Вертикально-фрезерный станок 6р11 имеет высокие технические и эксплуатационные показатели и пользуется популярностью при обработке деталей с чугунной и стальной основой.
Также этот консольно-фрезерный станок используется для обработки пластмассовых и металлических заготовок при помощи цилиндрических, специальных, угловых, торцевых фрез.

Сведения о производителе
Дмитровский завод является производителем фрезерных станков 6р11. Сам завод основан в 1940 году и специализируется на выпуске целого ряда универсальных консольно-фрезерных агрегатов.
Назначение, область применения вертикального консольно-фрезерного станка
Рассматриваемый агрегат выполняет целый ряд технологических операций, среди которых:
- фрезерование;
- создание отверстий посредством сверления;
- расточка;
- обработка различных отверстий, находящихся под углом в 45° по отношению к рабочей поверхности.
Данное оборудование возможно использовать как в крупных производственных масштабах, так и в мелких мастерских. Используется в единичном и мелкосерийном производстве.
Благодаря широкому диапазону подачи стола и скоростей шпинделя достигается возможность обрабатывать деталь на оптимальных режимах резания.
Конструктивные особенности и модификации
Особенности конструкции универсального консольно-фрезерного станка позволяют увеличить срок эксплуатации и качество обработки деталей:
- стол управляется с использованием упора или вручную специальным механизмом;
- есть возможность затормозить шпиндель, для этого имеется муфта;
- оптимальное конструкция привода: ручного и механического;
- эффективность работы шпинделя всегда на значительном уровне, поскольку существует широкий диапазон допустимых скоростей;
- самостоятельный двигатель, работающий от электросети;
- повышенные параметры жесткости и увеличенная мощность.
Ручной и механический привод функционируют взаимосвязанно, а обработка деталей из сортов металла с повышенной прочностью возможна благодаря повышенным параметрам мощности электродвигателя.
Основные модификации 6р11:
- 6р11ФЗ – станок универсальный консольно-фрезерный с числовым программным управлением;
- 6М11К – модель с габаритами 1250х250;
- 6Р11МФЗ – агрегат с ЧПУ и инструментальным магазином;
- 6Р11Ц – станок с цикловым управлением.
Все модификации производятся на этом же заводе и отличаются по степени точности и особенностям конструкции.
Габариты рабочего пространства
Описание рабочего пространства по паспорту оборудования:
- от торца шпинделя до стола максимальное значение 40 см;
- общая длина стола с пазами в форме буквы Т – 1 м;
- ширина стола – 25 см;
- скорость вращения шпинделя – до 1600 об/мин.
Общая масса агрегата – 2360 кг. Ход для гильзы шпинделя – 8 см.
Технические характеристики
Основные технические характеристики рассматриваемого агрегата:
- 16 ступеней функциональных подач стола;
- 1 оборот лимба дает перемещение стола вдоль или поперек на 6 мм;
- вертикальное перемещение стола на один поворот лимба – 3 мм;
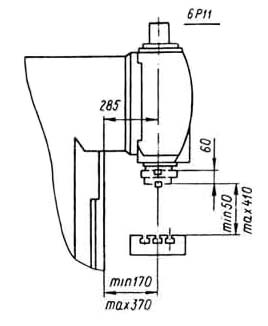
- расстояние между направляющими о осью вертикального шпинделя – 285 мм;
- перемещение стола вдоль – 630 мм;
- перемещение поперек – 200 мм;
- вертикальное перемещение – 350 мм.
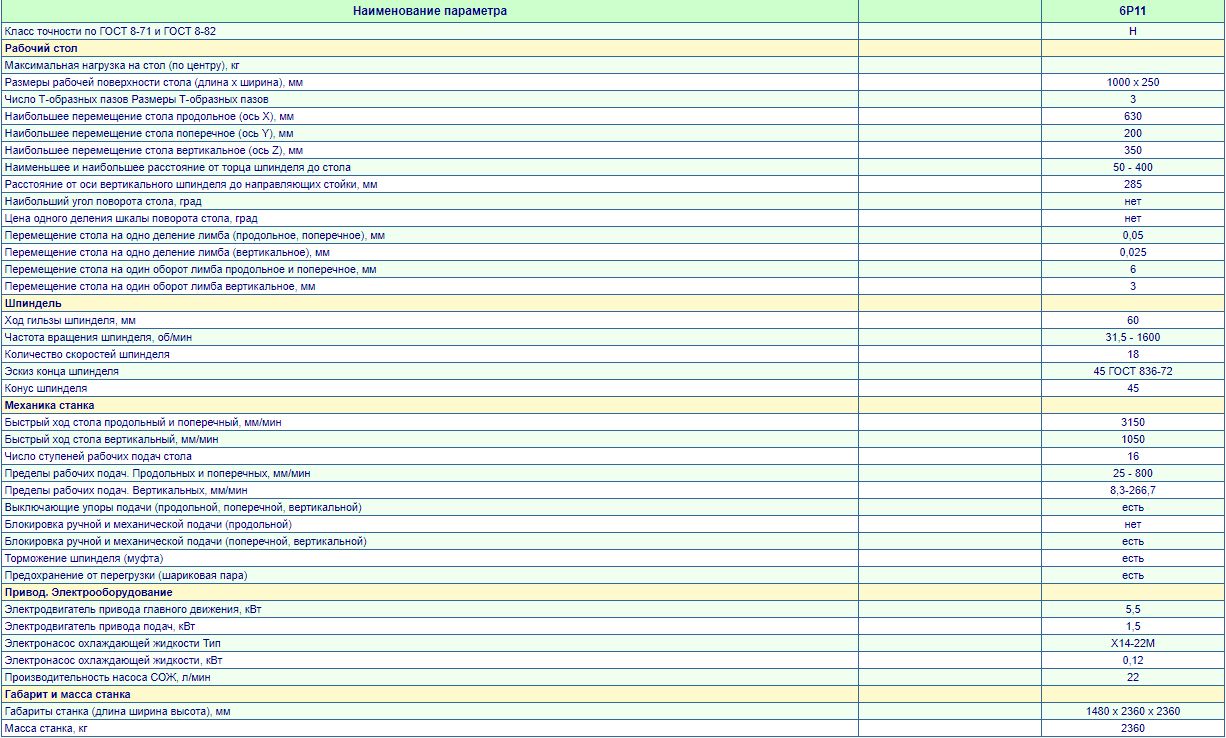
По точности агрегат соответствует классу Н (нормальный).
Кинематическая схема
Составные части и органы управления
Основные узлы агрегата:
- электрический шкаф;
- механизм для смазывания непосредственно консоли и всей рабочей поверхности;
- ползун;
- серьга;
- фрезерная головка с поворотным механизмом;
- рабочий стол;
- узел с консолью;
- приводная область шпинделя;
- литая станина;
- редуктор;
- оборудование с электрической частью.
Основная часть опоры для шпинделя – подшипники. К основным органам управления станком относятся:
- автомат для отключения электросети;
- кнопка переключения вращения шпинделя;
- кнопки для запуска шпинделя и подачи;
- рукоятки для: переключения режимов подачи рабочей поверхности, перебора шпинделя, его скоростей, механической передачи;
- маховичок для ручного перемещения стола;
- рукоять привода ручного насоса смазки;
- зажим пиноли;
- переключатель скоростей поворотного шпинделя ползуна.
Насосная станция передает охлаждающую жидкость от насоса к фрезе по встроенному трубопроводу. Это позволяет уменьшить нагрев инструмента при активной работе.
Электрооборудование
В комплект электрооборудования 6Р11 входят следующие системы:
- насос для охлаждения с производительностью 2.2 л в минуту;
- насос Х14–22М с мощностью в 0.12 кВт;
- двигатель подач – 1.5 кВт;
- двигатель движения – 15.5 кВт.
Электрическая схема
Коробка скоростей
Коробка скоростей расположена внутри корпуса станины. Между коробкой и электродвигателем расположена электромуфта, которая обеспечивает надежность соединения этих деталей. Допустимые параметры не соосности – не больше 0.7 мм.
Смазкой коробки скоростей занимается плунжерный насос, стандартная производительность которого – 2 литра в минуту. Важное преимущество – от последовательности ступеней можно отказаться, чтобы сэкономить время и количество усилий, требуемых на обработку детали.
Коробка подач
Этот узел осуществляет подачу для консоли, салазок и стола. Предохранительная и кулачковая муфты осуществляют процесс передачи крутящего момента к выходному валу. Соединены кулачковая муфта с валом при помощи втулки.
Частота вращения остается постоянной, поскольку при передаче ускоренного движения от электродвигателя минуются первая шестеренка и коробка передач.
Эксплуатация и обслуживание, паспорт
При эксплуатации консольно-фрезерного станка перед началом работы обязательно проверить оборудование на наличие дефектов. Главные правила эксплуатации:
- проверка работоспособности агрегата происходит на холостом ходу;
- после того, как фреза зафиксирована, необходимо установить защитное ограждение;
- все детали агрегата требуют периодической смазки;
- после распаковки станка следует удалить защитную пленку при помощи специального раствора.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного вертикального станка 6Р11.
Правильная эксплуатация продлит срок службы агрегата и поможет избежать многих проблем со станком.
Неисправности и ремонтные работы
Наиболее частые поломки у станка 6Р11:
- Перегрев электродвигателя, что вызывает его гудение. Необходимо заменить или отремонтировать.
- Стук в подшипниках. Обязательно заменить деталь.
Каждый узел со временем может износиться. В таком случае следует отремонтировать, а лучше заменить деталь на новую.
Техника безопасности при работе с агрегатом
Правила техники безопасности при работе с фрезерным оборудованием:
- запрещено подходить к станку в состоянии алкогольного или наркотического опьянения;
- вся одежда должна быть застегнута, волосы убраны под головной убор;
- перед установкой или съемом изделия важно отключить привод;
- при образовании стружки оператор должен пользоваться очками или защитным покрытием.
Важно помнить, что фрезерный станок при несоблюдении правил безопасности может нанести серьезные травмы.
Зарубежные и отечественные аналоги
Современный аналог станка 6Р11 – модель 6Т11. Он используется для обработки различных деталей из черных и цветных металлов.
Германский аналог – FU400MRApUG. Широкоуниверсальный фрезерный станок с цифровой индикацией подачи. Отличается повышенной жесткостью конструкции и точностью при обработке деталей.
СФ-676 – универсальный фрезерный станок с литой чугунной станиной и дополнительным шпинделем на выдвижном хоботе.
Отзывы
Дмитровский станок 6Р11 пользуется популярностью для мастеров на единичном и мелкосерийном производстве. Агрегаты, по мнению большинства пользователей, отличаются надежностью и долгим сроком эксплуатации. Отличается эффективность при обработке изделий из черного и цветного металла. Успешно обрабатывает заготовки с высокой скоростью и точностью.
Вертикально-фрезерный станок 6Р11 производился Дмитровским заводом и на данный момент продолжает активно использоваться на предприятиях и заводах. Технические характеристики позволяют обрабатывать детали с использованием различных фрез и осуществлять все основные технологические операции с различными материалами заготовок.
Высокие технические и эксплуатационные показатели – главная причина, по которой покупатели делают выбор в пользу вертикально фрезерного станка 6P11. Оборудование позволяет обрабатывать различные детали, имеющие чугунную или стальную основу, состоящую из цветных сплавов.
Конфигурация деталей не имеет значения, их обработка в любом случае не требует прикладывать дополнительные усилия.
Назначение, область применения
Станок с таким обозначением способен выполнять сразу несколько операций:
- Фрезерование.
- Сверление.
- Выполнение расточных работ по заготовкам различных форм, из разных материалов.
Благодаря специальному устройству легко проводить обработку отверстий, которые расположены под углом до 45 градусов по отношению к столу. Потому станки подходят как для промышленных объектов, так и для бытовых условий.

Технические характеристики
Описание эксплуатационных характеристик агрегата будет таким:
- Можно использовать специальные упоры, либо ручное управление, чтобы передвигать стол, управлять этим процессом.
- Муфта позволяет остановить шпиндель при необходимости. Предполагается использование электромагнитной части устройства.
- Удачная конструкция механического и ручного привода.
- Большой разброс допустимых скоростей обработки. Благодаря чему производительность шпинделя сохраняет высокий уровень.
- Наличие самостоятельных двигателей, способных работать от электрической сети.
- Повышенная жёсткость и мощность.
Габарит рабочего пространства
Но можно привести и более точные цифры по техническим характеристикам агрегата:
- Показатель в 1050 и 3150 мм/минуту для подач вертикального и остальных типов, так работает поверхность во время обработки.
- Подача на пределе, по вертикали – 266,7 мм/мин, при положениях поперёк и в продольной плоскости это 800 мм/мин.
- 80 Миллиметров – ход для гильзы шпинделя.
- 31,5-1600 оборотов в минуту – скорость вращения у шпинделя с конусами на 45 и 18 скоростей.
- 2360 килограммам равна общая масса.
- 400 миллиметров – интервал максимального значения, от стола до торца у шпинделя.
- 1000 миллиметров – общая длина стола с пазами в форме буквы Т. Ширина доходит до 250 миллиметров.

Механика агрегата предполагает применение следующих компонентов:
- Блокировка подачи по вертикали, в поперечном направлении.
- Шпиндель тормозит при использовании механизма с муфтой.
- Перегрузки оборудования сведены к минимуму благодаря шариковой паре.
- Подачи снабжаются упорами, в трёх направлениях.
Кроме того, есть и электрооборудование, включающее:
- Два двигателя, на 1,5 и 5,5 кВт.
- Насос, мощность которого равна 0,12 кВт.
- Насос с высокой производительностью.
Кинематическая схема
У станка любой модификации обязательно присутствует коробка передач. Применение фланца облегчает установку на станину. Без электрических двигателей коробки не используются. Насос от плунжерной части, со смазкой, монтируется прямо на корпус, размещённый в ёмкости станины. Она наполняется смазкой. Насос запускается при использовании эксцентрика, когда оператор подаёт соответствующую команду.
Специальный кулачок, у которого на торце есть криволинейные пазы, отвечает за переключение скоростей. После этого осуществляется взаимодействие между рукояток с валами, а так же валом шкива. Практически все детали расположены снаружи на станине. Муфту легко снять с кулачкового вала, если возникает необходимость. Достаточно сделать так, чтобы станина и крышка переключения отсоединились друг от друга. Схему составных частей агрегата можно увидеть на рисунке 2.

Шпиндель
За счёт коробки в устройстве так же вращается шпиндель. Клиноременная передача придаёт дополнительное движение устройству. Станина в задней части вмещает саму передачу, под соответствующей крышкой. Передачи с зубцами или кулачковая муфта передают вращение шпинделю.
Для шпиндельного узла используют две разновидности опор:
- Подшипник шарикового типа.
- Подшипники с радиальным устройством, два элемента.
Когда шпиндель демонтируется, полностью разбирается, надо регулировать существующий зазор между деталями.
Один узел создаётся за счёт двух деталей: редуктора и коробки передач. Они располагаются в полости консоли. Специальная рукоятка на валу позволяет ускорить ход редуктора. Из-под крышки, справа выступает вал. Кулачок способствует переключениям между скользящими шестернями. Но присутствует и дополнительное сцепление между другими шестернями, от реверса и редуктора.
Основные устройства, связанные с подачей, размещаются внутри консоли у станка. У этой консоли есть небольшое отверстие, через которое выглядывает винт, наружу. Оператор легко приводит эту деталь в движение, пользуясь специальной рукояткой. Движение проходит прямо, либо в обратную сторону.
Самостоятельное включение механической подачи невозможно, ей требуется участие человека.

Стол
Стол у агрегата обладает другими дополнительными особенностями:
- Зубчатое колесо сцепляется с колесом консоли. После этого движение без проблем переходит к продольному винту от рабочей поверхности.
- Стол легко двигается вправо или влево, стоит только установить рукоятку в необходимом направлении.
- Винтовые гайки организуют продольное движение. У них есть механизм, позволяющий задать определённые параметры зазора.
Расположение составных частей
Консольно-фрезерная установка включает следующий набор основных узлов:
- Электрошкаф.
- Ползун.
- Механизм, который смазывает консоль и рабочую поверхность.
- Серьга.
- Поворотный, фрезерный тип головки.
- Ограждение.
- Стол для работы.
- Часть с консолью.
- Охлаждающая система.
- Приводная часть шпинделя.
- Редуктор.
- Станина.
- Оборудование с электрической частью.
- Коробки, управляющие реверсом, подачей, скоростью.

Подшипники становятся основной опорой для шпинделя. Сама деталь располагается внутри гильзы. Специальная шейка, ещё получившая название центрирующей, ставится на поворотные головки. Благодаря этому не возникает проблем при монтаже головки на расточку станины, когда детали сами устанавливаются на агрегат.
Станком легче управлять при использовании рукояток. Они выполняют сразу несколько функций:
- Различные виды подачи, включаются, выключаются.
- Переключение переборов, скорости для узлов со шпинделем.
- Использование особых режимов.
- Запуск ручного смазывающего насоса.

Дополнительная подача запускается несколькими кнопками из комплекта со станком. Шпиндель с упором работают так же. Имеются и другие управляющие компоненты:
- Дополнительные приспособления, отвечающие за насос охлаждения, регулирование количества жидкости.
- Квадрат, который поворачивает головку, передвигает, помогает закрепить хобот.
- Выключатели освещения.
- Маховики, передвигающие стол вручную.
- То, что выключает насос охлаждения.

Схема электрическая блока питания
Моторы стандартного электрического типа у этих моделей работает на мощности до 7,4 кВт. У двигателя подачи этот показатель равен 2,2 кВт. Управление аппаратом осуществляется с использованием трёх режимов:
- Круглый стол.
- Автоматический, с продольным движением стола.
- При помощи кнопочного управления.
Последний вариант предполагает использование специальных кнопок для начала работы и пуска. Нажатие кнопки остановки приводит к прекращению эксплуатации всех двигателей в составе устройства. Быстрый отвод и подвод, подача – главные принципы автоматических вариантов.
Быстрый ход и двигатель подач единственные функционируют, когда речь идёт о режиме круглого стола.

Ремонт и использование
Фрезерный станок надо обязательно проверять на наличие дефектов перед тем, как начинать работу. Существуют и другие дополнительные правила:
- Работа устройства проверяется на холостом ходу.
- После фиксации фрезы требуется установить защитное ограждение.
- В соответствии с требованиями детали устройства требуют периодической смазки.
- После распаковки обязательно удаляется защитная плёнка. Для этого применяют специальный раствор.
У аппарата встречаются поломки. Самые частые следующие:
- Гудение электрического двигателя. Чаще всего связано с перегревом. При обнаружении проблемы требуется как можно быстрее провести ремонт или замену.
- Стуки в подшипнике. Когда они появляются –деталь так же требует замены.

Коробка скоростей
Она устанавливается внутри корпуса станины. Упругая электромуфта обеспечивает надёжное соединение между этой деталью и электродвигателем. Допустимы лишь незначительные показатели несоосности, на 0,5-0,7 миллиметров.
Смазка коробки скоростей –действие, за которое отвечает плунжерный насос.
2 литра в минуту – стандартная производительность для самого насоса.
Благодаря коробке легко обеспечить требуемую скорость вращения, при этом от последовательного прохождения каждой ступени можно отказаться, требуется меньше времени и усилий. Имеются специальные рейки, которые переходят друг в друга, управляют скоростями.

Коробка подач
Позволяет осуществить ускоренную, рабочую подачу для следующих деталей:
- Консоль.
- Салазки.
- Стол.
Крутящий момент переходит к выходному валу. В этом процессе участвуют предохранительная и кулачковая муфты. Кулачковая муфта и выходной вал соединяются друг с другом, при помощи втулки.
От электродвигателя передаётся ускоренное движение вращательного типа. При этом первая шестерня и коробка передач минуются. Частота вращения остаётся постоянной.

Модификации консолей
Консоль – это основной узел, при помощи которого объединяются друг с другом узлы, создающие цепь подачи. В консоли присутствуют такие детали, как валы и зубчатые колёса. Именно за счёт них вращательное движение может передаваться сразу в трёх направлениях – продольном, поперечном, и вертикальном.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1000 х 250 |
Число Т-образных пазов |
| 3 |
Ширина Т-образных пазов по ГОСТ 1574-75 | мм | 14Н9 |
Расстояние между пазами | мм | 50 |
Перемещение стола |
|
|
продольное (Х) | мм | 630 |
поперечное (Y) | мм | 200 |
вертикальное (Z) | мм | 350 |
Расстояния от торца шпинделя до стола | мм | 50…400 |
Расстояние от задней кромки стола до вертикальных направляющих станины | мм | 45 |
Наибольшее расстояние от оси вертикального и поворотного шпинделей до вертикальных направляющих станины | мм | 285 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,025 |
Перемещение стола на один оборот лимба |
|
|
продольное, поперечное | мм | 6 |
вертикальное | мм | 3 |
Шпиндель | ||
Передний конец шпинделя по ГОСТ 836-72 |
| 45 |
Торможение шпинделя (муфта) |
| есть |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Блокировка ручной и механической подач (поперечной и вертикальной) |
| Есть |
Предохранение от перегрузки (шариковая пара) |
| Есть |
Электрооборудование | ||
Главный привод станка |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 5,5 |
Тип |
| 4А112 М4 М300 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1450 |
Мощность | кВт | 1,5 |
Тип |
| 4АХ80В4 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ХА14-22М |
Производительность | л/мин | 22 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 1480 |
ширина | мм | 1990 |
высота | мм | 2360 |
Масса станка | кг | 2360 |
Содержание статьи:
Для обработки материалов разными типами фрез можно использовать универсальный вертикально-фрезерный станок 6Р11. Он выпускался Дмитровским заводом фрезерных станков, который специализируется на производстве обрабатывающего оборудования с размерами рабочего стола от 25*63 до 40*160 см.
Конструкция станка
Внешний вид станка
Основная функция станка заключается во фрезерной обработке поверхности заготовки, которая может быть сделана из различных материалов – сталь, чугун, цветные металлы, полимерные композиты.
Конструктивно оборудование состоит из станины, на которой закреплен рабочий стол. Для обработки материалов установлена вертикальная шпиндельная головка. С целью обеспечения безопасности она имеет защитное ограждение. Смещение рабочего стола происходит с помощью редуктора, коробки реверса и механизма переключения скоростей.
К особенностям станка можно отнести следующие характеристики:
- установка оптимальных режимов. Они позволяют обрабатывать заготовки с максимальной точностью и скоростью;
- два электродвигателя. Один из них предназначен для вращения шпинделя, а второй приводит в движение подающий стол;
- наличие электромагнитной муфты. С ее помощью можно сделать оперативную остановку шпинделя;
- общая связка ручного и механического приводов.
Еще одним качеством станка является возможность установить различные режимы скоростей шпинделя. Это же относится и к подаче рабочего стола. Дополнительно следует учитывать повышенные показатели мощности электродвигателей. Это дает возможность обрабатывать заготовки из высокопрочной стали.
Согласно паспортным данным оборудование имеет класс точности «Н». При этом шероховатость обработанной поверхности составляет V5-V6.
Технические характеристики
Схема станка
Общая масса вертикально-фрезерного станка 6Р11 составляет 2360 кг. Благодаря относительно небольшим габаритам (148*236*236 см) он может быть включен в комплектацию мелкосерийной производственной линии. Кроме этого оборудование применяется для выполнения ремонтных и штучных работ.
Лучше всего рассматривать технические характеристики каждого узла станка в отдельности. Условно их можно разделить на несколько групп: рабочий стол, шпиндель, механика оборудования и параметры электропривода. Оптимальным вариантом будет детальное ознакомление с инструкцией по эксплуатации и паспортом.
Рабочий стол вертикально-фрезерного станка 6Р11 предназначен для фиксации детали и ее смещения относительно режущей части фрезы, которая крепится на шпиндель. Основными параметрами этого узла являются:
- габариты рабочей поверхности – 100*25 см;
- максимальные показатели перемещения: по продольной оси – 63 см, по поперечной – 20 см; вертикальной – 35 см;
- расстояния от шпинделя до рабочей поверхности – от 5 до 40 см.
Кинематическая схема
Шпиндель необходим для крепления различных типов фрез. К нему передается вращательное движение от электродвигателя. Фиксация происходит в гильзе, которая может смещаться относительно заготовки.
Для шпинделя вертикально-фрезерного станка 6Р11 важно знать следующие характеристики:
- ход гильзы составляет 6 см;
- пределы частот вращения. Минимальное значение составляет 31,5, максимальное допустимое — 1600 об/мин;
- количество скоростей – 18.
Для работы оборудования в конструкции есть основной электродвигатель мощностью 5,5 кВт. Дополнительно для смещения рабочего стола используется силовой агрегат 1,5 кВт. Охлаждение места обработки происходит с помощью насосной станции. Она передает охлаждающую жидкость из специального резервуара по трубопроводу к фрезе.
В видеоматериале показан пример обработки блока головки цилиндров на вертикально-фрезерном станке 6Р11:
Сведения о производителе консольно-фрезерного станка 6К11Производитель фрезерных станков 6К11 Дмитровский завод фрезерных станков, основанный в 1940 году. Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм. Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС6К11 станок консольно-фрезерный вертикальный. Назначение, область примененияУниверсальный консольно-фрезерный станок 6К11 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами. Широкий диапазон скоростей шпинделя и подач стола обеспечивает возможность обработки изделий на оптимальных режимах резания. Устройство 6К11 отлично подходит для следующих работ:
Принцип работы и особенности конструкции станка 6К11Класс точности станка Н. Шероховатость обработанной поверхности V4—V5. Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка может совершать быстрые перемещения в трех направлениях. Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта. Повышенная мощность электродвигателей и жесткость станка обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом. Станок 6К11 может применяться в единичном мелкосерийном и серийном производстве. Основные характерные особенности вертикального консольно-фрезерного станка 6К11 следующие:
Комплектующие по требованию заказчика за дополнительную плату
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
Станки консольно-фрезерные. Общие сведенияГоризонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей. Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол. Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении. Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей. Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях. Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола. Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков. В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров: В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях. Обозначение консольно-фрезерных станков6 – фрезерный станок (номер группы по классификации ЭНИМС) Р – серия (поколение) станка (Б, К, Н, М, Р, Т) 1 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (1 – вертикально-фрезерный) 1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000) Буквы в конце обозначения модели: Г – станок горизонтальный консольно-фрезерный с неповоротным столом К – станок с копировальным устройством для обработки криволинейной поверхности Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения). П – точность станка – (н, п, в, а, с) по ГОСТ 8-ХХ Ш – станок широкоуниверсальный Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат Ф2 – станок с позиционной системой числового управления ЧПУ Ф3 – станок с контурной (непрерывной) системой ЧПУ Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов Общий вид фрезерного станка 6К11Фото фрезерного станка 6К11 Фото фрезерного станка 6К11 Фото фрезерного станка 6К11 6К11 Станок консольно-фрезерный вертикальный. Видеоролик.Технические характеристики станка 6К11
Список литературы:Связанные ссылки Каталог справочник фрезерных станков Паспорта и руководства по эксплуатации фрезерных станков Купить каталог, справочник, базу данных: Прайс-лист информационных изданий | ПродукцияНовости |
Сведения о производителе консольно-фрезерного станка 6Д12
Производитель фрезерных станков 6Д12 Дмитровский завод фрезерных станков, ДЗФС, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
6Д12 Станок консольный вертикально-фрезерный. Назначение, область применения
Станок вертикальный консольно-фрезерный 6Д12 предназначен для обработки плоских и фасонных поверхностей цилиндрическими, торцовыми и концевыми фрезами.
Станок 6Д12 может использоваться в условиях единичного и серийного производства.
Особенности конструкции консольно-фрезерного станка 6Д12
Технические показатели станка 6Д12 обеспечивают производительную обработку черных и цветных металлов с применением быстрорежущего и твердосплавного инструмента.
Технические возможности станка могут быть расширены применением делительной головки, накладного круглого стола, накладных фрезерных и долбежных головок.
Вид климатического исполнения станков по ГОСТ 15150—69:
- основное серийное производство У и ХЛ категории 4;
- особое исполнение в страны с тропическим климатом ТС, ТВ категории 4.
Условия транспортирования и хранения ОЖ1.
Станок 6Д12 выпускается с двумя модификациями фрезерных головок:
- поворотная фрезерная головка с гильзой шпинделя;
- неповоротная фрезерная головка без гильзы шпинделя.
Класс точности станка — Н по ГОСТ 8—82Е.
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6Т: вертикальные – 6Т11, 6Т12
- серии 6К: вертикальные – 6К11, 6К12, широкоуниверсальные – 6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д: вертикальные – 6Д12, горизонтальные – 6Д81, 6Д82; широкоуниверсальные – 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Габарит рабочего пространства консольно-фрезерного станка 6Д12
Габарит рабочего пространства консольно-фрезерного станка 6Д12
Габарит рабочего пространства консольно-фрезерного станка 6Д12. Скачать в увеличенном масштабе
Посадочные и присоединительные базы вертикального консольно-фрезерного станка 6Д12
Посадочные и присоединительные базы фрезерного станка 6Д12
Посадочные и присоединительные базы фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Общий вид вертикального консольно-фрезерного станка 6Д12
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка 6Д12
Фото фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Оправка для вертикального консольно-фрезерного станка 6Д12
Оправка для вертикального консольно-фрезерного станка 6Д12
Оправка для вертикального консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Оправка для вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12
Установочный чертеж вертикального консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
Технические характеристики консольно-фрезерного станка 6Д12
Технические характеристики консольно-фрезерного станка 6Д12
Технические характеристики консольно-фрезерного станка 6Д12. Смотреть в увеличенном масштабе
6Д12 Станок консольно-фрезерный вертикальный. Видеоролик.
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Каталог справочник фрезерных станков
Паспорта и руководства по эксплуатации фрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Сведения о производителе консольно-фрезерного станка 6Р81Г
Производитель серии фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода является широкая гамма универсальных консольно-фрезерных станков с размером рабочего стола от 250 x 630 мм до 400 x 1600 мм.
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
6Р81Г Станок консольный фрезерный горизонтальный. Назначение и область применения
Горизонтальный консольно-фрезерный станок 6Р81 предназначен для обработки различных изделий из стали, чугуна, цветных металлов и пластмасс цилиндрическими, торцовыми, дисковыми, угловыми и специальными фрезами.
Принцип работы и особенности конструкции станка
Для вращения шпинделя и механических подач стола предусмотрены приводы от отдельных электродвигателей. Стол станка 6Р81 может совершать быстрые перемещения в трех направлениях.
Ручной и механический приводы сблокированы. Выключение механических перемещений стола может осуществляться упорами и вручную. Для торможения шпинделя применяется электромагнитная муфта.
Повышенная мощность электродвигателей и жесткость станка 6Р81 обеспечивают обработку изделий. на скоростных режимах резания твердосплавным инструментом.
Станок 6Р81 может применяться в единичном мелкосерийном и серийном производстве.
Класс точности станка Н. Шероховатость обработанной поверхности V4—V5.
Аналоги консольно-фрезерного станка 6Р81Г
FU315E – 1250 х 315 станок универсальный консольно-фрезерный – производитель Гомельский станкостроительный завод
X6130A, X6130A/L – 1150 х 300 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
X6132, X6135 – 1320 х 320 станок универсальный консольно-фрезерный – производитель Fujian Sanming Machine Tool Co.,LTD Китай
XW6032B – 1320 х 320 станок универсальный консольно-фрезерный – производитель Shandong Weida Heavy Industries Co.,Ltd. Китай
Наиболее известные серии консольно-фрезерных станков, выпускаемых ДЗФС:
- серии 6Н: вертикальные – 6Н11; горизонтальные – 6Н81, 6Н81Г, 6Н81А
- серии 6Р: вертикальные – 6Р11; горизонтальные – 6Р81; 6Р81Г; широкоуниверсальные – 6Р81Ш
- серии 6Т: вертикальные – 6Т11, 6Т12
- серии 6К: вертикальные – 6К11, 6К12, широкоуниверсальные – 6К81Ш, 6К82Ш
- серии 6М: широкоуниверсальные с автоциклами – 6М82Ш
- серии 6Д: вертикальные – 6Д12, горизонтальные – 6Д81, 6Д82; широкоуниверсальные – 6Д81Ш, 6Д82Ш
- серии 6ДМ: вертикальные с ЧПУ 6ДМ13ФЗ, с автоциклами – 6ДМ83Ш, с ЧПУ – 6ДМ83ШФ2
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Консольно-фрезерные станки горизонтальные и вертикальные – это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольно-фрезерных станков
6 – фрезерный станок (номер группы по классификации ЭНИМС)
Р – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 – горизонтально-фрезерный)
1 – исполнение станка – типоразмер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 х 1000)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – точность станка – (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Габарит рабочего пространства фрезерного станка 6Р81Г
Габарит рабочего пространства фрезерного станка 6р81г
Установочные базы консольно-фрезерного горизонтального станка 6Р81Г
Установочные базы консольно-фрезерного горизонтального станка 6р81г
Установочные базы фрезерного станка 6Р81Г. Скачать в увеличенном масштабе
Общий вид консольно-фрезерного горизонтального станка 6Р81Г
Фото консольно-фрезерного горизонтального фрезерного станка 6р81г
Расположение составных частей горизонтального консольно-фрезерного станка 6Р81Г
Расположение составных частей консольно-фрезерного станка 6р81г
Составные части горизонтального консольно-фрезерного станка 6Р81Г
- Станина – 6Р81Г-11.001
- Станина – 6Р11-11.000
- Серьга – 6Р81Г-11.000
- Ограждение – 6Р11-12.000
- Привод шпинделя – 6Р81Г-21.01
- Привод шпинделя – 6Р11-21.01
- Коробка скоростей – 6Р81Г-31.02
- Переключение коробки скоростей – 6Р81Г-33.01
- Коробка подач – 6Н81Г-51.02А
- Редуктор – 6Н81Г-52.01
- Коробка реверса – 6Н81Г-53.01А
- Переключение подач – 6Н81Г-55.02
- Консоль – 6Н81Г-60.05
- Стол – 6Н81Г-70.01А
- Стол – 6H81-70.01
- Система смазки стола и консоли – 6Н81Г-83.02
- Система смазки стола и консоли – 6H81-83.02
- Система охлаждения – 6Р81Г-84.01
- Система охлаждения – 6Р11-84.01
- Система охлаждения – 6Р81Ш-84.01
- Злектрошкаф – 6Р81Ш-95.02А
- Принадлежности – 6Р81Г.ОП
- Принадлежности – 6Р11.ОП
- Принадлежности – 6Р81Ш,ОП
Расположение органов управления фрезерным станком модели 6Р81Г
Расположение органов управления фрезерным станком 6р81г
Перечень органов управленияя станком 6Р81Г и их назначение
- Автоматический выключатель электросети
- Выключатель электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка “Пуск шпинделя”
- Кнопка “Пуск подачи”
- Кнопка “Общий стоп”
- Кнопка “Толчок шпинделя”
- Рукоятка переключения скоростей шпинделя
- Рукоятка переключения перебора шпинделя
- Рукоятка переключения подач стола
- Рукоятка переключения перебора коробки подач
- Рукоятка включения механической вертикальной подачи
- Рукоятка включения механической поперечной подачи
- Рукоятка включения механической продольной подачи
- Маховик ручного продольного перемещения стола
- Рукоятка ручного вертикального перемещения стола
- Маховичок ручного поперечного перемещения стола
- Рукоятка включения ускоренной подачи во всех направлениях
- Рукоятка закрепления стола от вертикального перемещения
- Рукоятка закрепления стола от продольного перемещения
- Рукоятка закрепления стола от поперечного перемещения
- Упоры выключения продольного механического перемещения стола
- Упоры выключения поперечного перемещения стола
- Упоры выключения вертикального перемещения стола
- Рукоятка привода ручного насоса смазки
- Выключатель местного освещения
- Квадрат перемещения хобота
- Квадрат для закрепления хобота
- Винты и гайки закрепления верхних салазок от поворота (для станка 6P81)
- Гайка закрепления серьги
- Маховичок перемещения пиноли
- Рукоятка зажима пиноли
- Квадрат поворота головки
- Рукоятка переключения скоростей поворотного шпинделя ползуна
- Переключатель направления вращения поворотного шпинделя
- Переключатель выбора работы шпинделей (горизонтального, поворотного или обоих вместе)
- Маховичок включения и регулирования подачи охлаждающей жидкости
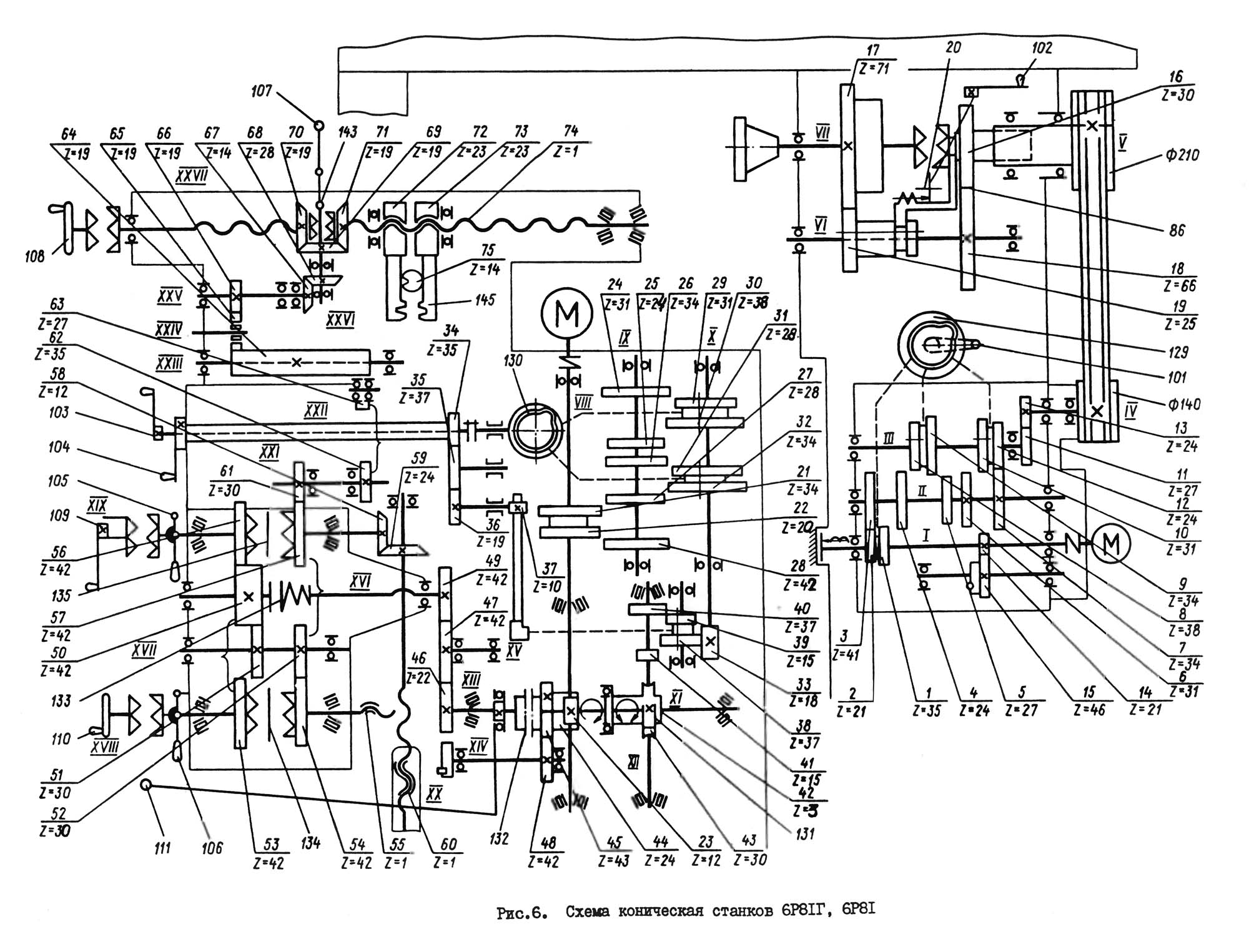
Кинематическая схема горизонтально-фрезерного станка 6Р81Г
Кинематическая схема горизонтально-фрезерного станка 6р81г
Схема кинематическая горизонтального фрезерного станка 6Р81Г. Скачать в увеличенном масштабе
Привод шпинделя станка 6Р81Г
Вращение шпинделю передается от коробки скоростей клиноременной передачей, которая размещается в задней полости станины под крышкой. От шкива, соосного со шпинделем, вращение последнему сообщается или прямым соединением их кулачковой муфтой или через две зубчатые передачи 16-18 и 19-17 (рис.9)
Опорами шпинделя служат подшипники качения: два радиально-упорных впереди и один шариковый в задней опоре.
Регулирование зазора в подшипниках передней опоры возможно только при полной разборке шпинделя – раздел “Регулирование станков”).
Коробка скоростей станка 6Р81Г
Коробка скоростей с электродвигателем на корпусе крепится к станине фланцем. Корпус ее при этом входит в полость станины, залитую смазочным маслом. На корпусе установлен плунжерный смазочный насос, приводимый в действие от эксцентрика Для доступа к насосу на правой стороне станины имеется окно с крышкой.
Переключение скоростей в коробке производится от кулачка 129 (см.рис.6) с криволинейными пазами на торцах. Вал кулачка муфтой соединяется с валом шкалы и рукояток переключения 101, расположенных снаружи станины. Соединительная муфта свободно снимается с вала кулачка, когда крышка переключения открепляется от станины.
При разборке коробки скоростей следует отметить положение кулачка и положение шкалы частоты вращения, чтобы восстановить правильную их взаимосвязь при сборке.
Коробка подач. Редуктор станка 6Р81Г
Корпуса коробки подач и редуктора соединяются винтами в единый узел, после чего устанавливаются в полость консоли слева. Справа консоли, через окно с крышкой, выступает вал редуктора с рукояткой, включающей муфту ускоренного хода.
Выходная шестерня редуктора 47 (рис. 10,11) сцепляется с шестерней 49 коробки реверса.
Переключение скользящих шестерен в коробке подач осуществляется так же как и в коробке скоростей кулачком 130 (см.рис.6).
Вал его сцеплен со шкалой и рукояткой переключения 103 (см.рис.6) узла 55 (см.рис.11) укрепленного спереди консоли.
Узел 55 свободно снимается после удаления крепежных винтов. Не следует забывать отметить взаимосвязь шкалы подач и положения кулачка в коробке при разборке, чтобы затем правильно собрать переключение.
Коробка реверса станка 6Р81Г
Механизм коробки реверса получает вращение от редуктора и через предохранительную муфту передает вращение к ходовым винтам продольного, поперечного и вертикального перемещений стола. Включение вращения того или иного ходового винта, в прямом и обратном направлении, производится кулачковыми муфтами с помощью рукояток 105, 106, 107 (см.рис.6 и II).
Для ручных перемещений стола служат рукоятка 109 и маховичок 110, которые установлены на валах свободно, а в момент использования сцепляются с валами с помощью кулачковых муфт.
В коробке реверса предусмотрена блокировка, предупреждающая включение механической подачи, если не расцеплены с валами рукоятка 109 и маховичок 110.
Блокировка обеспечивается шариками, вложенными в радиальные отверстия валов под ступицами рукоятки 109 и маховичка 110.
При снятии последних шарики могут выпасть, необходимо установить их при сборке на место.
При установке коробки реверса в консоль следует соединить следующие элементы:
- ввести конец вала XIX (см.рис.6) со шпонкой в отверстие коническим зубчатым колесом 58;
- сцепить зубчатые колеса 57 и 49 с колесами 61 и 47;
- ввернуть винт ХVIII в гайку 55 поперечного перемещения.
Консоль станка 6Р81Г
В консоли размещены узлы механизма подачи, описанные выше.
Винт поперечного перемещения стола имеет опоры в коробке реверса и выходит из консоли наружу через отверстие.
Непосредственно, в отверстиях корпуса консоли установлены конические зубчатые колеса и винт вертикального перемещения стола.
Движение к винту продольного перемещения стола сообщается от зубчатого колеса 57 (см. рис.6) коробки реверса через вал XXI (см.рис.6 и 12) и паразитное зубчатое колесо 63. Вал XXI смонтирован в гильзе, установленной в отверстии корпуса консоли.
Зубчатое колесо 63 помещено в окне специальной пробки, посаженной в отверстие сверху консоли так, что зубья выступают над поверхностью направляющих.
Стол станка 6Р81Г
В нижней части салазок стола установлено зубчатое колесо 64 (см.рис.6 и 13), сцепленное с зубчатым колесом консоли 63. Благодаря большой длине зубчатого колеса 64 в течение всего поперечного перемещения стола сохраняется зацепление и обеспечивается передача вращения к продольному винту стола.
Вращение винта продольного перемещения осуществляется коническими зубчатыми колесами 70 и 71 с кулачками на торцах. Между коническими колесами находится втулка со шпонкой внутри и кулачковой муфтой 143 снаружи. Включение кулачковой муфты в ту или иную сторону производится рукояткой 107, чем и обеспечивается движение стола вправо и влево.
Гайка винта продольного перемещения стола снабжена устройством автоматической выборки зазора. Гайка состоит из двух частей, опирающихся буртами (через шариковые подпятники) на торцы несущего их кронштейна.
На наружной цилиндрической поверхности обеих полугаек нарезаны зубья, сцепленные с рейками 145.
Рейки с свою очередь связаны между собой зубчатым колесом 75 и ограничиваются в своем перемещении в направлении от станины винтами, Эти винты с контргайками видны спереди салазок.
Во время попутного фрезерования усилие подачи на винте направлено в сторону противоположную движению стола. Оно вызывает трение в витках той гайки, которая при этом прижимается к кронштейну. За счет усилия трения гайка поворачивается вместе с винтом на некоторый угол. Такой же поворот благодаря связи их реечной системой делает вторая полугайка, но в обратном направлении.
Таким образом, обе полугайки навинчиваются на винт и, упираясь буртами в подпятники, как бы растягивают винт, зазор в витках в это время выбирается. При фрезеровании против подачи направление усилия на витке не вызывает описанного выше эффекта и зазор в витках сохраняется.
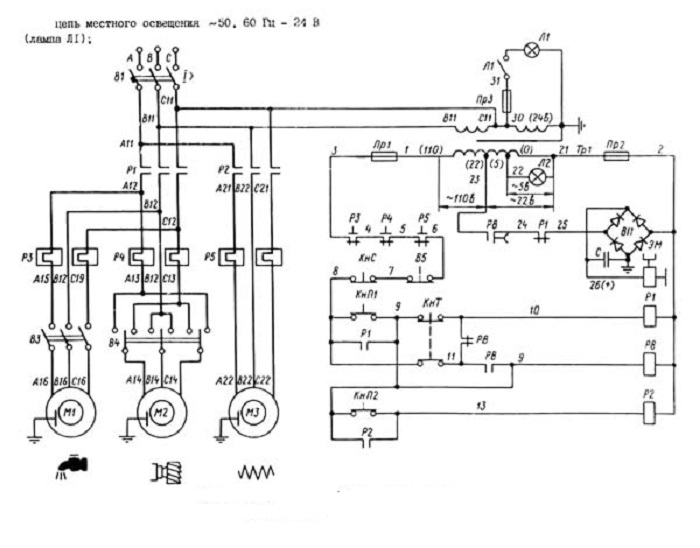
Схема электрическая фрезерного станка 6Р81Г
Электрическая схема горизонтально-фрезерного станка 6р81г
Схема электрическая фрезерного станка 6Р81г. Смотреть в увеличенном масштабе
Читайте также: Электрооборудование фрезерных станков 6Р11, 6Р81, 6Р81Г, 6Р81Ш
6Р81Г Станок консольно-фрезерный горизонтальный. Видеоролик.
Технические характеристики станка 6Р81Г
| Наименование параметра | 6Р81 | 6Р81Г | 6Р81Ш |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 1000 х 250 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола | – | – | – |
| Наименьшее и наибольшее расстояние от оси шпинделя до стола | 50..370 | 50..400 | 50..400 |
| Расстояние от оси шпинделя до хобота, мм | 142 | 142 | 142 |
| Расстояние от оси вертикального шпинделя до направляющих стойки, мм | – | – | 245..845 |
| Рабочий стол | |||
| Максимальная нагрузка на стол (по центру), кг | |||
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее перемещение стола продольное (ось X), мм | 630 | 630 | 630 |
| Наибольшее перемещение стола поперечное (ось Y), мм | 200 | 200 | 200 |
| Наибольшее перемещение стола вертикальное (ось Z), мм | 320 | 350 | 350 |
| Наибольший угол поворота стола, град | ±45 | нет | нет |
| Цена одного деления шкалы поворота стола, град | 1 | нет | нет |
| Перемещение стола на одно деление лимба (продольное, поперечное), мм | 0,05 | 0,05 | 0,05 |
| Перемещение стола на одно деление лимба (вертикальное), мм | 0,025 | 0,025 | 0,025 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 3 | 3 | 3 |
| Шпиндель | |||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 |
| Эскиз конца шпинделя | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 | 45 ГОСТ 836-72 |
| Конус шпинделя | 45 | 45 | 45 |
| Конус поворотного шпинделя | – | – | 40 |
| Механика станка | |||
| Быстрый ход стола продольный и поперечный, мм/мин | 3150 | 3150 | 3150 |
| Быстрый ход стола вертикальный, мм/мин | 1050 | 1050 | 1050 |
| Число ступеней рабочих подач стола | 16 | 16 | 16 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..800 | 25..800 | 25..800 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..266,7 | 8,3..266,7 | 8,3..266,7 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть | есть |
| Блокировка ручной и механической подачи (продольной) | нет | нет | нет |
| Блокировка ручной и механической подачи (поперечной, вертикальной) | есть | есть | есть |
| Торможение шпинделя (муфта) | есть | есть | есть |
| Предохранение от перегрузки (шариковая пара) | есть | есть | есть |
| Привод | |||
| Электродвигатель привода главного движения, кВт | 5,5 | 5,5 | 5,5 |
| Электродвигатель привода подач, кВт | 1,5 | 1,5 | 1,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М | Х14-22М | Х14-22М |
| Электронасос охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Производительность насоса СОЖ, л/мин | 22 | 22 | 22 |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1480 х 1990 х 1630 | 1480 х 1990 х 1630 | 1480 х 2045 х 1890 |
| Масса станка, кг | 2280 | 2210 | 2530 |
- Консольно-фрезерные станки 6Р81Г, 6Р81, 6Р11, 6Р81Ш. Руководство по эксплуатации РЭ, 1983
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки
Каталог справочник фрезерных станков
Паспорта и руководства по эксплуатации фрезерных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
6Р81г – станок горизонтальный консольно-фрезерный, (pdf) 1,6 Мб, Скачать
90000 X5032 High Precision Milling Machine Specification For Milling Machine 90001 90002 Product Description 90003 90002 90003 90002 90003 90002 90009 Vertical milling machine has following features: 90010 90003 90002 1.One more powerful metal cutting machine, 90003 90002 2. High rigidity, 90003 90002 3 . Wide range of spindle feed also can bear a heavy burden. 90003 90002 4.The spindle taper hole can install many kinds of cylindrical cutter, disc cutter, form cutter, end milling cutter and so on, 90003 90002 5.Optional accessories as dividing head, rotary table, machine vice, milling chuck, Digital readout, can make such machine more functional. 90003 90002 90003 90002 90003 90002 90009 Product main technical specifications: 90010 90003 90030 90031 90032 90033 90002 90009 Main specification 90010 90003 90038 90033 90002 90009 X5032 90010 90003 90038 90033 90002 X5040 90003 90038 90049 90032 90033 90002 Table size 90003 90038 90033 90002 320 x 1325 mm 90003 90038 90033 90002 400 x 1700 mm 90003 90038 90049 90032 90033 90002 Spindle taper 90003 90038 90033 90002 7:24 ISO 50 90003 90038 90033 90002 7:24 ISO 50 90003 90038 90049 90032 90033 90002 Spindle bore 90003 90038 90033 90002 29 mm 90003 90038 90033 90002 29 mm 90003 90038 90049 90032 90033 90002 Distance from spindle nose to table surface 90003 90038 90033 90002 60-410 mm 90003 90038 90033 90002 30-500 mm 90003 90038 90049 90032 90033 90002 Distance from spindle axis to bed vertical guideway surface 90003 90038 90033 90002 350 mm 90003 90038 90033 90002 450 mm 90003 90038 90049 90032 90 033 90002 T-slot (number / width / spacing) 90003 90038 90033 90002 3/18/70 90003 90038 90033 90002 3/18/90 90003 90038 90049 90032 90033 90002 Max.longitudinal travel manual / automatic 90003 90038 90033 90002 700/680 mm 90003 90038 90033 90002 900/880 mm 90003 90038 90049 90032 90033 90002 Max. cross travel manual / automatic 90003 90038 90033 90002 255/240 mm 90003 90038 90033 90002 315/300 mm 90003 90038 90049 90032 90033 90002 Max. vertical travel manual / automatic 90003 90038 90033 90002 350/330 mm 90003 90038 90033 90002 385/365 mm 90003 90038 90049 90032 90033 90002 Rapid speed longitudinal / cross / vertical 90003 90038 90033 90002 2300/1540/770 mm / min 90003 90038 90033 90002 2300/1540/770 mm / min 90003 90038 90049 90032 90033 90002 Max.turning angle of vertical milling head 90003 90038 90033 90002 ± 45 ° 90003 90038 90033 90002 ± 45 ° 90003 90038 90049 90032 90033 90002 Spindle travel 90003 90038 90033 90002 70 mm 90003 90038 90033 90002 85 mm 90003 90038 90049 90032 90033 90002 Number of spindle speed 90003 90038 90033 90002 18 (steps) 90003 90038 90033 90002 18 (steps) 90003 90038 90049 90032 90033 90002 Spindle speed range 90003 90038 90033 90002 30 ~ 1500 rpm 90003 90038 90241 90049 90243 90244 .90000 X5746 China Universal Ram Milling Machine With Ce Certification 90001 90002 90003 X5746 China universal ram milling machine with CE certification 90004 90005 90002 Product Description 90005 90002 X5746 is a universal ram milling machine with CE certification, it can mill any angle surface through front half-sphere by swivelling milling head. 90005 90002 90005 90002 90003 Main Features: 90004 90005 90002 1) Extra large work table and wide travel ranges on all axes.90005 90002 2) Rigid, torsion-proof construction with additional guide columns for constant precision when machining heavy workpieces. 90005 90002 3) 90003 Universal swivel head 90004 – cutter can be moved to any spatial angle. 90005 90002 4) Fine-stepped spindle gears for powerful machining. 90005 90002 5) Dynamic, infinitely variable feed and rapid feed driven by powerful, separate servo motors on every axes. 90005 90002 6) Preloaded ball screws with zero backlash for easy and precise feeds.90005 90002 7) Precise dovetail guides on X axis, wide square guides on Z axis. 90005 90002 8) Swivelling control panel with integrated position indicator simplifies operation. 90005 90002 9) 90003 Central lubrication 90004 for X / Y / Z axis. 90005 90002 10) Table feeding with 90003 3 separate servo motors 90004, 90003 variable speeds 90004. 90005 90002 11) Table 3-axis with 90003 ball screws 90004, high precision 90005 90002 90005 90002 90005 90002 Main specification 90005 90002 Main Specifications of X5746 China universal ram milling machine with CE certification: 90005 90056 90057 90058 90059 90003 Specifications 90004 90062 90059 90003 Unit 90004 90062 90059 90003 X5746 90004 90062 90059 90003 X5750 90004 90062 90075 90058 90059 Table size 90062 90059 mm 90062 90059 460 * 1235 90062 90059 500 * 1600 90062 90075 90058 90059 T-slots (NO./ Width / pitch) 90062 90059 mm 90062 90091 90002 5 * 18 * 80 90005 90062 90075 90058 90059 Table travel (X / Y / Z) 90062 90059 mm 90062 90059 900 * 650 * 450 90062 90059 1200 * 700 * 500 90062 90075 90058 90059 Swivel angle of milling head 90062 90059 – 90062 90091 360 ° 90062 90075 90058 90059 Spindle taper 90062 90059 – 90062 90059 ISO40 90062 90059 ISO50 90062 90075 90058 90059 Spindle speed range 90062 90059 rpm 90062 90091 (27) 30-2050 90062 90075 90058 90059 Table feed (X / Y / Z) 90062 90059 mm / min 90062 90059 10-1000 / 10-1000 / 6-640 90062 90059 10-1000 / 10-1000 / 5-500 90062 90075 90058 90059 Table rapid speed 90062 90059 90062 90091 2200/2200/1100 90062 90075 90058 90059 Distance between spindle nose and table surface 90062 90059 mm 90062 90059 32-482 90062 90059 25-525 90062 90075 90058 90059 Distance from spindle center line to column 90062 90059 mm 90062 90059 47-697 90062 90059 55-755 90062 90075 90058 90059 Main motor power 90062 90059 Kw 9006 2 90059 5.5 90062 90059 7.5 90062 90075 90058 90181 Feed motor 90062 90181 Kw 90062 90091 AC servo motor 90062 90075 90058 90091 X / Y: 15NM; Z: 18NM 90062 90075 90058 90059 Max load 90062 90059 Kg 90062 90059 800 90062 90059 1800 90062 90075 90058 90059 Overall size 90062 90059 mm 90062 90059 1835 * 2362 * 2090 90062 90059 2475 * 2260 * 2180 90062 90075 90058 90059 Net weight 90062 90059 kg 90062 90059 3200 90062 90059 4000 90062 90075 90222 90223 90002 90003 Standard accessories of X5746 China universal ram milling machine with CE certification: 90004 90005 90002 Drill chuck, 90005 90002 Mill chuck, 90005 90002 Reduction sleeve, 90005 90002 Wrench, 90005 90002 Inner-hexagonal spanner, 90005 90002 Camlock, 90005 90002 Wedge shifter, 90005 90002 Spindle arbor, 90005 90002 Horizontal milling bilt, 90005 90002 Operatin manual.90005 90002 90005 90002 90003 Optional accessories of X5746 China universal ram milling machine with CE certification: 90004 90005 90002 3-Axis SINO DRO 90005 90002 Universal dividing head 90005 90002 Rotary table TSL250 90005 90002 Machine vice 90005 90002 Security of the table 90005 90002 Security of the spindle (simple type) 90005 90002 Security of the spindle (advance type) 90005 90002 Detailed Images 90005 90002 Please check more detailed pictures of our X5746 China universal ram milling machine with CE certification as following: 90005 90002 90005 90002 Packaging & Shipping 90005 90002 X5746 China universal ram milling machine with CE certification 90005 90002 Packing size: 2570x2035x1990mm 90005 90002 Package: plyw / case, pallet 90005 90002 90005 90002 90005 90002 Our Services 90005 90002 We will supply the following documents 90005 90002 after the shipment: 90005 90002 1) Bill of Lading 90005 90002 2) Commercial invoice 90005 90002 3) Packing list 90005 90002 4) FTA Certificate 90005 90002 5) One paper catalogue of our company 90005 90002 We also would like to let you know our warranty about our X5746 China universal ram milling machine with CE certification as following: 90005 90002 90005 90002 What about the spare part if the machine break down? 90307 == about the machine break down, normally our policy will be as the under way 90307 1) Our quality guarantee time is 12 months since the machine on board 90307 2) During this period, if the machine break down owing our machine itself quality problem, we will prepare the spare parts and send to you by free within 5 days.all these will be by free. 90005 90002 3) If the break down is caused by the mis operation, we of course will supply you the spare parts, but we have to charge you the costs prices. 90005 90002 90005 90002 Company Information 90005 90002 You will know more informations about our company from the following photos: 90005 90002 90005 90002 FAQ 90005 90002 X5746 China universal ram milling machine with CE certification 90005 90002 Contact us! 90005 90002 Welcome to contact us! 90005 90002 Canthy Guo 90005 90002 Tengzhou Uni-tech Co.Ltd 90005 90002 Tel: 0632-5810219 Fax: 0632-5810216 90307 Whatsapp / Ph: 0086-18266249928 90005 90002 Skype ID: live: canthyguo 90005 90002 QQ: 3262627683 90005 .90000 China Conventional Milling Machine X6132 Japanese Milling Machine 90001 90002 Product Description 90003 90002 90003 90002 90007 Application 90008 90007: 90008 90003 90012 Universal lifting platform milling machine is a kind of general metal cutting machine tool. 90003 90012 Spindle taper hole of the machine can be directly or through the attachment installed all cylindrical milling cutter, disc cutter, molding cutter, end milling cutter tool, suitable for processing a variety of small parts of plane, inclined plane, grooves, holes, and other gear.Is a mechanical manufacturing, mold, equipment, instruments, automobiles, motorcycles and other industries of the ideal processing equipment. 90003 90007 Product main technical specifications: 90008 90018 90019 90020 90021 90022 90002 90007 Specifications 90008 90003 90027 90022 90002 Units 90003 90027 90022 90002 90007 X6132 90008 90003 90027 90038 90021 90022 90002 Table size 90003 90027 90022 90002 mm 90003 90027 90022 90002 1320×320 90003 90027 90038 90021 90022 90002 T-type slot numbers / width / space 90003 90027 90022 90002 mm 90003 90027 90022 90002 3-18-70 90003 90027 90038 90021 90022 90002 Max.load of table 90003 90027 90022 90002 kg 90003 90027 90022 90002 500 90003 90027 90038 90021 90022 90002 Longitudinal travel (manual / auto) 90003 90027 90022 90002 mm 90003 90027 90022 90002 700/680 90003 90027 90038 90021 90022 90002 Transverse travel (manual / auto ) 90003 90027 90022 90002 mm 90003 90027 90022 90002 255/240 90003 90027 90038 90021 90022 90002 Vertical travel (manual / auto) 90003 90027 90022 90002 mm 90003 90027 90022 90002 320/300 90003 90027 90038 90021 90022 90002 Cutting feed speed 90003 90027 90022 90002 mm / min 90003 90027 90022 90002 X.Y: 23.5-1180.Z: 8-394 90003 90027 90038 90021 90022 90002 Rapid feed speed 90003 90027 90022 90002 mm / min 90003 90027 90022 90002 X: 2300.Y: 2300.Z: 770 90003 90027 90038 90021 90022 90002 Distance from table center to column guide way 90003 90027 90022 90002 mm 90003 90027 90022 90002 215-470 90003 90027 90038 90021 90022 90002 Distance from spindle axis to table surface 90003 90027 90022 90002 mm 90003 90027 90022 90002 30-350 90003 90027 90038 90021 90022 90002 Max .swivel angle of table 90003 90027 90022 90002 90003 90027 90022 90002 ± 45 ° 90003 90027 90038 90021 90022 90002 Spindle speed step 90003 90027 90022 90002 steps 90003 90027 90022 90002 18 90003 90027 90038 90021 90022 90002 Spindle speed range 90003 90027 90022 90002 rpm 90003 90027 90022 90002 30-1500 90003 90027 90038 90021 90022 90002 Spindle motor power 90003 90027 90022 90002 KW 90003 90027 90022 90002 7.5 90003 90027 90038 90021 90022 90002 Overall dimensions 90003 90027 90022 90002 mm 90003 90027 90022 90002 2294x1770x1665 90003 90027 90038 90021 90022 90002 Machine weight 90003 90027 90022 90002 Kg 90003 90027 90022 90002 2650 90003 90027 90038 90263 90264 90018 90002 90007 The main performance characteristics: 90008 90003 90002 Using rectangular guide machine is Rigid good, 90003 90002 Work table and guide rail through the ultra audio spark quenching.90003 90002 Work bench X. Y.Z are gear drive automatic feed and manual operation 90003 90002 Milling head can be rotated 45 degrees, 90003 90002 90003 90002 90003 90002 FAQ 90003 90002 90007 1. What is the payment Terms? 90008 90018 A: T / T, 30% initial payment when order, 70% balance payment before shipment; Irrevocable LC at sight. 90018 When we receive the advance payment, we will start to make production.when the machine is ready, we will take pictures to you.after we got your balance payment.we will send the machine to you. 90003 90002 90003 90002 90007 2. What is your trade terms? 90008 90003 90002 A: FOB, CFR and CIF all acceptable. 90003 90002 90003 90002 90007 3.When is the delivery time? 90008 90018 A: If the machine you will order is standard machine, we can ready the machine within 15days. if some special machines will be some longer. The ship time is about 30 days to Europe, America. If you are from Australia, or Asia, it will be shorter. You can place order according to delivery time and ship time.we will give you the answer accordingly. 90003 90002 90003 90002 90007 4. What is your trade terms? 90008 90018 A: FOB, CFR, CIF or others terms are all acceptable. 90003 90002 90003 90002 90007 5. What is your minimum order quantity and warranty? 90008 90018 A: MOQ is one set, and warranty is one year.but we will offer lifetime service for machine. 90003 90002 90003 90002 90007 6. What is the package of the machines? 90008 90018 A: The machines standard will be packed in plywood case.90003 90002 90003.90000 X6336 Competitive Price Manual Universal Milling Machine 90001 90002 90003 X6336 Competitive Price Manual Universal Milling Machine 90004 90005 90002 90005 90002 milling machine 90005 90002 90003 Main Feature 90004 90005 90002 Rectangular Table Guideways with High Stability 90005 90002 Hardened and Ground Table Surface 90005 90002 Automatic Feeds on X, Y Axis, Motorized Lifting and Falling of Table on Z Axis 90005 90002 Headstock Swivels ± 45 ° 90005 90002 Taiwan High Speed Milling Head 90005 90002 Vertical Milling Spindle Auto-Feeding 90005 90002 Work Table Surface and Guideways Hardened by Supersonic Frequency Quenching (depth 2-4MM) 90005 90002 Easy Operation 90005 90002 Perfect Painting 90005 90002 CE, ISO certificated 90005 90002 Digital Readout (optional Accessories) 90005 90002 Actuator (optional Accessories) 90005 90002 Oil Receiver (optional Accessories) 90005 90002 Rotary Table (optional Accessories) 90005 90002 90003 90004 90005 90002 90003 Specification 90004 90005 90050 90051 90052 90053 Mode l 90054 90055 X6336 90054 90057 90052 90053 Spindle Taper 90054 90055 7:24 ISO40 (V) 7:24 ISO50 (H) 90054 90057 90052 90053 Distance From Spindle Nose To Table 90054 90055 0 ~ 450mm 90054 90057 90052 90053 Distance From Spindle Axis To Arm 90054 90055 230mm 90054 90057 90052 90053 Range Of Spindle Speed 90054 90055 80 ~ 5440 r.pm 16Steps 60 ~ 1800r.pm 12steps 90054 90057 90052 90053 Table Size 90054 90055 1320x360mm 90054 90057 90052 90089 Table Travel 90054 90055 Horizontal 90054 90055 1000mm 90054 90057 90052 90055 Cross 90054 90055 320mm 90054 90057 90052 90055 Vertical 90054 90055 450mm 90054 90057 90052 90053 Arm Travel 90054 90055 500mm 90054 90057 90052 90053 Range Of Longitudinal, Cross Travel 90054 90055 30 ~ 740 mm / min 8 Steps 1080mm / min (Rapid) 90054 90057 90052 90053 Z Speed Of Table 90054 90055 590mm / min 90054 90057 90052 90053 T-Slot Of Table (Number-Width-Length) 90054 90055 3-18-80 90054 90057 90052 90053 Main Motor 90054 90055 5.5Kw (V) 4KW (H) 90054 90057 90052 90053 Motor For Rapid Device Of Table (X, Y) 90054 90055 750W 90054 90057 90052 90053 Motor For Rapid Device Of Table (Z) 90054 90055 1100W 90054 90057 90052 90053 Overall Dimension 90054 90055 2200x1850x2270mm 90054 90057 90052 90053 NW 90054 90055 2500/2650 kg 90160 90054 90057 90163 90164 90002 90005 90002 90005 90002 90003 Packing List 90004 90005 90173 90051 90175 90055 90002 NO. 90005 90054 90055 90002 NAME 90005 90054 90055 90002 SPECIFICATION 90005 90054 90055 90002 Q’ty 90005 90054 90057 90193 90194 90002 1 90005 90054 90055 90002 Drill chuck 90005 90054 90055 90002 16mm 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 2 90005 90054 90055 90002 Mill chuck 90005 90054 90055 90002 (4.5.6.8.10.12.14.16) ISO40 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 3 90005 90054 90055 90002 Reduction sleeve 90005 90054 90055 90002 90005 90054 90194 90002 2 90005 90054 90057 90193 90194 90002 4 90005 90054 90055 90002 Machine vice 90005 90054 90055 90002 200mm 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 5 90005 90054 90055 90002 Wrench 90005 90054 90055 90002 S21-24. S27-30 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 6 90005 90054 90055 90002 Inner-hexagonl spanner 90005 90054 90055 90002 5 10 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 7 90005 90054 90055 90002 Camlock 90005 90054 90055 90002 90005 90054 90194 90002 2 90005 90054 90057 90193 90194 90002 8 90005 90054 90055 90002 Wedge shifter 90005 90054 90055 90002 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 9 90005 90054 90055 90002 Spindle arbor 90005 90054 90055 90002 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 10 90005 90054 90055 90002 Boring bilt 90005 90054 90055 90002 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 11 90005 90054 90055 90002 Horizontal dilling bil 90005 90054 90055 90002 27mm.32mm 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 12 90005 90054 90055 90002 Draw arbor 90005 90054 90055 90002 M16.M24 90005 90054 90194 90002 1 90005 90054 90057 90193 90194 90002 13 90005 90054 90055 90002 Taper 90005 90054 90055 90002 7: 24ISO50 / MS4 90005 90054 90194 90002 1 90005 90054 90057 90163 90164 90002 * You can also choose 90003 optional accessories 90004, please contact our sales for details. 90005 90002 milling machine 90005 90002 90003 Sample Picture Display 90004 90005 90002 90003 90441 90441 90004 90005 90002 90003 90447 90447 90004 90005 90002 milling machine 90005 90002 90003 Accessories 90004 90005 90002 90005 90002 90005 90002 90003 Optional Cutters 90004 90005 90002 90005 90002 90005 90002 90005 90002 90005 90002 90005 90002 90005 90002 90005 90002 90003 90004 90005 90002 90005 90002 90003 90004 90005 90002 90005 90002 90003 90004 90005 90002 90005 90002 90005 90002 90005 90002 90005 90002 90003 90004 90005 90002 90508 X6336 Competitive Price Manual Universal Milling Machine 90509 90005 .