как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
Содержание:
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.

Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: “Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов”.
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.

Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.

Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
Этапы будут таковыми:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: “Какие пропиленовые трубы используют для отопления и водоснабжения”.

В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: “Правила и технология сварки полипропиленовых труб – важные особенности”).

Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: “Как делается сварка полипропиленовых труб – технологичные способы”.

В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
trubaspec.com
Как сваривать полипропиленовые трубы: инструкция и рекомендации
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации и предупредить появление течи.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и для отопления дома.
Инструменты для сварки полипропиленовых труб
Для проведения сварки вам потребуются следующие инструменты:
- Специальный сварочный аппарат для работы с пластиковыми деталями (его еще называют «утюгом»). Он представляет собой обычный нагревательный элемент, дополнительно снабженный подставкой и ручкой (за счет этого варить можно практически в любом положении). Кроме того, данный аппарат оснащен также регулировочным колесиком, которое дает возможность выставлять нужную температуру нагрева. В самом нагревательном элементе проделаны отверстия, предназначенные для насадок нужного диаметра.
- Рулетка, при помощи которой будут производиться замеры.

- Парные тефлоновые насадки. Они закрепляются на нагревательном элементе и служат для одновременного прогрева свариваемых деталей. Диаметр насадок зависит от диаметра свариваемых изделий.
- Маркер для проставления необходимых отметок.

- Ножницы. Речь идет, конечно же, не о канцелярских ножницах, а о специфическом инструменте, который легко перерезает полипропилен. Как правило, нижняя часть такого инструмента является неподвижной, а верхняя обладает отлично заточенным лезвием, которое, опускаясь, и производит резку.
- Устройство для зачистки (необходимо только при сварке армированных изделий). Представляет собой головку, снабженную острыми ножами. Вращаясь, данная головка аккуратно снимает верхний слой покрытия. От глубины зачистки зависит и глубина сварки.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Подготовка труб к сварке
Отмериваем нужный отрезок, делаем на нем пометку маркером. Затем специальными ножницами обрезаем изделие под углом 90º к его оси. При этом инструмент должен быть очень острым, иначе водоотвод может быть деформирован.
В армированных изделиях перед сваркой край обязательно зачищается: полностью снимается верхний слой и фольга. Если не произвести зачистку, то алюминиевая фольга из-за воздействия жидкости будет подвержена коррозии. А это в свою очередь может привести к нарушению целостности шва. В результате соединение со временем потечет.
Если же изделия неармированные, то на них просто обозначают глубину сварки, которая определяется в зависимости от длины муфты фитинга. После этого место предполагаемого соединения обезжиривают (обрабатывают спиртом) для того, чтобы при сварке обеспечить максимально надежный контакт элементов. Также необходимо учитывать, что свариваемые части должны быть идеально чистыми, поскольку даже крупинка песка, попавшая в шов, может стать причиной прорыва водоотвода.
Подготовка сварочного аппарата
Конечно же, перед сваркой необходимо привести в рабочую готовность и сварочный аппарат. Устройство крепят на ровной поверхности, детали прибора протирают материей, смоченной в спирте, и проверяют на наличие дефектов. Затем – на выключенный аппарат – надевают нагревательные элементы. Если нужно оплавить фитинг, то применяю дорн, а если трубу, то используют гильзу. После этого прибор включают в сеть.
Если с устройством все в порядке, то на корпусе сварочного аппарата загораются сответствующие индикаторы: один подтверждает подключение к сети, а второй, когда температура нагрева будет достаточной для сварки, — гаснет. После того, как погаснет второй индикатор, имеет смысл подождать еще около пяти минут и тогда уже начинать сварку.
Сварка полипропиленовых труб
- В одну руку берется фитинг, а в другую – труба. Затем данные элементы одновременно вводятся в насадки. Фитинг вводят до упора, а трубу — немного не доводя до конца (иначе прогреется торец и образуется наплыв внутри) и держим так некоторое время (сверяемся по таблице – колонка времени нагрева). Когда аппарат нагреется, фитинг насаживают на дорн, а трубу вставляют в гильзу. Сделать это необходимо одновременно и с определенным усилием.
- Детали нагреваются и их можно соединять, сохраняя при этом их соосность и следуя произведенным ранее отметкам. Труба вводится в фитинг и очень аккуратно производится соединение, время выдержки которого не должно превышать значения, указанные в таблице.
- Сваренный узел фиксируется до полного затвердения материала. Никаких механических воздействий на созданный шов производится не должно. Если технология соблюдена, то соединение получится прочным и герметичным.
Узнать, как сваривать полипропиленовые трубы правильно вам поможет следующее видео:
Особенности проведения сварки
- Нельзя начинать работу со сварочным аппаратом, который не был прогрет до определенной температуры.
- Продольная ось фитинга и продольная ось трубы обязательно должны совпадать.
- Уже после стыковки деталей на внешней поверхности трубы (там, где она примыкает к фитингу) должен наличествовать небольшой равномерный наплыв из пластика.
- Соединенные детали нужно проверить на просвет: внутри никаких наплывов быть не должно! Иначе проходимость водоотвода будет хуже.
- Между свариваемыми элементами должны отсутствовать любые щели.
phoenix-master.com
в труднодоступных местах без аппарата
 Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос – как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.

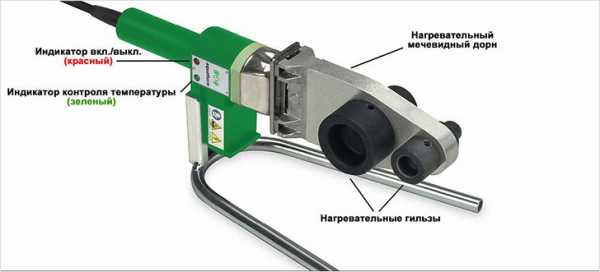
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Процесс
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи. Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
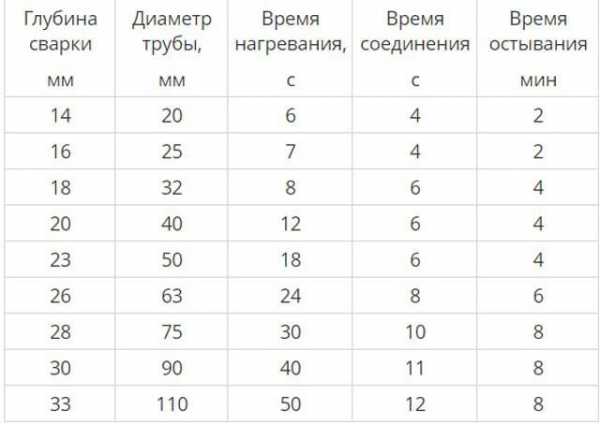
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.

Фото 2 Трубу нужно отрезать под углом 90 градусов к оси

Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)

Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.

Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы

Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
- Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь. Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
- Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
- Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.
Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
www.portaltepla.ru
110 фото предварительной подготовки и сварки
В современном производстве при изготовлении водопроводных труб чаще всего используется пластик. На замену металлу пришел практичный полипропилен.

Такие конструкции имеют ряд преимуществ:
- Длительное использование. Некоторые поставщики гарантируют эксплуатацию сроком до 50 лет.
- Устойчивость к коррозии.
- Небольшой вес.
- Легкость монтажа.

Каждый может справиться со сваркой полипропиленовых труб своими руками. Для этого необходимо приобрести соответствующее оборудование и ознакомиться с технологией установки.
Краткое содержимое статьи:
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
 Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.

Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.

Полипропиленовые трубы имеют свою маркировку:

PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.

PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.

PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.

PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Способы монтажа
Современные технологии позволяют прокладывать водопровод как открытого типа, когда конструкции прилегают к стене, так и закрытого, при этом изделия прячутся в специальных углублениях.

В любом случае понадобятся держатели, которые по форме напоминают клипсы. Они могут быть одинарными или двойными и устанавливаются на расстоянии в среднем по полметра друг от друга.

Предварительная подготовка
Нужно уделить особое внимание подготовке аппарата, чтобы в ходе работы верно выполнить все пункты инструкции сварки полипропиленовых труб:

Перед началом сварки на рабочую платформу устанавливаются необходимые насадки. Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
 Опытные рабочие рекомендуют +260°.
Опытные рабочие рекомендуют +260°.

Следующим этапом является подключение к сети и ожидание нагрева.

Особое внимание нужно уделить правильному срезу трубы. Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.

После проведения разреза поверхности следует тщательно обезжирить и высушить.

Технология сварки полипропиленовых труб
Полипропилен, в качестве материала для производства водопроводных труб, является достаточно жестким по своим характеристикам. При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
Существуют специальные фитинги, состоящие из двух частей. Одна соединяется с металлическими конструкциями, а вторая часть сделана из полипропилена.

Аппарат для сварки полипропиленовых труб часто называют паяльником. По своей форме он является небольшой платформой с электрической спиралью внутри и насадками снаружи. Спираль нагревает рабочую поверхность.

Сварка пластиковых конструкций состоит их нескольких этапов:

Нагрев поверхностей до +260°. При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.

Первая насадка называется дорн. Он имеет небольшой диаметр и служит для расплавления внутренней части детали. Вторая носит название гильза. Ее предназначение – нагревать наружную часть.

Через несколько секунд, когда соединяемые детали дойдут до нужного состояния, их следует плотно прижать друг к другу. При этом произойдет сварка конструкции.

Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.

Однако, стоит обратить внимание на некоторые моменты:

Нужно внимательно измерять участки трубы перед резкой, так как при неправильной длине детали могут не сойтись друг с другом.
Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.

При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.

Фото сварки полипропиленовых труб


















Также рекомендуем посетить:
zdesinstrument.ru
Как правильно сваривать полипропиленовые трубы?
Для создания комфортных условий жизни постоянно разрабатываются новые технологии, изобретаются новые материалы, воплощаются новые идеи. На протяжении последних нескольких десятилетий для монтажа водопроводной системы, канализации, а в последнее время – системы отопления, используют пластиковые трубы, в частности полипропиленовые. Они имеют массу преимуществ по сравнению с чугунными или металлическими и кардинально отличаются методом монтажа — сварка при помощи специального аппарата паяльника. К тому же сварку полипропиленовых труб может произвести самостоятельно, не прибегая к помощи наемных работников. Немного потренировавшись, можно с легкостью установить трубопровод в новом доме или заменить старую водопроводную систему.
На чем основан принцип монтажа полипропиленовых труб
Для установки полипропиленовых труб применяются физические свойства материала. При нагревании полипропилен плавится, после чего переходит в жидкое состояние. Две детали нагревают в местах соединения до размягчения, но, не допустив перехода в расплавленное состояние. Затем их стыкуют между собой и сжимают при небольшом усилии. В результате можно получить соединение, которое будет выглядеть как единое целое — стыков, трещин и других дефектов при правильной сварке пластиковых труб из полипропилена видно не должно быть. После остывания материал снова становится твердым и сохраняет все первоначальные свойства.
Безусловно, для качественного монтажа необходим навык и опыт работы. Но для того, чтоб технология сварки полипропиленовых труб была соблюдена в полном объеме, необходимо иметь сварочный аппарат, который обеспечит необходимый температурный режим.

Технология сварки полипропиленовых труб
Какое сварочное оборудование необходимо иметь и как сварить полипропиленовые трубы поговорим далее.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт.
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
electrod.biz
Как сварить полипропиленовые трубы: схема и полезные советы
Полипропиленовые трубы и фитинги
Пластиковые трубы в системе отопления стали использоваться сразу, как только они появились на рынке. О преимуществах данного вида изделий говорить много не нужно, поскольку сама жизнь сделала их наиболее популярными и лучшими на сегодня. Нас же будет интересовать один вопрос, который волнует многих потребителей — как правильно сварить полипропиленовые трубы, чтобы они прослужили долго. Ведь именно этот вид труб сегодня делает возможным их монтаж своими руками без потери качества работ.
Но не все так просто, как может показаться на первый взгляд. Поэтому будем разбираться в этом вопросе досконально.
Сварка полипропиленовых труб
Начнем с того, что для соединения полипропиленовых труб вам обязательно понадобятся пластиковые фитинги. Без них данный процесс не провести. Это переходные элементы в виде угольников, тройников или муфт.
Самое важное для новичков — понять, что сами трубы нагреваются снаружи, а фитинги только изнутри. По сути, при нагреве материала под действием высокой температуры происходит его диффузия, то есть размягчение. Нагретые таким образом предметы вставляются друг в друга, и уже буквально через 2–3 секунды получается плотное и прочное соединение с высоким показателем герметичности стыка. А это очень важно.
Некоторые задают вопрос — можно ли спаять две трубы без фитинга? В принципе, стык в стык запаять трубы можно, и такая технология существует. Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
Этапы сварки
В первую очередь разогревается сварочный аппарат. Но перед этим на него надевается специальная насадка, которая представляет собой нагревательную пару в виде муфты и дорна. В зависимости от того, какого диаметра трубы, надевается и соответствующая насадка. Опытные мастера аппарат прочно закрепляют на станине, чтобы он не двигался, потому что при сварке на него будут действовать определенные механические нагрузки.
Затем сварочный аппарат включается в розетку напряжением 220 вольт, а тумблером устанавливается необходимая для сварки температура. Обычно это 260С.
Каких важных критериев правильной сварки вы должны придерживаться?
- Точно выдерживать время нагрева материала. Чуть меньше или чуть больше, и за качество можно уже не отвечать.
- Соблюдение температурного режима.
Кстати, специальная насадка для сварочного аппарата — это прибор, одна сторона которого нагревает внутренний диаметр трубы, а вторая внешний. Для пайки двух труб без использования фитингов вам понадобится соответствующая насадка. Это для информации.
Теперь, когда сварочный аппарат готов, можно переходить к процессу сварки. Для этого одновременно нужно на дорны насадки надеть с одной стороны конец трубы, а с другой фитинг. Запомните, что это делается одновременно. Вставлять в насадку два предмета надо с небольшим усилием и давить до тех пор, пока они оба не упрутся в ограничительную планку с каждой из своих сторон. Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Внимание! Нельзя стыковать трубу и фитинг между собой, прокручивая их друг относительно друга. Нужно просто один вставить в другой, доведя соединение по длине до конца. Именно это дает гарантию, что стык будет стопроцентно герметичным.
Некоторые особенности
Этапы варки труб
Если проводятся ремонтные работы в системе отопления, где смонтированы полипропиленовые трубы, то велика вероятность, что на стыке труб может оказаться вода. Варить такой стык нельзя, потому что вода под действием высоких температур превращается в пар. А он обязательно в теле стыка образует воздушные поры, которые снижают качество и герметичность соединения.
Опытные мастера, чтобы избавиться от влажности внутри трубы, используют обычный хлебный мякиш. Они из него делают пробку, которая поглощает воду. Как только отопительная система начнет работать, мякиш попросту растворится в теплоносителе. Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Теперь несколько слов о времени для сварки. Период, который выделяется на нагрев трубы и фитинга зависит от толщины изделий и их диаметра. Понятно, что на толстые трубы времени уйдет больше, чем на тонкие. Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
И еще один момент. При нагреве полипропиленовых труб происходит их линейное расширение. Обычно один стык удлиняется на 5 миллиметров, и это необходимо учитывать при проведении монтажного процесса. Есть в линейке пластиковых изделий полипропиленовые трубы с металлическим армирующим слоем. Так вот они не имеют линейного расширения, поэтому среди производителей и специалистов носят название стабильных.
Полезные советы

Монтаж ПЕ труб
- Монтаж полипропиленового трубопровода обычно проводится участками и зависит от конфигурации проводки отопительной системы. Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
- Оптимальный вариант — насаживать полипропиленовые трубы на специальные пластиковые хомуты. Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
- Рекомендуем перед началом сваривания трубной системы, если вы в этом деле новичок, немного потренироваться. Для этого купите несколько лишних фитингов, отрежьте от трубы несколько кусков и попробуйте их сварить. Обязательно тщательно подготовьтесь. Приобретите все необходимые элементы в большем количестве, чем требуется.
- Точно по схеме разрежьте полипропиленовые трубы и разложите их по требуемому порядку. Концы труб и фитингов очистите от грязи и пыли. Если обнаружили масляные пятна или включения, обязательно обезжирьте их, используя любой растворитель. Если вы будете сваривать пластиковые трубы с металлическим армированием, то верхний полипропиленовый слой и металлический на концах труб надо обязательно снять. Если в качестве армокаркаса используется стекловолокно, то эту процедуру делать не надо.
- Ни в коем случае не пытайтесь остудить стык какими-нибудь быстрыми способами — холодным воздухом или водой. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
- И последнее — это соосность. Старайтесь сварить трубы так, чтобы они представляли собой прямолинейный отрезок. Нарушение данного показателя может привести к образованию складок, трещин и других дефектов, снижающих качество проведенной работы.
Заключение по теме
Как видите, ничего сложного нет. Но обязательно прислушайтесь к тем советам, которые прозвучали в статье. Сварочный стык — это не резьбовое соединение, которое можно легко разобрать и переделать. Если уж что-то пошло не так, то это потребует дополнительных расходов — и временных, и трудовых, и денежных. Так что не стоит торопиться, сваривая полипропиленовые трубы не спеша. Дешевле будет.
Похожие записиКомментарии и отзывы к материалу
У вас должен быть включен JavaScript для отображения комментариев.gidotopleniya.ru
Сварка полипропиленовых труб своими руками
При строительстве различных объектов возникает необходимость прокладки трубопроводов. В качестве материала труб достаточно часто выбирают полипропилен. Такие трубы обладают длительным сроком эксплуатации, относительно недорогие, достаточно быстро монтируются как открытым, так и скрытым способом. Однако для соединения труб требуются знания и опыт, поскольку необходимо применение специального сварочного инструмента.
Особенности сварки полипропиленовых труб
Сварка двух труб происходит при помощи муфтового соединения: прогрева свариваемых поверхностей без полного расплавления и потери формы, а затем происходит прижатие нагретых поверхностей. При этом в муфте прогревается внутренняя поверхность, а в трубе – внешняя. Этот процесс осуществляется с помощью сварочного аппарата, который конструктивно выполнен с одной стороны в виде дорна для одевания фитинга, а с другой стороны — гильзы для вставки трубы. Нагрев должен осуществляться до температуры примерно в 260 °С, причем кратковременно, чтобы соединяемые поверхности контакта проплавились слегка.
Обратите внимание! При превышении температурного максимума полипропилен теряет свои свойства. Максимально допустимое отклонение должно быть не более 10°С.
Как правильно подобрать сварочный аппарат?
 Выбор устройства для сварки
Выбор устройства для сваркиСварочные аппараты рассчитаны на использование труб и муфт определенных диаметров, при соблюдении этого условия сохраняется равномерность прогрева и температуры. При увеличении диаметра должна затрачиваться и большая мощность.
Обратите внимание! Ориентировочно мощность в Ваттах должна превышать свариваемый диаметр, измеряемый в мм, в 10 раз. Поэтому применение насадок ограничено максимальной мощностью аппарата.
Однако не стоит уповать на то, что технические характеристики дешевого паяльника могут соответствовать действительности. Особенно это касается китайских производителей. Все зависит от качества сборки, которая легко может быть проверена таким образом: если присутствует два отдельных нагревателя, включаемых раздельно, то это говорит о возможной ненадежности или несоответствии заявленной мощности, поскольку они могут либо при одновременном включении прогревать до требуемой температуры, либо каждый в отдельности иметь номинальную мощность. Это можно проверить только опытным путем во время сварки.
 Характеристика сварочного аппарата
Характеристика сварочного аппаратаКаждый инструмент имеет определенный вид терморегулятора, влияющего на качество сварного шва. Самым технологическим и продвинутым является электронный регулятор нагревания. В нем предусмотрен специальный датчик, который способен отслеживать минимальные колебания температуры вблизи нагреваемых поверхностей, учитывать инерционность нагрева и в соответствии с этим регулировать напряжение на нагревателе. При этом достигается максимальное соответствие температур и равномерный прогрев соединяемых элементов, что позволяет получать высокопрочное сварное соединение. Второй тип регулятора – капиллярного типа. Его принцип работы прост: при достижении определенной температуры нагрев отключается, а при охлаждении до определенной температуры снова включается. Разброс по температуре при этом составляет до 100°С.
 Выбираем паечный аппарат
Выбираем паечный аппаратТретий тип датчика – биметаллическое реле. Он располагается не так близко к нагреваемой поверхности из-за своих габаритов, поэтому имеет значительную инерционность, которая не позволяет осуществлять качественную сварку, так как возможен либо недостаточный прогрев, либо расплавление. Для начинающих сварщиков такой паяльник крайне не рекомендуется.
Обратите внимание! Если планируется однократное использование сварочного аппарата, то лучше отказаться от покупки дешевого и некачественного инструмента, а взять в аренду профессиональный инструмент, с которым не возникнет никаких проблем при использовании, а сварные швы получатся прочными и герметичными.
Сварочный аппарат может быть ручным или стационарным. Ручной инструмент позволит прямо по месту проводить сварку практически без ограничений, поскольку позволяет работать даже в самых труднодоступных местах. Однако точно отцентрировать соединения и обеспечить плотное прижатие сможет только опытный сварщик.
Стационарный, наоборот, имеет больший вес и габариты, зато позволит осуществить качественную центровку, обеспечить предварительную подготовку поверхностей перед соединением, а после нагрева закрепить надежно сваренные трубы до полного схватывания и остывания. По стоимости они достаточно дорогие и поэтому спросом пользуются только среди профессионалов.
Подготовка труб к сварке
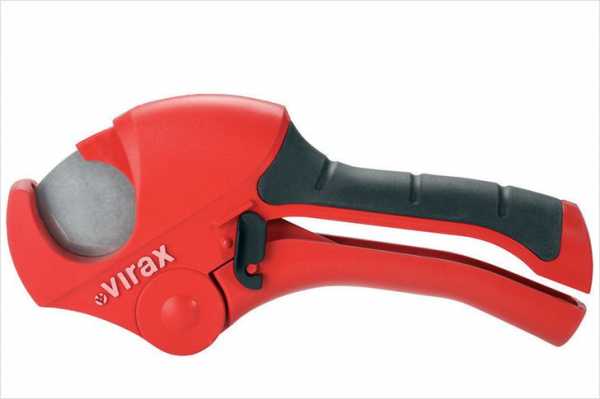 Труборез
ТруборезПеред тем как варить полипропиленовые трубы, их необходимо отрезать по размерам при помощи ножовки, ножниц со специальной конструкцией или труборезом. Резка должны быть выполнена под прямым углом, чтобы при соединении не возникало пустых пространств и не происходило падения давления в трубе. После необходимо очистить трубу от опилок и снять с внешней стороны фаску. Она снимается под углом в 30-45°. Выполнить эту процедуру можно при помощи фаскоснимателя. Трубы с малыми диаметрами снятия фаски не требуют.
Процесс сварки
Перед началом работ следует включить сварочный аппарат и прогреть его до рабочей температуры. После прогрева подготовленные трубы и фитинги одеваются на соответствующие нагреватели. Так как труба имеет диаметр больше номинального, а фитинг меньший, то без нагрева их соединить невозможно.
 Работа по сварке труб
Работа по сварке трубДля контроля глубины вхождения на поверхности делаются отметки или насечки.
Обратите внимание! Натягивание деталей на нагревательный элемент должно выполняться строго в соосном направлении, чтобы не допустить перекоса, что может повлечь повреждение стенки и ухудшение качества соединения.
Сварочные насадки имеют коническую поверхность для упрощения процедуры натягивания и разогрева. При продвижении полипропиленовых деталей наружная часть трубы упирается в основание насадки, проплавляется и принимает округлую форму. По окончании нагрева фитинг и труба быстро снимаются и одеваются друг на друга с небольшим усилием до плотной усадки. Прокручивать детали при этом запрещено, так как сварить качественно в этом случае не получится — это негативно повлияет на создаваемый шов. Затем детали в таком положении выдерживаются несколько минут до тех пор, пока соединение не остынет и не станет однородным.
Типичные ошибки
Самой распространенной ошибкой является неполное вхождение трубы в фитинг, что влечет за собой образование завихрения — слабого места в коммуникациях, и, соответственно, падение давления при движении жидкости.
Другой ошибкой становится применение излишнего усилия при соединении трубы и муфты, в результате чего из-за подплавленных концов внутри создается выступ, который препятствует перемещению рабочего вещества.
Сварка полипропиленовых труб своими руками требует внимательности и отточенности всех действий, поскольку необходимо достичь оптимального нагрева, а затем быстро соединить детали. Любая задержка ведет либо к порче материала, либо к некачественному соединению.
Видео
Чтобы вам было проще разобраться в данном вопросе, предлагаем вам посмотреть этот ролик:
Последняя редакция: 04.03.2015 Автор: Владислав Тихий
trubyinfo.ru