Приставка фрезерная к токарному станку
Фрезерное приспособление для токарного станка: основное и дополнительное оснащениеФрезерное приспособление значительно расширяет возможности токарного станка. Оно дает возможность выполнять фрезерование граней, делать выборки, вырезать пазы и производить шлифовку. Дополнительные устройства превращают узкоспециализированное оборудование в универсальное.
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами.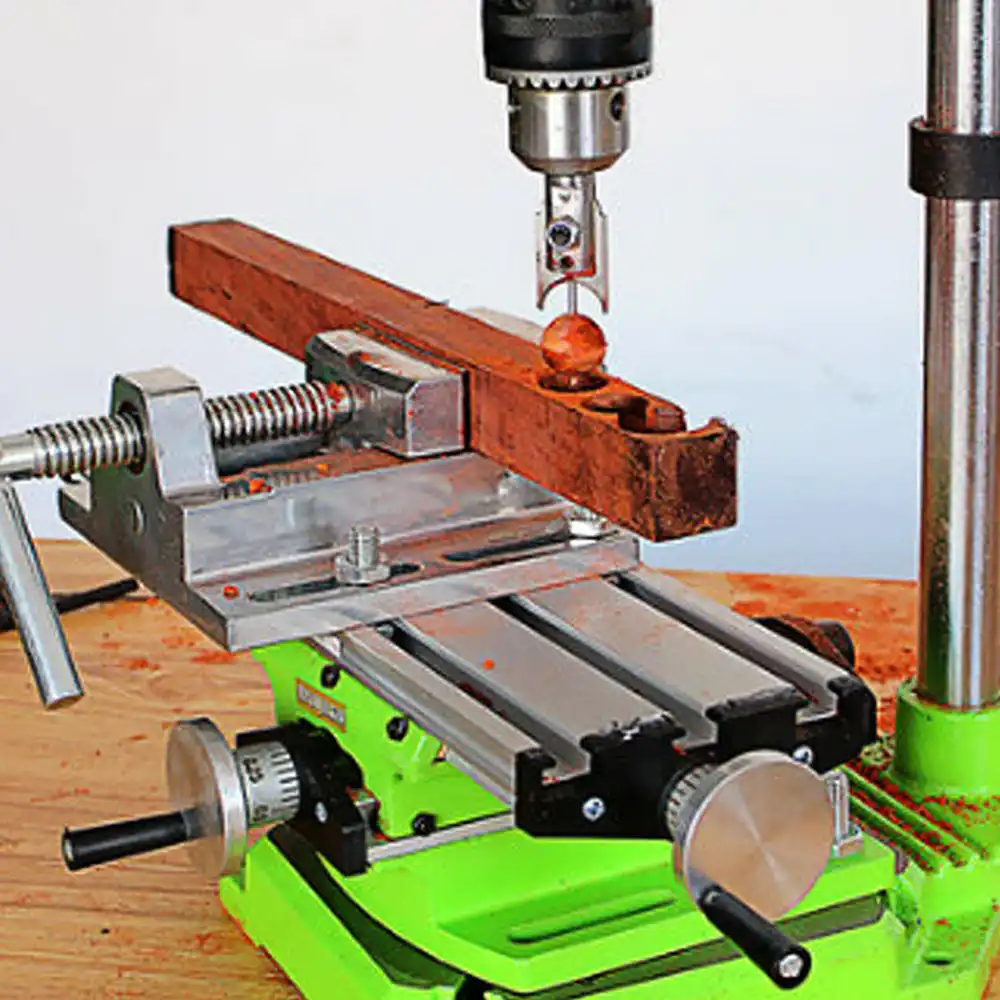 С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.


Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Как использовать кулачковый патрон?
Использование кулачкового патрона зависит от конструкции фрезерного устройства. В головке и приставке вращается инструмент. Патроном фиксируется деталь и проворачивается по мере обработки. Фрезерное приспособление удерживает деталь неподвижно и перемещает ее относительно шпинделя станка. В этом случае в патрон через цангу закрепляется фреза.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Поделиться в социальных сетях
Сборка фрезерного насадки для планов токарного станкаСборка мастерской токарного фрезерного оборудования
Существует два набора планов изготовления фрезерных насадок для токарного станка.
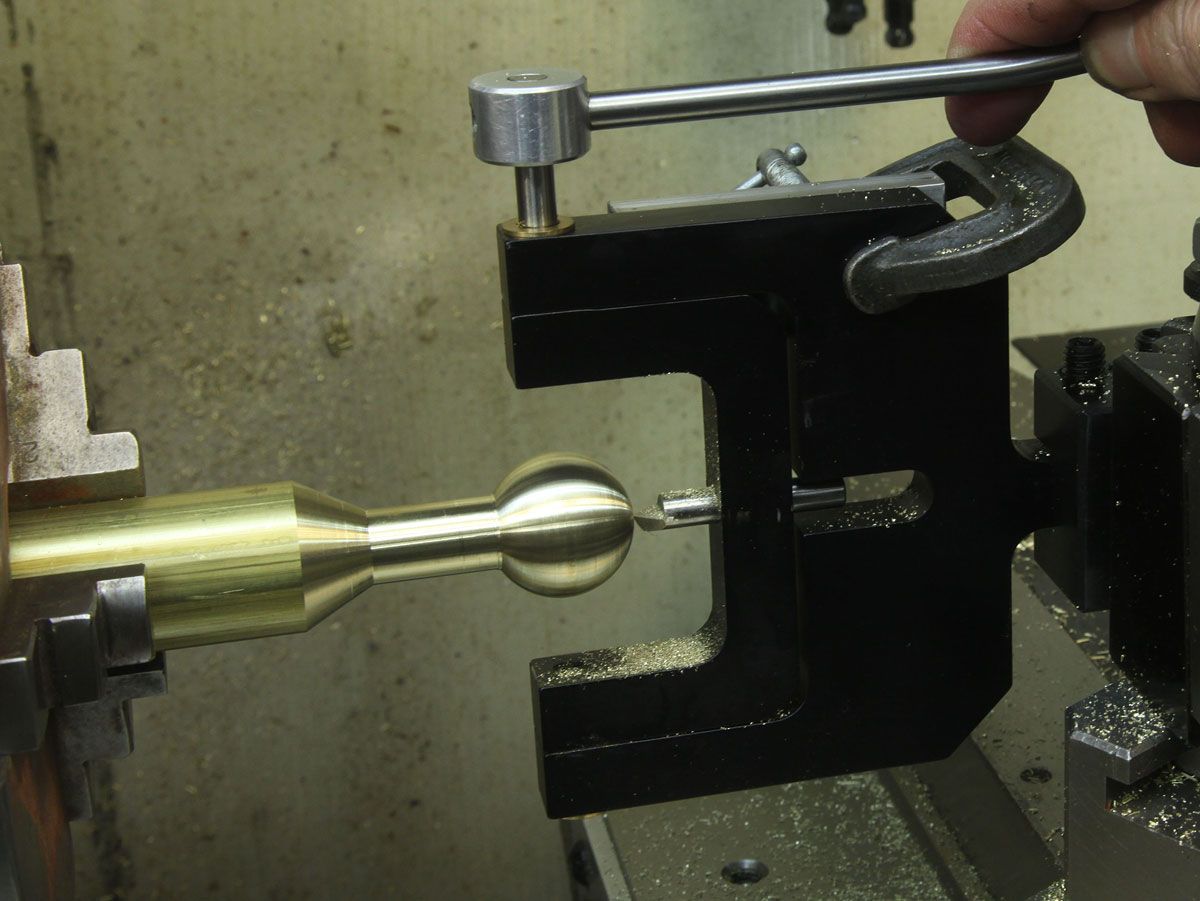
Вы не начинаете в полной мере использовать от токарный станок, пока у вас нет фрезерной насадки. С ним вы можете делать слоты, шлюз резка, формирование зубчатых колес, нарезка и нарезка канавок. Вы можете пилить квадрат или под углами, и точечные отверстия в работе с высокой точностью.
Вы можете пилить квадрат или под углами, и точечные отверстия в работе с высокой точностью.
Фрезерная насадка стоит несколько складывать деньги. Но вот один, вы можете сделать из двух отливок. Они стоят около в-четвертых, чем будет законченная привязанность. Обрабатывать их весело, и даже может научить Вы несколько удобных уловок.Например, вы фрезеровать части отливок, чтобы сделать вложение Вы собираетесь с мельницей! Когда закончите, у вас есть хриплый, хорошо продуманный токарный аксессуар, который не подведет.
Умной укладкой холоднокатаного плоского проката вместе, Т-образные пазы и слайд для этого станка фрезерные насадки производятся без затрат техник.На самом деле, только два инструмента, сверлильный станок и токарный станок, необходимые для крепления.
Показан установленный на поперечном ползуне токарного станка крепление имеет поворотную основу и наклонная направляющая с Т-образными пазами для зажима работа надежно на месте. Хотя это вложение был сделан для 7-в. Токарный станок Atlas, то Габаритные размеры могут быть увеличены на 25% для используйте с токарным станком 9 или 10 дюймов.
Токарный станок Atlas, то Габаритные размеры могут быть увеличены на 25% для используйте с токарным станком 9 или 10 дюймов.
Как сделать фрезерную насадку
Версия 2
Фрезерный станок
для токарного станка Hq400 Фрезерный станок Универсальный токарный станокОписание продукта
Основные технические характеристики продукта технические характеристики :
Технические характеристики | HQ30000-3 9000 HQ400-3BN | HQ400-3V | ||||
Токарная обработка | Качели | 420 мм | ||||
Расстояние между центрами | 400 мм | |||||
380 мм | ||||||
Макс. поперечное перемещение | 120 мм | |||||
Конус шпинделя | MT3 | |||||
Отверстие шпинделя | 20 мм | |||||
Шаг скорости шпинделя | 9000 7 | 7 | Переменная скорость | |||
Диапазон скорости вращения шпинделя | 160-1360 об. | 0-600 об / мин 600-1800 об / мин | ||||
Ход ствола | 70 мм | |||||
Конус ствола | МТ3 | |||||
Диапазон метрической резьбы | 0,7-2 мм | |||||
дюймовая резьба | 7-30T. | |||||
Продольный диапазон автоматической подачи | 0.088-0,28 мм / г | |||||
Поперечный диапазон автоматической подачи | / | / | / | |||
Сверление и фрезерование | Макс. Сверление | 15 мм | ||||
Размер рабочего стола | 200 * 150 мм | |||||
Макс. Производительность фрезы | 20 мм | |||||
Макс. | 63 мм | |||||
Ход шпинделя | 85 мм | |||||
Ход бабки вверх и вниз | 80 мм | |||||
Конус шпинделя | MT3 | |||||
Шаг скорости шпинделя | 14 | 14 | Переменная скорость | |||
Диапазон скорости шпинделя | 117-1300r. | 0-660 об / мин 660-2030 об / мин | ||||
Угол поворота бабки | ± 360 ° | |||||
Двигатель | Мощность двигателя | 0,55 кВт | 0,55 кВт | 1,1 кВт | ||
Отгрузочные данные | Размер упаковки | 1032 * 580 * 1000 мм | ||||
N. | 185кг / 220кг | |||||
Объем загрузки | 44шт / 20контейнер | |||||
 продольное перемещение
продольное перемещение PL
PL Объем фрезы
Объем фрезы вес / вес
вес / весУпаковка и отгрузка
машина для производства Токарный станок HQ400 Фрезерный станок Токарный многоцелевой станок
Упаковка: поливинилхлоридный корпус и сталь, установленные ниже
Срок доставки может быть выбран FOB, CIF и т. д. в порту Циндао в порту Шанхай в Китае.и т. д.
FAQ
1. Каков минимальный объем заказа и гарантия?
A: MOQ – один комплект, а гарантия – один год.
2. Какую систему ЧПУ вы используете?
A: FANUC, SIEMENS, MISTSUBISHI, LNC, SYNETC, GSK и т. Д. Это зависит от вашего выбора.
3. Когда время доставки?
A: Обычные машины, мы доставим их в течение 30-45 рабочих дней после получения вашего депозита, если некоторые специальные машины будут работать дольше. мы дадим вам ответ соответственно.
мы дадим вам ответ соответственно.
4. Что входит в комплект машин?
A: Машины стандартно упакованы железными паллетами с пластиковыми пленками.
5.Как я могу выбрать наиболее подходящие машины?
A: Пожалуйста, сообщите нам ваши требования к обработке или размер станка, мы можем выбрать лучшую модель для вас, или вы можете выбрать точную модель самостоятельно.
Вы также можете отправить нам чертеж изделия, мы подберем наиболее подходящие для вас станки.
6. Каковы ваши условия торговли?
A: FOB, CFR, CIF или другие условия являются приемлемыми.
8. Каковы условия оплаты?
A: T / T, 30% первоначального взноса при заказе, 70% баланса до отгрузки;
Безотзывный аккредитив в виде.
| Эл. Домашняя страница Myford Фрезерная насадка Amolco Насадка для фрезерования Родни Мини-Миллер и ВМД продолжение на стр. Сделано Tew & Gautrey на Черч-стрит, Гогенхау, Нортгемптоншир, фрезерная насадка Rodney была в конечном итоге быть произведенным в трех версиях, одна большая и две меньшие.Обычно устанавливаемые в качестве навесного оборудования для токарных станков Myford Series 7 и ML10, базовые адаптеры также предлагались для Raglan, Boxford и других производителей, и его также можно было использовать в качестве (очень редкого) Rodney «Plus», автономного устройства с своя составная таблица. Эта версия была установлена на подставке с понижающей передачей, содержащей двигатель и промежуточный вал, который давал восемь скоростей 320, 450, 610, 850, 1040, 1490, 2190 и 2750 об / мин. – диапазон намного превосходит шесть гораздо более медленных на ML10 и ML7 – хотя и не сильно отличается от более высоких скоростей, генерируемых Super 7 (пример показан внизу страницы).Оригинальная, более крупная и тяжелая из трех моделей (которая также использовалась в качестве основы для «Плюс», но не могла быть установлена на ML10) была построена вокруг очень прочного чугунного литья с коробчатым сечением, прикрепленного к кровати двумя болты (с регулировкой выравнивания с помощью двух винтов, опирающихся на заднюю поверхность подковы).  5 “над поверхностью патрона Clarkson Autolock. Весь блок весил около 60 фунтов (27 кг). 5 “над поверхностью патрона Clarkson Autolock. Весь блок весил около 60 фунтов (27 кг). Чаще всего его устанавливают на Myford ML10, чем меньше и намного легче (42 фунта / 19 кг) из трех насадок – рекламируемый как Mini-Miller – также может быть снабжен базовым фитингом для токарных станков серии 7. Несмотря на то, что он напоминает своего более крупного брата, его конструкция была намного проще: головка, опирающаяся на прочный стальной стержень, ловко спрятана под прямоугольной крышкой, производил впечатление гораздо большей массы внизу.Привод осуществлялся с помощью зубчатого ремня, проходя через пару задних жокей-шкивов с двухконтактным гнездом, отводящим привод от шпинделя шпинделя токарного станка.  Несмотря на свои ограничения по сравнению с более тяжелым агрегатом, Mini-Miller был эффективным устройством и позволял владельцу с очень ограниченным пространством для выполнения различных операций вертикального фрезерования. Несмотря на свои ограничения по сравнению с более тяжелым агрегатом, Mini-Miller был эффективным устройством и позволял владельцу с очень ограниченным пространством для выполнения различных операций вертикального фрезерования.Перечисленная как модель VM-D, окончательная версия была, по сути, более крупной и надежной версией Mini-Miller с современными угловыми линиями и доступной с базовыми фитингами, которые адаптировали ее для использования как на 7, так и на 10. токарные станки Myford Основная отливка была прикреплена к круглой колонне двумя зажимными болтами (у Mini-Miller был только один), и вместо медленной вертикальной винтовой подачи эта версия получила быстродействующий реечный привод – идеально подходит для сверления но не настолько чувствительный для фрезерных операций.Поскольку оригинальный полноразмерный Родни имел идеальную настройку как быстрой, так и точной подачи, VMD можно было бы считать шагом назад. Другими фрезерными насадками, изготовленными для токарных станков Myford серии 7 и 10, были Amolco и, только для серии 7, очень редкие стейнесы.  |
 2 (из 2)
2 (из 2) 
Фрезерное приспособление – переходная пластина :: АвтоМотоГараж
Как-то попалось мне на интернет барахолке приспособление для фрезеровки. Оно предназначалось для какого-то китайского токарного станка по металлу. Предыдущий владелец его немного повредил (частично проточил фрезой место, где зажимается деталь). С этим недоразумением будем разбираться чуть позже, а сейчас нужно его как-то приспособить к станку JET BD920W.
Штатно это устройство должно крепится вместо резцедержателя, непосредственно к малой станине суппорта.
Немного поискав, я всё-таки нашёл станки, для которых предназначено это приспособление. Там действительно в станине поперечной подачи для крепежа имеются отверстия с резьбой. В моём случае, закрепить непосредственно на станине суппорта BD920-го не получится.
Придётся что-то придумывать.
Самое простое, что приходит в голову, это выточить переходную пластину. Делаем чертёж и 3D модель детали.
Делаем чертёж и 3D модель детали.
Из подходящего материала вырезаем сразу две заготовки размером 102*102 мм. Вторая заготовка нужна для лечения детских болезней станка, описанных тут.
Далее заготовку примеряем.
Теперь нужно обработать её на токарном станке. Для этого из штока амортизатора изготавливается оправка, а в заготовке сверлится технологическое отверстие диаметром десять миллиметров. Оправка:
Далее оправка устанавливается в токарный патрон и на ней уже фиксируется сама заготовка.
Сперва, протачивается первая сторона пластины. Во время работы вспоминается проигрыватель виниловых пластинок. Очень уж похоже. Нет, ближе к компакт дискам.
После, точим вторую сторону.
Проверяем геометрию плоскости.
Поскольку посадка заготовки на оправке очень плотная, то дальнейшую итоговую проточку выполняем без прижимной гайки.
Теперь в технологическое отверстие нужно запрессовывать штифт. Его точим из прутка и из него же точим центровочный шрифт для приспособления. Далее в пластине сверлятся отверстия для самого шрифта и ещё три под резьбу М6. После в пластине необходимо ещё просверлить четыре отверстия для крепления к станине суппорта. Эти отверстия немного углубляем при помощи фрезы.
Его точим из прутка и из него же точим центровочный шрифт для приспособления. Далее в пластине сверлятся отверстия для самого шрифта и ещё три под резьбу М6. После в пластине необходимо ещё просверлить четыре отверстия для крепления к станине суппорта. Эти отверстия немного углубляем при помощи фрезы.
Пластина готова можно примерять. Подбираем крепёж.
Прикручиваем к пластине основание.
Всё подошло отлично в соответствии с чертежом.
Далее делается крепёж для установки на станину продольной подачи. Из подходящего материала вырезаем и обрабатываем заготовки для будущих прямоугольных гаек.
Гайки сделаны, остальной крепёж подобран, осталось только закрепить приспособление на станине суппорта.
Получилось даже очень неплохо!
Надо чёрное основание приспособления покрасить в фирменный стиль JETa. Ну, это как-нибудь потом.
Не терпится на чём-нибудь протестировать. Подопытным образцом будет пустотелый цилиндр. Очередной материал проекта «Литейка». Устанавливаем фрезу в токарный патрон, а деталь в приспособление.
Очередной материал проекта «Литейка». Устанавливаем фрезу в токарный патрон, а деталь в приспособление.
Включаем станок и фрезеруем. Идёт неплохо, только нужно будет устранить некоторые люфты. А именно люфт поперечной подачи, о которой я уже писал ранее. Так я до неё и не добрался, поскольку времени не было, а после уже приспособился. И ещё нужно будет устранить люфт в самом приспособлении.
Результат.
Вот такой получился дополнительный набор оснастки для станка.
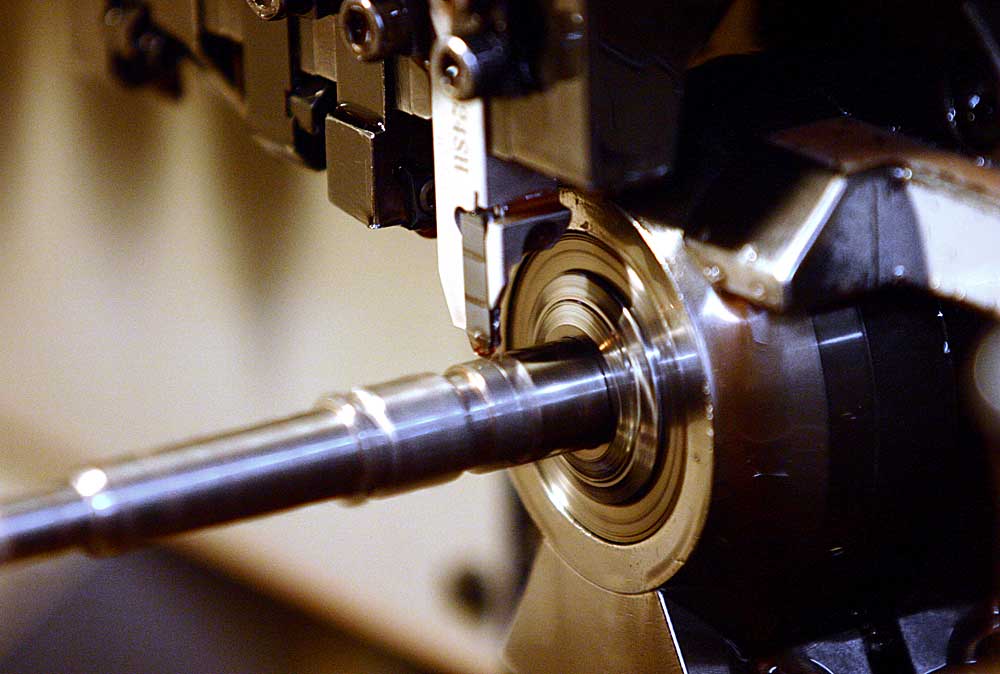
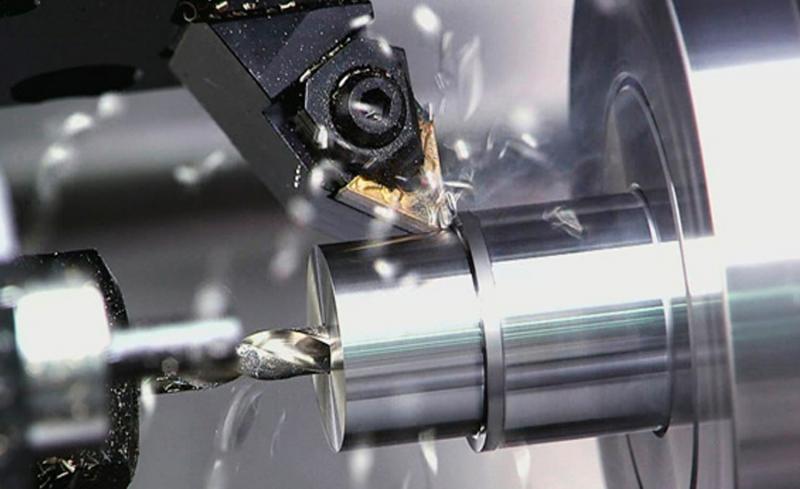
Точение фрезерованием, токарное фрезерование, фрезерование на токарном станке
Главная страница » Точение фрезерованием
Точение фрезерованием представляет собой фрезерование поверхностей при вращательном движении заготовки вокруг своей оси. Чаще всего это поверхности цилиндрической формы, в том числе несоосные основной оси детали, также эксцентриковые кулачки и т.д. Также таким путем получают и сложные пятикоординатные поверхности типа турбинных лопаток и т. д.
д.
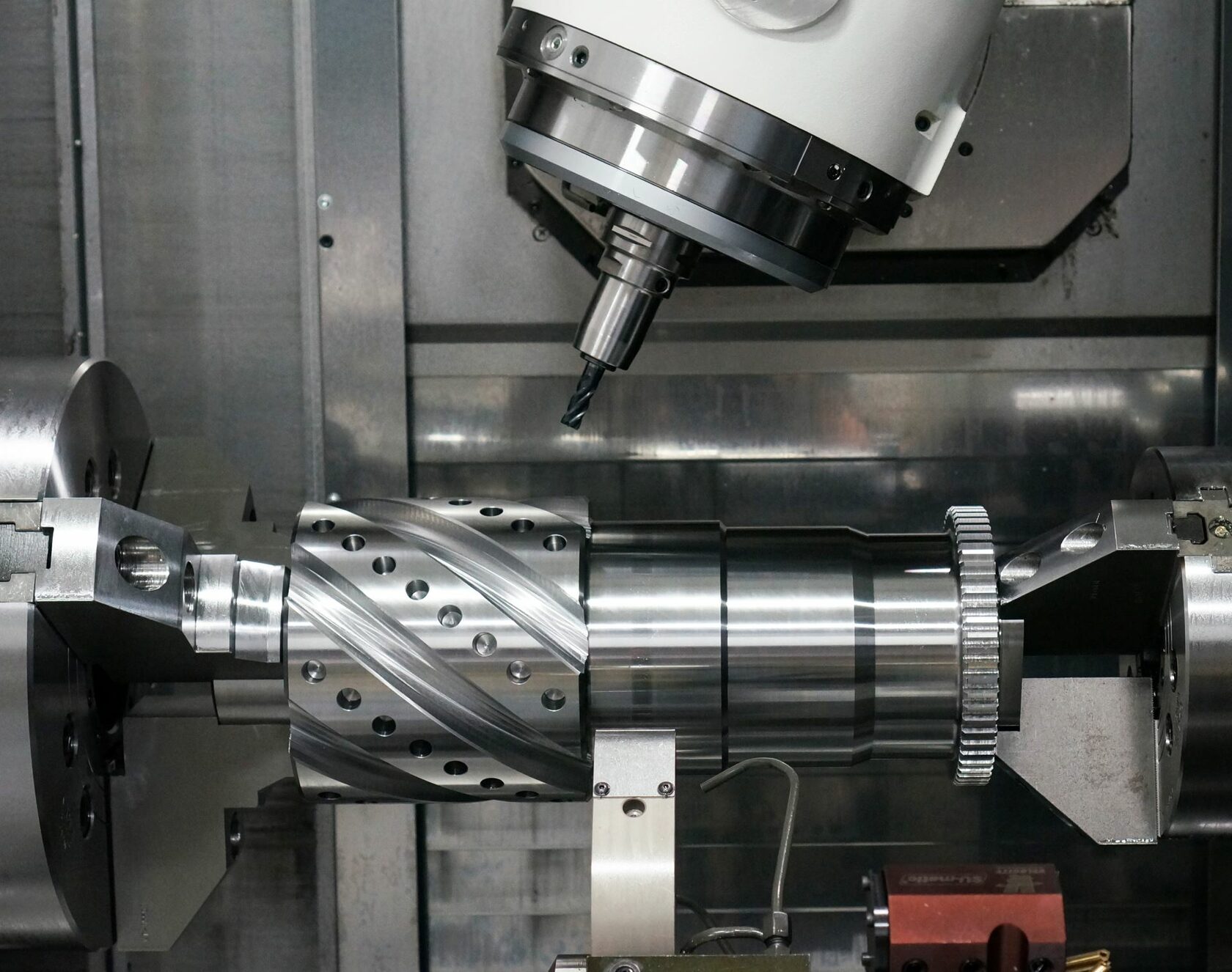
Способ точения фрезерованием, где ось фрезы расположена параллельно оси детали не будем рассматривать, так как здесь все более-менее понятно. Таким способом невозможно обработать пятикоординатные детали, а также он ограничен вылетом инструмента. Хотя можно обработать внутренние поверхности и круглость получается довольно хорошая.
Больше рассмотрим способ токарного фрезерования именно методом торцевого фрезерования.
Он позволяет обрабатывать пятикоординатные поверхности, вести профильную обработку, здесь используется небольшой вылет инструмента. К недостаткам способа можно отнести невозможность обработки внутренних поверхностей, а также круглость получается не точная.
Принцип обработки
1. Для достижения хорошего результата на фрезу устанавливают 1-ну пластину wiper. Именно она производит окончательную обработку цилиндра. Зачистная фаска пластины должна быть плоской, так как она контактирует с цилиндрической поверхностью.
2. Если надо обработать цилиндрическую поверхность, длина которой больше диаметра фрезы, то сначала обрабатывается средняя часть при этом фреза находится на расстоянии Ew1, а затем обрабатываются края, при этом фреза находится на расстоянии Ew2.
3. Врезание осуществляем в радиальном направлении, выход из резания подъем вверх.
4. Большое значение имеет расположение зубьев, т.е. расстояние Ew1 и Ew2.
Когда используем точение фрезерованием
2. Когда на цилиндрической поверхности имеются отверстия, канавки или еще какие элементы, создающие прерывистое резание, и которые портят шероховатость поверхности при точении резцом, резец работает на удар.
3. Когда образовывается сливная стружка и наматывается на резец, то можно применить точение фрезерованием.
4. Когда обрабатывается большая заготовка и станок не может обеспечить нужную скорость вращения.
Токарное фрезерование отличный способ обработки, который делает возможным обработку сложных деталей за один установ, кроме того значительно расширяет возможности станков (токарно-фрезерных станков, фрезерных с поворотной осью, а также многих других), увеличивает номенклатуру выпускаемых деталей, а также повышает экономическую эффективность производства и прибыль предприятия. Поэтому необходимо владеть приемом фрезерования на токарном станке и использовать его на практике.
Также, возможно, Вам будет интересно:
Фрезерование канавок
Фрезерование резьбы
Фрезерование титана
Фрезерование нержавейки
Фрезерование чугуна
Выбор шага зубьев фрезы
Выбор попутного или встречного фрезерования
Выбор угла винтовой канавки фрезы
Удлинители для фрез
Похожие записи:
Комплексная модернизация фрезерования – Модернизация металлорежущих станков
Комплексная модернизация фрезерования
Категория:
Модернизация металлорежущих станков
Комплексная модернизация фрезерования
В ряде случаев после проведения комплексной модернизации-па токарных станках можно успешно выполнять различные фрезерные операции.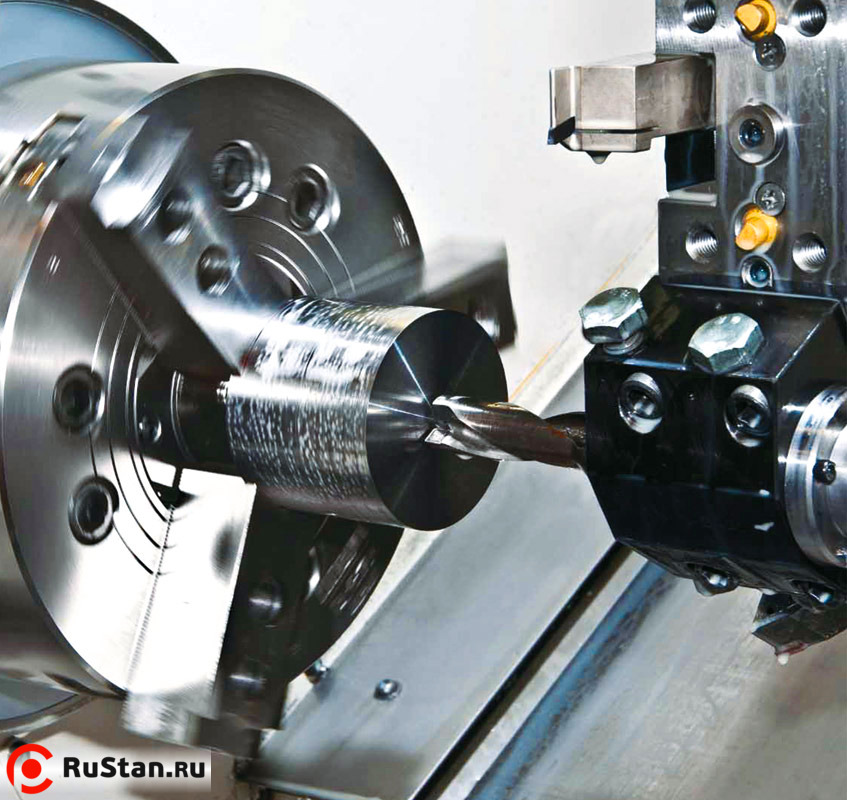 При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
Рис. 1. Фрезерозание шпоночного паза на комплексно модернизированном токарном станке.
Особенно целесообразно оснащать шпоночно-фрезерными головками крупные токарные станки. Как показал опыт ряда турбинных заводов, в этом случае отпадает необходимость в ручной разметке пазов и их последующей обработке на специальных фрезерных или расточных станках при длительной переустановке и выверке крупногабаритных и тяжелых валов.
Рис. 2. Устройство для фрезерования торцовых шлицев на токарном станке.
На рис. 1 показано получение продольных шпоночных пазов на модернизированном токарном станке тяжелого типа. Справа на поперечных салазках станка смонтирована перемещающаяся фрезерная головка с индивидуальным электродвигателем. Схема фрезерования показана отдельно.
Токарный станок после модернизации обогатился новыми технологическими возможностями: после обточки шеек вала с одной установки можно производить фрезерование пазов или канавок.
Не снимая изделия с токарного станка, можно также профрезеровать и шлицы. Для этой цели служит изображенная на рис. 2 специальная фрезерная головка, устанавливаемая с помощью переходной втулки в пиноль задней бабки токарного станка или в гнездо револьверной головки револьверного станка типа 1336М. Она может быть применена также на одношпиндельных автоматах модели 1125 и 1А136.
Устройство и работа шлицефрезерной головки таковы: при вращении детали (изображена пунктиром) от зажимной цанги при помощи поводкового пальца, установленного в прорези цанги, вращение передается шпинделю фрезерной головки. На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
Рис. 3. Комплексная модернизация системы СИП для фрезерования профиля турбинных лопаток на токарном станке.
Дополнив токарные станки фрезерными устройствами с различными системами копирования (по жесткому шаблону, со следящими механизмами или с цифровым программным управлением), на них можно успешно осуществлять обработку деталей со сложными пространственными поверхностями.
На рис. 3 показана схема фрезерования профилей турбинных лопаток на модернизированном токарном станке. Копирное приспособление установлено вместо верхнего суппорта станка. Следящий ролик касается фасонной поверхности объемного копира, находящегося в одном приспособлении с фрезеруемой заготовкой. При вращении шпинделя станка начинают вращаться жестко связанные с ним объемный копир и обрабатываемая заготовка. Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Таким образом, копириые движения осуществляются вследствие качания фрезерного приспособления вокруг отнесенной назад оси. Заготовка 8 закреплена в специальном приспособлении и поджата удлиненным центром задней бабки. Процесс обработки происходит при вращении заготовки от шпинделя станка, качании фрезы от копирного устройства, вращении ее от индивидуального электродвигателя и продольной подаче на самоходе. Врезание фрезы в заготовку осуществляется от винта, воздействующего через рычаг на собачку качалки. Проведенная модернизация системы СИП позволяет фрезеровать все сечение профиля одновременно. Обработка ведется узкой строчкой размером 0,6—I мм на один оборот лопатки дисковой фрезой, заточенной по радиусу или одним так называемым летучим резцом.
Рис. 4. Фрезерование на токарном станке с программным управлением
Значительно точнее и производительнее можно производить обработку сложных пространственных поверхностей на токарном станке фрезерной головкой, оснащенной программным управлением. Фирма «Бендикс» в США разработала систему программного управления фрезерной головки для получения сложных профильных поверхностей на универсальных токарных станках. Заготовка обрабатываемой детали, закрепленная в патроне и поддерживаемая центром задней бабки, получает вращение от шпинделя станка. Фрезерная головка размещена на суппорте станка и в процессе обработки движется вместе с ним в сторону передней бабки. Фасонная поверхность на вращающейся детали образуется за счет непрерывного изменения поперечных подач при постоянной продольной подаче фрезерной головки. С этой целью в считывающий механизм программного управления закладывается перфорированная лента, на которой в закодированном виде нанесены изменения Д2, Д3 и т.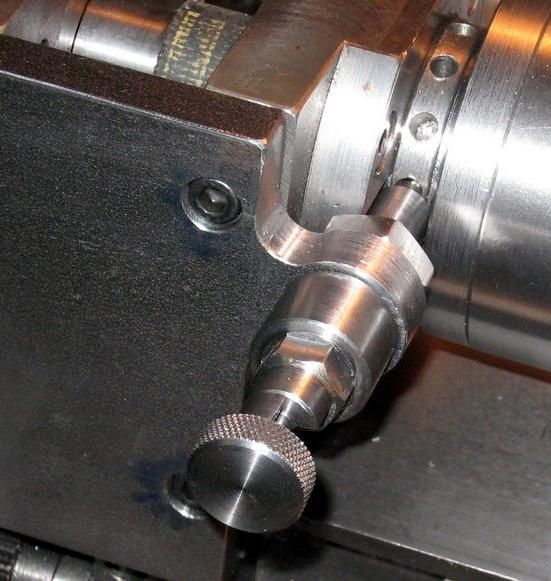 д. величин радиусов-векторов сечения детали.
д. величин радиусов-векторов сечения детали.
Возникающие при считывании ленты командные импульсы взаимодействуют с импульсами от сельсинов обратной связи и включают через электродвигатель винт поперечной подачи фрезерной головки. Вследствие этого фреза с различной скоростью то приближается, то удаляется от центра вращающейся заготовки, обеспечивая автоматическую обработку поверхности заданного профиля.
Реклама:
Читать далее:
Прорезка торцовых пазов
Статьи по теме:
Приспособления для токарного станка по металлу – фиксации, шлифовки, фрезеровки
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки.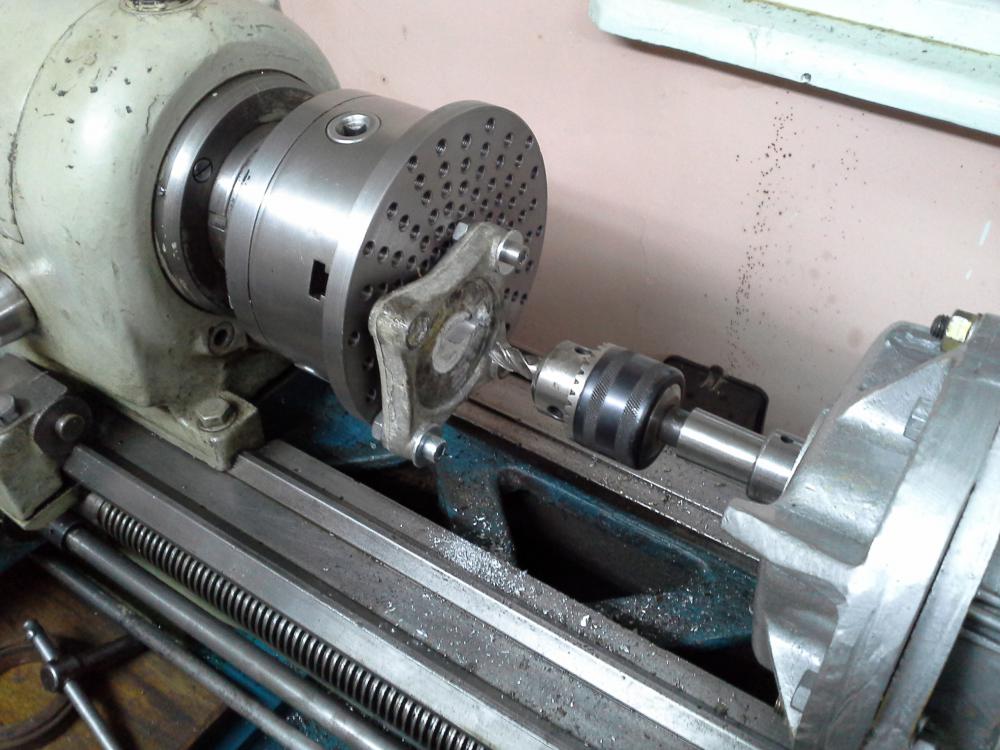 Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба.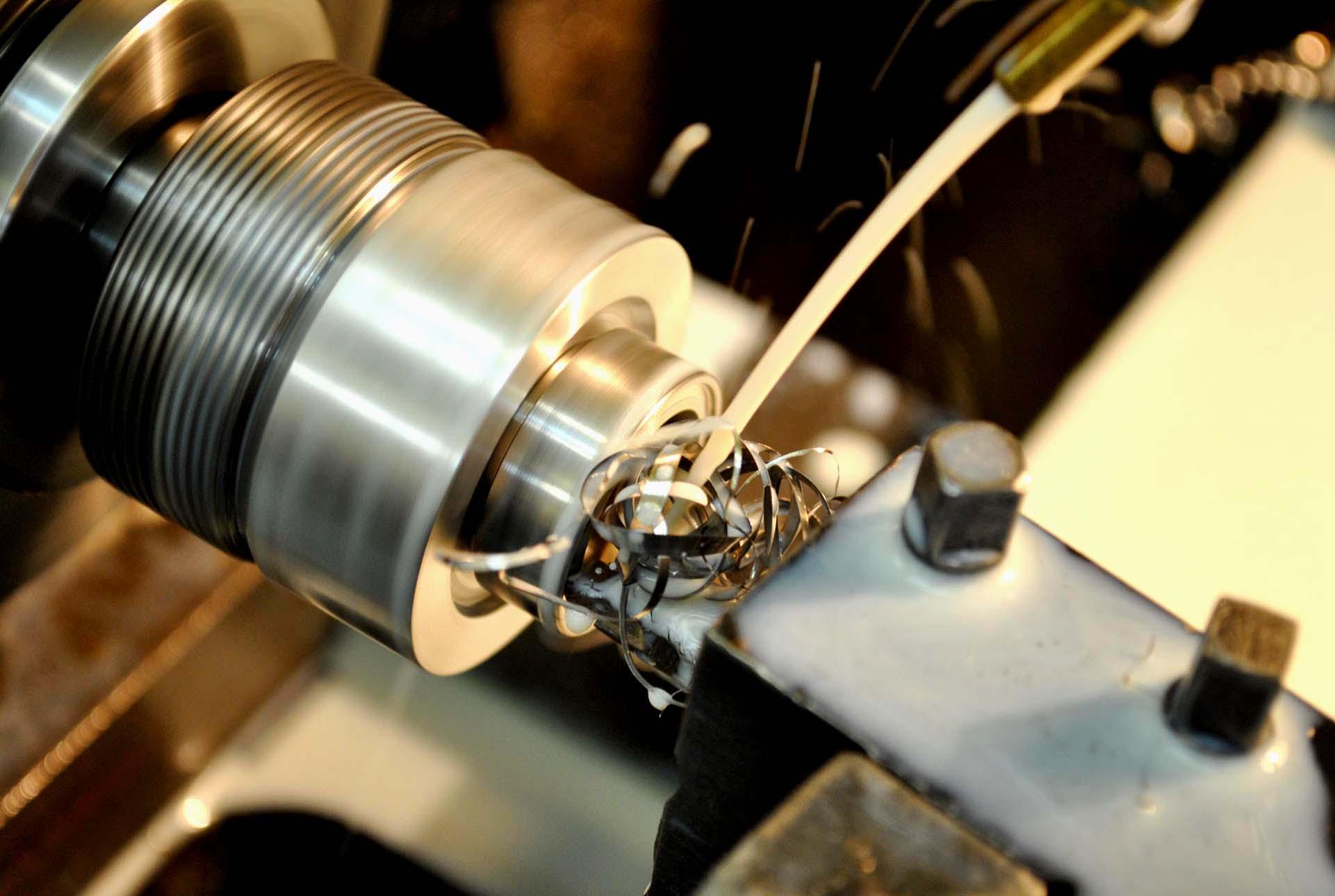 Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.

Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки. Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Фрезеровка ласточкин хвост суппорта токарного станка. Как сделать самодельный суппорт для токарного станка своими руками? Что такое суппорт станка
Фрезерование специальных пазов
В машиностроении широко применяют детали со специальными пазами. Рассмотрим два наиболее распространенных паза, метод их обработки и инструмент, необходимый при выполнении фрезерных работ.
Фрезерование пазов типа «ласточкин хвост»
Паз типа «ласточкин хвост» служит, в основном, в качестве направляющей для подвижных элементов машин – это консоли, салазки стола, направляющие суппорта токарных станков, серьги фрезерных станков… Основной инструмент для получения подобного паза – концевая угловая фреза названная по типу паза «ласточкин хвост». Фрезы «ласточкин хвост»
изготавливаются одноугловыми (режущая кромка, как правило, только на
конической части фрезы) или двухугловыми (режущая кромка с двух смежных сторон). Нагрузка на двухугловые фрезы распределяется более равномерно, поэтому они работают более плавно и более долговечны. Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезы «ласточкин хвост» изготавливаются из быстрорежущих сталей Р6М5, Р9 и твердых сплавов ВК8, Т5К10 и Т15К6.
Фрезерование паза «ласточкин хвост» является завершающей операцией фрезерной обработки детали поэтому очень важен подбор инструмента и правильное закрепление заготовки. Выверка заготовки производится непосредственно в станочных тисках или, если деталь крупная, на столе фрезерного станка с помощью штангенрейсмаса, угольников и индикаторов относительно направления подачи.
Обработка паза производится в два этапа:
Первый – фрезеруется прямоугольный паз концевой фрезой или, если позволяют условия, трехсторонней фрезой.
Второй – угловой фрезой(«ласточкин хвост») поочередно обрабатываются боковые стороны.
Учитывая тяжелые условия резания подачу инструмента необходимо несколько занизить – приблизительно до 40% от обычных условий работы (при данном материале, ширине срезаемого материала, подачи охлаждающей жидкости и т.д.).
Измерение производятся с помощью штангенинструмента, угловые размеры – универсальным угломером(сама фреза), шаблонами от базовой поверхности детали, двумя калиброванными цилиндрическим роликами по специальным формулам.
При фрезеровании паза типа «ласточкин хвост» необходимо обратить на следующие проблемы, которые могут возникнуть:
Глубина паза и углы наклона боковых сторон не одинаковы по всей длине – причина неточная выверка детали в горизонтальной плоскости;
Угол наклона боковых сторон не соответствует заданной величине – неправильный расчет угла фрезы, износ фрезы вследствие несоответствия режима обработки и материала инструмента;
Разная ширина паза по всей длине – смещение стола станка в направляющих консолях;
Шероховатость поверхности – работа с неправильно заточенным инструментом, несоответствие подачи.
Поломка фрезы – вследствие большой нагрузки при обработке данного паза на сопрягаемые режущие кромки ломается верхушка фрезы – необходимо ее предварительно закруглять, делать с небольшим радиусом.
Фрезерование Т-образных пазов
Т-образные пазы применяют, в основном, в машиностроении для крепления деталей. Их щироко применяют в столах станков различного назначения(шлифовальные, сверлильные, фрезерные, строгальные и т.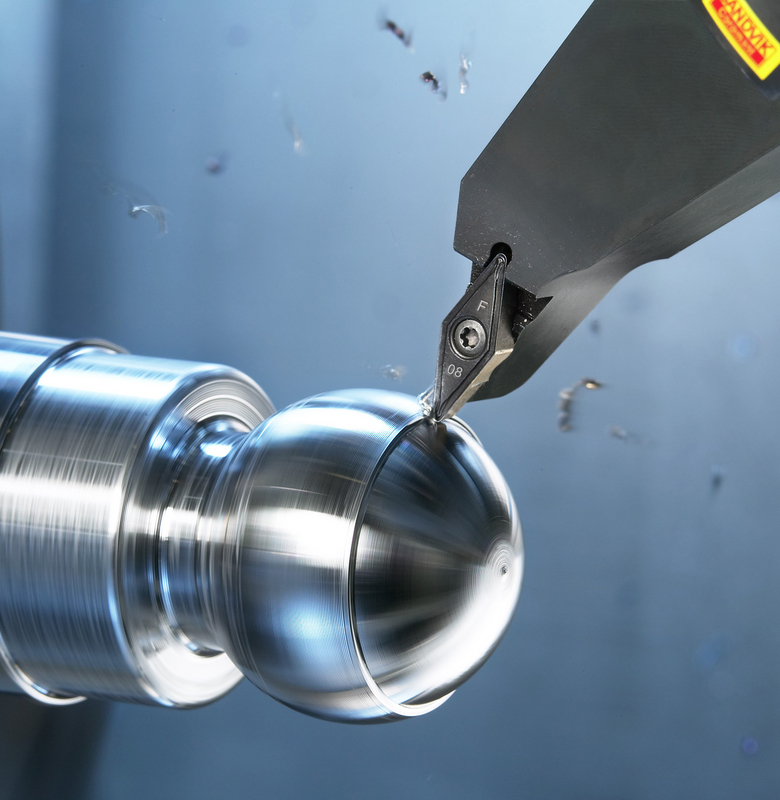 д.). Они служат для размещения в них головок крепежных болтов, а также для выверки приспособления на столе станка. Т-образные пазы характеризуются общей глубиной, толщиной между пазом и рабочей поверхностью стола, а также шириной узкой верхней и широкой нижней части. Пазы этого типа регламентированы стандартом. Каждому размеру соответствуют строго определенные другие размеры, т.к. под них в промышленных масштабах изготавливаются специальные болты, крепежные приспособления, оснастка.
д.). Они служат для размещения в них головок крепежных болтов, а также для выверки приспособления на столе станка. Т-образные пазы характеризуются общей глубиной, толщиной между пазом и рабочей поверхностью стола, а также шириной узкой верхней и широкой нижней части. Пазы этого типа регламентированы стандартом. Каждому размеру соответствуют строго определенные другие размеры, т.к. под них в промышленных масштабах изготавливаются специальные болты, крепежные приспособления, оснастка.
Для изготовления Т-образного паза требуются:
Концевая фреза диаметром равной узкой ширине паза или меньшего диаметра при нескольких проходах;
– при производстве нескольких пазов удобнее работать трехсторонней фрезой толщиной равной узкой части Т-образного паза. Паз получается точнее и скорость обработки выше чем концевой фрезой, да и процент брака ниже;
Специальная Т-образная концевая фреза. Фреза для Т-образных пазов состоит из рабочей части с элементами и геометрией дисковых пазовых фрез, коническог
о или цилиндрического хвостовика и гладкой цилиндрической шлифованной шейки, диаметр которой обычно подбирают равной ширине узкой части паза(можно и меньше).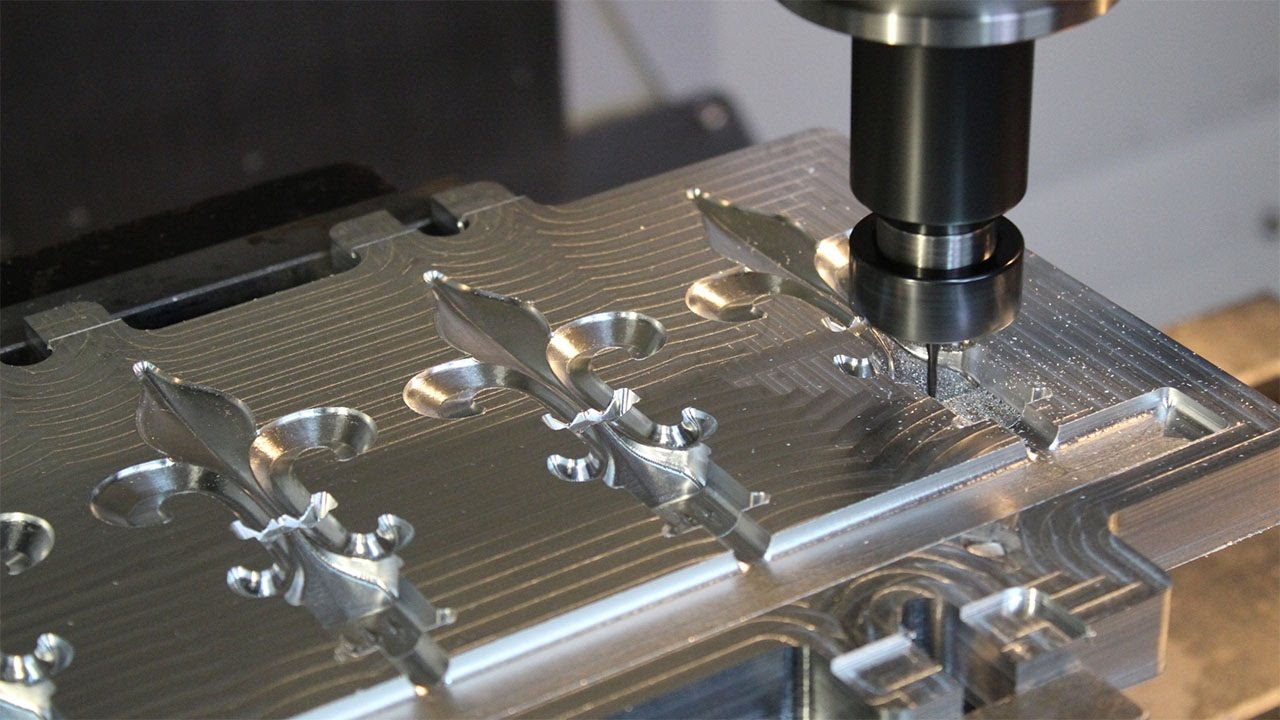 Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавли
вается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
Рабочая часть фрезы может быть с разнонаправленными зубьями и изготавли
вается из быстрорежущих сталей Р6М5, Р18 или оснащаться твердосплавными пластинами ВК8, Т5К10, Т15К6 и др.;
Фреза типа «ласточкин хвост» или зенковка для снятия внутренней и наружной фасок.
Последовательность фрезерования Т-образного паза похожа на фрезеровку пазов типа«ласточкин хвост».Первоначально фрезеруют прямоугольный паз шириной равной или меньшей узкой части паза и глубиной равной глубине паза.
Далее подбирают фрезу для Т-образных пазов. В зависимости от размеров паза принимают решениео проходе одной фрезой или несколькими, т.к. при большой глубине и ширине паза рабочий инструмент испытывает большие нагрузки, подбирают одну или несколько фрез с одинаковой высотой рабочей части и, желат
ельно, с соответствующим размером шейки. Таким образом, достигается более щадящий режим обработки, т.к. уменьшается толщина срезаемого слоя в заготовке. При работе нужно обратить особое внимание на удаление стружки, т. к. в закрыто
м пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
к. в закрыто
м пазу это приобретает очень важное значение и предусмотреть обязательную подачу СОЖ(смазочно-охлаждающей жидкости) для отвода лишнего тепла во избежание перегрева рабочей фрезы. Скорость подачи при данном виде работ необходимо максимально уменьшить.
Завершающая операция предусматривает снятие наружных и внутренних фасок. При этом применяются концевые одноугловые или двухугловые фрезы. Дл
я наружной фаски – возможно применение зенковок, для внутренней – фрезы типа «ласточкин хвост». Основное условие – диаметр угловой фрезы должен быть больше размера узкой части Т-образного паза для получения более ровной фаски и большей
производительности труда.
Измерение и контроль размеров Т-образного паза производят штангенциркулем, штангенрейсмасом, нутромером, индикаторами, а также специальными шаблонами.
При фрезеровании Т-образных пазов могут быть следующие виды брака:
– высота паза по все длине детали неодинакова – – заготовка не выверена при установке в горизонтальной плоскости;– ширина внутренней части паза в конце меньше размера в начале заготовки – несвоевременное удаление стружки, вследствие чего – повышенный износ инструмента;
– ширина узкой части превышает заданный размер – неправильная заточка инструмента, биение режущей части фрезы, недостаточная жесткость(люфт) стола станка.
Удачи всем и успехов!
В работах по металлу, для изготовления деталей цилиндрической (конической) формы, используется токарный станок. Существует множество моделей этого производственного устройства, и всем им присуща практически одинаковая компоновка из схожих узлов и деталей. Одним из таковых является суппорт станка.
Для лучшего понимания функций, который выполняет суппорт токарного станка, можно рассмотреть его работу на примере распространенной модели 16к20. Ознакомившись с этой информацией, возможно у некоторых домашних мастеров появится идея создать своими руками самодельный токарный станок для проведения работ по металлу.
1 Что такое суппорт станка?
Это достаточно сложный узел , невзирая на кажущуюся простоту. От того, насколько правильно он изготовлен, установлен, отрегулирован — зависит качество будущей детали, и количество времени, которое было затрачено на ее изготовление.
1.1 Принцип работы
Размещенный на станке 16к20 суппорт может передвигаться в следующих направлениях:
- поперечном — перпендикулярно оси вращающейся заготовки для углубления в нее;
- продольном — режущий инструмент передвигается вдоль поверхности заготовки для снятия лишнего слоя материала или протачивания резьбы;
- наклонном — для расширения доступа к поверхности обрабатываемой детали под нужным углом.

1.2 Устройство суппорта
Суппорт для станка 16к20 расположен на нижних салазках, которые передвигаются по направляющим, закрепленным на станине, и таким образом происходит продольное перемещение. Движение задается вращением винта, который преобразовывает вращательное усилие в поступательное движение.
На нижних салазках, суппорт передвигается и поперечно, но по отдельным направляющим (поперечным салазкам), расположенным перпендикулярно оси вращения детали.
К поперечным салазкам, специальной гайкой, крепится поворотная плита, на которой имеются направляющие для передвижения верхних салазок. Задавать движение верхним салазкам можно с помощью поворотного винта.
Поворот верхних салазок в горизонтальной плоскости происходит одновременно с плитой. Таким образом, происходит установка режущего инструмента, под заданным углом к вращающейся детали.
Станок оснащен резцовой головкой (резцедержателем), который закреплен на верхних салазках специальными болтами и отдельной рукояткой. Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
Движение суппорта происходит по ходовому винту, который расположен под ходовым валом. Такая подача осуществляется вручную.
1.3 Регулировки суппорта
В процессе работы на станке 16к20 происходит естественный износ, расшатывание, ослабление креплений суппорта. Это естественный процесс и его последствия необходимо постоянно контролировать путем регулярных подстроек и регулировок.
На суппорте станка 16к20 проводятся следующие регулировки:
- зазоров;
- люфта;
- сальников.
1.4 Регулировка зазоров
Во время поперечного и продольного движения суппорта станка 16к20 по салазкам, происходит износ винта и рабочей их поверхности вследствие постоянного трения.
Наличие такого свободного пространства приводит к неравномерному перемещению суппорта, заеданию, колебанию при возникающих боковых нагрузках. Удаляется излишний зазор при помощи клиньев, при помощи которых каретка прижимается к направляющим.
1.5 Регулировка люфта
Люфт появляется в винтовой передаче. Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
Избавиться от него можно без разборки с помощью закрепляющего винта, который находится на этом устройстве перемещения суппорта.
1.6 Регулировка сальников
При длительной работе по металлу на станке 16к20 происходит износ и засорение сальников, которые находятся на торцах выступа каретки. Визуально это определяется при появлении грязных полос во время продольного перемещения суппорта.
Для того, чтобы устранить такое явление без разборки узла, необходимо промыть войлочную набивку и пропитать ее машинным маслом. При полной непригодности изношенных сальников следует заменить их новыми.
1.7 Ремонт суппорта
Это устройство токарного станка с течением времени изнашивается при постоянных значительных нагрузках в работе по металлу.
Наличие значительного износа легко определяется по состоянию поверхности направляющих салазок. На них могут появиться небольшие впадины, что будет препятствовать свободному перемещению суппорта в заданном направлении.
При своевременном регулярном уходе такой ремонт может и не понадобиться, но в случае появления подобного рода дефекта следует заняться ремонтом, а при сильном износе — заменой.
Суппорт 16К20 достаточно часто требует ремонта каретки, который заключается в восстановлении нижних направляющих, которые взаимодействуют с направляющими станины. Особого внимания требует поддержание стабильной перпендикулярности расположения каретки.
При ремонте суппорта необходимо проводить проверку по обеим плоскостям при помощи строительного уровня.
2
Токарное устройство, при помощи которого выполняются работы по металлу, может быть очень простым. Собрать самодельный станок своими руками можно практически из подручных средств, которые берутся из пришедших в негодность механизмов.
Начать следует с металлической рамы сваренной из швеллера, которая будет станиной. С левого края на ней закрепляется передняя неподвижная бабка, а справа — устанавливается опора. Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Самодельный станок, сделанный своими руками, предусматривает наличие уже готового шпинделя с патроном или планшайбой.
Шпиндель получает вращательный момент от электродвигателя через клиноременную передачу.
При работе станка по металлу, резец удержать своими руками невозможно (в отличие работы с деревом), поэтому потребуется суппорт, который будет передвигаться продольно. На нем устанавливается резцедержатель с возможностью его перемежения поперечно направлению движения самого суппорта.
Задается перемещение суппорта и резцедержателя на заданную величину при помощи винта с маховиком, на котором имеется кольцо с метрическими делениями. Маховик приводится в движение вручную.
2.2 Материалы и сборка
Для того чтобы собрать токарное устройство своими руками потребуются:
- цилиндр гидравлический;
- вал от амортизатора;
- уголок, швеллер, балка из металла;
- электродвигатель;
- два шкива;
- ременная передача.

Самодельный токарный станок своими руками собирается таким образом:
- Из двух швеллеров и двух металлических балок собирается рамная конструкция. При работе в будущем с деталями, имеющими длину более 50 мм, следует использовать материалы толщиной не менее 3мм для уголка и 30 мм для стержней.
- Продольные валы закрепляются на двух швеллерах направляющими с лепестками, каждый из которых имеет болтовое соединение или приварен сваркой.
- Для изготовления передней бабки используется гидравлический цилиндр, толщина стенки у которого должна быть не менее 6 мм. В нем запрессовываются два подшипника 203.
- Через подшипники, внутренний диаметр которых равен 17 мм, прокладывается вал.
- Гидравлический цилиндр заполняется смазывающей жидкостью.
- Под шкивом устанавливается гайка с большим диаметром, для предотвращения выдавливания подшипников.
- Готовый шкив берется из отслужившей стиральной машины.
- Суппорт изготавливается из пластины с приваренными к ней цилиндрическими направляющими.
- Патрон можно изготовить из отрезка трубы, подходящего диаметра, с наваренными на нем гайками и проделанными отверстиями для 4-х болтов.
- Приводом может служить электродвигатель той же стиральной машины (мощность 180 Вт), соединенный с передней бабкой ременной передачей.

Неужели на работе нет знакомых фрезеровщиков, что всё делал на токарном? Впрочем, знакомо, сам иногда, что бы никого не нагружать поступаю так же. Что сказать, молодец! Под лежачий камень не течёт!
Сказали спасибо:
Суппорт токарного станка предназначен для закрепления на нем режущего инструмента и сообщения ему движения подачи при обработке.
Нижняя плита 1 cуппорта (рис. 7), называемая кареткой или продольными салазками, перемешается по направляющим станины механически или вручную. Резец при этом движется в продольном направлении (это и есть продольная подача). На верхней поверхности каретки имеются поперечные направляющие 12 в форме ласточкина хвоста, расположенные перпендикулярно к направляющим станины.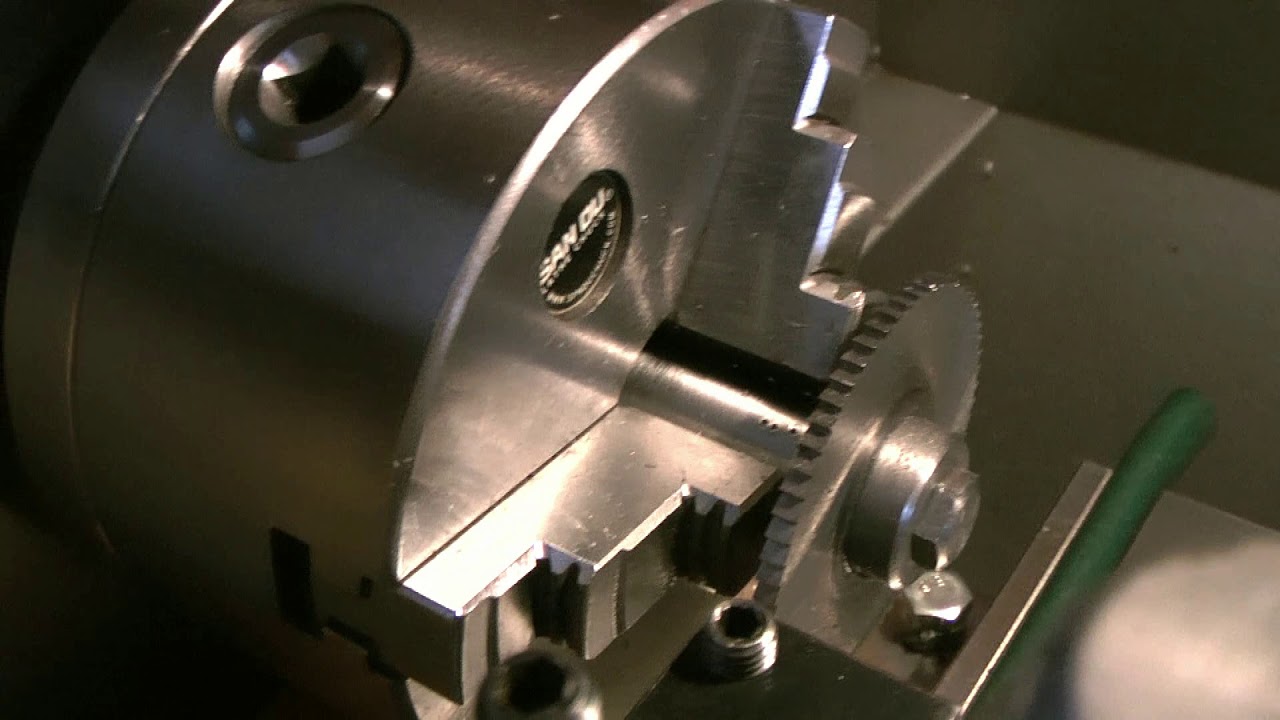 На направляющих 12 перемещаются поперечные салазки 3 суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
На направляющих 12 перемещаются поперечные салазки 3 суппорта, посредством которых резец получает движение, перпендикулярное к оси шпинделя.
Рис 7. Суппорт токарно-винторезного станка
На верхней поверхности поперечных салазок 3 расположена поворотная плита 4 суппорта, которая закрепляется после поворота гайкой 10.
На верхней поверхности поворотной плиты расположены направляющие 5, по которым при вращении рукоятки 13 перемещается верхняя плита 11-верхние салазки суппорта.
Резцедержатели и резцовые головки
На верхней части суппорта устанавливают резцедержатель или резцовую головку для закрепления резцов .
Рис 8 – Резцедержатели
На мелких и средних станках применяют одноместный резцедержатель 5 (рис. 8, а). Нижняя часть 1 резцедержателя, имеющая Т-образную форму, закрепляется на верхней части суппорта гайкой, 4. Для регулирования положения режущей кромки по высоте центров в резцедержателе имеется подкладка 2, нижняя сферическая поверхность которой опирается на такую же поверхность колодки резцедержателя. Закрепляют резец в резцедержателе двумя болтами 3.
Закрепляют резец в резцедержателе двумя болтами 3.
На крупных токарных станках применяют одноместные резцедержатели (рис. 8, б). В этом случае резец устанавливают на поверхность 7 верхней части суппорта и закрепляют планкой 2, затягивая гайку 4. Для предохранения болта 3 от изгиба планка 2 поддерживается винтом 5, опирающимся на башмак 6. При отвертывании гайки 4 пружина 1 приподнимает планку 2.
Чаще всего на токарно-винторезных станках средних размеров применяют четырехгранные поворотные резцовые головки (см. рис 7).
Резцовая головка 6 устанавливается на верхней части суппорта 11; в ней можно закрепить винтами 8 четыре резца одновременно. Работать можно любым из установленных резцов. Для этого нужно повернуть головку и поставить требуемый резец в рабочее положение. Перед поворотом головку необходимо открепить, повернув рукоятку 9, связанную с гайкой, сидящей на винте 7. После каждого поворота головку нужно снова зажать рукояткой 9.
Суппорт
Суппорт универсального токарного станка предназначен для перемещения закрепленного в резцедержателе резца вдоль оси шпинделя, поперек оси шпинделя и под углом к оси шпинделя.
Суппорт станка имеет крестовую конструкцию и состоит из трех основных движущихся узлов – каретка суппорта, поперечные салазки суппорта, резцовые салазки. В технической литературе эти узлы называют по разному, например, каретка суппорта может называться – нижние салазки, продольные салазки, продольная каретка. В нашем описании мы будем придерживаться терминологии из Руководства по эксплуатации станка 1к62.
Суппорт состоит из следующих основных частей (рис. 13):
- Каретка для продольного перемещения суппорта по направляющим (продольные салазки, нижние салазки)
- Станина станка
- Поперечные салазки (поперечная каретка)
- Резцовые салазки (верхние салазки, поворотные салазки)
- Винт ходовой подачи поперечной каретки
- Гайка безлюфтовая разъемная
- Рукоятка ручной подачи поперечной каретки
- Зубчатое колесо для механической подачи поперечной каретки
- Поворотная плита
- Резцедержатель четырехпозиционный
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 – одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.
Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное – винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.
Фото поперечных салазок и каретки суппорта
Каретка суппорта
Каретка суппорта (нижние салазки, продольные салазки) перемещается по направляющим станины вдоль оси шпинделя. Каретка приводится в движение как вручную, так и механически с помощью механизма подачи. Движение каретке передается с помощью фартука , жестко закрепленного на каретке. Каретку можно зажать на станине прижимной планкой и винтом для проведения тяжелых торцовочных работ.
В фартуке размещены механизмы и передачи, предназначенные для преобразования вращательного движения ходового валка и ходового винта в прямолинейно-поступательное движение каретки суппорта, продольных и поперечных салазок. Фартук жестко скреплен с кареткой суппорта.
В верхней части каретки перпендикулярно оси шпинделя расположены направляющие в форме ласточкина хвоста для установки поперечных салазок суппорта.
Основные параметры перемещения каретки суппорта для станка 1к62:
- Наибольшее продольное перемещение суппорта от руки маховичком. . 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому валу.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Наибольшее продольное перемещение суппорта по ходовому винту.. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
- Перемещение каретки на одно деление лимба.. 1 мм
 . 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500
. 640 мм, 930 мм, 1330 мм для РМЦ 750, 1000, 1500Поперечные салазки суппорта
Поперечные салазки суппорта установлены на каретке суппорта и перемещается по направляющим каретки в форме ласточкина хвоста под углом 90° к оси шпинделя. Поперечные салазки также приводятся в движение как вручную, так и механически механизмом подачи. Поперечные салазки перемещаются в направляющих нижних салазок с помощью ходового винта и безлюфтовой гайки. При ручной подаче винт вращается с помощью рукоятки 7, а при механической – от зубчатого колеса 8.
После некоторого срока работы станка, когда на боковых поверхностях ласточкина хвоста появляется зазор, точность работы станка снижается. Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку.
Для уменьшения этого зазора до нормальной величины необходимо подтянуть имеющуюся для этих целей клиновую планку.
Для устранения люфта ходового винта поперечных салазок при износе гайки, охватывающей ходовой винт, последняя выполнена из двух половин, между которыми установлен клин. Подтягивая клин при помощи винта кверху, можно раздвинуть обе половины гаек и выбрать зазор.
На поперечные салазки может быть установлен задний резцедержатель, используемый для проточки канавок и для других работ, выполняемых с поперечной подачей.
В верхней части поперечных салазок расположены круговые направляющие для установки и закреления поворотной плиты с резцовыми салазками.
- Наибольшее перемещение салазок.. 250 мм
- Перемещение салазок на одно деление лимба.. 0,05 мм
Резцовые салазки
Резцовые салазки (верхние салазки) установлены на поворотной части поперечной каретки и перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок.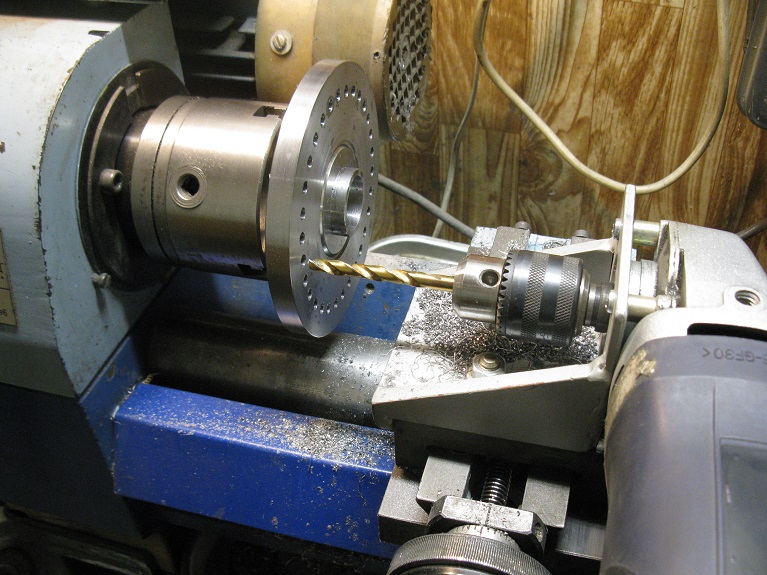 Это позволяет резцовые салазки вместе с резцедержателем устанавливать под любым углом к оси станка при обтачивании конических поверхностей.
Это позволяет резцовые салазки вместе с резцедержателем устанавливать под любым углом к оси станка при обтачивании конических поверхностей.
Резцовые салазки перемещаются по направляющим поворотной части, смонтированной в круговой направляющей поперечных салазок. Это позволяет устанавливать верхние салазки вместе с резцедержателем при отпущенных гайках под углом к оси шпинделя станка от -65° до +90° при обтачивании конических поверхностей. При повороте зажимной рукоятки против часовой стрелки осуществляется разжим резцовой головки и вывод фиксатора, а затем поворот ее в нужное положение. Обратным вращением рукоятки резцовая головка зажимается в новом зафиксированном положении. Головка имеет четыре фиксированных положения, но может быть также закреплена в любом промежуточном положении.
На верхней поверхности поворотной части расположены направляющие в форме ласточкина хвоста, по которым при вращении рукоятки перемещается – резцовые (верхние) салазки суппорта.
Резцовые салазки несут на себе четырехгранную резцовую головку для закрепления резцов и имеют независимое ручное продольное перемещение по направляющим поворотной части суппорта.
Точное перемещение салазок определяется с помощью лимба.
Основные параметры перемещения салазок суппорта для станка 1к62:
- Наибольший угол поворота резцовых салазок.. -65° до +90°
- Цена одного деления шкалы поворота.. 1°
- Наибольшее перемещение резцовых салазок.. 140 мм
- Перемещение резцовых салазок на одно деление лимба.. 0,05 мм
- Наибольшее сечение державки резца.. 25 х 25 мм
- Число резцов в резцовой головке.. 4
Восстановление и ремонт направляющих суппорта
При ремонте направляющих суппорта необходимо восстановить направляющие каретки, поперечных салазок, поворотных салазок и верхних салазок.
Восстановление направляющих каретки суппорта является наиболее сложным процессом и требует намного больше затрат времени по сравнению с ремонтом других деталей суппорта
Каретка суппорта токарно-винторезного станка модели 1К62. Рис. 51.
При ремонте каретки необходимо восстановить:
- параллельность поверхностей 1, 2, 3 и 4 направляющих (рис. 51) и параллельность их к оси 5 винта поперечной подачи
- параллельность поверхностей 1 и 3 к плоскости 6 для крепления фартука в поперечном направлении (по направлениям а – а, а 1 – а 1) и продольном направлениях (по направлениям б – б, б 1 – б 1)
- перпендикулярность поперечных направляющих по направлению в-в к продольным направляющим 7 и 8 (по направлению в 1 – в 1 , сопрягаемым со станиной
- перпендикулярность поверхности 6 каретки для крепления фартука к плоскости для крепления коробки подач на станине
- соосность отверстий фартука для ходового винта, ходового вала и вала переключения с их осями в коробке подач
 51) и параллельность их к оси 5 винта поперечной подачи
51) и параллельность их к оси 5 винта поперечной подачиПри ремонте каретки необходимость сохранить нормальное зацепление зубчатых колес фартука с рейкой и с механизмом поперечной подачи. Существующие на практике методы пересчета и коррегирования этих передач являются недопустимыми, так как при этом нарушаются соответствующие размерные цепи станков.
Не следует начинать ремонт с поверхностей каретки, сопрягаемых со станиной, так как в этом случае как бы фиксируют положение каретки, полученное вследствие неравномерного износа этих направляющих. При этом восстановление всех других поверхностей сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
При этом восстановление всех других поверхностей сопряжено с неоправданно высокой трудоемкостью ремонтных работ.
Поэтому ремонт направляющих каретки следует начинать с поверхностей 1, 2, 3 и 4 (рис. 51), сопрягаемых с поперечными салазками суппорта.
Восстановление направляющих каретки установкой компенсационных накладок
Схема замеров отклонений размеров каретки суппорта. Рис. 52.
Восстановление направляющих каретки установкой компенсационных накладок осуществляется в следующем порядке.
- Каретку располагают на направляющих станины и устанавливают уровень на поверхности для поперечных салазок. Между сопрягаемыми поверхностями каретки и станины помещают тонкие клинья с небольшим уклоном (не менее 1°) и регулируют положение каретки до установки пузырька уровня в нулевое положение. Затем карандашом отмечают границы выступающих частей клиньев и, сняв их, в отмеченных местах определяют величину перекоса каретки. Эта величина учитывается при строгании продольных направляющих каретки.
- Каретка с приспособлением (см. рис. 35) устанавливают на стол станка. В отверстие под винт помещают контрольный валик. По верхней и боковой образующим выступающей части валика выверяют установку каретки на параллельность ходу стола с точностью 0,02 мм на длине 300 мм и закрепляют. Проверку производят с помощью индикатора, закрепленного на станке. Отклонение определяют при движении стола.
- Шлифуют последовательно плоскости 1 и 3 чашечным кругом конической формы, зернистостью 36-46, твердостью СМ1–СМ2, со скоростью резания 36-40 м/сек и подачей 6-8 м/мин. Эти поверхности должны находиться в одной плоскости с точностью 0,02 мм.
Затем шлифуют последовательно поверхности 2 и 4.
Чистота поверхности должна соответствовать V 7; непрямолинейность, взаимная непараллельность, а также непараллельность к оси винта допускается не более 0,02 мм на длине направляющих. Проверку непараллельности производят приспособлением (см. рис. 12). - Устанавливают каретку на стол строгального станка плоскостями 1 и 3 на четыре мерные пластины (на рисунке не показаны). В отверстие под винт помещают контрольный валик.
Выверяют установку каретки на параллельность поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Проверку производят индикатором (закрепленным в резцедержателе) по верхней и боковой образующим выступающей части контрольного валика. На поверхностях 1 и 2 (рис. 52) укладывают контрольный валик 4 и замеряют расстояние а (от поверхности стола до верхней образующей контрольного валика) с помощью стойки и индикатора. Измерения производят на обоих концах валика. Определяют также размер b (от поверхности стола до поверхности 3). - Строгают последовательно поверхности 1, 2 и 3. При строгании поверхностей 1 и 2 следует снимать минимальный слой металла, до устранения перекоса.
Если износ этих поверхностей меньше 1 мм необходимо сострагивать больший слой металла с тем, чтобы толщина устанавливаемых накладок была не менее 3 мм. Благодаря этому передняя часть каретки в месте крепления фартука окажется несколько выше, чем задняя.
Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.Затем на эти поверхности укладывают контрольный валик 4, вновь определяют расстояние способом, указанным выше, и определяют разность с ранее произведенным замером размера.
При строгании поверхности снимают слой металла, равный произведенному замеру перекоса (см. операцию 1 данного технологического процесса), прибавляют разность двух замеров расстояния а и 0,1 мм. Например, при перекосе 1,2 мм и разности произведенных замеров а – 0,35 мм с поверхности 3 сострагивают слой металла, равный 1,2 + 0,35 + 0,1 = 1,65 мм.
Затем замеряют расстояние Ь, из которого вычитают ранее установленный размер (см. операцию 4). Разность двух указанных замеров будет соответствовать величине снятого слоя металла.
Проверяют профиль простроганных направляющих по контрольному шаблону, который соответствует профилю направляющих станины. - Каретку устанавливают на отремонтированные направляющие станины и прикрепляют к каретке заднюю прижимную планку. На каретке закрепляют фартук (рис. 53). На станине устанавливают корпус коробки подач. В отверстиях (для ходового вала) коробки подач и фартука помещают контрольные валики с выступающей частью длиной 200-300 мм. Определяют соосность контрольных валиков и горизонтальность поперечных направляющих каретки подкладыванием под направляющие каретки мерительных клиньев (точность выверки 0,1 мм) и толщину устанавливаемых накладок (планок).
- Подбирают текстолит марки ПТ необходимой толщины с учетом припуска 0,2-0,3 мм на шабрение. Нарезают полосы, соответствующие по размерам направляющим каретки (рис. 54)
- Простроганные (без шабрения) поверхности каретки тщательно обезжиривают ацетоном или авиационным бензином с помощью тампонов из светлой ткани. Так же производят обезжиривание поверхностей накладок (эти поверхности предварительно зачищают наждачной бумагой или пескоструят). Обезжиренные поверхности сушат в течение 15-20 мин.
- Приготовляют эпоксидный клей из расчета 0,2 г на 1 см² поверхности. Наносят тонкий слой клея на каждую из склеиваемых поверхностей с помощью лопаточки из дерева или металла (они должны быть обезжирены). Поверхностями, смазанными клеем, накладывают накладки на сопрягаемые поверхности каретки и слегка притирают для удаления пузырьков воздуха. На направляющие станины укладывают лист бумаги (предохраняющий от попадания на них клея), а на него устанавливают каретку без прижима. При этом необходимо проследить, чтобы накладки не сместились со своих мест. После затвердения клея, которое длится при температуре 18-20° С в течение 24 ч, следует каретку снять с направляющих станины и удалить лист бумаги.
- На накладках выполняют смазочные канавки и затем шабрят поверхности каретки по направляющим станины. Одновременно необходимо проверить перпендикулярность продольных направляющих к поперечным направляющим каретки с помощью приспособления (см. рис. 17). Допускается отклонение (вогнутость) не более 0,02 мм на длине 200 мм. Перпендикулярность плоскости каретки для крепления фартука к плоскости для крепления коробки подач на станине проверяют с помощью уровня (рис. 55, поз. 3). Допускается отклонение не более 0,05 мм на длине 300 мм.

 В отверстие под винт помещают контрольный валик.
В отверстие под винт помещают контрольный валик.  Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.
Допускается отклонение 0,05 мм на длине 300 мм. Это увеличит срок эксплуатации станка без ремонта, так как при осадке суппорта он будет вначале выравниваться и лишь затем начнется его перекос.
Схема замера соосности отверстий коробки подачи фартука. Рис. 53.
Проверку соосности осуществляют с помощью мостика и индикатора, проверку горизонтальности – с помощью уровня.
Размеры компенсационных накладок для восстановления направляющих кареток в зависимости от величины износа направляющих станин приведены в табл. 4
4
При установке чугунных накладок их предварительно строгают и затем шлифуют, доводя до нужной толщины.
Подробно о накладках направляющих см. стр. 5-8.
Схема установки накладок на направляющие каретки. Рис. 54.
 При этом необходимо проследить, чтобы накладки не сместились со своих мест. После затвердения клея, которое длится при температуре 18-20° С в течение 24 ч, следует каретку снять с направляющих станины и удалить лист бумаги.
При этом необходимо проследить, чтобы накладки не сместились со своих мест. После затвердения клея, которое длится при температуре 18-20° С в течение 24 ч, следует каретку снять с направляющих станины и удалить лист бумаги.Плотность приклеивания определяется легким простукиванием. Звук при этом должен быть однотонным на всех участках.
Восстановление направляющих каретки суппорта акрилопластом (стиракрилом ТШ)
Восстановление точности направляющих каретки акрилопластом при данном технологическом процессе, внедренное в специализированном ремонтно-механическом цехе ЛОМО, производится с минимальными затратами физического труда при значительном снижении трудоемкости работ.
В первую очередь ремонтируют поверхности, сопрягаемые с направляющими станины. С этих поверхностей сострагивают слой металла около 3 мм. При этом точность установки на столе строгального станка составляет 0,3 мм по длине поверхности, а чистота поверхности должна соответствовать VI. Затем каретку устанавливают на приспособление. При этом за базу принимается плоскость 6 (см. рис. 35) для крепления фартука и ось отверстия для винта поперечной подачи.
После выверки и закрепления каретки с поверхностей поперечных направляющих снимают минимальный слой металла, добиваясь параллельности поверхностей 1 и 3 направляющих (см. рис. 51) к поверхности 6 в поперечном направлении не более 0,03 мм, взаимная непараллельность поверхностей 2 и 4 – не более 0,02 мм на длине поверхностей. Завершают ремонт этих поверхностей декоративным шабрением с пригонкой сопрягаемых поверхностей поперечных салазок и клина.
Дальнейшее восстановление точности положения каретки осуществляют с помощью стиракрила и производят в следующей последовательности:
- Сверлят четыре отверстия, нарезают резьбу и устанавливают четыре винта 4 и 6 (рис. 55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6-8 мм;
- Предварительно простроганные поверхности каретки, сопрягаемые с направляющими станины, тщательно обезжиривают тампонами из светлой ткани, смоченными в ацетоне. Обезжиривание считают завершенным после того, как последний тампон будет чистым. Затем поверхности просушиваются в течение 15-20 мин;
- На отремонтированные направляющие станины бруском хозяйственного мыла натирают тонкий равномерный изоляционный слой, предохраняющий поверхности от адгезии со стиракрилом;
- Каретку накладывают на направляющие станины, прикрепляют заднюю прижимную планку, монтируют фартук, устанавливают ходовой винт и ходовой вал, соединяя их с коробкой подач, и устанавливают поддерживающий их кронштейн;
- Центрируют оси ходового винта и ходового вала в фартуке с их осями в коробке подач и проверяют приспособлением 7. Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.
 55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6-8 мм;
55) с гайками. Такие же два винта устанавливают на вертикальной задней поверхности (на рисунке не видна) каретки 5. Одновременно в средней части направляющих сверлят два отверстия диаметром 6-8 мм; Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.
Центрирование производят винтами 4 и 6, а также винтами, помещенными на задней вертикальной поверхности каретки.Одновременно при центрировании устанавливают: перпендикулярность поперечных направляющих кареток к направляющим станины с помощью приспособления 1 и индикатора 2; параллельность плоскости каретки для крепления фартука к направляющим станины – уровнем 8; перпендикулярность плоскости каретки под фартук к плоскости для коробки подач на станине – уровнем 5.
После того как все положения выверены и регулировочные винты закреплены гайками, снимают ходовой винт и ходовой вал, а также фартук. Затем герметизируют пластилином поверхности каретки 1 (рис. 56) и станины со стороны фартука и задней прижимной планки; по краям каретки делают из пластилина четыре воронки 2, а вокруг просверленных отверстий в средней части направляющих – две воронки 3.
Раствор стиракрила заливают в среднюю воронку одной из направляющих до тех пор, пока уровень жидкого стиракрила в крайних воронках не достигнет уровня средней воронки; так же осуществляют заливку второй направляющей.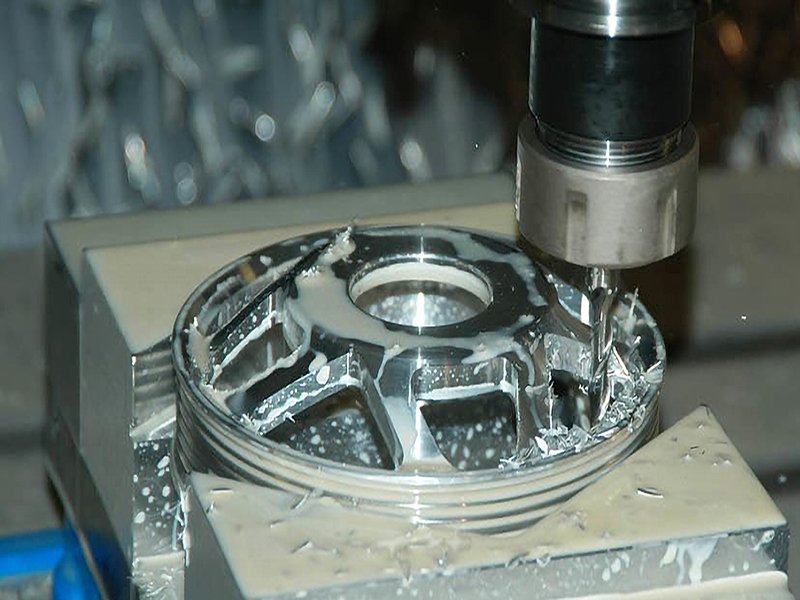
Каретку на станине выдерживают 2-3 ч при температуре 18- 20° С, затем вывертывают винты и заделывают отверстия под ними резьбовыми пробками или стиракрилом. После этого снимают каретку с направляющих станины, очищают от пластина, удаляют приливы пластика, прорубают канавки для смазки направляющих (шабрения этих поверхностей не производят). На этом ремонт направляющих каретки завершают и приступают к сборке суппорта.
При выполнении ремонта указанным способом трудоемкость операций сокращается в 7-10 раз по сравнению с шабрением и в 4-5 раз по сравнению с рассмотренным комбинированным способом и составляет всего 3 нормо-ч. При этом обеспечивается высокое качество ремонта.
Ремонт поперечных салазок
При ремонте салазок добиваются прямолинейностей 1, 2, 3 и 4 (рис. 57) и взаимной параллельности поверхностей 1 и 2. Салазки весьма удобно ремонтировать шлифованием. При этом ремонт осуществляется следующим образом.
- Зачищают от забоин и царапин поверхности 2, 3 и 4. Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 – на краску по поверочному клину (угловой линейке)
- Устанавливают салазки поверхностями 2 на магнитный стол плоскошлифовального станка и шлифуют «как чисто» поверхность 1. (Нагрев детали при шлифовании не допускается). Чистота поверхности V 7, неплоскостность допускается до 0,02 мм.
- Устанавливают салазки шлифованной поверхностью на магнитный стол и шлифуют поверхность 2, выдерживая параллельность к плоскости 1. Допускается непараллельность до 0,02 мм. Измерение производят микрометром, в трех-четырех точках с каждой стороны. Чистота поверхности V7.
- Устанавливают салазки плоскостью 1 на магнитный стол. Выверяют поверхность 4 на параллельность ходу стола по индикатору. Допускается отклонение от параллельности не более 0,02 мм на всю длину детали. Устанавливают шлифовальную головку станка под углом 45° и шлифуют поверхность 4 торцом чашечного круга. Чистота поверхности V7.
- Выверяют поверхность 3 на параллельность ходу станка и шлифуют так, как указано в пункте 4.
- Устанавливают салазки поверхностями 2, 3 и 4 на отремонтированные направляющие каретки и проверяют сопряжение поверхностей на краску. Отпечатки краски должны равномерно располагаться по всем поверхностям и покрывать не менее 70% их площади. Щуп толщиной 0,03 мм не должен проходить между сопрягающими поверхностями каретки и салазок. Если щуп проходит или даже «закусывает», необходимо шабрить поверхности 2, 3 и 4, проверяя на краску по направляющим каретки.
 Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 – на краску по поверочному клину (угловой линейке)
Проверку поверхности 2 осуществляют по плите на краску, а поверхностей 3 и 4 – на краску по поверочному клину (угловой линейке)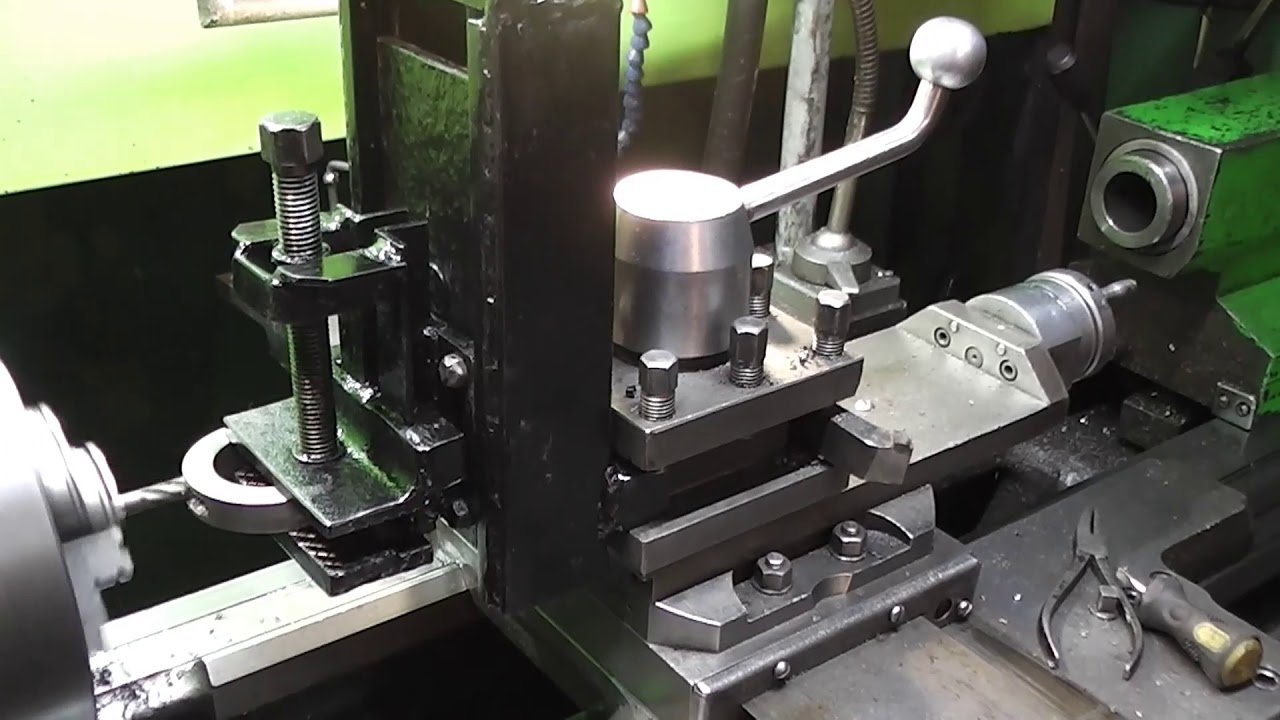
Ремонт поворотных салазок
Ремонт поворотных салазок начинают с поверхности 1 (рис. 58, а), которую шабрят, проверяя на краску по шлифованной сопрягающейся поверхности поперечных салазок. Количество отпечатков краски должно быть не менее 8-10 на площади 25 X 25 мм.
Затем осуществляют ремонт поверхностей шлифованием в следующем порядке.
- Устанавливают поворотные салазки шабренной поверхностью на специальное приспособление 6 и выверяют поверхности3 или 4 на параллельность ходу стола. Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют последовательно поверхности 2, 5, 5, 4. Шлифование производят торцом абразивного круга конической формы, зернистостью 36-46, твердостью СМ1-СМ2. Чистота поверхности должна быть не ниже V7. Нагрев детали при шлифовании не допускается.
Направляющие поверхности 2 и 5 должны быть параллельны к плоскости 1. Допускается непараллельность не более 0,02 мм на всей длине. Замеры производят микрометром в трех-четырех точках с каждой стороны детали.
Непараллельность поверхности 3 к поверхности 4 допускается не более 0,02 мм на всей длине.
Измерение производят обычным способом: микрометром и двумя контрольными валиками.
Угол 55°, образуемый направляющими 2, 3 и 4, 5, проверить по шаблону обычным способом.
Ремонт верхних салазок
Салазки суппорта. Рис. 58.
При износе поверхности 1 (рис. 58, б) ее следует проточить на токарном станке и установить на эпоксидном клее тонкостенную втулку. Затем ремонт продолжают в следующем порядке.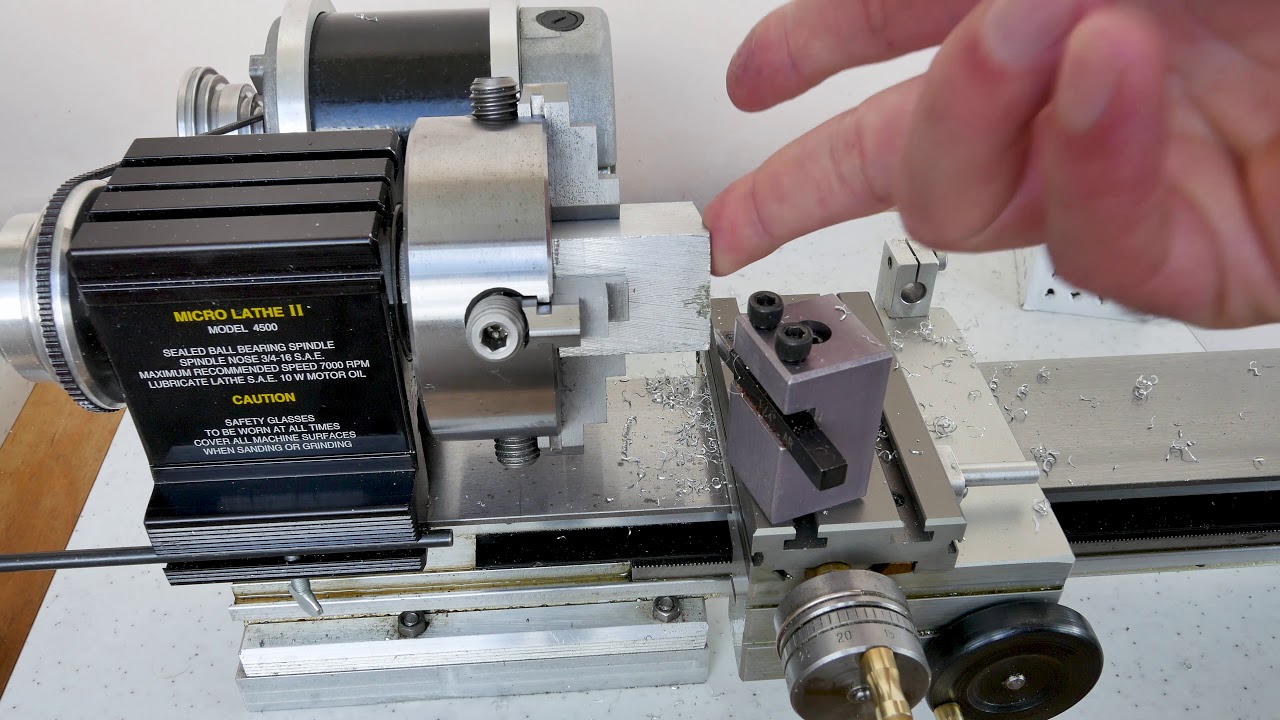
- Шабрят поверхность 2, проверяя на краску по сопрягающейся шлифованной плоскости резцовой головки. Количество отпечатков краски должно быть не менее 10 на площади 25 X 25 мм
- Устанавливают верхние салазки шабренной плоскостью на приспособление 6 (аналогичное показанному на рис. 58, а) и выверяют поверхность 5 на параллельность ходу стола (рис. 58, б).Допускается отклонение не более 0,02 мм на длине направляющих.
- Шлифуют поверхности 3 и 6. Допускается непараллельность этих поверхностей к поверхности 2 не более 0,02 мм
- Шлифуют поверхность 5
- Выверяют поверхность 4 на параллельность ходу стола с точностью 0,02 мм на всей длине поверхности
- Шлифуют поверхность 4
- Проверяют поверхности 3, 5 и 6 на точность сопряжения с направляющими поворотных салазок по краске обычным способом, при необходимости пригоняют шабрением.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
- Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами
- Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки
- Устанавливают фартук и соединяют с кареткой винтами (фартук может быть установлен не полностью собранным)
- В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100-200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
- Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
- Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.

Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости – не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости – не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Чертежи суппорта токарно-винторезного станка 1к62
Чертеж суппорта токарного станка
Чертеж суппорта токарного станка
Чертеж суппорта токарного станка
Чертеж суппорта токарного станка
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Рекомендуем также
Заказать фрезеровку.
 Токарная обработка в Москве
Токарная обработка в МосквеВыполняем мехобработку на станках с ЧПУ. Собственное производство в г. Троицк, Москва.
Работаем с металлом (фрезеруем алюминий Д16Т, В95Т, АМГ и др., нержавейку, латунь, бронзу и пр.).
Работаем с инженерными пластиками (POM, PEI, полиамид, капролон, фторопласт и пр.).
Проектируем и разрабатываем детали и механизмы (см. вкладку “Разработки”).
Для обсуждения или оформления заказа воспользуйтесь контактами.
Наши работы :
(щелкайте по картинкам чтобы увидеть информацию)
Выполняем мехобработку ЧПУ пластиков, металлов. В данной области помимо собственного производства у нашей компании налажено сотрудничество с ведущими предприятиями России с обширным парком самого разнообразного обрабатывающего оборудования. Благодаря этому мы всегда можем максимально гибко подстроиться под заказчика независимо от того, требуется производство крупной партии продукции или единичной недорогой детали.
Мы уважаем интересы всех своих клиентов, поэтому простые детали мы можем изготовить быстро и недорого.
Мы работаем с различными материалами: пластики, металлы и пр.
Простые заказы могут быть изготовлены оперативно на станках с ручным управлением.
Для обсуждения или оформления заказа воспользуйтесь контактами.
Проектирование в САПР под металлообработку, фрезеровку или токарную обработку
Мы занимаемся разработкой и проектированием в САПР, поэтому можем сначала разработать деталь по вашим материалам, эскизам или описанию, а затем изготовить. Вы можете заказать разработку и изготовление детали фрезерованием или токарными операциями под ваши нужды.
Обработка материалов: механическая обработка (токарка, фрезеровка)
Большая часть деталей машин и механизмов на сегодняшний день изготавливается с помощью механической обработки. Заготовками при изготовлении таких деталей при различных видах механической обработки являются отливки, поковки, штамповки, прокат и др.
Механической обработке могут подвергаться различные твердые материалы. Возможна механическая обработка металлов, механическая обработка листовых материалов, пластиков (полимеров), механическая обработка дерева.
Механическая обработка
Процесс механической обработки металлов резанием заключается в деформировании и удалении слоев материала с образованием стружки. Часть материала, которая удаляется при механической обработке, называется припуском. Припуск это избыточный материал заготовки, удаляемый режущим инструментом при операциях механической обработки материалов резанием.
После удаления припуска в процессе механической обработки деталь приобретает форму и размеры, соответствующие чертежу или трехмерной модели детали, разработанной в системе автоматического проектирования (САПР, CAD).
В зависимости от типа работ и режущего инструмента можно выделить различные виды механической обработки материалов резанием: токарные операции или точение, фрезерование или фрезеровка, сверление, зенкерование, долбление, протягивание, развертывание и др.
Наша компания производит механическую обработку различных материалов как на собственном парке станков, так и с привлечением партнеров. Широкое партнерство позволяет нам производить механическую обработку крупногабаритных и нестандартных деталей. У нас вы можете заказать механическую обработку металлов, пластиков и иных материалов.
Токарные работы: станки ЧПУ и с ручным управлением
Точение или токарные работы позволяют проводить обработку тел вращения, винтовых и спиральных поверхностей резанием. Токарные работы производятся на токарных станках при помощи резцов. Существуют токарные станки по металлу, по дереву, мини станки, а также универсальные токарные станки. В настоящее время получают широкое распространение токарные станки с численно-программным управлением (станки ЧПУ). При токарных работах заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (подача).
На рынке представлено множество токарных станков во всем диапазоне цен. В настоящее время купить малогабаритный настольный токарный станок (мини станок) за небольшую цену может практически любой домашний мастер. Купить токарный станок более серьезного уровня, позволяющий проводить токарную обработку металлов, в том числе стали, например для использования в личном гараже, можно по цене хорошего телевизора.
Наша компания выполняет токарные работы по металлу по оптимальной цене, а также токарную обработку других материалов на заказ. Имеющийся парк токарных станков, а также широкое партнерство с производственными предприятиями, позволяет нам осуществлять изготовление на заказ как малогабаритных деталей с размерами порядка нескольких мм, так и крупногабаритных деталей, достигающих диаметров более 1 м. Также мы предлагаем услугу по разработке трехмерных моделей деталей и сборок на основе ваших эскизов.
Фрезеровка или фрезерование
Фрезеровка (фрезерование) — один из самых распространенных процессов механической обработки материалов резанием, выполняемое на фрезерных станках. При фрезерной обработке главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка.
Современные фрезерные станки позволяют выполнять фрезеровку металлов, пластиков, дерева, композитных материалов (композитов), фрезеровку МДФ, и т.п.
Все более широкое распространение получают фрезерные станки ЧПУ (численно-программное управление), которые позволяют проводить трехмерную или 3d обработку материалов в соответствии с 3 d моделью, разработанной в САПР. На сегодня за сравнительно небольшую цену можно купить китайский настольный фрезерный станок ЧПУ (мини станок). Однако дешевые мини станки, как правило, подходят только для фрезерной обработки только мягких материалов, таких как дерево, пластик и некоторые композиты. Настольные фрезерные мини станки с ЧПУ по более высокой цене позволяют осуществлять 3d фрезеровку металлов – латуни и алюминия.
Наша компания предлагает услуги по фрезеровке металлов и иных материалов на заказ по низким ценам.
Также наши инженеры могут разработать для Вас техническую документацию на Ваше изделий, а также 3D модели изделия в электронном виде с использованием современных пакетов САПР.
Токарный станоки фрезерный станок: в чем разница?
Токарные и фрезерные станки – два основных станка, используемых в обрабатывающей промышленности. Хотя в обоих случаях используется режущий инструмент для удаления материала с заготовки в виде стружки (стружки), они не обязательно одинаковы. И токарные, и фрезерные станки имеют свои уникальные функции и назначение. Итак, в чем именно разница между этими двумя машинами?
Что такое токарный станок?
Токарный станок – это большой станок, напоминающий обычный верстак.Состоящий из почти десятка различных частей – станины, каретки, передней бабки, задней бабки, планшайбы и т. Д. – он предназначен для вращения заготовки относительно однолезвийного режущего инструмента. После того, как заготовка установлена на токарном станке, токарный станок поворачивает ее против однолезвийного режущего инструмента. Сам режущий инструмент остается неподвижным, но заготовка вращается против него, чтобы удалить материал.
Токарные станки можно охарактеризовать как деревообрабатывающие или металлообрабатывающие, в зависимости от материала, для удаления которого они предназначены.Токарные станки для деревообработки, как правило, меньше по размеру и имеют меньше деталей, чем их металлообрабатывающие аналоги, но оба они полагаются на мощность вращения установленной заготовки для удаления материала, когда на нее воздействует однолезвийный режущий инструмент.
Что такое фрезерный станок?
Фрезерный станок – это станок, используемый для удаления материала с заготовки путем подачи заготовки к многолезвийному или остроконечному режущему инструменту. Фрезерные станки выше токарных, но они также имеют меньшую длину, что позволяет компаниям-производителям размещать их на небольших площадях.
Однако, помимо формы и размера, основное различие между токарными и фрезерными станками заключается в их методе работы. На токарных станках заготовка вращается относительно неподвижного режущего инструмента. На фрезерных станках неподвижная заготовка подвергается воздействию вращающегося режущего инструмента.
Кроме того, режущий инструмент, используемый на фрезерных станках, обычно имеет несколько лезвий или вершин. Для сравнения, режущий инструмент, используемый в токарных станках, обычно имеет одно лезвие. Фрезерные станки с несколькими лезвиями или остриями могут отшлифовать материал от заготовки.
Процессы фрезерования могут быть торцевыми или периферийными. Торцевое фрезерование характеризуется режущим действием по внешней стороне режущего инструмента, тогда как периферийное фрезерование характеризуется режущим действием по окружности режущего инструмента.
Для удаления материала с заготовки используются как токарные, так и фрезерные станки. Токарные станки, однако, предполагают вращение заготовки относительно однолезвийного режущего инструмента, тогда как фрезерные станки включают вращение многолезвийного или остроконечного режущего инструмента относительно неподвижной заготовки.
См. Услуги по изготовлению на заказ Монро.Нет тегов для этого сообщения.
Фрезерование на токарно-фрезерном станке
Возможно ли? Какие есть ограничения?
Да, фрезерование на токарном станке возможно, но с множеством недостатков и ограничений. Самое важное – это жесткость. Только взглянув на Optimum D180 или любой другой аналогичный токарный мини-станок, можно сказать, что его возможности ограничены. Чтобы уменьшить вибрации, вызываемые силами резания, мы должны уменьшить и без того ограниченный размер обрабатываемой детали, расстояние, на которое деталь выходит из тисков, и глубину резания.Упоры должны быть правильно отрегулированы, а ось, которую мы не используем, должна быть заблокирована.
Вторым ограничением является небольшой ход оси, и по этой причине положение фрезерной насадки необходимо тщательно планировать, иначе вы рискуете дополнительно уменьшить этот ход.
Другой проблемой является вертикальное положение тисков, которое в некоторых случаях затрудняет позиционирование заготовки.
Другой проблемой является время, необходимое для настройки и юстировки фрезерной насадки, и тот факт, что мы используем один и тот же станок для фрезерных и токарных операций.Предположим, мы работаем над каким-то проектом токарного станка, и где-то посередине нам нужно только одно фрезерное будущее на нашей заготовке. На пятиминутную работу может уйти больше часа.
Это некоторые из факторов, затрудняющих фрезерование на токарном станке, но не единственные. Мы обсудим некоторые из них более подробно позже, а также поговорим о тонких красных линиях, которые мы никогда не должны пересекать.
Если мы попытаемся сделать параллелизм между фрезерным станком и мотоциклом, вероятно, «фрезерное приспособление» будет просто велосипедом, на который мы прикрепили двигатель.Так что, если вы планируете использовать фрезерную насадку только для некоторых фьючерсов на некоторые детали, это нормально. Вы можете использовать этот велосипед, чтобы проехать несколько кварталов. Но если вы планируете использовать его для дальних путешествий, вы должны быть готовы к большому приключению.
Что еще хуже.
Если мы попросим опытного машиниста «прокатиться» на нашем велосипеде, он рассмеется, но, в конце концов, применив хорошую технику фрезерования и изучив возможности станка, он выполнит поставленную задачу.С другой стороны, новичок будет похож на мальчика, который впервые пытается покататься на велосипеде. Считаю, что это самая большая проблема, отсутствие опыта.
Давайте перейдем к
Держите лошадей, мистер !! Прежде чем мы продолжим, я должен упомянуть кое-что чрезвычайно важное. Не делайте, повторяю, , не пытайтесь выполнять фрезерование без защиты глаз . Чипсы разлетаются повсюду, и они очень горячие.
Держите руки подальше от ножей, особенно когда машина выключена.Мы склонны чувствовать себя в безопасности, когда машина не работает, но помним, что можно сильно порезаться.
Фрезерование с уступом и обычное фрезерованиеИз Википедии
”Обычное фрезерование (слева): толщина стружки начинается с нулевой толщины и увеличивается до максимума. Вначале разрез настолько легкий, что инструмент не режет, а скользит по поверхности материала, пока не будет создано достаточное давление, и зуб внезапно не прикусит и не начнет резать.Это деформирует материал (точка A на диаграмме слева), деформируя его и затупляя инструмент. Скольжение и кусание оставляют плохую отделку материала.
Фрезерование с подъемом (справа): каждый зуб входит в контакт с материалом в определенной точке, а ширина реза начинается с максимума и уменьшается до нуля. Стружка расположена за фрезой, что упрощает удаление стружки. Зуб не трется о материал, поэтому срок службы инструмента может увеличиться.Однако подъемное фрезерование может привести к большим нагрузкам на станок, поэтому не рекомендуется для старых фрезерных станков или машин, которые находятся в плохом состоянии. Этот тип фрезерования используется преимущественно на мельницах с компенсатором люфта. “
Из вышесказанного похоже, что фрезерование Climb имеет некоторые преимущества по сравнению с обычным фрезерованием, но если мы сосредоточимся на двух последних подчеркнутых фразах, то в нашем случае у нас есть некоторые серьезные недостатки. Что касается «больших нагрузок», я считаю, что нам не нужно больше объяснений, это то, чего нам определенно нужно избегать, но, похоже, что-то не так и с люфтом.
| Давайте посмотрим на живую картинку из фрезерования с подъемом и отметим направление подачи и направление сил резания. | |
| Теперь посмотрим на обычное фрезерование. Фреза с точки, которая касается заготовки, вращается против направления подачи, когда при фрезеровании с подъемом фреза вращается в том же направлении, что и подача. | |
| И как это влияет на нашу работу? Если продвинуть поперечный суппорт, чтобы исключить люфт… | |
| и имитируйте силы резания от обычного фрезерования вручную, другими словами, нажмите на подачу, поперечный суппорт останется неподвижным. | |
| Однако, если мы приложим некоторую силу в противоположном направлении, как это происходит при фрезеровании с подъемом, при поперечном салазке оно переместится вперед из-за люфта. | |
Это означает, что резак в наиболее критической точке, в точке удара, будет перемещать обрабатываемую деталь в одном направлении с ней, и это отменяет основной принцип резки металла, который является инструментом в форме ножа, тверже, чем материал, который необходимо разрезать, перемещается в направлении, противоположном направлению материала.Концевая фреза не сможет принять рез, вместо этого она будет взбираться или наезжать на заготовку и выталкивать ее из тисков до тех пор, пока заготовка не создаст достаточное давление, чтобы остановить концевую фрезу. | |
| Это результат фрезерования по куску алюминия. Что бы вы ни делали, не пытайтесь выполнить фрезерование с подъемом с помощью фрезерной насадки. Конец страницы 1 | |
| [adsenseyu2] |
Комбинации токарных / фрезерных / сверлильных станков
Комбинированный токарный / фрезерный / сверлильный станок
Bolton Tool предлагает комбинированный токарный / фрезерный станок по металлу для повышения удобства использования и по лучшей цене.Наши комбинированные токарно-фрезерные станки по цене являются лучшей сделкой для использования в небольшом магазине или гараже. Наши комбинированные станки отлично подходят для токарной, фрезерной и сверлильной обработки и подходят для всех типов проектов. Наши комбо очень популярны среди производителей нестандартных деталей и там, где пространство ограничено. Мы уверены, что вы останетесь довольны работой наших комбинированных токарно-фрезерных станков. Мы продаем различные типы токарных станков в соответствии с вашими потребностями. Приобретайте комбинированные токарные станки Bolton Tools сегодня!
Сравнение товаров (0)
Сортировать по:
DefaultName (A – Z) Имя (Z – A) Цена (Низкая> Высокая) Цена (Высокая> Низкая) Рейтинг (Наивысший) Рейтинг (Наименьший) Модель (A – Z) Модель (Z – A)
Показать:
255075100
4 199 долларов США.00 $ 4 745,11 4950,00 долларов США 5 019,69 долларов США 3998 долларов.00 $ 4 870,00 $ 1889,10 $ 2137,50 2227 долларов.95 $ 2 475,50
Показано с 1 по 8 из 8 (1 страниц)
9 лучших комбинаций токарных станков за деньги: тенденции в 2021 году
Последнее обновление 30 июля 2021 года Чарльзом Уилсоном
Наличие приличной комбинации токарных станков или токарных станков в вашем цехе открывает множество возможностей.Что ж, это если вы хорошо научились пользоваться машиной.
Токарные станки также являются синонимом «Матери станков», которые могут делать практически все. Многие машинисты недовольны тем фактом, что каждый раз, когда они работают над проектом, им нужно переключаться между несколькими устройствами. Он убивает время и вызывает сильную усталость.
Если вы забудете внести некоторые незначительные изменения, вам придется настроить другую машину с нуля. Этот процесс хлопотный и утомительный.Кроме того, вся эта перемена между машинами лишает вас радости от создания чего-то значимого и точного.
Чтобы решить эту проблему, вы можете побаловать себя одними из лучших комбинированных станков для токарных фрезерных станков. Это многоцелевое чудо сэкономит вам время, место и энергию. Да, это сложная машина. Но чтобы быть лучшим, нужно побеждать худшее (читайте лучше).
Излишне говорить, что комбинированный токарный станок – один из лучших настольных инструментов, который может быть у мастера. Используя это, выведите свою работу на совершенно новый уровень, не жертвуя слишком большой площадью пола.
Отказ от ответственности: как аффилированный с Amazon я могу получать небольшой процент от соответствующих покупок. Это не означает никаких дополнительных затрат для вас.
Скорость
280 – 2200 об / мин (6 скоростей)
50 – 2500 об / мин (сверление и фрезерование)
500 – 2500 об / мин (10 скоростей)
Proxxon 34104 Mill Highly RecommendedSpeed
280 – 2200 об / мин (6
Shop Fox M1018 Grizzly G9729 Combo Настоятельно рекомендуется Baileigh MLD-1030Скорость
50 – 2500 об / мин (сверление и фрезерование)
Токарный станок Hengwei настоятельно рекомендуетсяСкорость
500 – 2500 об / мин (10 скоростей)
Последнее обновление on 2021-10-04 / Изображения из Amazon Product Advertising API
Лучшие комбинации токарных станков, которые вы можете найти!
Учитывая тот факт, что они сложные, выбрать что-то еще труднее.Есть несколько вещей, которые вам нужно учесть, прежде чем вы даже собираетесь его покупать. Таким образом, я перечислил 9 комбинированных токарных станков за те деньги, которые вам обязательно стоит приобрести.
Здесь я расскажу об их особенностях, а также об их недостатках. Кроме того, в конце я включил руководство для скромного покупателя, которое, надеюсь, поможет найти и купить его для вашей собственной мастерской.
Итак, без лишних слов, приступим.
1. Proxxon 34104 Фрезерная / сверлильная головка – лучший удар для вашего заработка!- 110 – 120 В, 60 Гц, 140 Вт (0.1877 л. Размеры: 15/64 ″ – 5/16 ″ и 25/64 ″ (6, 8, 10 мм)
- Стол размером 4 5/16 ″ x 2 3/4 ″ (110 x 70 мм) и имеет 3-Т-образные пазы которые составляют 15/32 ″ x 15/64 ″ x 15/64 ″ (12 x 6 x 6 мм)
- Размеры: 13,39 x 9,84 x 8,66 дюйма
- Вес: 17,75 фунтов
- Гарантия »2 года
Теперь, у меня есть причина держать этот маленький продукт Proxxon во главе моего списка.Ага, в подзаголовке все сказано. Это лучший способ использовать деньги с пользой. По сути, это сверлильная головка, которая превращает ваши обычные токарные станки в зверей.
Одной из хороших черт этой сверлильной головки является то, что она поставляется с широким набором монтажных кронштейнов. Люди могут установить эту штуку там, где им удобнее. Если вы используете токарный станок PD250 / E, эти болты и кронштейны идеально подходят.
Поверьте, вам не нужно тратить ни цента, чтобы получить предметы.
Проявите изобретательность, и вы даже можете использовать эту токарную головку как стол. Немного мелковато, как мне нравится. Тем не менее, 110 мм на 70 мм – это не шутка. Оружейники сочтут небольшой стол легко маневренным и подвижным. По такой цене вы вряд ли найдете продукт более подходящего, чем эта.
Если вы до сих пор пользовались предшественником Proxxon 674104, немного порадуйтесь. Этот «апгрейд» позволяет мастерам по металлу и дереву использовать его для небольших предметов. Цанги можно перемещать по горизонтали и вертикали.Если это звучит как «составная» таблица, то это так! Индивидуальные цанги бывают 6, 8 и 10 мм соответственно.
Однако цанги – это не только комплект токарных станков для свинчивания. Конечно, вам потребуются дополнительные аксессуары.
Эй, это сэкономит вам немного денег. В конечном итоге каждый аксессуар (подробнее об этом чуть позже) будет покрываться в рамках бюджета. Не беспокойтесь об этом ни капли.
Погрузитесь глубже, и вы найдете регулируемые скорости. Ага. Эта маленькая машина может работать с переменной скоростью.Что касается оборотов, скорость колеблется от 280 до 2200 оборотов в минуту. Да, люди могут использовать эту машину как «очень деликатно», так и «сверхбыстро». Всего в вашем распоряжении шесть уровней скорости.
Кейс и острие: Вы можете полировать металл или дерево или даже шлифовать, если хотите. Без дополнительных затрат, я должен добавить. Однако на этом все не заканчивается.
Судя по всему, люди могут запускать эту штуку в переменных условиях. Я имею в виду, что он поддерживает двойное напряжение. Будь то в США или в Европе … это не заставит вашу электрическую схему в ближайшее время “бум”.
У токарной головки Proxxon есть обещания. Это также вызывает некоторые опасения. Например, болты, которые вы видите внутри оборудования, оказываются короткими (иногда слишком короткими), чтобы удерживать детали на месте. Возможно, вам придется покупать новые для работы.
Патрон для сверла, который вы видите, может не работать с другими размерами сверл. Боюсь, вам придется купить универсальный сверлильный патрон. Ага, облом … Я знаю.
Проверьте рекомендуемые мной токарные патроны и посмотрите некоторые из лучших вариантов.
2.Shop Fox M1018 Combo Lathe / Mill- Двигатель: 3/4 л.с., 110 В, однофазный
- Скорости токарного шпинделя: 7 при 160, 300, 375, 470, 600, 870, 1360 об / мин
- Скорости фрезерного шпинделя : 14 @ 117, 150, 220, 276, 290, 345, 360, 440, 450, 575, 640, 836, 1000, 1300 об / мин
- Поворот над станиной: 16-1 / 2 ″
- Поворот токарного станка над суппортом: 11-1 / 2 ″ и поворот фрезерного станка: 12 ″
- Конус шпинделя токарного станка: MT # 3
- Ход фрезерного шпинделя: 3-1 / 2 ″
- Отверстие шпинделя: 3/4 ″
- Резьба дышла: 3/8 ″ -16, Диапазон резьбы (дюймы): 27 @ 8-120 TPI, Диапазон резьбы (метрическая): 18 @ 0.2-3,0 мм
- Вес: 478 фунтов.
- Гарантия: 5 лет
Он создан для выполнения тяжелых задач. Да, комбинированный токарный станок / фрезерный станок M1018 от Shop fox – идеальный набор настольных токарных станков, которым вы можете себя благословить. Будучи более чем способным, он с легкостью выполняет такие работы, как токарная обработка, нарезание резьбы, сверление и фрезерование.
Все мы любим работать свободно и без ограничений. Как это бывает, когда вы работаете над очень сложным проектом, ну… каждый раз, когда вы работаете на токарном станке, это всегда сложно и сложно.В этом случае конструкция станка не всегда позволяет нам перемещать заготовку или, так сказать, «нас».
Вы будете рады узнать, что комбинированный токарно-фрезерный станок M1018 имеет диаметр 16-1 / 2 ″. качаться над кроватью. Что это значит? Короче говоря, это означает наибольший диаметр заготовки, которую вы можете установить, не задев станину.
Как вы понимаете, качели на 16-1 / 2 ″ над станиной доставят меньше хлопот при работе с машиной. Он также предлагает немного передышки, пока вы вращаете рабочий элемент.Однако это не указывает на диаметр обрабатываемой детали.
Немного запутались? Позвольте мне сразу это прояснить. Термин для обозначения наибольшего диаметра, который может быть обработан, называется поворотом над поперечным суппортом или поворотом над суппортом. В этом случае M1018 предлагает поворот над седлом на 11-1 / 2 дюйма.
Не говоря уже о том, что расстояние между центрами 19-3 / 16 ″. Если вы спросите меня, этого вполне достаточно для выполнения любой задачи. Кроме того, он имеет отверстие шпинделя 3/4 ″ и конус MT # 3.Короче говоря, эти числа указывают на то, что вы можете использовать эту комбинацию токарных станков для завершения любых тяжелых проектов без каких-либо препятствий.
Мы все немного больше любим наши машины, если они имеют автоматические функции. Будьте добры, если я скажу обратное. Теперь в некоторой степени автоматические функции хороши. Но я верю, что вы тоже в своем сердце знаете, что для достижения точных результатов нельзя всегда полагаться на автоматизм.
Именно поэтому Shop Fox M1018 имеет достойное ручное управление тележкой.Имеется продольный ручной кривошип, который позволяет вручную перемещать каретку вдоль ходового винта так же, как при механической подаче.
На ручном коленчатом валу также есть градуированная шкала. Он перемещается самостоятельно от рукоятки и может быть «обнулен», когда режущий инструмент касается заготовки. Преимущество этой функции в том, что она поможет вам отслеживать местоположение и движение инструмента.
Кроме того, имеется ручной маховик с поперечным суппортом, градуированным циферблатом и составным суппортом.Используя это, вы можете настроить инструмент так, чтобы он продвигался к заготовке под углом и даже линейно перемещался именно под этим углом. Точно и умно, правда?
Одним из главных достоинств этого станка является его великолепная стойка для инструментов. Он может вместить до четырех полудюймовых инструментов. Вы можете сэкономить часть своего драгоценного времени, так как здесь можно установить несколько инструментов. Все, что вам нужно сделать, это ослабить заблокированную печень и перейти к инструменту, с которым вы хотите работать. Просто как тот.
Также производитель добавил сюда подпружиненный фиксатор.Используя это, вы можете легко поворачивать револьверную головку на 90 градусов за раз. Вы найдете этот маневр чрезвычайно плавным. С другой стороны, если вы уже довольны положением стойки для инструмента и не хотите, чтобы она двигалась, вы можете просто заблокировать рычаг.
Весь этот резцедержатель значительно упрощает замену деталей и, конечно же, не является нюансом. Это один из лучших комбинированных токарных станков неспроста. Ваша работа станет лучше, и рабочий процесс станет быстрее.
Переходя к скоростям… M1018 от Shop Fox предлагает ЧЕТЫРНАДЦАТЬ различных скоростей для всех ваших потребностей фрезы / сверла в диапазоне от 117 до 1300 об / мин.Что касается скорости токарного станка, это тоже не разочаровывает. Фактически, он имеет семь регулируемых скоростей в диапазоне от 160 до 1360 об / мин.
Что касается мотора, то он имеет мощность 3/4 лошадиных сил, что вполне прилично для настольного комбинированного токарно-фрезерного станка. Однако это однофазный двигатель. Будучи одним, он стоит меньше и требует очень небольшого обслуживания. Случайно, если возникнут какие-то проблемы с мотором, их можно починить хлыстом.
В целом машина прекрасная. К нему почти не предъявляются претензии со стороны заказчиков, так как он сделан с большим профессионализмом.Он поставляется с приличной двухлетней гарантией и может удовлетворить все потребности любого профессионала или любителя. Для меня это должна быть одна из лучших комбинаций токарных станков, которые я когда-либо видел.
3. Комбинированный токарный / фрезерный станок Grizzly G9729- Поворот над станиной: 16-1 / 2 ″,
- Поворот над суппортом: 11-1 / 2 ″,
- Расстояние между центрами: 31 ″
- Количество скоростей: 7 токарных / 16 фрезерных / сверлильных станков, Диапазон скоростей токарного станка: 175-1425 об / мин, Диапазон скоростей фрезерно-сверлильного станка: 120-1500 об / мин
- Шпиндель: 4-болтовый, конус на вершине шпинделя: MT # 4, отверстие шпинделя : 1-1 / 8 ″
- Шпиндель к рабочему столу: 12 ″, Ход шпинделя (сверло): 4-5 / 16 ″, конус шпинделя (сверло): MT # 3
- Четырехпозиционный резцедержатель револьверной головки
- Диапазон резьбы (дюймы): 4-120 TPI
- Диапазон резьбы (метрическая): 0.75-6,0 мм
- Размер двигателя (однофазный 110 В): 3/4 л.с.
- Характеристики: Переключатель прямого / обратного хода, Встроенный фрезерный стол с Т-образными пазами, Два отдельных двигателя, Усиленная продольная подача, Усиленная поперечная подача, Магнитный переключатель, Четырехпозиционный резцедержатель револьверной головки, Устойчивый и ведомый упор, Смещения задней бабки 1/2 ″, Диск для нарезания резьбы
- Стандартные аксессуары: 3-кулачковый патрон 5 дюймов, сверлильный патрон 1/2 ″, оправка патрона MT # 3 3/8 ″ x 16 TPI, 2 мертвые точки, переключение передач, люнет, упор, 9 Лицевая панель ″
- Вес: 692 фунта
Когда дело доходит до создания потрясающей комбинации токарного и фрезерного станка, Grizzly не бездельничает.G9729 – яркий тому пример.
Если вы хотите улучшить свою игру, почему бы не рассмотреть эту машину? У него массивное расстояние между центрами 31 дюйм и колебание 16-1 / 2 дюйма. Он обладает множеством функций, рассчитан на длительный срок службы и обеспечивает точные результаты.
Итак, без лишних слов, давайте погрузимся в этого зверя и узнаем, что он может предложить…
Для начала давайте начнем с работоспособности. Как я уже упоминал, у него огромное расстояние между центрами 31 дюйм и свинг 16-1 / 2 дюйма. Это означает, что он вдвое больше, чем у Shop Fox M1018.Но опять же, M1018 – это комбинация настольного токарного станка и фрезерного станка.
Если вам нужно рабочее место побольше, то вам стоит выбрать комбинированный токарно-фрезерный станок. Вы легко можете себе представить, как устанавливаете на этот станок большие заготовки. Они не будут сопротивляться, а также у вас будет много места, чтобы свободно перемещаться вокруг машины.
Говоря о самом большом диаметре заготовки, вы можете установить элемент до 11-1 / 2 ″, это известно как поворотный поперечный суппорт. Интересным фактом является то, что Shop Fox M1018 предлагает точно такой же номер, как и этот комбинированный токарно-фрезерный станок от Grizzly.
Двигаясь дальше, у него есть красивый внутренний шпиндель с 4 болтами и конус MT # 4. Напоминаем, что M1018 имеет конус типа MT # 3. Хотя это победа для Grizzly, у него также есть отверстие шпинделя 1-1 / 8 ″.
Говоря о отверстии шпинделя, вы должны помнить, что это одна из частей, которую вы не можете изменить или модернизировать. Размер есть размер, и он никогда не расширится. Если размер отверстия шпинделя слишком мал, вы не сможете выполнить некоторые работы. Но будьте уверены, что отверстие шпинделя 1-1 / 8 ″ подойдет вам.
Дышло 3/8 ″ x 16 TPI надежно удерживает резцедержатель на станке и прилагает усилие к шпинделю, особенно при вращении на низких скоростях. Кроме того, имеется 4-позиционный резцедержатель револьверной головки, который упростит работу с этой машиной. Мгновенно переключайтесь между инструментами и ускоряйте рабочий процесс.
Поговорим о встроенном фрезерном столе. Он оснащен приличными 7/16 ″ Т-образными пазами. Он также расположен на расстоянии 3,54 дюйма (90 мм) друг от друга по центральным Т-образным пазам. Машина также имеет люнет и последующий отдых.Он играет важную роль в обеспечении устойчивости заготовки во время токарной обработки, особенно если она длинная.
Некоторые из лучших комбинированных станков для токарных фрезерных станков этого не имеют, вы можете себе представить?
В настоящее время невозможно представить себе сочетание токарного и фрезерного станков без регулируемой скорости. У Grizzly G9729 их предостаточно. Он имеет ШЕСТНАДЦАТЬ (на два больше, чем у Shop Fox M1018) скорости фрезерного шпинделя в диапазоне от 120 до 1500 об / мин. Что касается скорости вращения шпинделя токарного станка, то у него семь в пределах 175-1425 об / мин.
Этот комбинированный токарно-фрезерный станок приводится в действие тем же однофазным двигателем мощностью 3/4 л.с., что и станок Shop Fox.Тем не менее, он предлагает достаточно мощности для эффективной работы.
Grizzly – широко известная торговая марка, и именно этот комбинированный токарно-фрезерный станок G9729 выделяется репутацией этой компании. Он хорошо построен, имеет массу полезных функций. Кроме того, что вы не можете использовать его вне ящика, беспокоиться особо не о чем.
В целом, это хороший и мощный комбинированный токарно-фрезерный станок, который точно выполняет свои обязанности. Таким образом, можно с уверенностью сказать, что вы определенно можете подумать об этом, если думаете об улучшении или поднятии своих механических способностей на следующий уровень.
4. Настольный мини-токарный сверлильно-фрезерный станок Hengwei- Максимальная токарная обработка детали: 125 мм
- Максимальная длина детали: 180 мм
- Диаметр поворота на держателе инструмента: 60 мм
- Диаметр шпинделя через отверстие: 9 мм, конус шпинделя: MT.1
- Диапазон скорости шпинделя: 560-2500 об / мин Уровень 5, диапазон скорости шпинделя: 500-2500 об / мин 10 уровней
- Количество обрабатываемых метрических резьб: 8, диапазон обработки метрической резьбы: 0.4-1,5 мм, обработка диапазона дюймовой резьбы: 0,0028-0,0055 1 / n ”
- Уровень продольной подачи: 2
- Продольная подача оправки шпинделя: 0,07-0,14 мм
- Ход задней бабки: 18 мм, конус задней бабки: MT.1
- Максимальный диаметр сверления: 6 мм
- Расстояние от торца шпинделя до рабочей поверхности: 120-180 миллиметров, Расстояние от центрального шпинделя до области стойки: 125 мм
- Угол поворота сверлильно-фрезерной головки: 360 °
- Сверлильно-фрезерная вертикальная подъемная головка, ход: 60 мм
- Ширина рабочей поверхности: 60 мм, ширина рабочего стола с Т-образным пазом: 8 мм
- Длина рабочей поверхности: 85 мм
- Количество перемещений втулки шпинделя: 40 мм
Этот настольный мини-токарный станок сверлильный и фрезерный станок от Hengwei – новинка.Итак, почему бы вам подумать о чем-то подобном? Справедливый вопрос. Но ответ довольно прост: чтобы оставаться на плаву на конкурентном рынке, вы должны быть на уровне известного бренда.
Поворот над станиной у этой машины довольно большой. Его размер составляет почти 5 дюймов (125 мм). С другой стороны, он имеет поворот на 2,36 дюйма над поперечным суппортом. Что касается максимальной длины заготовки, вы можете установить ее до заготовки, имеющей максимальную длину 7,08 дюйма (180 мм).
Итак, очевидно, вы это видите, у вас будет много доступных рабочих пространств.Вы можете свободно перемещаться, и вам больше не нужно чувствовать себя скованным или застрявшим во время работы.
По длине и диаметру заготовок он по-прежнему является достойным стандартом. Он не слишком большой (что не рекомендуется в некоторых случаях) и не слишком маленький. Если вы работаете с большой заготовкой, это может привести к ошибочным результатам.
Потому что при вращении на полной скорости шпиндель вибрирует. Чем длиннее заготовка, тем сильнее вибрация.
Есть два уровня продольной подачи и уровень продольной подачи для оправки шпинделя в диапазоне от 0.07-0,14 мм. Это цилиндр с плавной конической формой, по которому вы можете штамповать заготовки. он плотно захватывает материал, так что с ним можно работать без проблем.
Что касается переменной скорости, у него есть хороший набор опций, доступных для пользователей. Например, Hengwei предлагает 5 различных скоростей вращения шпинделя токарного станка. Он колеблется в пределах 560-2500 об / мин. С другой стороны, он предлагает 10 различных скоростей фрезерного шпинделя в диапазоне от 500 до 2500 об / мин.
По сравнению с другими, в обоих случаях у него есть несколько вариантов регулировки скорости.Но диапазон оборотов такой же.
Что касается сверлильной головки, то она очень удобна. Почему? Что ж, вы можете повернуть его на 360 °. Он имеет два эффекта. Во-первых, когда вы не работаете с сверлильной / фрезерной головкой, вы можете просто убрать ее с дороги. Во-вторых, вы можете отрегулировать его так, как считаете нужным, без проблем.
На мой взгляд, нет проблемы, которая могла бы считаться нарушением сделки. Это достойная машина, которая предлагает как достаточное количество рабочего пространства, так и действительно практичные функции.У него достойное качество сборки и хороший дизайн.
Будучи новичком в игре, Hengwei, я думаю, изо всех сил старался заявить о себе на рынке. Следовательно, они предоставили этот настольный мини-токарный сверлильно-фрезерный станок, чтобы предложить своим пользователям отличные результаты.
5. Grizzly Industrial G0791-12 ″ X 36 ″- 12 ″ Поворот над станиной и над седлом: 11-5 / 16 ″
- Скорости шпинделя: 70. 200, 220, 270, 360, 600 , 800, 1000, 1400 об / мин
- Отверстие токарного шпинделя: 1.57 ″ (39,87 мм)
- Конус токарного шпинделя: MT # 5
- Конус фрезерного шпинделя: R-8
- Максимальное расстояние от шпинделя до рабочего стола: 12 ″
- Расстояние между центрами: 36 ″
- Мощность: 2 л.с.
- Напряжение: 220 В
- Ход задней бабки: 4 ″
- Конус задней бабки: MT # 3
- Характеристики : 1/2 ″ SQ. Задвижная бабка для использования динамометрического ключа для точной фиксации задней бабки каждый раз, E Энергосберегающий светодиодный рабочий фонарь, O n / Off Обратный переключатель на каретке, C Ast-Iron Stand с удлиненным основанием, B все опоры подшипников / опоры, C, uts, правая и левая резьба, C поднос для бедра и брызговик в комплекте, стол 9-3 / 4 ″ x 5-7 / 8 ″ с Т-образными пазами
- Стандартное оборудование: 6 ″ 3-кулачковый патрон с 2 предметами.двусторонние кулачки и 4-кулачковый патрон с двусторонними кулачками и 10-дюймовой лицевой панелью, S подставка для чайника / опора с роликовыми наконечниками, Полный брызговик длиной и усиленная чугунная подставка, H рабочий фонарь из алогена и Quick -сменный резцедержатель с держателем в комплекте, T wo MT # 3 мертвые точки (1 с твердосплавными напайками) и один подвижный центр MT # 3, S и семь переключающих передач, D оправка для сверлильного патрона R-8 x Сверлильный патрон B16 и 5/8 ″, S втулка шпинделя R-8 x MT # 3, MT # 3 x MT # 2, T oolbox с инструментами для обслуживания
Этот зверь.Он может справиться со всем, что вы можете в него бросить. Grizzly Industrial G0791 может выполнять как тяжелые, так и небольшие работы, требующие лазерной точности и деликатности. Кроме того, это один из лучших комбинированных токарно-фрезерных станков, которые можно использовать для изготовления оружия.
Прежде чем перейти к деталям, давайте разберемся, почему оружейники отдают предпочтение именно этому станку. Что ж, G0791 не только делает чистые разрезы, но и имеет сквозное отверстие большего размера. Используется для входа в ствол пистолета.
Большинство токарных станков, представленных на рынке, имеют сквозное отверстие диаметром менее одного дюйма.Но это не относится к этой машине. Также есть подвесной шпиндель «крестовина» с 4 винтами с латунными наконечниками. Поэтому неудивительно, что этот станок считается одним из лучших для оружейников.
Теперь, когда это не так, давайте сосредоточимся на его дизайне и других функциях. С первого взгляда Grizzly Industrial G0791 производит зловещее впечатление. Выглядит страшно, но в хорошем смысле страшно. Он компактен, хорошо построен и имеет эргономичный дизайн, обеспечивающий бесперебойную работу.
Этот зверь из машины имеет очень простое в использовании рычажное управление. На каретке есть простой выключатель. Как и мини-токарный сверлильно-фрезерный станок от Hengwei, он имеет люнет и следует за ним. Это добавляет стабильности всей конструкции, когда вы работаете на более высокой скорости.
Я уже упоминал, что это компактная машина. Но совсем не тесновато. Он предлагает достаточно места для работы. Кстати, высота над кроватью составляет 12 дюймов.Кроме того, наибольший диаметр вашей заготовки может составлять 11-5 / 16 дюймов.
Кроме того, расстояние между центрами составляет 36 дюймов, а ширина кровати 7-1 / 4 дюйма. Не говоря уже о том, что у него есть отличный быстросменный резцедержатель с прилагаемым держателем. Следовательно, вы можете работать более свободно, тратя меньше времени, и иметь необходимую гибкость, которая жизненно важна при работе над вашими проектами.
G0791 идет с приличной фрезой. Он оснащен 3/8-дюймовыми Т-образными пазами фрезерного стола, а фрезерный шпиндель может перемещаться на 2-1 / 4 дюйма.Вы не почувствуете каких-либо ограничений при внесении мелких корректировок в свои проекты во время фрезерования на этом станке.
Говоря о фрезеровании, он имеет четыре различных скорости в диапазоне от 250 до 2300 об / мин. Это звучит как облом, поскольку Grizzly G9271, Shop Fox M1018 и Hengwei предлагают 16, 14 и 10 различных скоростей.
Что касается скорости вращения шпинделя токарного станка, он имеет девять различных вариантов. Он колеблется в пределах 70-1400 об / мин. Если вы спросите меня, предел скорости вращения шпинделя токарного станка должен быть немного выше.Но в большинстве случаев запаса в 1400 об / мин может быть достаточно.
Grizzly Industrial G0791 имеет два разных однофазных двигателя. Один для токарного и один для фрезерного станка. Первый – это двигатель на 2 лошадиные силы, 220 В, а второй – на 3/4 лошадиных силы, 220 В.
Оба являются однофазными двигателями, поэтому маловероятно, что у них возникнут проблемы. Даже если они это сделают, их ремонт будет дешевым и легким.
Легко и дешево, эти слова должны звучать для вас как музыка, не так ли?
Мне лично нравится этот комбинированный мини-токарный станок за его универсальность и компактность.G0791 – это образец безупречного профессионализма Grizzly. Он поставляется с множеством необходимых принадлежностей, так что вы можете сразу начать свою работу, будь то токарная обработка, сверление, фрезерование, патронирование, растачивание или торцевание …
Итак, если вам нужна точность и лучший комбинированный токарно-фрезерный станок … почему бы и нет получить Grizzly G0791?
6. Фрезерный сверлильный станок Baileigh MLD-1030- Технические характеристики токарного станка по металлу :
- Расстояние между центрами 21,5 ″ / 29.5 ″
- Поворот над станиной 9,75 ″
- Поворот над поперечными салазками 5,7 ″
- Ширина станины 5,3 ″
- Конус отверстия шпинделя MT 4
- Скорость 50-2000 об / мин / переменная
- Продольная подача 0,003 ″ – .008 ″
- Диапазон дюймовой резьбы 8-56 TPI
- Диапазон метрической резьбы 0,2 -3,5 мм
- Ход верхних салазок 2 дюйма
- Ход поперечных салазок 4,5 дюйма
- Ход пиноли задней бабки 2 дюйма
- Пиновый конус задней бабки MT 2
- Двигатель: 1 л. Максимум.Расстояние между шпинделем и столом 11 ″
- Макс. Расстояние между шпинделем и колонной 6,5 ″
- Двигатель: 3/4 л.с.
- Напряжение: 120 В
- Вес: 429 фунтов
- Включает: люнет , опорную стойку, 3- и 4-кулачковые патроны и конус MT-2
Baileigh работает в этой отрасли более 20 лет, и у них есть довольно хорошее портфолио, когда дело доходит до изготовления токарных / фрезерных станков. Однако MLD-1030 не является достойным потомком этой компании. Отчасти причина в том, что он дешевле и не демонстрирует большой силы, чем остальные конкуренты.
Тогда почему я включил этот продукт в свой список? Ну … во-первых, это довольно дешево и имеет широкий набор функций, которым вполне достаточно. Потому что давайте будем откровенны … сколько функций комбинированного токарно-фрезерного станка мы на самом деле используем регулярно?
Тем не менее, он предлагает универсальность и точные результаты работы. Вы можете удобно фрезеровать, сверлить или выполнять токарные операции с этим фрезерно-сверлильным станком MLD-1030 от Baileigh. Несмотря на то, что после установки вам придется внести незначительные изменения, он имеет очень хорошее качество сборки.Дизайн минималистичен и прост в эксплуатации.
Машина имеет поворот на 9-3 / 4 дюйма над станиной и на 5,7 дюйма над поперечным суппортом. Я думаю, что цифры вполне нормальные, особенно для оружейников. Кроме того, максимальное расстояние от шпинделя до колонны составляет 6,5 дюймов, а максимальное расстояние от шпинделя до стола – 11 дюймов.
Что касается расстояния между центрами, то оно измеряется в 29-1 / 2 дюйма. все это показывает, что, даже несмотря на то, что это компактная машина, рабочего пространства достаточно для правильной работы.Да, он немного меньше, чем Grizzly G0791, Shop Fox M1018 или Proxxon 34104… но мне это показалось «нормально».
Некоторые утверждают, что вся машина не кажется такой надежной, как должна быть, и ей не хватало стабильность. Тем не менее, у MLD-1030 есть неподвижный упор и дополнительный упор. Они придают всей машине больше конкретности и твердости.
Он также поставляется с трехкулачковым патроном и четырехкулачковым патроном. Вы всегда можете изменить эти части, если они вам не нравятся. Насчет фрезы и сверлильной головки жаловаться не на что.Дизайн головы несколько уникален, но заслуживает похвалы. Он имеет основание в виде колонны, а глубину можно регулировать.
Чтобы обеспечить больший контроль над машиной и точность, в них встроен цифровой индикатор. Я нашел это чрезвычайно полезным, так как он позволяет максимально точно поддерживать глубину резания. Кроме того, производитель также добавил прочный конус MT-2.
Давайте поговорим о его мощности и переменной скорости.
Baileigh MLD-1030 имеет два однофазных независимых двигателя 110 В.Один для токарных операций и один для фрезерования. Эти моторы позволяют использовать их из любой стандартной розетки. Для моторов все хорошо, за исключением лошадиных сил … а у нее только одна.
Хотя его все еще может хватить для оружейного дела, он может не подойти, если вы собираетесь выполнять с ним тяжелые работы. Так что да … это облом.
Тем не менее, машина имеет регулируемую частоту вращения в диапазоне от 50 до 2000 об / мин. На самом деле, это не так уж и плохо с учетом того, что мотор не такой мощный.Таким образом, с этим скромным комбинированным токарно-фрезерным станком вы все еще можете работать «полностью металлическим» или медленным.
У каждой машины есть недостатки. Бейли не исключение. Больше всего меня раздражает то, что для его бесперебойной работы требуется много времени. Придется внести огромное количество настроек, а иногда нужно часами настраивать инструменты. Это утомительно и расстраивает.
Но опять же, у этого есть свои преимущества. Он может делать практически все, что должен делать стандартный комбинированный токарно-фрезерный станок.Он сделан на долгий срок и дает точные результаты. Так что не должно повредить думать, что это даст вам хороший выигрыш за ваши деньги.
В следующей части статьи речь пойдет о машинах, которые не подходят для работы в тяжелых условиях. Они созданы исключительно для реализации небольших домашних проектов. Если вы разнорабочий и хотите забавляться с машинами, то внимательно прочтите.
Примечание : Не используйте эти продукты для чистки твердых металлов. Они подходят только для мягких металлов, пластмасс и дерева.
7. Комбинированный мини-токарный станок KKmoon- Мощность: 48 Вт
- Скорость двигателя: 20000 об / мин
- Тип вилки: вилка США
- Напряжение: 100-240 В 50/60 Гц
- Выход: 12 В 4A
- Рабочее пространство лобзика : 90 * 90 мм / 3,54 * 3,54 дюйма
- Рабочее пространство шлифовального станка: 120 * 100 мм / 4,72 * 3,94 дюйма
- Рабочее пространство бурильщика: 120 * 100 мм / 4,72 * 3,94 дюйма
- Токарный станок по дереву и металлу Диаметр обработки: 45 мм
- Miller Ход скольжения: 30-50 мм
- Размер цанги: 1-6 мм
- Размер зажима тисков: 0-35 мм
- Шлифовальные материалы: дерево, пластик, мягкий металл (золото, серебро, медь, алюминий и т. Д.))
- Вес : 7,54 фунта
Почему продукт KKmoon находится в моем списке лучших комбинированных станков для токарных станков?
Ответ: Этот мастер на все руки. Это многофункциональная машина «6 в 1», которая может стать очень удобным инструментом для всех. Но если он попадет в правильные руки, то возможности безграничны. Вам не нужно быть профессионалом, чтобы управлять этой машиной. Все, что вам нужно, это несколько основных идей, вот и все.
Помимо тяжелого подъема, этот продукт от KKmoon обладает универсальностью, позволяющей справиться с любой легкой работой, которая лежала у вас дома.Что он не умеет? Я имею в виду, что он может шлифовать, сверлить, шлифовать, токарно, фрезеровать и пилить.
Если вы еще не знакомы с этим типом оборудования… хорошо, мой друг, вы упускали много хорошего. Итак, давайте погрузимся в эту машину и исследуем ее.
Хотя это намного дешевле, чем другие комбинированные токарно-фрезерные станки. Тем не менее, вы не можете исключить это из своего списка с первого взгляда, нет. Эта машина сделана из усовершенствованного алюминиевого сплава и весит около 7,54 фунта.
Значит, можете быть уверены, что прослужит долго.Благодаря своей прочности, он может выдержать множество «бережных обращений».
Другое дело, что работать с этой многофункциональной машиной очень весело. У меня всегда возникает радостное чувство, когда я его устанавливаю. Это совсем не похоже на рутинную работу. Кроме того, если вы ломаете голову над тем, что подарить другу … ну, этот мини-токарный станок по металлу может быть интересным выбором.
Этот мини-универсальный станок может быть собран на 6 различных токарных станках. Вы не можете использовать их все сразу, я думаю, вы это уже знаете.Я хочу отметить, что это намного эффективнее и проще в использовании.
Допустим, вы хотите распилить… просто соберите лобзик и приступайте к работе. Никаких хлопот. Но если ваша работа сложная и требует нескольких операций, это может стать глупым нюансом. Время от времени приходится прыгать между машинами.
Теперь он может собирать такие станки, как лобзик, шлифовальный станок, сверлильный станок, токарный станок по дереву, токарный станок по металлу и фрезерный станок. Вряд ли есть какие-то дела, которые нельзя было бы сделать с этим.
Но у него есть ограничения относительно объектов, которые он может обрабатывать. Помимо твердых металлов, он может работать практически со всем, например с золотом, серебром, медью, алюминием, акрилом, печатными платами, деревом и пластмассами.
Лобзик, входящий в комплект поставки, предлагает рабочее пространство 3,54 x 3,54 дюйма. Однако максимальная глубина пропила пилы будет отличаться от одного элемента к другому. Например, вы получите 4 мм на твердой древесине, 7 мм на трехслойной древесине, 18 мм на мягкой древесине, 0,5 мм на алюминиевых пластинах и 2 мм на органическом стекле.
С помощью этого станка вы можете шлифовать дерево, пластик и мягкие металлы, такие как золото, серебро, медь и т. Д. Шлифовальный станок и сверлильный станок имеют одинаковое рабочее пространство. Это 4,72 х 3,94 дюйма. Размер цанг бурильщика 1-6 мм. Для проектов небольших домов это должно быть нормально.
Что касается токарных станков по дереву и металлу, оба имеют одинаковый максимальный диаметр обработки (45 мм) и длину обработки (135 мм). Переходя к фрезерному станку, ход ползуна составляет 30-50 мм, а размер цанг – 1-6 мм.
И последнее, но не менее важное: двигатель. В нем используется вилка американского типа, а максимальная скорость составляет 20000 об / мин. Если вам нужна скорость, ну… как видите, недостатка в ней нет.
В конце концов, все, что я могу сказать, это забавная машина, и уж точно не для тяжелых условий эксплуатации. Он идеально подходит для выполнения легкой работы и домашних проектов. Вот почему это один из лучших инструментов для самостоятельного изготовления, которые в настоящее время представлены на рынке. Так что ты думаешь?
8. Многоцелевой комбинированный токарный станок «6 в 1» DIY- Нормальный алюминий + углеродистая сталь + версия из АБС-пластика.
- Пильное полотно специально разработано, с коротким ходом кулачка всего 4 мм, что защитит кожу человека от травм.
- Можно собрать до 6 видов различных станков, таких как лобзик, токарный станок, токарный станок по дереву, сверлильный станок, фрезерный станок, шлифовальный станок, однако вы можете использовать только один вид этих функций одновременно.
- Общий вес: около 4,5 кг
- Размеры продукта: 9,8 x 5,9 x 3,9 дюйма
- Вес: 9,5 фунтов
Как и KKmoon, Mini Multipurpose Machine 6 in 1 DIY представляет собой аналогичный продукт.Также имеется 6 различных токарных станков. Хотя этот инструмент не предназначен для профессиональной работы, он представляет собой нечто среднее между игрушкой и настоящей машиной.
Несмотря на то, что вы не можете выполнять тяжелые работы на этой машине, тем не менее, вы можете получить от нее массу удовольствия. Конечно, если вы любитель, вам будет интересно работать. Помимо веселья, вы также должны поработать с помощью этого набора инструментов для дома.
Сделанный из стандартного алюминия, углеродистой стали и АБС, он весит всего около 9,5 фунтов.Так что да … он легкий. Если вы хотите большей прочности и долговечности, вы будете рады узнать, что для этого продукта также доступна металлическая версия.
Размер, с другой стороны, составляет 9,8 x 5,9 x 3,9 дюйма. Итак, вы можете себе представить, что это изделие довольно маленькое по размеру. Но для того, чтобы заниматься небольшими проектами, вам не нужна машина большего размера. Это было бы пустой тратой денег. Это сделано для того, чтобы работа приносила удовольствие.
Итак, что можно сделать с этой красивой машиной.Что ж … он делает то, что следует из названия. В комплект входит шесть различных токарных станков, которые могут выполнять любую легкую работу, которая часто бывает у вас дома.
Имеет лобзик, токарный станок, токарный станок по дереву, сверлильный станок, фрезерный станок, шлифовальный станок. Лезвие лобзика разработано специально. Он оснащен коротким ходом кулачка всего 4 мм, чтобы защитить вашу кожу от любых травм.
Кроме того, в режиме токарного станка у вас есть возможность поместить более длинную заготовку, например, медный стержень, через патрон.Поскольку он проходит через двигатель и выходит сзади, максимальный диаметр вашей заготовки может составлять около 8 мм.
Не нужно быть тонким, чтобы понять, что он не может обрабатывать твердые металлы, верно? Тем не менее, вы можете извлечь максимальную пользу из этой машины, поскольку она может работать с деревом, пластмассой и мягкими металлами, такими как золото, медь, серебро, алюминий, акрил и печатные платы.
Кроме того, у него нет регулируемых скоростей. На самом деле, вам не нужен этот вариант, если вы просто хотите время от времени заниматься мелкими делами.
Настроить все это тоже очень просто. Кто угодно может это сделать. Установите его на твердую поверхность для максимальной устойчивости во время любой операции. Так что лучше это будет оргалит или стол, на котором вы хотите его разместить. Обязательно отключайте питание, когда вы им не пользуетесь.
Настоятельно рекомендуется носить защитные очки при работе с этим продуктом. После каждого использования следите за тем, чтобы поверхность оставалась чистой и сухой. Чтобы продлить срок ее службы, внимательно ухаживайте за машиной и время от времени смазывайте движущиеся части.
9. Набор мини-станков для ручной работы Muchentec 6 в 1- Многоцелевой мини-токарный станок 6 в 1
- Скорость двигателя: 20 000 об / мин
- Скорость вращения передней бабки: 2 000 об / мин
- Поддерживаемая мощность: 12 В постоянного тока / 2 А / 24 Вт
- 3-кулачковый патрон (самоцентрирующийся)
- Макс.диаметр резания: 20 мм
- Межосевое расстояние: 135 мм
- Ход скольжения: 35 и 45 мм
- Размер стола: 120 × 100 мм
- Цанга: сверло на 2 или 3 мм
- ( 1).Скорость двигателя: 20 000 об / мин
- (2). Скорость передней бабки: 2000 об / мин
- (3). Поддерживаемая мощность: 12 В постоянного тока / 2 А / 24 Вт
- (4). Ход суппорта: 35 и 45 мм
- (5). Емкость тисков: 25 × 35 мм
- (6). Цанга: фрезы 1–4 мм
- Размеры упаковки : 21,65 x 15,75 x 3,15 дюйма
- Вес : 10,56 фунтов
Это относится к той же категории, что и наборы инструментов для самостоятельного изготовления от KKmoon и Sunwin. Созданный специально для мягких металлов и изделий из дерева, его присутствие в вашей домашней мастерской может пролить свет на многие потраченные впустую проекты.
Итак, если вы парень, который просто хочет развлечься или хочет с пользой использовать свое время, то вам стоит внимательно прочитать это.
Из коробки этот весит 10,56 фунтов, а размер упаковки составляет 21,65 x 15,75 x 3,15 дюйма. он определенно тяжелее и намного больше, чем два предыдущих продукта. Причина в том, что он сделан из металла.
Таким образом, эта машина отличается большей прочностью и стабильностью. Этот надежный в своем роде, может быть немного сложно передвигаться, но, тем не менее, это не должно создавать особых проблем.Потому что вы будете использовать только один токарный станок за раз.
Кстати, этот мини-набор для ручной работы может быть собран в 6 видов различных станков. В этой области ранее не упоминалось никаких отличий от двух других. Как и они, у него также есть лобзик, токарный, сверлильный, фрезерный, шлифовальный и токарный мини-станки.
На этих мини-станках вы можете работать только с древесными материалами, пластиком и мягкими металлами, такими как медь, алюминий или золото. Если задуматься, этот мини-комплект для ручной работы «6 в 1» может стать идеальным инструментом для многих вещей, таких как хобби, изготовление моделей, изготовление и обработка мелких деталей.
Вы также можете использовать этот набор инструментов для изучения основ. Перед покупкой более крупного сложного токарного станка можно этим испачкать руки. Это не будет вам дорого стоить, но вы получите более четкое представление о том, как эти вещи работают в более широком масштабе.
Что бросилось в глаза в этой машине, так это ее трансформатор. Он не только имеет сертификаты CE и UL, но также имеет некоторые характеристики безопасности. Например, трансформатор имеет защиту от перегрузки по току, перенапряжения и перегрева.
Эти особенности увеличивают долговечность этой машины, обеспечивая более длительный срок службы.
Движение дальше… токарный мини-станок и дрель имеют одинаковую скорость двигателя (20 000 об / мин), скорость передней бабки (2 000 об / мин) и поддерживаемую мощность (12 В постоянного тока / 2 А / 24 Вт). Токарный станок оснащен самоцентрирующимся трехкулачковым патроном и имеет максимальный диаметр резания 20 мм.
Что касается сверла, то у него цанга на 2/3 мм, а размер стола составляет 120 x 120 мм. Это стол приличного размера для такого инструмента, как этот. Ход слайда составляет 35 и 45 мм, что тоже довольно стандартно.
Кроме того, фрезерный станок имеет такую же скорость двигателя, скорость передней бабки и ход ползуна, что и сверлильный станок.однако размер тисков составляет 25 x 35 мм, а цанга имеет фрезы на 1/4 мм.
То же самое и с токарным станком. С его помощью можно обрабатывать мягкие металлы, дерево и пластик. Что касается максимального диаметра обработки, вы можете установить заготовку диаметром 45 мм и длиной 135 мм.
Маховик имеет точность шкалы 0,02 мм. Таким образом, он может быть небольшим, но все же может давать точные результаты. Браво машине!
И, наконец, шлифовальный станок и лобзик.Да, вы правильно догадались … Эти двое также имеют одинаковую скорость двигателя и ход передней бабки. А вот шлифовальный станок имеет рабочую область 123 х 100 мм. Напротив, размер стола лобзика составляет 90 х 90 мм с ходом 4 мм.
В целом, этот мини-станок ручной работы 6 в 2 от Muchentec может соответствовать вашим стандартам. Из трех инструментов DIY, которые я обсуждал в этой статье, этот намного более перспективен, чем эти два. Учитывая его особенности, это, безусловно, один из лучших инструментов DIY, которые я когда-либо видел.
Руководство по покупке, чтобы найти лучший комбинированный токарный станок
Теперь, когда мы просмотрели список, позвольте мне помочь вам найти лучший комбинированный токарный станок / фрезерный станок, который вы можете иметь. Есть много вещей, которые следует учитывать, и, к сожалению, кажется, что в Интернете существует множество неверной информации.
Они не только введут вас в заблуждение, но и запутают этот современный феномен машины. Я постараюсь повернуть вас в правильном направлении и помочь вам найти нужный комбинированный токарно-фрезерный станок как можно лучше.
Здесь я расскажу о некоторых важных вещах, которые необходимо учитывать еще до того, как вы его купите. Итак, пожалуйста, прочтите терпеливо…
Каковы ваши потребности и подойдет ли он для вашего рабочего места?
Вы должны знать, что именно вы хотите от комбинированного токарно-фрезерного станка. Как только вы решите, что вам нужно, вы обнаружите, что область поиска сильно сжата. Только тогда вы можете искать машины в соответствии с вашими потребностями.
Следующее, что вы можете сделать перед покупкой этой машины, – это измерить свое рабочее место.Здесь вы собираетесь его установить. Если вы собираетесь использовать скамейку, убедитесь, что поверхность прочная и ровная.
Кроме того, обычно такие машины, кажется, много весят. Так что лучше, если вам придется переместить его только один раз. Еще одна вещь: убедитесь, что у вас достаточно места для перемещения на рабочей станции. Вы не почувствуете себя сдержанным, и вы найдете пространство как благословение, поскольку оно даст вам подвижность и свободу.
Сколько комбинаций станков может предложить комплект токарно-фрезерных станков?
Здесь все становится серьезно.Учитывая тот факт, что вы уже знаете, чего хотите от комбинированного токарно-фрезерного станка, тщательно продумайте количество комбинаций, а также типы. Поскольку вы потратите много денег на такой тип машины, убедитесь, что вы получили наилучшую комбинацию, которую только сможете найти.
Если вам нужно потратить деньги, потратьте один раз.
Однако есть контраргумент… В большинстве случаев вы можете резать материалы, используя различные методы, используя только токарный станок. В этом случае вам придется потратить больше времени, чтобы понять, как это сделать.
Однако с помощью комбинации вы получите больше способов достижения цели, поскольку у вас будет фрезерных, сверлильных и токарных на одном станке. Это экономит время, энергию и исключает необходимость переключения между несколькими машинами.
Но если вы не хотите тратить большие деньги и просто хотите немного поработать по дому, вы можете подумать об инструментах «сделай сам», о которых я упоминал заранее. Они предлагают 6 различных комбинаций машин.
С их помощью нельзя обрабатывать твердые металлы, и они не подходят для комбинированных токарных и фрезерных станков, но, тем не менее, вы можете много работать, одновременно получая удовольствие.Итак, вы должны точно знать, что вы хотите, сколько комбинаций вы хотите и что требует ваша работа.
Достаточно ли эффективна машина?
Это не принесет вам никакой пользы, если вы получите чудовищную машину, которая не работает эффективно. От этого во многом зависят сами характеристики продукта. Если он мощный, но вы не можете выполнять свою работу гладко, жизнь станет для вас очень трудной.
Вам придется потратить больше времени и энергии на создание неэффективной машины, и в большинстве случаев вы все равно не добьетесь желаемых результатов.
Итак, как узнать, эффективна ли комбинация токарных станков для начинающих, например? Что ж, вы можете просто сделать это, проверив несколько цифр. Например, проверьте число оборотов в минуту (оборотов в минуту). Эти числа показывают, насколько быстро машина может резать твердые материалы с помощью прядильных ножей.
Цифры меньше или больше? Если это около 2000-2500 оборотов в минуту, то все должно быть в порядке. Все продукты в этом списке имеют почти одинаковое количество оборотов в минуту. Так что да … они довольно эффективны.
Еще одна вещь, которую вы должны принять во внимание, – это использование напряжения. Если ваша машина потребляет слишком много энергии, а скорость вращения у вас недостаточна, режущие инструменты ничего не сделают.
В этом случае произойдет то, что и ваши инструменты, и заготовка будут повреждены. Итак, убедитесь, что изделие, с которым вы собираетесь работать, имеет нужное напряжение и может обеспечивать необходимую мощность для вращения вашего шпинделя. Должна быть гармония между «числом оборотов в минуту и напряжением»
Вы можете представить себе, насколько эффективна комбинированная рейка / фреза.Числа … они не лгут. Пожалуйста, проверьте их перед покупкой. Если машина работает эффективно, она не тратит столько материалов. Он будет делать аккуратные разрезы и обеспечивать точные результаты.
Машина слишком сложна для маневрирования?
Комбинация токарного станка и фрезы – прекрасное оборудование. Фактически, его называют «матерью всех машин». К сожалению, такая высокая оценка лишает продукт его простоты. Но ведь это ведь понятно? Чем больше вы можете с ним делать, тем более сложным и замысловатым он станет.
Тем не менее, должен быть запас, который должен указывать на простоту использования этой машины… она должна стать более удобной в использовании после того, как проведет с ней некоторое время. Напротив, если это требует больше усилий, чем обычно… что ж, это плохие новости.
Итак, что вы можете проверить на некоторых из лучших комбинированных станков для токарных фрезерных станков?
В первую очередь можно рассмотреть рабочую зону. Проверьте расстояние поворота над станиной и поворота над поперечными суппортами.Если числа красивые и соответствуют вашим стандартам, вам должно быть легко работать.
Если вы оружейник, проверьте, есть ли в изделии большое «сквозное отверстие». Grizzly G0791 в этом списке имеет достойное отверстие. Следующее, что вы можете проверить, – это расстояние между центрами. Если вы обычно работаете с более крупными проектами, убедитесь, что числа вам подходят.
Вы же не хотите приносить на рабочее место такой дорогой станок, но при этом не можете смонтировать заготовку.Идем дальше, проверь местонахождение буровой головки. Легко ли работать? Это мешает вам, когда вы им не пользуетесь?
Я специально упоминаю об этих вещах, потому что вы не можете их обновить или изменить. Купив устройство, вы застряли в нем. Так что будьте внимательны и убедитесь, что вам комфортно работать с каждым элементом машины.
Еще одно, что может сыграть огромную роль в облегчении маневрирования этой машины, – это цифровое считывание. Цифровой индикатор покажет вам важные данные, такие как частота вращения, переменная скорость или глубина, а также длина резов.Вы найдете их чрезвычайно важными и полезными для достижения точных результатов работы.
Хотя в настоящее время они есть на большинстве машин, тем не менее, иногда мы упускаем из виду самые очевидные вещи. Так что проверьте это тоже.
Проверка качества сборки и долговечности деталей
Комбинированный токарный / фрезерный станок – это не детская игра. За исключением инструментов DIY, эти машины должны выполнять тяжелые обязанности, дни за днем. Им приходится много резать, и, конечно же, материалы должны быть твердыми и прочными.Мало того, они должны предоставлять точные и точные результаты при их обработке.
Следовательно, машина должна быть прочной и устойчивой. Он должен иметь достойное качество сборки и эргономичный дизайн. Он должен провозглашать слова «прочность» и «профессионализм» своими частями. Поскольку им придется столкнуться с множеством злоупотреблений и оказаться под сильным давлением, они должны стойко им противостоять.
Проверьте материалы, из которых он построен. Особенно построение частей, которые будут сталкиваться с большей частью музыки.Шпиндель, штанга шпинделя, резцедержатель, сверлильная головка, фреза, зажимной патрон, шестерни, моторы, блок питания, рычаги… все проверьте.
Вы же не хотите, чтобы он легко ломался. В конце концов, ремонт таких машин стоит больших денег. Поэтому убедитесь, что он достаточно прочный, прежде чем заключать сделку.
Мои последние два цента
На этом мы подошли к концу статьи. Что ж, в Интернете есть много аргументов против идеи комбинированного токарно-фрезерного станка. Некоторые из них довольно убедительны, и это почти заставило меня поверить в то, что может быть… может быть, они могут быть правы.
Но как только я действительно погрузился в дело, я обнаружил, что некоторые комбинированные станки для токарных станков заслуживают большей похвалы, чем они получают, и я поместил их в свой список лучших. Это экономит ваше время, это экономит ваши деньги … и, что наиболее важно, он дает вам лучшее, значительно улучшая ваш рабочий процесс.
Возьмем, к примеру, Proxxon ’34104 или комбинированный токарно-фрезерный станок от Hengwei. Они снова и снова предлагают точные результаты. это просто одни из лучших комбинированных токарно-фрезерных станков, которые вы когда-либо встречали.
Да, у них есть некоторые незначительные проблемы, например, сверлильный патрон Proxxon может не всегда работать или продукт Hengwei может потребовать много работы, прежде чем вы сможете его использовать. Но опять же, какая машина является абсолютной и не имеет вообще никаких проблем?
Превратитесь в большой, превратитесь в безопасное место. Добро пожаловать в меняющийся мир!
Чем отличается токарный станок от фрезерного?
Токарные и фрезерные станки – идеальные помощники в мастерских: их объединяет общий интерес к формованию и резке предметов, но они никогда не наступают друг на друга.
Токарный станок и фрезерный станок: как они работают
Самая большая разница между этими двумя машинами заключается в их технике. Токарные станки вращают материал, с которым вы работаете, с помощью режущего инструмента, который остается неподвижным. Фрезерные станки вращают режущее лезвие, в то время как материал остается неподвижным.
Токарные станки в работе
Проще говоря: токарный станок вращается, пока вы формируете. В гончарном деле это формование выполняется руками и ручными инструментами; при выдувании стекла – за счет целенаправленного воздействия тепла; при работе с деревом и металлом кулачки токарного станка вращают материал, а пластинчатая фреза придает ему форму и контуры.
Фрезерные станки в работе
В отличие от токарного станка, фрезерные станки используют вращающиеся фрезы, которые формируют материал при каждом быстром проходе. Рынок фрезерных станков довольно обширен: доступны различные типы станков, ориентации оправок и режущие инструменты, в зависимости от того, какую работу вы собираетесь выполнять. В настоящее время вы также можете приобрести станки с ЧПУ (компьютерное числовое управление), которые автоматизируют процесс фрезерования (щелкните здесь, чтобы увидеть некоторые возможности ЧПУ).
Токарный станок против фрезерного: что вы используете для
Токарный станок
Токарный станок – мастер токарной обработки, торцевания, сверления, резки, шлифования, деформации и накатки.
На универсальной машине можно создать:
- Бейсбольные биты
- Чаши и вазы
- Кии для пула
- Деревянные духовые инструменты
- Распредвалы
- Стволы орудия
- Резьба болта
- Металлические поверхности с рисунком
- Керамика
- Выдувное стекло
Ограничение зависит от формы материала, с которым вы можете работать.Обычно вы смотрите на цилиндрический исходный материал, который затем обрабатываете на токарном станке.
Фрезерный станок
Фрезерные станки являются экспертами в области сверления, расточки, резки, обработки, правки и закругления кромок. Они обеспечивают большую гибкость в выборе материала.
Подобно токарному станку, фрезерный станок является мастером на все руки, и вы можете увидеть его работу в:
- Гравюры и скульптуры на металле
- Трофеи
- Автозапчасти (новые или отремонтированные)
- Строительное оборудование
- Шестерни
Любопытные факты
Фрезерный станок нашел своего зеркального двойника при создании 3D-принтера.Фрезерные станки производят чисто субтрактивное производство, удаляя материал для создания готового продукта. В 3D-принтере используется аддитивная технология для создания объектов не совсем из воздуха, а из тонких слоев порошка.
Токарный станок с ЧПУ и обучение фрезерованию в CT
Сегодня обучение токарному станку с ЧПУ и обучение фрезерованию с ЧПУ являются синонимами успешной карьеры в области обработки с ЧПУ. Эти два метода широко используются (и высоко ценятся) в постоянно развивающейся обрабатывающей промышленности и, как следствие, являются важными шагами на пути к началу карьеры оператора ЧПУ.
Поскольку производство стало более современным и высокотехнологичным, компьютерное числовое управление (ЧПУ) было интегрировано с множеством новых технологий, процессов и машин. Один из этих станков называется токарный станок с ЧПУ . Токарный станок с ЧПУ используется для множества производственных процессов, связанных с металлообработкой. Другой элемент оборудования, называемый фрезерный станок с ЧПУ , является наиболее широко используемым устройством в области ЧПУ. Излишне говорить, что любой, кто занимается сегодня механической обработкой с ЧПУ, должен иметь некоторые фундаментальные знания и опыт работы с токарными и фрезерными станками с ЧПУ.
Что такое токарные и фрезерные станки с ЧПУ? Здесь мы разберем некоторые особенности этих станков, почему они так важны и как вы можете быстро обучиться с помощью уважаемой программы обработки с ЧПУ.
Машины с числовым программным управлением на протяжении многих лет действительно продвинулись в обрабатывающей промышленности. Как и другие станки с ЧПУ, токарные станки с ЧПУ сегодня стали важной частью современного производства. Благодаря нашему одержимому технологиями миром, где все делается быстрее и эффективнее, токарные станки с ЧПУ заменили старые традиционные токарные станки, такие как многошпиндельные.Фактически, некоторые рассматривают токарные станки как единственный универсальный станок с ЧПУ, поскольку токарный станок может производить все детали, необходимые для другого токарного станка. И, если вам интересно, что такое токарный станок – токарный станок вращает заготовку в шпинделе, в то время как фиксированный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку.
Токарные станки с ЧПУнастолько универсальны, что их можно использовать во многих отраслях промышленности, таких как аэрокосмическая, автомобильная, электронная, производство огнестрельного оружия, спортивное оборудование и т. Д. Некоторые примеры предметов, созданных на токарном станке с ЧПУ, включают:
- Мебель для столовой
- Стволы
- Клюшки хоккейные
- Предметы домашнего обихода, например тарелки и миски
- Инструменты музыкальные
Токарный станок с ЧПУ разработан для использования современных версий твердосплавных инструментов и технологических процессов.Деталь может быть спроектирована для настройки, а траектории инструмента на станке программируются с использованием процессов CAD или CAM. Полученный в результате компьютерный файл с кодировкой можно затем загрузить в станок с ЧПУ, который автоматически произведет желаемые детали, для которых он был запрограммирован для проектирования.
Фрезерование с ЧПУ играет иную, но очень важную роль в производстве. Процесс фрезерования очень похож на сверление и резку. Фактически, он может выполнять многие из тех же операций, что и режущие и сверлильные станки.Как и при сверлении, при фрезеровании используется вращающийся цилиндрический режущий инструмент. Но фреза фрезерного станка может перемещаться по нескольким осям и может создавать различные формы, пазы и отверстия. Оператор станка также может перемещать фрезерный инструмент в разных направлениях, в отличие от движения сверла по одной оси.
Почти любой тип материала, который можно просверлить или резать, можно обработать на фрезерном станке с ЧПУ, но большая часть работы, для которой он используется, – это металл. Оператор фрезерного станка с ЧПУ должен тщательно выбирать подходящие станки для каждого материала, чтобы избежать потенциальных проблем, как это происходит при традиционном сверлении или резке.Перед началом процесса обработки необходимо учитывать такие факторы, как твердость материала заготовки и вращение режущего инструмента.
Любой, кто заинтересован в карьере в области обработки с ЧПУ, конечно же, должен научиться работать на этих современных станках. Лучший путь – получить сертификат или степень младшего специалиста в авторитетной программе обработки с ЧПУ, например, в Goodwin College. Потому что, согласно недавнему опросу, проведенному Ассоциацией бизнеса и промышленности Коннектикута, обучение на рабочем месте редко предлагается по критически важным техническим навыкам, связанным с конкретной работой, таким как работа с ЧПУ.
Студентам, которые ищут подходящую программу, чтобы начать карьеру в области ЧПУ, следует искать колледж, ориентированный на карьеру, который предлагает практическое обучение с использованием современного фрезерного и токарного оборудования. Это лучший способ подготовиться к работе в реальных производственных условиях – попрактиковавшись заранее! Если вы пройдете обучение по обработке станков с ЧПУ в Goodwin College (будь то сертификат или степень), вы можете рассчитывать на сочетание обучения в классе и непосредственного управления промышленным оборудованием.Студенты ЧПУ могут рассчитывать на обучение работе на современных 3-осевых фрезерных и токарных станках с ЧПУ. Это жизненно важно для получения знаний и опыта обработки, необходимых для работы в отрасли после завершения программы.
Вы заинтересованы в обучении токарному или фрезерному станку с ЧПУ в Коннектикуте? Как ведущая школа производства и обработки в Коннектикуте, Goodwin College предлагает широкий выбор гибких программ обработки с ЧПУ для удовлетворения ваших потребностей. Узнайте больше о школе операторов ЧПУ в Goodwin College онлайн или позвоните по телефону 1-800-889-3282 для получения дополнительной информации.
Goodwin University – некоммерческое высшее учебное заведение, аккредитованное Комиссией высшего образования Новой Англии (NECHE), ранее известной как Ассоциация школ и колледжей Новой Англии (NEASC). Goodwin University был основан в 1999 году с целью обслуживания разнообразного студенческого населения с помощью программ на получение степени, ориентированных на карьеру, которые приводят к сильным результатам трудоустройства.
Связанные| Онлайн | Обработка | 150 | Ручная обработка | 280110 | Основы ручного фрезерования 201 | «Основы ручного фрезерования» представляет собой введение в ручной фрезерный станок.Ручные фрезы обычно бывают вертикальными или горизонтальными, в зависимости от ориентации их шпинделя. Этот класс знакомит с компонентами станков, режущими инструментами и зажимными приспособлениями, обычно используемыми на фрезерных станках. В классе также представлен обзор различных элементов управления фрезой, которые используются для регулировки вращения шпинделя, скорости, подачи и глубины. Прежде чем научиться работать с ручной фрезой, необходимо иметь общее представление о компонентах станка, а именно: а также режущие инструменты и зажимные приспособления, которые можно использовать на станке.Ручной фрезерный станок – это сложная машина с множеством элементов управления и переменных, и знание о ней является ключом к тому, чтобы стать успешным оператором. | Промежуточный | Английский | (150110) Основы ручного фрезерования 110 |
| Онлайн | Обработка | 150 | Ручная обработка | 280115 | Основы токарного станка 211 | Engine Lathe Basics дает представление о компонентах и элементах управления, используемых на ручном токарном станке.Токарный станок создает цилиндрические детали, создавая детали круглого диаметра путем вращения заготовки относительно неподвижного одноточечного режущего инструмента. Токарный станок для двигателей, управляемый вручную, состоит из станины, направляющих, передней бабки, шпинделя, задней бабки, каретки и ходового винта. К шпинделю прикреплены приспособления для удержания обрабатываемой детали, чтобы удерживать заготовку, когда каретка перемещает режущий инструмент параллельно или перпендикулярно заготовке. Операции резания, выполняемые на токарном станке, включают операции по внешнему диаметру (OD) и по внутреннему диаметру (ID).Чтобы производить детали на ручном токарном станке, оператор должен сначала понять основные компоненты и функции токарного станка. После занятия пользователи должны быть в состоянии описать общие компоненты станка и органы управления ручного токарного станка с двигателем, а также их основные функции. | Средний | Английский | (150115) Основы токарного станка 115 |
| Онлайн | Обработка | 150 | Ручная обработка | 280120 | Ручная настройка мельницы 221 | Ручная настройка мельницы подробно описывает важные соображения, которые оператор мельницы должен учесть перед началом любого процесса резки, а также шаги, которые оператор должен выполнить, чтобы обеспечить правильную ручную настройку мельницы.Для настройки фрезерования операторы должны знать, как выбирать подходящие параметры резания и инструменты, выравнивать различные компоненты фрезы и заготовку, использовать кромкоискатель и считывающее устройство, а также определять нулевую точку детали. Правильная настройка имеет решающее значение для резки деталей с точными размерами и точными размерами. Выполнение операций резки на стане с неправильной настройкой приводит к снижению качества деталей и увеличению затрат на производство лома и производство. После прохождения этого курса пользователь должен иметь возможность точно выбирать переменные процесса, а также правильно выполнять ручную настройку мельницы. | Промежуточный | Английский | (150200) Обзор ручной настройки мельницы 200 |
| Онлайн | Обработка | 150 | Ручная обработка | 280125 | Настройка двигателя токарного станка 231 | Настройка токарного станка двигателя подробно описывает важные соображения, которые оператор токарного станка должен принять перед началом любого процесса резки, а также шаги для обеспечения правильной настройки токарного станка двигателя.Наладка токарного станка требует, чтобы операторы знали, как выбрать подходящие параметры резания и инструменты, выровнять различные компоненты токарного станка и заготовку и обнулить инструмент. Правильная настройка имеет решающее значение для точной резки для создания деталей с точными размерами. Выполнение токарных операций на токарном станке с неправильной или неадекватной настройкой приводит к снижению качества деталей и увеличению затрат на производство лома и производство. После прохождения этого курса пользователь должен иметь возможность точно выбирать переменные процесса, а также правильно выполнять настройку токарного станка двигателя. | Средний | Английский | (150205) Обзор настройки токарного станка двигателя 205 |
| Онлайн | Механическая обработка | 150 | Ручная обработка | 280130 | Сверсточные и компоновочные работы 241 | Benchwork and Layout Operations предоставляет подробный обзор различных рабочих процессов и процессов компоновки, которые операторы часто должны выполнять во время ручной обработки.Макет – это процесс маркировки заготовки перед резкой, чтобы иметь визуальные ориентиры во время операций резания. Верстак включает в себя различные процессы резки, которые машинисты выполняют вручную, а не на станке, когда создают детали, требующие меньшего количества энергии и усилий. Стандартные рабочие операции включают ручное нарезание резьбы, ручное развертывание, ручное опиливание и гравировку. Обработанные вручную заготовки часто требуют стендовых работ и операций компоновки. В результате стендовые работы и компоновка являются важными навыками, которыми должен обладать любой оператор мельницы, работающий вручную.Знание не только того, как, но и когда и зачем выполнять стендовые работы и операции компоновки, является ключом к тому, чтобы стать квалифицированным ручным машинистом и производить точные, аккуратные детали, вырезанные вручную. | Средний | Английский | (150210) Стажер и компоновка 210 |
| Онлайн | Обработка | 150 | Ручная обработка | 280140 | Ручной режим фрезерования 251 | Ручное фрезерование служит руководством для ручной обработки различных деталей на заготовке.Этот класс знакомит пользователей с этапами создания детали на ручном фрезерном станке, включая определение порядка операций, квадратуру шести сторон, создание ступеньки, нарезание канавок, сверление по центру и сверление. Основное внимание в нем уделяется пошаговым инструкциям по выполнению каждой операции для получения детали, которая будет симметричной и находится в пределах допуска. Эти шаги могут быть применены к различным операциям торцевого фрезерования, торцевого фрезерования и сверления отверстий, что позволяет учащимся создавать точные детали с помощью ручного фрезерования.Обширные знания не только о том, как работать на ручном фрезерном станке, но и о том, почему используется каждый этап производственного процесса, являются ключевыми для любого машиниста. Этот класс сократит время, необходимое новым операторам для изучения ручного фрезерования, и уменьшит количество ошибок пользователей. | Промежуточный | Английский | (150220) Ручной режим мельницы 220 |
| Онлайн | Обработка | 150 | Ручная обработка | 280145 | Работа токарного станка 261 | Двигатель на токарном станке «Операция» служит руководством для ручной обработки различных деталей на заготовке.Этот класс устанавливает принципы работы на токарном станке и знакомит пользователей с процедурами общих операций по внешнему диаметру, включая точение, торцевание, точение конуса, накатку, отрезку, нарезание канавок и нарезание резьбы, а также операции с внутренним диаметром, такие как сверление, растачивание, развёртывание и т. Д. и постукивание. Он фокусируется на пошаговых инструкциях по выполнению каждой операции, позволяя студентам создавать точные детали на токарном станке для двигателя. Обширные знания не только о том, как работать на токарном станке для двигателя, но и о важности каждого этапа операции. , является ключевым для любого машиниста.Этот класс ускорит обучение студентов работе на токарном станке, а также сократит количество ошибок оператора. | Средний | Английский | (150225) Работа токарного станка 225 |
| Онлайн | Обработка | 150 | Ручная обработка | 280150 | Обработка отверстий на ручном фрезерном станке 271 | «Обработка отверстий на ручном фрезерном станке» содержит информацию о принципах и процессах различных операций сверления, которые может выполнять ручной фрезерный станок.Ручная фреза может выполнять ряд точных операций по просверливанию отверстий, включая сверление, нарезание резьбы, развертывание, зенкование, зенкование и растачивание. Каждая операция по проделыванию отверстий требует различных инструментов, подготовки и операций. Станки обычно выполняют операции по проделыванию отверстий на ручном фрезерном станке и должны выполнять их точно, чтобы производить детали, которые находятся в пределах допуска. Если операции по проделыванию отверстий не будут точными и точными, сборка детали будет невозможна, что приведет к увеличению брака.Мастера-механики должны понимать, как выполнять различные операции по проделыванию отверстий, чтобы снизить затраты и повысить качество. | Промежуточный | Английский | (150230) Обработка отверстий на стане 230 |
| Онлайн | Обработка | 150 | Ручная обработка | 280220 | Нарезание резьбы на двигатель токарном станке 301 | В классе «Нарезание резьбы на токарном станке» объясняется, как нарезать резьбу на ручном токарном станке.Токарные станки для двигателей могут создавать как внешнюю (OD), так и внутреннюю (ID) резьбу, классифицированную в соответствии с унифицированными или метрическими стандартами ISO. Чтобы нарезать резьбу вручную, машинист должен знать, как настроить и использовать резьбонарезной инструмент, составную опору и быстросменный редуктор, прежде чем включать подачу резьбы, перемещая рычаг с полугайкой на нужную линию на шкале нарезания резьбы. Машинистам также следует знать, как выполнять начальные операции, такие как снятие фаски и поднутрение. Чтобы успешно нарезать резьбу на токарном станке, оператор должен понимать различные компоненты токарного станка и процессы, используемые для нарезания резьбы.После прохождения этого курса пользователи должны иметь возможность описывать передовые методы нарезания внешней и внутренней резьбы на токарном станке для двигателей. | Продвинутый | Английский | (150235) Нарезание резьбы на токарном станке двигателя 235 |
| Онлайн | Обработка | 150 | Ручная обработка | 280225 | Токарная обработка конуса на моторно-токарном станке 311 | Токарная обработка конуса на токарном станке для двигателя описывает, как обрабатывать распространенные типы конусов на токарном станке для двигателя.Цилиндрические конусы представляют собой равномерное изменение диаметра цилиндрического объекта и помогают выравнивать и удерживать различные инструменты и зажимные приспособления. Угол конуса обычно выражается конусностью на дюйм или фут, и этот класс охватывает эти типы измерений. В нем также описаны наиболее распространенные методы точения конуса, выполняемые на токарном станке для двигателя: использование конической насадки, использование составной опоры и смещение задней бабки. Каждый метод имеет свои преимущества и недостатки. Точение конуса – распространенный, но сложный процесс обработки.Если оператор станка не выберет подходящий метод точения определенного конуса или не выполнит операцию точения правильно, это приведет к браку деталей и потере труда. После прохождения курса пользователи будут понимать процессы создания внешних и внутренних конусов на токарном станке для двигателей. | Продвинутый | Английский | (150240) Токарная обработка конуса на токарном станке 240 |
| Под руководством инструктора | Обработка | 150 | Ручная обработка | 915109 | Базовая электроника | Участники изучат основные понятия, символы и компоненты электронных схем.Они оттачивают свои навыки поиска и устранения неисправностей, чтобы сократить время простоя оборудования и получить бесценный опыт использования и понимания общего электронного испытательного оборудования. Курс охватывает все аспекты промышленной электроники, включая закон Ома, терминологию, общие схемы, испытательное оборудование и безопасность. | Английский | ||
| Под руководством инструктора | Обработка | 150 | Ручная обработка | 915110 | Подшипники / шестерни | Во время этого двухдневного занятия участники рассмотрят следующие темы: Обзор множества различных типов подшипников, используемых в механических приложениях, шлифование зубчатых колес в производственном процессе, проверка шлифования зубчатых колес, устранение неисправностей зубчатых колес и правильное обращение со всеми инструментами. и оборудование. | Английский |