многих других факторов (состояние инструмента, оснастки, характеристики материалов и т. д.). Поэтому логическим развитием понятия технологическая надежность станка явилось введение термина технологическая надежность . И. В. Дунин-Барковский [24] определил это понятие как свойство технологического оборудования и производственно-технических систем, таких, как станок — приспособление-инструмент — деталь (СПИД), система литейного, кузнечно-прессового или другого производственно-технического оборудования или автоматических линий, сохранять на за-
[c.184]
В этих работах исследуется в основном только способность сохранять точность обработки в течение определенного периода времени. Но, очевидно, что точностные характеристики обработанных деталей зависят не только от состояния станка, но и от многих других факторов (состояние инструмента, оснастки, характеристики материалов и т. д.). Поэтому логическим развитием понятия технологическая надежность станка явилось введение термина технологическая надежность . И. В. Дунин-Барковский [24] определил это понятие как свойство технологического оборудования и производственно-технических систем, таких, как станок — приспособление-инструмент — деталь (СПИД), система литейного, кузнечно-прессового или другого производственно-технического оборудования или автоматических линий, сохранять на за-
[c.184]
Токарно-винторезный станок 16М16САУ Средневолжского станкостроительного завода имеет два привода подач от коробки подач и от регулируемого электродвигателя постоянного тока, установле н-ного на правом торце станины. Диапазон автоматического регулирования — от 40 до 880 мм/мин. Оно осуществляется в зависимости от припуска при сохранении постоянной силы резания. Производительность обработки на 30—40% выше, чем у обычного токарного станка, точность обработки — 2-го класса.
[c.212]
Диапазон автоматического регулирования — от 40 до 880 мм/мин. Оно осуществляется в зависимости от припуска при сохранении постоянной силы резания. Производительность обработки на 30—40% выше, чем у обычного токарного станка, точность обработки — 2-го класса.
[c.212]
Именно этой цели — повышению производительности и эффективности автоматизированного оборудования, созданию прогрессивных технологических процессов и конструкций машин и механизмов — была подчинена в течение многих лет деятельность Г. А. Шаумяна как технолога и конструктора. Будучи глубоким знатоком процессов токарной обработки и конструкций токарных автоматов, он пришел к выводу, что классические, традиционные схемы технологических процессов и машин в основном исчерпали себя. Качественный скачок в повышении производительности машин и точности обработки может быть обеспечен только на основе принципиально иных, нетрадиционных инженерных решений, связанных с трансформацией углов резания в процессе обработки, созданием токарных автоматов непрерывного действия.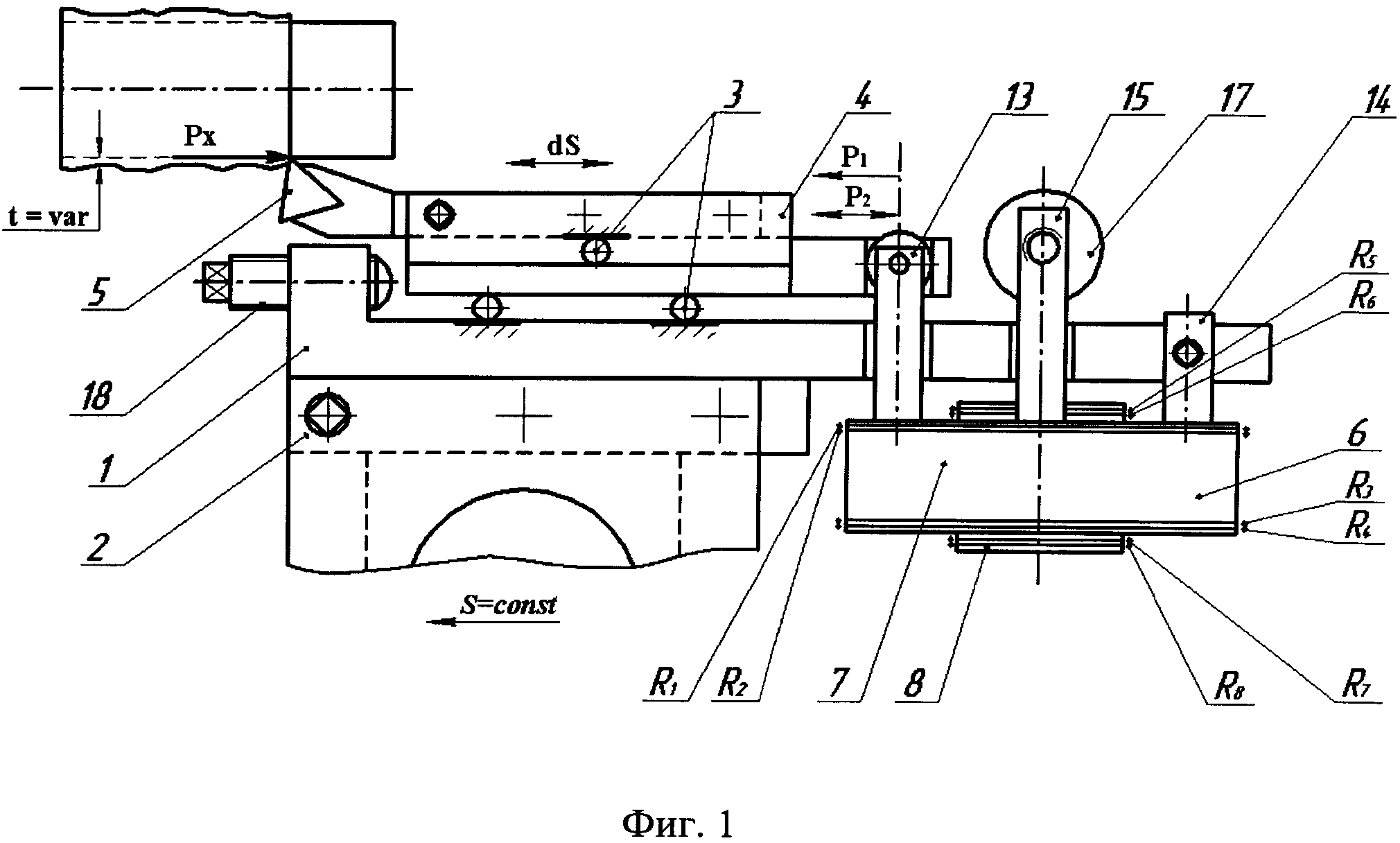 Им были разработаны методы попутного точения и фрезоточения, основанные на попутном движении заготовки и многолез-
[c.7]
Им были разработаны методы попутного точения и фрезоточения, основанные на попутном движении заготовки и многолез-
[c.7]
Этап I — выбор объектов наблюдений. В сложных многопоточных и многоучастковых автоматических линиях охват исследованиями всего комплекса нецелесообразен исследуются, как правило, лишь выпускные или лимитирующие по производительности и надежности участки. В линиях из агрегатных станков, где производительность участков-секций, как правило, идентична, в качестве объектов для наблюдений выбирают выпускные участки. На данном этапе можно использовать следующую методику. Для каждого из станков или участков наблюдения производят измерения только фактической длительности рабочего цикла Tj и размеров обрабатываемых деталей при ограниченной выборке (не более 100 шт.). На основе обработки результатов рассчитывают укрупненные характеристики собственной производительности Qy, = (pilTt) г]тех и точности обработки, которые и сравнивают с допустимыми значениями.
 При этом величины 1Г)тех можно принимать априорно для токарного оборудования 0,80—0,85, для шлифовального 0,85—0,90. Участки, где соотношения между Q и Qtp, Sj и бдод являются наименьшими, выбирают объектами наблюдения.
[c.195]
При этом величины 1Г)тех можно принимать априорно для токарного оборудования 0,80—0,85, для шлифовального 0,85—0,90. Участки, где соотношения между Q и Qtp, Sj и бдод являются наименьшими, выбирают объектами наблюдения.
[c.195]Гидрокопировальный токарный полуавтомат. I qepH == ЮОн-120 м/мин = = 0,4- 0,8 мм/сб = 120 200 м/мин Зчист 0,15-7-0,2 мм/об. Резцы с твердосплавными пластинками. Целесообразно применять для обработки нежестких валов при повышенных требованиях к параметрам шероховатости и точности обработки (допуск на диаметр шейки вала [c.185]
Точность технологического процесса является наиболее сложным его свойством, на которое воздействуют многие факторы (рис. 7). Работы автора и других исследователей [9—16 19 21 24 25] показали, что решающее влияние на точность обработки деталей на токарных автоматах и полуавтоматах оказывают точность и жесткость станка и технологической оснастки, методы наладки станков и износ режущего инструмента. Эти вопросы подробно расмотрены в гл. IV—VI данной работы.
[c.26]
Эти вопросы подробно расмотрены в гл. IV—VI данной работы.
[c.26]
Повышение производительности обработки с применением гидросуппортов достигается путем сокращения машинного и вспомогательного времен. Машинное время сокращается применением увеличенных подач, что особенно заметно при обработке многоступенчатых и фасонных деталей, когда рабочему часто приходится пользоваться ручной подачей. Вспомогательное время сокращается путем уменьшения числа измерений, подводов и отводов резца, пробных проходов. Наряду с этим подготовительно-заключительное время при гидрокопировальной обработке увеличивается примерно вдвое по сравнению с обычной обработкой. Затраты на изготовление копиров значительны. Поэтому применение гидросуппортов, несмотря на возможность повышения производительности токарных станков на 20—407о, экономически целесообразно при размере партии не менее 20—50 обрабатываемых деталей. Если копиры используются не длительное время и к точности обработки не предъявляются высокие требования, копиры можно делать незакаленными. В качестве копиров можно использовать образцовые детали вместе с простыми дополнительными деталями, необходимыми для подвода и отвода резца.
[c.90]
В качестве копиров можно использовать образцовые детали вместе с простыми дополнительными деталями, необходимыми для подвода и отвода резца.
[c.90]
Исследованиями, выполненными в Уральском, Ленинградском и Львовском политехнических институтах, Севастопольском приборостроительном институте, установлена возможность эффективного применения виброгенераторных датчиков для контроля размеров деталей в процессе шлифования на кругло-и внутришлифовальных станках, при хонинговании с высокими требованиями к точности обработки. Кафедрой технологии машиностроения ленинградского политехнического института имени М. И. Калинина виброгенераторные датчики ВГД-10 (конструкции Г. Л. Перфильева) успешно использованы в системе автоматического регулирования токарных станков, обрабатывающих крупные и точные валы. [c.125]
Результаты экспериментального опробования методов коррекции на токарном станке мод. 1А616, оснаш,енном шаговой системой ЧПУ, представлены в 15]. Они показывают, что даже при однократной коррекции программы управления (по результатам измерения только одной первой детали) точность обработки резко возрастает.
[c.19]
Они показывают, что даже при однократной коррекции программы управления (по результатам измерения только одной первой детали) точность обработки резко возрастает.
[c.19]
Начальная обработка отверстий диаметром меньше 40 мм в сплошном материале так же, как и на токарных станках, ведется спиральным сверлом за один проход, а при диаметре больше 40 жж — за два поохода. В зависимости от класса точности обработки и раз- [c.313]
В дальнейшем будем рассматривать только случай воздействия тепловой энергии, вызывающей изменение технологической надежности станков. На рис. 2 показана функциональная схема получения диаметральных размеров деталей на токарно-револьверном автомате 1БП8. Здесь уи. .. ув — размеры отдельных деталей станка или заданные настройкой положения его узлов, входящие в размерную цепь получения размеров обрабатываемых деталей. Под действием тепловыделений (возмущающих воздействий /ь. .. U) эти размеры изменяются на величины t/i/,.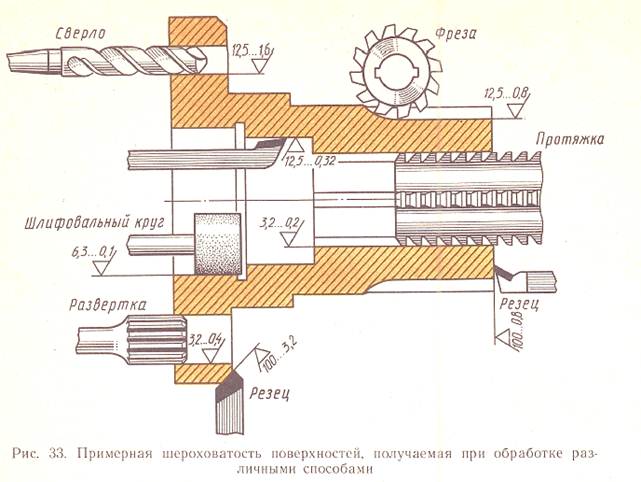 .. ysf. Поскольку в автомате нагреваются в первую очередь корпусные детали (станина, шпиндельная бабка), тепловые деформации которых непосредственно сказываются на изменении точности обработки диаметров деталей, величины уц и y f алгебраически складываются. Более сложная схема получается для станков, у которых точность обработки нарушается из-за нагрева элементов конструкции, обеспечивающих точность выполнения и управления перемещениями заготовки и инструмента (например, в гидрокопировальных станках).
[c.208]
.. ysf. Поскольку в автомате нагреваются в первую очередь корпусные детали (станина, шпиндельная бабка), тепловые деформации которых непосредственно сказываются на изменении точности обработки диаметров деталей, величины уц и y f алгебраически складываются. Более сложная схема получается для станков, у которых точность обработки нарушается из-за нагрева элементов конструкции, обеспечивающих точность выполнения и управления перемещениями заготовки и инструмента (например, в гидрокопировальных станках).
[c.208]
Расширение технологических возможностей автоматов токарной группы должно итти не только по пути увеличения точности обработки. Не меньшие резервы белее широкого использования автоматов вскрываются при оснащении их новыми приспособлениями и механизмами, обеспечивающими выполнение таких операций, которые ранее проводились на других станках. [c.181]
Так, для линии Блок 2 основным направлением дальнейших исследований должен быть анализ холостых ходов рабочего цикла и системы обеспечения заготовками, так как в этом заключены важнейшие резервы повышения производительности. И, наоборот, для линии головки блока важнейшим направлением является исследование долговечности и надежности работы механизмов, стойкости и стабильности режущего инструмента. Для токарного автомата КА-76 и внутришлифовального автомата Л54СЗ важнейшей проблемой является анализ точности обработки, в первую очередь — стабильности и надежности протекания технологического процесса.
[c.33]
И, наоборот, для линии головки блока важнейшим направлением является исследование долговечности и надежности работы механизмов, стойкости и стабильности режущего инструмента. Для токарного автомата КА-76 и внутришлифовального автомата Л54СЗ важнейшей проблемой является анализ точности обработки, в первую очередь — стабильности и надежности протекания технологического процесса.
[c.33]
Рациональное расиолоисенпе поверхностей трения в узле, ирн котором вектор износа имеет иаирапление, не оказывающее решающего влияния на работоспособность узла. Например, замена прямоугольных направляющих в токарных и револьверных станках, где износ вертикальной грани непосредственно сказывается на точности обработки, треугольными, компенспрующимп износ [13], выбор оптимальной ширины и наклона граней треугольных направляющих. [c.26]
Неравномерность и.зноса направляющих станины по их длине в токарном станке является важной причиной снижения начальной точности обработки. Для дяительнм о сохранения точности обработки при модернн.зацпи токарных станков следует обеспечить как абсолютное уменьшение износа направляющих, так и, по возможности, улучшение конструктивной формы направляющих, обеспечивающее более благоприятное распределение износа между гранями направляющих и между направляющими, при котором влияние их износа на отклонение от прямолинейной траектории перемещения суппорта (главным образом в горизонтальной плоскости) будет минимальным [13].
[c.50]
Для дяительнм о сохранения точности обработки при модернн.зацпи токарных станков следует обеспечить как абсолютное уменьшение износа направляющих, так и, по возможности, улучшение конструктивной формы направляющих, обеспечивающее более благоприятное распределение износа между гранями направляющих и между направляющими, при котором влияние их износа на отклонение от прямолинейной траектории перемещения суппорта (главным образом в горизонтальной плоскости) будет минимальным [13].
[c.50]
Точность обработки
Точность обработки
Сведения о технологическом процессе обработки деталей (заготовок)
Обеспечение заданной точности детали основное требование к технологическому
процессу. Под точностью обработки понимают степень соответствия изготовленной
детали требованиям чертежа и технических условий. Точность детали слагается
из точности выполнения размеров, формы, относительного положения поверхностей
детали и шероховатости поверхностей. Под точностью формы поверхности понимают
степень соответствия ее размеров в осевом и поперечном сечениях геометрической
форме. При разработке технологического процесса изготовления детали для
обеспечения требуемой точности обработки приходится учитывать причины,
вызывающие погрешности обработки. Основными причинами погрешностей обработки
на токарных станках являются: недостаточная точность и жесткость станка;
неточность изготовления и недостаточная жесткость режущего и вспомогательного
инструмента; погрешности установки заготовки на станке и ее деформация
при зажиме или под действием усилий резания и нагрева, погрешности в процессе
измерения и др.
Точность детали слагается
из точности выполнения размеров, формы, относительного положения поверхностей
детали и шероховатости поверхностей. Под точностью формы поверхности понимают
степень соответствия ее размеров в осевом и поперечном сечениях геометрической
форме. При разработке технологического процесса изготовления детали для
обеспечения требуемой точности обработки приходится учитывать причины,
вызывающие погрешности обработки. Основными причинами погрешностей обработки
на токарных станках являются: недостаточная точность и жесткость станка;
неточность изготовления и недостаточная жесткость режущего и вспомогательного
инструмента; погрешности установки заготовки на станке и ее деформация
при зажиме или под действием усилий резания и нагрева, погрешности в процессе
измерения и др.
а) – загатовка до установки на станке, б) – после закрепления в трехкулачковом патроне, в) – после обработки и г) – после снятия со станка
В процессе обработки система СПИД (станок – приспособление – инструмент
– деталь) станка деформируется под действием сил резания. Например, передний
центр может сместиться относительно оси 00 ненагруженного станка на величину
h2 (смотри рисунок выше), а задний – на величину h3. Деталь при этом прогнется
на величину h4, а суппорт с резцом сместится на величину h5.
Эти деформации на практике могут проявляться как совместно, так и в отдельности
и в результате могут привести к отклонениям формы делали от цилиндричной
(рисунок слева). Для выполнения точностных требований, предъявляемых к
готовой детали, последовательность технологических операций назначают,
исходя из следующих соображений. 1. Сначала производят черновую обработку
заготовки, при которой удаляются наибольшие слои металла. Это позволяет
выявить дефекты заготовки и снять с нее внутренние напряжения, вызывающие
деформации. Все операции черновой обработки требуют значительных сил резания,
значительно влияющих на точность окончательно обработанной поверхности;
поэтому их следует выполнять до операций чистовой обработки. 2. Обработку
поверхностей, на которых возможные дефекты заготовок недопустимы, следует
выполнять в начале технологического процесса при выполнении черновых операций.
Для выполнения точностных требований, предъявляемых к
готовой детали, последовательность технологических операций назначают,
исходя из следующих соображений. 1. Сначала производят черновую обработку
заготовки, при которой удаляются наибольшие слои металла. Это позволяет
выявить дефекты заготовки и снять с нее внутренние напряжения, вызывающие
деформации. Все операции черновой обработки требуют значительных сил резания,
значительно влияющих на точность окончательно обработанной поверхности;
поэтому их следует выполнять до операций чистовой обработки. 2. Обработку
поверхностей, на которых возможные дефекты заготовок недопустимы, следует
выполнять в начале технологического процесса при выполнении черновых операций. 3. Следует в первую очередь обрабатывать поверхности, при удалении припуска
с которых в наименьшей степени снижается жесткость заготовки. 4. Чистовые
операции надо выполнять в конце обработки, так как при этом уменьшается
возможность повреждения уже обработанных поверхностей. 5. Поверхности детали,
связанные между собой точным относительным расположением, необходимо обрабатывать
с одной установки и в одной рабочей позиции. При обработке штучных заготовок
необходимая точность размеров достигается снятием припуска при последовательных
проходах. Перед каждым проходом обрабатываемую поверхность детали измеряют
и определяют величину припуска, а затем назначают величину подачи инструмента.
Так повторяют до тех пор, пока фактический размер обрабатываемой поверхности
не войдет в пределы допуска на размер по чертежу.
3. Следует в первую очередь обрабатывать поверхности, при удалении припуска
с которых в наименьшей степени снижается жесткость заготовки. 4. Чистовые
операции надо выполнять в конце обработки, так как при этом уменьшается
возможность повреждения уже обработанных поверхностей. 5. Поверхности детали,
связанные между собой точным относительным расположением, необходимо обрабатывать
с одной установки и в одной рабочей позиции. При обработке штучных заготовок
необходимая точность размеров достигается снятием припуска при последовательных
проходах. Перед каждым проходом обрабатываемую поверхность детали измеряют
и определяют величину припуска, а затем назначают величину подачи инструмента.
Так повторяют до тех пор, пока фактический размер обрабатываемой поверхности
не войдет в пределы допуска на размер по чертежу.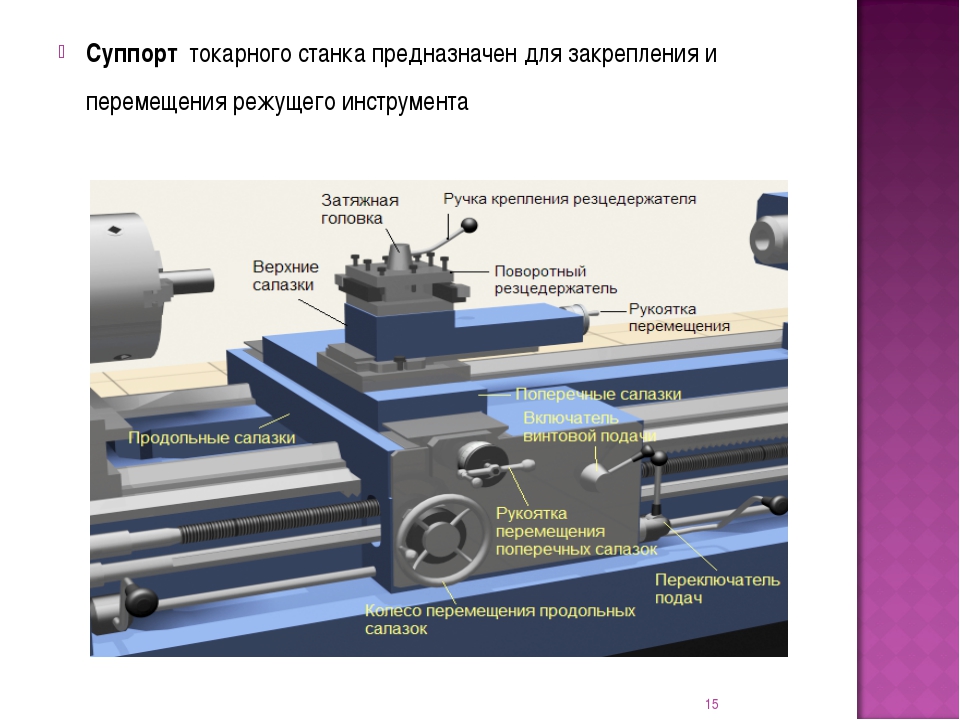 При обработке партии
деталей описанным методом обрабатывают только первую деталь, а затем фиксируют
взаимное положение механизмов станка и производят обработку остальных деталей
партии. Чем выше требования к точности детали, тем выше требования к металлорежущему
станку, режущему и вспомогательному инструменту, точности измерения, квалификации
рабочего и т. д., т. е. получение более высокой точности обработки требует
более высоких затрат времени и труда. Поэтому различают экономическую и
достижимую точность обработки. Экономическая точность обработки – понятие
условное, определяющее возможность выбора способа обработки деталей с необходимой
точностью при минимальных затратах времени и труда.
При обработке партии
деталей описанным методом обрабатывают только первую деталь, а затем фиксируют
взаимное положение механизмов станка и производят обработку остальных деталей
партии. Чем выше требования к точности детали, тем выше требования к металлорежущему
станку, режущему и вспомогательному инструменту, точности измерения, квалификации
рабочего и т. д., т. е. получение более высокой точности обработки требует
более высоких затрат времени и труда. Поэтому различают экономическую и
достижимую точность обработки. Экономическая точность обработки – понятие
условное, определяющее возможность выбора способа обработки деталей с необходимой
точностью при минимальных затратах времени и труда. На рисунке справа приведена
зависимость стоимости обработки детали от точности ее изготовления. Достижимая
точность – максимальная точность, которая может быть достигнута при обработке
детали рабочим высокой квалификации в условиях производства, предназначенных
для обработки деталей с заданной точностью. Сравнением экономической и
достижимой точности определяют совершенство технологического процесса обработки
детали.
На рисунке справа приведена
зависимость стоимости обработки детали от точности ее изготовления. Достижимая
точность – максимальная точность, которая может быть достигнута при обработке
детали рабочим высокой квалификации в условиях производства, предназначенных
для обработки деталей с заданной точностью. Сравнением экономической и
достижимой точности определяют совершенство технологического процесса обработки
детали.
Точность токарного станка
Цель работы заключается в
определении технического состояния и точности токарного станка по параметрам точности, которые оказывают влияние на возникновение погрешностей обработки.Для оценки параметров точности токарного станка мы должны освоить методы контроля технического состояния токарного станка по параметрам точности в соответствии с ГОСТ 18097-85 и практические измерения отдельных параметров точности токарного станка 1М61П.
Необходимо приобрести навыки работы с контрольными оправками и индикатором часового типа на штативе или магнитной стойке при выполнении измерений параметров точности.
Определить техническое состояние токарного станка по параметрам точности и подготовить заключение о возможности его использования для обработки деталей.
Оборудование, приборы и инструменты, которые будем использовать.
- Токарно-винторезный станок модели 1М61П.
- Индикатор часового типа ИЧ-05 с ценой давления 0,01 мм на штативе.
- Индикатор часового типа 1МИГЦ с ценой деления 0,001 мм на стойке индикаторной магнитной.
- Оправки контрольные цилиндрические с конусом МОРЗЕ для установки в шпинделе и задней бабке.
- Оправка контрольная с центровым отверстием под шарик.
- Центра ГОСТ 13214-79.
Для контроля геометрической точности токарно-винторезных станков общего назначения необходимо использовать ГОСТ 18097-85, который устанавливает параметры точности и методы их проверки. Проверка станков по нормам точности заключается в установлении точности изготовления, взаимного расположения, перемещения и соотношения движений рабочих органов станка, несущих заготовку и инструмент, путем измерений с помощью контрольных приспособлений и приборов. Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Проверка станков по нормам точности заключается в установлении точности изготовления, взаимного расположения, перемещения и соотношения движений рабочих органов станка, несущих заготовку и инструмент, путем измерений с помощью контрольных приспособлений и приборов. Также контроль может выполняться путем измерения обработанных на станках образцов деталей.
Геометрическую точность неработающего станка нельзя отождествлять с точностью обработки, отклонение геометрической точности станка от норм оказывает существенное влияние на точность обработки.
При проверка станков по нормам точности (без резания) движения отдельных узлов и элементов станка должны осуществляться от руки, а при отсутствии ручного привода – механически на наименьшей скорости.
На практике проверяются те параметры точности станка, погрешности которых могут оказать существенное влияние на возникновение погрешностей обработки, а именно: прямолинейность поверхности направляющих станины, биение вращающихся центров, положение оси вращения относительно оси шпинделя и т. д.
д.
При изготовлении деталей на металлорежущих станках часто приходится пользоваться лимбами, дающими возможность отсчитывать необходимые перемещения узлов станка. При пользовании лимбами, даже при перемещении на целое число делений лимба, необходимое перемещение нельзя осуществить точно. Возникает погрешность установки, проявляющаяся в том, что при многократной установке узла в требуемое положение он не занимает каждый раз строго одинаковое положение.
Погрешность установки размера по лимбу станка является случайной погрешностью и зависит от многих переменных факторов: неточности шага винта, неточности нанесений делений на лимбе, износа винтовой пары, жесткости цепи перемещения, величины силы трения в направляющих, ширины штрихов на шкале лимба, освещенности рабочего места, состояния зрения рабочего и т.д.
Величина погрешности установки определяется разностью предельных значений смещений узла относительно требуемого положения.
При данной методике проведения работы не учитываются такие составляющие погрешности, как неточность шага винта, износ винтовой пары, неточность нанесения делений лимба и др., но значительно упрощается техника проведения эксперимента.
Порядок выполнения работы определения точности токарного станка:- 1. Проверить прямолинейность продольного перемещения суппорта в горизонтальной плоскости (рис 1.1.)
Рис. 1.1 Контроль прямолинейности продольного перемещения суппорта при помощи оправки и индикатора.
В центрах передней 1 и задней 5 бабок устанавливают оправку 3 с цилиндрической измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к ее оси перпендикулярно образующей. Показания индикатора на концах оправки должны быть одинаковыми.
Показания индикатора на концах оправки должны быть одинаковыми.
Суппорт перемещают в продольном направлении на всю длину хода. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора и заносят в отчет.
- 2. Проверить прямолинейность продольного перемещения суппорта в вертикальной плоскости.
В центрах передней 3 и задней 5 бабок устанавливают оправку 2 с цилиндрической измерительной поверхностью. Суппорт 1 должен быть расположен ближе к оси центров станка рис. 1.2..
Рис. 1.2 Проверка при помощи оправки и индикатора прямолинейности в вертикальной плоскости.
Табл. 1. – Результаты измерения параметров точности токарного станка 1М61П.
На суппорте в резцедержателе укрепляют индикатор 4 так, чтобы его измерительный наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси перпендикулярно образующей оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора. Если показания индикатора. Если показания индикатора на концах оправки не одинаковы, то из результатов отклонений следует вычесть погрешность, вызванную установкой оправки.
- Проверить одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости рис. 1.3..
Проверка при помощи оправок и индикатора одновысотности оси вращения шпинделя и оси отверстия пиноли задней бабки.
Заднюю бабку 5 с полой выдвинутой пинолью устанавливают на расстоянии примерно равном от торца шпинделя до торца пиноли. Заднюю бабку и пиноль закрепляют. В отверстии шпинделя передней бабки 1 и в отверстии пиноли задней бабки 5 вставляют оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 4 (в резцедержателе) укрепляют индикатор 3 так, чтобы его измерительный наконечник касался измерительной поверхности одной из оправок на расстоянии, равном двум диаметрам оправки и был направлен к ее оси перпендикулярно направляющей.
Затем суппорт перемещают в сторону второй оправки и не изменяя положение индикатора, производят проверку одновысотности с первой оправкой. Для определения наибольшего показания индикатора верхнюю часть суппорта перемешают в поперечном направлении вперед и назад.
Результат измерения у шпинделя передней бабки устанавливают как среднюю арифметическую двух измерений, после первого измерения шпиндель поворачивают на 180°.
Отклонение определяют как наибольшую алгебраическую разницу. Проверить радиальное биение центрирующей поверхности бабки под патрон.
Рис. 1.4. – Измерение при помощи индикатора радиального биения центрирующей поверхности шпинделя
На неподвижной части станка укрепляют индикатор 1 так, чтобы его наконечник касался проверяемой поверхности 2 и был направлен к ее оси перпендикулярно образующей. Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
- Проверить торцовое биение опорного буртика шпинделя передней бабки
Рис. 1.5. – Измерение при помощи индикатора торцового биения опорного буртика шпинделя.
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возможно большем расстоянии от центра и был перпендикулярен ему.
Шпиндель приводят во вращение в рабочем направлении. Измерения производят в двух взаимно перпендикулярных плоскостях в диаметрально противоположных точках поочередно.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
- Проверить радиальное биение конического отверстия шпинделя передней бабки:
а) у торца;
б) на длине L=200 мм.
Схема проверки показана на рис.1.6.
Измерение при помощи индикатора радиального биения конического отверстия шпинделя.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На неподвижной части станка укрепляют індикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Шпиндель приводять во вращение в рабочем направлении.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разницу показаний индикатора в каждом его положении.
- Проверить параллельность оси вращения шпинделя передней бабки продольному перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости.
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На суппорте 4 в резцедержателе укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно направляющей.
Схема проверки показана на рис. 1.7.
Суппорт перемещают в продольном направлении на всю длину хода L. Измерения производят по двум диаметрально противоположным образующим оправки при повороте шпинделя на 180 градусов.
Отклонения определяют как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, каждый из которых определяют как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
Измерение при помощи индикатора и оправок параллельности оси вращения шпинделя продольному перемещению суппорта.
В случае опор скольжения проверку можно производить при медленном вращении шпинделя. Результат определяется при каждом положении суппорта наибольшей алгебраической разностью показаний индикатора.
- Проверить параллельность оси конического отверстия пиноли задней бабки перемещению суппорта:
а) в вертикальной плоскости
б) в горизонтальной плоскости
Схема проверки показана на рис. 1.8.
Измерение параллельности оси конического отверстия пиноли задней бабки перемещению суппорта.
Заднюю бабку устанавливают в положение, предусмотренное в проверке и закрепляют.
В отверстие пиноли 3 вставляют контрольную оправку 1 с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в указанных положеннях суппорта.
- Определить погрешность установки раз мера по лимбу.
9.1.Установить лимб перемещения одного из узлов станка на выбранное деление.
9.2.Закрепить на неподвижном узле станка стойку индикатора. Измерительный наконечник индикатора (цена деления шкалы 0,01 мм) должен касаться перемещающейся при опыте детали станка с некоторым натягом. Стрелку індикатора установить на 0 (Рис. 1.9.).
9.3. Перемещая подвижный узел, определить цену деления шкалы лимба.
9.4. Установить на стойке индикатор с ценоз деления шкалы 0,001 мм или 0,002 мм, уперев его измерительный наконечник в перемещающуюся при опыте деталь станка с некоторым натягом. Стрелку индикатора установить на ноль.
Схема измерения погрешности установки
9.5. Проворачивая рукоятку винта, отвести подвижный узел станка в направлении, противоположном выбранному направлению рабочего перемещения, на 0,5-1 оборот винта так, чтобы обязательно был выбран зазор на винтовой паре.
9.6. Проворачивая рукоятку винта, переместить узел станка в направлении рабочего хода до совпадения риски выбранного деления лимба с неподвижной отметкой. Окончательную доводку совпадения рисок можно призводить легким постукиванием руки по рукоятке винта. Записать показания индикатора.
9.7.Повторить п. 9.5. и 9.6 не менее 10 раз.
9.8. Определеить значения погрешности и посчитать по формуле. Результаты сравнить с показаниями в табл.. 1.2.
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек – в наличии на складе! Сварочные экраны и защитные шторки – в наличии на складе! Детали обрабатывают на металлорежущих станках для того, чтобы получить необходимые форму и размеры их с требуемой чистотой поверхности и точностью обработки. Требование к форме, размерам, классу чистоты и точности обусловлены назначением детали и условиями ее работы в машине. Конструкторы задают их в чертежах. Из простейшего, например, чертежа (фиг. 1) видно, что деталь имеет цилиндрическую ступенчатую форму с диаметром большего цилиндра 50 мм и меньшего 40 мм. Торцовые поверхности цилиндров — это плоскости, перпендикулярные к осям цилиндров. Чистота цилиндрических поверхностей должна быть не ниже седьмого класса, а торцовых — четвертого. Известно, что такие понятия, как точка, линия, поверхность, это идеальные, реально не существующие геометрические образы, хотя бы потому, что точка лишена всяких размеров, линия может иметь лишь длину, но ни ширины, ни толщины она не имеет; поверхность имеет лишь два измерения. Те физические линии и поверхности детали, которыми определяются ее форма и размеры, не тождественны геометрическим образам. Однако легко представить деталь, все физические поверхности и линии которой отождествлены с соответствующими геометрическими понятиями. В этом случае мы представим деталь с идеальными формами и размерами, которую называют идеальной деталью. С ней связано содержание термина «точность обработки». По некоторым причинам обработанные на станках детали будут обязательно иметь различные отклонения от идеальной формы и размеров. Цилиндрические поверхности могут получиться слегка коническими или гиперболоидными; поперечное сечение цилиндров может отклоняться от идеальной формы круга, принимая форму эллипса, многогранника и т. п.; размеры диаметра и длины будут колебаться в некоторых пределах, в зависимости от условий обработки; относительно друг друга поверхности могут располагаться неправильно. Например, оси двух цилиндров (фиг. 1) могут не совпадать, а торцовые поверхности быть не перпендикулярными к осям цилиндров. Таким образом, реальная деталь не вполне соответствует идеальной детали. Степенью соответствия определяется точность обработки. Отступление реальных формы и размеров детали от идеальных называют погрешностью обработки. Величину этих отступлений ограничивают допусками. Допуск — это тот диапазон отклонений, в пределах которого реальная деталь может отклоняться от идеальной. Величинами допусков определяются классы точности. Их значения конструктор указывает в чертеже. Например, на фиг. 1 показано, что диаметры детали могут отклоняться на величину 0,02 мм, длина цилиндра большего диаметра и общая длина — на 0,3 и 0,5 мм, биение торцов и цилиндрических поверхностей (несоосность и неперпендикулярность) допускается в пределах 0—0,03 и 0—0,01 мм и т. д. Разность между наибольшим и наименьшим размерами, в пределах которых должен находиться размер детали, носит название поля допуска. В машиностроении оказалось удобным характеризовать точность обработки четырьмя показателями: 1) точностью формы; 2) точностью размеров; 3) точностью взаимного расположения поверхностей детали; 4) шероховатостью поверхности. Характеристика точности обработки по таким показателям является не совсем строгой, поскольку форма, размеры и относительное расположение поверхностей неотделимы друг от друга. Однако она принята потому, что на практике по этим показателям удобно осуществлять контроль точности обработки. От точности обработки деталей зависит качество машины: чем выше точность, тем долговечнее и надежнее машина. С усложнением конструкций современных машин и увеличением интенсивности нагрузки непрерывно повышаются требования к точности обработки их деталей. Но чем выше точность, тем сложнее технологический процесс изготовления деталей и тем больше затраты труда на изготовление. Таким образом, точность обработки деталей в машиностроительной промышленности имеет огромное экономическое значение, обусловливающее необходимость повышения производительности труда при одновременном увеличении степени точности обработки. Для решения этой задачи необходимо выявить, какими причинами вызываются отклонения в точности обработки, и затем разработать рациональные методы устранения или уменьшения их влияния. Вопросами изучения причин, определяющих точность обработки, занимаются многие ученые и производственники. Им посвящены труды А. П. Соколовского, Н. А. Бородачева, А. Б. Яхина. В. М. Кована, Б. С. Балакшина и ряда других авторов, положивших начало учению о точности обработки. В некоторых случаях уже сейчас возможно заранее определить величину отклонений, которые могут возникать в процессе резания, если известны условия обработки. Понятие точности обработки тесно связано с понятием о погрешности обработки. Исследования показали, что на образование погрешности влияют многие причины. В большинстве случаев в процессе резания они возникают одновременно, определяя суммарную погрешность обработки. В.И. Ишуткин. Настройка металлорежущих станков. Машгиз. 1960. СМ. также: Настройка и наладка металлорежущих станков |
Прецизионный токарный станок и услуги токарной обработки | Wisconsin Machine Shop
Прецизионные токарные станки и услуги токарной обработки | Машинный цех Висконсина | Owens Industries, Inc Oak Creek, ВисконсинПолучите информацию по телефону:
Owens Industries предоставляет лучшие станки с ЧПУ для обработки и токарной обработки. Укомплектованные высококвалифицированными программистами и машинистами с ЧПУ, а также горизонтальными и вертикальными токарными центрами, мы постоянно превышаем стандарты точности, аккуратности и качества наших клиентов.
Прецизионный токарный станок, лучший в бизнесе
На токарных и токарных станках с ЧПУOwens используются программные системы CAD / CAM. Наш токарный / токарный цех с ЧПУ обычно работает с диаметрами менее 2 дюймов, но наша максимальная производительность составляет 14 дюймов.
Обслуживаемые отрасли
Прецизионные токарные станки используются в ряде отраслей для производства прецизионных компонентов с быстрым временем изготовления и повторяемой точностью, в том числе:
Owens Industries обслуживает эти и многие другие отрасли, постоянно превышая отраслевые стандарты качества и возможности обычных станков с ЧПУ. Мы с радостью возьмем на себя прототипные или производственные работы по механической обработке.
Owens Industries обслуживает различные отрасли промышленности по всей стране и по всему миру, беря на себя прототипы и производственные работы. Независимо от того, нужны ли вам услуги высокоточной токарной обработки или требуются сложные компоненты, требующие 5-осевой или электроэрозионной обработки, вы можете рассчитывать на то, что Owens удовлетворит все ваши потребности и обеспечит наилучшие результаты.
Позвоните нашим инженерам-технологам сегодня, чтобы определить ваши потребности в обработке с ЧПУ или обсудить работу, которую мы выполняли для клиентов в прошлом (помогая вам понять, почему наши клиенты становятся пожизненными партнерами после использования любых услуг Owens).
Компонентов, которые мы создали на токарных / токарных станках с ЧПУ:
| Деталь | Заявка | Промышленность | Материал | Особые характеристики |
| Зажим для сетки | Спутниковый компонент | Космические исследования | Нержавеющая сталь AISI 304 | Поворот 0.044 “толстое кольцо |
| Трубка охлаждения | Счетчик природного газа | Энергетика | OFE C10100 H04 Твердая медь | Зеркальная отделка – критическая полировка |
| Поршень | Клапан двигателя | Аэрокосмическая промышленность | 7075-T651 Алюминий | Соблюдение допуска посадки диаметра класса 1 |
| Заграждение | Сканер КТ | Медицинский | 718 Инконель | Бывшая в употреблении керамическая оснастка для токарной обработки |
| Статический замок | Управление коробкой передач | Нефть и газ | Lescalloy M50 VIM-VAR | Зуборезные |
| Камера | Пневматическая дрель Core | Стоматологическая бормашина | 17-4 ф. Конд. H900 | Хонингование ID до 8 Micro Finish |
| Внутренняя раса | Сменная направляющая подшипника | Нефть и газ | M50 Vim-Var IAW AMS 6491 | 8 Микро-финиш на гоночном профиле |
| Сопло, дозирующее | Сопло для дозирования лекарств | Производство лекарств | 17-4 PH Cond H900 | Проволока EDM со сквозным отверстием 2 мм длиной более 8 дюймов |
| Седло электромагнитного клапана | Седло гидравлического поршня | Горное дело | 431 Нержавеющая сталь согласно BS970 | Седло уплотнения баллона до 0.078 “Профиль |
| Микро Наконечник | Инструментальная крышка | Медицинский | Нержавеющая сталь AISI 316 | Микропроволочный EDM |
| Седло клапана | Регулятор расхода воздуха | Аэрокосмическая промышленность | 347 Нержавеющая сталь | Диаметр удерживается в пределах 0,0005 дюймов, концентричность |
| Изолятор, проводимость | Элементный изолятор | Медицинские исследования | Kel-F PCTFE пластик | Токарные конические ID-профили |
| Адаптер для трубки с зазубринами | Выравнивание волоконной оптики | Узел микроскопа | 17-4 ф. Конд. H900 | Бурение 0.025 “отверстия |
| Кювета линзы | Порт просмотра потока | Газовая промышленность | 6061-T6 Алюминий | Поворот 2.075-32 ID резьбы |
| DM Крышка | Спутниковый компонент | Космические исследования | 6061-T651 Алюминий | Крышка с фланцем для токарных, фрезерных и сверлильных станков |
| Заглушка пилота | Поток жидкости | Производство двигателей | 1117 CRS | Фрезерование радиальных отверстий |
| Корпус форсунки | Производство печатных плат | Электроника | Нержавеющая сталь AISI 316 | Проволочный электроэрозионный электроэрозионный станок с конусом 3 градуса и покрытием 8 Micro |
| Контрольная гонка | Компонент внутреннего привода | Нефть и газ | M50 Vim-Var IAW AMS 6491 | Шлифовка шарико-винтовой передачи и протяжка с внутренним шлицем |
| Зеркало в сборе | Счетчик газа | Энергия | OFHC Медь | Полироль High Polish 4 Micro Finish |
| Поворотный шар | Военный самолет | Оборона | Нержавеющая сталь 316 | Приваривание шарика из твердого сплава к штоку из нержавеющей стали |
| Цилиндр в сборе | Канал потока для ракеты-носителя | Спутниковый компонент | A286 Сплав | Глубокое сверление по прерывистым поверхностям |
| Корпус Octopole | Ориентация луча | Исследования и разработки | Нержавеющая сталь AISI 304 | Регулировка сборки 5 микрон или меньше |
| Двухвинтовой ротор | Смешивание | Пищевая промышленность | AISI 316 / 316L | Программируемая одновременная 5-осевая фрезеровка / токарная обработка |
Если у вас есть сложные компоненты с жесткими допусками и высокими требованиями к точности, у Owens есть оборудование, знания и опыт, чтобы соответствовать вашим точным спецификациям – даже если это означает превышение возможностей нашей отрасли.Наш руководитель отдела токарных станков с ЧПУ работает с нами более 35 лет.
Свяжитесь с нашими специалистами по токарной обработке и токарной обработке с ЧПУ сегодня, чтобы узнать больше о нашем оборудовании и возможностях.
Оставить отзыв
Для полноценной работы этого веб-сайта требуется JavaScript.
Чем занимаются мастерские по прецизионным станкам: токарная обработка
Токарная обработка веками применялась машинистами для обработки самых разных материалов.Первоначально токарная обработка дерева использовалась для создания сложных цилиндрических конструкций для использования в инструментах, ручках, мебели. Сегодня токарная обработка является жизненно важной частью процесса производства металла и основным методом, используемым в точных станках с ЧПУ в Соединенных Штатах и во всем мире.
Токарная обработка – это процесс вращения заготовки и приведения ее в контакт с режущим инструментом. Когда заготовка вращается, вращательное движение заставляет режущий инструмент снимать материал. Сам режущий инструмент может двигаться линейно, параллельно или перпендикулярно оси прядильной заготовки.Разрезы, сделанные при токарной обработке, и полученная форма заготовки определяются движением и формой режущего инструмента.
Какие детали требуют токарной обработки?
Как правило, токарная обработка позволяет получать цилиндрические или конические поверхности. Из-за задействованного вращательного движения радиальная симметрия часто – но не всегда – является результатом этого процесса. Нарезание резьбы – это пример подпроцесса точения, который не приводит к радиальной симметрии. Таким способом часто обрабатываются болты и участки с резьбой.
Многие детали и изделия требуют токарной обработки для создания некоторых или всех поверхностей. Некоторые детали можно почти полностью обработать токарной обработкой, например, болты , балясины и цилиндрические инструменты . Другие детали используют токарную обработку для визуализации их цилиндрических или конических поверхностей и другие процессы, такие как фрезерование или распиловка, для создания дополнительных форм.
Какие инструменты используются для токарной обработки?
Токарный станок является основным станком, используемым для токарной обработки, но современные станки с ЧПУ в значительной степени заменили традиционные токарные станки оборудованием, которое объединяет несколько операций, как в токарно-фрезерных центрах , обрабатывающих центрах или 5-осевая обработка центры .Помимо токарной обработки, токарные станки также могут использоваться для других процессов обработки, таких как расточка, развёртывание, торцевание или накатка .
Традиционные токарные станки состоят из следующих частей:
- Головка шпинделя – содержит шпиндель, который удерживает и вращает заготовку
- Задняя бабка – расположена на противоположном конце передней бабки и включает «центр», который используется для правильного ориентирования заготовки вдоль ее оси
- Каретка – перемещает режущий инструмент по оси вращения и удерживает режущий инструмент и все механизмы, управляющие движением режущего инструмента.В современных токарных станках и обрабатывающих центрах каретка часто содержит револьверную головку , которая позволяет переключать инструменты в середине процесса.
- Режущий инструмент – деталь, которая соприкасается с заготовкой для удаления материала
- Интерфейс ЧПУ – присутствует только в токарных станках с ЧПУ, позволяет операторам программировать заданные параметры для управления движением и скоростью токарного станка
Токарно-фрезерные и обрабатывающие центры часто заменяют каретку более универсальным фрезерным компонентом, что позволяет оборудованию выполнять как фрезерные, так и токарные операции.Эти фрезерные компоненты удерживают и перемещают режущие инструменты, как каретка токарного станка, но они обеспечивают большее сочленение, а также вращают инструмент на высоких оборотах для выполнения фрезерных операций. Даже без специального фрезерного оборудования современные токарные станки, используемые сегодня, часто предоставляют базовые возможности фрезерования с помощью револьверных головок, которые предлагают рабочий инструмент .
Независимо от конструкции и конфигурации оборудования, все токарные операции выполняются одинаково: станок вращает заготовку с заданной частотой вращения, а оператор управляет выбором и перемещением режущего инструмента.
Еще из нашей серии “Что делают мастерские по производству точных машин”
Узнайте больше об оборудовании и методах ЧПУ из нашей бесплатной электронной книги Руководство по процессам обработки с ЧПУ
Цех токарных станков с ЧПУ
Вертикальные токарные центры | Вертикальные токарные станки с ЧПУ
Trace-A-Matic – это механический цех, ориентированный на обслуживание клиентов, с арсеналом токарных центров с ЧПУ для обработки высококачественных прототипов и крупносерийного производства.Десятилетия проверенного опыта обработки и постоянные инвестиции в технологии заслужили доверие ведущих производителей оригинального оборудования для производства критически важных деталей для самых требовательных приложений. Наши современные вертикальные токарные станки с ЧПУ имеют наготове несколько режущих инструментов. Наш подход с несколькими станками увеличивает скорость обработки, эффективность и производительность, обеспечивая при этом высочайшую точность. Trace-A-Matic – это высокоточная токарная компания с ЧПУ, специализирующаяся на производстве сложных металлических изделий.
Сводка возможностей токарной обработки
Типы деталей:
Цилиндры, ступицы, кожухи, фланцы, корпуса, шпиндели, оси, ролики, корпуса насосов, колеса, поворотные муфты и другие цилиндрические детали
Размер детали:
До 118 дюймов в диаметре и 78 дюймов в высоту
Типы металлов:
Все стандартные металлы, алюминий, броневая пластина, латунь, бронза, хром, медь, гаммаллой, хастеллой, инколой, инконель, инвар, марганец, молибден, монель, никель, нитроллой, платина, порошковые металлы, нержавеющая сталь. сталь, стеллит, титан, васпалой, цинк и многие другие суперсплавы
Типы материалов:
Крупногабаритные отливки, поковки, сварные детали, трубы и пруток
Токарные процессы:
Растачивание, резка, сверление, торцевание, внутренняя формовка, накатка, вырезание шейки, отрезка, обработка уступа, нарезание резьбы (внешняя, внутренняя) и токарная обработка (контур, форма, конус, прямая)
Обслуживаемые отрасли:
Аэрокосмическая, оборонная, пищевая, тяжелая, медицинская, военная, горнодобывающая, нефтегазовая, энергетическая и транспортная
Марки станков:
Doosan, Dynamic KTM, HNK, Hyundai Wia, New Century, Okuma & Howa, Samsung и Twin Merit – пожалуйста, обратитесь к нашему перечню оборудования для получения конкретной информации и возможностей токарных станков.
Токарный станок – один из старейших станков, используемых для прямой, радиальной и конической токарной обработки деталей. Внедрение числового программного управления (ЧПУ) подняло технологию токарной обработки на новый уровень. Сегодня станки с ЧПУ работают на очень высоких скоростях и обеспечивают исключительную точность при производстве прецизионных деталей. Процессы токарной обработки эволюционировали и включают в себя элементы управления ЧПУ, приводные инструменты (вращающиеся инструменты) и технологию двойного шпинделя, чтобы сделать фрезерные операции с ЧПУ более эффективными.
Вертикальный токарный центр с ЧПУ или токарный станок вращает металлические детали в вертикальной ориентации в процессе обработки. Сырье удерживается в патроне с помощью кулачков, оправки, цанги или торцевого привода и соединяется с узлом передней бабки, который приводит во вращение заготовку с помощью мощного двигателя. Узел револьверной головки перемещается по оси Z, удерживая одноточечные режущие инструменты напротив заготовки для удаления материала на каждом проходе «вверх и вниз»; это многоосевой субтрактивный метод производства.
Вертикальные токарные станки позволяют обрабатывать детали большего диаметра и обрабатывать более тяжелые токарные детали, занимая при этом меньше места, чем горизонтальные токарные центры. Недостатками вертикальных токарных станков с ЧПУ являются ограничения по длине детали и полное удаление стружки. Мы предлагаем широкий выбор отделки поверхности от полуфабриката до чистовой отделки, часто не требующей шлифовки.
Анатомия вертикального токарного станка
- Узел передней бабки (не виден) – Приводит приводной шпиндель токарного станка
- Патрон – расположен на конце шпинделя, удерживающего вращающуюся заготовку
- Губки – зажимает заготовку в патроне
- Направления оси Z (не видно) – направляющие приводного механизма и инструмента перемещаются параллельно заготовке на
- Направляющие оси X (не видно) – направляющие приводного механизма и инструмент перемещаются перпендикулярно заготовке на
- Заготовка – зажимается в патроне губками
- Универсальная револьверная головка – Держит наготове несколько режущих инструментов
- Режущий инструмент – Удаляет материал из заготовки для формирования детали – субтрактивное производство
Вертикальная фотогалерея с ЧПУ
Вертикальный токарный процесс
Обработка вращающейся ступицы инструмента
Кольцо диаметром 90 дюймов
Алюминиевые колеса
Токарно-фрезерный корпус
Крупная нарезанная резьба
Стальной кожух
Фрезерование стальных ступиц, сверление
Алюминиевые отливки
Видео службы токарной обработки с ЧПУ
Другие предлагаемые услуги по обработке с ЧПУ: 5-осевая обработка, Многоосевая обработка, Горизонтальное фрезерование, Вертикальное фрезерование, Горизонтальный поворот, Вертикальная токарная обработка, ЧПУ Инжиниринг, Контроль ЧПУ и Специальный процесс обработки
Все названия продуктов, товарные знаки и зарегистрированные товарные знаки являются собственностью соответствующих владельцев.
Наиболее распространенные типы высокоточной обработки с ЧПУ
Обработка с ЧПУ – это общий термин, используемый для различных применений механической обработки. «ЧПУ» означает компьютерное числовое управление и относится к программируемой функции станка, позволяющей машине выполнять многие функции с минимальным контролем со стороны человека. Обработка с ЧПУ – это изготовление детали с помощью станка с ЧПУ. Этот термин описывает ряд процессов субтрактивного производства, при которых материал удаляется из заготовки или стержня для производства готовой детали.Существует 5 распространенных типов обработки с ЧПУ, выполняемых 5 различными типами станков с ЧПУ.
Эти процессы используются во многих приложениях в различных отраслях промышленности, включая медицину, аэрокосмическую, промышленную, нефтегазовую, гидравлическую, огнестрельное оружие и т. Д. На станках с ЧПУ можно обрабатывать различные материалы, включая металл, пластик, стекло, композиты и дерево.
Обработка с ЧПУпредлагает множество преимуществ по сравнению с обработкой без возможности программирования ЧПУ. Значительно сокращенное время цикла, улучшенная отделка и несколько функций могут выполняться одновременно, что может улучшить качество и согласованность.Он подходит для средних и больших объемов, когда требуются точность и сложность.
# 1 – Токарные и токарные станки с ЧПУТокарные и токарные станки с ЧПУ характеризуются своей способностью вращать (поворачивать) материалы во время обработки. Режущий инструмент для этих станков подается линейным движением вдоль вращающейся прутковой заготовки; удаление материала по окружности до достижения желаемого диаметра (и характеристик).
Подмножество токарных станков с ЧПУ – это швейцарские токарные станки с ЧПУ (которые являются типом станков, которые использует Pioneer Service).На швейцарских токарных станках с ЧПУ пруток материала вращается и скользит в осевом направлении через направляющую втулку (удерживающий механизм) в станок. Это обеспечивает гораздо лучшую поддержку материала по мере того, как инструмент обрабатывает детали (что приводит к лучшим / более жестким допускам).
Токарные и токарные станкис ЧПУ могут создавать внутренние и внешние элементы на детали: просверленные отверстия, отверстия, протяжки, расточки, пазы, нарезания резьбы, конусы и резьбы. Компоненты, изготовленные на токарных станках с ЧПУ и токарных центрах, включают винты, болты, валы, тарелки и т. Д.
# 2 – Фрезерные станки с ЧПУ Фрезерные станки с ЧПУхарактеризуются своей способностью вращать режущие инструменты, удерживая заготовку / блок в неподвижном состоянии. Они могут производить широкий спектр форм, включая детали с торцевым фрезерованием (мелкие, плоские поверхности и полости в заготовке) и периферийные элементы фрезерования (глубокие полости, такие как пазы и резьба).
Компоненты, производимые на фрезерных станках с ЧПУ, обычно имеют квадратную или прямоугольную форму с различными характеристиками.
# 3 – Лазерные станки с ЧПУ Лазерные станки с ЧПУимеют остроконечный фрезерный станок с сильно сфокусированным лазерным лучом, который используется для точной резки, разрезания или гравировки материалов. Лазер нагревает материал и заставляет его плавиться или испаряться, создавая разрез в материале. Обычно материал имеет формат листа, и лазерный луч движется вперед и назад по материалу, чтобы создать точный разрез.
Этот процесс позволяет производить более широкий спектр конструкций, чем на обычных станках для резки (токарные станки, токарные центры, фрезы), и часто позволяет производить разрезы и / или кромки, не требующие дополнительных процессов чистовой обработки.
Лазерные граверы с ЧПУчасто используются для маркировки (и декорирования) обработанных деталей. Например, может быть сложно обработать логотип и название компании на токарном или фрезерованном с ЧПУ компоненте. Однако лазерная гравировка может использоваться для добавления этого к детали даже после завершения операций обработки.
# 4 – Электроэрозионные станки с ЧПУ (EDM)Электроэрозионный станок с ЧПУ (EDM) использует контролируемые электрические искры для придания материалам желаемой формы.Это также можно назвать искровым эродированием, утоплением в штампе, искровой обработкой или прожиганием проволоки.
Компонент помещается под электродную проволоку, и машина запрограммирована на испускание электрического разряда из проволоки, который выделяет сильное тепло (до 21000 градусов по Фаренгейту). Материал плавится или смывается жидкостью, чтобы создать желаемую форму или особенность.
EDMчаще всего используется для создания точных микроотверстий, пазов, конических или угловых элементов, а также множества других более сложных элементов в компоненте или заготовке.Обычно он используется для очень твердых металлов, которые трудно обработать до желаемой формы или характеристик. Отличным примером этого является типичное снаряжение.
# 5 – Станки плазменной резки с ЧПУСтанки плазменной резки с ЧПУ также используются для резки материалов. Однако они выполняют эту операцию с помощью мощной плазменной горелки (электронно-ионизированный газ), управляемой компьютером. Подобно ручным газовым горелкам, используемым для сварки (до 10 000 градусов по Фаренгейту), плазменные горелки достигают 50 000 градусов по Фаренгейту.Плазменный резак проплавляет заготовку, создавая разрез в материале.
Как правило, при любой плазменной резке с ЧПУ разрезаемый материал должен быть электропроводным. Типичные материалы – сталь, нержавеющая сталь, алюминий, латунь и медь.
Итого:Прецизионная обработка с ЧПУ обеспечивает широкий спектр производственных возможностей для компонентов и окончательной обработки в производственной среде. В зависимости от условий использования, необходимых материалов, времени выполнения заказа, объема, бюджета и требуемых характеристик обычно существует оптимальный метод для достижения желаемого результата.
В Pioneer Service мы работаем с такими станками, как швейцарские токарные станки с ЧПУ и токарные центры с ЧПУ. Наши станки могут выполнять некоторые фрезерные операции (обычно небольшие плоские детали включены в конструктивные особенности компонентов). Мы производим круглые, трубные и шестигранные прутки из самых разных металлов и термопластов, чтобы производить компоненты, необходимые нашим клиентам.
Не стесняйтесь обращаться к нам, если у вас все еще есть вопросы о том, какие функции могут быть выполнены на наших токарных станках с ЧПУ и токарных центрах.Наша команда будет рада изучить ваш отпечаток и поделиться своим мнением об особенностях вашего дизайна.
Основы обработки, часть 3: поломка оборудования для высокоточной обработки
Прецизионная обработка – это процесс создания сложных и точных деталей, компонентов и предметов, которые используются в нашей повседневной жизни. Прецизионная обработка позволяет создавать детали с жесткими допусками, чтобы они точно и точно соответствовали объекту или машине, для которых они созданы.Поскольку прецизионная обработка должна быть настолько точной, материалы и обрабатывающее оборудование, используемые для прецизионной обработки, должны быть очень специфичными. Здесь мы рассмотрим наиболее распространенное обрабатывающее оборудование, используемое в точном машиностроении.
ОБЗОР ЗАДАЧ ТОЧНОЙ ОБРАБОТКИ
В общих чертах задачи точной обработки можно разделить на фрезерные, токарные и расточные. Прецизионное оборудование фокусируется на создании детали или объекта путем вычитания материала, а не на добавлении материала для создания правильной формы.В некоторых случаях режущее оборудование также включается в прецизионное машиностроение.
Процессы фрезерования включают использование режущих и шлифовальных инструментов для удаления материала для создания детали. Токарные станки вращают материал и используют режущие инструменты для придания формы и модификации детали. Сверлильное оборудование работает путем сверления отверстий в материале с помощью точных вращающихся режущих инструментов. Каждый из следующих прецизионных обрабатывающих инструментов относится к одной из вышеперечисленных категорий.
ШВЕЙЦАРСКИЕ МАШИНЫ
Швейцарские станки обеспечивают точную и точную работу в соответствии с конкретными инструкциями, закодированными с помощью ЧПУ (числовое программное управление).Швейцарские машины изначально использовались для создания деталей для швейцарских часов и могли собирать крошечные компоненты диаметром всего 0,75 дюйма. Швейцарские станки очень эффективны при обработке мелких деталей и длинных тонких деталей без смещения или вибрации. Швейцарский станок обеспечивает контроль, удерживая заготовку на месте, в то время как инструмент вращается вокруг нее. Швейцарские станки также можно модифицировать для точной формы и сборки вашей уникальной детали. Швейцарские станки могут обрабатывать более сложные и замысловатые детали от 7 до 9 осей.
СТАНКИ
Токарные станки – это высокоточный обрабатывающий инструмент, который вращает заготовку относительно режущего инструмента. Токарными станками также можно управлять с помощью компьютера, который позволяет создавать сложные конструкции с помощью числового программного управления. В большинстве цехов точной механической обработки токарные станки могут иметь различные возможности с обработкой до 5 осей, производя детали диаметром от 0,062 до 22,00 дюймов. Токарные станки часто можно настроить для обеспечения различных функций в соответствии с вашими конкретными потребностями.С помощью Computer Aided Manufacturing файлы дизайна можно напрямую импортировать в токарный станок для более точного и быстрого изготовления деталей.
МЕЛЬНИЦЫ
Фрезерные станки могут быть вертикальными или горизонтальными, в зависимости от шпинделя, и обычно используются для резки, формовки и шлифования материалов до нужного размера. На фрезерном станке и заготовка, и инструмент могут перемещаться для создания необходимой формы и размеров. Поскольку при работе прецизионного фрезерного станка могут возникать тепло и трение, смазочно-охлаждающие жидкости, смазка и охлаждающая жидкость могут быть использованы для обеспечения наиболее точной и равномерной обработки.Шпиндельные охладители также могут использоваться для поддержания точности станка, несмотря на колебания температуры или тепловыделение.
ЭЛЕКТРИЧЕСКИЕ РАЗРЯДНЫЕ МАШИНЫ
Электроэрозионные станки (EDM) используются для резки металлов, которые являются электропроводными. Электроэрозионный станок использует электрически заряженную проволоку или электрод для резки или пробивки металла. Существует два основных типа электроэрозионных станков – электроэрозионная обработка проволокой и электроэрозионная обработка с грузилом. Электроэрозионный станок использует проволоку, чтобы прорезать металл для получения желаемой формы.При электроэрозионной обработке с грузилом источник питания создает искру между электродом и металлом, которая разрезает металл. Электроды могут быть спроектированы и изготовлены собственными силами на предприятиях, занимающихся прецизионной механической обработкой, для удовлетворения необходимых требований.
ЛАЗЕРНАЯ ГРАВИРОВКА
Лазерная гравировка – еще один способ делать точные отметки и надрезы на металле для прецизионной обработки. Лазер установлен на вращающейся насадке, что позволяет гибко выполнять травление или гравировку детали. Лазерная гравировка может использоваться для алюминия или пластика, а также для нанесения отметок на медицинские инструменты.Лазерная гравировка также может добавить важный аспект к высокоточной инженерии, позволяя печатать индивидуальные логотипы, сериализацию и QR-коды на деталях или продуктах.
Хотя многие инструменты могут использоваться компаниями, занимающимися прецизионной механической обработкой, для производства точных и точных деталей, приведенный выше список включает некоторые из оборудования для прецизионной механической обработки, наиболее часто используемого компаниями прецизионной механической обработки.
СМОТРИТЕ ЧАСТЬ 1 ЭТОЙ СЕРИИ: ОСНОВЫ ОБРАБОТКИ, ЧАСТЬ 1: ЧТО ТАКОЕ ТОЧНАЯ ОБРАБОТКА? СМОТРИТЕ ЧАСТЬ 2 ЭТОЙ СЕРИИ: КАКОВЫ ВОЗМОЖНОСТИ ТОЧНОЙ ОБРАБОТКИ? СМОТРИТЕ ЧАСТЬ 3 ЭТОЙ СЕРИИ: ОБОРУДОВАНИЕ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИPrecision CNC Machining – Metal Cutting Corporation
Содержание
Введение: Что такое прецизионная обработка с ЧПУ?
Для инженеров-конструкторов, групп НИОКР и производителей, которые зависят от поставщиков деталей, прецизионная обработка с ЧПУ позволяет создавать сложные детали без дополнительной обработки.Фактически, прецизионная обработка с ЧПУ часто позволяет изготавливать готовые детали на одном станке.
В процессе обработки удаляется материал и используется широкий набор режущих инструментов для создания окончательной и часто очень сложной конструкции детали. Уровень точности повышается за счет использования числового программного управления (ЧПУ), которое используется для автоматизации управления обрабатывающими инструментами.
Роль «ЧПУ» в прецизионной обработке
Используя кодированные инструкции программирования, прецизионная обработка с ЧПУ позволяет вырезать и придавать форму заготовке в соответствии со спецификациями без ручного вмешательства оператора станка.
Взяв модель автоматизированного проектирования (CAD), предоставленную заказчиком, опытный машинист использует программное обеспечение для автоматизированного производства (CAM) для создания инструкций по обработке детали. На основе модели САПР программное обеспечение определяет, какие траектории движения инструмента необходимы, и генерирует программный код, который сообщает станку:
- Каковы правильные обороты и скорость подачи
- Когда и куда перемещать инструмент и / или заготовку
- Насколько глубоко резать
- Когда применять СОЖ
- Любые другие факторы, связанные со скоростью, скоростью подачи и координацией
Затем контроллер ЧПУ использует программный код для управления, автоматизации и отслеживания движений станка.
Сегодня ЧПУ является встроенной функцией широкого спектра оборудования, от токарных, фрезерных и фрезерных станков до электроэрозионных станков (электроэрозионной обработки), станков лазерной и плазменной резки. Помимо автоматизации процесса обработки и повышения точности, ЧПУ исключает ручные операции и освобождает машинистов для наблюдения за несколькими станками, работающими одновременно.
Кроме того, после того, как траектория инструмента была спроектирована и станок запрограммирован, он может обрабатывать деталь любое количество раз.Это обеспечивает высокий уровень точности и повторяемости, что, в свою очередь, делает процесс очень рентабельным и масштабируемым.
Обрабатываемые материалы
Некоторые металлы, которые обычно обрабатываются, включают алюминий, латунь, бронзу, медь, сталь, титан и цинк. Кроме того, можно обрабатывать дерево, пену, стекловолокно и пластмассы, такие как полипропилен.
Фактически, практически любой материал может быть использован с прецизионной обработкой с ЧПУ – конечно, в зависимости от области применения и ее требований.
Некоторые преимущества прецизионной обработки с ЧПУ
Для многих мелких деталей и компонентов, которые используются в широком диапазоне производимых продуктов, прецизионная обработка с ЧПУ часто является предпочтительным методом изготовления.
Как и практически все методы резки и обработки, разные материалы ведут себя по-разному, а размер и форма детали также имеют большое влияние на процесс. Однако в целом прецизионная обработка с ЧПУ имеет преимущества перед другими методами обработки.
Это потому, что обработка с ЧПУ может дать:
- Высокая степень сложности детали
- Жесткие допуски, обычно в диапазоне от ± 0,0002 дюйма (± 0,00508 мм) до ± 0,0005 дюйма (± 0,0127 мм)
- Исключительно гладкая поверхность, в том числе нестандартная
- Повторяемость даже при высоких объемы
Хотя опытный машинист может использовать ручной токарный станок для изготовления качественной детали в количестве от 10 до 100, что произойдет, если вам понадобится 1000 деталей? 10000 деталей? 100000 или миллион деталей?
Прецизионная обработка с ЧПУ обеспечивает масштабируемость и скорость, необходимые для этого типа крупносерийного производства.Кроме того, высокая воспроизводимость прецизионной обработки с ЧПУ дает вам детали, которые будут одинаковыми от начала до конца, независимо от того, сколько деталей вы производите.
Получите несколько советов машинистов о том, как сделать производство мелких и сложных деталей рентабельным, в нашем блоге. Объяснение 5 основных проблем в сфере услуг обработки с ЧПУ.
В следующем разделе мы рассмотрим некоторые виды оборудования и процессы, которые наиболее часто используются при прецизионной обработке с ЧПУ.
Как это делается: какие процессы и оборудование обычно используются для прецизионной обработки?
Существует несколько очень специализированных методов обработки с ЧПУ, в том числе проволочная электроэрозионная обработка (электроэрозионная обработка), аддитивная обработка и 3D-лазерная печать. Например, электроэрозионный электроэрозионный станок использует токопроводящие материалы, обычно металлы, и электрические разряды для придания заготовке сложной формы.
Однако здесь мы сосредоточимся на процессах фрезерования и токарной обработки – двух методах вычитания, которые широко доступны и часто используются для прецизионной обработки с ЧПУ.
Фрезерование и токарная обработка
Фрезерование – это процесс обработки, в котором используется вращающийся цилиндрический режущий инструмент для удаления материала и создания форм. Фрезерное оборудование, известное как фрезерный станок или обрабатывающий центр, позволяет создавать множество деталей сложной геометрии на некоторых из самых крупных обрабатываемых металлических объектов.
Важной характеристикой фрезерования является то, что заготовка остается неподвижной, пока режущий инструмент вращается. Другими словами, на фрезере вращающийся режущий инструмент перемещается вокруг заготовки, которая остается зафиксированной на станине.
Токарная обработка – это процесс резки или придания формы заготовке на токарном станке. Обычно токарный станок вращает заготовку по вертикальной или горизонтальной оси, в то время как фиксированный режущий инструмент (который может вращаться, а может и не вращаться) движется по запрограммированной оси.
Инструмент не может физически обойти деталь. Материал вращается, позволяя инструменту выполнять запрограммированные операции. (Существует подмножество токарных станков, в которых инструменты вращаются вокруг проволоки с катушкой, но это здесь не рассматривается.)
При токарной обработке, в отличие от фрезерования, деталь раскручивается. Деталь включает шпиндель токарного станка, и режущий инструмент входит в контакт с заготовкой.
Ручная обработка по сравнению с ЧПУ
В то время как фрезерные и токарные станки доступны в ручных моделях, станки с ЧПУ больше подходят для производства мелких деталей, предлагая масштабируемость и повторяемость для приложений, требующих крупносерийного производства деталей с жесткими допусками.
В дополнение к простым 2-осевым станкам, на которых инструмент перемещается по осям X и Z, прецизионное оборудование с ЧПУ включает многоосные модели, в которых заготовка также может перемещаться.Это контрастирует с токарным станком, где заготовка ограничена вращением, и инструменты будут перемещаться, чтобы создать желаемую геометрию.
Эти многоосевые конфигурации позволяют изготавливать изделия более сложной формы за одну операцию, не требуя дополнительных усилий со стороны оператора станка. Это не только упрощает производство сложных деталей, но также снижает или устраняет вероятность ошибки оператора.
Кроме того, использование СОЖ под высоким давлением с прецизионной обработкой с ЧПУ гарантирует, что стружка не попадет на работу, даже при использовании станка с вертикально ориентированным шпинделем.
Фрезерные станки с ЧПУ
Различные фрезерные станки различаются по размерам, конфигурации осей, скорости подачи, скорости резания, направлению подачи фрезерования и другим характеристикам.
Однако, как правило, все фрезерные станки с ЧПУ используют вращающийся шпиндель для резки нежелательного материала. Они используются для резки твердых металлов, таких как сталь и титан, но также могут использоваться с такими материалами, как пластик и алюминий.
Фрезерные станкис ЧПУ созданы для обеспечения повторяемости и могут использоваться для всего, от прототипирования до крупносерийного производства.Высокоточные фрезерные станки с ЧПУ часто используются для работ с жесткими допусками, таких как фрезерование мелких штампов и пресс-форм.
В то время как фрезерование с ЧПУ может обеспечить быстрый оборот, чистовая обработка после фрезерования позволяет создавать детали с видимыми следами инструмента. Он также может производить детали с некоторыми острыми кромками и заусенцами, поэтому могут потребоваться дополнительные процессы, если кромки и заусенцы неприемлемы для этих элементов.
Конечно, инструменты для снятия заусенцев, запрограммированные в последовательности, будут снимать заусенцы, хотя обычно они достигают не более 90% готовой обработки, оставляя некоторые функции для окончательной ручной чистовой обработки.
Что касается чистовой обработки поверхности, существуют инструменты, которые обеспечивают не только приемлемую отделку поверхности, но также зеркальную отделку на частях обрабатываемого продукта.
Типы фрезерных станков с ЧПУ
Два основных типа фрезерных станков известны как вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры , где основное различие заключается в ориентации шпинделя станка.
Вертикальный обрабатывающий центр – это фрезерный станок, в котором ось шпинделя выровнена в направлении оси Z.Эти вертикальные станки можно разделить на два типа:
- Станиные фрезы , в которых шпиндель движется параллельно своей оси, а стол движется перпендикулярно оси шпинделя
- Револьверные фрезы , в которых шпиндель неподвижен, а стол перемещается так, чтобы всегда перпендикулярно и параллельно оси шпинделя во время операции резания
В горизонтальном обрабатывающем центре ось шпинделя фрезы выровнена в направлении оси Y.Горизонтальная структура означает, что эти мельницы, как правило, занимают больше места в цехе; они также обычно тяжелее и мощнее вертикальных машин.
Горизонтальная фреза часто используется, когда требуется более качественная обработка поверхности; это потому, что ориентация шпинделя означает, что стружка естественным образом отпадает и легко удаляется. (В качестве дополнительного преимущества эффективное удаление стружки помогает увеличить срок службы инструмента.)
В общем, вертикальные обрабатывающие центры более распространены, потому что они могут быть такими же мощными, как горизонтальные обрабатывающие центры, и могут обрабатывать очень маленькие детали.Кроме того, вертикальные центры занимают меньше места, чем горизонтальные обрабатывающие центры.
Многоосевые фрезерные станки с ЧПУ
Прецизионные фрезерные центры с ЧПУ доступны с несколькими осями. Трехкоординатный фрезерный станок использует оси X, Y и Z для самых разных работ. С 4-осевым фрезером станок может вращаться по вертикальной и горизонтальной осям и перемещать заготовку, чтобы обеспечить более непрерывную обработку.
5-осевой фрезерный станок имеет три традиционные оси и две дополнительные оси вращения, что позволяет вращать заготовку при движении шпиндельной головки вокруг нее.Это позволяет обрабатывать пять сторон заготовки, не снимая заготовку и не перезагружая станок.
Узнайте больше о прецизионном фрезеровании с ЧПУ здесь.
Токарные станки с ЧПУ
Токарный станок, также называемый токарным центром , имеет один или несколько шпинделей и оси X и Z. Станок используется для вращения заготовки вокруг своей оси для выполнения различных операций резки и формовки, применяя к заготовке широкий спектр инструментов.
Токарные станки с ЧПУ, которые также называют токарными станками с ЧПУ , идеально подходят для создания симметричных цилиндрических или сферических деталей.Подобно фрезерным станкам с ЧПУ, токарные станки с ЧПУ могут выполнять более мелкие операции, такие как создание прототипов, но также могут быть настроены на высокую повторяемость, поддерживая крупносерийное производство.
Токарные станки с ЧПУтакже можно настроить для производства, не требующего использования рук, что делает их широко используемыми в автомобильной, электронной, аэрокосмической, робототехнической и медицинской промышленности.
Есть производство без использования рук – и затем есть полностью автоматизированное производство с выключенным светом. Узнайте о проблемах в нашем блоге «Барьеры, мешающие работе при прецизионной обработке».
Как работает токарный станок с ЧПУ
На токарном станке с ЧПУ заготовка заготовки загружается в патрон шпинделя токарного станка. Этот патрон удерживает заготовку на месте во время вращения шпинделя. Когда шпиндель достигает необходимой скорости, неподвижный режущий инструмент входит в контакт с заготовкой для удаления материала и получения правильной геометрии.
Токарный станок с ЧПУ может выполнять ряд операций, таких как сверление, нарезание резьбы, растачивание, развёртывание, торцевание и точение конуса.Различные операции требуют смены инструмента и могут увеличить стоимость и время настройки.
Когда все необходимые операции обработки завершены, деталь вырезается из заготовки для дальнейшей обработки, если это необходимо. После этого токарный станок с ЧПУ готов к повторению операции с минимальным или отсутствующим дополнительным временем на настройку, которое обычно требуется между ними.
Токарные станки с ЧПУтакже могут работать с различными автоматическими устройствами подачи прутка, которые сокращают объем ручной обработки сырья и обеспечивают следующие преимущества:
- Сократите время и усилия, необходимые оператору станка
- Поддержите пруток, чтобы уменьшить вибрации, которые могут отрицательно повлиять на точность
- Позвольте станку работать с оптимальной скоростью шпинделя
- Минимизируйте время переналадки
- Сократите отходы материала
Типы токарных станков с ЧПУ
Существует несколько различных типов токарных станков, но наиболее распространенными являются 2-осевые токарные станки с ЧПУ и токарные автоматы швейцарского типа.
В большинстве швейцарских токарных станков с ЧПУ используется один или два основных шпинделя плюс один или два задних (или второстепенных) шпинделя, первый из которых отвечает за вращательную передачу. Главный шпиндель выполняет первичную обработку с помощью направляющей втулки.
Кроме того, некоторые токарные станки швейцарского типа оснащены второй инструментальной головкой, которая работает как фрезерный станок с ЧПУ.
На автоматическом токарном станке с ЧПУ швейцарского типа заготовка подается через шпиндель продольной головки в направляющую втулку.Это позволяет инструменту резать материал ближе к точке, в которой он поддерживается, что делает швейцарский станок особенно полезным для обработки длинных и тонких токарных деталей и для микрообработки.
Многоосные токарные центры с ЧПУ и токарные станки швейцарского типа могут выполнять несколько операций обработки на одном станке. Это делает их экономически эффективным вариантом для сложных геометрических форм, которые в противном случае потребовали бы нескольких станков или смены инструмента с использованием такого оборудования, как традиционный фрезерный станок с ЧПУ.
Узнайте о возможностях 5- и 7-осевой обработки в Швейцарии.
Уникальные преимущества швейцарской обработки с ЧПУ
Токарные станки прежнего типа были с кулачковым приводом, что делало их относительно примитивными. Сегодняшние токарные станки швейцарского типа с ЧПУ стремительно улучшаются как по точности, так и по эффективности.
На обычном токарном станке деталь выступает и отталкивается, то есть отклоняется на , когда вы начинаете снимать материал. Но на швейцарском станке с ЧПУ материал движется, а инструменты неподвижны, поэтому прогиб гораздо меньше.
Кроме того, швейцарский токарный станок имеет цангу и направляющую втулку, чтобы еще больше уменьшить прогиб и более точно обрабатывать детали. Все действия находятся на краю направляющей втулки; материал нужной длины выдается, обрабатывается и отделяется, затем подается материал другой длины.
Таким образом, с минимальным отклонением в процессе обработки или без него, винтовой станок с ЧПУ швейцарского типа обеспечивает большую точность, прецизионность и стабильность. Узнайте больше о преимуществах устранения прогиба в нашем блоге «Отклонение и точность в швейцарской обработке с ЧПУ».
Кроме того, по сравнению с другими прецизионными методами обработки с ЧПУ, швейцарская обработка с ЧПУ:
- Сокращает обработку деталей и трудозатраты
- Оптимизирует настройку
- Ускоряет цикл
- Позволяет закончить детали за одну операцию
- Устраняет риск ошибки оператора
В следующем разделе мы рассмотрим некоторые из инструменты и методы, используемые с прецизионной швейцарской обработкой с ЧПУ.
Что он делает: каковы наиболее распространенные применения швейцарской обработки с ЧПУ?
Швейцарский винтовой станок существует буквально веками и не собирается останавливаться. Вы можете прочитать об эволюции современного швейцарского токарного станка в нашем блоге «Швейцарский станок в сегодняшнем механическом цехе».
Современный цех прецизионных станков использует станки с ЧПУ в швейцарском стиле с использованием широкого набора инструментов для создания деталей с интересным набором функций и характеристик, описанных ниже.
Бурение
Сверление – это процесс, который часто используется при прецизионной обработке для удаления материала перед выполнением чистовых операций, таких как нарезание резьбы, нарезание резьбы, растачивание, развертывание или протяжка.
Для обработки в швейцарском стиле почти любое сверло может быть прикреплено к державке винтового станка в пределах ограничений станка по размеру. Затем сверло используется для удаления материала и создания таких элементов, как сквозные, поперечные и глухие отверстия различных размеров.
Мир сверл настолько обширен, что вы могли бы написать о нем книгу, а доступность сверл резко возросла. Сегодня существуют сверла удивительно малого диаметра – всего 0,002 дюйма (50 микрон или 0,01 дюйма).051 мм). Конечно, действуют соотношения длины и диаметра, поэтому существуют ограничения на глубину сверления сверлами сверхмалого диаметра.
Сверла бывают разных размеров и с различными типами канавок. Здесь, в Metal Cutting Corporation, большинство сверл, которые мы используем для точной обработки с ЧПУ, имеют стандартные, дробные, десятичные, проволочные и буквенные размеры.
Некоторые сверла используются для определенных процессов. Например, сверло №7 используется для проделывания отверстия для нарезания резьбы на четверть двадцати внутри детали.
Канавки – это канавки, которые могут различаться по размеру, форме и количеству на сверле. Канавки сверла предназначены для облегчения выхода стружки во время резки материала. Исключение составляют перфораторы, у которых нет канавок, поскольку они используются для сверления неглубоких отверстий.
Сверла обычно изготавливаются из закаленной стали или карбидов, некоторые с абразивными свойствами. Острие сверла обычно находится под углом от 118 ° до 135 ° (иногда 145 °), в зависимости от обрабатываемого материала, при этом 118 ° является стандартным углом.Он используется на всех сверлах для всех материалов, обычно после точечного сверления или центрирования.
Резьба (внешний и внутренний диаметр)
Для прецизионной обработки с ЧПУ в Швейцарии резьба – это симметричный радиальный элемент с разным шагом. Шаг или угол определяет глубину резьбы.
При обработке мелких деталей процесс нарезания резьбы используется для создания прецизионной резьбы на внешнем диаметре (OD) или внутреннем диаметре (ID) детали.Существует четыре метода изготовления наружной резьбы:
- Одноточечная нарезка резьбы использует инструмент, отшлифованный до определенного угла, необходимого для резьбы, которую вы хотите создать; при резке металлов обычно мы нарезаем резьбу под углом 60 ° включительно. Одноточечный инструмент подается по оси Z до тех пор, пока не будет достигнута желаемая глубина.
- Накатка резьбы включает подачу материала между (обычно тремя) фильерами, где резьба формируется, а не нарезается до нужной формы и глубины.Более быстрый, эффективный и точный метод накатывания резьбы по сравнению с одноточечным методом также позволяет создавать резьбу до заплечика детали (например, до головки винта).
- Закрутка резьбы , которая была изобретена для хирургических костных винтов, сложна и дорога. Однако с соответствующими инструментами и вставками его можно использовать для изготовления практически любого типа резьбы, которую инженер может спроектировать для медицинского и другого частного использования. Когда инструмент вращается с заданной частотой вращения, а материал также вращается, резьба выходит без заусенцев.
- Нарезание резьбы на матрице нарезает резьбу с помощью матрицы, изготовленной из быстрорежущей стали или карбида и имеющей необходимый шаг и диаметр резьбы. Обычно матрица подается на вращающийся диаметр, обычно вдоль оси Z. В качестве альтернативы в держатель можно вставить матрицу и использовать ее для формирования резьбы, а не для ее обрезки.
В мире деталей очень малого диаметра в Metal Cutting нарезание внутренней резьбы представляет собой переменную другого типа. Это потому, что мы обычно не можем позволить себе роскошь перпендикулярного инструмента из-за чрезвычайно маленьких идентификаторов, которые нам нужно нажимать.
Однако в общем случае прецизионная обработка на станках с ЧПУ в Швейцарии использует один из двух методов, используемых для создания внутренней резьбы: нарезание резьбы в одной точке и нарезание резьбы. Для резьбы с внутренним диаметром одноточечная нарезка резьбы выполняется в основном так же, как описано выше для нарезания резьбы по внешнему диаметру, за исключением этого случая для идентификатора детали.
Нарезание резьбы создает резьбу с помощью инструмента, называемого метчиком, который имеет определенный шаг и диаметр в соответствии с требуемой резьбой.Есть три типа резьбонарезных инструментов:
- Метчик формирует материал, а не режет его.
- Пробковый метчик разрезает материал (после использования сверла) и обычно проталкивает материал насквозь. Это означает, что его нельзя использовать для нарезания внутренней резьбы в глухом отверстии.
- Спиральный метчик аналогичен метчику-пробке, за исключением того, что спиральный метчик имеет канавки для отвода стружки, а не для ее вдавливания. Это позволяет использовать спиральный метчик для нарезания внутренней резьбы в глухом отверстии.
Прорезание
Нарезание пазов используется для соединения деталей друг с другом сваркой или прессованием и в основном выполняется с помощью концевой фрезы.
В зависимости от прочности обрабатываемого материала, обработка пазов может включать просверливание отверстия и затем использование концевой фрезы для черновой обработки требуемых шагов и размеров. Оттуда концевая фреза выполняет чистовой проход, чтобы обрезать боковые поверхности вокруг стенок и завершить прорезание пазов.
Именно для этого типа операции были созданы концевые фрезы.Сверло никогда не будет использоваться для боковой резки, потому что сверло ломается, а это вообще плохая техника. Единственные режущие кромки сверла находятся на острие сверла, а не сбоку.
Хотя швейцарские станки могут иметь рабочий инструмент, на который можно установить вращающийся отрезной круг (который Metal Cutting хорошо знает по нашему режущему бизнесу), обычно он не идеален для изготовления паза. А точильным кругом сделать замкнутую прорезь точно не получится. Из-за радиуса колеса, который со временем изнашивается, вы никогда не сможете получить внутренний радиус идеального перпендикулярного угла в 90 °.
Расточка
Скучно совсем не скучно. На самом деле это довольно замечательный метод, когда вы берете существующее отверстие и расширяете его до нового, большего и точного диаметра.
Он начинается с просверливания или формирования начального отверстия меньшего размера, чем предполагаемый конечный размер. Затем инструмент, называемый расточной оправкой, используется для открытия отверстия до желаемого конечного размера.
Как и концевая фреза, расточная оправка может быть намного более точной в этих случаях, чем сверло.Например, если вам нужно сверхточное отверстие большого диаметра, такое как отверстие 0,25 дюйма (6,35 мм) с очень жестким допуском ± 0,0002 дюйма (0,0051 мм), будет практически невозможно просверлить его за один проход с помощью сверло на четверть дюйма. (К тому же это будет очень дорогое сверло.)
Для получения точного отверстия можно использовать развертку , которая намного быстрее, чем растачивание. Однако развертки изнашиваются, создавая дополнительные проблемы.
С расточной оправкой увеличивается срок службы инструмента, а вероятность катастрофического износа инструмента мала.Кроме того, станок можно отрегулировать для обеспечения правильного размера отверстия, даже если сам инструмент изнашивается.
Развертка
Развертка выполняется с помощью инструмента, известного, что неудивительно, как расширитель. Как отмечалось ранее, развертывание происходит быстрее, чем сверление. Однако у развертывания есть определенные недостатки, в том числе тот факт, что расширяемое отверстие будет становиться все меньше и меньше – и, следовательно, менее точным – по мере износа инструмента.
Фактически, развертывание сопряжено с риском катастрофического износа инструмента, что может означать две вещи:
- Сломанный инструмент
- Постепенное резкое изменение размера, из-за которого производственному предприятию сложно узнать, когда инструмент для развертывания не соответствует спецификации
Развертка чаще используется для таких требований, как прямое отверстие с жестким допуском что проходит через трубку.Расширение будет следовать за отверстием, ранее проделанным сверлом. Если просверленное отверстие не прямое, расширенное отверстие также не будет прямым.
И если у вас сложная геометрия в отверстии, которое необходимо выдержать до определенного диаметра или размера, растачивание является более предпочтительным методом, чем развертывание.
Обработка полигонов
Обработка многоугольника – это операция, используемая для создания различных геометрических фигур на детали. Это метод фрезерования, который можно использовать для создания определенной формы для сопряжения или затяжки резьбовой детали.
Например, обработка многоугольника часто используется для создания формы шестигранника (шестиугольника), которая очень часто используется в качестве головки гаечного ключа. Концевые фрезы являются идеальным инструментом для обработки многоугольников и часто используются на автоматических станках с ЧПУ швейцарского типа.
Швейцарские винтовые станки часто используются для изготовления мелких деталей, таких как винты, которые необходимо будет двигать либо машиной, либо человеком с помощью такого инструмента, как гаечный ключ. Верхняя часть винта может быть головкой Torx, головкой Phillips, плоской головкой или многих других форм, включая патентованные конструкции для обеспечения безопасности.
В случае болта – в отличие от винта, где движение передается на внутреннюю часть головки винта – обработка многоугольника удовлетворяет потребность во внешней форме с помощью специального ответного ключа для определения силы вращения. Кроме того, обработка многоугольника может использоваться для создания сопрягаемой детали, которая является неотъемлемой частью сборки.
Протяжка
Протяжка в основном используется для придания геометрической формы деталям с использованием специального инструмента. Примером может служить винт с головкой под торцевой ключ с внутренним шестигранником, используемый вместе с шестигранным ключом для ввинчивания винта.Другие примеры включают очень распространенную головку Phillips, головку Torx и различные патентованные формы, разработанные в целях безопасности, так что застежку невозможно легко удалить.
Протяжка выполняется с помощью вставки для точного шлифования. В зависимости от нужной вам геометрии вы можете купить или изготовить на заказ (заточить) протяжной инструмент.
Ротационная протяжка – это инструмент, при котором материал вращается, а протяжка вращается, но останавливается, когда она входит в контакт с материалом. Оттуда протяжка подается для удаления материала на желаемую глубину и готовую геометрию.
Удаление заусенцев
Большинство швейцарских винторезных станков можно использовать для удаления заусенцев – важного, но часто упускаемого из виду процесса. Целью удаления заусенцев является не изготовление чего-либо, а удаление чего-либо, а именно удаление нежелательных заусенцев и острых кромок на обработанных деталях.
Удаление заусенцев с детали помогает подобрать и точно измерить деталь. Это также помогает предотвратить травмы, такие как порезы и осколки, у людей, которые будут обращаться с готовой деталью или использовать ее.
Зачем снимать заусенцы во время обработки ?
При прецизионной швейцарской обработке с ЧПУ машинист может запрограммировать винтовой станок для удаления заусенцев, так что после этого не нужно будет проводить отдельную операцию по удалению заусенцев.
Хотя удаление заусенцев на станке является дополнительной операцией, которая увеличивает время цикла, это почти всегда быстрее, чем выполнение необходимой вторичной операции на деталях после обработки . Таким образом, в целом удаление заусенцев во время обработки сократит время, затрачиваемое поставщиком на получение детали заказчиком.
Удаление заусенцев – это операция, которая выполняется после завершения определенной операции в процессе обработки. Это позволяет детали быть гладкой и не иметь острых краев.Это также может быть промежуточный этап из-за образования стружки, который может повлиять на последующее действие инструмента, например, стружка, которая наматывается на сверло.
Функции для удаления заусенцев
При программировании инструмента для удаления заусенцев заусенец означает больше, чем просто дополнительный выступ, висящий на углу детали. Это также может быть острая кромка, созданная самим процессом обработки.
При обработке часто остаются острые элементы, которые необходимо удалить заусенцами, например, в верхней части отверстия (с угловым элементом) или в нижней части сквозного отверстия.Сложные методы удаления заусенцев могут также включать в себя удаление заусенцев по внутреннему диаметру нижнего отверстия, когда вы интерполируете инструмент, чтобы сломать кромку.
Как удалить заусенцы
В подразделении Metal Cutting мы обычно используем наши собственные методы абразивной резки для резки труб и ряда твердых, мягких и специальных металлов без образования заусенцев . Однако для деталей, которые лучше подходят для других методов изготовления, таких как механическая обработка, мы также предлагаем ряд высокоэффективных методов механического удаления заусенцев.
Поскольку автоматическая обработка с ЧПУ в Швейцарии не является абразивным процессом, используемая техника удаления заусенцев требует наведения инструмента на рассматриваемую область. Могут использоваться различные инструменты, но обычно инструмент должен иметь режущее действие – это означает, что удаление заусенцев приведет к образованию фаски или радиуса.
В Metal Cutting мы обычно используем токарный инструмент для удаления заусенцев на геометрическом диаметре – программирование швейцарского станка с ЧПУ на автоматическое выполнение чистового прохода для добавления радиуса или фаски, в зависимости от детали.(Узнайте больше о закругленных углах и удалении заусенцев в массовом производстве.) Для удаления заусенцев с отверстий мы используем угловое твердосплавное сверло, инструмент для снятия фасок или другой простой инструмент, способный сломать кромку
В следующем разделе мы рассмотрим некоторые области применения, в которых используется автоматическая швейцарская обработка с ЧПУ.
Как это используется: каковы области применения прецизионной швейцарской обработки с ЧПУ?
Прецизионная обработка с ЧПУ в Швейцарии жизненно важна для широкого спектра производственных процессов, включая:
- Производство деталей конечного использования в больших объемах благодаря способности выдерживать жесткие допуски и производить высококачественную отделку
- Быстрое прототипирование при имитации длительности производственного цикла большого объема имеет решающее значение для бизнес-модели
В частности, прецизионное ЧПУ Швейцарская обработка часто используется там, где целью является производство очень маленьких деталей сложной геометрии с жесткими допусками.
Общепромышленные приложения
Растущий спрос на очень маленькие компоненты с жесткими допусками обеспечил постоянное использование высокоточной швейцарской обработки с ЧПУ в широком спектре отраслей, которые обычно поставляют детали. Это включает в себя электронику, робототехнику, аэрокосмическую промышленность и другие рынки, где точность мелких компонентов имеет решающее значение для формы и функционирования бесчисленных конечных продуктов.
Преимущества использования медицинских устройств
В производстве медицинского оборудования прецизионная обработка с ЧПУ особенно хорошо подходит для широкого спектра применений, включая хирургические инструменты, катетеры, хирургические иглы, сменные суставы и компоненты для респираторов и вентиляторов.
Возможность швейцарской обработки широкого спектра материалов, включая пластмассы, а также экзотические металлы и сплавы, увеличивает преимущества его использования для изготовления компонентов медицинских устройств.
Ниже приведены лишь некоторые примеры деталей, которые инженеры разрабатывают для медицинских устройств и которые часто производятся с использованием высокоточной швейцарской обработки с ЧПУ.
Анкеры
Анкеры, также известные как костные винты , используются в различных ортопедических и ортодонтических приложениях.Часто они сделаны из титана, и их основное назначение – помочь восстановить переломы костей, создавая компрессию, которая удерживает кость на месте, чтобы она могла быстрее зажить. Анкеры также используются для фиксации мягких тканей (например, сухожилий) или прикрепления зубов или медицинских имплантатов к кости.
Как и следовало ожидать, костные винты имеют цилиндрическую форму с головкой и резьбой по длине корпуса. Они также могут иметь такие элементы, как отверстия и ступеньки, а также различные наконечники, предназначенные для улучшения адгезии анкера к кости или другой ткани.Форма и особенности анкеров делают обработку на станках с ЧПУ в Швейцарии предпочтительным методом для достижения правильной головки, длины, диаметра, шага и вершины.
Узнайте больше в нашем блоге Швейцарская обработка костных винтов и анкеров.
Электроды
Медицинские электроды используются для передачи электрического сигнала в системах кардиостимуляции, дефибрилляции и нейростимуляции. Обычно изготовленные из никель-кобальтового сплава MP35N ® из-за его электрических свойств, электроды обычно собираются на конце провода и контактируют с тканью для передачи сигнала в зону лечения.
Большинство кольцевых электродов просто вырезают из трубки, пригодной для имплантата. Однако электроды также требуют различных функций, которые производятся с помощью высокоточной швейцарской обработки с ЧПУ и служат таким целям, как:
- Обеспечение присоединения электрода к катетеру доставки
- Создание поверхностей определенной формы, обеспечивающих необходимую доставку сигнала
- Обеспечение характеристик, уникальных для конкретной конструкции устройства и производителя
Подробнее читайте в нашем блоге Швейцарская обработка медицинских электродов, изготовленных из MP35N ® .
Втулки
Таможенные втулки иногда используются на кончиках катетеров и других медицинских устройств, кончик которых должен вращаться с высокой скоростью вращения. Назначение втулок – уменьшить износ концов устройств, от стоматологических сверл до устройств для атерэктомии, используемых для удаления зубного налета из артерий.
Специальные втулки часто изготавливаются из MP35N ® , Elgiloy ® или других материалов, которые обеспечивают лучшую износостойкость, чем нержавеющая сталь марки 304, используемая во многих медицинских устройствах.Поскольку из этих материалов не всегда доступны трубки нестандартных размеров, наконечники должны быть изготовлены по индивидуальному заказу. Это означает, что втулки часто обрабатываются до необходимой окончательной формы на токарном станке с ЧПУ швейцарского типа.
Узнайте больше в нашем блоге Швейцарская обработка специальных втулок для медицинских устройств.
Стяжные кольца
Натяжные кольца – важнейший компонент управляемых катетеров и интродьюсеров. Расположенное на конце устройства и соединенное с помощью провода или кабеля с рычагом управления на ручке, вытяжное кольцо – это то, что тянет кончик катетера или оболочки в том или ином направлении, позволяя хирургу направлять кончик через вены или артерии.
Многие тяговые кольца просто вырезаны из трубок из нержавеющей стали марки 304. Однако, если они имеют особые особенности или изготовлены из другого материала, недоступного для стандартных размеров труб, может потребоваться высокоточная швейцарская обработка с ЧПУ. Например, если тяговое кольцо имеет канавки для проволоки, ступени по внешнему диаметру или прорези для потока полимера, их легче изготовить из цельного пруткового материала.
Узнайте больше в нашем блоге Швейцарская обработка натяжных колец для медицинских устройств.
Заключение: Почему прецизионная обработка с ЧПУ?
Благодаря своей способности эффективно и экономично создавать сложные детали с жесткими допусками, неудивительно, что прецизионная обработка с ЧПУ – и, в частности, автоматический токарный станок швейцарского типа – продолжает оставаться основой многих механических цехов и производственных операций.
Для широкого спектра элементов, таких как резьба, отверстия и ступеньки, субтрактивная обработка в швейцарском стиле с ЧПУ даже соответствует новым аддитивным методам, таким как 3D-лазерная печать, в конечных результатах размеров.
Используя постоянно развивающийся набор инструментов и методов, а также преимущества согласованности и повторяемости автоматизации с ЧПУ, швейцарская обработка позволяет обработать заготовку в соответствии с точными спецификациями за одну операцию с минимальным вмешательством оператора станка или без него.
Благодаря способности работать практически с любым материалом и любым объемом производства, прецизионная обработка с ЧПУ часто является предпочтительным методом изготовления широкого спектра изготавливаемых компонентов.
Является ли прецизионная швейцарская обработка с ЧПУ правильным выбором для и ваших требований к мелким деталям ? Узнайте больше в нашем бесплатном техническом документе Часто задаваемые вопросы о швейцарском станке: что нужно знать о швейцарском токарном станке и его преимуществах при прецизионной обработке с ЧПУ .
| Intrex Aerospace
Intrex Aerospace предоставляет прецизионные компоненты ЧПУ и системную поддержку для сложных потребностей аэрокосмических, оборонных и космических компаний. Мы можем предоставить этим отраслям обрабатываемые детали сложной формы, а также обеспечить высокий уровень интеграции и сопроводительную документацию.Наше предприятие оснащено более чем 35 станками с ЧПУ. У нас есть двухшпиндельные токарно-фрезерные станки с ЧПУ, 5-осевые токарно-фрезерные станки и 4-осевые вертикальные и горизонтальные обрабатывающие центры. С нашей линейкой прецизионного оборудования с ЧПУ мы можем производить обработанные детали для аэрокосмической промышленности в широком диапазоне размеров и сложных форм.
В последние годы мы вложили значительные средства в строительство, станки с ЧПУ, вспомогательное оборудование и системное программное обеспечение. В дополнение к существующему оборудованию с ЧПУ, наши недавние инвестиции в токарные станки с ЧПУ включают:
- 1 – Серия DMG / Mori NTX
- 3 – DMG / Mori NLX2500SY / 700
- 1 – DMG / MoriNLX2000 SY
- DMG / Mori CMX 1100
В настоящее время наша рабочая группа производит изделия различных размеров и форм, включая изделия для аэрокосмической отрасли, такие как фланцы, муфты, втулки, гайки, втулки и корпуса.Мы производим детали из твердых тел, отливок и поковок из различных аэрокосмических материалов, таких как TZM, инконель, алюминий, холоднокатаная сталь, нержавеющая сталь, титан, монель и хастеллой. Большинство наших обрабатываемых деталей требует специальной обработки, от анодирования и термообработки до нанесения покрытий и смазок. Мы управляем аутсорсингом специальной обработки с помощью нашего мощного программного обеспечения Epicor MRP / ERP. Управление и интеграция наших процессов осуществляется беспрепятственно и эффективно.
Обработка тонкостенных материалов
Одна из областей нашего огромного опыта и знаний – производство тонкостенных механически обработанных деталей для аэрокосмической и оборонной промышленности .Наше оборудование, системы и персонал превосходны в производстве таких прецизионных деталей . Мы также предлагаем различные токарные и фрезерные станки с ЧПУ в автономных или ячеечных конфигурациях, в зависимости от спроса и объема, которые могут эффективно производить тонкостенные обрабатываемые детали.
Возможности управления программой
В дополнение к нашему широкому спектру возможностей, Intrex имеет команду опытных механиков, многие из которых имеют более чем 30-летний опыт обработки с ЧПУ в аэрокосмической отрасли.Наша команда по управлению программами может управлять постоянно меняющимися требованиями аэрокосмического производства и планирования. Наш опыт планирования спроса и успехи в управлении компонентами для авиакосмической промышленности большого объема и небольшими объемами в сочетании с нашими сертификатами ISO 9001 и AS9100 предлагают комплексное и надежное программное решение.
Гарантия качества
Прецизионное производство компонентов для авиакосмической и оборонной промышленности требует тщательного контроля качества. В Intrex Aerospace существует процесс обеспечения качества, который предоставляет нашим клиентам подробную информацию о шагах, которые мы предпринимаем для обеспечения качества на протяжении всего производства.Мы вложили средства в пакет программного обеспечения для управления качеством, интегрированный с нашей системой Epicor.