Фрезы по алюминию – FrezyCNC
Фрезы по алюминию являются одними из самых популярных видов фрез для обработки материалов. Их применяют для резки, создания пазов и канавок, гибки алюминия и композитов на его основе. Так как алюминий очень востребован во всех сферах промышленности, изготовлении рекламы, машиностроении, при изготовлении декоративных изделий, строительстве и т.д., твердосплавные фрезы по алюминию по праву занимают первые места по продажам. Алюминий не так прост в обработке, так как может быть разных марок и соответственно его свойства, а в частности вязкость на прямую влияет на выбор фрезы для работы с ним.
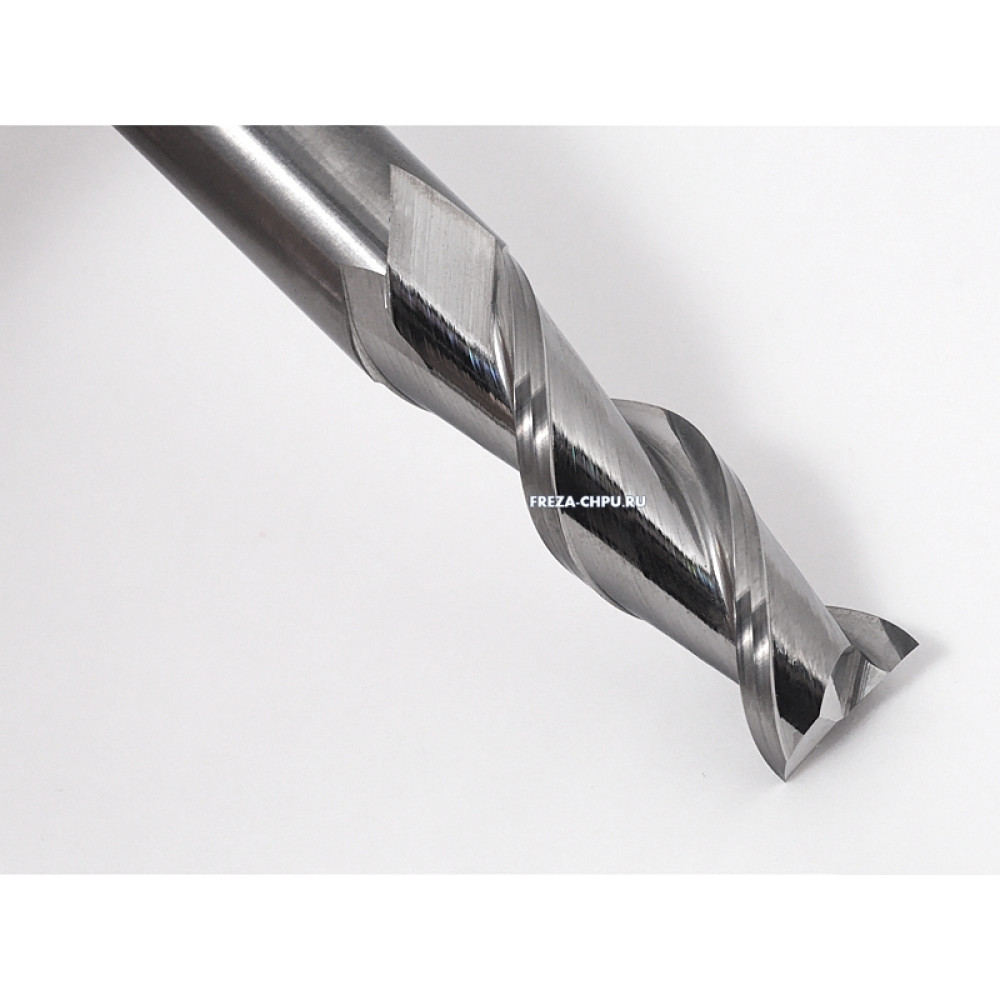
Самые популярные фрезы для алюминия одно-, двух- и трехзаходные, соответственно имеют 1-, 2- либо 3- ножа. Однозаходные фрезы выполнены так, что канавка для отвода стружки имеет наибольшее пространство среди выше перечисленных, тем самым лучше остальных справляется с вязким алюминием. Но в этом есть и свои минусы, так как нож только один, соответственно такая фреза быстрее затупляется и прочность такой конструкции ниже, фреза подвергается деформации при длительном использовании. Двух- и трехзаходные фрезы по алюминию более прочные, меньше подвержены снижению остроты ножей за счет равномерного распределения нагрузки, но при обработке мягких металлов стружка отводиться хуже, за счет меньших канавок, тем самым налипая на фрезу и ухудшая качество обработки. В таких случаях используют СОЖ и уменьшают скорость обработки. Так же стружечные канавки полируют для того что бы стружка меньше налипала на их поверхность.
Двух- и трехзаходные фрезы по алюминию более прочные, меньше подвержены снижению остроты ножей за счет равномерного распределения нагрузки, но при обработке мягких металлов стружка отводиться хуже, за счет меньших канавок, тем самым налипая на фрезу и ухудшая качество обработки. В таких случаях используют СОЖ и уменьшают скорость обработки. Так же стружечные канавки полируют для того что бы стружка меньше налипала на их поверхность.
Сфера применения фрез по алюминию не ограничивается только одним материалом. Такими фрезами можно так же работать по дюрали, латуни, дереву и использовать для мягких цветных металлов.
Если вы не нашли нужный инструмент в каталоге, у вас есть возможность оформить заявку на выполнение индивидуальной геометрии фрезы под ваши задачи, так как мы изготавливаем твердосплавные фрезы по алюминию под заказ с доставкой в любой город Украины. Все заказы выполняются на высокоточном оборудовании с ЧПУ, позволяющем предоставить вам качественный инструмент.
3D сферические фрезы для скоростной обработки алюминия, дюрали, бронзы, меди
Описание
Количество ножей: 3 Угол заточки: 38°
Назначение: Фреза для высококачественной и скоростной шлифовки и фрезеровки алюминия (high speed machining HSM), его сплавов или вязких металлов, а так же латуни, меди, твёрдых пород древесины с более высоким качеством чем стандартные фрезы с двумя ножами.
Примечание: Хотя сплав этих моделей один из лучших американских микрогрануловых Premium класса и шведского сплава Sandvik h20F, способного резать сталь, закалённую до 65HRC, но режущий угол фрезы слишком острый для резки калёной стали, и может дать сколы на режущей кромке ножа.
Рекомендации при скоростной фрезеровке: Подача под фрезу сжатого воздуха с туманом СОЖ или масляным туманом (через специальную туманообразующую установку).
Рекомендуемые режимы для трёхперьевых фрез по алюминию:
Для получения высокого качества фрезеровки алюминия и сплавов необходимо смывать напором СОЖ стружку из-под ножей фрез, чтобы стружка не смогла попасть под нож второй раз и залипнуть. В случае невозможности использования СОЖ необходимо обеспечить подачу постоянного сжатого водуха с масляным туманом, или в крайнем случае чистого воздуха. В качестве СОЖ необходимо использовать специальные СОЖ для алюминия/сплавов не хуже РОСОЙЛ СП-3, РОСОЙЛ 500.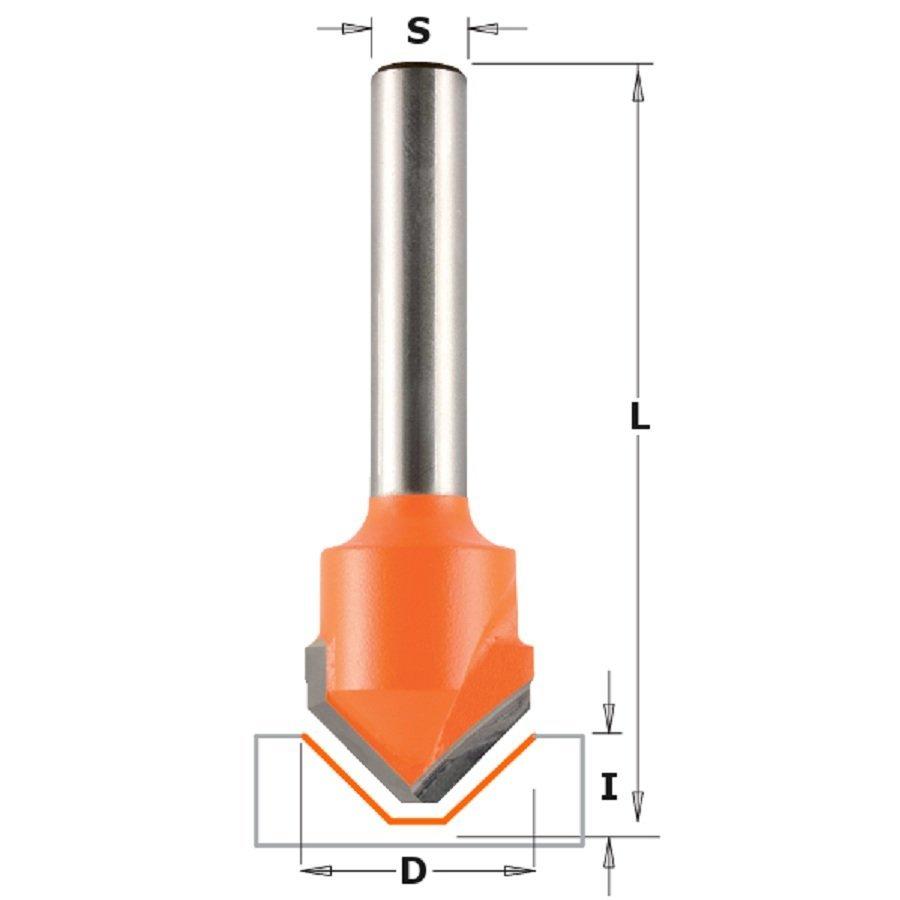
Ø 1.0мм – обор.шпинделя-24000 об/мин, гориз.подача-792 мм/мин
Ø 2.0мм – обор.шпинделя-24000 об/мин, гориз.подача-1466 мм/мин
Ø 3.0мм – обор.шпинделя-24000 об/мин, гориз.подача-2247 мм/мин
Ø 4.0мм – обор.шпинделя-18000 об/мин, гориз.подача-2154 мм/мин
Ø 4.76мм – обор.шпинделя-15000 об/мин, гориз.подача-1944 мм/мин
Ø 6.0мм – обор.шпинделя-12000 об/мин, гориз.подача-1966 мм/мин
Ø 6.35мм – обор.шпинделя-12000 об/мин, гориз.подача-2016 мм/мин
Ø 7.94мм – обор.шпинделя-9000 об/мин, гориз.
 подача-2059 мм/мин
подача-2059 мм/минØ 8.0мм – обор.шпинделя-9000 об/мин, гориз.подача-2057 мм/мин
Ø 10мм – обор.шпинделя-6000 об/мин, гориз.подача-1827 мм/мин
Ø 12мм – обор.шпинделя-6000 об/мин, гориз.подача-2057 мм/мин
Ø 12.7мм – обор.шпинделя-6000 об/мин, гориз.подача-2176 мм/мин
Боковой рез: глубина реза за 1 проход 1*D фрезы, XY съем для D<2мм – 0.2*D, для D2-3мм – 0.3*D, для D>3мм – 0.5*D
Пазовый рез: не более 1/4 от диаметра фрезы в слой до глубины 2-х диаметров фрезы. Для больших глубин следует уменьшить величину прохода в слой до 1/10 от диаметра фрезы.
Примечание: Для дюраля, цинковых и магниевых сплавов вводите соответствующий поправочный коэффициент горизонтальных подач в зависимости от твёрдости сплава.
Требования к высокоскоростным шпинделям при обработке алюминия:
фрезы до Ø 2мм – шпиндели 0.8kw, 1. 2kw с цангами ER11, ER16
2kw с цангами ER11, ER16
фрезы до Ø 3мм – шпиндели 1.5kw с цангами ER11, ER16
фрезы до Ø 4мм – шпиндели 2.2kw с цангами ER16, ER20
фрезы до Ø 6мм – шпиндели 3kw/ER20, 2kw/ER25
фрезы до Ø 8мм – шпиндели 4.5kw с цангами ER25, ER32
фрезы до Ø 12.7мм – шпиндели 8kw с цангами ER40, ER50
инженер поможет – Фреза для алюминия
Алюминиевые сплавы имеют склонность налипать в стружечных канавках ухудшая отвод стружки, после чего фреза перестает резать по вполне понятным причинам. Потеря фрезой способности резать алюминий влечёт отклонение от требований к обрабатываемой поверхности, а иногда, и к поломке фрезы по алюминию.
Особая геометрия фрезы для обработки алюминияПоэтому, во избежание поломок, очень важно применять специализированный инструмент (концевые фрезы по алюминию), а также тщательно выбирать режимы резания и обязательно проводить обработку при фрезеровании алюминия с использованием СОЖ. Нужно помнить, что при фрезеровании алюминиевая стружка очень длинная и вязкая, поэтому для улучшения ее отвода лучше использовать фрезы по алюминию с углом наклона винтовой канавки мин 40 градусов. С уменьшением количества зубьев у фрезы по алюминию увеличивается стружечное пространство. Я рекомендую использовать фрезы по алюминию с 2 зубьями, это позволяет использовать производительные режимы резания не теряя в качестве поверхности.
Нужно помнить, что при фрезеровании алюминиевая стружка очень длинная и вязкая, поэтому для улучшения ее отвода лучше использовать фрезы по алюминию с углом наклона винтовой канавки мин 40 градусов. С уменьшением количества зубьев у фрезы по алюминию увеличивается стружечное пространство. Я рекомендую использовать фрезы по алюминию с 2 зубьями, это позволяет использовать производительные режимы резания не теряя в качестве поверхности.
С увеличение переднего угла на цилиндрической и торцевой части фрезы по алюминию улучшается сход стружки и нагрузка при резании, поэтому лучше всего использовать фрезы по алюминию с передними углами близкими к 20 градусам.
Задние углы в достаточной степени влияют на трение инструмента и обрабатываемого материала. При незначительных ударных нагрузках я пришел к варианту затачивать задний угол в 15 градусов,а второй угол заменить подточй затылка на фрезе по алюминию.
Фрезу лучше взять диаметром 10 мм;
Подача на зуб-0,6 мм;
Обороты-11000об/мин.
Глубина резания-2 прохода по 14 мм и 1 чистовой по 2 мм.
Обратите внимание на заточку передней поверхности при переходе на радиусе на фрезе по алюминию. На переходе режущих кромок тоже должен быть передний угол максимально большой, но не более 20 градусов. Рекомендуемый сплав изготовления фрезы по алюминию – твердый сплав, желательно из современных, типа D460uf.
Как очищать фрезы от алюминиевой стружки?
На сегодняшний момент фрезерные станки с ЧПУ составляют значительную долю оборудования для обработки заготовок резанием. И хотя на рынке появляется всё больше «альтернативных» машин (лазерные станки, режущие плоттеры), которые уверенно конкурируют с «фрезерами» в некоторых нишах, область обработки металлов для них пока остаётся недосягаемой.
В отличие от «конкурентов», фрезерное оборудование изначально спроектировано под высокопроизводительную форсированную обработку заготовок. Для этого фрезерные станки с ЧПУ имеют сварную металлическую станину повышенной прочности. Облегчённый (для снижения динамических нагрузок при быстром перемещении) алюминиевый инструментальный портал. Мощный шпиндель с широким рабочим диапазоном по частоте вращения и крутящему моменту. А также, высокопроизводительную систему ЧПУ, обеспечивающую значительную точность обработки по заданной программе.
Всё это приводит к тому, что фрезерование даже твёрдых стальных заготовок осуществляется с высокой производительностью и качеством. Что же касается цветных металлов (в их числе и алюминия), то такие заготовки, даже для «бюджетных» фрезерных станков с ЧПУ, оказываются лёгкой задачей.
Особенности фрезерования алюминия
Как известно, алюминия является лёгким пластичным металлом серебристо-белого цвета. Распространённость алюминия в земной коре чрезвычайно высокая (третий элемент после кислорода и кремния).
В соответствии с этим, потребность в обработки алюминия оказалась столь же высокой. За счёт своей пластичности алюминий отлично обрабатывается резанием. Однако в процессе фрезерования алюминий даёт вязкую стружку, склонную к налипанию на режущие кромки фрезы, а главное — забиванию её спиральных канавок.
Это значительно снижает ресурс режущего инструмента и приводит к падению качества обработки. В то же время, для поддержания высокой производительности фрезерования и возможности вести обработку на высоких скоростях (которую благодаря своим характеристикам вполне обеспечивает современное фрезерное оборудование — см. выше) каждый элемент станочной системы, будь то фреза, приспособление, заготовка или сам фрезерный станок, должны работать «в унисон», не допуская наличия «слабого звена».
Резкий и непредсказуемый износ инструмента при обработке алюминия в этом случае является крайне нежелательным явлением, нарушающим отлаженную технологическую систему. Поэтому забота о своевременной очистке фрез — непременное условие в борьбе за высокое качество фрезерования алюминия!
Способы очистки фрез от алюминиевой стружки
Главной причиной чрезмерного загрязнения фрез алюминиевой стружкой является неправильные режимы обработки. Поскольку оптимальные режимы фрезерования зависят от слишком многих факторов и могут быть определены лишь экспериментально, любые рекомендации по установке базовой частоты вращения шпинделя и подаче инструмента являются ориентировочными. Чаще всего, повышенное стружкообразование при фрезеровке алюминия вызывается малой подачей инструмента при высокой частоте вращения фрезы.
Тем не менее, даже многократно проверенные «правильные» режимы обработки могут дать сбой, если очередная заготовка окажется чуть меньшей плотности (к примеру, бракованная или поддельная) и алюминий «пластилином» налипнет на фрезу, так что оператор даже не успеет вовремя скорректировать режимы обработки. В этом случае единственным средством вернуть инструмент в рабочее состояние является его очистка.
В этом случае единственным средством вернуть инструмент в рабочее состояние является его очистка.
Самый простой и распространённый способ очистки фрезы от алюминия — вымачивание в керосине. Фреза помещается в керосин, выдерживается около суток, а затем размягчённый шлак можно очистить, слегка потерев фрезу тем же кусочком алюминия.
Более «едким» (но и более эффективным) растворителем является раствор хлорного железа в воде (пропорция — 1:1). Окунать в него инструмент можно лишь на несколько минут, иначе вместе с алюминиевой стружкой раствор разъест и режущие кромки фрезы. После окунания фрезы в раствор хлорного железа её следует промыть обычной водой, просушить и смело использовать дальше. Такой способ очистки хорошо подходит для твёрдосплавных фрез.
Специальные фрезы «по алюминию»
Подобрать удобный и действенный способ для своевременной очистки фрез от алюминиевой стружки, конечно же, важно. Однако задачей любого предприятия является производство (т. е. процесс обработки), а не занятия очисткой фрез, отнимающей и время и материалы. Поэтому для уменьшения риска износа/загрязнения режущего инструмента стружкой при обработке алюминия рекомендуется использовать специальные фрезы.
Поэтому для уменьшения риска износа/загрязнения режущего инструмента стружкой при обработке алюминия рекомендуется использовать специальные фрезы.
Как отмечалось выше, процесс поиска оптимальных режимов обработки является сложной и затратной задачей. Однако производители фрез занимаются этой работой «по долгу службы» — и оптимизируют режущий инструмент под конкретные условия обработки. Поэтому при использовании фрез рекомендуется ориентироваться не только на рекомендации производителя по режимам обработки, но и выбирать специализированный инструмент под те или иные задачи (к примеру, обработку древесины, пластика и т. п.).
Специальные фрезы существуют и для работы по алюминию. Для фрезерных станков с ЧПУ это концевые пальчиковые фрезы из быстрорежущей стали или твёрдого сплава. Чаще всего фрезы бывают одно- или двухзаходные. Большее количество режущих кромок не применяется, так как при равном диаметре фрезы увеличение числа спиральных канавок ведёт к уменьшению их размера. А для уверенного отведения стружки и предотвращения забивания нужны канавки с большим относительным размером.
А для уверенного отведения стружки и предотвращения забивания нужны канавки с большим относительным размером.
Выбор между быстрорежущей сталью и твёрдым сплавом должен быть сделан с учётом конструкции системы СОЖ (или её фактического наличия/отсуствия). Быстрорежущая сталь обязательно требует охлаждения. Однако она менее требовательна к стабильности работы системы СОЖ. В то же время, твёрдосплавная фреза рассчитана на работу при повышенной температуре и в ряде случаев может использовать без СОЖ.
Напротив, периодическое «опрыскивание» режущих кромок твёрдосплавной фрезы (в силу принципиальной конструкции системы СОЖ или при нестабильности пульсаций струи жидкости) приводит к созданию неравномерного поля температур и растрескиванию режущих кромок. Поэтому обработка алюминия с использованием твёрдосплавной фрезы обязательно требует исправной и высокопроизводительной системы СОЖ. В ином случае следует либо фрезеровать без СОЖ, либо выбирать быстрорежущую фрезу по алюминию.
Применение фрез.
 Фрезы для алюминия.
Фрезы для алюминия.Алюминий относится к лёгким металлам, и, по сравнению со сталью, обладает не очень высокими твёрдостью и прочностью. Однако алюминий и его сплавы для успешной обработки требуют особого типа фрез с особыми режимами резания. Не каждая фреза способна без проблем обрабатывать алюминий и его сплавы. Расскажем об этом подробнее.
Алюминий способен «забивать» фрезы
Алюминий и его сплавы обладают способностью «забивать» фрезу. Это происходит, когда стружка наматывается на фрезу, и вместо фрезы получается цилиндр с забитыми стружечными канавками. После «забивания» фреза перестаёт резать материал, при подаче инструмент начинает просто давить на заготовку, не срезая.
Потеря фрезой способности резать влечёт за собой серьёзный сбой в обработке фрезерованием, и, если вовремя не будет выключен станок, к поломке фрезы. На станке с ЧПУ, когда подача ведётся в автоматическом режиме и обработка происходит без участия человека, «забивание» фрезы может привести к серьёзным последствиям – поломке фрезы или станка.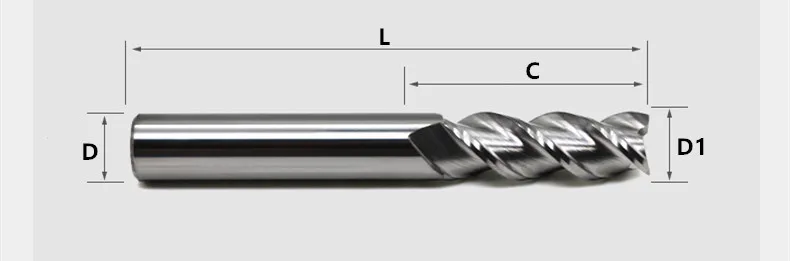
Поэтому, во избежание поломок, очень важно применять специализированный инструмент (концевые фрезы по алюминию), а также тщательно выбирать режимы резания и предусматривать, по необходимости, подачу СОЖ.
Алюминиевая стружка – длинная и вязкая
Чистый алюминий и его сплавы дают длинную вязкую стружку. При больших величинах подачи стружки образуется много (другими словами, образуется большой объём стружки), и её нужно как-то удалять из зоны резания и далее из канавок фрезы.
Фрезы для обработки алюминия должны иметь большое расстояние между зубьями и широкую канавку для выхода стружки. По этим причинам для обработки алюминия используются трёхзаходные и двухазходные концевые фрезы.
Особая геометрия режущей части фрезы
Углы наклона режущей части фрезы должны соответствовать оптимальным значениям, при которых обработка алюминия происходит наиболее производительно, без задиров и порчи поверхности. Поэтому лучший выбор при обработке алюминия – использовать специальные фрезы, предназначенные для обработки именно алюминия и его сплавов.
Поэтому лучший выбор при обработке алюминия – использовать специальные фрезы, предназначенные для обработки именно алюминия и его сплавов.
У нас всегда есть в наличии все необходимые фрезы для обработки алюминия и других материалов. Для грамотного подбора фрез для обработки алюминия обращайтесь за консультацией к нашим техническим специалистам.
Наши инженеры подберут для задач вашего производства наиболее подходящие концевые фрезы, а также проконсультируют по выбору правильных режимов резания. Получить консультацию можно по телефону 8 (499) 653-52-64, либо заполнив форму обратной связи на сайте.
Желаем успеха вам и вашему бизнесу! С наилучшими пожеланиями, компания CNC Motors.
Раскрой алюминия на фрезерном станке с ЧПУ
Раскрой и гравировка алюминия на фрезерном станке с ЧПУ.
В данной статье будет рассмотрен раскрой и гравировка алюминия на фрезерном станке с ЧПУ, рассмотрены возможные трудности и приведены режимы обработки. Приобрести фрезерный станок для раскроя алюминия можно в нашей компании. Для раскроя алюминия на фрезерном станке необходимо правильно выбрать фрезу и режим фрезерования. Для алюминия лучше всего подходят однозаходные фрезы, потому что у них такой угол лезвия, при котором алюминиевая стружка удаляется из зоны резания, а не прилипает к фрезе.
Приобрести фрезерный станок для раскроя алюминия можно в нашей компании. Для раскроя алюминия на фрезерном станке необходимо правильно выбрать фрезу и режим фрезерования. Для алюминия лучше всего подходят однозаходные фрезы, потому что у них такой угол лезвия, при котором алюминиевая стружка удаляется из зоны резания, а не прилипает к фрезе.
Рис.1. Однозаходная фреза диаметром 3мм.К примеру, у двухзаходной фрезы угол лезвия более тупой, что приводит к тому, что алюминий к такой фрезе может прилипать. Когда на лезвие прилипает алюминий, нагрузка на фрезу значительно увеличивается, что в итоге приводит к поломке инструмента.
Рис.2. Двухзаходная фреза диаметром 1 мм специальная для стали
При обработке алюминия, для снижения нагрева фрезы и снижения прилипания алюминия к фрезе, рекомендуется использовать систему охлаждения фрезы. Или, если станок не укомплектован такой системой, то периодически брызгать смазкой (например, WD-40) вручную в зону резанья.
Раскрой алюминия.
Для раскроя алюминия применяются однозаходные фрезы диаметром 3.175 и 6 мм. Режим фрезеровки выбирается следующий:Частота вращения шпинделя: 15000…18000 об/мин;Скорость подачи: 720…1200 мм/мин;Глубина за один проход: 0,2 — 0,5 мм.Если станок укомплектован шаговыми двигателями, то при скоростях подачи более 1000 мм/мин может появляться эффект потери шагов.Глубину раскроя рекомендуется задавать меньше толщины листа на 0.05…0.1 мм, для того чтобы детали оставались чуть закрепленными в листе. Если деталь будет полностью выкроена, то она может сместиться и сломать фрезу.
Рис.3. Раскрой детали завершен, деталь держится на тонком слое алюминия
Гравировка алюминия.
Если гравировка выполняется однозаходной фрезой диаметром 2 или 3 мм, то все что было сказано выше про раскрой алюминия, справедливо и для гравировки. Но если необходима более высокая детализация, то необходима фреза с меньшим диаметром. И в этом случае возникают следующие трудности. Во-первых, однозаходную фрезу с диаметром меньше 2 мм найти в продаже трудно. Тогда приходится использовать двухзаходные фрезы.Во-вторых, так как от диаметра фрезы зависит скорость подачи и глубина гравировки за один проход, то при использовании двухзаходных фрез диаметром 0,8 — 1,2 мм, производительность резки снижается.Например, для двухзаходной фрезы диаметром 1 мм, режим гравировки алюминия будет следующий:Частота вращения шпинделя: 18000 об/мин;Скорость подачи: 200 мм/мин;Глубина за один проход: 0,1 мм.
Во-первых, однозаходную фрезу с диаметром меньше 2 мм найти в продаже трудно. Тогда приходится использовать двухзаходные фрезы.Во-вторых, так как от диаметра фрезы зависит скорость подачи и глубина гравировки за один проход, то при использовании двухзаходных фрез диаметром 0,8 — 1,2 мм, производительность резки снижается.Например, для двухзаходной фрезы диаметром 1 мм, режим гравировки алюминия будет следующий:Частота вращения шпинделя: 18000 об/мин;Скорость подачи: 200 мм/мин;Глубина за один проход: 0,1 мм.
Рис.4. Изделия полученное гравировкой двухзаходной фрезой диаметром 1 мм и раскроем однозаходной фрезой диаметром 3 мм
Таким образом, сложность и время гравировки алюминия значительно возрастает, если необходимо использовать двухзаходные фрезы с малым диаметром.В данной статье были рассмотрены раскрой и гравировка алюминия, описаны основные трудности при обработке данного металла на фрезерном станке и были даны рекомендации о том, какие фрезы и какие режимы применять при раскрое и гравировки алюминия.
Торцевой инструмент для обработки алюминия
При раскрое алюминия и дюралюминия на гравировально-фрезерных станках с ЧПУ, а так же на обрабатывающих центрах с ЧПУ, используют фрезы с минимальным количеством зубьев, что снижает вероятность наматывания и наплавления стружки на инструмент.
Одним из лучших вариантов фрез для раскроя алюминия, поставляемых нашей компанией, являются высокопроизводительные твердосплавные однозаходные фрезы серии SFAM, от компании Micro 100 (США).
Твердосплавные фрезы серии SFAM, представлены в диаметрах от 2 до 20 мм.
Начиная с диаметров 6 мм и выше, для каждого размера, существует по несколько вариантов соотношений общих длин фрез к их рабочей части. Производятся как стандартные, так и фрезы удлиненного типа.
Большой диапазон диаметров и длин фрез, позволяет выполнять практически любые операции по резке алюминия на фрезерных станках с ЧПУ.
Твердосплавные фрезы серии SFAMимеют одну максимально широкую полированную канавку для осуществления максимально быстрого и эффективного вывода стружки из зоны резания.
Благодаря данной серии твердосплавных фрез по алюминию, можно производить раскрой с высокими значениями подачи на зуб и большими рабочими подачами.
Хвостовик (часть, которая зажимается в цангу) у фрез серии SFAM – усилена. То есть имеет больший диаметр, относительно диаметра рабочей части, повышая тем самым общую жесткость инструмента.
Для фрезеровки алюминия и его сплавов, используют двух либо трехзубые фрезы.
Одним из оптимальных вариантов, предлагаемых нашей компанией, являются фрезы 370-х серий, от американского производителя BestCarbide.
Данные серии предназначены для высокоскоростного фрезерования алюминия, алюминиевых и медных сплавов, а так же других неметаллических материалов.
Рекомендуется использование для чистовой и получистовой обработки.
Диаметры: от 1 мм до 20 мм.
BestCarbide371 серии – торцевые 2-х либо 3-х зубые фрезы. Имеют стандартную общую и рабочую длину. Фрезы с рабочим диаметром до 6 мм имеют усиленный хвостовик с увеличенным диаметром. Остальные имеют прямую форму, т.е. диаметр хвостовика равен рабочему диаметру фрезы.
Остальные имеют прямую форму, т.е. диаметр хвостовика равен рабочему диаметру фрезы.
Выполняются в вариантах без – и со специальным покрытием.
BestCarbide372 серии – торцевая 2-х либо 3-х зубая фреза с угловым радиусом.
Благодаря угловому радиусу (в среднем 0,2 либо 0,5 мм) на режущих клиньях фрез BestCarbide 372 серии, повышается стойкость режущей кромки инструмента.
Твердосплавные фрезы по алюминию BestCarbide375 и 378 серии, относятся к торцевым удлиненным фрезам.
BestCarbide375 серии – это 2-х и 3-х зубые торцевые удлиненные фрезы с увеличенной рабочей длиной спирали.
Рекомендуется использование для получистовой и чистовой обработки.
BestCarbide378 серии – это 3-х зубые удлиненные фрезы с обниженной шейкой и короткой режущей частью.
Данные фрезы являются более жесткими, относительно фрез с длинной спиралью, но имеют меньшую рабочую длину.
Предназначены для получистовой и чистовой обработки.
BestCarbide 376 серии – 2-х и 3-х зубые удлиненные фрезы с угловым радиусом.
Благодаря угловому радиусу (в среднем 0,2 либо 0,5 мм) на режущих клиньях фрез BestCarbide 376 серии, повышается стойкость режущей кромки инструмента.
BestCarbide379 серии – 3-х зубые торцевые удлиненные фрезы с обниженной шейкой и короткой режущей частью.
Данные фрезы используются для фрезерования материала на большую глубину, где предъявляются повышенные требования к жесткости фрезы, относительно 376 серии.
Это лишь самые популярные серии инструмента для обработки алюминия на станках с ЧПУ, представленных в нашей компании.
Алюминий и его сплавы, так же можно обрабатывать и более дешевыми универсальными фрезами, например Best Carbide 301 серии.
При использовании универсальных фрез, придется существенно снизить рабочие скорости при обработке. Так же качество обработанной поверхности, будет иметь большую шероховатость, относительно спец серий фрез по алюминию.
Это обусловлено геометрией режущей части инструмента и искусственно затупленной режущей кромкой.
Весь американский твердосплавный инструмент, представленный в компании Технограв, поставляется с точными и стабильными геометрическими размерами, отличной балансировкой, что крайне важно для работы на высооборотистых фрезерных станках с ЧПУ, а так же при использовании микрофрез.
Например, при фрезеровании пазов, можно быть уверенным в том, что размер паза будет в точности совпадать с диаметром фрезы и его не разобьет в плюс при фрезеровке, что так часто наблюдается при использовании дешевого и не качественного твердосплавного инструмента.
Руководство для любителей – сделай это из металла
Когда я построил свой первый маршрутизатор в гараже моего отца, я был очень взволнован, создавая всевозможные вещи из пластика и алюминия. Я ходил в школу механической обработки и работал в цехах с довольно высококлассными ЧПУ.
После четвертого щелчка концевой фрезы меня осенило:
Роутеры – это совершенно разные звери.
Позвольте мне поделиться тем, что я узнал о резке алюминия с помощью фрезерного станка с ЧПУ.
Смазка
Вы захотите использовать смазку для алюминия.Вы можете обойтись без чего-либо в течение короткого периода времени, но тем рискованнее, чем дольше вы обходитесь без чего-либо. Если вы планируете позволить маршрутизатору проработать 4 часа без присмотра, не ожидайте, что резак будет целым, когда вы вернетесь обратно, если он иссякнет.
Существует множество веб-сайтов и форумов, в которых говорится, что для резки алюминия требуется масляный туман.
Это не так.
Но это действительно неплохая идея. Если вы хотите выполнить обновление и у вас есть ресурсы для его выполнения, я определенно рекомендую установить его.Я все время использую свой для пластмасс и металлов.
Их несложно настроить. Все, что вам нужно, это комплект, сжатый воздух и немного масла. Весь пакет будет стоить вам менее 100 долларов (при условии, что у вас есть воздушный компрессор), поэтому, если вы используете свой маршрутизатор достаточно часто, это действительно разумное обновление.
Хотя это определенно мой предпочтительный способ обрезки, есть несколько альтернатив, которые также отлично работают.
Наверное, самый простой – просто повиснуть во время стрижки и периодически распылять WD-40.Если вы похожи на меня, у вас, вероятно, уже есть 6 или 7 наполовину заполненных банок на ваших полках и в ящиках для инструментов. Нет причин усложнять это.
Есть область, где это не работает лучше всего: если у вас роутер с выхлопом вниз. Я имею в виду такие большие деревянные маршрутизаторы типа Porter-Cable, которые обладают большой мощностью. Они обдувают инструмент тоннами воздуха, фактически не попадая на инструмент. Может быть довольно сложно получить приличную струю вокруг этой воздушной струи.
Но это не невозможно. Вы можете использовать эти маленькие красные удлинительные трубки, которые идут в комплекте с баллончиком, чтобы подавать масло прямо в инструмент. Это просто немного раздражает, потому что воздух сдувает масло, которое находится на расстоянии более дюйма или двух от инструмента, поэтому вам нужно внимательно следить за ним. У меня шпиндель с водяным охлаждением, поэтому для меня это не проблема, но это зависит от вашей настройки.
У меня шпиндель с водяным охлаждением, поэтому для меня это не проблема, но это зависит от вашей настройки.
Еще один отличный вариант – использовать воск для резки. Однако в некоторых приложениях это работает лучше, чем в других.
Режущий воск можно размазать по всей верхней поверхности того места, где вы хотите резать, и это здорово, потому что он прилипает – даже выхлопная труба, направленная вниз, не снимет его.
Это отлично подходит для работы, которая будет выполняться на одной или небольшой глубине Z, например, когда вы работаете с листовым металлом или гравировкой. Если вы делаете более глубокую работу с большим количеством уровней Z, воск будет лучше смазывать только первый проход.
Чтобы получить смазку дальше вниз, вам нужно повторно нанести его в этот недавно вырезанный канал.Не конец света, но мне всегда нравится позволять машинам работать без присмотра за ними.
Мелкие инструменты
Для тяжелых фрезерных станков с ЧПУ я выбрал твердосплавную концевую фрезу диаметром 1 дюйм для черновой обработки прочных легированных сталей.
Очевидно, это не годится для маленького роутера для хобби.
Маленькие инструменты работают намного лучше, но все же вам нужно знать, какой инструмент типа использовать для алюминия. Они отличаются от инструментов для резки пластика.
Вот основные качества, которые вы хотите получить от режущего инструмента для алюминия:
- Отличный зазор от стружки – алюминий липкий материал, который любит забивать фрезы, поэтому лучший способ справиться с этим – использовать фрезы с большим пространством между канавками, чтобы материал мог убираться во время резки.
- Прочный инструмент – алюминий не является твердым металлом, но на нем можно легко сломать фрезу. Концевые фрезы с 1 канавкой, которые популярны для пластмасс, часто недостаточно прочные для алюминия
- Гладкие – поскольку алюминий любит привариваться к фрезам трением, лучше, чтобы поверхность фрезы была как можно более гладкой, чтобы уменьшить вероятность того, что случится что-то плохое.

- Восходящая резка (более высокая спираль) – для пластмасс обычно используются режущие вниз инструменты или инструменты, которые имеют давление резания вниз. Алюминий просто загустеет, если вы его используете. Биты с прямой канавкой тоже не так хороши – кочующий удар при резке только создает неприятный вид. Лучше всего использовать фрезу со сплошным углом на канавках, которая поднимает стружку вверх и от фрезы и обеспечивает более плавный сдвиг при резке.

Вот почему мне нравится использовать твердосплавные концевые фрезы с 2 или 3 зубьями, когда это возможно; они имеют достаточный зазор от стружки, чтобы уменьшить вероятность приваривания алюминия к фрезу из-за трения, но они намного прочнее концевых фрез с 1 канавкой.Ваши порезы будут выглядеть чище, а инструмент не так легко сломается.
Обычно я использую концевую фрезу 1/4 дюйма, так как мой станок хорошо с ней справляется; Я сделал несколько модификаций, чтобы сделать его более жестким. Если ваш станок действительно маленький, вы можете использовать концевую фрезу 1/8 дюйма для резки профилей.
Вот ссылка на концевую фрезу 1/4 дюйма для алюминия. Если у вас достаточно жесткая домашняя конструкция, она должна работать нормально. Если у вас небольшая машина, то вам следует начать с использования резака 3/16 ″ или 1/8 ″.Все они имеют хвостовик 1/4 дюйма, поэтому вам не нужно менять цангу при их замене.
Еще одним фактором является число оборотов в минуту – для более крупных инструментов требуется более низкая частота вращения, поэтому, если вы можете снизить скорость до 15 000 об / мин, то концевая фреза 1/4 дюйма, как правило, будет работать хорошо. Если вы не можете разогнаться ниже 25 000 или 30 000 об / мин, возможно, вы не захотите использовать резак более 1/8 или 3/16 дюйма.
Жесткость
Параметры резки и качество резки во многом зависят от жесткости вашего станка.Маленькие роутеры для хобби и большие машины за 100 тысяч долларов сильно отличаются.
Алюминий требует большей жесткости, чем дерево или пластик. Если вы нажмете на нее слишком быстро, вы действительно сможете увидеть, как ваша машина прогибается под нагрузкой, если не дребезжит.
Вот несколько советов по работе с не слишком жесткой машиной:
- Используйте короткие инструменты. Чем длиннее фреза, тем больше усилие на заготовке. Когда вы покупаете биты, обратите внимание на концевые фрезы с «заглушкой».Держите их в цанге аккуратно и коротко.
- Используйте действительно небольшую глубину резания. Для моей первой машины (до того, как я сделал кучу обновлений, чтобы сделать ее более жесткой), при резке алюминия я мог опускаться только примерно на 0,010 дюйма за проход по оси Z. При использовании малых значений глубины Z хорошо то, что обычно вы можете увеличить скорость подачи.
- Примите меры для повышения жесткости машины. Я использовал авиационный трос и стальные шкивы, чтобы немного натянуть мост (в основном, потому что я дешевый). Однако это сработало – это действительно сделало мою машину менее подверженной проблемам с изгибом и вибрацией.Некоторые люди добавили дополнительные шарико-винтовые пары и подшипники, чтобы сделать машину более жесткой.
Я всегда обнаруживал, что чем больше вы будете решать проблемы жесткости, тем лучше будет работа.
Скорости и подачи
Обычно это первый вопрос, который задают, но с наименьшей вероятностью получить прямой ответ.
Фрезерные и токарные станки с ЧПУ обычно очень предсказуемы по своей жесткости. Вот почему мы можем рассчитать оптимальные скорости и подачу без особых испытаний.
Не так с роутерами. Они намного привередливее, и, поскольку каждая машина немного отличается, почти невозможно заранее узнать, что такое «золотая середина», если вы не знаете свою машину хорошо. Самодельный роутер для хобби будет сильно отличаться от большого роутера, профессионально созданного для аэрокосмических композитов.
В любом случае, есть несколько отправных точек, которые могут сработать для вас.
Учебная скорость резки алюминия с использованием твердосплавного инструмента составляет около 1500 футов поверхности в минуту на верхнем конце и 1000 на нижнем конце. Это не значит, что вы не можете крутить его медленнее – вы определенно можете. Но обычно вы не хотите ехать быстрее.
Это не значит, что вы не можете крутить его медленнее – вы определенно можете. Но обычно вы не хотите ехать быстрее.
Итак, вот как это переводится в число оборотов концевой фрезы:
| Твердосплавная концевая фреза 1/4 ″ | 24 000 об / мин макс, идеальная 16 000 об / мин |
| Твердосплавная концевая фреза 3/16 ″ | Макс 32 000 об / мин, идеальная 21 000 об / мин |
| Твердосплавная концевая фреза | 1/8 104 48000 об / мин, идеально 32000 об / мин |
| Твердосплавная концевая фреза 1/16 дюйма | Макс 96000 об / мин, идеально 64000 об / мин |
Маловероятно, что у вас есть станок со 96000 об / мин, но это должно дать вам представление о том, как диаметр фрезы влияет на частоту вращения.Если ваша минимальная скорость составляет 30 тыс. Об / мин, то вы можете отказаться от концевых фрез 1/4 дюйма для алюминия в пользу чего-то 3/16 или 1/8 дюйма.
Некоторые говорят, что для снижения «требуемой» частоты вращения необходимо использовать резак из быстрорежущей стали. Это неверно.
Нет необходимости использовать твердосплавный сплав на минимальных оборотах.
Обычно люди путаются по одному из двух вариантов:
1) В справочнике по обработке рекомендуется минимальная частота вращения, поэтому некоторые люди предполагают, что инструмент должен работать с этой частотой вращения.Это не значит. Это просто означает, что вы не достигнете максимальной эффективности инструмента. Не ахти какое дело.
2) Некоторым резакам требуется минимальная частота вращения для правильного использования своих функций. Например, вам нужно запустить некоторые концевые фрезы с покрытием на минимальной скорости вращения, чтобы «активировать» их покрытия. Вы вряд ли войдете в эту арену высокопроизводительной обработки с помощью фрезерного станка.
В основном, низкие скорости шпинделя не являются хорошей причиной для перехода на фрезы из быстрорежущей стали. Это имеет смысл только тогда, когда вы только начинаете и боитесь сломать инструмент. Карбид дороже, но он работает лучше и служит значительно дольше.
Это имеет смысл только тогда, когда вы только начинаете и боитесь сломать инструмент. Карбид дороже, но он работает лучше и служит значительно дольше.
HSS дешевый, но не такой уж и хороший. Вот почему вы обычно видите много HSS в старших классах – когда ученики что-то портят, это не стоит школе так дорого (они сломают инструменты, прежде чем они получат возможность надеть), и никого не волнует, как быстрое время их цикла.
Теперь о скоростях подачи: это немного жонглирование вашей глубиной резания Z и шагом XY.
В целом, вы хотели бы, чтобы ваши стружки были небольшими – примерно 0,001 дюйма на зуб для концевой фрезы 1/4 дюйма и менее половины этого показателя для концевой фрезы 1/8 дюйма.
Итак, вот несколько возможных отправных точек:
| Твердосплавная концевая фреза 1/4 дюйма, 2 канавки | 16000 об / мин | 32 дюйма в минуту |
| Твердосплавная концевая фреза 3/16 дюйма, 2 канавки | 21000 об / мин | 21 дюйм в минуту |
| 30 000 об / мин | 18 дюймов в минуту | |
| Концевая фреза из карбида 1/16 дюйма, 2 канавки | 30 000 об / мин | 10 дюймов в минуту |
Это может или может не работать. Это полностью зависит от того, насколько хороша ваша машина. Если ваша машина самодельная и напоминает влажную лапшу, вы можете снизить скорость подачи вдвое. Если это машина стоимостью 100 тысяч долларов, вы, вероятно, сможете удвоить ее, если захотите ее увеличить.
Это полностью зависит от того, насколько хороша ваша машина. Если ваша машина самодельная и напоминает влажную лапшу, вы можете снизить скорость подачи вдвое. Если это машина стоимостью 100 тысяч долларов, вы, вероятно, сможете удвоить ее, если захотите ее увеличить.
Для глубины резания Z просто проверьте это. Это будет баланс между жесткостью станка и размером инструмента.
Для инструмента 1/4 дюйма на станке для катания на волочках попробуйте начать с глубины 0,010 дюйма и увеличивать с шагом 0,010 дюйма. Для того же инструмента на твердом станке попробуйте начать с 0.050 ″ и увеличивается с шагом 0,025 ″. Прислушайтесь к тому, когда кажется, что машина находится под нагрузкой, или когда разрез начинает выглядеть некрасиво.
Вот небольшая таблица, которая поможет вам определить, что такое «золотая середина»:
Честно говоря, тебе просто нужно с ней поиграться. Эта диаграмма должна дать вам представление о том, что нужно искать, чтобы настроить подачу и скорость так, чтобы они подходили вашей машине.
Не волнуйтесь об этом. Если ваш маршрутизатор имеет фиксированную частоту вращения (или очень ограниченную), просто отрегулируйте ее в зависимости от скорости подачи и глубины резания.Это не ракетостроение, просто пусть работает.
Стратегии резки
Траектории на самом деле очень важны для фрезерования алюминия. Вот несколько советов.
По возможности избегайте погружений в металл. Некоторые инструменты лучше подходят для этого, чем другие, но, как правило, лучше полностью избегать этого. Если только вы не имеете дело с очень тонким листовым металлом. Тогда это не имеет большого значения.
Если возможно, доберитесь до уровня Z среза заготовки, а затем начните резку.Однако это не всегда возможно. Иногда нужно доставать инструмент из середины толстого листа.
Если это тяжелый алюминий, постарайтесь не зажать инструмент прямо вниз. Что работает лучше, так это наклонное движение, чтобы достичь необходимой глубины Z для пропила.
Как правило, есть два распространенных способа достижения этого: тип зацепления с наклоном по форме или винтовая интерполяция.
Для нарастания движения формы (в некоторых программах CAM это может называться иначе) вы отслеживаете профиль, который вы хотите вырезать, пока инструмент медленно опускается.Обычно это что-то вроде зигзагообразного движения. Для большинства программ CAM достаточно просто установить флажок и указать угол наклона. Обычно я выбираю что-то около двух градусов.
Для винтовой интерполяции вы просто делаете спираль вместо зигзага. Это хорошо работает для дырок или когда вы делаете карман.
Если у вас действительно нет выбора и вам нужно погрузиться прямо в материал, уменьшите скорость подачи. Например, если вы выполняете профилирование со скоростью 20 дюймов в минуту, уменьшите скорость врезной подачи до 4.Даже тогда обратите пристальное внимание, чтобы увидеть, как это происходит.
При отсоединении от заготовки (например, когда профиль разрезается и теперь пора вытащить инструмент оттуда) прямой отвод обычно работает нормально. Единственная распространенная проблема – это наличие выемки на профиле детали в месте отвода инструмента.
Единственная распространенная проблема – это наличие выемки на профиле детали в месте отвода инструмента.
Это связано с тем, что инструмент больше не находится под давлением резания, чтобы стабилизировать его, а вибрация и биение вызывают небольшие борозды.
Чтобы противодействовать этому, используйте движение «выключение дуги».По сути, вместо того, чтобы просто располагать ограничитель инструмента на профиле детали, добавьте дополнительное небольшое движение дуги по оси XY, которое отодвинет инструмент от готовой геометрии, когда он перестанет находиться под давлением резания и сможет оставить след.
Со временем появятся десятки советов и приемов, которые вы усвоите. Этой информации должно быть достаточно, чтобы вы начали работу над некоторыми довольно крутыми проектами.
Вы сделали что-нибудь интересное со своим роутером? Есть ли у вас какие-нибудь советы? Делитесь ими в комментариях!
2021 Лучшие фрезерные станки с ЧПУ для алюминия
Ищете фрезерный станок с ЧПУ для производства алюминия? Ознакомьтесь с руководством по покупке фрезерного станка с ЧПУ для алюминия на 2021 год. Это полезно для начинающих фрезерных станков с ЧПУ. Вы найдете лучшие фрезерные станки с ЧПУ для алюминия.
Это полезно для начинающих фрезерных станков с ЧПУ. Вы найдете лучшие фрезерные станки с ЧПУ для алюминия.
Алюминий (Алюминий) – это разновидность мягкого металла, на котором можно вырезать текст и узор с помощью фрезерного станка с ЧПУ, а также на нем можно вырезать различные формы. Предполагается, что фрезерный станок с ЧПУ должен быть оснащен фрезерными фрезами с ЧПУ для алюминия, которые отличаются от фрезерных станков с ЧПУ для обработки дерева.
Существует много видов фрезерных станков с ЧПУ для изготовления алюминия. Как выбрать правильный фрезерный станок с ЧПУ для алюминия? Все зависит от ваших требований.
Фрезерный станок с ЧПУ для алюминия, технические параметры
| Марка | STYLECNC |
| Размеры стола | 2 ‘x 3’, 4 ‘x 4’, 4 ‘x 8’, 5 ‘x 10’ |
| Функции | Резка, резьба, гравировка, фрезерование, токарная обработка, сверление |
| Ось | 3 оси, 4 оси, 4 оси, 5 осей |
| Возможности | 2D-обработка, обработка 2. 5D 5D |
| Диапазон цен | 2580 долл. США.00 – $ 150 000.00 |
Если вы работаете с простым алюминиевым производством небольшого размера, достаточно небольшого фрезерного станка с ЧПУ, настольного фрезерного станка с ЧПУ или любительского фрезерного станка с ЧПУ. Экономия места при невысокой стоимости. Доступный ценовой диапазон составляет от 2 580 до 3 000 долларов.
Фрезерный станок с ЧПУ для алюминиевых монетЕсли вам нужно сделать трехмерную резьбу по алюминию, можно выбрать поворотную 4-ю ось, вы можете назвать ее токарно-фрезерным станком с ЧПУ для алюминия. 4-я ось может помочь вам сделать трехмерную резьбу цилиндра для алюминия.Фрезерный станок с ЧПУ
для проекта 3D-резьбы по алюминию1. Малые фрезерные станки с ЧПУ для алюминия
ST4040M Закрытый фрезерный станок с ЧПУ для алюминия ST6060F Малый фрезерный станок с ЧПУ для алюминия2. Настольные фрезерные станки с ЧПУ для алюминия
STG6090 Настольный фрезерный станок с ЧПУ для алюминия STG6090 Настольный фрезерный станок с ЧПУ для алюминия с 4-й осью вращения3.
 Фрезерный станок с ЧПУ для алюминия STS6090 Фрезерный станок с ЧПУ для алюминия STM6090 Фрезерный станок с ЧПУ для алюминия с 4-й осью вращения
Фрезерный станок с ЧПУ для алюминия STS6090 Фрезерный станок с ЧПУ для алюминия STM6090 Фрезерный станок с ЧПУ для алюминия с 4-й осью вращенияЕсли вы работаете с промышленным производством алюминия, включая резьбу по алюминию большого формата, резку алюминиевых листов и алюминиевых пластин , Изготовление 3D алюминиевых форм, промышленный фрезерный станок с ЧПУ – лучший выбор.
Фрезерный станок с ЧПУ для проекта рельефной резьбы по алюминию Фрезерный станок с ЧПУ для алюминиевых деталей4. Промышленные фрезерные станки с ЧПУ для алюминия
STM1325 4×8 Фрезерный станок с ЧПУ для алюминия STM1325-R3 4×8 Фрезерный станок с ЧПУ для алюминия с поворотной 4-й осью спередиSTM1325-2 Фрезерный станок с ЧПУ с двумя шпинделями для алюминия STM1325D 4×8 ATC Фрезерный станок с ЧПУ для алюминия с автоматической сменой инструмента STM2040-R1 5×10 Фрезерный станок с ЧПУ для алюминия с 4-й осью вращения на боковой оси Фрезерный станок с ЧПУ для проектов по резке алюминиевых листов Широкоформатный фрезерный станок с ЧПУ в основном используется для резки алюминиевых композитных панелей (ACP), алюминиевых листов, алюминиевых листов, алюминия детали с высокой скоростью и высокой точностью. 4-осевой фрезерный станок с ЧПУ для алюминия 5-осевой фрезерный станок с ЧПУ для алюминияCNC-фрезерный станок для изготовления алюминиевых 3D-форм
4-осевой фрезерный станок с ЧПУ для алюминия 5-осевой фрезерный станок с ЧПУ для алюминияCNC-фрезерный станок для изготовления алюминиевых 3D-формЗа исключением фрезерных станков с ЧПУ 4×8 и 5×10, у нас также есть фрезерные станки с ЧПУ 2×4 и фрезерные станки с ЧПУ 4×4 для изготовления алюминия. Размер рабочего стола может быть OEM в соответствии с вашими требованиями.
5. Фрезы с ЧПУ для алюминия
Если у вас был один фрезерный станок с ЧПУ, вы должны узнать, как правильно выбрать фрезы с ЧПУ для алюминия?
Фрезерные станки с ЧПУ для алюминия используют специальную запатентованную систему резки кромок, высококачественный субмкрозернистый твердый сплав со сверхполированной режущей кромкой, что обеспечивает чистые срезы, превосходное качество поверхности и более длительный срок службы инструмента с ЧПУ.
Фрезы с ЧПУ для алюминияЧасто задаваемые вопросы
Легко ли резать алюминий с помощью фрезерного станка с ЧПУ?
Конечно, обычный фрезерный станок с ЧПУ, оснащенный столом с Т-образным пазом и твердосплавными фрезами с ЧПУ, может легко резать алюминий. Для получения лучших результатов резки сначала следует найти оптимальные настройки, которые лучше всего подходят для алюминия.
Для получения лучших результатов резки сначала следует найти оптимальные настройки, которые лучше всего подходят для алюминия.
Как использовать фрезерный станок с ЧПУ для алюминия?
1. Дизайн и макет в соответствии с требованиями заказчика, правильно рассчитайте путь и сохраните файл.
2. Скопируйте файл в контроллер DSP.(При использовании устройства с управляющей картой откройте программное обеспечение карты управления, прочтите макет и сохраните файл).
3. Закрепите алюминиевый материал, определите исходную точку, запустите шпиндель и отрегулируйте скорость шпинделя.
4. Включите питание, машина выполнит самопроверку сброса, оси X, Y и Z вернутся в нулевую точку, а затем вернутся в свои исходные положения.
5. Отрегулируйте оси X, Y и Z по отдельности, совместите с исходной точкой фрезерования и отрегулируйте скорость шпинделя, скорость подачи и высоту оси Z, чтобы станок перешел в состояние ожидания работы.
6. Откройте файл ЧПУ, передайте файл на фрезерный станок с ЧПУ, и фрезерование файла может быть выполнено автоматически.
Откройте файл ЧПУ, передайте файл на фрезерный станок с ЧПУ, и фрезерование файла может быть выполнено автоматически.
7. Когда фрезерование закончится, машина автоматически поднимет инструмент и подъедет к верхней точке начала работы.
Какие самые лучшие фрезы с ЧПУ для алюминия?
Когда фрезерный станок с ЧПУ работает с алюминием, мы должны использовать концевые фрезы, которые сделаны из твердого сплава или HSS (быстрорежущей стали). Концевые фрезы обладают преимуществами высокой точности и их нелегко сломать.Концевые фрезы имеют множество стилей, размеров и канавок, включая твердосплавные концевые фрезы с одной канавкой и твердосплавные концевые фрезы с двумя канавками. Обычно канавок больше, качество лучше.
Как купить недорогой станок с ЧПУ для алюминия?
1. Проконсультируйтесь:
Мы порекомендуем вам наиболее подходящие алюминиевые станки с ЧПУ после того, как вас проинформируют о ваших требованиях.
2. Цитата:
Мы предложим вам нашу подробную цитату в соответствии с проконсультированным станком с ЧПУ для алюминия. Вы получите самые подходящие характеристики, лучшие аксессуары и доступную цену.
3. Оценка процесса:
Обе стороны тщательно оценивают и обсуждают все детали (спецификации, технические параметры и коммерческие условия) заказа, чтобы исключить любые недоразумения.
4. Размещение заказа:
Если у вас нет сомнений, мы отправим вам PI (счет-проформу), а затем подпишем с вами договор.
5. Производство:
Мы организуем производство алюминиевых станков с ЧПУ, как только получим подписанный вами договор купли-продажи и залог. Последние новости о производстве будут обновляться и сообщаться покупателям алюминиевых станков с ЧПУ во время производства.
6. Контроль качества:
Вся производственная процедура будет проходить регулярные проверки и строгий контроль качества. Полный алюминиевый станок с ЧПУ будет протестирован, чтобы убедиться, что он может работать безупречно, прежде чем покинуть завод.
7. Поставка:
Мы организуем доставку в соответствии с условиями контракта после подтверждения покупателем.
8. Таможенное оформление:
Мы доставим покупателю алюминиевого станка с ЧПУ все необходимые отгрузочные документы и обеспечим беспрепятственное таможенное оформление.
9. Поддержка и обслуживание:
Мы предложим профессиональную техническую поддержку и бесплатное обслуживание по телефону, электронной почте, Skype, WhatsApp, онлайн-чату, удаленному обслуживанию. В некоторых районах у нас также есть доставка от двери до двери.
В чем разница между лазерным резаком и фрезерным станком с ЧПУ для резки алюминия?
Один – использовать лазер, а другой – резать инструментом, каждый из которых имеет свои преимущества. Станок для лазерной резки имеет более высокую скорость резки и более высокую эффективность, но и цена выше.Цена фрезерного станка с ЧПУ относительно невысока, все зависит от ваших требований. Фрезерный станок с ЧПУ для резки алюминия возможен, он может не только резать алюминий, но также резать медь, акриловую доску, деревянную доску и другие материалы.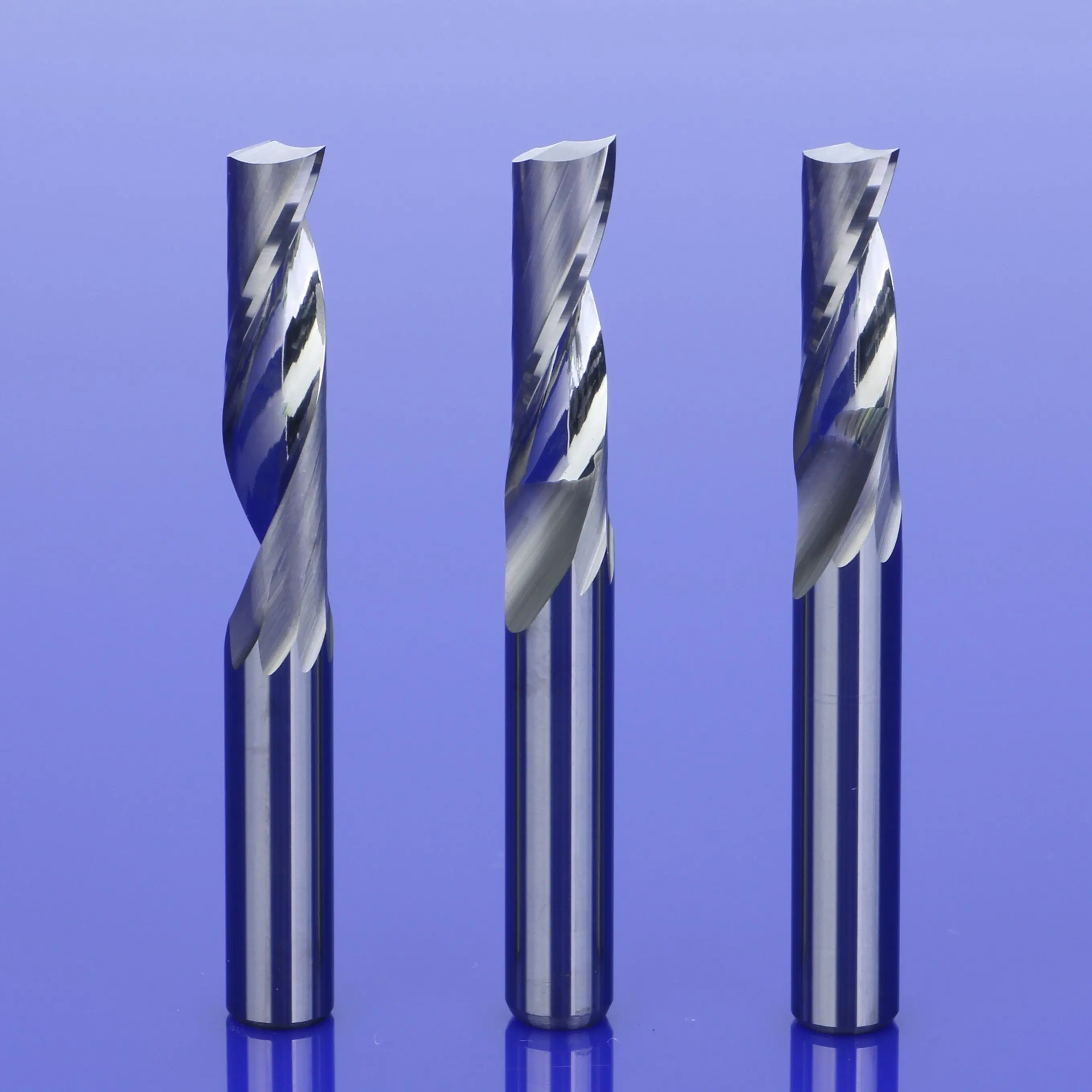
Резка алюминия на фрезерном станке с ЧПУ или портальном станке с ЧПУ – Overnight Carbide Tools Австралия
Люди часто спрашивают, может ли фрезерный станок с ЧПУ резать алюминий. Они привыкли, что Маршрутизатор режет дерево и пластик. Ответ: «Да, любой фрезерный станок с ЧПУ может резать алюминий с осторожностью и вниманием.”
Вы обнаружите, что обработка алюминия с помощью фрезерного станка с ЧПУ не только проста, но и очень продуктивна. Использование фрезерного станка с ЧПУ для алюминиевых деталей может быть очень успешным занятием при небольшой осторожности и подготовке. Следует помнить о некоторых вещах, касающихся разницы между алюминием (и другими металлами) и деревом или пластиком.
В случае алюминия «липкость» может иметь значение. Алюминий пытается прилипнуть к инструменту. Фактически, это происходит до такой степени, что он приваривается к инструменту.Когда у вас есть отложения липкого алюминия на режущих кромках, инструмент может не прослужить долго, особенно при 20000 об / мин и более, использование концевой фрезы с 2 или 3 канавками без покрытия или покрытия ZRN может значительно повысить производительность вашего фрезерного станка с ЧПУ по алюминию.
8 СОВЕТОВ N ПРИЕМЫ ДЛЯ ОБРАБОТКИ АЛЮМИНИЯ НА МАЛЕНЬКОМ ФРЕЗЕРНОМ ФРЕЗЕЛЕ С ЧПУ
- Используйте твердосплавные концевые фрезы для алюминия.
Фрезерные станки с ЧПУ часто используют различные специализированные фрезы, которые не следует использовать с алюминием.Нисходящим спиралям, компрессионным резакам и прочему не место в работе с алюминием.
Фрезы, которые вам нужны, должны быть специально изготовлены для алюминия. Большинство производителей ЧПУ используют для этого твердосплавные концевые фрезы с 2 или 3 канавками. http://customcarbide.com.au/products/end-mill-3-flute-all-sizes-tialn-coated-solid-carbide-for-cnc-slot-endmill-tool-aluminium
Это помогает увеличить рекомендуемую частоту вращения, чтобы ваши фрезы работали на высоких оборотах, на которых работают фрезерные шпиндели с ЧПУ.Измерение, определяющее это, называется поверхностной скоростью. Твердосплавные фрезы работают намного быстрее, чем фрезы из быстрорежущей стали. Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
- Если машина не может подавать достаточно быстро, используйте меньше канавок
Обычно с алюминием используется 3 или меньше зубьев – не пытайтесь использовать фрезы с 4 или более зубьями для алюминия!
Это потому, что алюминий производит действительно большие стружки. Чем меньше размер канавок, тем больше места между режущими кромками и тем больше места для выхода крупных стружек и их уноса ветром.При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и резак вскоре выходит из строя.
Ответ – пробовать меньше флейт. Фрезу с 2 зубьями нужна гораздо более медленная фреза, чем для фрезы с 4 зубьями.
Кроме того, обсуждая резку алюминия, возможно, что с деревом ситуация может ухудшиться, потому что вы можете резать более мягкий материал намного быстрее.
Еще одна вещь, о которой следует знать, – это то, что называется «радиальным утонением стружки». Если ширина реза меньше 1/2 диаметра фрезы, необходимо увеличить скорость подачи из-за того, что станок производит ненормально тонкую стружку из-за радиального утонения стружки.
- Очистите чипы, иначе
Это трудно переоценить. Особенно, если материал имеет тенденцию сцепляться с фрезой (например, алюминий)
Многократная резка стружки приводит к поломке фрезы больше, чем что-либо другое, что я вижу. Остерегайтесь очищать фишки. Нет необходимости рассчитывать на наличие поблизости вакуумной системы пылеулавливания, если вы лично не убедились, что она отсасывает стружку даже из самых глубоких разрезов.Более надежным является воздушный поток, прикрепленный к шпинделю и направленный прямо в то место, где резец встречается с обрабатываемым материалом.
Если вы стоите там с насадкой в руке (или, что еще хуже, кистью) и думаете, что можете содержать все в порядке, вы недостаточно параноик по поводу удаления стружки.
- Работай со станком не против
Фрезерный станок с ЧПУ может резать алюминий, но это не лучший инструмент для извлечения больших деталей в аэрокосмической отрасли, таких как лонжероны крыла.Для того, чтобы вы преуспели в этом, цена все замедляет. Помните, что я не предлагаю вам буквально замедлять подачу и скорость, но общая скорость съема материала будет меньше, чем та, которую можно получить с помощью фрезерного станка с ЧПУ, созданного для этой цели. Машине нужно дать возможность выполнять свои функции.
Одним из преимуществ является то, что фрезерный станок с ЧПУ хорошего размера может уместить на своем столе гораздо больше материала, чем любой фрезерный станок с ЧПУ. После загрузки нажмите зеленую кнопку и позвольте машине сделать все остальное.
- Используйте фрезы меньшего диаметра и забудьте HSS
Другой способ увеличить частоту вращения – использовать фрезы меньшего диаметра. Забудьте о концевых фрезах диаметром 12 мм или 1/2 дюйма. Уменьшите до 6 мм или 1/4 дюйма максимум, а обычно меньше. Поскольку теперь вы используете меньшие диаметры, требуются более жесткие фрезы, иначе прогиб инструмента не станет проблемой.
Забудьте о концевых фрезах диаметром 12 мм или 1/2 дюйма. Уменьшите до 6 мм или 1/4 дюйма максимум, а обычно меньше. Поскольку теперь вы используете меньшие диаметры, требуются более жесткие фрезы, иначе прогиб инструмента не станет проблемой.
Карбид намного более жесткий, чем HSS, поэтому это еще одна причина в пользу твердого сплава.
Мораль этой истории заключается в том, чтобы тщательно подбирать инструменты для возможностей станка. Фрезы меньшего размера будут работать более эффективно на более высоких оборотах фрезерного станка с ЧПУ.
6. Обратите внимание на глубину резания и прорезание пазов Чем больше вы врезаете и приближаетесь к прорези, в которую входит фреза, тем труднее удалить стружку из основания отверстия. Сделайте больше проходов, чтобы сократить до необходимой глубины и открыть более мелкие глубины для лучшего доступа.
- Смажьте рабочее место
Следующая проблема – обеспечение смазки, чтобы уменьшить склонность стружки к режущим кромкам.
Многие пользователи фрезерных станков с ЧПУ ненавидят использовать охлаждающую жидкость любого типа, но все же важно использовать какую-либо смазку для надежной резки чего-либо, кроме самого тонкого алюминия. Поскольку вы, по-видимому, уже устроили струю сжатого воздуха, вы также можете пропустить туман охлаждающей жидкости через тот же механизм. Для обеспечения продувки воздухом и тумана охлаждающей жидкости необходимо купить мистер. Это просто и недорого.
Туман можно настроить таким образом, чтобы выделялось очень мало жидкости, чтобы уменьшить беспорядок, это нормально, пока распыляемая жидкость попадает на резак.
Иногда невозможно использовать туман, однако резка алюминия все же существует. Если алюминий, который нужно разрезать, очень тонкий или нужно выполнять неглубокие проходы, это может работать без смазки. Для проверки необходимо провести тесты.
- Не снижайте слишком сильно скорость подачи!
Слишком низкая скорость подачи может привести к тому, что инструмент будет тереться, а не резать. Риск больше для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков только потому, что шпиндель почти всегда работает довольно быстро.Для поддержания рекомендованной загрузки стружки при таких высоких оборотах в минуту необходимо, чтобы фреза двигалась относительно быстро
Риск больше для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков только потому, что шпиндель почти всегда работает довольно быстро.Для поддержания рекомендованной загрузки стружки при таких высоких оборотах в минуту необходимо, чтобы фреза двигалась относительно быстро
Например, резак 3/16 дюйма при 21 000 об / мин хочет подавать быстро, слишком сильно замедляя, скажем, до 1/4 от этого может показаться, что станок и инструмент не используются в полную силу. Нет ничего более далекого от правды. Если вы начнете работать достаточно медленно, чтобы резак начал тереться со скоростью 20 000 об / мин, работа нагревается и резко сокращает срок службы инструмента.
Лучший способ разрезать алюминиевый лист: нож, пила или ЧПУ?
Как резать алюминиевый лист? Много способов.Есть ли лучший способ разрезать алюминиевый лист? Фактически, неважно, алюминиевый блок, пластина или листовой металл, это зависит от того, какой алюминий: алюминий или его сплав, размер и толщина, требуемое качество резки и скорость резки и т. Д.
Д.
# 1 Лучший способ разрезать алюминиевый лист на мелкие и тонкие части: пила или ножницы, ножницы
Как разрезать алюминий на мелкие и толстые куски, для справки есть ручка или электрические инструменты:
| Название инструмента | Описание |
|---|---|
| Ручка электрических ножниц / Ручка ножниц по металлу / Авиационные ножницы / Ножницы по металлу | Порезка металла тонким (1-2 мм), прямым и кривым; |
| Ленточная пила | Идеальный инструмент для очень толстых листов; |
| Циркулярная пила / Настольная пила / Торцовочная пила | Отлично подходит для резки по прямой линии.Не столько для кривых; |
| Ленточная пила / лобзик | Решение для резки кривых; |
| Универсальный нож Sharp + прямая кромка | Решение, не требующее никаких других операций с тонким металлом; |
# 2 Лучший способ разрезать алюминиевый лист больших или толстых деталей: отрезной станок с ЧПУ
Здесь мы в основном говорим о том, как лучше всего разрезать толстый алюминиевый лист, он также полезен для других видов алюминия.
В этой статье мы кратко поговорим о ножницах, станках для лазерной резки с ЧПУ, станках для плазменной резки с ЧПУ, фрезерных станках с ЧПУ, фрезерных станках с ЧПУ и гидроабразивных станках;
Гидравлические ножницы или обрезные станкиСуществуют профессиональные гидравлические ножницы или обрезные станки для листового металла, но этот вид станка для резки в основном предназначен для толстой и прямой резки;
Станок для лазерной резки с ЧПУ для резки алюминиевого листа:В станок для лазерной резки металла всегда входит волоконный лазерный источник, он может разрезать алюминиевый лист разной толщины.Но есть некоторые обозначения, которые мы должны знать перед окончательным решением:
Алюминий чувствителен к высоким температурам, нуждается в защите азота от окисления, сохраняет первоначальный цвет алюминиевого листа;
Лазерная резка алюминия выполняется быстро, но при быстрой резке остаются небольшие заусенцы. А медленная резка может привести к деформации или трещинам, поэтому требуется время, чтобы получить правильные параметры настройки резки;
А медленная резка может привести к деформации или трещинам, поэтому требуется время, чтобы получить правильные параметры настройки резки;
Волоконный лазер для резки алюминия предназначен в основном для листов толщиной менее 25 мм: 2000 Вт для лазерной резки алюминия 6-8 мм, 4000 Вт для лазерной резки алюминия 12 мм, 6000 Вт для лазерной резки алюминия 16 мм;
Станок плазменной резки с ЧПУ для резки алюминиевого листа: Плазменный резак– это эффективный способ резки алюминиевого листа. Тепло плазмы приводит к небольшим физическим или химическим изменениям режущей кромки, а резка приводит к загрязнению пыли, мы должны принять меры для контроля и сбора пыли.
Plasma может резать алюминий толщиной до 100 мм.
Фрезерный станок с ЧПУ для резки алюминиевого листа:Фрезерная резка – это процесс фрезерования, это лучший способ гравировки алюминия, но не лучший способ разрезать алюминиевый лист.
Но лучшая особенность фрезерного станка с ЧПУ заключается в том, что он может заменять свои насадки на пилу. Это может быть способ тонкой резки алюминия. А для фрезерного станка с ЧПУ мы можем охлаждать заготовку влажной водой.
Это может быть способ тонкой резки алюминия. А для фрезерного станка с ЧПУ мы можем охлаждать заготовку влажной водой.
Фрезерный станок с ЧПУ похож на фрезерный станок с ЧПУ, в некоторых местах они имеют ту же концепцию.Вообще говоря, фрезерный станок имеет большую мощность, в основном для фрезерования металла.
Фрезерный станок с ЧПУ не предназначен для быстрой и большой резки, это для драгоценной резки или гравировки, лучший способ сделать качественную резку алюминиевого блока на запчасти.
Гидроабразивная машина для резки алюминиевых листов:Гидроабразивная резка – это резка под высоким давлением, это не удобный способ резки алюминиевого листа.
# 3 Заключение:
Обычно мы рекомендуем пилу или ножницы для небольших деталей, а также станок для плазменной резки с ЧПУ или станок для лазерной резки для резки больших и толстых листов алюминия.
Есть и другие способы, не упомянутые выше: например, резка проволокой, штамповка и т. д., в основном они предназначены для резки специального назначения.
д., в основном они предназначены для резки специального назначения.
Наилучший способ резки алюминиевого листа зависит от многих факторов. Пожалуйста, выберите станок исходя из ваших фактов и обратитесь к нашему менеджеру по продажам за советом.
Плазменная резка алюминия | Плазменные Системы Победы
Некоторые говорят, что плазменная резка – не лучший выбор для резки алюминия. Современные передовые технологии делают плазменную резку алюминия быстрой, доступной и простой.Плазменная резка алюминия работает очень хорошо, если она сделана правильно. Использование лучшего оборудования и понимание процесса и требований к резке алюминия приведет к отличным результатам.
Правильный выбор газа важен при плазменной резке алюминия. При резке алюминия воздухом образуется шероховатая кромка, покрытая оксидом алюминия. Использование различных газов, таких как смесь аргона и гелия, даст лучшие результаты с алюминием. Сегодня системы плазменной резки могут резать с очень высокой скоростью на ампер, что сводит к минимуму количество тепла, подводимого к кромке реза. Это делает плазменную резку алюминия более эффективной и дает лучшие результаты, чем когда-либо прежде.
Это делает плазменную резку алюминия более эффективной и дает лучшие результаты, чем когда-либо прежде.
Плазменная резка алюминия может иметь значительные преимущества по сравнению с лазерной резкой алюминия, в зависимости от толщины и необходимых объемов. Плазменная резка намного более рентабельна, с меньшими затратами на оборудование и эксплуатационными расходами, если пластина ”или больше. В то время как лазеры могут резать до 1/4 дюйма, системы плазменной резки могут без труда резать до 2 дюймов.
При резке алюминия необходимо учитывать избыток водорода.При использовании уровня грунтовых вод уровень воды должен быть на 2 дюйма ниже дна разрезаемого материала, в противном случае будет скапливаться газ. Если вы режете много алюминия, мы можем установить барботер на дне грунтовых вод, чтобы перемешать воду и выпустить газ. Другой вариант – использовать режущую станину с нижней тягой.
При выборе процесса резки алюминия производители должны расставить приоритеты в своих потребностях.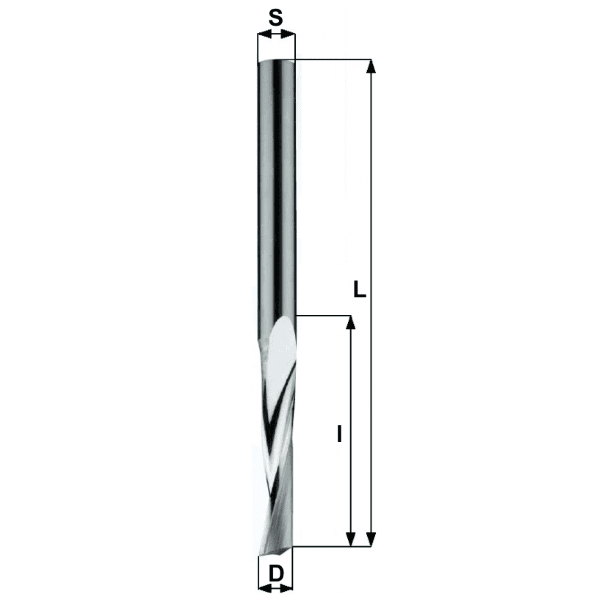 Для некоторых операций производительность может быть проблемой номер один, в то время как другие могут рассматривать качество кромки как наиболее важную проблему.Victory CNC Plasma Systems предлагает широкий спектр устройств плазменной резки, которые исключительно хорошо работают с алюминием. Мы будем работать с вами, чтобы выбрать лучшую систему для плазменной резки алюминия, отвечающую вашим потребностям.
Для некоторых операций производительность может быть проблемой номер один, в то время как другие могут рассматривать качество кромки как наиболее важную проблему.Victory CNC Plasma Systems предлагает широкий спектр устройств плазменной резки, которые исключительно хорошо работают с алюминием. Мы будем работать с вами, чтобы выбрать лучшую систему для плазменной резки алюминия, отвечающую вашим потребностям.
Готовы обсудить ваши потребности в плазменной резке? Свяжитесь с нами сегодня!
Основы ЧПУ – Как выбрать концевую фрезу для алюминия
Если вы зададите один и тот же вопрос пяти станочникам с ЧПУ, вы обязательно получите семь ответов. Но это не значит, что они нерешительны, просто есть много разных способов выполнить любую данную операцию ЧПУ.При этом не существует стопроцентно правильного или неправильного способа резки алюминия, но вот несколько вещей, на которые следует обращать внимание при покупке концевых фрез.
Фрезерный станок с ЧПУ TormachКарбид
Карбид дольше остается острым. Хотя он может быть более хрупким, чем другие концевые фрезы, здесь мы говорим об алюминии, поэтому карбид – это прекрасно. Самым большим недостатком концевых фрез этого типа для вашего ЧПУ является то, что они могут быть дорогими. Или хотя бы дороже быстрорежущей стали.Пока у вас настроены скорости и подачи, твердосплавные концевые фрезы не только прорезают алюминий, как масло, но и прослужат довольно долго. Здесь вы можете приобрести концевые фрезы из твердого сплава.
Хотя он может быть более хрупким, чем другие концевые фрезы, здесь мы говорим об алюминии, поэтому карбид – это прекрасно. Самым большим недостатком концевых фрез этого типа для вашего ЧПУ является то, что они могут быть дорогими. Или хотя бы дороже быстрорежущей стали.Пока у вас настроены скорости и подачи, твердосплавные концевые фрезы не только прорезают алюминий, как масло, но и прослужат довольно долго. Здесь вы можете приобрести концевые фрезы из твердого сплава.
Покрытия
Алюминий мягче по сравнению с другими металлами. Это означает, что стружка может забить канавки вашего инструмента с ЧПУ, особенно при глубоком или врезном резании. Покрытия для концевых фрез могут помочь решить проблемы, связанные с липким алюминием. Покрытия из нитрида титана и алюминия (AlTiN или TiAlN) достаточно скользкие, чтобы поддерживать движение стружки, особенно если вы не используете СОЖ.Это покрытие часто используется на твердосплавных инструментах. Если вы используете инструмент из быстрорежущей стали (HSS), ищите покрытия, такие как карбонитрид титана (TiCN). Таким образом вы получите смазывающую способность, необходимую для алюминия, но при этом потратите немного меньше денег, чем на карбид.
Таким образом вы получите смазывающую способность, необходимую для алюминия, но при этом потратите немного меньше денег, чем на карбид.
Прочтите: 4 вещи, которые мы все ненавидим в алюминии
Флейты
Это, пожалуй, самая важная особенность, которую следует учитывать при выборе концевой фрезы для обработки алюминия с ЧПУ. Опять же, алюминий липкий и мягкий, что означает, что он имеет тенденцию застревать в канавках вашего фрезерного станка с ЧПУ.Хотя покрытия могут помочь решить эту проблему, если вы используете концевую фрезу с 4 или 5 зубьями для резки алюминия, даже самые лучшие покрытия могут не помочь. Одна из основных задач канавок при резке алюминия – удаление стружки, обработанной на станках с ЧПУ. Меньшее количество канавок делает ваш инструмент менее жестким, но также позволяет более эффективно перемещать стружку. Если вы не собираете стружку оттуда, вы рискуете испортить отделку поверхности из-за повторной резки стружки или, что еще хуже, разрушить концевую фрезу, приварив стружку трением прямо к фрезу – худший кошмар для каждого владельца станка с ЧПУ! Лучший выбор для концевой фрезы из алюминия – две или три канавки. Хотя вы можете обойтись большим количеством канавок, если вы действительно беспокоитесь о жесткости, риск разрушения концевой фрезы возрастет.
Хотя вы можете обойтись большим количеством канавок, если вы действительно беспокоитесь о жесткости, риск разрушения концевой фрезы возрастет.
Геометрия
Обработка с ЧПУ во многом связана с математикой, и выбор концевой фрезы ничем не отличается. Хотя количество канавок является важным фактором, следует также учитывать геометрию канавок. Канавки с большой спиралью значительно помогают при эвакуации стружки с ЧПУ, а также помогают в процессе резки. Геометрия с высокой спиралью обеспечивает более плотный контакт с вашей заготовкой… это означает, что фреза режет с меньшим количеством прерываний.
Прерывистое резание отрицательно сказывается на стойкости инструмента и чистоте поверхности, поэтому использование геометрии с большой спиралью позволяет сохранять стабильность и быстрее удалять стружку станков с ЧПУ. Прерывистая резка наносит ущерб вашим деталям. В этом видео показано, как прерывистое резание концевой фрезой со сколами может повлиять на ваши стратегии резки. [youtube] HC7yaBtkqzs [/ youtube] Если вы хотите резать алюминий, не бойтесь… это материал для прощения. Если вы хотите лучше резать алюминий, ищите концевые фрезы с высокой смазывающей способностью и эффективной конструкцией канавок для отвода стружки.После некоторой тонкой настройки подачи и скорости вы сможете использовать свой станок с ЧПУ, чтобы в кратчайшие сроки изготавливать груды алюминиевой стружки.
[youtube] HC7yaBtkqzs [/ youtube] Если вы хотите резать алюминий, не бойтесь… это материал для прощения. Если вы хотите лучше резать алюминий, ищите концевые фрезы с высокой смазывающей способностью и эффективной конструкцией канавок для отвода стружки.После некоторой тонкой настройки подачи и скорости вы сможете использовать свой станок с ЧПУ, чтобы в кратчайшие сроки изготавливать груды алюминиевой стружки.
Атакующий алюминий: руководство по обработке
Алюминий – один из наиболее часто обрабатываемых материалов, так как большинство форм этого материала обладают отличной обрабатываемостью и, таким образом, часто используются в производстве. Из-за этого конкуренция в области механической обработки алюминия может быть высокой. Понимание основ выбора инструмента, параметров работы и передовых методов фрезерования алюминия может помочь машинистам получить конкурентное преимущество.
Свойства материала Алюминий – это легко поддающийся обработке, легкий материал. Детали из этого материала можно найти практически во всех отраслях промышленности. Кроме того, алюминий стал популярным выбором для прототипов из-за его низкой стоимости и гибкости.
Детали из этого материала можно найти практически во всех отраслях промышленности. Кроме того, алюминий стал популярным выбором для прототипов из-за его низкой стоимости и гибкости.
Алюминий доступен в двух основных формах: литой и кованый. Кованый алюминий обычно прочнее, дороже и содержит меньший процент посторонних элементов в сплавах. Кованый алюминий также более термостойкий, чем литой, и имеет более высокий уровень обрабатываемости.
Литой алюминий имеет меньшую прочность на разрыв, но большую гибкость. Он стоит меньше и имеет более высокий процент внешних элементов (кремний, магний и т. Д.) В сплавах, что делает его более абразивным, чем кованый.
Геометрия инструмента Для алюминиевых инструментов доступно несколько вариантов покрытия, в том числе популярный ZrN (нитрид циркония) золотого цвета и менее известный, но очень эффективный TiB 2 (диборид титана). Инструменты без покрытия также могут обеспечить высокую производительность обработки. Однако реальный ключ к высокопроизводительной обработке алюминия – это правильное количество канавок и угол наклона спирали, необходимые для вашей работы.
Однако реальный ключ к высокопроизводительной обработке алюминия – это правильное количество канавок и угол наклона спирали, необходимые для вашей работы.
Концевые фрезы для алюминия часто доступны с 2 или 3 зубьями. При более высоком количестве канавок будет трудно эффективно удалять стружку на высоких скоростях, с которыми вы можете работать с алюминием. Это связано с тем, что алюминиевые сплавы оставляют большую стружку, а впадины стружки становятся меньше с каждой дополнительной канавкой на концевой фрезе.
Традиционно для алюминия предпочтительны концевые фрезы с 2 режущими кромками. Однако концевые фрезы с 3 канавками оказались более успешными во многих чистовых операциях, и при правильных параметрах они также могут успешно работать в качестве черновых. Хотя большая часть споров между концевыми фрезами с 2 и 3 канавками для алюминия сводится к личным предпочтениям, работа, жесткость и желаемая скорость съема материала также могут повлиять на выбор инструмента.
Угол наклона спирали инструмента измеряется углом, образованным между центральной линией инструмента и прямой линией, касательной вдоль режущей кромки.Режущие инструменты для алюминия обычно имеют больший угол наклона спирали, чем стандартные концевые фрезы. Специализированные углы спирали для алюминия обычно составляют 35 °, 40 ° или 45 °. Также доступны инструменты с регулируемой спиралью, которые являются отличным выбором для уменьшения вибрации и гармоник, а также для увеличения скорости съема материала.
Угол наклона спирали 35 ° или 40 ° – хороший выбор для традиционной черновой обработки и обработки пазов. Угол наклона спирали 45 ° является предпочтительным выбором для чистовой обработки, но также и для траекторий высокоэффективного фрезерования, поскольку большой угол наклона спирали быстрее охватывает инструмент и обеспечивает более агрессивный рез.
Опции оснастки При обработке алюминия часто справляются со стандартными инструментами с 2 или 3 зубьями. Однако для определенных приложений и настроек машины есть еще несколько вариантов инструментов, которые следует учитывать для еще большей производительности.
Однако для определенных приложений и настроек машины есть еще несколько вариантов инструментов, которые следует учитывать для еще большей производительности.
Одним из наиболее важных факторов, которые следует учитывать при обработке алюминия (и многих других материалов), является эффективное удаление стружки. Стандартные концевые фрезы с 2-3 канавками, работающие с рекомендованными скоростями и подачами, а также с надлежащей загрузкой стружки, могут достаточно хорошо отводить стружку.Однако стружколом с 3 зубьями может работать с повышенной скоростью и подачей для еще большей производительности. Уникальная геометрия стружколома со смещением создает меньшую стружку для оптимального удаления, при этом остается полуфабрикат поверхности.
Эти инструменты отлично подходят для более сложных траекторий, таких как высокоэффективное фрезерование, которое является еще одним важным инструментом для успешной обработки алюминия.
Концевые фрезы с высокой балансировкой разработаны для значительного повышения производительности в хорошо сбалансированных обрабатывающих центрах, способных повышать частоту вращения и скорость подачи.Эти инструменты точно сбалансированы специально для высокоскоростной обработки алюминия (до 33 000 об / мин).
Helical Solutions предлагает инструмент с высокой балансировкой в стандартных стилях с двумя канавками, а также с тремя канавками для подачи СОЖ для снижения нагрева, улучшенного отвода стружки и увеличения скорости съема материала. Эти инструменты, такие как стружколомы, также являются отличным выбором для траекторий высокоэффективного фрезерования.
Рабочие параметры Установка правильных параметров для алюминия жизненно важна для оптимизации производительности и достижения лучших результатов обработки.Поскольку алюминий – материал, который легче обрабатывать, доведение машины до предела возможностей и получение максимальной отдачи от инструмента жизненно важно для того, чтобы оставаться впереди конкурентов и продолжать выигрывать в бизнесе.
Хотя существует множество факторов, влияющих на параметры каждой работы, есть несколько общих рекомендаций, которым следует следовать при обработке алюминия. Для литых алюминиевых сплавов (например, 308, 356, 380) рекомендуется площадь поверхности 500-1000 куб. Футов в минуту, при этом частота вращения меняется в зависимости от диаметра фрезы. Базовый расчет для поиска отправной точки для оборотов будет (3.82 x SFM) / Диаметр.
Для деформируемых алюминиевых сплавов (например, 2024, 6061, 7075) рекомендуется площадь поверхности 800-1500 SFM, при этом тот же расчет используется для определения начальной точки для числа оборотов в минуту.
Высокоэффективное фрезерование Высокоэффективное фрезерование, широко известное как HEM, – это стратегия, которая быстро набирает популярность в обрабатывающей промышленности. Многие программы CAM теперь включают траектории HEM, и хотя практически любой станок может выполнять HEM, контроллер ЧПУ должен иметь быстрый процессор, чтобы не отставать от дополнительных строк кода. Ниже можно увидеть отличный пример траекторий высокоэффективного фрезерования алюминия.
Ниже можно увидеть отличный пример траекторий высокоэффективного фрезерования алюминия.
https://www.instagram.com/p/Bd0i51bBHYv/
По своей сути HEM – это технология черновой обработки, в которой используется низкая радиальная глубина резания (RDOC) и высокая осевая глубина резания (ADOC), чтобы в полной мере использовать режущую кромку инструмента. Чтобы узнать больше о том, как высокоэффективное фрезерование может повысить вашу эффективность, продлить срок службы инструмента для снижения затрат и повысить производительность при обработке алюминия (и других материалов), щелкните здесь, чтобы загрузить руководство по HEM.
Резюме Алюминий – универсальный материал с высокой обрабатываемостью, но его нельзя упускать из виду. Понимание наилучших способов решения этой проблемы важно для достижения желаемых результатов. Оптимизация вашей инструментальной платформы, настроек станков и траекторий для алюминия имеет важное значение, чтобы опережать конкурентов и повышать эффективность вашего цеха.