МР-71М станок фрезерно-центровальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерно-центровального станка МР-71М
Производителем фрезерно-центровального станков МР-71м является Костромской завод автоматических линий КЗАЛ, основаннный в 1968 г.
Уже в 1969 году были выпущены первые 4 агрегатных станка.
В 1972 году завод освоил выпуск фрезерно-центровальных полуавтоматов. После сдачи в эксплуатацию новых цехов и специализированных участков, в 1975 году выпущены первые автоматические линии.
Краткая справка
Станки, выпускаемые Костромским заводом автоматических линий КЗАЛ
- 2Г942 – станок фрезерно-центровальный полуавтомат Ø 160 х 1000
- МР-71М – станок фрезерно-центровально-обточной полуавтомат Ø 125 х 500
МР-71М станок фрезерно-центровальный полуавтомат. Назначение и область применения
Станок МР-71М был заменен на более совершенную модель 2Г942.
Фрезерно-центровальный полуавтомат МР-71м предназначен для одновременной фрезеровки двух торцов деталей типа валов с последующим сверлением центральных отверстий (зацентровкой).
Фрезерно-центровальные станки осуществляют подготовку заготовок типа осей и валов.
Одновременное фрезерование с двух сторон торцов заготовок делает торцы изделий полностью параллельными по отношению друг к другу.
Одновременное сверление центровых отверстий позволяет выдерживать четкую перпендикулярность к торцам осей отверстий, что крайне важно для дальнейшей обработки валов.
Станок фрезерно-центровальный являются специализированным оборудованием и предназначен для серийного и массового производства при встройке автоматических загрузочных устройств, и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате МР-71м:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
Особенности конструкции фрезерно-центровального станка МР-71м
Фрезерные и сверлильные шпиндели расположены горизонтально попарно с левой и правой стороны. Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Продольное перемещение сверлильных и фрезерных головок осуществляется одновременно.
Обрабатываемая деталь закрепляется в зажимных тисках и во время обработки остается неподвижной.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке МР-71м за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Цикл обработки детали состоит из ускоренного подвода фрезерных головок, фрезерования одновременно обоих торцов детали (при поперечном перемещении шпиндельной бабки), быстрого отвода фрезерных головок, быстрого подвода сверлильных головок, зацентровки одновременно обоих торцов, быстрого отвода сверлильных головок.
Фрезерные головки
Фрезерные головки установлены на каретках. Левая и правая каретки перемещаются синхронно от гидроцилиндров в продольном направлени по направляющим.
Для синхронизации перемещения кареток на станке установлен гидромеханический синхронизатор (гидрощуп).
Левая фрезерная головка установлена на каретке неподвижно и перемещаетя только в продольном направлении вместе с кареткой.
Правая фрезерная головка перемещается в поперечном направлении для настройки на длину заготовки.
Фрезерные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 125..712 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Сверлильные головки
Сверлильные головки установлены на каретках вместе с фрезерными и в продольном направлении перемещаются одновременно с ними.
Кроме того пиноли сверлильных головок перемещаются в поперечном направлении. Попереречные подачи осуществляется от гидроцилиндров. Изменение подач осуществляется от гидропанелей.
Изменение подач осуществляется от гидропанелей.
>Сверлильные головки получают вращение от индивидуальных фланцевых электродвигателей, имеют 6 ступеней чисел оборотов 238..1124 об/мин. Смена скоростей вращения шпинделей осуществляется сменными шестернями.
Механизм зажима
Механизм зажима заготовки имеет гидравлический привод. Усилие зажима регулируется с индивидуальной гидропанели.
Настройка на длину заготовки осуществляется вручную одновременно с правой фрезерной головкой.
Синхронизатор
Синхронизатор фрезерно-центровального станка МР-71м
Синхронизатор (гидромеханический синхронизатор 71-89-III) обеспечивает синхронное перемещение (подачи) правой и левой каретки.
Приподаче масла в цилиндр 10 правой каретки шток поршня через реечные механизмы 34 приводит в действие рычаг 2, который преодолевая усилие пружины 6, нажимает на конечник гидрощупа 1, открывая доступ масла в цилиндр 9 левой каретки. Тем самым регулируется скорость и направление движения левой и правой кареток.
При рассогласовании или неправильной регулировке рычага 2 происходит срез предохранительной шпонки 8.
Последовательность действий в полуавтоматическом режиме
Кулачки управления фрезерно-центровальным станком МР-71м
Кулачки управления фрезерно-центровальным станком МР-71м. Смотреть в увеличенном масштабе
Исходное положение: все выключатели в положении Отвод.
Кнопкой Гидропривод включается гидронасос.
- Заготовка устанавливается и зажимается кнопкой Зажим;
- Кнопкой Цикл осуществляется автоматический рабочий цикл:
- Быстрый подвод фрезерных головок и включение их электродвигателей;
- Переход на рабочую подачу. Осуществляется фрезерование торцов заготовки. Выдержка на упоре;
- Быстрый отвод фрезерных головок в конце рабочей подачи;
- Быстрый подвод сверлильных головок и включение их электродвигателей;
- Включение рабочей подачи сверлильных головок.
 Осуществляется сверление торцов заготовки. Выдержка на упоре;
Осуществляется сверление торцов заготовки. Выдержка на упоре; - Быстрый отвод сверлильных головок в конце рабочей подачи;
 Осуществляется сверление торцов заготовки. Выдержка на упоре;
Осуществляется сверление торцов заготовки. Выдержка на упоре;Пределы длины обрабатываемых деталей, мм:
- МР-71м – 200..500
- МР-73м – 500..1250
- МР-75м – 500..2250
Краткая справка
ГОСТ 9886-73. Станки-полуавтоматы горизонтальные двусторонние для обработки торцов и центрирования. Основные размеры
Semi-automatic horisontal two-sided machine-tools for face-milling and centring. Basic dimensions
Дата введения 1975-01-01
Станок-полуавтомат для обработки торцов и центрирования
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
- Наибольший диаметр устанавливаемого изделия между тисками (D), мм: 125, 250, 500
- Наибольший диаметр устанавливаемого изделия между тисками (D1), мм: 50, 100, 200
- Наибольшая длина устанавливаемого изделия (L), мм: 500, 1000, 2000
- Наибольший диаметр режущих кромок устанавливаемых резцовых головок (D2), не менее, мм: 32, 80, –
- Наибольший диаметр устанавливаемой фрезы (D3), не менее, мм: 63, 125, 250
- Наибольший номинальный диаметр устанавливаемого комбинированного центровочного инструмента (d), мм: 5, 10, 16
- Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя, мм: 40, 40/50, 50
- Конец фрезерного шпинделя по ГОСТ 24644-81: 40, 50
Краткая информация о станках-полуавтоматах для обработки торцов и центрирования
Для предварительной обработки заготовок типа осей и валов – чистового и чернового фрезерования торцов, обтачивания, а также обработки центровых отверстий в них предприятие КЗАЛ (Костромской завод автоматических линий) выпускал станки МР-71, МР-71М, МР-73, МР-75, МР-76АМ, МР-76М, МР-176, МР-77, МР-78.
Базовая модель серии МР полуавтомат МР-71 был запущен в серию в начале 70-х. Он выполнял долько две операции – фрезерование и сверление торцов.
Станки МР-73 и МР-75 по своим техническим характеристикам и конструкции идентичны МР-71. Но они могут обрабатывать более длинные заготовки с большим диаметром.
Барабанные полуавтоматы МР-76 (М и АМ) располагают двумя либо одним барабаном (трехпозиционным), которые оснащаются специальными тисками, позволяющими фиксировать изделие на каждой из трех позиций. Зажим заготовки производится при помощи ключей.
Станки МР-78 и МР-77 дают возможность дополнительно выполнять операцию глубокого сверления.
Полуавтомат МР-179 в дополнение к фрезерованию и зацентровке способен выполнять следующие операции:
- подрезку фасок на торцах;
- растачивание отверстий;
- внешнее обтачивание заготовки.
Его разновидностью является станок МР-179Ф4, который эксплуатируется исключительно в составе автоматизированных линий.
Относительно более современные модели – 2Г942.00, 2Г942.10, 2Г942.04, 2Г942.14, 2Г942.08 2Г942.
Станки предназначены для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтоматах:
- фрезерование торцов с двух сторон
- сверление центровых отверстий с двух сторон
- обточка шеек и снятие фасок на концах валов
Кроме того на полуавтоматах может производится сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Приводы подач сверлильных и фрезерных шпинделей и зажима деталей, а также упоры заготовок гидравлические.
Фрезерование торцов, сверление центровых отверстий и обточка базовых шеек производится за одну установку обрабатываемой детали, что обеспечивает высокую точность баз для дальнейшей обработки. При этом обработка торцов является окончательной.
При этом обработка торцов является окончательной.
Габарит рабочего пространства фрезерно-центровального станка МР-71м
Габарит рабочего пространства фрезерно-центровального станка МР-71м
Габарит рабочего пространства фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Посадочные и присоединительные базы фрезерно-центровального станка МР-71м
Посадочные и присоединительные базы станка МР-71м
Посадочные и присоединительные базы фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Крепление инструмента фрезерно-центровального станка МР-71м
Крепление инструмента фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Общий вид фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Фото фрезерно-центровального станка МР-71м
Пульт управления фрезерно-центровального станка МР-71м
Пульт управления фрезерно-центровального станка МР-71м. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото фрезерно-центровального станка МР-76
Фото фрезерно-центровального станка МР-76. Смотреть в увеличенном масштабе
Основные узлы фрезерно-центровального станка МР-71м
- Станина – 71-11-VI
- Охлаждение и ограждение – 71-12-XI
- Каретка левая – 71-23-VII
- Каретка правая – 71-24-VII
- Фрезерная головка левая – 71-27-VII
- Фрезерная головка правая – 71-28-VII
- Сверлильная головка левая – 71-35-II
- Сверлильная головка правая – 71-36-II
- Зажимной механизм левый – 71-45-VI
- Зажимной механизм правый –
- Цилиндр левой каретки – 71-71-II
- Цилиндр правой каретки – 71-72-II
- Цилиндр зажимного механизма – 71-73-III
- Насос смазки – 71-79-I исп III
- Размещение гидравлики в станине – 71-82-02-XI
- Наружная разводка гидравлических труб – 71-83-02-VI
- Гидропанель зажима – 71-84-I
- Гидропанель подачи – 71-85-02-III
- Гидропанель левой сверлильной головки – 71-87
- Гидропанель правой сверлильной головки – 71-88
- Гидрощуп (гидромеханический синхронизатор) – 71-89-III
- Электрооборудование – 71-92-000-IV
- Узел крепления шкафа – МР76М-94-I
- Установка таблиц – МР71-101
Расположение органов управления фрезерно-центровального станка МР-71м
- Наладочный и рабочий пульт управления
- Панель управления движением сверлильных головок
- Кран для подачи охлаждающей жидкости
- Рукоятки лубрикаторов
- Панель управления зажимом детали
- Панель управления фрезерными головками
- Рукоятка перемещения правой фрезерной головки вдоль станины
- Нониус с шестигранником для установки зажимных губок на диаметр обрабатываемой заготовки
- Винт для перемещения сверлильных головок
Читайте также: Заводы производители металлорежущих станков в России
МР-71м станок фрезерно-центровальный.
 Видеоролик.
Видеоролик.Технические характеристики сверлильного станка МР-71м
| Наименование параметра | 2Г942 | МР-71М | МР-73М | МР-75М |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности станка | Н | Н | Н | Н |
| Пределы длины обрабатываемых деталей, мм: | 100..1000 | 200..500 | 500..1250 | 500..2250 |
| Пределы диаметров устанавливаемых в тисках деталей, мм: | 20. .160 .160 | 25..125 | 25..125 | 25..125 |
| Наибольшее усилие зажима детали, Н | 25500 | |||
| Высота центров над станиной, мм | 315 | 315 | 315 | |
| Высота центров над полом, мм | 1040 | 1040 | 1040 | |
| Сверлильные головки | ||||
| Наибольший поперечный общий ход, мм | 220 | 220 | 220 | |
| Количество скоростей фрезерного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения фрезерного шпинделя: об/мин | 125..712 | 125..712 | 125..712 | 125..712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20..2000 | 20..400 | 20..400 | 20..400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 160 | 90. .160 .160 | 90..160 | 90..160 |
| Ускоренный ход продольный, м/мин | 6,0 | |||
| Ускоренный ход поперечный, м/мин | 4,5 | |||
| Диаметр и конус отверстия под фрезу | Ø 69,85 7:24 | Ø 69,85 7:24 | Ø 69,85 7:24 | |
| Наибольший диаметр фрезерования, мм | 150 | |||
| Сверлильные головки | ||||
| Ход пиноли сверлильного шпинделя, мм | 100 | |||
| Наибольший поперечный общий ход, мм | 75 | 75 | 75 | |
| Количество скоростей сверлильного шпинделя: об/мин | 6 | 6 | 6 | 6 |
| Пределы частот вращения сверлильного шпинделя: об/мин | 290..2300 | 238..1125 | 238..1125 | 238. .1125 .1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20..2000 | 20..300 | 20..300 | 20..300 |
| Пределы диаметров устанавливаемых центровок, мм | 3,15..10,12 | 3 х 12 6 х 22 | 3 х 12 6 х 22 | 3 х 12 6 х 22 |
| Диаметр отверстия под сверло, мм | 50 | 50 | 50 | |
| Наибольший диаметр сверления, мм | 16 | |||
| Электрооборудование. Привод | ||||
| Питающая электросеть, В | 380±38 | 380±38 | 380±38 | 380±38 |
| Количество электродвигателей на станке | 8 | 6 | 6 | 6 |
| Электродвигатель привода фрезерных головок, кВт (об/мин) | 11 х 2 | 7,5; 10 (1450) | 7,5; 10 (1450) | 7,5; 10 (1450) |
| Электродвигатель привода сверлильных головок, кВт (об/мин) | 4 х 2 | 2,2; 3 (1430) | 2,2; 3 (1430) | 2,2; 3 (1430) |
| Электродвигатель привода гидронасоса, кВт (об/мин) | 5,5 | 5,5 (970) | 5,5 (970) | 5,5 (970) |
| Электродвигатель привода станции смазки, кВт (об/мин) | 0,08 | – | – | – |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель транспортера стружки, кВт (об/мин) | 0,55 | – | – | – |
| Суммарная мощность установленных электродвигателей, кВт | 36,28 | 31,62 | 31,62 | 31,62 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 3970. ..5470 х 1750 х 2000 ..5470 х 1750 х 2000 | 3140 х 3790 х 4825 | 3790 х 1630 х 1740 | 4825 х 1630 х 1740 |
| Масса станка, кг | 6500 | 6100 | 6700 | 7800 |
- Полуавтомат фрезерно-центровальный МР-71М, МР-73М, МР-75М. Руководство по эксплуатации МР-71М.000.000 РЭ, КЗАЛ, 1976
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
- Тепинкичиев В.К. Металлорежущие станки, 1973
Список литературы
Связанные ссылки.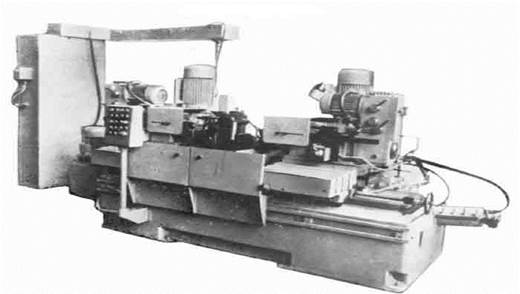 Дополнительная информация
Дополнительная информация
Фрезерно центровальный станок мр-71 Б/У
- Доска объявлений
- Металлообработка
- Фрезерное оборудование
- Фрезерно-центровальные станки
Объявление не актуально!
Технические характеристики фрезерно-центровального станка МР-71:
– габаритные размеры фрезерного станка составляют: длина- 2640 мм, ширина -1450 мм и высота -1720 мм;
– наибольшая и наименьшая длина обрабатываемых заготовок деталей — 200-500 мм;
– диаметр обрабатываемой заготовки детали 25-125 мм;
– число скоростей шпинделя режущего инструмента – 6;
– частота вращения шпинделя режущего инструмента, об/мин- 125; 179; 497; 712.
На станке выполняются операции по подготовке деталей к последующей их обработке механическими способами. Такое станочное оборудование обычно применяется для зацентровки и фрезерования с двух сторон торцов заготовок типа осей и валов.
Станок рабочий, требуется регулировка.
Создано 29.04.2021 Изменено 29.04.2021
Станки по металлу Фрезерный станок Металлообрабатывающие станки
Похожие объявления
Интересные статьи партнеров
Как сделать инкрустацию медной проволокой
24 вида стали, которые вы должны знать [Часть 1]
Домостроение по-японски – сложнейшие соединения деревянных конструкций
Обработка на станках с ЧПУ против обработки на станках с ручным управлением
Пусконаладка оптоволоконного лазерного станка с труборезом XTC-1530НТ/1500 Raycus во Владимире
Глаз не оторвать – Высочайший уровень столярного мастерства
10 лучших систем ЧПУ в мире
Чем лазеры для 3D-печати отличаются от лазеров для резки?
Анодирование золотом: Как это делается
Вы недавно смотрели
Продам ЭЛ. ДВИГАТЕЛИ АИМ, АВ, ВА, 2В, ВАО, АВР, ВРП, АИР Б/У
Екатеринбург (Россия)
ДВИГАТЕЛИ АИМ, АВ, ВА, 2В, ВАО, АВР, ВРП, АИР Б/У
Екатеринбург (Россия)
Все просмотренные объявления →
серия| FFG Europe & Americas
Jobs Linx
Высокопроизводительное фрезерование с сокращением времени производства на 40 %
Jobs Linx в настоящее время включает наиболее полное семейство высокопроизводительных фрезерных станков с линейными двигателями на рынке. Эти фрезерные станки оснащены инновационными линейными приводами на главных осях для особенно мощного и эффективного высокоскоростного фрезерования.
Отрасли
Решает любые задачи – не только в этих отраслях
Изготовление пресс-форм и штампов
Высокопроизводительный линейный станок для инструментов и пресс-форм различных размеров и материалов
OEM-производители и поставщики автомобильной промышленности
Гибкое производство моделей, пресс-форм и приспособлений из различных материалов с использованием системы смены головок
Аэрокосмическая промышленность
Универсальные системные решения для деталей из алюминия и композитных материалов
ПРЕИМУЩЕСТВА
КАК ПОЛУЧИТЬ ПРЕИМУЩЕСТВА ОТ ПРОФЕССИОНАЛЬНЫХ СТАНКОВ LINX
Эффективные линейные двигатели
Сочетание линейных двигателей и очень жесткой конструкции обеспечивает максимальную производительность при максимальной скорости до 70 м/мин и ускорении до 7 м/с по каждой отдельной оси.
Высочайшая эффективность и качество
Вакансии Фрезерные станки Linx сокращают время производства до 40 % и обеспечивают высочайшую точность и качество поверхности. Затраты на ремонт и техническое обслуживание также значительно снижаются благодаря меньшему количеству быстроизнашивающихся деталей.
Индивидуальные решения
Широкий выбор конструктивных и размерных конфигураций, а также широкий ассортимент фрезерных головок, оборудования и принадлежностей позволяют гибко адаптировать фрезерные центры Jobs Linx к индивидуальным требованиям.
Оптимизированная рабочая среда
Корпус, отвечающий последним требованиям по защите окружающей среды, и бесшумное движение фрезерного станка оптимизируют рабочую среду.
ПРИМЕНЕНИЕ
МАКСИМАЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ ДЛЯ МАКСИМАЛЬНОЙ ТОЧНОСТИ
Обязанности Фрезерные центры Linx используются в самых разных отраслях промышленности для обработки широкого спектра продуктов и заготовок, например, в аэрокосмической отрасли, изготовлении пресс-форм и прототипов, изготовлении штампов, энергетике и общее машиностроение.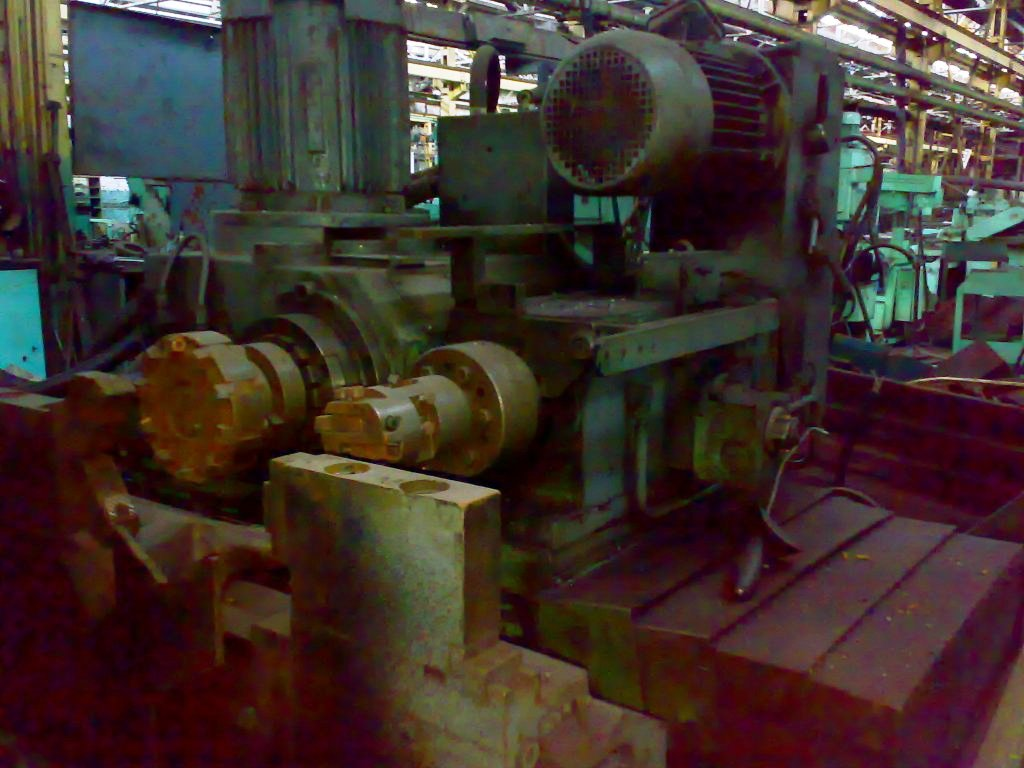 Воспользуйтесь преимуществами высочайшей точности и качества поверхности при максимальной скорости обработки.
Воспользуйтесь преимуществами высочайшей точности и качества поверхности при максимальной скорости обработки.
Разное
Режущий инструмент
Работа Высокопроизводительные фрезерные центры Linx оснащены мощными линейными двигателями на главных осях, что позволяет обрабатывать режущие инструменты с максимальными скоростями до 70 м/мин и ускорениями до 7 м/с. .
Разное
Инструмент для глубокой вытяжки
Вакансии Высокопроизводительные фрезерные центры Linx с мощными линейными двигателями превосходно подходят, в частности, для обработки инструментов для глубокой вытяжки благодаря максимальной скорости до 70 м/мин и ускорениям до 7 м/с.
Тележка
Рама тележки
Вакансии Высокопроизводительные фрезерные центры Linx оснащены линейными двигателями на главных осях для обработки рам тележки с максимальной скоростью до 70 м/мин и ускорением до 7 м/с.
Конструкция
Лонжерон крыла
Задания Высокопроизводительные фрезерные центры Linx оснащены линейными двигателями на главных осях для обработки алюминиевых лонжеронов крыла с максимальной скоростью до 70 м/мин и ускорением до 7 м/с на каждом отдельном станке.
ось.Конструкция
Ребра крыла
Используйте высокопроизводительные фрезерные центры Jobs Linx для обработки нервюр крыла из углеродного волокна с максимальной скоростью до 70 м/мин и ускорением до 7 м/с. Это стало возможным благодаря мощным линейным двигателям на главных осях.
Шасси
Корпус балки оси
Шасси
Цапфа
Каркас
95 90905 Большая алюминиевая деталь0006 СтруктураАлюминиевая часть среднего размера
Структура
Алюминиевая кожа Часть
Структура
Пол-бал
Структура
.
Каркас
Композитная конструкционная деталь
Каркас
Панель обшивки крыла
Каркас
Stringer
Structure
Fuselage frame
Structure
Fuselage shell
Structure
Fuselage beam
Structure
Door frame
 ось.
ось.MACHINE TYPES
THE RIGHT MILLING СТАНОК ДЛЯ ЛЮБЫХ ТРЕБОВАНИЙ
Работа Фрезерные центры Linx доступны в пяти версиях станков с различными фрезерными головками и шпиндельными узлами. Таким образом, вы всегда можете положиться на идеальную фрезерную машину Linx, соответствующую вашим конкретным требованиям.
Таким образом, вы всегда можете положиться на идеальную фрезерную машину Linx, соответствующую вашим конкретным требованиям.
- Работа LINX 450
- Высокопроизводительные машины
- Верхняя мельница с линейным моторным мотор линейный двигатель – сечение плунжера 500 x 500 мм
- Jobs Linx 600
- Высокопроизводительные станки
- Фрезерный станок с подвесным порталом с линейным двигателем – сечение плунжера 600 x 600 мм
- Jobs Linx Millturn
- High-performance machines
- Milling / turning machine
- Jobs Linx O
- High-performance machines
- Horizontal milling machine with linear motor
GALLERY
EXPERIENCE TOP PERFORMANCES
Вакансии Фрезерные станки и фрезерные центры Linx превосходны в любой производственной среде с точки зрения производительности, эффективности и качества продукции. Получите захватывающую информацию о рабочей среде наших машин здесь.
РОДСТВЕННАЯ СЕРИЯ
ОТКРОЙТЕ ДЛЯ СЕБЯ ОГРОМНЫЕ ВОЗМОЖНОСТИ МИРА FFG
Продукт
Обращение*
Пожалуйста, выберите…Mr.Ms.
Имя
Компания*
Улица и номер дома*
Почтовый индекс*
Город*
Country*
Please choose…AfghanistanÅlandAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaire, Sint Eustatius and SabaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo-BrazzavilleCook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroesFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея-БисауГайанаГаити Остров Херд и остров Макдональд sHondurasHong Kong SAR of ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacao SAR of ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern MarianasNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint BarthélemySaint Helena, Ascension and Tristan da CunhaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSão Tomé e PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSou th AfricaSouth Georgia and the South Sandwich IslandsSouth KoreaSouth SudanSpainSri LankaSudanSurinameSvalbardSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandThe BahamasTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUS Virgin IslandsUzbekistanVanuatuVatican CityVenezuelaVietnamWallis and FutunaWestern SaharaYemenZambiaZimbabwe
телефон
Сообщение
Мы обрабатываем ваши данные в соответствии с нашей политикой конфиденциальности
*Обязательные поля компания с большим портфелем передовых геологоразведочных активов, закрепленных за центральным мукомольным предприятием в Квебеке, Канада. Компания имеет три основных участка ресурсов: Гладиатор, Барри и Морой, которые в совокупности имеют в общей сложности 1,24 миллиона унций в категориях «Измеренные» и «Выявленные» и 1,78 миллиона унций в категории «Предполагаемые». Важно отметить, что Компании принадлежит единственный разрешенный и действующий завод по производству золота в регионе, который в настоящее время оценивается более чем в 75% в результате процесса получения разрешения на расширение с 800 до 2400 тонн в день. Bonterra нацелена на то, чтобы в течение следующих 18-24 месяцев превратиться из передовой геологоразведочной компании в девелоперскую компанию, чтобы обеспечить акционерную стоимость.
Компания имеет три основных участка ресурсов: Гладиатор, Барри и Морой, которые в совокупности имеют в общей сложности 1,24 миллиона унций в категориях «Измеренные» и «Выявленные» и 1,78 миллиона унций в категории «Предполагаемые». Важно отметить, что Компании принадлежит единственный разрешенный и действующий завод по производству золота в регионе, который в настоящее время оценивается более чем в 75% в результате процесса получения разрешения на расширение с 800 до 2400 тонн в день. Bonterra нацелена на то, чтобы в течение следующих 18-24 месяцев превратиться из передовой геологоразведочной компании в девелоперскую компанию, чтобы обеспечить акционерную стоимость.
В настоящее время Компания ведет бурение со скоростью примерно 10 000 м в месяц на своих трех основных месторождениях золота для расширения недавно выпущенных MRE. Кроме того, продолжается работа над предварительной экономической оценкой (ПЭА), которая будет использовать существующий завод Bachelor в качестве центрального перерабатывающего предприятия, и ожидается, что она будет завершена в четвертом квартале 2021 года.

«Я очень доволен результатами дата продолжающейся буровой кампании в Гладиаторе. Качество и ширина скважины BA-21-23 являются хорошим предзнаменованием для сценариев добычи, которые в настоящее время оцениваются в PEA, а скважина BA-21-07 показывает большой потенциал на глубине на Гладиаторе. Я с нетерпением жду возможности поделиться с вами новыми результатами анализов продолжающейся буровой кампании, когда они станут доступны в ближайшие недели».
Паскаль Амлен, генеральный директор
• Паскаль Амлен, генеральный директор Г-н Амлен имеет 30-летний опыт управления проектами по добыче полезных ископаемых, приобретенный в основном в лагерях Садбери и Абитиби.
 Г-н Амлен имеет степень горного инженера Политехнического института Монреаля и является членом Ордена инженеров Квебека и профессиональных инженеров Онтарио.
Г-н Амлен имеет степень горного инженера Политехнического института Монреаля и является членом Ордена инженеров Квебека и профессиональных инженеров Онтарио.В 2010 г. г-н Хамелин присоединился к Metanor Resources в качестве генерального директора Bachelor Mine и перешел на должность вице-президента по операциям, а затем стал президентом и главным операционным директором, пока компания не была приобретена Bonterra в сентябре 2018 года, и он стал вице-президентом по операциям Bonterra. Г-н Амлен был назначен главным исполнительным директором в июне 2020 года. • Джонни Оливейра, финансовый директор Г-н Оливейра имеет 20-летний опыт работы в области бухгалтерского учета, включая аудит, бухгалтерский учет, налогообложение, управление финансами и отчетность, а также корпоративные финансы. За последние 10 лет г-н Оливейра работал финансовым директором, корпоративным секретарем и менеджером по финансовой отчетности в нескольких небольших горнодобывающих компаниях.
 Г-н Оливейра окончил Университет Уилфреда Лорье со степенью бакалавра делового администрирования с отличием.
• Сесар Гонсалес, исполнительный председатель
Сесар Гонсалес стал соучредителем и генеральным директором Sailfish Royalty Corp. Ранее Сезар занимал должность вице-президента по корпоративному развитию и директора Marlin Gold Mining Ltd., занимаясь строительством и вводом в эксплуатацию золотого рудника Ла-Тринидад, дочерней компании. Sailfish Royalty Corp. и приобретение Marlin компанией Golden Reign Resources Ltd. для создания Mako Mining Corp. Он также является вице-президентом по корпоративному развитию Mako и консультантом Wexford Capital LP.
Г-н Оливейра окончил Университет Уилфреда Лорье со степенью бакалавра делового администрирования с отличием.
• Сесар Гонсалес, исполнительный председатель
Сесар Гонсалес стал соучредителем и генеральным директором Sailfish Royalty Corp. Ранее Сезар занимал должность вице-президента по корпоративному развитию и директора Marlin Gold Mining Ltd., занимаясь строительством и вводом в эксплуатацию золотого рудника Ла-Тринидад, дочерней компании. Sailfish Royalty Corp. и приобретение Marlin компанией Golden Reign Resources Ltd. для создания Mako Mining Corp. Он также является вице-президентом по корпоративному развитию Mako и консультантом Wexford Capital LP.Ранее он работал в Lehman Brothers в качестве юриста в группе прямых инвестиций, где занимался инвестициями в товарищества с ограниченной ответственностью. Сезар окончил Университет Южной Калифорнии, где получил степень бакалавра наук.
 в управлении бизнесом.
в управлении бизнесом.Депозит Гладиатора В настоящее время месторождение Гладиатор оконтурено алмазным бурением на длину простирания 1600 м и глубину 1100 м. Выявленные ресурсы Гладиатора составляют 1 413 000 т при 8,61 г/т на 391 000 унций золота и предполагаемые ресурсы составляют 4 174 000 т при 7,37 г/т на 989 000 унций золота. Текущее и планируемое бурение на Гладиаторе включает расширение ресурсов на выбранных объектах и разведочное бурение вдоль структурного коридора, вмещающего месторождение.
Депозит Барри Месторождение Барри представляет собой месторождение золота, вмещающее сдвиг, с несколькими параллельными, субвертикальными зонами сдвигов и второй группой жил, падающих на 50-60 градусов к югу. Золотое оруденение состоит из вкрапленных сульфидов в зонах рассланцевания и жил с локальным видимым золотом.
 Месторождение Барри оконтурено на километр по простиранию и на 600 м по вертикали. Месторождение остается открытым для расширения. Ресурс M&I в Barry состоит из 5,099 000 тонн при 4,21 г/т на 689 000 унций золота и предполагаемые ресурсы 4 379 000 тонн при 4,89 г/т на 689 000 унций золота.
Месторождение Барри оконтурено на километр по простиранию и на 600 м по вертикали. Месторождение остается открытым для расширения. Ресурс M&I в Barry состоит из 5,099 000 тонн при 4,21 г/т на 689 000 унций золота и предполагаемые ресурсы 4 379 000 тонн при 4,89 г/т на 689 000 унций золота.Моройское месторождение Месторождение Морой в настоящее время определяется открытым и подземным бурением и подземной разработкой. Ресурсы M&I на Морое составляют 651 000 тонн при 5,66 г/т на 118 000 унций золота и предполагаемые ресурсы в 570 000 тонн при 5,37 г/т на 98 000 унций золота. Бурение на Морой ведется с поверхности и из-под земли с целью расширения ресурсов как вверх, так и вниз по падению, а также испытания новых объектов в пределах досягаемости текущей подземной
Bontera Resources
Gladiator Project
Barry Project
Moroy Project
Bachelor Mill
Contact
btrgold.