6Р12 станок консольно-фрезерный вертикальныйПаспорт, руководство, схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка 6р12, 6р12Б
Производитель серии универсальных фрезерных станков 6р12, 6р12Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Сегодня консольно-фрезерные станки – выпускает предприятие ООО “Станочный Парк”, основанное в 2007 году.
История выпуска станков Горьковским заводом, ГЗФС
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г
, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Классификация, обозначение и основные характеристики фрезерных станков
Классификация металлорежущих станков
6Р12 вертикальный консольно-фрезерный станок. Назначение, область применения
Консольно-фрезерный станок с вертикальным пинольным шпинделем имеет крестово перемещающийся в горизонтальной плоскости стол, который смонтирован на вертикально перемещающейся по направляющим стойки консоли.
Станок 6Р12 отличается от станка 6Р13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р12Б имеют, в отличие от станков 6Р12, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станок оснащен специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) – 315 х 1250 (400 х 1250) – производитель Гомельский станкостроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 – 320 х 1320 – производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 х 1350 (400 х 1600) – производитель Arsenal J.S.Co. – Kazanlak, Арсенал АД, Болгария
Посадочные и присоединительные базы фрезерного станка 6Р12Б

Посадочные и присоединительные базы фрезерного станка 6р12Б
6Р12 Общий вид вертикального консольно-фрезерного станка

Фото вертикального консольно-фрезерного станка 6р12
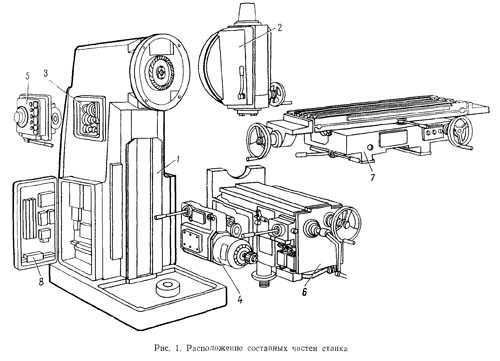
6Р12 Расположение составных частей консольно-фрезерного станка
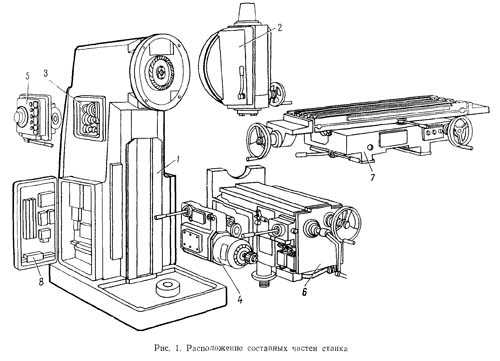
Расположение составных частей фрезерного станка 6р12
Перечень составных частей консольно-фрезерного станка 6Р12
- Станина – 6Р12-1
- Поворотная головка – 6Р12-31
- Коробка скоростей – 6М12П-3
- Коробка подач – 6Р82-4
- Коробка переключения – 6Р82-5
- Консоль – 6Р12-6
- Стол и салазки – 6Р82Г-7
- Электрооборудование – 6Р12-8
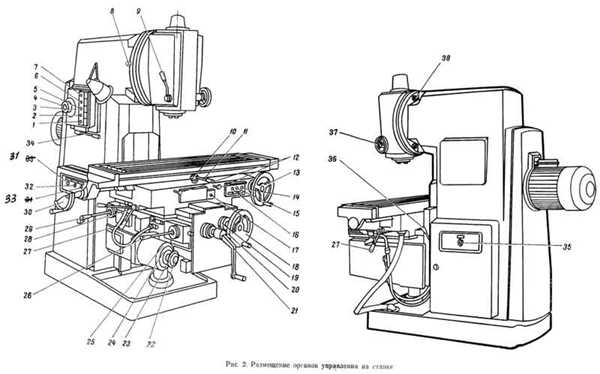
Расположение органов управления консольно-фрезерным станком 6Р12
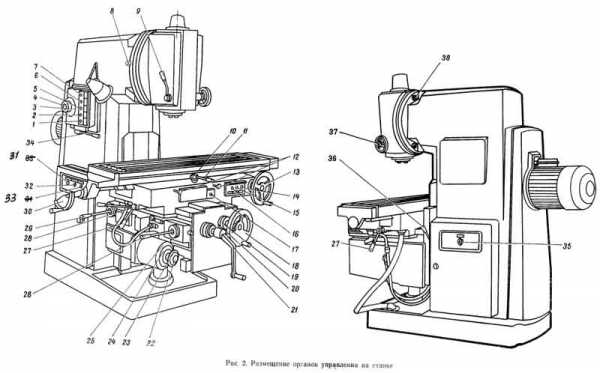
Расположение органов управления консольно-фрезерным станком 6Р12
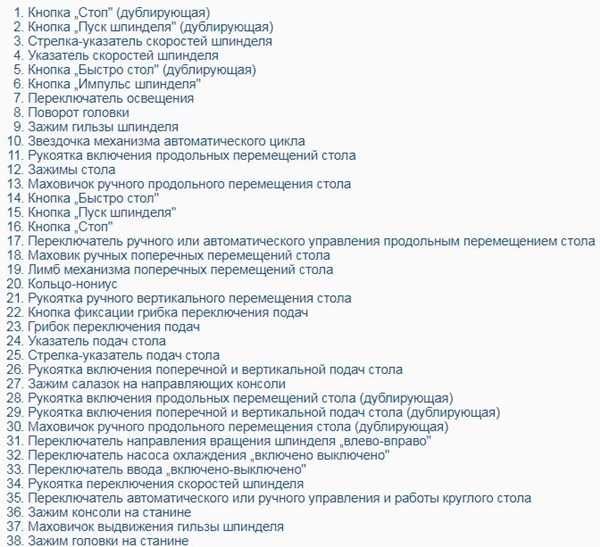
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп” (дублирующая)
- Кнопка „Пуск шпинделя” (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол” (дублирующая)
- Кнопка „Импульс шпинделя”
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол”
- Кнопка „Пуск шпинделя”
- Кнопка „Стоп”
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо”
- Переключатель насоса охлаждения „включено выключено”
- Переключатель ввода „включено-выключено”
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
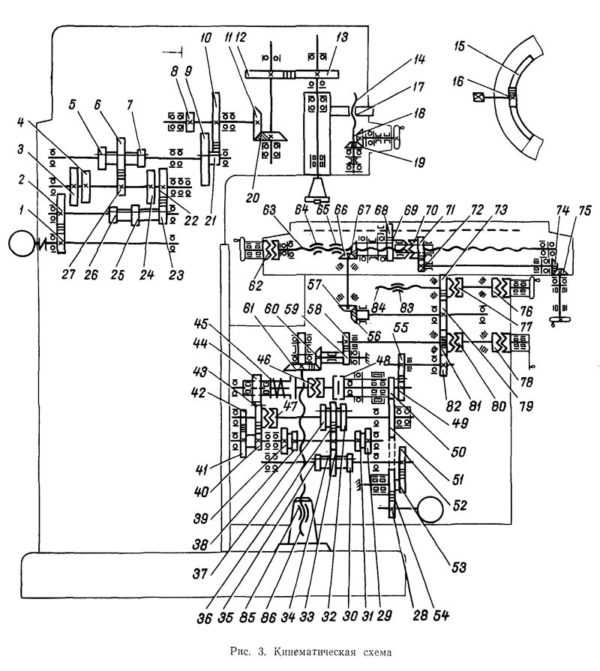
Схема кинематическая консольно-фрезерного станка 6Р12
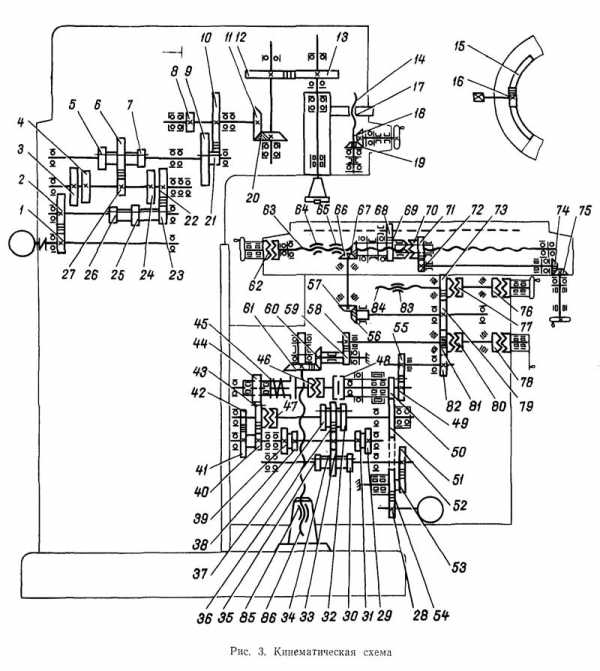
Кинематическая схема консольно-фрезерного станка 6р12
Схема кинематическая консольно-фрезерного станка 6Р12. Смотреть в увеличенном масштабе
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
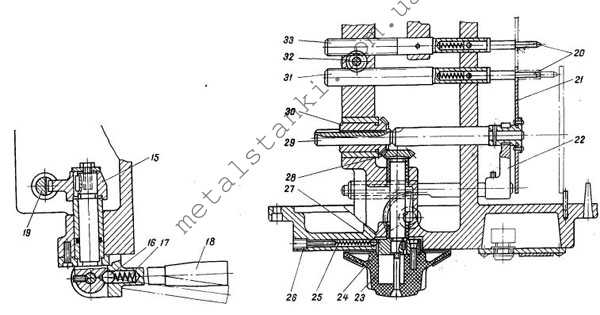
Поворотная головка консольно-фрезерного станка 6Р12

Чертеж поворотной головки консольно-фрезерного станка 6р12
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.
Коробка подач фрезерного станка 6Р12, 6Р12Б
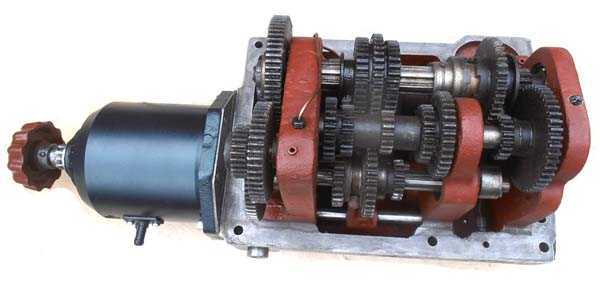
Фото коробки подач консольно-фрезерного станка 6р12
Коробка подач фрезерного станка 6Р12. Скачать в увеличенном масштабе
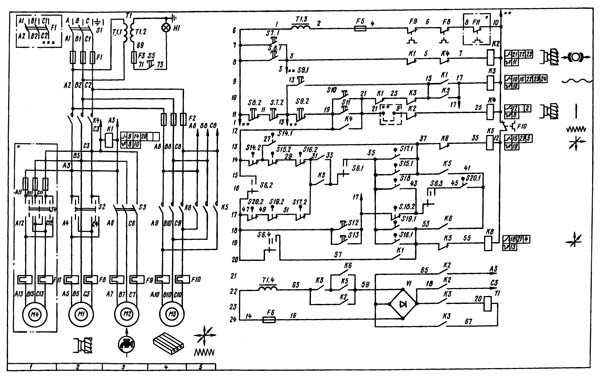
Схема электрическая принципиальная фрезерного станка 6Р12
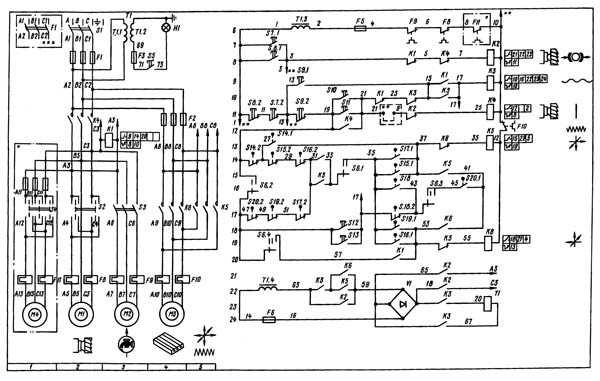
Схема электрическая принципиальная фрезерного станка 6р12
Схема электрическая принципиальная консольно-фрезерного станка 6Р12. Скачать в увеличенном масштабе
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Электрооборудование станка 6Р12
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Консольно-фрезерный станок 6Р12. Видеоролик.
Технические характеристики консольного фрезерного станка 6Р12
| Наименование параметра | 6Н12 | 6М12 | 6Р12 | 6Т12 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н | Н |
| Размеры поверхности стола, мм | 1250 х 320 | 1250 х 320 | 1250 х 320 | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 250 | 250 | 400 | |
| Расстояние от торца шпинделя до стола, мм | 30..400 | 30..400 | 30..450 | 30..450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 | 350 | 350 | 380 |
| Рабочий стол | ||||
| Наибольший продольный ход стола от руки (по оси X), мм | 700 | 700 | 800 | 800 |
| Наибольший поперечный ход стола от руки (по оси Y), мм | 240/ 260 | 240/ 260 | 250 | 320 |
| Наибольший вертикальный ход стола от руки (по оси Z), мм | 370 | 370 | 420 | 420 |
| Пределы продольных подач стола (X), мм/мин | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы поперечных подач стола (Y), мм/мин | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Количество подач продольных/ поперечных/ вертикальных | 18 | 18 | 22 | 22 |
| Скорость быстрых продольных перемещений стола (по оси X), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых поперечных перемещений стола (по оси Y), м/мин | 4 | 3 | 4 | 4 |
| Скорость быстрых вертикальных перемещений стола (по оси Z), м/мин | 1 | 1 | 1,330 | 1,330 |
| Шпиндель | ||||
| Частота вращения шпинделя, об/мин | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Количество скоростей шпинделя | 18 | 18 | 18 | 18 |
| Перемещение пиноли шпинделя, мм | 70 | 70 | 70 | 70 |
| Конус фрезерного шпинделя | №3 | №3 | №3 | №3 |
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | |||
| Отверстие фрезерного шпинделя, мм | 29 | 29 | 29 | |
| Поворот шпиндельной головки вправо и влево, град | ±45 | ±45 | ±45 | ±45 |
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Автоматическая прерывистая подача | Есть | Есть | Есть | Есть |
| Электрооборудование, привод | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель привода главного движения, кВт | 7 | 7,5 | 7,5 | 7,5 |
| Электродвигатель привода подач, кВт | 1,7 | 2,2 | 2,2 | 3,0 |
| Электродвигатель зажима инструмента, кВт | – | – | – | 0,25 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 9,825 | 9,825 | 1,87 | |
| Габарит и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1745 х 2260 х 2000 | 2395 х 1745 х 2000 | 2305 х 1950 х 2020 | 2280 х 1965 х 2265 |
| Масса станка, кг | 3000 | 3000 | 3120 | 3250 |
Связанные ссылки
Каталог справочник консольно-фрезерных станков
Паспорта к консольно-фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
6Р12, 6Р12Б Паспорт консольно-фрезерного станка, (djvu) 1,2 Мб, Скачать
stanki-katalog.ru
Фрезерный станок 6Р12: технические характеристики, схемы, советы
Фрезерный станок модели 6Р12 представляет собой устройство, широко распространенное в машиностроительной области производства. Использовался он часто во времена Советского Союза — практически каждый завод оснащался прибором. Используется в основном для обработки деталей малых и средних размеров. Сфера применения огромная, так как заслужено пользуется уважением не только многофункциональность, но и надежность работы устройства.
Сведения о производителе вертикально-фрезерного станка 6Р12
Производился станок на Горьковском заводе. Это государственное учреждение известно во всем мире, так как именно с его конвейера сходили лучшие виды оборудования для промышленных целей. Основан завод был в 31 году прошлого столетия, и уже через год он стал выпускать модели техники, предназначенные для работы с металлорежущими конструкциями.
Конкретно серия Р начала выходить в 1972 года. В этом же году появились модификации 6Р12, а вслед за ними и усовершенствованные 6Р12Б. Несколько лет спустя оборудование стало выпускаться с более унифицированной сферой использования — такие станки входили в серию М.
Сейчас Горьковский завод уже не занимается производством оборудования, но вместе с тем, разработанные его сотрудниками устройства можно приобрети в Российской Федерации С 2007 года большую часть приборов поставляет на иностранный и отечественный рынок так называемый Станочный Парк. Занимается выпуском классических и модификационных вариантов консольно-фрезерного типа.
Область применения
Станок 6Р12 относится к фрезерному типу, он используется для элементов небольшого размера. Отлично подходят из чугуна или стали, различных цветных металлов. При этом возможно использование труднообрабатываемых металлов — в этот основное преимущество станка.
Допустима обработка не только различных вертикальных и горизонтальных плоскостей, но и наклонных с любым градусом.
Также при помощи устройства можно работать с округленными или кривыми поверхностями, пазами, углами и рамками. Ограничений нет, но необходимо тщательно следовать инструкции. Например, для работы с кривыми поверхностями используется копиры, для угловых под 45 градусами ручное осевое смещение шпинделя и многое другое.

Основные технические характеристики
Характеристики указаны в листе технической эксплуатации. В частности, это:
- Н класс точности по ГОСТ 8-71 и 8-82;
- габариты стола — 1250 на 320 миллиметров;
- от стола до торца — до 450 миллиметров;
- по вертикали станины — 350 миллиметров;
- максимальный вес обрабатываемого элемента — до 250 грамм.
Размеры рабочего стола по оси Х не превышают 800, по У 250, а по Z 420 миллиметров. Скорость направляющих соответственно составляет 4, 4 и 1,33 метра в секунду.
Скорость работы определяет сферу использования и эффективность работы станка. Поэтому особое внимание при планировании конструкции было уделено характеристикам шпинделя. В частности, параметры следующие:
- частота вращения — от 40 до 2 тысяч оборотом в минуту;
- число скоростей — 18;
- отверстие — 29 миллиметров;
- пиноль — 70 миллиметров сдвиг;
- максимальный угол поворота — 45 градусов.

Прибор оснащен различными механическими девайсами. Установлены для облечения работы сотрудника:
- блокировки подач;
- упоры подач;
- предохранительные муфты;
- блокировки включения передач независимо друг от друга;
- возможность резкой подачи.
Установлено три электродвигателя в станке, при этом кВт в первом 7,5, а в приводе передач — 2,2. Общий показатель мощностей составляет 9,8 кВт.
В сравнении с другими моделями оборудования 6Р12 довольно габаритный и массивный инструмент. Его масса составляет 3120 килограмм, но производитель допускает, что она может быть несколько увеличена. Длина составляет 23,05, ширина — 19,50 а высота 20,20 сантиметров.

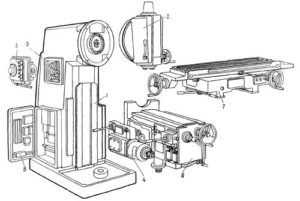
Общий вид вертикального консольно-фрезерного станка
Станок вертикального типа, то есть так расположен пинольный шпиндель. Он находится внутри перемещающейся таким образом стойки. В наличии необходимые устройства и инструментарий, позволяющие обрабатывать практически любые поверхности. Обратить внимание следует изначально на то, что при работе с кривыми поверхностями будет использоваться контур по копирам, который возможно выполнять наконечником датчика.
Через соплю подается СОЖ, используется специальный трубопровод. Есть механизм осевого перемещения самостоятельно — можно выпускать детали под 45 градусами. Используется в конструкции и синтетические варианты из очень твердых материалов, так как приводы мощные, станок имеет высокие показатели мощности. Оборудование можно встретить чаще на больших производственных мощностях, но не возбраняется их применение и при единичном производстве.
Расположение составных частей
Паспорт изделия содержит информацию о расположении составных узлов. Представлены они станиной, коробками передач и скоростей. Установлена головка поворота и переключения. Также есть управление, детально которое описано ниже в статье. Для удобства специалиста есть салазки и стол.
Расположение и перечень органов управления
Расположение управляющих систем описано в схеме, которая также идет совместно с инструкцией. Безусловно, эту информацию следует изучить специалисту, так как без этого опасно не только заниматься плановым осмотром и в случае необходимости ремонтом, но и выполнять привычные обязанности, связанные со станком. Представленные кнопки:
- Стоп;
- Пуск;
- Быстрый стоп;
- Импульсная;
- Фиксация грибка;
- Изменение положения головки.
Есть дублирующие кнопки, необходимые для работы в аварийном режиме. Указатели представлены Скоростью, Поворотом, Зажимом стола и шпинделя. Есть различные рукоятки, в частности:
- включающийся перемещения продольные;
- включающиеся перемещения поперечные;
- вертикальная;
- зажим салазок;
- переключение скоростей;
- дублирующие основные рукоятки.
Маховики есть ручных поперечных и продольных перемещений и дубликаты их. Переключатели ручного и автоматического управления, дополнительно установлены зажимы консоли и головки на базовой части аппарата.
Кинематическая схема
Изначально движение подается от электрического двигателя через муфту. От последней начинает двигаться шпиндель при помощи трех блоков с зубцами. Указано в паспорте изделия, что всего допустимо 18 скоростей, которые передаются от коробки шпинделю. В консоли двигатель, который и определяет передачу вращения. Через муфту перемещается далее в консоль.
Влияют на скорость передачи фрикционы хода около двигателя. На станке 6Р12 невозможно включить сразу несколько скоростей, тем самым обеспечивается надежность устройства и специалистов, которые с ним работают. Закрепляющим кинематическую систему элементом служит стандартно станина.
Коробка подач фрезерного станка 6Р12
Коробка подач представляет собой базовый механизм, отвечающий на выбор скорости и передачу ее необходимому механизму. Тип коробки подач 6Р82. Привод подач начинается от электрического двигателя. Он непосредственно на консоли. Подач всего 18 в данном аппарате и получаются они через предохранительную муфты. Влияет на ход выбор винта вертикального, продольного или поперечного типа.
Схема электрическая принципиальная
Схема прибора сложна. Состоит из нескольких блоков управления. Первый на шпинделе, что легко увидеть на принципиальной схеме устройства, идущем в комплекте. Вторая выводится перед столом.
Электрооборудование
Прибор используется от питающей сети 380 В с частотой переменного тока 50 Герц. Управляющие системы постоянным током 65 В, с переменным 110 В. Значения показательные равны 20 Амперам, при этом 63 Ампер в пункте питания. Местное освещение потребуется 24 В.
Российские и зарубежные аналоги станка
Полного аналога станка не присутствует, но есть схожие по выполняемым задачам. К числу таких относят JTM-949TS, FV 251M, FV 301, FV 321M, FV 361. Точный — Х5032. Схожи модели из единой серии Р.
Рекомендации по эксплуатации
Эксплуатация происходит по регулирующим нормативам. Обратить внимание следует на частые поломки:
- нагрев и сильный шум — проблемы с электрической схемой;
- звук в подшипниках — эксплуатация при отсутствии смазки;
- медлительность коробки скоростей — изнашивание шестерен.
Популярность станка в том, что опытный мастер решит проблемы самостоятельно. Ремонтируют с заменой изношенных деталей.
vseochpu.ru
Вертикально фрезерный станок 6Р12: технические характеристики и паспорт
Для вертикально-фрезерных станков 6р12 характерна универсальность. Станки-автоматы применяются не только для чугунных, стальных изделий, но и деталей из легких сплавов. Механизмами данного типа можно обрабатывать цветные металлы. Для обработки используются следующие виды фрез: цилиндрические, торцовые, радиусные, концевые. Общее назначение — проведение различных фрезеровочных операций. Характеристики агрегата содержатся в паспорте.
Характеристики аппарата
Устройство 6р12 имеет следующие технические характеристики:

- перемещение пиноли 7 см;
- вертикальные подачи от 4,1 до 529 мм/мин;
- ход поперечного стола 250 мм, вертикального — 420, продольного — 800;
- шпиндель работает на частоте 40-2001 оборотов в минуту;
- число скоростей шпинделя составляет 18;
- 22 подачи;
- рабочий стол имеет размеры 125*31 см;
- допустимая масса обрабатываемой детали составляет 250 кг;
- скорость от 4,1 до 329 метров в минуту;
- скорости поперечных и продольных подач в диапазоне от 12,5 до 1601 мм/мин
Паспорт фрезерного станка содержит информацию о его весе. Вес составляет порядка 3120 кг.
Конструкция агрегата и ее особенности
Агрегат состоит из следующих элементов:
- электродвигатель, размещенный внутри вертикального короба;
- блок управления, расположенный внутри вертикального короба, как и электродвигатель;
- станина из чугуна, на которой крепятся все остальные механизмы;
- фрезерная головка, оснащенная поворотным механизмом;
- охлаждающий блок с электрическим насосом.
Сам рабочий стол агрегата может изменять свое расположение как по вертикальной, так и горизонтальной осям. Для аппарата характерны габариты, превышающие стандартные размеры станков.

Стол фрезерного станка 6Р12 может подстраивать нужную вам ось
Особенности устройства имеют следующее описание:
- шпиндельная головка имеет смещение оси, что позволяет мастеру фрезеровать изделия под углом 450;
- присутствие в качестве дополнительного элемента копировального механизма, предназначенного для фрезерования деталей по заранее созданному образцу;
- мощность устройства позволяет обрабатывать заготовки фрезами, в составе которых быстрорежущая сталь.
Электросхема 6р12
Электрический мотор, входящий в состав вертикально-фрезерного станка 6р12, имеет мощность 7,4 кВт. Мощность двигателя подачи составляет 2,2 кВт. Аппарат управляется в трех режимах:
- кнопочным управлением;
- в автоматическом с продольным перемещением стола;
- в режиме круглого стола.
Перечень составных частей консольно-фрезерного станка 6р12
При кнопочном управлении работа шпинделя начинается с нажатия пусковой кнопки.
При нажатии остановочной кнопки останавливается не только сам двигатель, но и двигатель подач.
Автоматическая работа двигателя устройства происходит по принципу быстрого подвода, подачи и быстрого отвода.
Режим круглого стола не дает возможности мастеру включать какие-либо устройства по причине их блокировки. При данном режиме функционируют только быстрый ход и двигатель подач.
Особенности использования и ремонта
Перед началом работы необходимо, чтобы фрезерный станок 6р12 был проверен на возможные дефекты его основных элементов. Дополнительно необходимо следующее:
- удаление защитного слоя с агрегата после распаковки при помощи специального раствора;
- смазка элементов аппарата в соответствии с требованиями паспорта;
- установка защитного ограждения после фиксации фрезы;
- обязательная проверка работы устройства на холостом ходу.
Часто встречающимися формами неполадок в работе аппарата являются:
- наличие стуков в подшипнике, при обнаружении которых необходима его замена;
- гудение электрического двигателя по причине его перегрева, при обнаружении которого требуется ремонт обмотки.
Если ремонт обмотки электромотора не устраняет перегрев и гудение при дальнейшей эксплуатации, то рекомендуется заменить его новым.
Мотор может не вращаться и издавать сильный гул. Причина кроется в том, что в его фазе пропало напряжение. Проблема может быть решена путем замены плавких вставок.
Видео по теме: Ремонт фрезерного станка 6р12
promzn.ru
Консольный вертикально-фрезерный станок 6р12
Площадь рабочей поверхности стола – 320х1250 мм;
Мощность двигателя д= 7,5 кВт; КПД станка= 0,8;
Частота вращения шпинделя, мин – 1:
31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600;
Подачи стола продольные и поперечные, мм/мин: 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250;
Подачи стола вертикальные, мм/мин: 8; 10,5; 13,3; 21; 26,6; 33,3; 41,6; 53,3; 66,6; 83,3; 105; 133,3; 166,6; 210; 266,6; 333,3; 400.
Консольный вертикально-фрезерный станок 6р12б
Площадь рабочей поверхности стола – 320х1250 мм;
Мощность двигателя д= 10,0 кВт; КПД станка= 0,85;
Частота вращения шпинделя, мин – 1:
50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500;
Подачи стола продольные и поперечные, мм/мин: 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Консольный вертикально-фрезерный станок 6д12
Ширина и длина рабочей поверхности стола – 200х800 мм;
Наибольшее перемещение стола, мм:
продольное – 900;
поперечное – 320;
вертикальное – 400;
Расстояние от торца шпинделя до рабочей поверхности стола – 50 … 450 мм;
Частота вращения шпинделя, мин – 1: 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500;
Подачи стола продольные и поперечные, мм/мин: 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250.
Консольный вертикально-фрезерный станок с чпу 6р13ф3 (пульт н33 – 2м)
Размеры рабочей поверхности стола, мм 40х1600
Наибольшее перемещение стола, мм:
продольное 1000
поперечное 400
Дискретность отсчета по осям координат, мм 0,01
Вертикальный ход шпиндельной бабки, мм 380
Пределы частот вращения шпинделя (18 ступеней), мин – 140 … 2000
Пределы рабочих подач по координатам, мм/мин 5 … 1200
Скорость ускоренных перемещений по координатам, мм/мин 2400
Мощность главного привода, кВт 7,5
Габаритные размеры станка, мм 3015х4150х2580
Масса станка (с приставными устройствами), кг 5700
Бесконсольный вертикально-фрезерный станок с чпу 6520ф3 (пульт н33 – 2м)
Размеры рабочей поверхности стола, мм 250х630
Наибольшее перемещение стола, мм:
продольное 500
поперечное 250
Дискретность отсчета по осям координат, мм 0,01
Пределы частот вращения шпинделя (18 ступеней), мин – 131,5 … 1600
Пределы рабочих подач по координатам, мм/мин 7 … 700
Скорость ускоренных перемещений по координатам, мм/мин 2400
Мощность главного привода, кВт 4,0
Габаритные размеры станка, мм 1480х1890х2070
Масса станка (с приставными устройствами), кг 3000
studfiles.net
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-71 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1250 х 320 |
Число Т-образных пазов |
| 3 |
Перемещение стола X,Y,Z | мм | 800 х 250 х 420 |
Расстояния от торца шпинделя до стола при ручном перемещении | мм | 30..450 |
Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 350 |
Наибольшая масса обрабатываемой детали | кг | 250 |
Перемещение стола X,Y,Z | мм | 800 х 250 х 420 |
Пределы частот вращения шпинделя | об/мин | 40 … 2000 |
Шпиндель | ||
Наибольшее осевое перемещение пиноли шпинделя | мм | 70 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Цена одного деления шкалы поворота головки | град | 1 |
Электрооборудование | ||
Привод станка |
|
|
Число оборотов | об/мин | 1460 |
Мощность | кВт | 7,5 |
Тип |
| 4А132S4У3 |
Электродвигатель привода подач |
|
|
Число оборотов | об/мин | 1430 |
Мощность | кВт | 2,2 |
Тип |
| 4А90L4У3 |
Электронасос подачи охлаждающей жидкости |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ПА-22У2 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2305 |
ширина | мм | 1950 |
высота | мм | 2020 |
Масса станка | кг | 3120 |
www.stanoktehpasport.ru
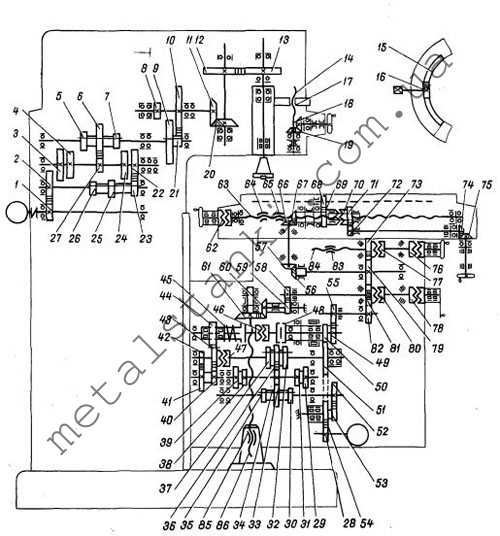
Вертикально-фрезерный станок 6Р12,6Р13:устройство,схемы,характеристики
Кинематическая схема вертикально-фрезерного станка 6Р12,6Р13
Коробка скоростей вертикально-фрезерного станка моделей 6р12,6р13
Коробка скоростей установлена в корпусе станины и соединятся с электродвигателем при помощи упругой электромуфты, допускающей несоосность 0,5-0,7мм.
При помощи плунжерного насоса осуществляется смазка коробки скоростей. Производительность насоса 2 л/мин.
Коробка переключения скоростей обеспечивает требуемую скорость вращения без последовательного прохождения промежуточных ступеней.
Рукояткой 18 передвигает рейку 19 ,перемещаясь в осевом направлении главный валик 29 с диском переключателя 21.
Рейки попарно входят в зацепление с шестерней 32.На каждой паре реек крепится вилка переключателя. Перемещаясь ,диск нажимает на штифт одной из пары. тем самым обеспечивает возвратно-поступательное движение реек.
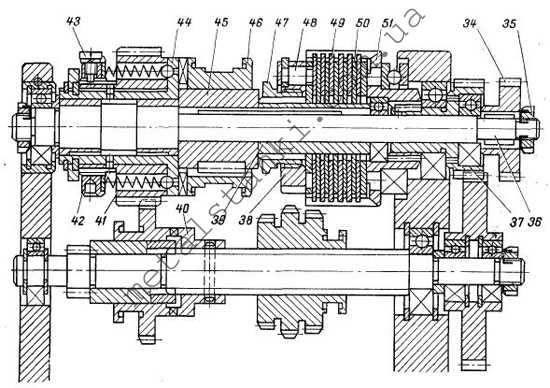
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
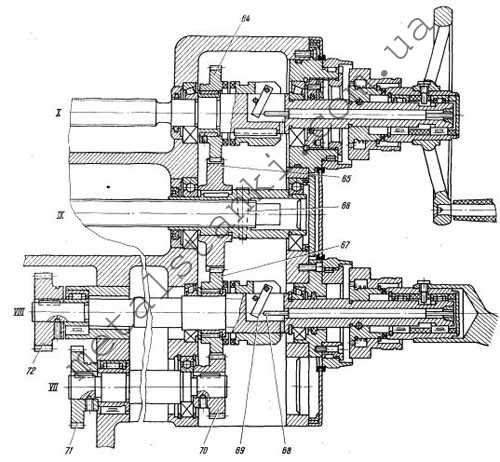
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
| Основные параметры | 6Р12 | 6Р13 |
|---|---|---|
| Размеры рабочей поверхности стола,мм | 1250х320 | 1600х400 |
| Наибольшее перемещение стола,мм: | ||
| продольное механическое | 800 | 1000 |
| продольное ручное | 800 | 1000 |
| поперечное механическое | 240 | 320 |
| поперечное ручное | 250 | 300 |
| вертикальное механическое | 410 | 410 |
| вертикальное ручное | 420 | 420 |
Наименьшее и наибольшее расстояние от торца шпинделя до стола,мм | 30-450 | 30-500 |
Расстояние от оси шпинделя до вертикальных направляющих станины,мм | 350 | 420 |
| Перемещение стола за одно деление лимба,мм | 0,05 | 0,05 |
| Наибольшее осевое перемещение пиноли шпинделя,мм | 70 | 80 |
| Габариты станка: | ||
| длина | 2305 | 2560 |
| ширина | 1950 | 2260 |
| высота | 2020 | 2120 |
| Вес станка,кг | 3120 | 4200 |
www.metalstanki.com.ua
Вертикально-фрезерный станок 6Р12: технические характеристики, паспорт
Содержание статьи:
Изготовлением и проектированием фрезерных станков 6Р12 занимался специализированный «Завод фрезерного оборудования», г. Нижний Новгород. Этот агрегат предназначен для выполнения общего перечня работ, связанных с обработкой изделий из стали, цветных металлов и их сплавов.
Конструктивные особенности станка

Внешний вид
Исходя из специфики применения станка 6Р12, производитель при проектировании ориентировался на унификацию компонентов и относительно широкую многофункциональность. Он применяется для комплектации мелкосерийных производственных линий и ремонтных мастерских.
Конструктивно станок состоит из чугунной станины, на которой установлены все остальные компоненты. Электрическая часть (двигатель, блок управления) находятся в вертикальном коробе. Фрезерная головка имеет поворотный механизм. Для изменения области обработки заготовок рабочий стол может изменять свое положение по горизонтальной и вертикальной оси. Подачи осуществляются за счет электродвигателя.
Конструктивные особенности и характеристики станка 6Р12 указаны в его паспорте и заключаются в следующем:
- наличие копировального устройства. Этот механизм позволяет с высокой точностью и максимально быстро делать обработку деталей по образцу;
- осевое смещение шпиндельной головки. Благодаря этому можно выполнять фрезерование деталей под углом до ±45°;
- устойчивость и достаточно высокая мощность оборудования. Возможна обработка материалов фрезами, изготовленными из быстрорежущей стали. Возникшие колебания будут минимизированы за счет массы станка, а также распределения компонентов.
Для уменьшения вероятности налипания стружки на режущий инструмент в конструкции есть блок охлаждения. С помощью электронасоса СОЖ подается в зону обработки, тем самым снижая нагрев поверхности детали и фрезы. Важно лишь правильно подобрать жидкость, параметры которой описаны в документации.
Для повышения точности изготовления пазов рекомендуется использовать дополнительные компоненты. В особенности это касается механизмов для фиксации и изменения положения детали на поверхности рабочего стола.
Технические характеристики

Расположение компонентов
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Для смазки узлов поворотной головки шпинделя в конструкции модели 6Р12 есть специальная система, которая выполняет эту функцию в полуавтоматическом режиме. Проведение аналогичных профилактических работ со шпиндельной головкой осуществляется вручную, методом шприцевания.
Рекомендации по эксплуатации
Электрическая схема станка
Перед началом работы на станке необходимо изучить паспорт оборудования, его характеристики. В нем представлены технические требования к установке, правила эксплуатации и порядок проведения ремонтно-профилактических работ.
Выбор места установки оборудования определяется согласно его габаритам, массе и характеристикам. При этом необходимо учитывать свободное пространство для рабочего, а также установку заготовки на рабочий стол. В последнем случае нередко применяют специальные подъемные механизмы.
Дополнительно паспорт содержит следующие рекомендации по эксплуатации вертикально-фрезерного станка 6Р12:
- после распаковки с поверхности станка необходимо убрать защитно-смазочный слой. Для этого используются специальные составы;
- выполнение процедуры смазки узлов и компонентов согласно схеме в паспорте;
- перед началом работ проверяется отсутствие дефектов и правильность настройки оборудования. При этом учитывается, что его фактические эксплуатационные показатели могут отличаться от номинальных вследствие длительной работы;
- после установки фрезы необходимо монтировать защитное ограждение. Оно входит в стандартную комплектацию оборудования;
- по окончании монтажа станок запускается на холостом ходу без установки обрабатываемой детали. Проверяются все режимы работы.
Проведение ремонтных и профилактических работ должно осуществляться согласно ранее составленного графика.
Краткий видеообзор позволит создать впечатления о возможностях станка 6Р12:
stanokgid.ru