Для чего нужен ручной фрезер — Дизайн и ремонт в квартире и доме
Для обработки древесины часто используется ручной фрезер. Использовать его можно для решения и других задач. Из чего же состоит фрезер?
Данный инструмент представляет собой электрическую конструкцию, которая состоит из мотора, закрепленного на подставке. На вал мотора закрепляется цанга для ручного фрезера, в качестве фиксатора фрез и сверл. Подставка выполнена так, что позволяет устанавливать инструмент на поверхность, которая обрабатывается к фрезе под прямым углом. Для регулировки глубины обработки древесины. Устройство втягивает или выдвигает головки фрезы, которые вращаются. Каждый желающий, может цанга купить.
Какие действия можно производить посредством ручного фрезера
Как уже упоминалось выше, при помощи данного устройства можно решать большое количество задач, среди них основными являются:
- выборка четвертей;
- формирование фальцев, шипов, шлиц, пазов, которые относятся к конструктивным деталям;
- профилирование кромки, которое может быть прямым или фигурным;
- выполнение посадочных мест для фурнитуры и замковых механизмов на дверях;
- осуществлять декоративную резьбу по дереву в соответствие с имеющимися насадками;
- делать отверстия;
- подгонять детали, которые будут соединяться и прочее.


Какие параметры влияют на выбор данного инструмента
Фрезером для ручного способа обработки древесины пользуются не только профессионалы, но и домашние мастера по резьбе по дереву. В связи с этим, чтобы правильно подобрать такой инструмент для использования его в домашних условиях, следует обращать внимание на некоторые параметры.
- Мощность устройства.
- На рабочий ход резьбы или глубину резьбы по дереву.
- Какими функциональными возможности может обладать механизм дополнительно.
- Скорость вращения шпинделя.
- Стоимость ручного фрезера.
Какие виды ручных фрезеров бывают
Безусловно, ручные фрезеры бывают различных видов:- ламельные и ротационные;
- присадочные и кромочные;
- универсальные.
Однако, выбирая механизм для домашнего использования, самым лучшим решением станет универсальный вид инструмента. Нужно для этого только комбинировать фрезы с другими приспособлениями. Некоторые домашние мастера используют самодельные приспособления.
Некоторые домашние мастера используют самодельные приспособления.
Источник информации: цанга для фрезера.
Какой ручной фрезер лучше для домашнего использования. Какой ручной фрезер по дереву выбрать
ГлавнаяПолКакой ручной фрезер лучше для домашнего использованияКакой ручной фрезер лучше выбрать
- Способности ручного фрезера
- Какие бывают виды ручных фрезеров?
- На что уделять свое внимание во время выбора фрезера?
- Некие советы для совершения правильного выбора
Хоть какой домашний мастер в комплекте резьба по дереву орнаменты и наброски собственных инструментов непременно обязан иметь ручной фрезер. Большая часть людей считает, что при помощи этого инструмента можно работать только по дереву, но это не так. Есть различная оснастка, установка которой на фрезер позволяет им работать с такими материалами, как пластик, цветной металл, искусственный камень и другими. Зависимо от задач, что вы планируете делать этим инвентарем, будет зависеть то, какой ручной фрезер нужно избрать.
Ручным фрезером можно обрабатывать детали из дерева, пластика, искусственного камня, цветного металла.
Этот инструмент имеет довольно широкий список способностей, и перед тем как избрать фрезер ручной, нужно с ними ознакомиться:
- профилирование кромки, оно может быть как прямым, так и фигурным;
- выполнение посадочных мест для различных замков, навесов и хоть какой фурнитуры;
- проведение подборки четверти;
- выполнение шлифования;
- сверление отверстий и нарезание шипов;
- отрезание нужной длины заготовки;
- проведение предварительного выравнивания;
- резьба по дереву и гравировка;
- проделывание канавок вдоль резьба по дереву орнамент трафареты либо по спирали на ножках, балясинах;
- выполнение разных пазов, шлицов.
Это незаменимый инструмент для людей, занимающихся изготовлением мебели, столяров, строителей, выполняющих отделочные работы, он нужен как любителю, так и профессионалу.
Верхний фрезер. Этот вид обозначенного инструмента может быть недвижным либо погружным. 1-ый вариант выполнен в виде мотора, в каком имеются опции глубины фрезерования, что производится за счет перемещения инструмента по вертикали. Использовать таковой фрезер трудно, это разъясняется тем, что положение фрезы для вас придется поменять, не проводя ее выключение.
В погружном варианте перемещение мотора производится по направляющей. Инструмент опускается либо подымается за счет деяния пружин, при всем этом для вас не нужно отрывать его от заготовки. Таким инвентарем намного удобнее работать, и он подойдет как экспертам, так и новеньким.
Независимо от того, какой ручной фрезер вы решили приобрести, они все в комплекте имеют разные вспомогательные приспособления резьба по дереву орнамент на рамках. Это позволяет более производительно делать работу, для более четкой подачи употребляются упоры, зажимы, также для этих целей используются шаблоны и направляющие.
При совершении выбора резьба по дереву оконных наличников фрезера нужно уделять свое внимание на многие его характеристики и свойства, исключительно в таком случае вы выберете высококачественный инструмент, который будет работать длительно и накрепко.
Мощность инструмента. Этот показатель будет зависеть от того, в каких целях вы планируете использовать фрезер. Чтоб им было комфортно работать, нужно подобрать наилучшее соотношение меж его весом и мощностью.
Легкие фрезеры имеют малый вес, да и мощность их всего до 750 Вт. Средние фрезеры имеют мощность уже до 1100 Вт. Томные фрезеры имеют большой вес, да и мощность у их больше 1200 Вт. Потому вес инструмента будет впрямую зависеть от его мощности, чем он сильнее, тем будет тяжелее.
Если вы планируете использовать этот инструмент дома, то для вас будет довольно легких либо средних моделей, если же вы специалист, то сходу приобретайте томную и сильную модель.
Рукоятка должна быть удобной вам, короткий шнур предусматривает обязательное использование удлинителя, что не совсем удобно.При совершении покупки попробуйте работу цангового механизма. От обозначенного показателя будет зависеть материал, с которым можно работать этим инвентарем, будет это только дерево или другие материалы.
Включатель. Этому устройству многие люди при совершении выбора ручного электрического инструмента не уделяют внимания, но делают это зря резьба по дереву орнаменты картинки. Данное устройство обязательно обязано иметь фиксирующий механизм, также защиту от его случайного включения. Наличие таких функций не только лишь намного облегчит работу, но обеспечит безопасность оператора во время выполнения им работы.
Цанга. Самыми лучшими считаются конусовидные стальные цанги, это объясняется тем, что вал двигателя имеет конусообразную форму, и они идеально подходят друг дружке. Это устройство должно быть сделано из закаленной стали, если была использована обыкновенная сталь, то во время работы она быстро изнашивается, и появляется дребезжание, что усложняет работу.
Удаление пыли. Почти все современные фрезеры имеют шлюз для резьбы по дереву струной отсоса пыли, что возникает во время работы. Чтобы обеспечить максимальное удаление пыли, указанный механизм должен быть встроенным. Наличие шлюза может немного ухудшать видимость, но если работать на специальном столе, то он не мешает, и рабочее место резьбы по дереву узор постоянно остается чистым.
Чтобы обеспечить максимальное удаление пыли, указанный механизм должен быть встроенным. Наличие шлюза может немного ухудшать видимость, но если работать на специальном столе, то он не мешает, и рабочее место резьбы по дереву узор постоянно остается чистым.
Если говорить о столе, на котором проводятся работы, то он должен быть прочным, иметь точки крепежа, на нем должна быть система регулировки высоты, и его конструкция должна обеспечивать максимальную видимость.
Подошва фрезера. Одним из основных элементов указанного инструмента является подошва. На большинстве моделей она штампованная, более дорогие модели имеют литую подошву. Чтобы работа выполнялась легко, подошва обязана иметь правильную форму и хорошо прилегать к основе. Базовая опора является местом, где находятся проушины направляющих деталей. Подошва закрывается накладкой, которая может быть пластиковой или деревянной. Большое значение имеет размер отверстия, потому что от этого зависит размер фрезы, что можно использовать.
Штанговый механизм. Производительность и функциональность этого инструмента будет зависеть от того, как будет перемещаться «голова», она движется по штангам. Исправная работа данного механизма обеспечивает резьбы по дереву стулья плавное и легкое перемещение фрезы. Для регулирования глубины погружения фрезы может быть использован рычаг или винт. Качество инструмента будет зависеть от точности указанной регулировки.
Револьверный упор помогает выполнять несколько оборотов с изменением глубины. Для перенастройки глубины погружения используется ответная часть упора. Удобно, когда она сделана в виде болтов, при вкручивании которых и происходит изменение высоты.
Вспомогательные детали. Мы рассмотрели основные моменты, на которые надо уделять свое внимание при выборе фрезера, но также необходимо обратить внимание и на дополнительные детали.
Для того чтобы была возможность максимально точно выполнять работу, используются различные направляющие, они входят в комплектацию инструмента.
Для того чтобы вести фрезер на равном удалении, используют параллельный упор. Он должен быть изготовлен из качественной стали, может состоять из 2 элементов или занимать всю опорную площадку, между упором и заготовкой должна быть пластиковая накладка.
Копировальное кольцо представляет собой пластину, на которой есть бортик, оно вставляется в специальный проем подошвы. Фиксация конструкции должна быть быстрозажимной, чтобы исключить дополнительные движения детали при ее позиционировании.
Некоторые пользователи считают, что профессиональный инструмент сделан очень качественно, а бытовой только так, чтобы мог включаться и работать, но они неправы. И те и другие могут быть как качественными, так и не очень высокого качества, все находится в зависимости от производителя.Основным отличием профессионального инструмента является наличие большого количества различных приспособлений. Более удобно, когда есть возможность его регулировки.
Если вы планируете применять фрезер в домашних условиях и при ручном использовании, то не стоит брать инструмент большой мощности. Очень удобно, когда в выбранной вами модели есть возможность регулировать скорость. Чтобы исключить случайное перемещение колесика, оно должно двигаться резьба по дереву обучение в ижевске с усилием и ступенчато.
Очень удобно, когда в выбранной вами модели есть возможность регулировать скорость. Чтобы исключить случайное перемещение колесика, оно должно двигаться резьба по дереву обучение в ижевске с усилием и ступенчато.
Оптимальным вариантом при определении глубины погружения является тот, когда цанга не выходит за основную конструкцию, максимум она может доходить до низа подошвы.
Большое значение имеет эргономика инструмента.Скорость.
Головка должна перемещаться легко, без люфта и перекоса. Надо, чтобы вертикальный упор надежно фиксировался в необходимом положении.
Проверьте, как устанавливаются дополнительные компоненты, насколько жестко и надежно они крепятся, есть ли зазоры резьба по дереву обучение в костроме. Если вы предпочитаете работать без направляющих, то выберите модель, которая имеет максимальный обзор. При всем этом надо уделять свое внимание на размещение пылеотсоса, наличие подсветки и другие элементы, что могут ухудшать обзор.
Во время проверки работы прибора наличие вибрации или посторонних шумов как на холостом ходу, так и при нагрузке, будет указывать на плохое качество его сборки.
Угловой упор позволяет выполнять копирование заготовки. Деталь размещают над шаблоном, а фреза резьбы по дереву тюмень опирается на щуп.
Если в бытовых инструментах втулки могут быть полимерными, то в профессиональных моделях они сделаны из цветного металла, что значительно увеличивает их срок службы.
В профессиональном инструменте подшипники не устанавливают в пластмассу, они ставятся в металлические гильзы, поэтому после нагрева в них не появляется люфт.
Очередной момент: если профессиональным фрезером можно резьба по дереву обучение в барнауле работать в протяжении 8 часов, то при использовании бытового инструмента надо 15 минут работать, а затем на такое же время давать ему отдохнуть.
Вы ознакомились с основными параметрами и характеристиками фрезера, на которые необходимо уделять свое внимание, чтобы выбрать качественный и надежный инструмент.
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
derevu. mirtesen.ru
mirtesen.ru
Какой ручной фрезер по дереву выбрать — Статьи — Стройка.ру
Содержание:1. Что нужно знать, в первую очередь, о ручных фрезерах.
2. Какие бывают фрезеры.
3. Погружной вертикальный фрезер: как устроен.
4. Видео.
Любите в свободное время заниматься различными домашними делами? Или выполняете сложные манипуляции в силу профессиональных обязанностей? Тогда фрезер – лучше всего подходит для решения каждой из представленных задач. И если вы пока не определились, какой аппарат считать для себя оптимальным, то подборка полезной информации от специалистов портала Stroyka.ru – исключительно для вас. Давайте приступим.
1. Что нужно знать, в первую очередь, о ручных фрезерах.
Вам предстоит кропотливая работа по скреплению различных элементов мебели, а также по демонтажу и оформлению шипов и пазов? Тогда вам точно не обойтись без фрезера.
Кромки изделий, что называется, сдадутся без боя, станут безупречными, вне зависимости от ее конфигурации.
С фрезером не нужно бояться различных манипуляций по отделению петель, посадочных гнезд для замков и др.
Для профессионалов этот универсальный прибор пригодится всегда и везде: особенно, если предстоят сложные и кропотливые работы по повторению различных деталей.
Для этого используются заготовки.
Детали просто подвергаются подгонке друг к другу. С этим фрезером справится даже новичок.
Если у вас уже есть определенный опыт, то даже тонкое художественное искусство будет вам под силу с современным и надежным агрегатом.
2. Какие бывают фрезеры
1) Обратите внимание на вертикальный фрезер. Он популярен как для небольших домашних переделок и хобби, так и в промышленности. Практичное оборудование. Стоит обратить на них свое внимание.
2) Если в ближайшем будущем вы собираетесь освоить производство мебели, то покупайте исключительно ламельные фрезеры. Он изготавливается специально для данной задачи.
3) Следующая категория – кромочные фрезеры – занимают много места и достаточно сложны в обслуживании. Однако они за достаточно короткое время способны с максимальной точностью воспроизвести самые профессиональные задачи.
Однако они за достаточно короткое время способны с максимальной точностью воспроизвести самые профессиональные задачи.
4) На втором месте по комплексу направлений, которые способен выполнять прибор, стоят присадочные модификации. Что они могут? Целый спектр по созданию фигурных шпонок, шкантов, гнезд. А теперь подробно остановимся на Итак, совершенно очевидно, что если речь не идетоб оборудовании для профессиональных столярных работ, то оптимальным выбором для домашней мастерской будет вертикальный погружной фрезер. Именно об этой разновидности и пойдёт речь дальше.
3. Погружной вертикальный фрезер: как устроен
На иллюстрации ниже показана типовая компоновка большинства вертикальных погружных ручных фрезеров. Отличия от модели к модели, безусловно, могут быть, но они, как правило, не носят принципиального характера, и больше касаются эргономики и дополнительной оснащенности инструмента.
1 – здесь размещен электропривод. В корпусе нет редукторного механизма.
2 – платформа. На ее нижней части имеется основание из прочного пластика, как правило прозрачного.
3 – штаги направляющие. Чрезвычайно плотно крепятся с платформой, однако у них есть возможность двигаться по определенно заданным диапазонам границ.
4 – держатели.
5 – расположение кнопок, приводящих фрезер в действие.
6 – т.к. в ходе эксплуатации придется иметь дело с различными материалами, то без регулятора скорости вращения шпинделя никак нельзя. Он может быть как электронным, так и электромеханическим.
7 – рабочий шпиндель с цанговым патроном для установки фрезы. Многие модели предусматривают возможность смены патронов под разный диаметр хвостовиков фрез.
8 – вертикальный упор, с помощью которого задается максимальная глубина фрезерования.
Его можно перемещать по высоте, фиксируя положение стопорным винтом (поз. 9). Для выставления требуемой глубины обработки предусмотрена шкала с указателем (поз. 10).
Она может быть линейной, как на иллюстрации, или другого типа, например, стрелочной.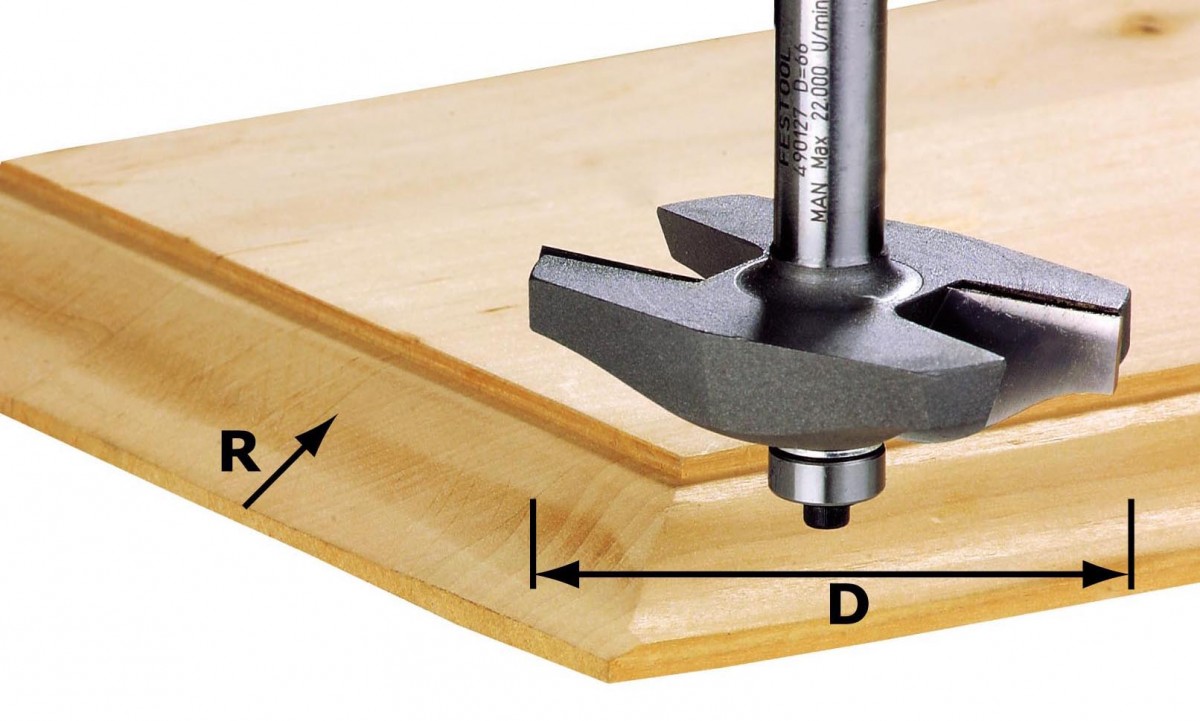 Точное выставление, с погрешностью до десятых долей миллиметра, обеспечивает специальный маховик (поз. 11).
Точное выставление, с погрешностью до десятых долей миллиметра, обеспечивает специальный маховик (поз. 11).
12 – ступенчатый ограничитель глубины обработки – именно в него упирается вертикальный упор. Позволяет не только задать максимальную глубину фрезерования, но и проводить качественную обработку в несколько проходов, чтобы не «насиловать» фрезы. После каждого прохода ограничитель проворачивается вокруг своей оси, поставляя под упор очередную, более низкую ступеньку, позволяя выполнять более глубокое фрезерование. Как правило, имеет винты со стопорными гайками, что позволяет точно задавать глубину каждого прохода.
13 – параллельный упор, позволяющий выполнять выборки пазов или четвертей, другие виды обработки или вырезание гнезд параллельно кромкам заготовки. Этот упор перемещается по направляющим штангам
(поз.14), которые жёстко крепятся на платформе винтами.
Сам упор фиксируется в нужном положении с помощью стопоров или винтов (поз. 15).
В некоторых моделях предусмотрена еще и точная регулировка положения упора, для чего имеется специальный дополнительный механизм с установочным маховиком со шкалой (поз. 16).
16).
Начиная с пункта 13 и ниже – это съемнаяоснастка ручного фрезера, которая устанавливается по мере необходимости. Как правило, параллельный упор входит в комплект модели. Кстати, параллельный упор может быть и не единственным «представителем» такой дополнительно оснастки. Более подробно на некоторых узлах и деталях ручного фрезера будет рассказано ниже, при рассмотрении критериев выбора инструмента. Какую мощность выбрать? Если приобретать самый недорогой компактный, маломощный вариант, то можно столкнуться с ситуацией, когда в разгар работы, когда у мастера все получается, и он, так сказать, вошел в раж, электропривод вдруг перегревается, что вынуждает сделать довольно продолжительную паузу. Удобно? – наверное, не очень.
Может быть и другой случай, когда фреза начнет буксовать в заготовке из древесины твердых пород. Получается, что лёгкий фрезер с этих позиций становится неудобен в работе. Парадоксально, но его можно скорее отнести к профессиональному инструменту. То есть для масштабных операций у мастера имеется средний или тяжелый аппарат, а особо тонкие обработки, не требующие больших объемов выработки, и где в приоритете точность – можно доверить легкому. Оптимальный вариант для домашней мастерской все же фрезер среднего класса, с мощностью порядка 1200 ÷ 1500 Вт.
То есть для масштабных операций у мастера имеется средний или тяжелый аппарат, а особо тонкие обработки, не требующие больших объемов выработки, и где в приоритете точность – можно доверить легкому. Оптимальный вариант для домашней мастерской все же фрезер среднего класса, с мощностью порядка 1200 ÷ 1500 Вт.
Он справится с большинством задач, с немалым объемомвыборки древесины, ему «по зубам» и твердыепороды в определенных пределах продолжительности обработки. Такие инструменты имеют умеренную массивность (а она, кстати, тоже нужна для выполнения фрезерных работ). А вот тяжелый ручной фрезер способен буквально измучить неопытного оператора – управляться с тяжеловесным инструментом очень непросто. И, скорее всего, в условиях домашней мастерской высокая мощность и большой «моторесурс» такого фрезера останутся совершенно невостребованными. Правда, если фрезер предполагается использовать в стационарном размещении, то есть в качестве «головы» для фрезерного стола, повышенная мощность может только приветствоваться. Скорость вращения рабочего шпинделя и возможность еерегулировки Одна из основных величин, предопределяющих эксплуатационные возможности инструмента. Большинство современных ручных фрезеров обладают максимальной скоростью вращения примерно от 20 до 30 тысяч оборотов в минуту. И это – вполне приемлемый показатель. Правда, встречаются и исключения как в большую, так и в меньшую сторону. Понятно, что чем выше скорость вращения фрезы, тем чище получается обработанная поверхность.
Скорость вращения рабочего шпинделя и возможность еерегулировки Одна из основных величин, предопределяющих эксплуатационные возможности инструмента. Большинство современных ручных фрезеров обладают максимальной скоростью вращения примерно от 20 до 30 тысяч оборотов в минуту. И это – вполне приемлемый показатель. Правда, встречаются и исключения как в большую, так и в меньшую сторону. Понятно, что чем выше скорость вращения фрезы, тем чище получается обработанная поверхность.
Но некоторые тонкие операции все же лучше проводить на невысоких оборотах. Кроме того, если предполагается обработка полимерных заготовок, то здесь вообще требуются минимальные показатели скорости, иначе пластик просто будет проплавляться под фрезой. Требуется варьировать обороты и в зависимости от породы древесины. Имеет большое значение и диаметр фрезы, так как линейная скорость режущей кромки на больших фрезах – значительно выше. Рекомендуемый показатель (максимальный) очень часто указывается на упаковке фрез. Превышать его не следует, иначе режущая кромка попросту начнет перегревать и сжигать слой древесины в месте обработки.
Превышать его не следует, иначе режущая кромка попросту начнет перегревать и сжигать слой древесины в месте обработки.
4. Видео
Прочтений: 3296 Распечатать Поделиться:Мой мир
Вконтакте
Одноклассники
stroyka.ru
Как выбрать ручной фрезер?
Вряд ли вы задумывались о том, что существует такое разнообразие моделей фрезеров до тех пор, пока не появилась необходимость в покупке этого инструмента. Несмотря на то, что набор основных функций у фрезеров от разных производителей схож, есть ряд особенностей, которые делают каждое устройство более или менее функциональным.
Какой выбрать фрезер профессиональный или бытовой?
Ошибочно полагать, что уровень профессиональности инструмента определяется только его мощностью, указанной в ваттах. Например, фрезер японского бренда Makita имеет мощность 1820 Вт, а немецкий фрезер Bosch американской сборки всего 1300, однако оба варианта уверенно занимают достойные места среди инструментов для профессионалов. То же можно сказать и о бытовых моделях. Американский Black and Decker китайской сборки выдаёт мощность 1200 Вт, а отечественный Калибр — 1800 Вт.
То же можно сказать и о бытовых моделях. Американский Black and Decker китайской сборки выдаёт мощность 1200 Вт, а отечественный Калибр — 1800 Вт.
Основным отличием между профессиональным и бытовым фрезером является разница в сроке службы, а также выносливость при высоких нагрузках. Отдельно необходимо отметить, что цена не менее красноречиво даст вам понять, какой перед вами инструмент бытовой или профессиональный, так как последние бывают на порядок дороже.
Комплектация
Вы наверняка часто замечали, что в комплекте к профессиональному инструменту редко идет съёмная оснастка, поэтому могли неверно подумать, что недорогие бытовые модели комплектуются фрезами только для того, чтобы компенсировать качество инструмента. В большинстве случаев производитель поступает так, рассчитывая на опыт пользователя: чем он выше, тем лучше человек знает, оснастка какой формы и качества ему нужна и приобретёт её отдельно. Ситуация с неопытным пользователем менее ясна, поэтому к бытовому инструменту идёт целый ряд фрез и аксессуаров, работая с которыми, можно и опыт наработать, и на будущее необходимые для себя выводы сделать.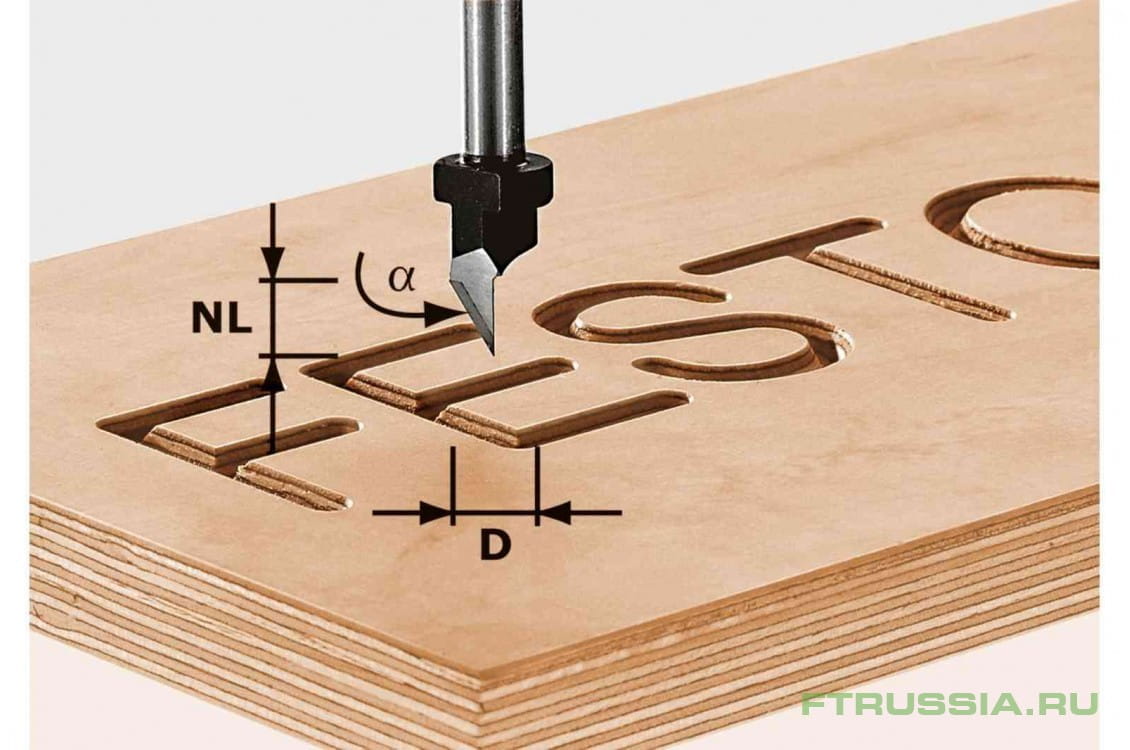
Ничего удивительного в том, что в комплекте к профессиональному фрезеру Bosch или Makita вы найдёте лишь переходник для пылесоса, устройство для быстрой фиксации и ключ для настроек, возможно ещё копировальную втулку и всё. Тогда как производители Калибр и Black and Decker предлагает полный комплект для любителя, включая набор разнообразных фрез, копировальную втулку, а в некоторых случаях даже запасные угольные щётки.
Функциональные особенности фрезера
Ещё на стадии выбора ручного фрезера можно определить, насколько качественной и удобной в работе будет приглянувшаяся вам модель инструмента. В первую очередь проверьте прочность посадки головы инструмента на вертикальных штангах. Подвигайте её, эмитируя работу. Плавность движения и отсутствие рывков будет свидетельствовать о качестве работы и комфорте в эксплуатации.
Также тщательно опробуйте и револьверный упор, регулирующий глубину погружения фрезы. Независимо от того, сколько ступеней в вашей модели, упор должен чётко фиксироваться и хорошо поворачиваться. Есть определённый требования и к качеству параллельного упора, которым вам не раз придётся воспользоваться. Его можно найти в комплекте к фрезеру. Люфты при этом не допустимы, так как даже минимальное отклонение может свести на нет всю работу.
Есть определённый требования и к качеству параллельного упора, которым вам не раз придётся воспользоваться. Его можно найти в комплекте к фрезеру. Люфты при этом не допустимы, так как даже минимальное отклонение может свести на нет всю работу.
Обратите внимание на разнообразие настроек различных моделей фрезера. Например, в инструменте Bosch кнопка рядом с пуском служит для фиксации кнопки пуск во время работы, а у Калибра она же убережет от случайного включения инструмента.
Присмотритесь, насколько удобен для вас способ крепления переходника для пылесоса. Он не должен мешать в работе, загораживая обзор. Желательно, чтобы ваш инструмент был оборудован пластиковым экраном для защиты от стружки.
Фрезер оснащён режущим элементом, который во время эксплуатации вращается с огромной скоростью, что делает этот инструмент потенциально опасным устройством. Поэтому специалисты рекомендуют приобретать фрезеры только известных брендов.
Как выбрать ручной фрезер? Видео
 youtube.com/embed/JdaMYKHcd_Q” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/JdaMYKHcd_Q” frameborder=”0″ allowfullscreen=””/>postroy-sam.com
Фрезер в стол – какой лучше?
Наиболее популярной работой, связанной с обработкой дерева, является фрезерование. Осуществляют ее, как правило, на фрезерных станках. На современном строительном рынке представлено большое количество моделей подобной техники, отличаются они друг от друга по конструкции и различным характеристикам. Поэтому, если вы ищете фрезер в стол, какой лучше для домашнего использования, данная статья вам непременно поможет. Ниже мы рассмотрим все возможные варианты.
к содержанию ↑Особенности работы фрезеров
Необходимо сразу отметить, что ручной фрезер для установки в стол сильно отличается по своим особенностям от стационарных больших станков. Устройства ручного типа в частности применяются в бытовых условиях для обработки конструкций из дерева. С их помощью можно выполнять такие операции:
- Установку межкомнатных конструкций.
- Монтаж деревянных окон.
- Проточку досок.
- Обтачивание небольших элементов.
- Обрезание лишнего слоя древесины.
- Выполнение пазов и замков.

Чтобы сделать безошибочный выбор, следует разобраться во всех функциях этих устройств. Все они обладают огромным набором опций, за счет чего могут использоваться в довольно обширном диапазоне работ.
Важно! Также они имеют определенные ограничения. К примеру:
- Если указано, что фрезер должен применяться исключительно точечно, то использовать его для обработки слишком крупных деталей нельзя.
- Компактные модели отлично подходят для обработки планок, досок, фанеры, массивные же элементы сложно поддаются обработке с их помощью.
Но все зависит от выбранной модели, ведь есть настолько мощные станки, которые способны справляться с любыми задачами в быту.
к содержанию ↑Конструкция фрезеров
Чтобы найти лучший фрезер для установки в стол для бытового применения, следует четко понимать, что ручные модели меньше стационарных. В целом выглядят они как большая дрель с дополнительными насадками и стабилизирующей планкой.
В целом выглядят они как большая дрель с дополнительными насадками и стабилизирующей планкой.
Комплектация включает такие детали:
- Двигатель спрятан за пластиковым или металлическим корпусом. Большинство производителей используют для изготовления кожуха именно пластик, чтобы снизить стоимость изделий.
- От двигателя идет шпиндель или небольшой патрон, на который надевается фреза.
- Фрез существует также много, но каждая из них предназначена для работ определенного типа. Поэтому начинающие мастера путаются и не могут сразу выбрать что-то конкретное. Двигается рабочая насадка благодаря мотору, при этом опирается инструмент на прикрепленную снизу пластину.
- Держится станок за счет удобных рукояток.
- Нижняя пластина защищает мастера от стружки, позволяет регулировать глубину среза и стабилизирует фрезер.
Как видите, ничего сложно нет в его конструкции, главное — правильно сделать выбор, поэтому продолжаем изучать устройства.
к содержанию ↑Разновидности устройств для обработки дерева
Выбор фрезера для установки в стол — дело непростое, поэтому давайте разберемся, какие они бывают и чем отличаются.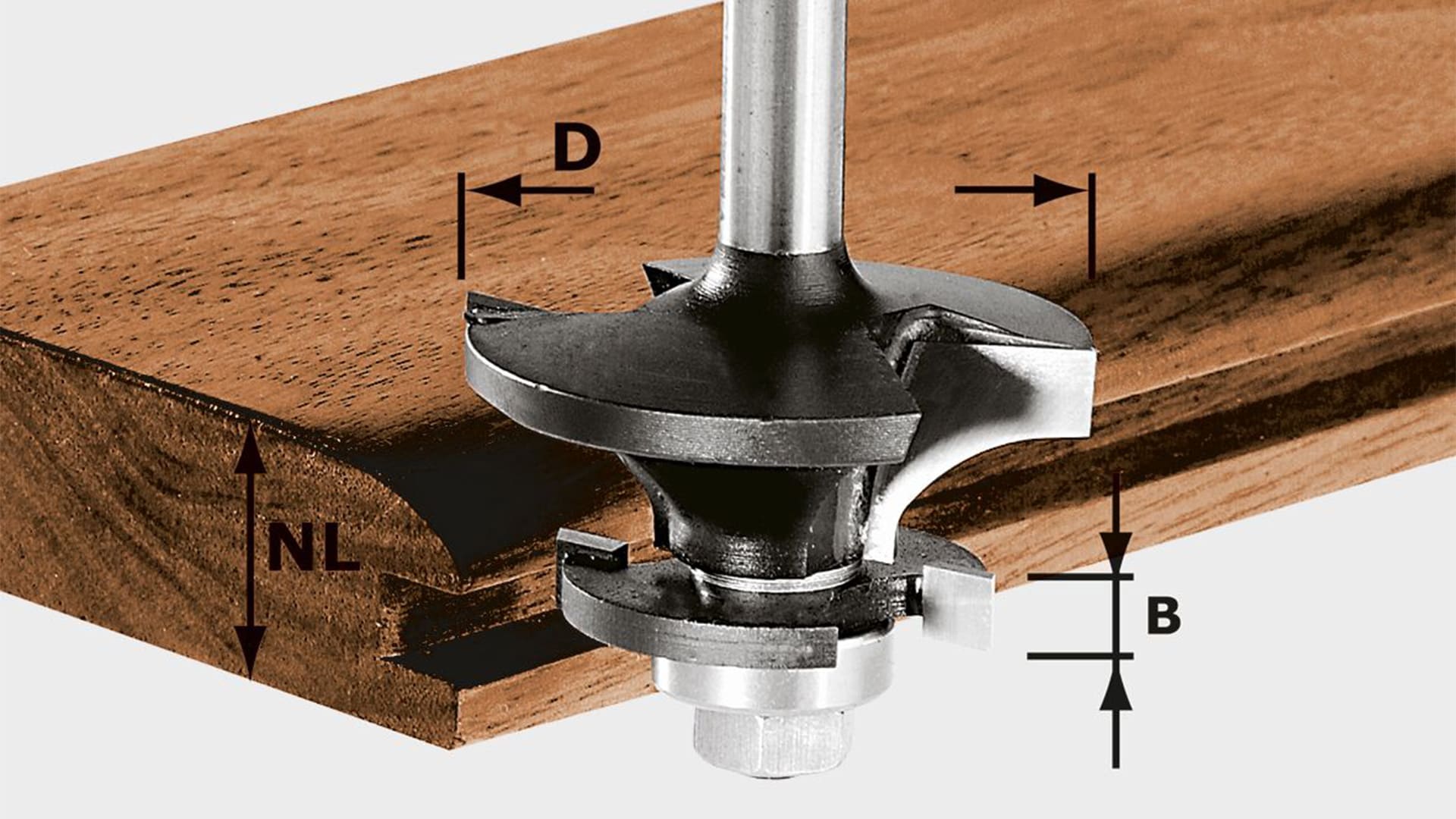 Все современные модели в зависимости от уровня мощности делятся на такие типы:
Все современные модели в зависимости от уровня мощности делятся на такие типы:
- Легкие. Такие устройства имеют мощность до 750 Вт. Они идеально подходят для выполнения небольшого объема работ, но вот для профессионального применения они не годятся.
- Средние. Их мощность варьируется в пределах 750-900 Вт. Данную категорию нельзя назвать четкой, потому как относятся к ней и определенные тяжелые разновидности фрезеров.
Важно! Они универсальны в классе инструментов с приемлемыми характеристиками. Используют их в частности на мебельных производствах для изготовления декоративных деревянных элементов. Если вы планируете пользоваться станком дома, то остановите свое внимание именно на таких моделях.
- Тяжелые. Они относятся к разряду профессиональных, поскольку имеют мощность 900-1200 Вт. По типу действия они делятся на погружные модели и неподвижные.
Важно! Наиболее приемлемый по цене неподвижный инструмент для установки в стол. Пользоваться им очень просто, вот только его возможности не слишком широки. Стабилизирующая планка в таких моделях не регулируется по высоте.
Стабилизирующая планка в таких моделях не регулируется по высоте.
Какими бывают фрезы?
Достаточно удобно иметь дома ручной фрезер, потому как он способен существенно облегчить выполнение некоторых бытовых задач. Но чтобы начать работать на станке, делать это качественно, необходимо подобрать, затем установить на него правильной формы, типа и размеров фрезы. Поэтому далее мы поговорим о том, как подобрать лучшие фрезы по удобству и функционалу.
По сути, это — обыкновенная насадка, одна сторона которой предназначена для закрепления непосредственно в патроне. Ее рабочая часть находится с другой стороны, собственно, с ее помощью и обрабатывается материал.
Важно! Чтобы не ошибиться, рекомендуется сразу определить, для каких целей вам вообще необходим станок. Качество работы напрямую зависит от типа насадки.
Делятся они на такие разновидности:
- С направляющим подшипником.
- С цельным основанием.
Важно! Первый вариант предполагает наличие подшипника, немного усложняющего конструкцию. Во втором случае инструмент имеет вид цельной высокопрочной конструкции.
Во втором случае инструмент имеет вид цельной высокопрочной конструкции.
Какой фрезер выбрать для стола?
На завершающем этапе необходимо определиться с выбором, понять какой лучше фрезер для стола:
- Для выполнения самых элементарных работ вам достаточно приобрести недорогой легкий инструмент, поскольку покупка дорогостоящего профессионального фрезера в таком случае совершенно неуместна, это — пустая трата денег.
- Если же в будущем вы все-таки планируете совершать на нем более серьезные манипуляции, то лучше сразу задуматься о покупке мощного стационарного агрегата. Помимо выбора насадок, никаких сложностей возникнуть не должно.
Важно! Учтите эргономику, мощность, стоимость оборудования и личные предпочтения. Профессионалы не советуют брать слишком дешевые станки, малоизвестных производителей, поскольку считают, что долго они не проработают.
к содержанию ↑Видеоматериал
 youtube.com/embed/ujIkhFCvdLg?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
youtube.com/embed/ujIkhFCvdLg?feature=oembed” frameborder=”0″ allow=”autoplay; encrypted-media” allowfullscreen=””/>
Нельзя не согласиться, что, несомненно, качественным является любой зарекомендовавший себя на строительном рынке фрезер в стол. Какой лучше станок — разрекламированный или китайский? Конечно же, отдавать предпочтение разумнее уже проверенным продавцам, но сильно гнаться за брендами не стоит. Модели малоизвестных производителей нельзя назвать совсем никудышными, просто в случае поломки на них сложнее найти запчасти для ремонта.
Какой лучше станок — разрекламированный или китайский? Конечно же, отдавать предпочтение разумнее уже проверенным продавцам, но сильно гнаться за брендами не стоит. Модели малоизвестных производителей нельзя назвать совсем никудышными, просто в случае поломки на них сложнее найти запчасти для ремонта.
Поделиться в соц. сетях:
serviceyard.net
Ручной фрезер в деталях / Статьи
Фрезер не является инструментом первой необходимости, который всегда должен находиться под рукой, как, например, дрель. Для разовых работ – для врезки замка или мелкого ремонта мебели – вполне можно обойтись долотом или стамеской. Однако, если работа по дереву – ваше серьезное увлечение или тем более способ заработка, необходим соответствующий инструмент: разнообразные пилы, рубанки, шлифователи и, конечно же, ручной электрический фрезер
Эти машинки не так давно на российском рынке были полной диковинкой, а уже сегодня деревянных дел мастера – мебельщики, столяры, отделочники – отложив в сторону всевозможные фальцгобели, шпунтубели, калевки и пр. , отдают предпочтение фрезерам.
, отдают предпочтение фрезерам.
С помощью этого инструмента можно быстро и качественно оформить фигурную кромку, снять фаску, выбрать шлицы и пазы, подготовить заготовки для соединения на шипах или шпунтах, выбрать четверть и украсить щиты и панели декоративной резьбой. Высокомощностные фрезеры сгодятся для резки заготовок. Впрочем, им «по зубам» не только древесина: при наличии соответствующих фрез они эффективны для работы по мягкому металлу, пластику, оргстеклу и пр.
Собственно фрезы и предопределяют по большей части возможности инструмента. Сам по себе фрезер является довольно бесхитростным инструментом без сложных технических «наворотов». Шпиндель, на который посредством цангового зажима крепится фреза, напрямую связан с ротором двигателя. Вращающийся с впечатляющей скоростью режущий инструмент посредством острых ножей различной конфигурации и срезает материал. Чем выше скорость его вращения, тем чище работает машинка. Впрочем, это заявление не совсем однозначно: выбор скорости осуществляется на основании диаметра оснастки и плотности обрабатываемого материала. Именно поэтому для разнородных работ предпочтительнее иметь инструмент с регулятором числа оборотов.
Именно поэтому для разнородных работ предпочтительнее иметь инструмент с регулятором числа оборотов.
Существует несколько разновидностей фрезеров: погружные и неподвижные, кромочные и узкопрофильные, предназначенные для определенного вида операций. К последним относятся ламельные фрезеры, фрезеры для работы по гипсокартону, шипорезные станки, пазорезы и пр.
В силу многофункциональности наибольшее распространение сегодня получили верхние погружные фрезеры. Они представляют собой несложную конструкцию, состоящую из двух частей – головной и опорной. Такие фрезеры называют еще штанговыми, поскольку головная часть с расположенным в ней рабочим механизмом плавно перемещается вверх и вниз по штангам, жестко закрепленным на опоре. Это позволяет «забуриваться» в материал в любом месте заготовки на заданную глубину. Для регулировки глубины фрезерования на головной части инструмента имеется вертикальный упор, шкала и фиксаторы, а на опорной платформе – револьверный ограничитель для поэтапного фрезерования глубоких канавок. Это так называемая точная регулировка. Для сверхточной регулировки в профессиональных моделях предусмотрено также специальное регулировочное колесико, позволяющее устанавливать глубину фрезерования до десятых долей миллиметра.
Это так называемая точная регулировка. Для сверхточной регулировки в профессиональных моделях предусмотрено также специальное регулировочное колесико, позволяющее устанавливать глубину фрезерования до десятых долей миллиметра.
На головной части инструмента расположены две рукоятки для уверенного ведения инструмента, на одну из которых обычно вынесен пусковой выключатель с блокирующей кнопкой. Кнопка блокировки выполняет сразу две функции: предупреждает случайное включение и исключает необходимость удерживания «пускателя» при продолжительном фрезеровании. Встречается и другое исполнение элементов управления.
Немаловажной составляющей в погружном фрезере является опорная платформа. От строгости ее геометрии, в частности от плотности прилегания к обрабатываемой поверхности, во многом зависит качество выполняемых работ. Профессиональные модели, как правило, оснащают подошвой выполненной из литого алюминия. Этот материал характеризуется повышенной прочностью и мало подвержен деформации.
Для того чтобы защитить обрабатываемый материал от случайных повреждений и для обеспечения плавного скольжения фрезера по поверхности на основание крепится гладкая пластина из пластика или лакированной древесины. Размер отверстия в подошве предопределяет максимально возможный диаметр используемой фрезы. Также на подошве имеются зажимные механизмы для крепления параллельного упора и других направляющих.
Комплектация фрезера – вопрос отнюдь не второстепенный: от имеющихся направляющих, как и от наличия разнообразных фрез, зависит функциональность инструмента. Простейшее и наиболее распространенное приспособление – параллельный упор. Он обеспечивает точное следование фрезера вдоль края заготовки на заданном расстоянии. Упор может использоваться также для обработки кромок. Хорошей альтернативой упору при кромочных работах является фреза с шариковым подшипником, расположенным снизу или поверх режущего элемента. Для прямолинейного фрезерования пригодится направляющая шина, которая может быть закреплена струбцинами в любом месте заготовки и под любым углом к кромке. В комплекте с шиной следует приобрести специальный башмак с соответствующим рельефом, крепящийся на подошве фрезера по аналогии с параллельным упором. Незаменимым помощником при фрезеровании по шаблону является копировальное кольцо. Этот аксессуар обычно входит в комплект поставки инструмента, но стоит заметить, что он отнюдь не универсален и подбирается в соответствии с используемой фрезой. К тому же стоит учесть, что копия, полученная таким образом, будет всегда больше оригинала: для достижения результата «по размеру» лучше воспользоваться угловым упором. Для фрезерования по окружности с заданным радиусом стоит приобрести линейку-циркуль.
В комплекте с шиной следует приобрести специальный башмак с соответствующим рельефом, крепящийся на подошве фрезера по аналогии с параллельным упором. Незаменимым помощником при фрезеровании по шаблону является копировальное кольцо. Этот аксессуар обычно входит в комплект поставки инструмента, но стоит заметить, что он отнюдь не универсален и подбирается в соответствии с используемой фрезой. К тому же стоит учесть, что копия, полученная таким образом, будет всегда больше оригинала: для достижения результата «по размеру» лучше воспользоваться угловым упором. Для фрезерования по окружности с заданным радиусом стоит приобрести линейку-циркуль.
Рабочие насадки во фрезерах крепятся посредством практичного цангового зажима. Среди представленных на российском рынке моделей встречаются инструменты с цангой 6, 8 и 12 мм. Для работы фрезами с хвостовиком меньшего диаметра, нежели предусмотрено техническими характеристиками инструмента, можно воспользоваться специальными переходными втулками. Если таковые не входят в комплект поставки конкретного фрезера, их несложно приобрести в любом специализированном магазине.
Если таковые не входят в комплект поставки конкретного фрезера, их несложно приобрести в любом специализированном магазине.
Процедура смены оснастки довольно проста: хвостовик устанавливается в цангу на 2/3 или 3/4 его длины (обычно на фрезах имеются специальные разметочные риски) и зажимается гайкой. Если предусмотрена возможность блокировки шпинделя, то при этом можно обойтись одним рожковым ключом, если нет, придется вооружиться двумя.
Еще один элемент, на который стоит обратить внимание при приобретении фрезера – штанговый механизм. А именно насколько ровно и плавно перемещается «голова» по штангам: люфты и перекосы просто недопустимы, а излишнее сопротивление нежелательно. Ну и, конечно, с учетом специфики процесса фрезерования не следует забывать о необходимости системы пылеотвода с возможностью подключения к внешнему пылеотсосу.
Это так называемая материальная база инструмента, а теперь подробнее остановимся на интеллектуальной – на наличии и эффективности электронных систем.
О пользе регулятора числа оборотов уже упоминалось: функция регулировки частоты вращении позволяет выбрать оптимальный скоростной режим для выполнения конкретного вида фрезерования по различным материалам. Высокие обороты востребованы при работе по твердым породам древесины, и в том случае, когда точностью можно пренебречь, для тонкой «художественной» отделки предпочтительна меньшая скорость. Вместе с тем необходимо принимать во внимание диаметр используемой фрезы. В целом выбор числа оборотов – довольно непростая задача, а регулировочное колесико содержит весьма условные обозначения, поэтому в прилагаемой к инструменту инструкции обычно приводится примерная таблица с рекомендациями. Профессиональные модели также оснащают константной электроникой, обеспечивающей постоянное число оборотов при изменении внешней нагрузки – при перепадах плотности материала или же при изменении скорости подачи инструмента.
Наличие системы ограничения пускового тока актуально для высокомощностных моделей. Она обеспечивает плавное наращивание оборотов, чем предупреждает рывок инструмента при его включении, защищает механизм от ударных нагрузок, продлевая его срок службы, и исключает перегрузки в сети.
Она обеспечивает плавное наращивание оборотов, чем предупреждает рывок инструмента при его включении, защищает механизм от ударных нагрузок, продлевая его срок службы, и исключает перегрузки в сети.
Еще одна полезная функция, обеспечивающая долговечность инструмента – электронная защита от перегрузок: при критических температурах на обмотках двигателя загорается световой индикатор или происходит автоматическое отключение фрезера.
И в завершение несколько слов еще об одном виде фрезеров. Несмотря на кажущуюся узкую специализацию, кромочные фрезеры (триммеры) по популярности ненамного отстают от своих «старших братьев». Причиной тому ценовая доступность, небольшой вес и … широкие возможности. Прежде всего, как и следует из названия, кромочные фрезеры используются для оформления кромок. Наиболее распространенные способы – снятие фаски, скругление, выкружка и валик. Помимо этого кромочные фрезеры быстро и качественно справятся с выборкой желобков и канавок, помогут устроить неглубокие выемки под мебельные петли, выбрать пазы для декоративных вставок и т. п. Еще одно название триммеров – подрезные фрезеры. Оно обусловлено тем, что с помощью данного инструмента можно осуществлять обрезку излишков материала – шпона, ламината или массивной древесины – наклеенного по кромке. Благодаря конструктивным особенностям обеспечивается превосходное качество выполнения перечисленных работ непосредственно у края или по краю заготовки, чем не всегда могут похвастаться полновесные погружные фрезеры.
Amazon.com: Деревянный триммер Ручной фрезерный станок 800 Вт Деревообработка Электрический триммер Фрезерный станок по дереву с хвостовиком 1/4 для фрезерного станка и резьбы по дереву Инструменты и приспособления для деревообработки (цвет: фрезерный станок): Инструменты и товары для дома
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит введя номер вашей модели.
- Принимает полностью медный двигатель с высокой мощностью, он имеет более стабильную работу.
- Конструкция внешней угольной щетки удобна для замены.
- Высоту основания можно регулировать в соответствии с различными потребностями.
- Подходит для резки дерева, обрезки, прорезания пазов и сверления отверстий.
- Может использоваться для обработки дерева, столярного дела, кустарного производства.

Полное руководство [Советы, методы и секреты]
Примечание : Это Урок 7 нашего Мастер-класса по бесплатным кормам и скоростям.
Хотите улучшить качество фрезерования? Пытаетесь сократить объем финишной обработки после обработки или просто улучшить внешний вид деталей?
Вы попали в нужное место. Эта статья посвящена маленьким хитростям, специально предназначенным для улучшения отделки поверхности.
Узнайте, как будет измеряться чистота поверхности
Если ваша забота о чистоте поверхности основана на требованиях, предъявляемых к конкретной детали, узнайте, как будет измеряться чистота поверхности. Какая система измерения шероховатости поверхности будет использоваться – RA, RZ или какая-то другая? Ссылка приведет вас на нашу страницу, посвященную измерению шероховатости поверхности, которая поможет вам понять все тонкости этих систем, а также обеспечит удобное преобразование между различными системами.
Какая система измерения шероховатости поверхности будет использоваться – RA, RZ или какая-то другая? Ссылка приведет вас на нашу страницу, посвященную измерению шероховатости поверхности, которая поможет вам понять все тонкости этих систем, а также обеспечит удобное преобразование между различными системами.
Используйте правильную подачу и скорость
Крайне важно иметь правильную подачу и скорость для чистовой обработки – не гадать!
Используйте соответствующий калькулятор подачи и скорости, такой как G-Wizard – при большинстве чистовых работ необходимо учитывать утонение стружки, компенсацию шариковой головки и множество других сложных факторов.
Поддерживайте скорость вращения на должном уровне и уменьшайте скорость подачи для получения более качественной отделки. В G-Wizard есть ползунок «Черепаха и Заяц» для этой настройки. Сдвиньте его до упора влево. Это специальная настройка «Чистая отделка», при которой нагрузка на стружку настолько близка к трению, насколько вы хотите для достижения наилучшего результата.
Переместите ползунок «Черепаха и Заяц» до упора влево, когда закончите…
Не позволяйте стружке опускаться слишком низко, иначе вы будете тереть инструмент вместо того, чтобы делать чистые срезы.В целом ползунок «Черепаха-Заяц» обеспечивает компромисс между качеством отделки и скоростью удаления материала при черновой обработке.
Используйте чистовой проход с легкой резкой
Сохраняйте небольшую ширину реза (или глубину реза, если вы говорите о дне кармана или поверхностной фрезе) и выполните отдельный чистовой проход. Глубина резания должна быть больше, чем нагрузка на стружку, иначе вы можете столкнуться с трением. Обычно для финишного прохода подходит что-то вроде 2-3-кратной загрузки чипа. Я делаю много финишных передач в 0.015 ″ район. Более легкий проход снизит силу резания и сохранит гладкость для лучшего результата.
Потяните вверх, чтобы закончить стенки кармана
Видел отличный наконечник от авиакосмического машиниста на одной из ниток Hoss CNCZone:
Когда вы выполняете чистовой проход, уменьшите глубину резания на несколько тысячных, чтобы резалась только сторона концевой фрезы.
 Это улучшит качество поверхности и уменьшит вибрацию.
Это улучшит качество поверхности и уменьшит вибрацию.Для меня звучит как хитрый совет!
Очистите фишки!
Осколки на заготовке поцарапают ее, когда резак будет двигать их в отверстии.При работе с упрочняемыми материалами, такими как нержавеющая сталь, вы также можете разбросать несколько стружек из закаленной стали, чтобы поцарапать свою работу.
Используйте охлаждающую жидкость или струю воздуха, чтобы полностью удалить стружку из отверстия. Hurco называет это одним из первых и наиболее важных шагов, которым необходимо уделить внимание, чтобы улучшить качество обработки поверхности.
Держите стружку в чистоте, чтобы она не поцарапала заготовку или не затупила резак…
Стружка не удаляется сама по себе, хотя тенденция силы тяжести, помогающая процессу, является одной из причин, по которой горизонтальные мельницы могут быть более производительными, чем вертикальные (или токарные, если на то пошло). Либо заливная охлаждающая жидкость, либо продувка воздухом с туманом, если необходимо, сделают работу при правильной настройке. Подробнее читайте в нашей статье о роли охлаждающей жидкости.
Либо заливная охлаждающая жидкость, либо продувка воздухом с туманом, если необходимо, сделают работу при правильной настройке. Подробнее читайте в нашей статье о роли охлаждающей жидкости.
Используйте максимально жесткие зажимы
Жесткость во всех областях является ключом к чистоте поверхности, и любая вибрация изгиба плохо скажется на отделке поверхности.
Основное воздействие зажима на поверхность – это вибрация. В худшем случае вибрация превратится в стук, который является гармоническим эффектом, который будет очень заметен на вашей поверхности.Очевидно, что чем прочнее вы сделаете опору, тем меньше будет вероятность возникновения вибрации.
Убедитесь, что ваша заготовка поддерживается и зажата на максимально возможной площади вокруг разреза, при этом оставляя место для резака, чтобы он мог войти туда и выполнить свою работу. Помните, что, удаляя материал в процессе обработки, вы в некотором смысле ослабляете заготовку. Вы можете ослабить его до такой степени, что тиски или другие зажимные приспособления могут начать деформировать деталь.
Например, предположим, что вы плотно зажали относительно тонкий кусок алюминиевой пластины в тисках. Вы собираетесь обработать середину, чтобы она была похожа на рамку для картины. Первоначальный проход прорезания паза может освободить достаточно материала, чтобы паз прижимался к фрезу с плохими результатами.
Пластины – одни из самых сложных для обработки деталей, потому что они часто хотят вибрировать, как гонги. Чем тоньше и хуже закреплена пластина, тем больше тенденция. Вот несколько моментов, которые следует учитывать при обработке пластин:
– Приклейте пластину к опорной плите суперклеем.Когда готово, выделяется тепло (осторожно, пары токсичны!). Вы также можете использовать двусторонний скотч и различные коммерческие продукты для машинистов, которые предназначены для этой цели. Ювелирный воск (иногда называемый «Dop Wax») также хорош для закрепления деталей, как и горячий клей. Убедитесь, что все эти клеи выдерживают воздействие охлаждающей жидкости!
– Если вы ставите пластину на торец в тисках или другом приспособлении для обработки края, поддерживайте пластину как можно глубже до края. Пара блоков 2-4-6 образует отличный укрепляющий бутерброд вокруг стоящей вертикально пластины:
Пара блоков 2-4-6 образует отличный укрепляющий бутерброд вокруг стоящей вертикально пластины:
Обеспечивает небольшую дополнительную опору для плиты с 2-4-6 блоками…
– Переместите губки тисков наружу, чтобы пластина поддерживалась в середине тисками:
– Как правило, при всех операциях обработки сохраняйте как можно меньший вылет заготовки без опоры.
– Сделайте набор «Vise Jaws of Doom», как я, для поддержки длинных заготовок двумя тисками:
ЦИФРОВАЯ КАМЕРА OLYMPUS
– Используйте краевые зажимы (например, Mitee Bites) или используйте отверстия в заготовке для зажима на фиксирующей пластине.
– Остерегайтесь затягивать любую заготовку, чтобы она не деформировалась, не защемила резак или не нарушила точность работы.
– Относительно новая разработка – гашение вибраций.
Использование различных инструментов для черновой и чистовой обработки
Не выполняйте чистовую обработку тем же инструментом, который вы использовали для черновой обработки. Сохраните новые острые инструменты для чистовых проходов и поверните их для черновой работы после того, как они завершат короткий тур. Если вы используете индексируемый инструмент, например торцевую фрезу, используйте два разных набора пластин.
Сохраните новые острые инструменты для чистовых проходов и поверните их для черновой работы после того, как они завершат короткий тур. Если вы используете индексируемый инструмент, например торцевую фрезу, используйте два разных набора пластин.
Минимизация прогиба и вибрации, максимальная жесткость инструмента
Невозможно получить хорошее качество поверхности, если инструмент сильно отклоняется или стучит. Вы увидите все это на отделке обрезанных боковин.
Минимизируйте прогиб инструмента для достижения наилучшего качества поверхности и минимизации вибрации!
Инструмент, который отклоняется, хочет действовать как камертон. Он не оставит хорошей поверхности и не будет точным. Насколько велик прогиб? В каталоге компании Ingersoll говорится о том, что всего одна тысячная дюйма ведет к склонному к дребезжанию инструменту.Удивительно, насколько легко добиться такого небольшого отклонения с помощью инструментов малого диаметра или большого вылета. Фактически, соотношение диаметра к длине инструмента – отличное место для начала разговора о снижении прогиба.
Фактически, соотношение диаметра к длине инструмента – отличное место для начала разговора о снижении прогиба.
Уменьшение отношения длины к диаметру на 25% делает инструмент более чем в два раза более жестким, поэтому его прогиб составляет менее половины. Прогиб прямо пропорционален длине в третьей степени (инструмент вдвое длиннее будет отклоняться в 2 * 2 * 2 = 8 раз при прочих равных!) И обратно пропорционален диаметру в четвертой степени (инструмент вдвое меньше диаметр прогибается в 2 * 2 * 2 * 2 или в 16 раз при прочих равных!).Другими словами, используйте самый короткий и самый толстый инструмент.
Вместо того, чтобы беспокоиться обо всех этих оценках, используйте калькулятор G-Wizard Calculator не только для расчета отклонения инструмента, но и для помощи в выборе оптимальных параметров для минимизации отклонения:
Использование калькулятора G-Wizard для оптимизации отклонения инструмента на удалении…
Рассмотрим смену инструмента между черновой и чистовой обработкой. Вместо того, чтобы использовать самый большой инструмент, который соответствует наименьшему радиусу траектории инструмента, используйте еще больший инструмент для черновой обработки и позвольте чистовому проходу обрабатывать меньшие радиусы.Черновая обработка – это то место, где вы в любом случае обрабатываете глубокие порезы, склонные к вибрации.
Вместо того, чтобы использовать самый большой инструмент, который соответствует наименьшему радиусу траектории инструмента, используйте еще больший инструмент для черновой обработки и позвольте чистовому проходу обрабатывать меньшие радиусы.Черновая обработка – это то место, где вы в любом случае обрабатываете глубокие порезы, склонные к вибрации.
Никогда не используйте более длинный инструмент, чем необходимо. Любая длина, превышающая 3-кратный диаметр инструмента, начинает склоняться к вибрации, и на 5-кратном увеличении вы желаете всяческой помощи, которую вы можете получить, чтобы контролировать вибрацию.
Зафиксируйте инструмент в патроне как можно сильнее, чтобы уменьшить вылет.
Кстати, рифленая часть концевой фрезы слабее цельного хвостовика. Используйте как можно более короткие концевые фрезы с минимально возможной длиной канавок для максимальной жесткости.
Цельнотвердосплавные фрезы намного более жесткие, чем фрезы из быстрорежущей стали. Следовательно, даже если вы не используете их на постоянной скорости вращения карбида, они все равно могут обеспечить лучшую чистовую обработку. Это особенно актуально для более длинных участков, меньших диаметров и т. Д. Между прочим, карбид обычно принимает меньшую стружку, чем HSS, но он работает на гораздо более высоких оборотах в минуту, что все равно выходит вперед.
Это особенно актуально для более длинных участков, меньших диаметров и т. Д. Между прочим, карбид обычно принимает меньшую стружку, чем HSS, но он работает на гораздо более высоких оборотах в минуту, что все равно выходит вперед.
Используйте оптимизатор резки G-Wizard, чтобы минимизировать отклонения, избежать дребезга при чистовых проходах и сделать все возможное, чтобы повысить жесткость и минимизировать вибрацию любого рода.Дребезжание – это наихудший вид вибрации, который будет хорошо заметен на отделке. Прочтите нашу главу о болтовне, чтобы узнать, как от нее избавиться. В нашем калькуляторе G-Wizard даже есть калькулятор вибрации, который поможет вам определить оптимальную скорость вращения шпинделя для минимизации вибрации:
G-Wizard включает калькулятор шага вибрации, который может дать вам оптимальную скорость вращения шпинделя для минимизации вибрации…
Использование сбалансированного инструмента для снижения вибрации
Еще один способ уменьшить вибрацию – использовать сбалансированный инструмент. Чем выше частота вращения, тем важнее это.
Чем выше частота вращения, тем важнее это.
Обработка поверхности торцевыми фрезами
Торцевые фрезы используются в большинстве магазинов. Они отлично подходят для квадратов и облицовки больших площадей. При торцевой фрезеровке следует помнить о некоторых вещах:
– Одна из проблем, связанных с чистовой обработкой поверхности при торцевом фрезеровании, заключается в том, что каждая пластина отличается по глубине резания лишь на небольшую величину – не все они режут с одинаковой глубиной. Более дорогие торцевые фрезы позволяют настраивать каждую пластину индивидуально.Если вы можете настроить их на пару десятых или меньше, качество обработки будет значительно улучшено. В противном случае попробуйте мухорезку. Большая регулируемая мухорезка может покрыть большую часть территории за наименьшее количество проходов и часто оставляет самый приятный результат. Однако вы можете превратить даже обычную торцевую фрезу в мухорезку, просто удалив все пластины, кроме одной.
– Наивысшая эффективность достигается, когда 2/3 торцевой фрезы одновременно входят в зацепление с заготовкой (шаг 67%). Это также приводит к лучшей отделке поверхности.Полное зацепление фрезы удерживает силы по обе стороны от центральной линии, противодействуя друг другу (что приводит к вибрации), а также вызывает отслоение стружки при нулевой толщине. Образование стружки должно начинаться с толстой и заканчиваться тонкой для обеспечения наилучшего качества поверхности. См. Примечание ниже о вводе заготовки («вкатывании») для получения более подробной информации о начале толстой и заканчивая тонкой.
– Подъемная фреза с таким соотношением резания 2/3. Обычное фрезерование с помощью торцевой фрезы приводит к тому, что стружка вначале становится тонкой, что иногда приводит к истиранию в начале стружкообразования, что плохо сказывается на чистоте поверхности и может привести к BUE.Лучшая отделка начинается с того, что стружка удаляет жир, а затем истончается до того, как стружка высвободится.
– Сделайте легкий пропил при чистовой обработке: 0,003 – 0,010 ″
– Следите за мощностью, необходимой для резки. При торцевом фрезеровании используется много его с удивительно низкой глубиной резания, потому что фреза такая широкая. Широкий резак по отношению к заготовке дает более приятную поверхность (меньше полос «косить»), но слишком большая мощность может быть вложена в рез, что приведет к проблемам с вибрацией. Используемая вами мощность (или измеритель нагрузки на вашем VMC) говорит вам о том, насколько существует эта тенденция.
– Выполните пропил с помощью торцевой фрезы, как описано ниже в разделе «Рекомендации по траектории».
– Если вам не нужен квадратный уступ, торцевая фреза с углом в плане 45 градусов часто дает лучшее покрытие, чем 90 градусов. Стружка также примерно на 30 процентов тоньше по сравнению с торцевой фрезой под углом 90 градусов, поэтому возможны более высокие скорости подачи.
– Там, где важна чистота поверхности, используйте сверхострые чистовые вставки, они имеют большое значение.
– Перерезка или обратная резка происходит, когда поверхность, которая уже была обрезана, снова режется задней кромкой торцевой фрезы.Идеально проработанная машина режет только переднюю кромку, но совершенство возникает только в теории. Незначительные ошибки при проталкивании и прогиб могут сделать обратную резку реальностью и обычно приводят к более плохой отделке. Некоторые машинисты будут очень осторожно выводить свои станки из трамвая, чтобы рез всегда производился на переднем крае траектории. Это также помогает предотвратить волочение стружки по окружности пропила, что еще больше ухудшает качество обработки. Очевидно, вы также хотели бы сократить путешествие только в одном направлении.Уклон трамвая должен быть очень небольшим, чтобы угловой нож не создавал слишком выраженных гребешков. Фрезы большего диаметра усиливают эффект зубчатости.
– Пластины «Wiper» могут быть использованы с большим эффектом для улучшения качества поверхности. Грязесъемник – это плоская поверхность на вставке. Он режет передней кромкой плоскости (которая параллельна заготовке), а затем «скребок» полирует заготовку, когда она проходит под ним. Ширина этого скребка должна быть больше, чем продвижение на оборот, чтобы режущие кромки могли перекрываться.Наклон шпинделя, о котором говорилось выше, очень важен при использовании дворников. Из-за острых концов пластины чрезмерный наклон шпинделя может вызвать закапывание.
Он режет передней кромкой плоскости (которая параллельна заготовке), а затем «скребок» полирует заготовку, когда она проходит под ним. Ширина этого скребка должна быть больше, чем продвижение на оборот, чтобы режущие кромки могли перекрываться.Наклон шпинделя, о котором говорилось выше, очень важен при использовании дворников. Из-за острых концов пластины чрезмерный наклон шпинделя может вызвать закапывание.
Используйте мухорезку PCD для алюминия
Пластины из поликарбонатапризваны оставлять на алюминии самую удивительную отделку из возможных. Некоторые машинисты имеют в своем арсенале инструмента мухорез с поликристаллическим алмазом только для финишной обработки алюминия.
Для получения более подробной информации об использовании мухорезов см. Нашу страницу “Мухорезки” в нашей Поваренной книге по кормам и скоростям.
Используйте радиус и попробуйте круглые пластины
Попробуйте круглые пластины для лучшей обработки…
Концевая фреза с выпуклым носом или концевая фреза с радиусом оставит более тонкую поверхность, чем плоская концевая фреза. Если мы говорим о вставном инструменте, используйте закругленную пластину или круглые пластины. Фреза со сменными пластинами с круглыми пластинами называется «Фреза для пуговиц».
Если мы говорим о вставном инструменте, используйте закругленную пластину или круглые пластины. Фреза со сменными пластинами с круглыми пластинами называется «Фреза для пуговиц».
Круглые пластины наиболее подвержены вибрации (но если они не вибрируют, большой радиус оставляет отличное качество обработки!), А пластины с углом упора в 45 градусов наименее подвержены вибрации и дребезжанию.
Используйте острые пластины, угол подъема и положительный передний угол
С учетом всех обстоятельств, более острые пластины, больший угол подъема и положительный передний угол позволяют улучшить качество поверхности. Торцевая фреза под 45 градусов обеспечивает гораздо более качественную отделку, чем торцевая фреза с квадратным уступом 90 градусов.
Геометрия резания с положительным передним углом обычно требует меньших усилий резания (что приводит к меньшему прогибу) и обеспечивает более качественную поверхность. Положительная геометрия входит в плоскости сдвига материала с меньшей силой.
– Предпочитаю более острые пластины. Часто это более дорогие шлифованные вставки, чем штампованные или формованные.
Шлифованная пластина CCGT с острыми краями…
Фрезы с высоким и переменным углом наклона спирали могут улучшить финишную поверхность
Фрезы с большим шагом спирали улучшают качество обработки. Фрезы с изменяемой спиралью подавляют вибрации, потому что изменяющаяся спираль не позволяет вибрации устанавливаться на одной частоте.
Больше канавок эквивалентно более высокой частоте вращения для чистовой обработки поверхности
Чем больше канавок или пластин, тем выше частота вращения.Многие старые мельницы имеют ограниченную скорость вращения шпинделя. Возможность использования большего количества канавок или пластин может частично восстановить это преимущество.
Обязательно учитывайте зазор от стружки. Вы не должны использовать фрезу с 4 зубьями при прорезании пазов в алюминии (недостаточно зазора для стружки), но вы можете использовать фрезу с 3 зубьями для прорези, и это эквивалентно на 50% больше об / мин, чем 2 зубья. Еще лучше, если вы фрезеруете по внешнему профилю (периферийное фрезерование), может быть много зазора для стружки, и вы можете использовать фрезу с 4 зубьями для обработки алюминия.
Еще лучше, если вы фрезеруете по внешнему профилю (периферийное фрезерование), может быть много зазора для стружки, и вы можете использовать фрезу с 4 зубьями для обработки алюминия.
Противоречивый аргумент против использования большего количества канавок или пластин заключается в том, что меньшее количество канавок / пластин менее подвержено вибрации.
Концевая фреза с одной канавкой также обеспечивает гораздо больший зазор от стружки. Это может улучшить качество поверхности таких материалов, как пластмассы, которые легко поцарапываются собственными сколами.
Удалите вставку, чтобы уменьшить вибрацию
Иногда можно устранить вибрацию на торцевой фрезе или другом индексируемом инструменте, удалив пластину. Это регулярные удары пластин о заготовку, которые вызывают вибрацию.Удаление вставки означает, что время от времени этот регулярный узор нарушается.
Запустите резак назад, чтобы отполировать материал
Будьте осторожны с этой техникой – это самый быстрый способ затупить резак, и если вы сильно продвинете инструмент в материал, вы сломаете инструмент. Однако, если вы можете получить инструмент, который вам неинтересен (только концевые фрезы, никаких индексируемых инструментов!), И вы достаточно хорошо управляете инструментом, он оставит полированную поверхность на заготовке, которая может быть просто билетом для вашей работы .Не используйте этот прием для чего-нибудь более твердого, чем алюминий или латунь.
Однако, если вы можете получить инструмент, который вам неинтересен (только концевые фрезы, никаких индексируемых инструментов!), И вы достаточно хорошо управляете инструментом, он оставит полированную поверхность на заготовке, которая может быть просто билетом для вашей работы .Не используйте этот прием для чего-нибудь более твердого, чем алюминий или латунь.
Подъем и обычное фрезерование: не предполагать ничего лучшего для чистовой обработки
Это сложная тема. Фрезерование с подъемом снижает силы резания, и обычно это лучший вариант для чистовой обработки. Но лазание отклоняется в стену, а обычное – нет. Прочтите нашу страницу «Подъем и обычное фрезерование», чтобы решить, что лучше всего подходит для ваших нужд.
Подъем и обычное фрезерование…
Вход и выход из пропила
Раскатайте прорези и вытащите их для лучшего качества поверхности.См. Нашу страницу Пути инструмента для получения дополнительной информации об этой технике.
Don’t Dwell
Каждый раз, когда инструмент останавливается при контакте с заготовкой, он оставляет след. Никогда не задерживайтесь (не останавливайте инструмент напротив заготовки), когда качество поверхности имеет значение.
Избегайте срезания средней линии
Обрезка по центральной линии приведет к ударам пластины или канавки о край материала, что создает заусенцы и, как правило, затрудняет получение хорошей отделки поверхности. Вместо 50/50 срезания средней линии выберите примерно 70/30 для лучшего результата.
Осторожно переместите мельницу на трамвай или намеренно выведите ее из трамвая
Речь идет о торцевом фрезеровании и резке на лету или финишной обработке. Когда дело доходит до отделки территории, есть две точки зрения на трамвай и отделку поверхности: либо доведите вашу мельницу до идеального трамвая, либо немного вытесните ее из трамвая. Соображения в основном эстетические. Если ваша фреза хорошо утрамбована, вы увидите одинаковые метки инструмента с обеих сторон. Если шпиндель немного «наклоняется» в прорезь, вы увидите только одну метку инструмента.Некоторые люди предпочитают симметрию двух знаков, а некоторые – одну. В любом случае, если чистовая обработка имеет значение и ваша фреза может перемещаться, вам нужно будет отрегулировать ее перед тем, как будут выполнены критически важные чистовые работы.
Если шпиндель немного «наклоняется» в прорезь, вы увидите только одну метку инструмента.Некоторые люди предпочитают симметрию двух знаков, а некоторые – одну. В любом случае, если чистовая обработка имеет значение и ваша фреза может перемещаться, вам нужно будет отрегулировать ее перед тем, как будут выполнены критически важные чистовые работы.
Используйте самую большую концевую фрезу, радиус которой меньше углового радиуса для чистовой обработки
Концевая фреза не может вырезать угол меньше собственного радиуса, но когда концевые фрезы и радиусы угла совпадают, это может вызвать проблемы. Сделайте концевую фрезу немного меньше. Возможно, вам придется увеличить радиус угла, если ваш заказчик позволит это, или сделать что-то коварное, например, использовать метрический размер, если он ближе, чем следующий меньший британский размер (или наоборот).
Если нет внутренних углов, используйте самый большой инструмент, который у вас есть, для чистовой обработки. Его размер будет способствовать жесткости и гладкости поверхности.
При использовании сменного инструмента на фрезерных и токарных станках попробуйте пластину Wiper
Пластины Wiperимеют небольшую плоскую поверхность, примыкающую к радиусу вершины инструмента, которая фактически делает поверхность гладкой. В результате получится довольно мило.
Используйте более высокие углы подъема для фрезерования и токарной обработки и отдавайте предпочтение положительному переднему краю
Оба варианта обеспечивают лучшее качество поверхности.Подробнее читайте в нашей статье о торцевых фрезах под углом 45 и 90 градусов.
Минимизировать биение
При биении ваш инструмент (или заготовка на токарном станке) вращается по эксцентрической траектории, а не по истинной окружности. Это очень плохо для отделки поверхности. Чем больше биение, тем хуже результат. Если вы знаете, что некоторые комбинации фрезы и державки имеют меньшее биение, отдайте предпочтение им при чистовой обработке. Например, цанговый патрон ER почти всегда будет иметь меньшее биение, чем держатель концевой фрезы с установочным винтом. При окончательной обработке используйте цанговый патрон.
DFM Насадки для чистовой обработки поверхности
Насколько качественную отделку следует указать? Если вы просите слишком много, вы увеличиваете стоимость производства. Слишком мало – снижает качество продукта. Если вы хотите, чтобы на большинстве станков с ЧПУ была получена дешевая и удобная отделка, укажите не тоньше 64 мкм. Покрытие 32 мкм не приведет к увеличению стоимости, а покрытие толщиной 16 или даже 8 мкм можно будет сделать, но теперь вы столкнетесь с увеличением затрат. Спасибо ProCNC.com за эти советы!
Здесь обсуждается стоимость чрезмерных допусков, которая также применима к чрезмерным требованиям к отделке.
Державки и обработка поверхности
Очевидно, что резцедержатель во многом способствует повышению жесткости и гашению вибрации системы. Держатель CAT40 намного жестче, чем R8 у Бриджпорта. Даже NMTB30 имеет гораздо большую массу, чем R8:
.Я прочитал увлекательный анализ эффективности державки в дипломной работе Университета Британской Колумбии («Механика и динамика интерфейса шпинделя державки»), в которой были собраны некоторые хорошие данные, которых я раньше не видел:
– державки HSK в 4 раза жестче, чем державки CAT40 аналогичного размера.В основном это связано с двухсторонним контактом конструкции HSK.
– В диссертации сравниваются характеристики фрезерных патронов, горячей посадки, гидравлических патронов и цанговых патронов. Важнейшей характеристикой чистовых операций является модальная жесткость. Вот как оцениваются различные державки в порядке от лучшей к худшей:
Держатель инструмента Тип | Модальная жесткость | Динамическая жесткость |
| Термоусадка | 0.89 | 0,065 |
| Цанговый патрон | 0,75 | 0,155 |
| Гидравлический | 0,53 | 0,196 |
| Фрезерный патрон | 0,52 | 0,184 |
Удивительно, что цанговый патрон с невысокими цанговыми отверстиями работает почти так же хорошо, как и сложные инструменты для горячей посадки, и намного лучше, чем более дорогие держатели гидравлического и механического типа!
Однако, что касается черновой обработки, динамическая жесткость важна для подавления вибрации.Для максимальной скорости съема материала мы хотим максимизировать динамическую жесткость. Здесь цанговый патрон также работает чертовски хорошо, и именно при выкачивании большого количества материала держатели гидравлических и фрезерных патронов начинают проявлять себя. Термоусадка работает плохо, потому что она не гасит вибрации, а просто очень плотно удерживает инструмент. Заставляет задуматься, не увеличивает ли вероятность того, что он будет звонить, как колокольчик, когда его держат так крепко?
Другие мысли о держателях:
– Рассмотрите возможность балансировки державок.Это требование для об / мин более 10K, но оно сглаживает вибрации даже при более низких оборотах. Очевидно, что такие инструменты, как мухорезы, изначально изначально неуравновешены, или они должны быть такими? Возможно, сбалансированный дизайн даст более гладкий результат.
– Учитывать биение. Держатель с большим биением вызывает сильную вибрацию, которая портит качество поверхности и в конечном итоге ломает фрезы. Фрезы меньшего размера более чувствительны к биению. Тысячная часть дюйма – это большое биение для фрезы 1/8 дюйма, с которой приходится иметь дело, поскольку она эффективно дергает фрезу в разрезе при ее вращении.
– Цанговые патроны часто имеют меньшее биение, чем держатели установочных винтов. Некоторые жалуются, что они тоже не выдерживают. Компромиссом было бы использование держателей установочных винтов для инструментов с большим хвостовиком (скажем, более 1/2 дюйма) и цанговых патронов для меньших хвостовиков. OTOH: те, кто утверждает, что цанги не держатся (инструменты высасываются), другие утверждают, что резцедержатель и цанга не чистые, или гайка не затягивается достаточно сильно. Спецификации для крутящего момента гайки цанги ER довольно высоки, поэтому не забудьте потянуть за гаечный ключ.В качестве альтернативы я использовал гайки с шариковыми подшипниками, которые принимают на удивление меньший крутящий момент, потому что они имеют сопряжение шарикоподшипника с цанговым патроном ER, вместо того, чтобы пытаться вращаться против цанги, когда она затягивается.
– Встроенный хвостовик почти всегда жестче, чем вставка инструмента с хвостовиком в резцедержатель.
– Доступны различные специализированные держатели, такие как приводы с плоской задней частью, которые устанавливают резцедержатель напротив прецизионной поверхности шпинделя для большей поддержки, чем может обеспечить только конус.
Фрезы со сферическим концом: малое число оборотов
Самая большая проблема с концевыми фрезами со сферическим концом различного типа – это низкая скорость носа. По мере того, как вы приближаетесь к наконечнику, диаметр шарика становится все меньше и меньше, наконец, до нуля. В результате фреза должна работать в широком диапазоне скоростей резания и нагрузок на стружку на разной глубине резания. Обязательно имейте это в виду при использовании. Если возможно, используйте калькулятор подачи и скорости или программу CAM, которая должным образом учитывает эти эффекты.
Найдите баланс между диаметром фрезы со сферическим концом и жесткостью. Помните, что часть шара возле оси движется медленно. Шарик меньшего размера с интерполяцией открывает большую часть поверхности для более быстро движущегося резца, что приводит к более качественной обработке. Но резак меньшего размера может сгибаться больше. Следовательно, необходимо сбалансировать эти два фактора.
Если у вас 4-осевая или 5-осевая фреза, вы можете попробовать фрезерование «Sturz» для борьбы с медленно движущимся наконечником. Подробности см. Ниже.
Фрезы со сферическими конусами, обработка поверхности и шаговый переход
Выбор правильного шага для шаровой головки критически важен для эффективного 3D-профилирования.Ознакомьтесь с нашей статьей о том, как выбрать Stepover, чтобы узнать подробности.
Правильно настройте программное обеспечение CAD и CAM для получения хорошей отделки поверхности
Наша статья «7 программных оправданий плохой обработки поверхности» может помочь.
Фасеты в этой части связаны с проблемами CADCAM…
Правда о «зеркальной» отделке
Любой, кто часто посещает станки для обработки плат в Интернете, видел бесчисленное количество тем, в которых кто-то спрашивал, как добиться «зеркальной» отделки их фрезерного или токарного станка.
Хотя на токарном станке легче подойти близко, правда о зеркальной отделке заключается в том, что ее в большинстве случаев не существует.
Да, есть станки, способные выполнять качественную оптическую отделку. Это чрезвычайно жесткие станки, в которых в основном используется алмазный инструмент. Но это не те машины, к которым у большинства из нас будет доступ, и это не те машины, о которых большинство людей говорит, как они спрашивают после зеркальной обработки.
Вы когда-нибудь замечали, как на большинстве фотографий так называемой зеркальной отделки заготовка наклонена под очень большим углом? Вы когда-нибудь видели мираж на шоссе, где, похоже, далеко впереди на дороге есть лужа с водой, которая исчезает по мере приближения? Тот же принцип.Даже асфальт, по-видимому, будет иметь «зеркальное» покрытие (вода, которую вы видели в мираже, была отражением неба), если угол падения правильный.
Попросите показать зеркальную отделку, глядя прямо на деталь, и вы более четко увидите, что это за отделка.
Это не означает, что чистовая фрезерованная поверхность не может быть чрезвычайно привлекательной, просто она не выглядит как зеркало, если смотреть прямо. Следы инструмента все еще будут видны, но это будут очень слабые бороздки.В лучшем случае вы увидите радугу, созданную эффектами дифракции, действующими на бороздки. Этот вид получил название «призматический». Ближе всего к нему обратная сторона компакт-диска, на которой изображены все радуги, но фрезерованная отделка будет более тонким эффектом.
Это то, что вам нужно, чтобы решить, что вы добились отличного результата. Если вам нужно работать лучше, пора перейти к каким-нибудь абразивным материалам и либо к виброполировке пользователя, либо к полировальному кругу.
Специальные насадки для фрезерного станка с ЧПУ Обработка поверхности дерева
Обычные проблемы здесь либо горят, либо раскалываются и вырываются.
Горение – это проблема подачи и скорости. Если у вас правильные подачи и скорости, а резак все еще сжигает материал, вероятно, он тупой и его нужно заменить.
Сколы и вырывание исправить сложнее. Как правило, это требует использования специальных фрезерных станков с ЧПУ, таких как нисходящие спиральные или компрессионные фрезы. Эти фрезы меняют направление спирали, поэтому при пропиле древесины нет силы, вытягивающей волокна вверх, и они имеют огромное значение. Особенно на таких материалах, как фанера, которые легко раскалываются.
Последний совет по минимизации сколов в древесине: нанесите тонкий слой прозрачного покрытия. Это поможет скрепить дерево и уменьшить раскалывание.
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, в том числе:
8 способов убить свою концевую фрезу
Определение правильных скоростей и подач для вашего инструмента и операции может быть сложным процессом, но понимание идеальной скорости (об / мин) необходимо перед запуском станка, чтобы обеспечить надлежащий срок службы инструмента.Слишком быстрый запуск инструмента может привести к неоптимальному размеру стружки или даже к катастрофическому отказу инструмента. И наоборот, низкая частота вращения может привести к прогибу, плохой отделке или просто к снижению скорости съема металла. Если вы не уверены, какая частота вращения идеальна для вашей работы, обратитесь к производителю инструмента.
Кормить слишком мало или слишком много
Другой важный аспект скорости и подачи, лучшая скорость подачи для работы значительно зависит от типа инструмента и материала заготовки. Если вы используете инструмент со слишком низкой скоростью подачи, вы рискуете повторно нарезать стружку и ускорить износ инструмента.Если вы запустите свой инструмент со слишком высокой скоростью подачи, вы можете вызвать поломку инструмента. Особенно это касается миниатюрных инструментов.
Использование традиционной черновой обработки
Хотя традиционная черновая обработка иногда необходима или оптимальна, она обычно уступает высокоэффективному фрезерованию (HEM). HEM – это техника черновой обработки, в которой используется меньшая радиальная глубина резания (RDOC) и более высокая осевая глубина резания (ADOC). Это равномерно распределяет износ по режущей кромке, рассеивает тепло и снижает вероятность поломки инструмента.Помимо значительного увеличения срока службы инструмента, HEM также может обеспечить лучшую чистовую обработку и более высокую скорость съема металла, что делает его всесторонним повышением эффективности для вашего цеха.
Правильные параметры вращения имеют меньшее влияние в ситуациях неоптимального удержания инструмента. Плохое соединение станка с инструментом может вызвать биение инструмента, вырывание и поломку деталей. Вообще говоря, чем больше точек соприкосновения держателя инструмента с хвостовиком инструмента, тем надежнее соединение. Гидравлические и термоусадочные держатели инструмента обеспечивают более высокую производительность по сравнению с механическими методами затяжки, как и некоторые модификации хвостовиков, такие как хвостовики Helical ToughGRIP и Haimer Safe-Lock ™.
Без использования изменяемой геометрии спирали / шага
Элемент различных высокопроизводительных концевых фрез с изменяемой спиралью или изменяемым шагом, геометрия является незначительным изменением геометрии стандартной концевой фрезы. Эта геометрическая особенность гарантирует, что интервалы времени между контактом режущей кромки с заготовкой изменяются, а не синхронизируются с каждым вращением инструмента. Этот вариант сводит к минимуму вибрацию за счет уменьшения гармоник, что увеличивает стойкость инструмента и дает превосходные результаты.
Несмотря на то, что он немного дороже, инструмент с покрытием, оптимизированным для материала вашей заготовки, может иметь решающее значение.Многие покрытия повышают смазывающую способность, замедляя естественный износ инструмента, а другие повышают твердость и стойкость к истиранию. Однако не все покрытия подходят для всех материалов, и разница наиболее очевидна для черных и цветных материалов. Например, покрытие из нитрида алюминия и титана (AlTiN) увеличивает твердость и термостойкость черных металлов, но имеет высокое сродство к алюминию, вызывая прилипание заготовки к режущему инструменту. С другой стороны, покрытие из диборида титана (TiB2) имеет чрезвычайно низкое сродство к алюминию, предотвращает нарастание режущей кромки и набухание стружки, а также увеличивает срок службы инструмента.
Использование длинной резки
Хотя большая длина реза (LOC) абсолютно необходима для некоторых работ, особенно при чистовых операциях, она снижает жесткость и прочность режущего инструмента. Как правило, LOC инструмента должен быть ровно столько, сколько необходимо, чтобы гарантировать, что инструмент сохраняет как можно больше первоначальной основы. Чем больше LOC инструмента, тем больше он подвержен деформации, что, в свою очередь, снижает эффективный срок службы инструмента и увеличивает вероятность разрушения.
Бесплатный ресурс: загрузите руководство по высокопроизводительному фрезерованию (HEM) на более чем 50 страницах сегодняВыбор неправильного отсчета флейты
Каким бы простым это ни казалось, количество канавок инструмента оказывает прямое и заметное влияние на его производительность и рабочие параметры. Инструмент с небольшим количеством канавок (от 2 до 3) имеет более крупные канавки и меньший стержень. Как и в случае с LOC, чем меньше субстрата остается на режущем инструменте, тем он слабее и менее жестким. Инструмент с большим количеством канавок (5 или больше), естественно, имеет больший стержень.Однако большое количество флейт не всегда лучше. Более низкое количество канавок обычно используется в алюминии и цветных металлах, отчасти потому, что мягкость этих материалов обеспечивает большую гибкость для увеличения скорости съема металла, но также из-за свойств их стружки. Цветные металлы обычно дают более длинную и прочную стружку, а меньшее количество канавок помогает уменьшить повторное нарезание стружки. Инструменты с большим числом канавок обычно необходимы для более твердых черных металлов как из-за их повышенной прочности, так и из-за того, что повторное нарезание стружки вызывает меньшую озабоченность, поскольку эти материалы часто дают гораздо меньшую стружку.
Команда инженеровHarvey Performance Company работает вместе над тем, чтобы каждая ваша задача обработки – от выбора инструмента и поддержки приложений до разработки идеального индивидуального инструмента для вашей следующей работы – была решена с помощью продуманного комплексного решения.
Фрезерование с ЧПУ: все, что вам нужно знать
Фрезерование с ЧПУ – один из наиболее широко используемых процессов обработки. В этой статье объясняется процесс фрезерования с ЧПУ, его преимущества, ограничения и все, что вам нужно знать, когда вы заказываете фрезерованные детали с ЧПУ.
Не стесняйтесь получать мгновенное ценовое предложение на фрезерованные детали с ЧПУ, используя нашу онлайн-платформу.
Промышленная революция 18 века ознаменовала начало союза человека и машины с целью производства. До этого периода основным методом изготовления было литье. Это, наряду с другими доступными в то время методами, было ручным, утомительным и подверженным ошибкам. Однако сегодня, благодаря достижениям в цифровых технологиях, существуют производственные процессы, позволяющие производить очень сложные детали с высокой скоростью и точностью.Одним из них является фрезерование с ЧПУ (числовым программным управлением).
Что такое фрезерование с ЧПУ?Фрезерование с ЧПУ – это субтрактивный производственный процесс, в котором режущие инструменты с компьютерным управлением постепенно удаляют материал из заготовки, чтобы создать желаемую форму или объект. Этот процесс достигается с помощью станков, известных как фрезерные станки с ЧПУ или фрезерные станки с ЧПУ. Это наиболее широко используемый из процессов механической обработки, другие включают токарную обработку с ЧПУ и сверление с ЧПУ.
Детали фрезерного станка с ЧПУЧтобы лучше понять процесс фрезерования с ЧПУ, необходимо знать детали фрезерного станка с ЧПУ. Детали разных фрезерных станков различаются по производителю, типу и мощности. Однако есть детали, которые необходимы для каждого фрезерного станка с ЧПУ:
- Шпиндель: Шпиндель удерживает режущий инструмент на месте.
- Панель управления: оператор использует этот компонент для управления машиной. Здесь находится компьютерный интерфейс..
- Колонна: Колонна является основной рамой и опорой машины. Он удерживает другие компоненты на месте.
- Седло: Седло прикреплено к стойке машины. Он поддерживает рабочий стол.
- Рабочий стол: Рабочий стол расположен на вершине седла. Здесь оператор размещает заготовку и использует устройство для удержания заготовки.
- Основание: Основание обеспечивает опору для всей машины на земле.
До внедрения ЧПУ управление на фрезерных станках осуществлялось вручную.Это давало много места для ошибки. Конечный продукт был в уме или представлении машиниста, подобно тому, как художник рисует картину. Однако с появлением ЧПУ фрезерование стало высокоточным и точным процессом, включающим несколько этапов. Создание фрезерованной детали с ЧПУ состоит из четырех последовательных шагов:
- Создание 3D-модели
- Преобразование модели в машинный код
- Настройка фрезерного станка
- Фактическое фрезерование
Первым шагом в процессе фрезерования с ЧПУ является проектирование модели детали, подлежащей фрезерованию, в системе автоматизированного проектирования (CAD).Это выполняется с помощью доступных для этой цели программ САПР. Любая функция, которая должна быть частью конечного продукта, должна быть указана в дизайне. Мы составили некоторые стандарты и рекомендации, которым должен следовать каждый дизайнер, чтобы правильно спроектировать фрезерные станки с ЧПУ.
Простая 3D-модель CAD (источник: GrabCAD.com) Преобразование из CAD в G-CodeФрезерные станки с ЧПУ не понимают файлы САПР в их исходном формате. Вместо этого они зависят от цифровых инструкций, известных как G-Code, которые инструктируют их, как перемещаться в трехмерном пространстве.Следовательно, необходимо преобразовать модели САПР в G-код. Здесь на помощь приходят программы автоматизированного производства (CAM). После завершения модели CAD дизайнер экспортирует ее в программу CAM, которая считывает ее и преобразует в соответствующий G-код.
Настройка фрезерного станка с ЧПУДалее идет настройка машины. Перед запуском программы ЧПУ оператору необходимо настроить фрезерный станок с ЧПУ, прикрепив заготовку к рабочей поверхности мельницы; прикрепление соответствующего режущего инструмента к шпинделю фрезы; и подготовка необходимой смазочно-охлаждающей жидкости.
Выполнение фактического фрезерованияПосле настройки станка оператор запускает процесс фрезерования через интерфейс станка. Станок начинает собственно фрезерование с вращения режущего инструмента вокруг своей оси с очень высокой скоростью до тысяч оборотов в минуту (оборотов в минуту). В зависимости от типа фрезерного станка резание заготовки достигается одним из следующих движений:
- Режущий инструмент перемещается по неподвижной заготовке
- Заготовка подается в неподвижный вращающийся режущий инструмент
- И заготовка, и режущий инструмент перемещаются относительно друг друга
Одно из следующих действий продолжается с перерывами, делая небольшие разрезы на время, пока машина не произведет желаемый объект.Когда инструмент соприкасается с заготовкой, его режущие кромки многократно врезаются в поверхность заготовки и выходят из нее, эффективно удаляя стружку с заготовки за счет усилия сдвига.
Режущее действие концевой фрезы на поверхности заготовки (Источник: Wikipedia.com) Терминология фрезерования с ЧПУНекоторые термины, используемые в фрезеровании с ЧПУ, могут означать другие вещи в другом контексте. Понимание этих терминов поможет вам лучше понять своего машиниста с ЧПУ или дизайнера.
Режущий инструментРежущий инструмент – это съемный компонент фрезерных станков с ЧПУ, выполняющий резку. Режущие инструменты для фрезерования с ЧПУ обычно имеют несколько точек резания. Это связано с тем, что в процессе фрезерования инструмент движется перпендикулярно своей оси вращения. Существуют различные типы режущих инструментов, которые различаются материалом, формой, количеством канавок и расположением режущих кромок. Выбор инструмента для процесса фрезерования зависит от обрабатываемого материала.
Смазочно-охлаждающая жидкость применяется в процессе фрезерования с ЧПУ (Источник: Wikipedia.com) СкоростьСкорость при фрезеровании с ЧПУ означает скорость вращения режущего инструмента. Он измеряется в оборотах в минуту (об / мин). Скорость может быть запрограммирована, и она зависит от фрезерованного материала. Например, вы можете фрезеровать алюминий на гораздо более высоких скоростях, чем сталь.
Корм Это расстояние, на которое перемещается заготовка или режущий инструмент за один оборот инструмента.Как и скорость, вы также можете программировать подачу. Подача также зависит от материала, который вы хотите измельчить.
Глубина резанияГлубина резания – это расстояние, на которое режущий инструмент продвигается к поверхности заготовки. Материал также определяет этот параметр.
Смазочно-охлаждающие жидкостиПоскольку фрезерование обычно является высокоскоростным процессом, оно обычно выделяет много тепла в результате трения между заготовкой и режущим инструментом. Это требует их охлаждения с помощью веществ, известных как смазочно-охлаждающие жидкости.
Смазочно-охлаждающая жидкость, применяемая в процессе фрезерования с ЧПУ (Источник: Wikipedia.com) Стандартные фрезерные операции с ЧПУФрезерные станки с ЧПУ могут выполнять множество фрезерных операций в зависимости от типа режущего инструмента и конфигурации станка. Четыре основных фрезерных операции с ЧПУ:
Торцевое фрезерованиеПри торцевом фрезеровании ось вращения режущего инструмента перпендикулярна поверхности заготовки.Эта операция создает плоские поверхности и требует концевых фрез с режущими кромками на конце.
Плоское фрезерованиеРежущий инструмент для плоского фрезерования имеет режущие кромки по всей окружности резания. Его ось вращения параллельна поверхности заготовки. Обычное фрезерование позволяет получить такие детали, как карманы, пазы и полости.
Угловое фрезерованиеПри угловом фрезеровании оси вращения режущих инструментов расположены под углом к поверхности заготовки.Они известны как одноугловые фрезы. При угловом фрезеровании получаются такие детали, как ласточкин хвост, фаски, канавки и т. Д.
Фрезерование формыФрезерование формы включает изготовление неровных поверхностей, контуров, полукруглых полостей, валиков и криволинейных поверхностей. В этой операции используются режущие инструменты, такие как фрезы и фасонные фрезы.
Прочие фрезерные операции включают
- Зуборезные, то есть изготовление зубьев шестерен с использованием зуборезных инструментов.
- Групповое фрезерование, при котором два или более фрезы одновременно выполняют одинаковые или разные операции с одной заготовкой. Это самая быстрая операция фрезерования.
- Стендовое фрезерование, при котором используются две фрезы для одновременного фрезерования параллельных поверхностей заготовки за один проход.
можно разделить по ориентации шпинделя на вертикальные и горизонтальные. Прежде чем выбирать между этими двумя типами фрез для проекта фрезерования, оператор должен учитывать требования проекта, такие как форма и размер детали, а также количество поверхностей, подлежащих фрезерованию.Например, в то время как вертикальные фрезы обеспечивают более универсальные возможности обработки, горизонтальные фрезы лучше подходят для тяжелых и длинных заготовок.
Другая основная классификация фрезерных станков с ЧПУ – по количеству осей и конфигурации осей. В фрезеровании с ЧПУ под осью понимается направление движения заготовки или режущего инструмента. В нашей сети мы выполняем многоосевые фрезерные операции, включая 3-осевое, 4-осевое и 5-осевое фрезерование. Это позволяет нам быстро и точно изготавливать детали по вашим проектам, начиная от простых форм и заканчивая сложной геометрией.3-осевые и 5-осевые фрезерные станки с ЧПУ – самые популярные типы фрезерных станков с ЧПУ.
Несколько осей вращения. В то время как X, Y и Z – линейные оси, A, B, C – оси вращения (Источник: researchgate.com) 3-осевые фрезерные станки с ЧПУРежущий инструмент или деталь на 3-осевых фрезерных станках с ЧПУ имеет три степени свободы. Это означает, что они могут двигаться в трех линейных направлениях; Ось X (влево и вправо), ось Y (назад и вперед) и ось Z (вверх и вниз). Чтобы режущий инструмент смог достичь определенных участков заготовки, заготовку необходимо вручную переставить.
Преимущества 3-осевого фрезерования с ЧПУ- Процесс легко программировать и позволяет изготавливать детали простой геометрии с высокой точностью.
- Обладает высокими производственными мощностями.
- Стоимость обработки одной детали относительно невысока.
- 3-осевые фрезерные станки с ЧПУ дешевле, чем их 5-осевые аналоги.
- Для определенных процессов, требующих большего доступа к режущему инструменту, необходимость постоянного перемещения заготовки снижает точность.
- Инструмент не может получить доступ к определенным участкам заготовки.
- Сложную геометрию и дизайн сложнее выполнить на 3-осевых фрезерных станках с ЧПУ, чем на 5-осевых фрезерных станках с ЧПУ.
В дополнение к трем линейным осям, достижимым в его 3-осевом аналоге, 5-осевые фрезерные станки с ЧПУ имеют две оси вращения. В большинстве конфигураций фрезерных станков режущий инструмент может перемещаться только по трем линейным осям. Заготовка выполняет оставшиеся два вращательных движения, тем самым предоставляя режущему инструменту доступ к другой области.
5-осевые фрезерные станки с ЧПУможно разделить на индексированные и непрерывные. В индексированных 5-осевых фрезерных станках режущий инструмент должен на мгновение прекратить движение во время вращения заготовки. Однако в непрерывных 5-осевых фрезах нет необходимости останавливать режущий инструмент. Заготовка вращается одновременно с движением режущего инструмента.
Преимущества 5-осевого фрезерования с ЧПУ- Это устраняет необходимость вручную перемещать заготовку.
- Он производит детали с очень сложной геометрией и конструкциями с очень высокой точностью.
- Поверхность 5-осевой фрезерованной детали с ЧПУ очень гладкая. Следы обработки практически отсутствуют.
- Стоимость обработки детали на 60% и 100% выше при индексированном 5-осевом фрезеровании с ЧПУ и непрерывном 5-осевом фрезеровании с ЧПУ соответственно, чем при 3-осевом фрезеровании.
- 5-осевые фрезерные станки с ЧПУ более громоздкие и более дорогие, чем их 3-осевые аналоги.
Фрезерование – это очень универсальный процесс, применимый к различным материалам.При выборе материала для фрезерования с ЧПУ следует учитывать множество факторов, таких как стоимость и свойства материала. Свойства материала включают прочность на разрыв, термическое сопротивление, твердость, химическую стойкость и прочность на сдвиг.
Аналогичным образом, выбранный вами материал определяет многие аспекты процесса фрезерования, включая конструкцию детали, режущий инструмент, скорость резания и подачу, смазочно-охлаждающую жидкость и глубину резания. Есть несколько материалов, которые популярны для фрезерования с ЧПУ:
МеталлыМеталлы и металлические сплавы являются наиболее часто обрабатываемыми материалами.Это связано с их широким использованием в нескольких отраслях. Обычно фрезерованные металлы – это алюминий и его сплавы, различные виды стали, латунь, медь, титан и бронза.
ПластмассыСледующим по популярности для фрезерования является пластмасса. Они также обладают желаемыми свойствами и широко используются. Полимеры, такие как ABS, PEEK, поликарбонат и нейлон, являются одними из пластмасс, которые регулярно подвергаются фрезерованию с ЧПУ.
Прочие материалыДерево, стекло и эластомеры также подходят для фрезерования с ЧПУ.
Преимущества и применение фрезерования с ЧПУНекоторые из преимуществ, которые делают фрезерование с ЧПУ отличным вариантом для обработанных деталей, заключаются в следующем.
МасштабируемостьФрезерование с ЧПУ применяется к широкому диапазону объемов производства, будь то единичный индивидуальный проект или малый или крупномасштабный производственный цикл. В сочетании с повторяемостью и скоростью масштабируемость фрезерного станка с ЧПУ делает его идеальным как для прототипирования, так и для массового производства.Фрезерование с ЧПУ отлично подходит для крупносерийного производства идентичных единиц, так как производственные затраты экспоненциально снижаются с увеличением количества единиц.
Быстрое выполнение работВключение программ CAD и CAM в фрезерование с ЧПУ значительно сократило время, необходимое от заказа до получения точно обработанных деталей. Точность сохраняется, несмотря на высокую скорость.
ТочностьФрезерный станок с ЧПУ позволяет производить детали с очень высокой точностью размеров.Возможны допуски до 0,025 мм. Эта высокая точность имеет решающее значение как в аэрокосмической, так и в автомобильной промышленности.
Выбор материалаСуществует более 50 инженерных материалов, которые могут подвергаться фрезерованию с ЧПУ, если вы используете правильный режущий инструмент и скорость резания. Является ли ваш материал металлом, пластиком, деревом, стеклом или даже камнем; если у вас есть приложение для этого, скорее всего, это может быть фрезерование на ЧПУ. Кроме того, фрезерование с ЧПУ практически не влияет на свойства материала.
УниверсальностьПомимо возможности изготовления различных форм, фрезерование с ЧПУ позволяет точно обрабатывать различные детали, включая карманы, резьбу, фаски, пазы, полости и т. Д.
Ограничения фрезерования с ЧПУ Стоимость сложных геометрийВ процессах субтрактивного производства, таких как фрезерование с ЧПУ, стоимость возрастает по мере увеличения количества материала, необходимого станку для удаления.Следовательно, стоимость фрезерования сложных геометрических форм, требующих снятия большого количества материала, возрастает с увеличением уровня сложности.
Рабочие крепления и ограничения доступа к инструментуЗакрепление заготовки на месте имеет решающее значение в процессах фрезерования с ЧПУ. Однако это создает некоторые ограничения, поскольку инструмент не может получить доступ к частям удерживаемой детали. В таких случаях заготовку необходимо переставить вручную. Это увеличивает время обработки, а также увеличивает вероятность ошибок.
Элементы, которые нельзя фрезероватьЕсть некоторые особенности, такие как изогнутые отверстия, прямые внутренние края и стенки тоньше 0,5 мм, которые нельзя фрезеровать. Хотя мы рекомендуем вам избегать таких функций при проектировании для фрезерования с ЧПУ, они иногда необходимы для работы детали. В таких случаях можно использовать другие формы измельчения.
Изогнутое отверстие – это пример элемента, который фрезерование с ЧПУ выполнить не может. Материальные отходыПо сравнению с формовочным и аддитивным производственными процессами, фрезерование с ЧПУ приводит к образованию большого количества отходов в виде стружки.Если вы не можете переработать их, это может иметь серьезные экологические и финансовые последствия.
Отрасли, требующие фрезерования с ЧПУМногие отрасли промышленности используют фрезерные станки с ЧПУ для производства деталей. Точно так же люди регулярно нуждаются в этом процессе по своим частям. Помимо высокой скорости и точности, масштабируемость и универсальность фрезерного станка с ЧПУ делают его практически незаменимым в следующих отраслях промышленности.
- Космос
- Электрооборудование
- Аэрокосмическая промышленность
- Автомобилестроение
- Производство
- Спорт
- Робототехника
- Сужение
- Мебель
- Медицинское оборудование
- Продукты питания
- Оснастка
Хотя фрезерование с ЧПУ очень универсально и повсеместно, оно может не подходить для всех производственных приложений.Другие методы обработки могут оказаться более рентабельными и подходящими для вашего проекта. Вот некоторые из этих методов:
- Механические процессы с использованием станков – Сверление и токарная обработка
- Механические процессы без станков – Абразивно-струйная обработка, ультразвуковая обработка и водоструйная резка.
- Немеханические процессы – электроэрозионная обработка (EDM), плазменная резка, электрохимическое удаление заусенцев и лазерная резка.
Как выбрать фрезы для станка.Какие бывают фрезы по дереву для ручного фрезера Для снятия гель-лака
При наличии фрезерного станка действительно упрощаются работы по нарезанию петель, формированию сложных отверстий, пазов, резьбе по дереву и т. Д. Но это вовсе не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простой ручной прибор.
Единственное, что вам нужно, это уметь элементарно обращаться с деревом и пользоваться электроинструментом.К тому же нужно иметь желание, иначе без него никогда не будет результата. Те, у кого нет желания работать, просто покупают мебель или нанимают мастеров, например, для установки новой двери и врезки замков. Любая работа, особенно с электроинструментом, требует определенных знаний, а особенно техники безопасности.
Фрезерный станок предназначен для обработки как дерева, так и металла. С его помощью можно формировать углубления или отверстия любой конфигурации.Это значительно упрощает такие задачи, как установка петель и замков. Сделать это долотом и электродрелью не так-то просто, да и времени на это уходит много.
Различают стационарные фрезерные аппараты и переносные (ручные). Ручные электромельницы считаются универсальными устройствами, с помощью которых при наличии насадок можно выполнять операции различного назначения, достаточно просто изменить положение детали по отношению к устройству или наоборот.
Стационарные устройства используются на фабриках или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях режущее сопло неподвижно, а заготовка движется по заданной траектории. При использовании ручного инструмента, наоборот, деталь фиксируется неподвижно и только потом обрабатывается, хотя есть детали, требующие фиксации ручным инструментом. Это предусмотрено в конструкции, поэтому считается более универсальным. Особенно это актуально, когда необходимо обработать большое количество деталей, а использование стационарного станка невозможно.
Самодельный фрезерный станок представляет собой горизонтальную площадку с отверстием по центру, снизу к которому крепится ручное приспособление.
Существует множество видов фрезерных станков, но для использования дома или для открытия бизнеса больше подходят универсальные модели. Как правило, они оснащены набором фрез и различными приспособлениями для выполнения разного рода операций. Единственное, что с ручным фрезерным станком простые операции могут занять намного больше времени, чем с использованием стационарного станка.
С помощью ручного фрезерного устройства можно:
- Сделайте пазы или выемки любой формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обрабатывать торцы и кромки любой конфигурации.
- Вырезать детали сложной формы.
- Нанести рисунок или узор на поверхность деталей.
- При необходимости скопируйте детали.
Копирование деталей – одна из функций любого электрического фрезерного станка.
Наличие таких функций дает возможность упростить производство однотипной мебели или изготовление идентичных деталей, не связанных с производством мебели. Это одно из главных преимуществ этого средства. Как правило, для изготовления однотипных деталей необходимо устанавливать копировальные машины, которые рассчитаны на выполнение только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает это устройство, следует ознакомиться с его основными частями и их назначением.
Состав и назначение основных агрегатов
Ручное фрезерное устройство состоит из металлического корпуса и двигателя, находящегося в одном корпусе. Из корпуса выступает вал, на который надеваются различные цанги, служащие переходниками. Они позволяют установку фрез разного размера. Прямо в цангу вставляется резак, который фиксируется специальным болтом или кнопкой, которая предусмотрена на некоторых моделях.
Основные элементы ручного фрезерного устройства и их назначение.
В конструкции фрезерного устройства предусмотрена металлическая платформа, имеющая жесткое соединение с корпусом. Крепится к корпусу с помощью двух стержней. С внешней стороны пластина имеет гладкое покрытие, обеспечивающее плавное перемещение во время работы.
Ручное фрезерное устройство имеет некоторые регулируемые характеристики:
- С помощью ручки и шкалы для установки глубины фрезерования. Регулировка осуществляется с шагом 1/10 мм.
- Регулируя скорость вращения фрезы.
На начальных этапах, когда инструмент осваивается, лучше попробовать работать на малых или средних оборотах. Хотя всегда следует помнить, что чем выше текучесть кадров, тем лучше работа. Особенно, если речь идет о критических, видимых областях, которые нельзя замаскировать.
Помимо этих рычагов, есть еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются необходимыми для обеспечения качественного и безопасного выполнения работ.Также имеется параллельный упор, что способствует удобству использования. Он может быть жестко закрепленным или с возможностью регулировки смещения рабочей зоны по направлению от центра.
Уход за ручным фрезерным устройством
Обычно заводское изделие попадает в руки человека, прошедшего испытания и смазку, поэтому никаких дополнительных мер предпринимать не следует. Только во время его эксплуатации необходимо следить за его чистотой и исправностью. При этом его следует регулярно очищать от пыли и менять смазку, если это написано в паспорте.Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные лубриканты, а можно и обычные, например «Литол». Не рекомендуется использовать густые смазки, так как к ним прилипает стружка и пыль. Если используются аэрозольные смазки, то этот фактор можно исключить.
Подошва тоже требует смазки – гладкая часть тела. Регулярная смазка обеспечит желаемую плавность движения.
Несмотря на это, купленный товар следует проверять на качество сборки и наличие смазки.
К сожалению, не все производители, особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда уже после первых часов эксплуатации винты или шурупы откручиваются от изделия, так как они не были затянуты должным образом.
Регулятор скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, прежде всего, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычное дерево.В зависимости от этого устанавливается скорость вращения на электрическом устройстве. Как правило, в техническом паспорте всегда указываются рабочие параметры устройства в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
Индикаторы скорости обработки при использовании различных фрез.
Крепление фрезы
Первое, с чего нужно начать – это установка и крепление фрезы. В этом случае следует придерживаться основного правила – все работы производятся со шнуром, вынутым из розетки.
Фрезу устанавливают по определенным меткам, а если они отсутствуют, то на глубину не менее * длины самой фрезы. Как установить резак на конкретную модель, вы можете узнать из инструкции, которая обязательно должна присутствовать в технической документации на устройство. Дело в том, что каждая модель может иметь свои конструктивные особенности и в статье об этом нельзя говорить.
Установка фрезы на устройство перед началом работы.
Есть модели, как простые, так и более “продвинутые”, как говорится.В некоторых моделях есть кнопка для блокировки вращения вала, что упрощает установку фрезы. Некоторые, особенно более дорогие, оснащены храповиками. Так что конкретно описывать процесс установки резака не получится, да и смысла в нем нет, так как каждый, кто знаком с работой таких устройств, сразу разберется в этом.
Регулировка глубины фрезерования
У каждой модели своя максимальная глубина фрезерования. При этом требуется не всегда максимальная глубина, а определенная глубина, которая задается перед работой.Даже если требуется максимальная глубина, чтобы не перегружать устройство, процесс фрезерования разбивают на несколько этапов, изменяя глубину фрезерования пошагово. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, и это не значит, что чем больше, тем лучше. Лучше, если есть возможность регулировать каждую из ножек, даже если их количество будет минимальным.Чтобы зафиксировать этот упор в оптимальном положении, следует использовать защелку в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:
Таким образом, заготовка фрезеруется на заданную глубину.На качественных дорогих моделях есть колесо для точной регулировки глубины фрезерования.
Используя это колесо, вы можете более точно установить глубину, не нарушая предыдущие настройки.Это колесо (на фото выше выделено зеленым) позволяет регулировать глубину в небольшом диапазоне.
Фрезы для ручных фрезерных инструментов
Фреза – это режущий инструмент с замысловатой режущей кромкой. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Хвостовик фрезы имеет ту же форму, что зажимается в цанге. Некоторые фрезы оснащены упорным роликом, поэтому расстояние между режущей поверхностью и заготовкой остается постоянным.
Фрезы изготавливаются только из высококачественных металлов и их сплавов.Если вам нужно резать мягкую древесину, то подойдут фрезы из быстрорежущей стали, а если вам нужно резать твердую древесину, лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, обеспечивающие качественную и долговечную работу. Главный показатель – максимальная скорость его вращения, которую никогда не следует переоценивать, иначе ее поломка неминуема. Если резак затупился, то не стоит пытаться затачивать его самостоятельно. Заточка резцов осуществляется на специальном дорогостоящем оборудовании.Ведь резак нужно не только затачивать, но и поддерживать его форму, что не менее важно. Поэтому, если резак по каким-то причинам затупился, дешевле будет купить новый.
Самые распространенные фрезы
Есть фрезы, которые используются в работе чаще других. Например:
Профили с прорезями предназначены для создания углублений в произвольном месте на заготовке.
Различают фрезы простые, монолитные, изготавливаются из цельного куска металла, бывают наборные.Композитные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая плоскости резания и устанавливая их на хвостовик, используя шайбы разной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
Тип фрезы – это набор режущих поверхностей и шайб, позволяющий собрать фрезу нужной формы.
На самом деле резцов очень много, и это лишь малая часть того, что производится. Все фрезы различаются диаметром хвостовика, диаметром режущей поверхности, высотой, положением ножей и т. Д.Что касается ручного фрезерного оборудования, то достаточно иметь набор из пяти самых распространенных фрез. При необходимости их можно приобрести в любой момент.
Правила работы с ручными фрезерными инструментами
Работа с электроинструментом требует особых правил, особенно при наличии быстро вращающихся элементов. К тому же в результате работы образуются стружки, которые разлетаются во все стороны. Несмотря на то, что большинство моделей оснащено щитком, он не защищает в полной мере от потока стружки.Поэтому работать с таким инструментом лучше в защитных очках.
На фото модель, к которой подключен пылесос для удаления стружки.
Общие требования
Если вы выполните основные требования безопасной работы с ручным электрическим фрезером, то конечный результат порадует вас качеством работы и безопасным результатом. Это условия:
Требования не очень сложные и вполне выполнимые, и игнорирование их означает подвергнуть себя опасности.И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если ощущаются серьезные колебания, то нужно остановиться и проанализировать причины. Возможно, затупился резак или зацепился узел. Иногда необходимо правильно выставить частоту вращения фрезы. Здесь можно поэкспериментировать: добавить или уменьшить обороты.
Кромка: использование шаблонов
Кромку деревянной доски лучше обрабатывать на толщиномере.Если это невозможно, вы можете использовать ручной маршрутизатор, хотя это займет некоторое время. Эти работы выполняются как без шаблона, так и с шаблоном. Если навыки отсутствуют или их очень мало, то лучше воспользоваться шаблоном. Для обрезки кромок используются прямокромочные фрезы, как с одним подшипником на конце режущей части, так и с подшипником в начале (см. Фото).
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, даже объект.Причем длина шаблона должна быть больше длины заготовки как в начале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей в начале и конце края. Здесь самое главное, чтобы шаблон или объект, который действует как шаблон, имел гладкую и ровную поверхность. Кроме того, его толщина не должна быть больше зазора между подшипником и режущей частью.
Ширина детали меньше длины реза
Причем, чем длиннее режущая часть, тем сложнее работать с инструментом, так как требуется больше усилий.В связи с этим лучше начинать работу фрезами со средней длиной реза. Принцип работы при обработке кромки следующий:
- Шаблон закрепляют так, чтобы он находился на желаемой высоте и имел ровную горизонтальную поверхность.
- Шаблон прочно закреплен на столе или другой поверхности.
- Фреза с роликом устанавливается так, что ролик движется по шаблону, а фреза (режущая часть) – по заготовке. Для этого производятся все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Резак установлен в рабочее положение и зажат.
- После этого инструмент включается и движется по выкройке. В этом случае необходимо определить скорость движения, которая определяется глубиной обработки.
- Фрезерный агрегат можно толкать или тянуть: кому угодно.
После первого прохода следует остановиться и оценить качество работы. При необходимости вы можете сделать еще один проход, отрегулировав положение инструмента.Если качество удовлетворительное, то зажимы снимают, освобождая заготовку.
При таком подходе можно удалить четверть по краю или в некоторых его частях. Это делается путем установки режущей кромки так, чтобы она заходила на необходимую глубину в деталь.
Четверть кадра на мебельном фасаде.
Если заменить резак фигурным и сдвинуть направляющую, а также использовать упор, можно реально нанести на деталь продольный чертеж (на фото ниже).
Нанесение продольного фигурного узора на заготовку.
Если применить аналогичную технику фрезерования (по шаблону), то легко освоишь технику работы с деревом в целом. Через некоторое время от шаблонов можно отказаться, так как их установка занимает много полезного времени.
Как сделать прямую без шаблона: здесь не обойтись без опыта.
Ширина детали больше длины режущей части
Довольно часто толщина заготовки превышает длину режущей кромки фрезы.В этом случае действуйте следующим образом:
- После первого прохода шаблон удаляется и выполняется следующий проход. В этом случае уже обработанная деталь будет служить шаблоном. Для этого подшипник проводится по обработанной поверхности. Если режущая часть снова отсутствовала, то придется сделать еще один проход.
- Для чистовой обработки берут фрезу с подшипником на конце, при этом заготовку нужно перевернуть вверх ногами, после чего закрепить струбцинами. В результате подшипник будет перемещаться по обрабатываемой поверхности.Такой подход позволяет обрабатывать более толстые детали.
Подшипник проводится по обрабатываемой поверхности, а остальная часть обрабатываемой детали обрабатывается режущей кромкой.
Для того, чтобы освоить работу ручного фрезерного инструмента, вам понадобится много черновых заготовок, которые вы не прочь потом выбросить. Ни у кого с первого раза не получилось. Чтобы что-то делать, нужно много тренироваться.
Получение разных фигурных краев
Если требуется фигурная кромка, которая, скорее всего, необходима, то сначала обратите внимание на состояние этой кромки.Если он неровный, то его придется выровнять и только после этого приступать к формированию фигурного края, подобрав подходящий фрез.
Край закругленный.
Необходимо подготовить поверхность, чтобы резак не копировал кривизну, по которой будет двигаться валик. В этом случае необходима последовательность действий, иначе положительного результата не получится.
Обработка готовых деталей фрезой предоставляет множество возможностей. Для качественной отделки необходимы детали с необходимыми проточками, канавками различной формы.Операции по работе с ручным оборудованием по дереву выполняются специальным инструментом – фрезами. Каждый тип действия предоставляет разные типы используемых оснасток.
Классификация и виды фрез для обработки древесины
Электроинструмент для работы с пиломатериалами – ручной фрезерный станок. Поверхности деталей из дерева подвергаются обработке с помощью специальных приспособлений. Изготовление изделий, требующих необходимых пазов, пазов и углублений, подразумевает использование. Перед началом работы необходимо приобрести аксессуары, предназначенные для конкретных целей в соответствии с конфигурацией продукта.
Выбор инструмента для обработки дерева происходит согласно спецификациям ремесленников. Профессионалы обладают достаточным опытом и навыками для использования подходящего оборудования. Фреза по дереву предназначена для многих целей:
- При обрезке кромок она используется для соединения заготовок путем сращивания канавок.
- Изготовление пазов для использования, установка петель и других приспособлений.
- Изготовление декора – в данном случае резак используется для изготовления узора или обработки древесины сложной конфигурации.
Инструмент сильно различается по типу комплектации, назначению. Перед тем как приступить к работе с деревом, необходимо определить тип и типы используемых заготовок. Единица измерения хвоста рассчитывается в миллиметрах или дюймах, в зависимости от типа используемого маршрутизатора. Распространенными вариантами являются фрезы диаметром от 6 до 12 мм. Стоит акцентировать внимание на том, что использование дюймовой цанги и миллиметрового хвоста недопустимо, так как это может привести к повреждению оборудования или травме.
Производителями комплекта предусмотрены различные модификации. На строительном рынке представлен большой выбор видов ручных фрез в зависимости от назначения и материала, используемого при изготовлении. Ручной инструмент можно использовать для обработки пластика и металла, но наиболее широко он используется при обработке дерева. Основные разновидности для работы с деревом.
- Изготовление пазов, формирование пазов осуществляется концевыми фрезами.
- Обработка канавок, используемая цилиндрическая фреза для дерева обрабатывает требуемые прямоугольные канавки.
- Фурнитура по дереву используется в фигурных выемках, кромках, что позволяет сделать изделие уникальным.
- Кромки выполнены в несущей конструкции, что позволяет изготавливать изделие по шаблону.
Важно помнить, что наличие подшипника в ручном резаке предполагает техническое обслуживание. Вращающийся элемент необходимо смазать тонким слоем, это действие выполняется по требованию длительного срока службы инструмента.
Концевые фрезы
Концевые приспособления по конструкции и внешнему виду аналогичны обычным сверлам.Отличительная особенность – отсутствие конической части на конце фрезы. Режущие зубья выполнены на торцевой части, расположенной к боковым сторонам под углом 90 градусов. Особенность конструкции позволяет выполнять различные операции. Основные виды выполняемых работ:
- Изготовление изделий с проточками определенной глубины, сквозными отверстиями.
- Вырезанные изделия.
- Сверление или обработка кромок детали.
Основные функции ручного концевого фрезы – получение замков и петель в части замков и петель, установленных в дверях.Набор многофункциональный, с помощью подготовленного оборудования и грамотного подхода можно выполнить множество интересных элементов.
Кромочные фрезы по дереву
Кромочные приспособления используются для изготовления различных кромок и пазов. Изделия из дерева поддаются обработке ручным фрезерным станком с полной обработкой кромочных фрез. Кромочный вид является наиболее распространенным в использовании и имеет множество модификаций:
- Профильные комплекты обрабатывают детали таким образом, чтобы придать кромкам необходимую форму.
- Обжимные инструменты имеют возможность закруглить край детали на четверть круга.
- Конические фаски часто снимаются под углом 45 градусов.
- Диск используется для снятия фаски на деталях, что делает возможным последующее соединение.
- Фальц станки обрабатывают деталь от края, оставляя четверть высоты.
- Скругления необходимы для выполнения канавки, выходящей на четверть круга.
Фрезы для снятия фасок по дереву, используемые для ручного фрезерного станка, часто оснащены подшипником, функция которого заключается в ограничении глубины необходимой обработки.Вылет регулировки рабочей зоны производится регулировкой на самом инструменте. Обработка массивных деталей требует больших усилий. Ручная фреза выполняет работы по дереву в несколько этапов, пока упорный подшипник не заработает.
Пазорезы по дереву
Основное назначение канавок по дереву – выполнение канавок с помощью ручного электроинструмента. Разновидностей приспособлений достаточно, канавка позволяет производить действия по дереву ручной фрезой. Основные типы канавок:
- Сверлообразные спирали образуются с винтовой кромкой внешнего типа.Они позволяют изготавливать детали с вырезами и канавками под прямым углом.
- Филе – с закругленным кончиком.
- Конусы часто используются для управления самолетами.
- Фасонные позволяют делать углубления необходимой конструкции.
- Т-образные фрезы “ласточкин хвост”.
- Комбинированные используются при соединении больших деревянных деталей.
Большинство типов изготавливаются в монолитном формате, реже – из твердосплавного металла.
Копировальные ножи
Наименее распространенным типом навесного оборудования при выполнении работ по дереву ручными инструментами являются копировальные ножи.Отличительные особенности – широкий выбор режущих элементов, различное положение упорных подшипников и небольшие габариты. Фрезерная головка для обработки дерева имеет форму дуги. Углубление детали зависит от угла обработки.
Использование инструмента по шаблону позволяет добиться желаемого результата при работе с деревянными заготовками. Использовать ручной фрезерный станок необходимо с точностью и осторожностью, несоблюдение требований может привести к повреждению детали или электрооборудования.
Конструкции резцов и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты делятся на несколько основных категорий, классифицируемых по типу и назначению. Свои функции они выполняют не только при осевой нагрузке, у них есть возможность перемещаться во время работы, за счет наличия боковых граней. Режущие кромки, а точнее их количество, напрямую зависит от качества действий, выполняемых ручной фрезой.
Инструмент, используемый для обработки, считается ручным фрезером.Есть инструменты для выполнения коронного типа, они позволяют выполнять работу обычным сверлом. В этом случае фрезерная головка, используемая по дереву, играет роль обработки кромки, проделывая простые отверстия.
Проектирование и изготовление изделий с канавками необходимой глубины и размеров осуществляется с помощью концевых фрез. Ножи, используемые для резчиков по дереву, подвержены значительным нагрузкам. Предотвращение чрезмерной обработки за счет использования подшипников. Ручные торцевые фрезы позволяют создавать соединения древесины с использованием системы шип / паз.
Чтобы проделать в дереве необходимое отверстие, вам понадобится фрезы. В большинстве случаев такой инструмент используется для промежуточной обработки. Фрезы позволяют «вскрыть» отверстие на необходимую глубину, после чего производятся дальнейшие действия.
Виды конструкции фрезы
Существует множество конструкций и разновидностей принадлежностей для ручного деревообрабатывающего станка. Выбирая инструмент, следует обращать внимание на назначение, устройство оборудования. Форма заточки фрез может быть двух видов – винтовой и прямой.Использование прямой формы заточки может привести к быстрому повреждению оборудования, а на конечном продукте могут появиться трещины и заусенцы.
Для обработки дерева ручным фрезером лучше всего использовать инструмент со спиральной линией зубьев. Единственный недостаток – невозможность заточки подручными средствами, чтобы вернуть былую остроту, необходимо использовать специальное оборудование. При использовании фрез для работы ручным фрезером по дереву следует обращать внимание на угол заточки.Деревянную поверхность лучше всего обрабатывать инструментом с углом заточки не более 90 градусов. Разработан для эффективного удаления стружки и максимального увеличения производительности инструмента.
Сборные
Самый распространенный тип на рынке – сборные. Состоит из приваренной по краям заготовки. Простота изготовления делает их наиболее привлекательными для производителя. Относительно невысокая цена позволяет не тратить время на заточку, а просто заменить ее на новую при потере резкости.
Со сменными режущими кромками
Фрезы со сменными лезвиями. У них есть сменные режущие кромки, при потере остроты ножа с одной стороны можно перевернуть инструмент и продолжить работу.
Монолитные
Фрезы монолитные с режущими кромками в основании. Они отличаются повышенной прочностью, однако после непродолжительной работы и последующей заточки деталь быстро теряет режущие свойства.
Типы режущих лезвий
Материалы, из которых изготовлены дереворезы, отличаются некоторыми характеристиками.Первый тип материала – быстрорежущая сталь. Изделия из этого материала отмечены символами HSS. С ручным инструментом, используя этот тип инструмента, будет легко обрабатывать хвойную древесину. Благодаря своим заточенным свойствам рабочая скорость увеличивается по сравнению с цельной фрезой.
Режущая часть может быть изготовлена из твердых сплавов. Эти продукты, обозначенные как HM, в основном используются при обработке древесины твердых пород. Отличительная особенность – прочность и устойчивость к высоким температурам. Качественно обработать такой фрезой хвойные породы древесины будет сложно, так как частота выполняемых действий заметно отличается от скоростных материалов.
Функциональные наборы фрез
Часто в продаже можно встретить функциональные наборы, состоящие из двух и более элементов. В этот набор входят аксессуары и насадки для фрезы по дереву. Основное назначение таких наборов – обработка двух и более деталей для получения однотипных соединений. Например, есть набор из 2-х фрез, одна из которых формирует кромку внутри изделия, а вторая позволяет сделать деталь с пазом.
Существуют универсальные варианты, которые благодаря своей конструкции могут использоваться для различных целей.Разборная часть предполагает замену фрезерных ножей, после чего идет работа с деревом.
Стоит отметить, что наличие стола для хранения всех видов оборудования для оборудования позволит сократить время на выполняемые действия, а также можно построить подобие фрезерного станка. Устанавливая на стол подвижные упоры, мастер расширяет диапазон возможностей инструмента для обработки дерева.
Приложения
Использование любого типа оборудования связано с опасным обращением с вращающимися частями.При работе с деревом необходимо помнить о безопасности. Выполнение сложных элементов не за один прием, края фрезы необходимо заточить для лучшего результата.
Резьба по дереву с помощью фрезы
Приступая к работе, вы должны понимать, какой тип фрезы вам нужно использовать. Инструмент категории кромочных получил широкое распространение. Эта категория дает возможность выполнять практически все виды работ по дереву своими руками. Пазовые или цилиндрические фрезы в основном используются для выполнения углублений на концах материала.
Как выбрать фрезер по дереву к ручному фрезеру
Выбор фрез на рынке стройматериалов очень богат. Ценовой диапазон разнообразен, не всегда удается определить, правильно ли совершается покупка. Для выбора подходящей фрезы по дереву необходимо придерживаться нескольких основных условий.
- Качество. Стоит обратить внимание на внешний вид детали. Изделие должно быть без заусенцев, иметь качественную резьбу, посадочные места.
- В паспорте указана термическая прочность, чем выше, тем лучше и надежнее при дальнейшем использовании.
- Материал припоя, а также соединение хвоста с деталью, отвечающей за резку.
Качество пайки изделия играет важную роль при работе с пиломатериалом. Тогда, когда работа ведется с твердой древесиной, требуется определенный запас прочности инструмента. Припой делится на виды и марки, при покупке нужно обращать внимание на его качество в резаке.Желательно обратить внимание на инструмент, марка припоя которого не ниже ПСр 37,5. Чем больше цифра, тем лучше показатели надежности и качества детали. Бренд указывается в составе по количеству меди и серебра. При подключении сваркой использование роутера становится небезопасным и бессмысленным.
Цельнометаллические фрезы необходимо проверить перед использованием. Качество металла определяется по резке. Если есть заметные царапины или трещины, то стоит отложить это средство в сторону.Оптимальная твердость металла от 58 единиц. Качество работы ручной фрезы напрямую зависит от наличия комплектующих и комплектов.
Выбор подходящего инструмента – верный путь к хорошему результату при работе с деревом. Фреза для фрезы по дереву должна соответствовать всем стандартам и быть качественной. Есть много наборов, которые предназначены для обработки дерева. Качественный комплект гарантирует не только выполненные задачи, но и безопасную работу.
Основным инструментом, предназначенным для обработки самых разных металлических поверхностей, является фреза.По сути, это постоянно вращающийся корпус, состоящий из износостойких и очень прочных режущих зубьев. Такой инструмент для обработки металлических поверхностей очень разнообразен.
Позволяет проводить работы в очень труднодоступных местах. В первую очередь идет точное определение подачи, которая происходит:
- Винт;
- Постепенно – ротационный.
Материалы и типы фрез
Режущие кромки инструмента могут быть изготовлены из различных материалов:
Но основные материалы , используемые при изготовлении такого оборудования, остаются;
- Бриллианты;
- Быстрорежущая сталь;
- Твердые сплавы;
- Металлы повышенной твердости.
Кроме того, металлокерамика также использовалась при производстве таких инструментов. По внешнему виду выделяется огромное количество разнообразных инструментов. Часто фрезерный станок использует в своей работе инструмента:
- Круглый;
- Цилиндрический;
- Конец;
- Червячная передача.
Надо сказать, что цена каждого инструмента очень разная. Для простой обработки поверхности используются более дешевые инструменты. Инструменты специального назначения с повышенной твердостью оцениваются на порядок выше.
Многогранность и большое разнообразие этого инструмента привело к созданию классификатора , который учитывает конструкцию инструмента и его цену. Итак, они делятся на подвиды;
В зависимости от расположения зубьев … Они могут быть винтовые, наклонные и т. Д. Отличаются;
- Заточка.
- Сложность конструкции. Инструмент может быть сборным или иметь монолитный вид.
- Технологический материал.
Каждый подвид имеет свою цену, установленную на заводе-изготовителе.
Фрезы по металлу также делятся на группы в зависимости от типа зубьев , что сильно влияет на их цену. Это:
- Цельные, изготовленные из одного материала;
- Сборные, при производстве используются несколько различных материалов;
- Сварной. К основной части приваривается несущая часть.
Этот инструмент используется для обработки самых разных деталей.К каждому из них нужен особый подход и автомат. Назначение фрезерования, способ обработки , фрезы по металлу разделены на разные группы:
- Торцевые;
- Отрезка;
- шпоночный паз;
- Диск;
- Конец.
Гораздо реже используются другие разновидности этого инструмента:
- Паз;
- Уголок;
- Остроконечный;
- фасонный;
- Резервное копирование.
Рассмотрим подробнее основные группы фрез по металлу.
Концевые фрезы
Этот инструмент используется для обработки стальных заготовок и их деталей на фрезерном станке. Такие фрезы по металлу широко применяются на станках для производства мебели и изготовления деталей зданий.
Концевые фрезы с коническим хвостовиком используются для технологических операций:
- Фрезерование канавок;
- Станочная обработка;
- Фрезерование торцов деталей из цветных металлов.
Данная группа фрез предназначена для обработки различных видов металлов, прочность которых не превышает 1000 Н / мм2 … К ним относятся стали:
- Конструкционные;
- Углеродистые;
- Низколегированный.
Концевые фрезы бывают нескольких видов:
- С коническим хвостовиком;
- С большими зубьями для предварительной обработки;
- С мелкими зубьями для чистовой обработки; Весь;
- Целый
- С коронками:
- Черновые фрезы, обработка отливок или материалов после ковки.
Фрезы для ключей
Шпоночные пазы обрабатываются таким инструментом на станке.Если используется концевой хвостовик, выполнить обработку деталей из латуни и отожженного чугуна … Цена на фрезу для ключей находится в доступном сегменте.
Отрезные фрезы
Они специально разработаны для работы с высокопрочными металлами. У этого инструмента есть еще одно название – фрезы универсальные.
Легкие справляются с чугуном и металлами средней твердости … Для работы используются специальные фрезерные станки, как автоматические, так и с ЧПУ. Надо сказать, что цена на фрезерные станки доступна только крупным промышленным предприятиям.
В производстве используется несколько типов отрезных фрез:
Все отрезные фрезы в зависимости от размеров зубьев делятся на подвиды:
- Малые;
- Среднее;
- Большой.
Фрезы с крупными зубьями работают с цветными металлами, другие – со сталью и чугуном.
Дисковые фрезы трехсторонние
Имеют съемные ножи с твердосплавными пластинами. Инструмент используется для проточки металлических деталей … В большинстве случаев эти инструменты используются для обработки чугунных деталей на автоматических фрезерных станках.
Концевые фрезы
Применяются практически постоянно. С их помощью обработка любых плоских поверхностей … Еще совсем недавно конструкция концевых инструментов не имела сложной геометрии.
Сегодня технология металлообработки вышла на новый уровень. Разработаны новые инструменты – длиннокромочные фрезы. Они позволяют обрабатывать очень сложные детали на современных автоматических фрезерных станках.
Заготовка очень прочная и очень точная. Такая новинка также отличается высокой ценой.
Червяк
Такой инструмент используется только в особых случаях. Деталь обрабатывается методом прокатки.
Диск
Очень хорошо подходит для обработки канавок. Дисковая фреза режет заготовки, снимает фаски и выполняет другие операции. Инструмент разделен на группы:
Расположение режущих кромок может быть самым разным. Иногда они располагаются только с одной стороны, иногда делаются двусторонними.В зависимости от размера зубьев фрезы выполняют несколько технологических операций:
- Черновая обработка;
- Чистовая.
Дисковой фрезой можно работать в самых сложных условиях, например, при сильных вибрациях, когда трудно удалить металлическую стружку.
Цилиндрические
Эти фрезы могут иметь винтовые или прямые зубья. Для простых операций, когда обрабатываемая область небольшая , используйте прямозубый нож.
Саморезы считаются более универсальными. В связи с тем, что в некоторых случаях осевые нагрузки достигают больших значений, использование винта ограничено углом режущей кромки, он не должен превышать 450.
Для проведения обработки в таких ситуациях используются двухцилиндрические инструменты.
Фреза – это режущий инструмент, с помощью которого ручной фрезерный станок или стационарный агрегат выполняет обработку поверхности различных материалов (дерева, пластика, металла). Поскольку буровая установка предназначена для вращательного движения, ее основная форма будет дисковой или цилиндрической.При этом режущие кромки инструмента могут иметь довольно замысловатую форму. Фрезы для ручного фрезера делятся на несколько типов. Самые распространенные среди них – для обработки дерева. При этом у дровосеков тоже есть своя классификация. Рассмотрим, какие виды фрез предназначены для обработки деревянных поверхностей, и как их правильно выбрать.
При необходимости выберите канавку любой глубины и ширины, тогда фреза для канавок лучше всего подходит для этой цели.Его конструкция позволяет выполнять эту операцию как на лицевой (лицевой) части детали, так и на ее краю. Пазорез в основном используется при соединении деталей на дюбеле. Также насадками для фрезера по дереву, идя по линейке, можно вырезать ровные пазы любой ширины.
Фасонный
Позволяет формировать канавку аналогично раскосам … Инструмент выделяет не только канавки внутри заготовки, но также изменяет форму кромок кромок. При нанесении сложного рисунка на лицевую сторону заготовки сначала по ней делают проход прямым резцом (прорезью).В дальнейшем это упрощает центровку фасонного оборудования.
На следующих рисунках показаны основные типы канавок.
Структурный
После обработки заготовки с помощью этого инструмента получается канавка, которая имеет вид трапеции (ласточкин хвост) или перевернутой буквы «Т».
Этот способ соединения деталей считается одним из самых надежных, так как штифты входят в пазы одинаковой формы, и их невозможно разделить другим способом.
Скругление V-образной формы
Хотя слово «скругление» относится к некоторому виду полукруглого паза или канавки, V-образные фрезы также попадают в эту категорию. Инструмент позволяет выделять не только вертикальные канавки, но и канавки под определенным углом … Также угловые фрезы часто используются для декоративной резьбы и изменения геометрии кромок в мебельной промышленности.
Скругление
Имеют закругленную режущую кромку.Если вы посмотрите на паз после того, как пройдете через него в разрезе, то он будет напоминать букву «U».
Фреза предназначена для декоративной отделки краев и торцов изделий из дерева, создания сложных рисунков на поверхности заготовки или различных угловых бороздок (бороздок) на лицевой стороне изделия и на его краях.
Прямой
Это простейший инструмент цилиндрической формы. Паз, полученный в заготовке, имеет прямоугольное сечение.
Инструмент чаще всего используется с погружными фрезами.
Фрезы с прямым пазом (пальчиковые) используются, если вы хотите выбрать прямоугольный паз с чистым дном, например, для вставки дверных замков и петель .
Кромочные фрезы
В большинстве случаев фрезы для снятия фаски имеют упорный подшипник … Благодаря этому появляется возможность направлять инструмент по шаблону, обрабатывая кромки и кромки заготовок.
Полустержень
Инструмент создает полукруглые выступы на краях заготовок.
Если вы используете фрезу с полукруглой головкой в тандеме с фасонной фрезой или фрезой, вы можете выполнять шарнирные соединения. Также штанги круглого сечения изготавливаются полустержневым инструментом. В этом случае заготовка обрабатывается с двух сторон.
Curly
Эти изогнутые фрезы также называются многопрофильными … В зависимости от задач мастер может использовать часть профиля Snap-in или использовать его полностью.Во втором случае вам потребуется установить инструмент в блок мощностью не менее 1600 Вт.
Скругление
Предназначено для придания кромкам заготовки внутреннего радиуса или канавок с круглым сечением.
Фрезы углового фрезерования оснащены одним или двумя подшипниками, исключающими перекос инструмента.
Коническая
С помощью конических фрез вы можете:
- снятие фаски с кромки заготовки;
- украсить край столешницы;
- Перед приклеиванием кромок заготовки создайте угловой пропил (можно получить изделия многоугольной формы).
Согнутый
Применяется для четверти образца и канавок прямоугольного сечения.Благодаря упорному подшипнику фрезу можно использовать как на плоских, так и на криволинейных деталях.
Для регулировки глубины канавки используются упорные подшипники разного диаметра.
Калевочные
Фрезы позволяют получить дугообразную, прямую и фигурную кромку на заготовке. Работая с любой деталью одной и той же буровой установки, вы можете:
- скруглить край детали;
- рубчик со швом;
- сделать полустержневой выступ;
- получить кромку губкой; ,
- производим декоративную обработку ребер жесткости, например, изготовление оконных рам.
Также фрезы для формования могут создавать орнаменты сложной формы на краях и концах деревянных деталей.
Оборудование этой серии также может быть двойным, как показано на следующем рисунке.
На двойной фрезе расстояние между элементами можно изменять в соответствии с толщиной заготовки.Благодаря двум элементам заготовка обрабатывается за один проход одновременно с двух сторон.
Прямой
Фреза с прямой кромкой (обгонная или торцевая) используется при чистовой обработке концов заготовки или создании идеального угла 90 между лицевой стороной детали и ее кромкой (гранью). Подшипник можно установить вверху или внизу инструмента.
В случае нижнего положения подшипника шаблон фиксируется под заготовкой, а в случае верхнего положения – над заготовкой.
Помимо функции торцевания, инструмент с верхней опорой можно использовать как проточку и вырезать прямоугольную проточку на торце заготовки, конечно, используя шаблон определенной высоты . Диаметр подшипника обычно такой же, как диаметр инструмента, то есть он заподлицо с режущей кромкой. Но в некоторых случаях его меняют на меньший или больший диаметр, чтобы расширить возможности оборудования.
Кукурузорез еще и обрезной. Его основное предназначение – шлифование и выравнивание краев заготовки по шаблону. Благодаря особому расположению ножей (по спирали) легкое удаление стружки и плавный ход инструмента.
Фрезы комбинированные
Сращивание деталей считается наиболее эффективным при использовании комбинированного оборудования. Эти типы фрез состоят одновременно из элементов шипа и паза: благодаря такой конструкции инструмента оба профиля получаются устройством за один проход.В результате увеличивается площадь склеиваемой кромки, что положительно сказывается на прочности склеивания.
Каркас
Фрезы для рам представляют собой составные инструменты. Все режущие элементы устанавливаются на основание, и мастер может разместить их в желаемом порядке. Композитные фрезы состоят из следующих компонентов:
- основание;
- режущие элементы;
- подшипник;
- шайба;
- крепежная гайка.
При изменении расположения режущих элементов нет необходимости снимать хвостовик с цанги агрегата.Достаточно просто открутить крепеж, расположенный внизу буровой установки, и все ее элементы снимаются. Благодаря разборной конструкции оснастка вылет инструмента остается прежним, и его повторная регулировка не требуется.
Паз и шип
В комплект входят 2 фрезы: одна для проточки канавки, а другая – для дюбеля.
Пазорезы и шипорезки имеют зеркально идентичный профиль режущих элементов, за счет чего обрабатываемые детали сращиваются с максимальной точностью.
Единственным недостатком данного оборудования является то, что пазы и шипы выполнены разными фрезами, которые необходимо менять и снова регулировать их вылет относительно подошвы агрегата.
Для изготовления футеровки
Фрезы для изготовления футеровки по принципу действия аналогичны пазошиповому инструменту, но с той лишь разницей, что при соединении деталей между ними V-образный паз имитировать планку. Для подключения также необходим комплект из двух частей.
Универсал
После прохода инструмента получаются 2 плоскости, полностью совместимые между собой, имеющие паз и шип. Оба последних расположены под углом друг к другу.
Резак с микрошипами также используется для сращивания деталей.
Инструмент может использоваться как для продольного сращивания заготовок (при изготовлении панелей), так и для торцевого сращивания деталей.
Для углового сращивания дерева также используется оснастка из серии комбинированных, позволяющая подготовить стыки под углом 45 градусов.
Следует отметить, что для обработки деталей, которые необходимо сращивать, используется один и тот же комбинированный резак. Оригинальная конструкция оснастки позволяет добиться максимального качества стыковки деталей, а также существенно экономит время, так как нет необходимости менять инструмент.
Применяют инструмент при изготовлении панелей , а именно для декоративной обработки ребер деталей. На всех станках снизу установлен упорный подшипник. Фрезой с подшипником можно обрабатывать не только прямоугольные, но и фасонные детали. Следует знать, что инструменты для панелей имеют диаметр от 50 до 70 м, поэтому для эффективного их использования необходимо иметь аппарат мощностью не менее 1500 Вт. Для бытового роутера обработка панели этим Тип оборудования будет непосильной задачей.
Для изготовления дверей ручной фрезой (имеется в виду кухонный фасад) потребуется приобрести специальный набор, состоящий из трех элементов.
В комплект входят следующие передние фрезы: один паннорез и две фурнитуры для обвязки мебели (профиль-контрпрофиль).
Горизонтально
Применяется для предварительной обработки панелей. Чтобы сформировать шип для вставки в паз рамки, потребуется дополнительно обработать кромку.
Вертикальный
Чаще всего вертикальные резаки для фигурок используют для изготовления плинтусов.
Горизонтальный двусторонний
Этот тип инструмента значительно упрощает производственный процесс, так как за один проход инструмента на кромке появляется соединительный шип и часть заполнения определенной конфигурации.
Помимо вышеперечисленных видов оборудования, многие мастера используют и самодельные резаки. Обычно это стандартные слесарные сверла, переточенные специальным способом. Как это сделать в домашних условиях, вы можете узнать из видео.
Критерии выбора режущего инструмента по дереву
Выбирая резцы по дереву для ручного агрегата, следует обращать внимание на следующие параметры оборудования.
Диаметр и размер хвостовика
Следует иметь в виду, что некоторые зарубежные производители фрез могут указывать диаметр хвостовика в дюймах … В большинстве случаев, если на агрегате установлен цанговый зажим, то проблем с установкой оснастки не возникнет, конечно, при условии, что диаметр цанги соответствует диаметру хвостовика.
Важно знать, что цанга ручного устройства – это не зажимной патрон дрели, в который можно зажимать инструменты разного диаметра. Внутренний диаметр цанги должен строго соответствовать диаметру хвостовика инструмента. Сложности могут возникнуть, если вы купите инструмент с 1/2 (12.7 мм) и попробуйте вставить его в цангу на 12 мм. В то же время хвостовик 6 мм легко зажимается в цанге 1,4 дюйма (6,35 мм).
Перед покупкой фрезы, особенно дорогой, прочтите инструкцию к агрегату и узнайте, какая цанга на нем установлена.
Длина хвостовика защелка также имеет большое значение. Не все из них имеют удлиненные хвостовики, а иногда их размера недостаточно для использования инструмента, например, при расширении глубоких канавок.Также могут потребоваться длинные хвостовики инструмента при закреплении устройства под столом. В этом случае обычно используют удлинитель фрезы , который зажимается в цанге агрегата.
Материал лезвия
Это важный критерий при выборе инструмента. Изделие может быть изготовлено из быстрорежущей стали (HSS) или карбида (HM). Лезвия из быстрорежущей стали легко справляются с мягкой древесиной низкой плотности. Однако эти фрезы не подходят для резки древесины твердых пород.В этом случае их можно заменить станком с твердосплавными лезвиями .
Расположение режущих элементов
Лезвия на инструменте могут быть расположены вертикально, то есть параллельно оси хвостовика, или под определенным углом к ней. Вертикально расположенные лезвия работают как строгальный станок и режут дерево, а не режут его. Поэтому, если лезвия немного затупятся, на обработанной ими поверхности останутся следы, которые придется отшлифовать.
Лезвия расположены под углом к оси инструмента, работают намного чище и не скалываются.
Фрезы по камню
Для обработки искусственного камня фрезой (ручной) можно использовать фрезы традиционных типов, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь есть один нюанс: искусственный камень – это композитный материал, содержащий мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала ни изготовлен резец, его хватит только на обработку не более 10 погонных метров каменной заготовки. Кроме того, затупившиеся лезвия не дадут требуемой чистоты, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущего инструмента, выпускаемого этими предприятиями, в 5-10 раз выше, чем у обычного твердосплавного инструмента. Уже сейчас на «фирменном» оборудовании можно обрабатывать от 60 до 100 метров композита.
Фрезы по дереву и камню похожи по внешнему виду и даже имеют одинаковое название. Некоторые из них очень часто используются для выполнения операций на камне.Но есть фрезы , специально разработанные для обработки композитных изделий.
С помощью этой камнерезной машины вы можете создать отливных досок на мойках кухонь (туалетов) и столешницах из композитного материала. Обычно полное формирование фланца происходит за 2 прохода инструмента.
Также существует модификация «антипереполнительного» фрезы с упорным подшипником.
Этот инструмент предназначен для подготовки поверхностей перед сваркой … Режущая часть инструмента имеет волнистый профиль.
Инструмент выбирает канавку, позже предназначенную для инкрустации композитными материалами.
Набор предназначен для ремонта повреждений на поверхности изделий из искусственного камня. В наборе 2 элемента. Одна сделана пробкой, а вторая – дырочкой для нее.
Фрезы CERATIZIT также могут использоваться для обработки композитов.
это алмазные фрезы , которые отличаются своей прочностью. Их изготавливают путем спекания нескольких слоев алмазной стружки. Многослойное покрытие позволяет продлить срок службы инструмента, так как в процессе эксплуатации появляются новые слои абразива, заменяющие изношенные слои.
Фрезы по металлу
Специально разработанного инструмента по металлу для ручного фрезера не существует. Обычно мастера используют инструмент, предназначенный для станков с подходящим диаметром хвостовика. Чаще всего на портативных агрегатах для создания канавок используются концевые фрезы. Но вы должны знать, что фрезерный станок – это машина с высокой частотой вращения, которая не очень подходит для концевых фрез. Поэтому металл следует снимать минимальными слоями, толщиной в несколько десятых миллиметра и за несколько проходов. На следующем фото показан спиральный резак по металлу.
Также на фрезах можно установить фрезы различной конфигурации , которые легко обрабатывают сталь, чугун, нержавеющую сталь, латунь и даже титан.Но поскольку они чаще всего имеют небольшой диаметр хвостовика (6 мм), требуется переходник для установки в цангу на 8 мм.
Борфрезы по металлу бывают следующих типов.
- Диск … Возможны любые насечки и канавки.
- Конический (60 °). Используется для зенковки отверстий.
- Конус обратный конический … Инструмент предназначен для шлифования канавок, обработки острых углов заготовки, снятия сварных швов в углах изделия, обработки труднодоступных мест отверстий.
- Конические с закруглением … Применяются для обработки стыков, зачистки сварных швов, обработки плоскостей.
- Конический заостренный … Инструмент может обрабатывать острые углы, сопрягаемые детали, а также фрезеровать в труднодоступных местах.
- Овал … Применяются для обработки и расширения отверстий, а также для выравнивания сварных швов в углах деталей.
- Огнестойкий … Благодаря универсальной форме инструмент используется как для создания галтелей, так и для их обработки.
- Сферический … Такелаж можно использовать для обработки отверстий, создания круглых галтелей и канавок.
- Сфероконический заостренный … Возможна обработка меда плоскостями, соединенными под острым углом.
- Сфероконус закругленный … Обрабатываются скругления с внутренним радиусом.
- Сфероцилиндрический. Возможна обработка кромок, профилей, сварных швов, радиальных пазов. Он также удаляет фаски и заусенцы и подготавливает поверхность к сварке.
- Цилиндрический с гладким концом. Используется для контурной обработки, швов после сварки, кромок, снятия фасок и снятия заусенцев.
- Цилиндрический с зубьями … Инструмент с зубьями на конце используется для тех же целей, что и инструмент с гладким концом. Только этот тип инструмента может работать одновременно в двух плоскостях под прямым углом.
Принадлежности для ручного маршрутизатора
Основная задача, которую выполняют различные устройства для данного агрегата, – это расширение функциональных возможностей устройства. Некоторые аксессуары идут в комплекте с устройством, но остальные насадки к роутеру необходимо приобретать отдельно или делать своими руками.
Данное устройство доступно в стандартной конфигурации для любого роутера.
Упор позволяет делать прямые пропилы на заготовках.Край заготовки или направляющий рельс используется в качестве ориентира.
Шина действует как направляющая, по которой движется упор машины. С помощью этого устройства производят прямых фрезерных заготовок .
Это приспособление крепится к основанию агрегата и позволяет фрезеровать радиально и вырезать круги.
Выборка канавок
Для нарезания канавок определенной ширины используйте приспособление для фрезерования, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В этом случае используется прямая канавка с верхним подшипником.
Копир
Для передачи любого сложного орнамента или узора используются специальные приспособления для заготовки – копировальные аппараты (пантографы).
Копировальный аппарат работает следующим образом:
- заготовка помещается под блок, установленный в пантографе;
- орнамент или узор размещен на необходимом расстоянии от копировального аппарата, который необходимо скопировать;
- указатель пантографа устанавливается в исходное положение, после чего включается двигатель агрегата;
- Все движения указателя по шаблону точно передаются на фрезер, и он вырезает копию требуемого шаблона на заготовке.
Копировальная гильза нужна, прежде всего, для защиты шаблона от удара лезвий инструмента. Кроме того, копировальное кольцо, перемещаясь по краю шаблона, передает все его формы на фрезер, который обрабатывает деталь под устройством.
Если отверстие в шаблоне превышает размер подошвы устройства, то его можно установить на платформе подходящих размеров.
Это простое приспособление позволяет вырезать поперечные и продольные пазы в цилиндрических заготовках (точеные ножки стола, столбы, балясины).
Чтобы сделать шипов для соединения коробки , прямой или ласточкин хвост, используйте шипорезку.
Использование этого приспособления позволяет изготавливать шпильки с одинаковыми расстояниями между ними, так что соединение частей происходит идеальным образом.
Устройство паз-шип
Соединение паз-паз является наиболее распространенным в столярных работах.
Для этого существуют специальные устройства, называемые пантораутерами .
Несмотря на кажущуюся сложность конструкции, этот станок легко изготавливается вручную по чертежам, которых достаточно в Интернете.
Установив ручной блок на стол, вы получите мини-станок стационарный … С его помощью удобно обрабатывать мелкие и длинные детали, которые невозможно зажать зажимами. В продаже есть готовые фрезерные столы, специально предназначенные для крепления ручных фрезерных станков.Ниже представлен стол производства Corvette.
Но, как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы. своими руками , так как конструкция их не сложная. Стол маршрутизатора может быть изготовлен из толстой фанеры или ЛДСП толщиной 16 мм.
Если вы вырежете равнобедренный треугольник, например, из фанеры, и закрепите его на подошве фрезера, как показано на следующем рисунке, вы получите простое устройство для обработки дверных панелей.
Накладка позволяет дополнительно декорировать готовые двери, не разбирая их, не используя шаблоны.
Как заточить фрезу в домашних условиях
Заточку фрезы производить только после полного удаления нагара и загрязнений с ее корпуса и режущих элементов. Для этих целей лучше использовать специальную очищающую жидкость (показана на рисунке ниже).
Нанесите средство на режущие части инструмента и подождите несколько минут, чтобы оно растворило нагар.Затем следует взять обычную зубную щетку и тщательно очистить лезвия от оставшейся грязи. После чистки можно приступать к самому процессу заточки. Для проведения данной операции в домашних условиях вам сначала необходимо приобрести набор алмазных камней , различающихся по размеру зерна.
Для грубой заточки используются прутки с большим зерном. Но процесс правки лезвий всегда должен завершаться полировкой тончайшим абразивом.
Чтобы заточить резак, выполните следующие действия:
- поместите блок на край стола и смочите его водой.При необходимости закрепите приспособление;
- положите оснастку на штангу так, чтобы ее режущая кромка касалась штанги по всей ее длине;
- водить фрезой по наждаку плавными движениями с равным давлением, периодически смачивая его водой; ,
- сделайте одинаковое количество движений для каждого лезвия станка, чтобы края были равномерно сшиты. {R
}
̦Vx-
.Мкр;
конечный поток
эндобдж
5 0 obj
>
эндобдж
6 0 obj
>
эндобдж
7 0 объект
>
эндобдж
8 0 объект
>
эндобдж
9 0 объект
>
эндобдж
10 0 obj
>
эндобдж
11 0 объект
>
эндобдж
12 0 объект
>
эндобдж
13 0 объект
> / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / MediaBox [0 0 612 792] / Contents 14 0 R / Group> / Tabs / S >>
эндобдж
14 0 объект
>
транслировать
xMK1 [ab? & I {tX VXGQ`f, N {(MI = X0̭X {w] h / Du
! @BA> {`ZkmytZs95cD; GdN! ݞ S2a.ܗ FvZI R%
R =] [@ =%?餒 鏔 | 7 конечный поток эндобдж 15 0 объект > / ExtGState> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] >> / Annots [17 0 R 22 0 R 23 0 R 26 0 R 33 0 R 34 0 R 39 0 R 44 0 R 47 0 R 50 0 R 53 0 R 56 0 R 59 0 R 62 0 R 65 0 R 67 0 R 69 0 R 71 0 R 73 0 R 81 0 R 83 0 R 85 0 R 87 0 R 90 0 R 92 0 R 95 0 R 98 0 R 100 0 R 102 0 R 104 0 R 106 0 R 109 0 R] / MediaBox [0 0 612 792] / Содержание 16 0 R / Группа> / Вкладки / S >> эндобдж 16 0 объект > транслировать x]] o} 70ba @ D [N # ۇ b (/ gh9 [0iE \ {// 9 l nL ^ tg / vg ] 3> 4 tZ1iϬSW [GM ^ sv ߝ] oO> C% nNi’jDD ‘\ tC6 /?] s כ 귏 XtcY I /: T ~ t] BaO2? ۘ 18 ^ `% ~ 8 z) k * xf, vm *
npo ^ wp @ Ѯ @} cPYjuB (ǔnNCJìoNC M44LCPsSH $ (DO + ĨavbB ouz% N “= yjQ1ȯ1hJByM ~ WX ꎬ Q $> b * Q ~ HdKa_ś *! E {frLad) id) ch, X; ̒ ^ QPnv! QgUH ې a # ^ p ۄ ыuuee ‘) h6i`L8S29P ٜ I ݜ% TR, RuTcFtsHDG’a !! A! 1SyJN% s “a% 9 i¨i (
% PDF-1.4 % 1662 0 объект> эндобдж xref 1662 88 0000000016 00000 н. 0000003013 00000 н. 0000003379 00000 п. 0000002102 00000 п. 0000003424 00000 н. 0000003789 00000 н. 0000003827 00000 н. 0000005992 00000 н. 0000008233 00000 н. 0000010451 00000 п. 0000012709 00000 п. 0000014904 00000 п. 0000016982 00000 п. 0000017611 00000 п. 0000018021 00000 п. 0000018253 00000 п. 0000020060 00000 н. 0000022054 00000 п. 0000024725 00000 п. 0000024954 00000 п. 0000108035 00000 н. 0000108117 00000 п. 0000108194 00000 н. 0000108254 00000 н. 0000108359 00000 н. 0000108509 00000 н. 0000108616 00000 п. 0000108733 00000 н. 0000108911 00000 н. 0000109020 00000 н. 0000109133 00000 п. 0000109256 00000 н. 0000109387 00000 п. 0000109520 00000 н. 0000109707 00000 н. 0000109863 00000 н. 0000109991 00000 н. 0000110112 00000 п. 0000110316 00000 п. 0000110467 00000 н. 0000110628 00000 н. 0000110763 00000 н. 0000110935 00000 п. 0000111072 00000 н. 0000111258 00000 н. 0000111440 00000 н. 0000111604 00000 н. 0000111786 00000 н. 0000111951 00000 н. 0000112099 00000 н. 0000112301 00000 н. 0000112480 00000 н. 0000112636 00000 н. 0000112761 00000 н. 0000112902 00000 н. 0000113023 00000 н. 0000113162 00000 н. 0000113283 00000 н. 0000113429 00000 н. 0000113561 00000 н. 0000113689 00000 н. 0000113873 00000 н. 0000114026 00000 н. 0000114185 00000 н. 0000114342 00000 п. 0000114481 00000 н. 0000114620 00000 н. 0000114759 00000 н. 0000114898 00000 н. 0000115047 00000 н. 0000115180 00000 н. 0000115305 00000 н. 0000115446 00000 н. 0000115597 00000 н. 0000115766 00000 н. 0000115942 00000 н. 0000116053 00000 н. 0000116215 00000 н. 0000116342 00000 п. 0000116504 00000 н. 0000116631 00000 н. 0000116758 00000 н. 0000116907 00000 н. 0000117054 00000 н. 0000117163 00000 н. 0000117326 00000 н. 0000117441 00000 н. 0000002802 00000 н. трейлер ] >> startxref 0 %% EOF 1665 0 obj> поток xb“`b`ZAXX8XXX $ 8: 0005 (i% & lUrMX̊ +> [r` k3v, U ۺ) Ե Q : | UyY džtvh 䲶 z) ZeNy7j @ R ‘, l cU {X “tƗ`) / e-2M * 2% 1d Ȣ ~ S; پ @ [Z @ B [@ v4q} ARf @ aSm @ _He _-O’e # D; – @ 0Aba @ F0`ZGH @! CP d Hq (4bXP $ 6bRa d [Z f 1% T {Y $ nE8] ȰA 072H8MUTawIfcC q` “aZFhf
.