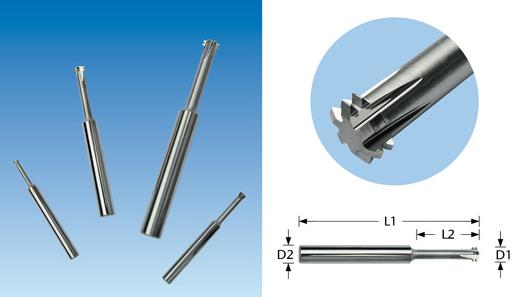
Резьбофрезы M1-M14 (Фрезы для нарезания резьбы)
Описание
Твёрдый сплав, карбид вольфрама/кобальт, HRC60
Назначение: Одновитковыми резьбофрезами можно делать резьбу любого диаметра до сотен миллиметров, как внешнюю, так и внутреннюю со всеми нужными диаметрами, как левую, так и правую, а также любым необходимым шагом, в том числе и нестандартным, который устанавливается в управляющей программе. Из-за малых нагрузок на режущий зуб, одновитковыми резьбофрезами можно нарезать высококачественную резьбу даже на лёгких непрофессиональных станках
Отличительная особенность от простых метчиков – это возможность снятия фаски этой же фрезой, а также проведение черновой, промежуточной и чистовой нарезки резьбы всего одной фрезой. При применении метчиков для этого требуется 3 метчика и фреза для снятия фаски. И еще одна особенность такого типа резьбофрез – это отсутствие необходимости применения на станке специального приспособления для нарезания резьбы, которое устанавливается на шпиндель станка, и нет необходимости в обратном вращении шпинделя для выкручивания метчика из отверстия.
Видео как работают резьбофрезы
Какими фрезами/свёрлами делать отверстия для резьбы?
| Тип резьбы | Диаметр отверстия | |
| Сверлом | Фрезой | |
| M1 | Отверстие 0.75мм |
Отверстие 0.75мм Фрезой |
| M1.2 | Отверстие 0.95мм |
Отверстие 0. 94мм 94мм Фрезой |
| M1.6 | Отверстие 1.25мм |
Отверстие 1.22мм Фрезой |
| M2 | Отверстие 1.6мм |
Отверстие 1.57мм Фрезой |
| M2.5 | Отверстие 2.1мм |
Отверстие 2.13мм Фрезой |
| M3 | Отверстие 2.5мм |
Отверстие 2.46мм Фрезой |
| M4 | Отверстие 3.3мм |
Отверстие 3.24мм |
| M5 | Отверстие 4.2мм |
Отверстие 4.13мм Фрезой |
| M6 | Отверстие 5.0мм |
Отверстие 4.92мм Фрезой |
| M8 | Отверстие 6. 7мм 7мм |
Отверстие 6.65мм Фрезой |
| M10 | Отверстие 8.4мм | Отверстие 8.4мм Фрезой |
| M12 | Отверстие 10.2мм | Отверстие 10.2мм Фрезой |
| M14 | Отверстие 12.2мм | Отверстие 12.2мм Фрезой |
| |||||||||||||||||

 Резьбофрезы применяются для жестких и твердых материалов, обязательное качество и точность в размерах, и еще не маловажное отсутствие погрешностей по время работы. Выполнение резьбы различных размеров, от крупных до минимальных. Многовитковые и одновитковые. Для глухих отверстий оптимальный выбор фрезы – цилиндрические.
Резьбофрезы применяются для жестких и твердых материалов, обязательное качество и точность в размерах, и еще не маловажное отсутствие погрешностей по время работы. Выполнение резьбы различных размеров, от крупных до минимальных. Многовитковые и одновитковые. Для глухих отверстий оптимальный выбор фрезы – цилиндрические.

Резьбовые фрезы
Специальные резьбовые фрезы
Требования современного производства к изготавливаемым изделиям постоянно растут. Мы занимаемся анализом обработки резьб и предлагаем решение для оптимизации соотношения «затраты – качество».
- Чашечные резьбовые фрезы с HSK 50-зоной резания для высокопроизводительной обработки резьб болтов
- Сверлильные резьбовые фрезы М 14 х 15 с цилиндрическим предохранительным конусом для слива масла
- Резьбовые фрезы с цилиндрическим предохранительным конусом для обработки цилиндрических головок.

- Комбинированные фрезы с фаской 45° и дополнительным предохранительным конусом. Этот инструмент изготовлен со специальными канавками на хвостовике для оптимального подвода охлаждающего средства при изготовлении проходных резьб и резьб малых размеров.
- Сверлильные резьбовые фрезы Pg 7 с 4-мя высокопроизводительными режущими частями.
- Резьбовые фрезы для упорной резьбы S 80 х 3 с цилиндрическим предохранительным конусом для обработки присоединений масляных фильтров.
- Резьбовые фрезы для трапецеидальных резьб Тr 30 х 6.

Резьбовые фрезы GF из твердого сплава для внутренней резьбы
- Преимущества резьбовых фрез с хвостовиком на CNC многоцелевых фрезеровальных и токарных станках
- Точное соблюдение размеров резьбы
- Трещина на инструменте не ведет непосредственно к браку обрабатываемой детали Резьбовые фрезы
- Меньшая требуемая мощность, чем при нарезании резьбы метчиком
- Меньшее время обработки посредством высокой скорости резания
- Очень хорошая чистота обработки поверхности резьбы
- Хороший отвод стружки
- Одним инструментом можно изготовить правую или левую резьбу, глухие или проходные отверстия
- Возможна обработка тонкостенных заготовок Резьбовые фрезы
- Скорость резания и подача могут быть подобраны индивидуально к каждому материалу
- Предотвращается попадание стружки в отверстие для нарезания резьбы
- Не нужно изменять направление вращения посредством шпинделя
- Наличие фрезеровального зажимного патрона
- Точная высота номинального профиля резьбы
- Нет трещин на резьбе
- Изготовление резьбы в глухом отверстии возможно «до самого основания»
- Простая обработка материалов, сложно поддающихся обработке
Последовательность шагов
- Инструмент начинает движение со стартовой позиции центрированно по отверстию
- Начало фрезерования резьбы с углом захода 180°
- Окончание фрезерования с углом захода 180°
- Переход в стартовую позицию и окончание процесса обработки
| Пример обработки 1 | Пример обработки 2 | |
| Тип резьбы | M 12 | G 3/8 |
| Инструмент | GFM 12-2,5xD | GF G 3/8 – 2 х D |
| Высота номинального профиля, мм | 28 | 25 |
| Материал | GGG40 | AI Mg 4. 5 5 |
| Скорость резания, м/мин | 100 | 200 |
| Подача фрезы на зуб, мм | 0,08 | 0,25 |
| Время обработки, сек | 2,72 | 0,82 |
| Число изготовленных резьб | 17.000 | 150.000 |
Резьбовые фрезы GFM из твердого сплава для внутренней резьбы
Специальные преимущества при применении резьбовых фрез GFM
При одинаковом шаге резьбы обрбатывается большой диапазон диаметров
Невысокая стоимость инструмента для резьб больших размеров
Последовательность шагов
- Инструмент начинает движение со стартовой позиции центрированно по отверстию
- Начало фрезерования резьбы с углом захода 180°
- Окончание фрезерования с углом захода 180°
- Переход в стартовую позицию и окончание процесса обработки
Посредством уменьшения расстояния между режущей частью и хвостовиком этим инструментом можно нарезать 2-мя заходами более глубокую резьбу, чем при обычном фрезеровании.
Последовательность шагов
- Инструмент начинает движение со стартовой позиции центрированно по отверстию
- Начало первого этапа фрезерования резьбы с углом захода 90°
- Окончание первого этапа фрезерования с углом захода 90°. Переустановка в положение Z на соответствующее количество шагов
- Начало второго этапа фрезерования резьбы с углом захода 90°
- Окончание второго этапа фрезерования с углом захода 90°
- Переход в стартовую позицию и окончание процесса обработки
| Пример обработки 1 | Пример обработки 2 | |
| Тип резьбы | M20 | M 16х1,5 |
| Инструмент | GFM D16x25x2,5 TiAIN | GFM D 12x20x1,5 TiAIN |
| Высота номинального профиля, мм | 25 | 18 |
| Материал | St 52 | 16MnCr5 |
| Скорость резания, м/мин | 120 | 100 |
| Подача фрезы на зуб, мм | 0,07 | 0,05 |
| Время обработки, сек | 6,8 | 6,8 |
| Число изготовленных резьб | 3. 500 500 | 1.200 |
Резьбовые фрезы GFS из твердого сплава для внутренней резьбы
- Особые преимущества при применении резьбовых фрез GFS
- Высокая производительность благодаря зенкованию и фрезерованию резьбы в одном рабочем цикле без смены инструмента
- Уменьшение полезного времени
- Экономия времени замены инструмента
- Экономия времени при оснащении
Последовательность шагов
- Инструмент начинает движение со стартовой позиции центрированно по отверстию
- Зенкование фаски под углом 90°
- Начало фрезерования с углом захода 180°
- Окончание фрезерования с углом захода 180°
- Переход в стартовую позицию и окончание процесса обработки
| Пример обработки 1 | Пример обработки 2 | |
| Тип резьбы | G 1/8 | M 10 |
| Инструмент | GFS G1/8 – 2xD TiAIN | GFS M10 – 2xD TiAIN |
| Высота номинального профиля, мм | 20 | 20 |
| Материал | X5CrNi 18 10 | GG 25 сухой |
| Скорость резания, м/мин | 80 | 100 |
| Подача фрезы на зуб, мм | 0,05 | 0,08 |
| Время обработки, сек | 3,6s | 1,8s |
| Число изготовленных резьб | 7. 900 900 | 5.000 |
Резьбовые борфрезы BGF из твердого сплава для внутренней резьбы
Специальные преимущества при применении резьбовых фрез BGF
- Уменьшение полезного времени
- Не нужна смена инструмента
- Экономия 2-х инструментальных мест
- Точная соосность отверстия и резьбы
- Длина ввинчивания короче, чем глубина сверления на величину 1,3 х шаг
- Глухие и сквозные отверстия
Вы можете сверлить, зенкеровать и фрезеровать одним инструментом за 1,5 секунды!
Последовательность шагов
- Инструмент начинает движение со стартовой позиции
- Происходит бурение и зенкерование отверстия под резьбу
- Возврат инструмента изотверстия для удаления стружки
- Перемещение в стартовую позицию цикла фрезерования
- Начало фрезерования с углом захода 180°
- Обработка резьбовой фрезы на 360°
- Окончание фрезерования с углом захода 180°
- Переход в стартовую позицию и окончание процесса обработки
| Пример обработки 1 | Пример обработки 2 | |
| Тип резьбы | M8 | M8 |
| Высота номинального профиля, мм | 18 | 18 |
| Материал | AI Cu Mg 1 | GG25 |
| Скорость резания, м/мин | 250 | 100 |
| Подача при сверлении, mm/U | 0,3 | 0,24 |
| Подача фрезы на зуб, мм | 0,25 | 0,08 |
| Общее время обработки, сек | 1,5 | 3,3 |
Резьбовые фрезы из твердого сплава.
 Торцевой резчик и/или цековка
Торцевой резчик и/или цековкаНижеследующие варианты могут быть поставлены в минимально короткие сроки.
GF U, GFS U – Резьбовые фрезы с цековочной фаской
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Зенкование фаски циркулярно (кругообразно) под углом 45°
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
GF U, GFS U—Резьбовые фрезы с цековочной фаской
- Инструмент начинает движение со стартовои позиции центровано по отверстию
- Бурение отверстия под резьбу
- Зенкование фаски циркулярно (кругообразно) под углом 45°
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
GFM U – Фаска 450 с цековкой
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Зенкование фаски циркулярно (кругообразно) под углом 45°
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
GFM ST – Плоскостное фрезерование торцевым резчиком
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Фрезерование плоскостей
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
GFM UST – Плоскостное фрезерование торцевым резчиком. Фаска 45° с цековкой
Фаска 45° с цековкой
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Фрезерование плоскостей
- Зенкование фаски циркулярно (кругообразно) под углом 45°
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
Резьбовые фрезы из твердого сплава. Цилиндрические предохранительные конусы
Нижеследующие варианты могут быть поставлены в минимально короткие сроки
GFS S – Резьбовые фрезы с цилиндрическим предохранительным конусом
Вариант 1- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Зенкование предохранительного конуса
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
Вариант 2
- 1. Инструмент начинает движение со стартовой позиции центровано по отверстию
- 2. Фрезерование резьбы и циркулярное зенкование предохранительного конуса
- 3. Переход в стартовую позицию и окончание процесса обработки
 Фрезерование резьбы и циркулярное зенкование предохранительного конуса
Фрезерование резьбы и циркулярное зенкование предохранительного конусаПри наличии данной опции (резьбовая фреза с цилиндрическим предохранительным конусом) возможны 2 варианта обработки. В первом варианте диаметр зенкера соответствует размеру предохранительного конуса. Зенкование производится посредством осевого сверления. Во втором варианте размер предохранительного конуса достигается посредством резьбового фрезерования. В данном случае диаметр зенкера соответственно меньше.
BGF S – Резьбовые борфрезы с цилиндрическим предохранительным конусом
Вариант 1
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Сверление отверстия под резьбу и зенкование предохранительного конуса
- Фрезерование резьбы
- Переход в стартовую позицию и окончание процесса обработки
Вариант 2
- Инструмент начинает движение со стартовой позиции центровано по отверстию
- Сверление отверстия под резьбу
- Фрезерование резьбы и циркулярное зенкование предохранительного конуса
- Переход в стартовую позицию и окончание процесса обработки
При наличии данной опции (резьбовая фреза с цилиндрическим предохранительным конусом) возможны 2 варианта обработки. В первом варианте диаметр зенкера соответствует размеру предохранительного конуса. Зенкование производится во время осевого сверления отверстия под резьбу. Во втором варианте размер предохранительного конуса достигается посредством резьбового фрезерования. В данном случае диаметр зенкера соответственно меньше.
В первом варианте диаметр зенкера соответствует размеру предохранительного конуса. Зенкование производится во время осевого сверления отверстия под резьбу. Во втором варианте размер предохранительного конуса достигается посредством резьбового фрезерования. В данном случае диаметр зенкера соответственно меньше.
Резьбовые фрезы из твердого сплава с канавкой для охлаждения, отвод охлаждающего вещества посредством канавок
Нижеследующие варианты могут быть поставлены в минимально короткие сроки
GFS KR – Резьбовые фрезы с канавками для охлаждения на хвостовике и с крестообразным пазом на торце
В общем случае количество канавок для охлаждения на инструменте равно количеству пазов.
По желанию клиента количество канавок для охлаждения может быть изменено. Для обеспечения качественного отвода охлаждающего вещества пазы на торце перекрещиваются.
GFS QB – Резьбовые фрезы с отводом охлаждающего вещества посредством канавок
Стандартное исполнение – вариант А
К торцу инструментов подведен центральный канал охлаждения для того, чтобы обеспечивать оптимальный подвод охлаждающего вещества через поперечные отверстия.
Для подвода охлаждающего вещества через высверленные отверстия в канавках предусмотрены различные варианты.
А – одно отверстие в канавке, отверстия распределены равномерно по длине резания с прямым отводом
В – одно отверстие в канавке, отверстия распределены равномерно по длине резания с косым отводом
С – одно отверстие в канавке с одинаковым расстоянием от торца с прямым отводом
D – одно отверстие в канавке с одинаковым расстоянием от торца с косым отводом
E – несколько отверстий в канавке должно быть допустимо с исполнением и стабильностью инструмента
Технические данные
Рекомендации по применению и данные по резке для резьбовых фрез из твердого сплава GF/GFM/GFS/BGF
Скорость резания, подача
| Основная группа материала | Подгруппа материала | Прочность | Скорость резания при фрезеровании Vc (m/min) | Подача | ||
| Светлая поверхность | TiAIN/ TiCN | Фрезерование fz (мм/зуб)* | Сверление** фрезой BGFfz (mm/U)* | |||
1. Сталь Сталь | 1.1 Нелегированная сталь 1.2 Низколегированная сталь 1.3 Высоколегированная сталь | ≤500 N/mm2 >500≤800 N/mm2 >800≤1200 N/mm2 | 60-100 50-80 40-60 | 80-150 60-20 60-100 | 0,02-0,15 0,02-0,1 0,01-0,08 | |
| 2. Нержавеющая сталь | 2.1 Сталь, обработанная серой 2.2 Аустенитная сталь 2.3 Ферритная/ мартенситная сталь | ≤850 N/mm2 ≤850 N/mm2 ≤1000 N/mm2 | 40-60 30-50 20-40 | 80-100 60-80 50-60 | 0,04-0,1 0,04-0,08 0,04-0,07 | |
| 3. Чугун | 3.1 Серый чугун 3.2 Серый чугун 3.3 Ковкий чугун, литье из чугуна с шаровидным графитом 3.4 Ковкий чугун, литье из чугуна с шаровидным графитом | ≤500 N/mm2 >500≤1000 N/mm2 ≤700 N/mm2 >700≤1000 N/mm2 | 70-90 60-80 70-90 60-80 | 100-160 100-140 100-140 80-120 | 0,05-0,15 0,03-0,1 0,05-0,15 0,03-0,1 | 0,05-0,25 0,05-0,25 0,05-0,25 0,05-0,2 |
4. Алюминий Алюминий | 4.1 Нелегированный алюминий 4.2 Алюминий с содержанием кремния < 0,5% 4.3 Алюминий с содержанием кремния >0,5%< 10% 4.4 Алюминий с содержанием кремния >10% | ≤350 N/mm2 ≤500/mm2 ≤400 N/mm2 ≤400 N/mm2 | 100-250 100-250 100-250 100-200 | 300-400 300-400 300-400 250-300 | 0,05-0,25 0,05-0,25 0,05-0,25 0,05-0,15 | 0,05-0,4 0,05-0,4 0,05-0,4 0,05-0,3 |
| 5. Медь | 5.1 Нелегированная медь 5.2 Латунь, дающая короткую стружку 5.3 Латунь, дающая длинную стружку | ≤350 N/mm2 ≤700 N/mm2 ≤700 N/mm2 | 200-250 150-200 150-200 | 300-400 250-300 250-300 | 0,1-0,25 0,05-0,15 0,05-0,15 | |
| 6. Титан | 6.1 Нелегированный титан 6.2 Титановый сплав 6.3 Титановый сплав | ≤700 N/mm2 ≤900 N/mm2 >900≤1250 N/mm2 | 60-80 40-50 30-40 | 80-90 60-70 50-60 | 0,05-0,1 0,03-0,08 0,01-0,05 | |
Скорость резания при сверлении
В данном случае мы рекомендуем использовать величины значений такие, как при фрезеровании светлых поверхностей. В случае с материалами, дающими длинную стружку, необходимо применять нижние значения величин.
В случае с материалами, дающими длинную стружку, необходимо применять нижние значения величин.
* Значения для подачи действительны для резьб с номинальными диаметрами ≥5мм. Для резьб с номинальными диаметрами < 5 мм значения для подачи должны быть соответственно уменьшены.
**Вслучаесматериапами, дающими длиннуюстружку, можетпоявиться необходимость в многократном снятии стружки!
Отверстия под резьбу для резьбофрезерования
Резьбовые фрезы из твердого сплава GF/GFM/GFS
Отверстия под резьбу
| M | MF | G | Pg | UNC | UNF | UNEF | UN | ||||||
| D | Dk | D | Dk | D | Dk | D | Dk | D | Dk | D | Dk | ||
| 2 | 1,6 | 1/16 | 6,7 | 7 | 11,3 | Nr. 1 1 | 1,5 | Nr. 0 | 1,3 | 1/4 | 5,6 | ||
| 3 | 2,5 | 1/8 | 8,7 | 9 | 14,0 | Nr. 2 | 1,8 | Nr. 1 | 1,6 | 5/16 | 7,1 | ||
| 3,5 | 2,9 | 1/4 | 11,7 | 11 | 17,3 | Nr. 3 | 2,1 | Nr. 2 | 1,9 | 3/8 | 8,7 | ||
| 4 | 3,3 | 3/8 | 15,2 | 13,5 | 19,1 | Nr. 4 | 2,3 | Nr. 3 | 2,1 | 7/16 | 10,2 | ||
| 5 | 4,2 | 1/2 | 18,9 | 16 | 21,2 | Nr. 5 5 | 2,6 | Nr. 4 | 2,4 | 1/2 | 11,8 | ||
| 6 | 5,0 | 5/8 | 21,0 | 21 | 26,9 | Nr. 6 | 2,8 | Nr. 5 | 2,7 | 9/16 | 13,2 | ||
| 7 | 6,0 | 3/4 | 24,5 | 29 | 35,6 | Nr. 8 | 3,4 | Nr. 6 | 2,9 | 5/8 | 14,8 | ||
| 8 | 6,8 | 7/8 | 28,2 | 36 | 45,6 | Nr. 10 | 3,8 | Nr. 8 | 3,5 | 11/16 | 16,4 | ||
| 9 | 7,8 | 1 | 30,6 | 42 | 52,6 | Nr. 12 12 | 4,5 | Nr. 10 | 4,1 | 3/4 | 17,8 | ||
| 10 | 8,5 | 1 1/8 | 35,3 | 48 | 57,9 | 1/4 | 5,1 | Nr. 12 | 4,6 | 7/8 | 20,9 | ||
| 11 | 9,5 | 1 1/4 | 39,2 | 5/16 | 6,4 | 1/4 | 5,5 | 24,2 | |||||
| 12 | 10,2 | 1 3/8 | 41,9 | 3/8 | 7,8 | 5/16 | 6,8 | ||||||
| 14 | 12,0 | 1 1/2 | 45,2 | 7/16 | 9,2 | 3/8 | 8,5 | ||||||
| 16 | 14,0 | 1 3/4 | 51,3 | 1/2 | 10,6 | 7/16 | 9,7 | ||||||
| 18 | 15,5 | 2 | 57,0 | 9/16 | 12,2 | 1/2 | 11,3 | ||||||
| 20 | 17,5 | 2 1/4 | 63,1 | 5/8 | 13,4 | 9/16 | 12,8 | ||||||
| 22 | 19,5 | 2 1/2 | 72,6 | 3/4 | 16,6 | 5/8 | 14,4 | ||||||
| 24 | 21,0 | 2 3/4 | 79,1 | 7/8 | 19,5 | 3/4 | 17,5 | ||||||
| 27 | 24,0 | 3 | 85,5 | 1 | 22,3 | 7/8 | 20,5 | ||||||
| 30 | 26,5 | 3 1/4 | 91,5 | 1 1/8 | 25,0 | 1 | 23,2 | ||||||
| 33 | 29,5 | 3 1/2 | 97,7 | 1 1/4 | 28,2 | 1 1/8 | 26,5 | ||||||
| 36 | 32,0 | 1 3/8 | 30,7 | 1 1/4 | 29,7 | ||||||||
| 39 | 35,0 | 1 1/2 | 34,0 | 1 3/8 | 33,0 | ||||||||
| 42 | 37,5 | 1 3/4 | 39,5 | 1 1/2 | 36,0 | ||||||||
| 45 | 40,5 | 2 | 45,0 | ||||||||||
| 48 | 43,0 | ||||||||||||
| 52 | 47,0 | ||||||||||||
| 56 | 50,5 | ||||||||||||
| 60 | 54,5 | ||||||||||||
| 64 | 58,0 | ||||||||||||
D – номинальный диаметр
Dk – диаметр сверления
Пример для вычисления (резьба MF):
Диаметр отверстия под резьбу для резьбы M 17 х 1,5
Формула: Диаметр сверления = Номинальный диаметр – Шаг 17-1,5=15,5
Пример для вычисления (резьба UN):
Диаметр отверстия под резьбу для резьбы UN 2″-8
Формула: Диаметр сверления = Номинальный диаметр – Шаг 50,8-3,175=47,7
Отверстия под резьбу для резьбофрезерования
Резьбовые фрезы из твердого сплава GF/GFM/GFS
Отверстия под резьбу
| NPT | |||
| Номинальный диаметр D | Диаметр сверления (цилиндр. ) DkEO ) DkEO | Диаметр сверления (коническ.) Dk | Глубина врезания Et |
| 1/16 | 6,3 | 6,88 | 9,24 |
| 1/8 | 8,5 | 9,08 | 9,31 |
| 1/4 | 11,1 | 11,98 | 1412 |
| 3/8 | 14,5 | 15,39 | 14,27 |
| 1/2 | 17,9 | 19,06 | 18,58 |
| 3/4 | 23,2 | 24,38 | 18,89 |
| 1 | 29,1 | 30,57 | 23,46 |
| 1 1/4 | 37,7 | 39,20 | 24,07 |
| 1 1/2 | 44,0 | 45,53 | 24,49 |
| 2 | 56,0 | 57,58 | 25,33 |
| NPTF | |||
| Номинальный диаметр D | Диаметр сверления (цилиндр. ) DkEO ) DkEO | Диаметр сверления (коническ.) Dk | Глубина врезания Et |
| 1/16 | 6,3 | 6,88 | 9,24 |
| 1/8 | 8,5 | 9,08 | 9,31 |
| 1/4 | 11,1 | 11,98 | 1412 |
| 3/8 | 14,5 | 15,39 | 14,27 |
| 1/2 | 17,9 | 19,06 | 18,58 |
| 3/4 | 23,2 | 24,38 | 18,89 |
| 1 | 29,1 | 30,57 | 23,46 |
| 1 1/4 | 37,7 | 39,20 | 24,07 |
| 1 1/2 | 44,0 | 45,53 | 24,49 |
| 2 | 56,0 | 57,58 | 25,33 |
Чашечные фрезы GFG
Преимущества/последовательность процесса
Преимущества
- Уменьшение времени обработки
- Возможность достижения высоких значений стойкости режущего инструмента
- Очень высокое качество резьбы
- Точное соблюдение размеров резьбы
- Нарезание правой и левой резьбы одним инструментом
- Используя один держатель инструмента, существует возможность изготовления различных шагов резьбы посредством различных сменных пластин
- Точная высота номинального профиля резьбы
- Оптимальная смазка посредством регулируемой форсунки
Последовательность шагов
- Инструмент начинает движение со стартовой позиции центрированно по отверстию
- Инструмент опускается на глубину фрезерования резьбы
- Происходит операция фрезерования
- Переход в стартовую позицию и окончание процесса обработки
Пример обработки GFGW
Нарезание резьбы M 14 х 1,5
Инструмент GFGW, шаг 1,5 Futura – HSK 63
Высота номинального профиля резьбы 16 мм
Материал 38 MnSi 5
Скорость резания 140 м/мин
Подача фрезы на зуб0,17мм
Время обработки 2,3 сек
Чашечные фрезы GFG
Основные типы чашечных фрез со сменными пластинами
Типы присоединений
| Цилиндрический хвостовик | Присоединение узкого конуса SK | Хвостовик с внутренним конусом HSK |
|
Типы инструмента
| Три режущих кромки Область резьбы 8-20 мм | Четыре режущих кромки Область резьбы 12-30 мм | Пять режущих кромок Область резьбы от 30 мм |
Составляющие части
Чашечные фрезы GFG
Сменные пластины
Метрическая резьба ISO DIN 13
| M | Р, mm | L | В | H | Светлая поверхность | Поверхность с покрытием | |||
| 0,5 | 20 | 10 | 4 | ||||||
| 0,75 | 20 | 10 | 4 | ||||||
| 1,0 | 20 | 10 | 4 | ||||||
| 1,25 | 20 | 10 | 4 | ||||||
| 1,5 | 20 | 10 | 4 | ||||||
| 2 | 20 | 10 | 4 | ||||||
| 2,5 | 20 | 10 | 4 | ||||||
| 3,0 | 20 | 10 | 4 | ||||||
Трубная резьба Витворта ISO DIN 228
| M | RGg/1″ | L | В | H | Светлая поверхность | Поверхность с покрытием | |||
| ; | 28 | 20 | 10 | 4 | |||||
| 19 | 20 | 10 | 4 | ||||||
| 14 | 20 | 10 | 4 | ||||||
| 11 | 20 | 10 | 4 | ||||||
Другие варианты чашечных фрез
Чашечные фрезы особых исполнений с резьбовыми пластинами или профилями
Резьбовые чашечные фрезы с впаянными режущими пластинами
| Чашечные фрезы со сменными профилями | Чашечные фрезы с впаянными режущими пластинами |
Резьбофрезерование – привлекательная альтернатива нарезанию резьбы метчиком
Все фотографии предоставлены компанией Walter USAВ статье рассмотрено резьбофрезерование как привлекательная альтернатива нарезанию резьбы метчиками, а также приведены преимущества орбитального фрезерования резьбы.
Существует множество способов нарезания резьбы, каждый из которых имеет свои плюсы и минусы. Однако повышение сложности производимых деталей и затрат на обработку все более явно говорят в пользу орбитального фрезерования резьбы.
Сверло-резьбофреза с зенковкой экономит место в инструментальном магазине и время обработки
Использование дорогостоящих и труднообрабатываемых материалов, таких как высоколегированные нержавеющие стали, сплавы на основе никеля и титановые сплавы, долгое время было характерно для высокотехнологичной промышленности. Теперь все чаще эти материалы применяются и в обычном производстве.
В сложных деталях часто используются разные виды резьбы. Механическая обработка таких деталей обычно представляет собой последний этап длительного и затратного технологического процесса. Поломка метчика внутри дорогостоящей детали в процессе нарезания резьбы требует большого количества времени на его извлечение при помощи электроэрозионного станка. В худшем случае эта операция может оказаться неудачной, и предприятие понесет большие убытки.
Отсутствие спиральной стружки
Таким образом, более предпочтительной является технология фрезерования резьбы, которая обеспечивает максимальную надежность. Резьбофрезы отлично справляются с поставленными задачами. В отличие от метчика, одна фреза может использоваться для резьбы разного диаметра, при условии, что вся резьба имеет одинаковый шаг.
Фреза имеет меньший диаметр, чем отверстие. В случае поломки она не оказывается зажатой и легко извлекается. Кроме того, при фрезеровании резьбы нет проблем со стружкоотводом, поскольку закручивание стружки исключено. Получаемая в результате мелкая стружка прекрасно поддается удалению.
Фрезерование резьбы может выполняться на любом трехкоординатном фрезерном станке с возможностью винтовой интерполяции и высокой точности шага резьбы. Такие станки имеются на большинстве предприятий.
Программирование процесса резьбофрезерования не представляет сложности – требуемый машинный код часто может быть выбран одним нажатием кнопки. Если такой возможности нет, то производители инструмента, выполняющие полный цикл обслуживания, могут предоставить программы фрезерования резьбы для всех средств управления. Данные онлайновые или автономные программы включают параметры фрез и режимы фрезерования для всех стандартных инструментов, в том числе данные о режущих кромках, покрытиях и основах.
Если такой возможности нет, то производители инструмента, выполняющие полный цикл обслуживания, могут предоставить программы фрезерования резьбы для всех средств управления. Данные онлайновые или автономные программы включают параметры фрез и режимы фрезерования для всех стандартных инструментов, в том числе данные о режущих кромках, покрытиях и основах.
Фрезерование мелкой резьбы
Тема надежности процесса приобретает особую важность для мелкой резьбы, поскольку под воздействием нагрузок, превышающих конструктивные ограничения инструмента, тонкие и хрупкие метчики ломаются гораздо чаще. При этом фрезерование резьбы в диапазоне от М1.6 до М12 имеет положительные результаты. Это объясняется наличием обширного спектра станков, позволяющих реализовать данную технологию, и большого количества производителей инструментов в данном сегменте. Некоторые производители фрез предлагают варианты для твердых материалов (от M2 до M6). Например, в ассортименте компании Walter представлены резьбофрезы общего назначения для трех видов шага резьбы, и твердосплавные резьбофрезы – для двух.
Фрезерование резьбы с небольшой радиальной глубиной резания и двумя или тремя видами шагов снижают действие бокового усилия. Благодаря этому резьба становится более точной и, что самое главное, цилиндрической. Так, Walter производит фрезы для обработки резьбы глубиной 2 x d и 3 x d. Доступны также варианты для резьбы от M5 до M12, оснащенные внутренним охлаждением в целях продления срока службы.
Комбинированный инструмент
Наряду с повышением надежности процесса, одним из ключевых преимуществ технологии фрезерования резьбы является возможность выполнения двух или даже трех операций одной фрезой. Это экономит время, поскольку использование фрезы или сверла с зенковкой позволяет оператору реже выполнять смену инструмента. А так как резьба обычно выполняется со скошенной кромкой для предотвращения образования заусенцев и облегчения сборки деталей, то без использования комбинированной фрезы потребовались бы дополнительные инструменты.
Фрезерование резьбы при помощи сверла с зенковкой
Объединение процессов сверления, зенкования и фрезерования резьбы в одну рабочую операцию ставит высокие требования к режущему инструменту. Следовательно, такой комбинированный инструмент пригоден не для всех материалов. Сверла-резьбофрезы с зенковкой подходят для обработки серого чугуна, ковкого чугуна и алюминиевых сплавов. Поскольку такие материалы используются при изготовлении сложных и дорогостоящих деталей, комбинированный режущий инструмент полностью оправдывает вложенные средства.
Следовательно, такой комбинированный инструмент пригоден не для всех материалов. Сверла-резьбофрезы с зенковкой подходят для обработки серого чугуна, ковкого чугуна и алюминиевых сплавов. Поскольку такие материалы используются при изготовлении сложных и дорогостоящих деталей, комбинированный режущий инструмент полностью оправдывает вложенные средства.
С помощью комбинированной резьбофрезы пользователь может сократить время обработки на 50 процентов по сравнению с использованием трех отдельных инструментов. Такая экономия возможна благодаря сокращению количества используемого инструмента и операций по его смене, а, следовательно, и времени простоя оборудования. Помимо этого существуют и технологические преимущества. Так как нарезание резьбы выполняется одним инструментом, полученное отверстие и резьба располагаются строго концентрично по отношению друг к другу.
В ассортименте Walter представлена линейка стандартных резьбофрез
Как было сказано выше, метод фрезерования – лучший вариант для нарезания мелкой резьбы. Но что же можно сказать о крупной резьбе, не столь опасной в плане поломки метчика? Фрезерование резьбы привлекательно и в этом случае. С увеличением диаметра нарезаемой резьбы соответственно увеличиваются и требования к мощности.
Но что же можно сказать о крупной резьбе, не столь опасной в плане поломки метчика? Фрезерование резьбы привлекательно и в этом случае. С увеличением диаметра нарезаемой резьбы соответственно увеличиваются и требования к мощности.
Некоторые современные высокоскоростные станки не обеспечивают нужный крутящий момент на малых оборотах. Однако резьбофрезерование требует значительно меньшей мощности, чем при использовании метчиков или накатников. При фрезеровании теоретически не существует верхнего предела диаметра резьбы. Единственным ограничивающим фактором является шаг. Фреза для нарезания резьбы с шагом 3 мм (M24) может использоваться для любого диаметра, соответствующего данному шагу, в том числе и для мелкой резьбы M80x3 или M100x3.
На фоне активного развития технологии резьбофрезерования производители инструментов предлагают фрезы для резьбы даже более мелкой, чем M1.6, разрабатывая также решения для более крупных диаметров. В то же время некоторые поставщики проектируют и предлагают фрезы с индексируемыми сменными пластинами. Такие сложные инструменты с очень жесткими допусками представляют собой полезное и практичное решение для производителей.
В то же время некоторые поставщики проектируют и предлагают фрезы с индексируемыми сменными пластинами. Такие сложные инструменты с очень жесткими допусками представляют собой полезное и практичное решение для производителей.
Источник материала: перевод статьи
Launch pad: Threadmilling is an attractive alternative to tapping,
CTE
Автор статьи-оригинала:
Тимо Мейджер (Timo Mager),
Walter AG
Нет связанных записей.
Фрезы для нарезки резьбы
Фрезы для нарезания резьбы представляют собой специализированный инструмент, позволяющий формировать резьбу на детали. Использование фрез является актуальным в тех случаях, когда операция является трудновыполнимой. В качестве примера можно привести изготовление деталей из сложных по характеру материалов, небольшой диаметр отверстия, а также достаточно жесткие требования к изготовлению.
Что представляет собой процесс нарезки резьбы?
Прежде всего, хотелось бы отметить тот факт, что процедура нарезания резьбы при помощи фрез, достаточно сильно похожа на процедуру нарезки резьбы при помощи метчика. В отличие от такого инструмента как метчик, обработка детали при помощи фрез является экономически выгодной. К тому же, цилиндрические резьбовые фрезы позволяют осуществлять нарезку резьбы на твердосплавных конструкциях.
В отличие от такого инструмента как метчик, обработка детали при помощи фрез является экономически выгодной. К тому же, цилиндрические резьбовые фрезы позволяют осуществлять нарезку резьбы на твердосплавных конструкциях.
Если сравнить метчики и фрезы, то стоит отметить, что метчики имеют намного большую стоимость. В том же случае если произошла поломка метчика, отремонтировать его становится практически невозможно. К тому же, при использовании резьбонарезных фрез, не применяются какие-либо усилия к устранению обломков.
Среди основных преимуществ нарезки резьбы при помощи фрез, можно выделить:
- – возможность применения одного инструмента, для осуществления левой и правой резьбы;
- – точность резьбы;
- – возможность работы с заготовками твердосплавного типа;
- – минимум затрачиваемых усилий.
Покупка фрез для осуществления нарезки резьбы.
В том случае если у вас появилась необходимость осуществить покупку фрез предназначенных для нарезки резьбы, то выбор в пользу нашей компании будет максимально выгодным. Дело в том, что нами предлагаются различные инструменты для спирального нарезания резьбы. Стоит сказать, что такие инструменты производятся ведущими компаниями, чья продукция смогла зарекомендовать себя во всем мире, на многих производственных предприятиях.
Дело в том, что нами предлагаются различные инструменты для спирального нарезания резьбы. Стоит сказать, что такие инструменты производятся ведущими компаниями, чья продукция смогла зарекомендовать себя во всем мире, на многих производственных предприятиях.
Для того чтобы осуществить покупку фрез, вам необходимо ознакомиться с ассортиментом предлагаемых нами товаров и выбрать необходимую вам модель инструмента. Для того чтобы оформить заказ на покупку, клиент должен заполнить специальную форму на сайте или связаться с одним из наших представителей. Сделав выбор в пользу нашей компании, специализирующейся на продаже производственного оборудования и инструментов, вы не пожалеете о своем выборе и в случае необходимости, непременно вернетесь к нам вновь.
Опубликовано: , Обновлено:
Новости / Дакс
Для нарезания резьбы в корпусных деталях (т.е. деталях, которые нельзя вращать) использовались метчики, сначала ручные, затем машинно-ручные. Но с появлением современных обрабатывающих центров всё больше используются резьбофрезы.
Принцип резьбофрезерования
При резьбофрезеровании профиль резьбы формируется за счёт вращения фрезы вокруг собственной оси вращения и перемещения фрезы по винтовой линии (винтовой интерполяции). Такое перемещение реализуется на станках с ЧПУ. Кинематика процесса выглядит следующим образом – резьбовая фреза опускается в предварительно просверленное отверстие на необходимую глубину резьбы. Затем осуществляется радиальный подвод фрезы и врезание по дуге на угол 90˚ на необходимую глубину профиля. Или на заданную глубину профиля резьбы. Можно сделать дополнительный чистовой проход. После врезания ось фрезы совершает полный круг, при этом поднимаясь на шаг резьбы и затем выходит из профиля также по дуге на угол 90˚. Наша компания ДАКС также занимается инжинирингом, мы поможем вам решить любую производственную проблему.
Наша компания ДАКС также занимается инжинирингом, мы поможем вам решить любую производственную проблему.
Резьбофрезы бывают :
- Цельные твёрдосплавные для цилиндрической резьбы, со спиральными и прямыми канавками и кромкой для фрезерования фаски. Как правило, глубина резьбы бывает не больше 40-50 мм.
- Резьбовые фрезы со сменными пластинами. Резьбофрезы могут быть с одной пластиной, двумя или большим количеством пластин.
Когда же использовать метчик, а когда фрезу?
Конкретно надо рассматривать каждый случай. Применение резьбофрезы допускается с резьбы М3х0.5 мм. и до М64. Резьбофрезами возможно нарезание как правой, так и левой резьбы, как наружной, так и внутренней.
Начинать выбор метода обработки надо с оценки возможностей станка:
- Наличие винтовой интерполяции. На современных ОЦ уже заложена функция винтовой интерполяции,
- Для выбора фрезы и составления программы обработки, фирма VARGUS предлагает компьютерную программу. С помощью этой программы выбирается тип фрезы, диаметр, режимы обработки и выдаётся управляющая программа для станка с ЧПУ со многими типами стоек. ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья.
 С помощью этой программы выбирается тип фрезы, диаметр, режимы обработки и выдаётся управляющая программа для станка с ЧПУ со многими типами стоек. ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья.
С помощью этой программы выбирается тип фрезы, диаметр, режимы обработки и выдаётся управляющая программа для станка с ЧПУ со многими типами стоек. ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья.Резьбофреза продлевает срок службы станка. При работе метчиком, шпиндель станка изменяет направление вращения на противоположное 2 раза за один цикл обработки. При нарезании резьбы в большом количестве отверстий, особенно с высокой производительностью, это может привести к преждевременному износу элементов шпиндельного узла. По сообщениям ряда западных фирм, автомобилестроительные фирмы, эксплуатирующие центры на операциях нарезания резьбы метчиком в 3-х сменном режиме с максимальной производительностью вынуждены заменять шпиндельные узлы с периодичностью в 18 месяцев. Выход – применение резьбофрез, где не требуется реверс шпинделя.
Резьбовые фрезы имеют преимущество при обработке глухих отверстий. Метчик всегда требует зазора между дном отверстия и торцом метчика из-за наличия на метчике заходного конуса. Т.е. метчик никогда не нарежет резьбу в глухом отверстии в “до дна”. У фрезы расстояние от торца фрезы до первой режущей кромки крайне мало.
Т.е. метчик никогда не нарежет резьбу в глухом отверстии в “до дна”. У фрезы расстояние от торца фрезы до первой режущей кромки крайне мало.
Преимущество резьбовых фрез неоспоримо и в том случае, когда необходимо изготовить отверстие со стандартным профилем резьбы, но с отличными от стандартных другими параметрами резьбы (допуском). В этом случае требуется изготовление специального метчика. Резьбовая фреза за счет коррекции диаметра инструмента и изменения количества проходов может обрабатывать любые резьбовые отверстия с данным профилем резьбы.
Одна и та же резьбовая фреза с определённым шагом может обработать резьбу любого диаметра с этим шагом. Ещё больше преимуществ даёт использование фрез со сменными пластинами. В этом случае в одном корпусе могут быть установлены пластины с разным шагом резьбы, разными профилями резьбы. При использовании метчика – необходимы разные метчики для каждого типа резьбы.
Рассмотрим случай поломки. В случае поломки особенно важна быстрая замена. ДАКС предлагает своим клиентам быстрый сервис и качественное исполнение обязательств по поставке инструмента. При использовании метчика застрявшие в отверстии обломки надо выжигать, выкручивать или браковать деталь. При использовании фрезы или пластин обломки просто упадут в отверстие и могут быть легко извлечены. Качество обработанной поверхности после фрезы выше. Резьба после метчика выглядит более шероховатой. Фрезерование наружной резьбы по всем характеристикам аналогично фрезерованию внутренней резьбы.
ДАКС предлагает своим клиентам быстрый сервис и качественное исполнение обязательств по поставке инструмента. При использовании метчика застрявшие в отверстии обломки надо выжигать, выкручивать или браковать деталь. При использовании фрезы или пластин обломки просто упадут в отверстие и могут быть легко извлечены. Качество обработанной поверхности после фрезы выше. Резьба после метчика выглядит более шероховатой. Фрезерование наружной резьбы по всем характеристикам аналогично фрезерованию внутренней резьбы.
По материалам.
Резьбовые фрезы обеспечивают обработку более широкого диапазона материалов, чем метчики. Стандартные метчики сталкиваются с трудностями при обработке материалов с твёрдостью выше 30 HRC или когда материал имеет твёрдые включения. В этих случаях обычные метчики ломаются или быстро изнашиваются. Специальные метчики решают эту проблему, но увеличивают стоимость обработки. Резьбовые фрезы позволяют нарезать резьбу в труднообрабатываемых материалах, таких как никелевые сплавы. Резьбовые фрезы работают лучше при обработке резины, которая может сжиматься вокруг метчика. С фрезами этого не может случиться, т.к. они не имеют полного контакта с заготовкой.
Резьбовые фрезы работают лучше при обработке резины, которая может сжиматься вокруг метчика. С фрезами этого не может случиться, т.к. они не имеют полного контакта с заготовкой.
РЕЗЬБОФРЕЗА | МЕТЧИК | ||
|---|---|---|---|
Преимущества | Недостатки | Преимущества | Недостатки |
| Более высокая цена. | Не высокая цена инструмента. |
|


Примеры нарезки резьбы резьбофрезами : a) внутренняя резьба, б) наружная резьба.
Резьбофрезы со сменными твёрдосплавными пластинами:
Цельная твёрдосплавная резьбофреза.
ООО “ДАКС” является региональным представителем фирмы VARGUS в республиках Поволжья. Мы предлагаем все разновидности резьбофрез, оказываем техническую и информационную поддержку, которая включает в себя обеспечение электронным каталогом и управляющей программой для станков с ЧПУ. Резьбофрезы успешно применяются на КамАЗе, ЕлАЗе (CИЗ). Мы с удовольствием ответим на Ваши вопросы. С нами можно связаться по тел. (8552) 91-40-21, т/ф. 39-79-31.
Нарезание резьбы групповыми фрезами – Энциклопедия по машиностроению XXL
Основное время для нарезания резьбы групповой фрезой на резьбофрезерных станках определяется по нижеследующей формуле, выведенной из формулы (150) при этом принято, что деталь делает один оборот и коэффициент врезания равен 1,2 число проходов и число заходов при нарезании групповой фрезой равно единице [c. 245]
245]Скорости резания при нарезании резьбы групповыми фрезами в стали 35 и 45 с обильным охлаждением сульфофрезолом [c.523]
Основное время для нарезания резьбы групповой фрезой на резьбофрезерных станках [c.119]
Нарезание резьбы групповыми фрезами [c.763]
Схема фрезерования наружной и внутренней резьб групповыми фрезами приведена на рис. 131. Фреза и обрабатываемая деталь получают вращательное движение. Кроме того, фреза медленно перемещается вдоль оси — за один оборот детали передвигается на шаг резьбы и в поперечном направлении — на полную глубину резьбы. Когда фреза врезается в деталь на полную глубину резьбы, поперечное перемещение ее автоматически выключается. Для нарезания резьбы на всей заданной длине детали достаточно сделать один оборот. Но если учесть подвод, врезание и отвод фрезы, то весь цикл нарезания резьбы осуществляется за РД оборота детали. 238 [c.238]
Здесь высота / резьбы является глубиной резания. Подача s в мм зуб в направлении винтовой линии рассчитывается по среднему диаметру. Схема нарезания резьбы групповыми резьбовыми фрезами представлена на фиг. 92.
[c.353]
Подача s в мм зуб в направлении винтовой линии рассчитывается по среднему диаметру. Схема нарезания резьбы групповыми резьбовыми фрезами представлена на фиг. 92.
[c.353]
Резьбу групповой фрезой нарезают на 1,25 оборота нарезаемой заготовки. Это делается для того, чтобы перекрыть место врезания фрезы. При нарезании резьбы заготовка при каждом обороте должна продвинуться в осевом нанравлении на один щаг нарезаемой резьбы. Схемы рабо[c.225]
Режимы резания при нарезании наружной резьбы групповыми фрезами из быстрорежущей стали Р18 [c.269]
Непрерывные способы накатывания (для резьб до МЮ). ………….. Прочие способы накатывания резьб. … Резьбошлифование бесцентровое…… Скоростное нарезание резьбы твердосплавным резцом по автоматическому циклу. Нарезание резьбы раскрывающейся резьбонарезной головкой. ………. Фрезерование резьбы групповой фрезой. . Фрезерование резьбы резцовой головкой. 30.0 3,0—10,0 3.0 1,5—2,0 1. 0 0,2-0,3 0,25—0,5
[c.40]
0 0,2-0,3 0,25—0,5
[c.40]
Групповые (гребенчатые) резьбовые фрезы применяют для нарезания коротких треугольных наружных и внутренних резьб. Групповая фреза представляет собой дисковую гре- [c.310]
Закономерности, связывающие скорость резания с основными параметрами резания (О, 8, 5г) при нарезании резьбы групповыми быстрорежущими фрезами, выражаются формулой [П5] [c.313]
Разобранные ниже станки предназначаются для изготовления резьб на плашках (крупных размеров). Нарезание резьбы производится сразу на всю длину резьбы групповой фрезой. [c.265]
При нарезании коротких остроугольных резьб широкое распространение получило фрезерование гребенчатой групповой фрезой на резьбофрезерных станках, причем ось фрезы устанавливается параллельно оси нарезаемой детали. При фрезеровании, кроме вращения фрезы и медленного вращения детали, необходимо обеспечить осевое перемещение фрезерной головки на шаг резьбы за один оборот детали.
 [c.174]
[c.174]Станок мод. 561 предназначен для нарезания длинных резьб (до 1500 мм). В условиях мелкосерийного производства на станках мод. 561 можно обрабатывать групповыми фрезами и короткие резьбы. [c.239]
Фрезы резьбовые групповые (фиг. 112 и 113) с кольцевым расположением режущих зубьев применяются на резьбофрезерных станках для нарезания наружных и внутренних резьб на машинных деталях. Нарезание резьбы полного профиля и на всей требующейся длине детали производится за один оборот летали. [c.359]
Наиболее производительное и экономичное нарезание резьбы быстрорежущими метчиками и групповыми резьбовыми фрезами должно производиться с наибольшими скоростями, допускаемыми быстроходностью и мощностью имеющегося в цехе оборудования. [c.362]
Фрезерование гребенчатой фрезой — применяется для получения коротких резьб с мелким шагом. Длина фрезы обычно принимается на 2…5 мм больше длины фрезеруемой детали. Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая фреза. Нарезание резьбы с большим углом подъема гребенчатой фрезой затруднительно.
[c.52]
Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая фреза. Нарезание резьбы с большим углом подъема гребенчатой фрезой затруднительно.
[c.52]
Фрезы резьбовые групповые с кольцевым расположением режущих зубьев при. еняются на резьбофрезерных станках для нарезания наружных и внутренних резьб на машинных деталях. Нарезание резьбы полного профиля и на [c.163]
Фрезерование резьбы осуществляется двумя основными методами дисковой, резьбовой фрезой и гребенчатой групповой фрезой. Дисковые фрезы предназначены главным образом для предварительного нарезания трапецеидальных резьб с крупным шагом и бол >шим углом подъема нитки. Гребенчатые фрезы применяют при изготовлении нормальных остроугольных резьб. [c.213]
Ходовые резьбы нарезают прямоугольного и трапецеидального профилей последние, кроме того, бывают однозаходные и много-заходные. Резьба может быть наружная (на наружной поверхности) и внутренняя (на внутренней поверхности). Наружную резьбу можно получать различными инструментами резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом. Для изготовления внутренней резьбы применяют резцы, метчики, групповые фрезы, накатные метчики. Тот или иной метод нарезания резьбы применяют в зависимости от профиля резьбы, материала изделия, объема производственной программы и требуемой точности.
[c.157]
Наружную резьбу можно получать различными инструментами резцами, гребенками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, шлифовальными кругами, накатным инструментом. Для изготовления внутренней резьбы применяют резцы, метчики, групповые фрезы, накатные метчики. Тот или иной метод нарезания резьбы применяют в зависимости от профиля резьбы, материала изделия, объема производственной программы и требуемой точности.
[c.157]
Погрешности схемы обработки имеются и при зубофрезеровании дисковыми модульными фрезами в случае, когда производится обработка зубчатого колеса с числом зубьев, отличным от того числа, для которого спрофилирована модульная фреза при нарезании резьбы на резьбофрезерном станке групповой фрезой при вихревом нарезании резьбы при нарезании резьбы на токарновинторезном станке с приближенным подбором шестерен гитары и т. д. [c.12]
Обработка резьб на валах. Наружную резьбу можно получить различными инструментами плашками, самораскрывающимися резьбонарезными головками, резцами, гребенками, дисковыми и групповыми фрезами, шлифовальными кругами и накатным инструментом. Тот или иной метод нарезания резьбы применяется в зависимости от ее раз-
[c.756]
Тот или иной метод нарезания резьбы применяется в зависимости от ее раз-
[c.756]
Фрезерование резьбы широко распространено в серийном и массовом производствах и применяется для нарезания наружных и внутренних резьб на резьбофрезерных станках (рис. 1.39). Оно осуществляется двумя основными способами дисковой фрезой (рис. 1.39, а) и групповой (гребенчатой) фрезой (рис. 1.39, б). [c.52]
Резьбофрезерные станки предназначены для фрезерования наружных и внутренних резьб с помощью дисковых и гребенчатых фрез. Инструмент (фреза) совершает вращательное движение и поступательное вместе с фрезерной головкой, а обрабатываемая деталь — только вращательное движение. (На резьбофрезерных станках можно производить также и нарезание шлицевых валов червячными шлицевыми фрезами, либо фрезерование прямых канавок дисковыми фрезами.) Резьбофрезерные станки разделяются на два вида станки, работающие дисковыми фрезами, и станки, работающие групповыми гребенчатыми фрезами.
 [c.202]
[c.202]Для получения резьбы применяются различные способы, из которых наиболее распространенными являются нарезание на токарных станках резцами, гребенками, метчиками, плашками и резьбонарезными головками, дисковыми и групповыми резьбовыми фрезами, одно- и многониточными шлифовальными кругами, а также накатывание роликами или плашками. [c.118]
Реипрофиля резьбовой нитки при её нарезании резьбовыми резцами производится за ряд повторных проходов. Подачей является величина врезания резца за каждый рабочий проход резца. При нарезании резьб с шагом 5 2,5 мм черновые проходы ведутся с боковым, а чистовые — с радиальным врезанием. Количество повторных проходов резца при нарезании метрической резьбы дано в габл. 63. Средние величины подач 2 мм1зуб при фрезеровании резьбы групповыми фрезами даны в табл. 64. Фрезерование трапецоидальной резьбы дисковыми фрезами по 2-му классу точности ведётся с подачами 2 = = 0,03 мм/зуб, по 3-му классу точности—= 0,06 мм зуб. [c.682]
[c.682]
Второй метод — фрезерование резьбы групповой фрезой применяется для получения коротких резьб с малым шагом (фиг. 87). Групповая фреза (называемая иногда гребенчатой) представляет собой как бы группу дисковых фрез, собранных на одну оправку. Длина фрезы должна быть больше длины фрезеруемой резьбы. Групповая фреза для нарезания резьбы устанавливается параллельно оси заготовкп, а не под углом, как дисковая фреза (резьбу с большим углом наклона гребенчатой фрезой нарезать нельзя). Вначале производят врезание фрезы на глубину резьбы, что происходит в течение 0,2 оборота заготовки. Затем в течение одного полного оборота заготовки резьба нарезается окончательно. Фреза как во время врезания, так н во время основной работы имеет поступательное движение вдоль оси на один шаг за один оборот заготовки. [c.119]
При нарезании резьбы резцами и гребенками определяются число проходов и скорость резания (в м1мин) подачей (в мм/об) обрабатываемой детали является шаг нарезаемой резьбы (в мм), число оборотов нарезаемой детали определяется по формуле скорости резания при нарезании резьбы на резьбофрезерных станках дисковыми и групповыми фрезами определяются скорость резания (в м1мин) и подача для дисковой фрезы — в мм мин, для групповой фрезы — в мм1зуб. [c.141]
[c.141]
При значениях >0.6 как так и v p становятся столь большими, что на современных сверлильных и резьбонарезных станках они неосуществимы вследствие недостаточной их быстроходности и мощности. По этой причине наиболее экономичное и производительное нарезание резьбы метчиками и групповыми резьбовыми фрезами достигается при наибольших предельных скоростях резания, допускаемых наличным станочным оборудованием и качеством резьбовых ниток на обрабатываемых деталях. Равным образом практически неосуществимы экономические скорости резании Vg при нарезании резьбы круглыми плашками и самооткрывающимися резьбонарезными головками. Независимо от системы и размера резьбы технически пригодного качества можно нарезать лишь при скоростях резания, не превосходящих 14— 16 MjMUH для всех типов самооткрывающихся головок и 4 м/мин для круглых плашек. Превышение указанных скоростей неизменно приводит к массовому разрушению и срыву нарезаемых резьбовых ниток, т. е. к браку производимой продукции. [c.119]
[c.119]
Фрезерование производят. дисковыми и гребенчатыми или групповыми фрезами. При нарезании дисковыми резьбовьтаи фрезами инструмент устанавливают под углом, равным углу подъема нитки нарезаемой резьбы. Резьбы с крупным шагом нарезают коническими профильными фрезами или цилиндрическими концевыми фрезами с поочередной обработкой одной, а затем другой стороны нитки. [c.224]
Нарезание наружных резьб производится резцами, гребенками, круглыми плашками, резьбонарезными головками, групповыми фрезами, резцовыми головками ( вихревой метод ), шлифовальными кругами на токарных, револьверных, болторезных, резьборезных, резьбо-шлифовальных и токарных автоматах. [c.11]
Групповая фреза вращается и перемещается вдодь оси обрабатываемой детали на величину шага резьбы за один оборот детали. Ось групповой фрезы устанавливают параллельно оси нарезаемой детали. Нарезание всей резьбы происходит еа 1,15—1,25 оборота детали. [c.52]
[c.52]
В зависимости от конструкции детали резьбу фрезеруют либо резьбовыми дисковыми, либо требенчатыми групповыми фрезами (рис. 84). Дисковыми фрезами обычно обрабатывают резьбы ходовых винтов. Короткие резьбы, как наружные, так и внутренние, выгодно обрабатывать гребенчатыми фрезами, причем нарезание резьбы [c.166]
Более крупные резьбы в единичном и мелкосерийном производствах нарезают резцами. Прямоугольные и трапецеидальные резьбы нарезают несколькими резцами за несколько рабочих ходов и переходов. В условиях серийного и крупносерийного производств применяют многорезцовые блоки и резьбовые гребенки. В условиях серийного производства может применяться вихревой метод нарезания резьбы с внутренним или внешним касанием. Широкое применение в серийном и массовом производствах получил метод фрезерования резьбы дисковыми и групповыми фрезами. Фрезерование дисковыми фрезами применяется при нарезании резьб с большим шагом и крупным профилем, а групповой фрезой – для получения коротких резьб с ме. 11ким шагом. Шлифуют резьбу одно- и многониточными кругами обычно после закалки дяя повышения точности и качества поверхности. В массовом производстве может применяться бесцентровое щлифование резьбы многониточными кругами. Накатывание резьбы осуществляют резьбонакатными плоскими плашками или резьбовыми роликами.
[c.756]
11ким шагом. Шлифуют резьбу одно- и многониточными кругами обычно после закалки дяя повышения точности и качества поверхности. В массовом производстве может применяться бесцентровое щлифование резьбы многониточными кругами. Накатывание резьбы осуществляют резьбонакатными плоскими плашками или резьбовыми роликами.
[c.756]
Для нарезания коротких метрических наружных и внутренних резьб с шагом от 0,75 до 6 мм используют групповые (гребенча- L тые) резьбовые фрезы. Эти фре- [c.238]
Фрезы с твердосплавной резьбой
Ассортимент универсальных резьбофрез Dormer позволяет производить высококачественную внутреннюю резьбу из большинства материалов.
Фрезерование резьбы – это метод получения резьбы с помощью фрезерования с помощью станка с ЧПУ, способного создавать круговые траектории (спиральная интерполяция). Многочисленные преимущества по сравнению с обычным нарезанием резьбы включают:
Многочисленные преимущества по сравнению с обычным нарезанием резьбы включают:
• Один и тот же инструмент может использоваться для изготовления резьбы различных диаметров (при одинаковом шаге)
• Один и тот же инструмент можно использовать для изготовления левой и правой резьбы, а G (BSP) можно использовать для создания как внутренней, так и внешней резьбы
• Меньшая стружка, что способствует беспроблемному нарезанию резьбы и сокращает время простоя
• Регулировка допуска может быть сделана с использованием точных расчетов
• Полная резьба до дна отверстия
• Очень безопасный метод создания резьбы в труднообрабатываемых материалах
Это относительно медленный процесс, обеспечивающий ощутимую экономию времени на больших диаметрах, но со значительно более высоким качеством отделки и точностью.Ассортимент резьбовых фрез Dormer обозначается следующим кодом продукта:
• J2 ** (резьбовые фрезы)
Ниже вы можете найти некоторые основные моменты нашей программы резьбофрезерования.
Карбидная фреза MC, спираль 10 ° | Карбидные фрезы MC, спираль 27 ° | ||||
|
| ||||
Полный ассортимент твердосплавных резьбовых фрез представлен ниже. Для получения дополнительной информации о любом продукте, показанном здесь, просто щелкните код продукта (крайний левый столбец).
Для получения дополнительной информации о любом продукте, показанном здесь, просто щелкните код продукта (крайний левый столбец).
В качестве альтернативы Также доступна загружаемая брошюра (pdf) с подробным описанием всей программы.
Для получения информации о ценах и наличии посетите интернет-магазин Dormer Pramet или свяжитесь с вашим местный офис продаж.
Фрезерование резьбы упрощенное | Производство режущего инструмента
Хотя нарезание резьбы – это хорошо зарекомендовавший себя процесс, некоторые механические цеха все еще опасаются пробовать его, опасаясь, что это слишком сложно.«Фрезерование резьбы – не большая загадка, но некоторые магазины не решаются делать это», – сказал Джо Маззенга, менеджер по продажам компании J.M. Sales – США, Трой, штат Мичиган, которая предлагает твердосплавные фрезы и резьбовые фрезы со сменными пластинами. «На самом деле, мы можем довольно легко настроить клиента на успешное выполнение резьбонарезания – при условии, что у него есть подходящий инструмент».
Фрезерование резьбы требует наличия обрабатывающего центра с винтовой интерполяцией, который требует одновременного движения по трем осям. Две оси выполняют круговую интерполяцию, а третья движется перпендикулярно круговой плоскости.Большинство станков с ЧПУ, построенных за последние 10–15 лет, обладают такой способностью.
Предоставлено КОМЕТ
Одна и та же резьбовая фреза KOMET JEL нарезает два отверстия разного диаметра – M10 × 1,5 (слева) и M18 × 1,5.
«Я редко сталкиваюсь с кем-то, кто не может этого сделать», – отметил Джим Хартфорд, вице-президент Advent Tool & Manufacturing Inc., Антиох, штат Иллинойс. Advent производит резьбовые фрезы с одной и несколькими зубьями, а также твердосплавную резьбу. мельницы.
Вставной тип с несколькими канавками, как правило, предназначен для резьбофрезерования отверстий диаметром ¾ дюйма или более, поскольку должно быть достаточно места для корпуса инструмента и пластин. Доступны резьбовые фрезы меньшего размера, но они обычно имеют только одну или две канавки.
Доступны резьбовые фрезы меньшего размера, но они обычно имеют только одну или две канавки.
«Во многих случаях, когда вы попадаете в отверстия диаметром ¾ дюйма и меньше, вы все равно можете использовать цельную фрезу с 4 или 6 зубьями, чтобы выполнить эту работу», – сказал Хартфорд. «Со вставленной фрезой вы могли только возможно, вставьте туда одну вставку, чтобы время вашего цикла было медленным.Например, в нержавеющей стали 316 резьбовой фрезы с одной канавкой потребуется от 40 до 45 секунд, чтобы нарезать отверстие. С твердосплавной резьбовой фрезой с 4 зубьями на это потребуется от 6 до 8 секунд ».
По сравнению с твердосплавными фрезами и фрезами со вставной резьбой при больших диаметрах твердый сплав, как правило, лучше подходит для высокой производительности, поскольку он обеспечивает более короткое время цикла.
«Хотя твердосплавные фрезы и фрезы с вставной резьбой подходят для отверстий большего диаметра, может быть выгодно использовать твердосплавные инструменты меньшего размера, поскольку они обычно могут работать с более высокими скоростями подачи», – сказал Вольфганг Руфф, вице-президент по инжинирингу компании KOMET. of America Inc., Шаумбург, Иллинойс. «Например, если у вас есть резьба M80 × 1,5, вы можете использовать резьбу диаметром 50 мм. вставлена резьбовая фреза, которая имела бы пять режущих кромок. Вы также можете выбрать диаметр 20 мм. Цельнотвердосплавная резьбовая фреза, которая также будет иметь пять режущих кромок, но будет работать с более чем удвоенной скоростью подачи, эффективно сокращая время изготовления каждого отверстия вдвое. Это имеет огромное значение для крупных серий ».
of America Inc., Шаумбург, Иллинойс. «Например, если у вас есть резьба M80 × 1,5, вы можете использовать резьбу диаметром 50 мм. вставлена резьбовая фреза, которая имела бы пять режущих кромок. Вы также можете выбрать диаметр 20 мм. Цельнотвердосплавная резьбовая фреза, которая также будет иметь пять режущих кромок, но будет работать с более чем удвоенной скоростью подачи, эффективно сокращая время изготовления каждого отверстия вдвое. Это имеет огромное значение для крупных серий ».
Фрезы со вставной резьбой подходят для небольших мастерских с небольшими производственными партиями.В одном корпусе инструмента можно использовать несколько сменных пластин с разными формами резьбы, поэтому он более универсален и дешевле в целом.
«Они работают одинаково, но есть разница в стоимости», – сказал Хартфорд. «Корпус инструмента будет стоить от 300 до 450 долларов, но вставки стоят всего около 30 долларов, когда требуется замена. При использовании твердосплавной резьбовой фрезы весь инструмент необходимо заменить по цене от 200 до 300 долларов. Кроме того, оператору легче заменить пластину, чем сменить инструмент целиком и повторно квалифицировать его.”
Кроме того, оператору легче заменить пластину, чем сменить инструмент целиком и повторно квалифицировать его.”
КОМЕТ указал на то, что вставки должны точно располагаться в карманах. «Если это не так, значит, одна пластина не соответствует другой, и вы не можете произвести правильную резьбу». KOMET предлагает твердосплавные резьбовые фрезы в качестве стандартных инструментов и вставные в качестве специальных.
Цельнотвердосплавные фрезы и фрезы со вставной резьбой бывают с винтовыми и прямыми канавками. Спиральные канавки снижают давление резания за счет распределения давления резания по канавке.
«Мы почти исключительно используем спиральные», – сказал Мазценга.«С фрезой со спиральной канавкой вы получите гораздо более плавный и тихий рез, потому что зацепление зубьев распространяется на больший диапазон. У фрезы с прямой канавкой все зубья данной канавки входят в зацепление одновременно. Это создает большее радиальное давление, вызывая вибрацию и отклонение ».
Тем не менее, прямые канавки имеют геометрию, подходящую для твердых материалов от 55 до 64 HRC. «Передний угол прямой канавки постоянен», – отметил Мазценга.
Множественные vs.Единая форма
Большинство резьбовых фрез, твердосплавных или вставных, представляют собой многозубые инструменты. Зубья расположены параллельно, а не по спирали, как метчик. Многозубые резьбовые фрезы нарезают резьбу на всю глубину за один оборот вокруг отверстия.
Предоставлено J.M. Sales
JM Sales предлагает свою резьбовую фрезу со сменными пластинами Quattro (слева), резьбовую фрезу GFT с тремя зубчатыми кольцами для малых диаметров и глубиной 3 диаметра (вторая слева), сверлильно-резьбовые фрезы BGFS-W для стали и титана (вторая справа) и сверлильно-резьбовая фреза BGFS-H для закаленных сталей (справа).
Одна многозубая резьбовая фреза может нарезать резьбу одинакового шага в диапазоне диаметров. Это потому, что диаметр определяется траекторией инструмента ЧПУ, а не инструментом (как с метчиком). «С фиксированным шагом многофункциональный инструмент может нарезать любую резьбу с шагом 20, будь то ¼-20, ¾-20 или 2″ -20 дюймов, если он может поместиться в отверстие », – сказал Стефан Франческоне, менеджер по производству. для компании Harvey Tool Co. LLC, Роули, штат Массачусетс, которая производит твердосплавные резьбовые фрезы одно- и многофайловой формы.
Это потому, что диаметр определяется траекторией инструмента ЧПУ, а не инструментом (как с метчиком). «С фиксированным шагом многофункциональный инструмент может нарезать любую резьбу с шагом 20, будь то ¼-20, ¾-20 или 2″ -20 дюймов, если он может поместиться в отверстие », – сказал Стефан Франческоне, менеджер по производству. для компании Harvey Tool Co. LLC, Роули, штат Массачусетс, которая производит твердосплавные резьбовые фрезы одно- и многофайловой формы.
«Многоформная резьбовая фреза работает быстро, потому что все вершины и впадины нарезаются одновременно для создания резьбы», – сказал Джефф Дэвис, вице-президент по инжинирингу Harvey Tool.«Обратной стороной является то, что вы заблокированы на поле из-за этих пиков и спадов. Каждый раз, когда вы видите на инструменте более одной треугольной формы резьбы, вы имеете дело с фиксированным шагом ». Для каждого шага резьбы требуется свой инструмент.
Помимо возможности нарезания резьбы любого диаметра, преимущество одинарной резьбовой фрезы состоит в том, что она может нарезать резьбу любого шага или диапазона шагов резьбы. Однако резьбонарезная фреза с одной формой может нарезать только одну резьбу за один проход и должна перемещаться вокруг отверстия столько раз, сколько имеется резьб.
Однако резьбонарезная фреза с одной формой может нарезать только одну резьбу за один проход и должна перемещаться вокруг отверстия столько раз, сколько имеется резьб.
«Несмотря на то, что им приходится покупать резьбовую фрезу для каждого шага, более крупные производственные цеха склоняются к разнообразию, поэтому у них есть хороший набор инструментов, – сказал Дэвис. «Инструменты единой формы больше подходят для небольших мастерских, которым нужен более гибкий инструмент».
Предоставлено Harvey Tool
Резьбовые фрезы с покрытием AlTiN от Harvey Tool подходят для нарезания резьбы в труднообрабатываемых материалах, черных металлах, сталях и аэрокосмических материалах.Они также доступны с покрытием TiB2 для алюминиевых заготовок.
Предоставлено КОМЕТ
Фреза для резьбы однокомпонентной формы KOMET, как правило, для обработки глубокой резьбы, имеет сменные твердосплавные головки.
J.M. Sales – Маззенга из США сказал, что его компания не разделяет убеждения, что резьбовые фрезы можно использовать для любого диаметра при одинаковом шаге. «Это в некоторой степени правильно, но мы не даем это определение так широко», – сказал он.«Наши резьбовые фрезы предназначены для нарезания резьбы на малом диаметре, а также на боковой поверхности и гребне. Большинство наших резьбовых фрез изготавливаются для определенного шага и диаметра.
«Мы определяем эту резьбовую фрезу более полно, чем просто резьба с углом 60 ° (стандартная форма резьбы с углом 60 °)», – продолжил он. «На самом деле, если вы попытаетесь сделать свою резьбовую фрезу как можно больше для конкретной резьбы и не компенсировать эту форму в самом инструменте, вы получите резьбу, граничащую с границами допуска резьбы.Вполне возможно сделать на станке регулировку на делительный диаметр, а затем получить меньший диаметр увеличенного размера. Чтобы учесть это, мы исправляем форму резьбы инструмента ».
KOMET предлагает оба типа резьбовых фрез: с так называемым «исправленным профилем» (M16 и ниже) и без исправленного профиля. При использовании последнего для отверстий большего диаметра крайне важно следовать «концепции 2 ⁄ 3 », согласно которой диаметр резьбовой фрезы должен быть не более 2 ⁄ 3 отверстия для сохранения правильный шаг резьбы.
В глубине
Обычно резьбовая фреза ограничивается глубиной около 3 диаметров, потому что силы резания не сбалансированы.
«Вы действительно не хотите брать резьбовую фрезу глубже трехкратного диаметра, особенно с большим шагом», – сказал Мазценга. «Что-нибудь более глубокое, и к нему прилагается огромное радиальное давление, которое вызывает отклонение. Шансы на успех с одного выстрела значительно снижаются. Если вам нужно пройти глубже, вы должны сделать проход в верхней части нити, возможно, пройти половину пути и сделать проход, затем спуститься глубже и сделать еще один проход. А с ЧПУ ваши потоки свяжутся ».
А с ЧПУ ваши потоки свяжутся ».
Однако некоторые производители сомневаются в необходимости глубоких резьбовых отверстий. «Когда вы достигнете глубины 2,5 диаметра, вы достигнете максимальной прочности резьбы. Нет смысла создавать более глубокую нить », – сказал Рафф. «Нет необходимости перерабатывать детали и делать их более дорогостоящими в производстве».
Предоставлено J.M. Sales
Резьбовая фреза GFM компании J.M. Sales нарезает резьбу, размер которой намного превышает размер самого инструмента.
Знать программу
Поскольку резьбовая фреза имеет круговую интерполяцию, фактическая скорость подачи на режущей кромке будет отличаться от запрограммированной в центре инструмента. «Резьбовая фреза всегда движется по окружности, поэтому осевая линия инструмента будет двигаться с другой скоростью, чем наружный диаметр инструмента», – сказал Франческоне из Harvey Tool. «Так что вам нужно компенсировать это скоростью подачи. В случае внутренней резьбы вы уменьшаете линейную скорость подачи, а в случае внешней резьбы – увеличиваете.”
В случае внутренней резьбы вы уменьшаете линейную скорость подачи, а в случае внешней резьбы – увеличиваете.”
Многие программы фрезерования резьбы начинаются с перпендикулярного входа в стенку отверстия, что вызывает вибрацию инструмента и следы инструмента на резьбе, согласно Ruff компании KOMET. Как только инструмент начнет вибрировать, он не остановится на время работы. Чтобы устранить эти проблемы, он рекомендует начать процесс с постепенного приближения к стенке отверстия круговыми движениями, а затем на полную глубину резания. КОМЕТ предлагает для этого программу, которую можно загрузить с ее веб-сайта.Также доступны приложения для Apple и Android.
Преимущества резьбового фрезерования
Существует множество причин, по которым нарезание резьбы используется вместо других операций нарезания резьбы, в частности, нарезания резьбы.
Как указывалось ранее, резьбовая фреза может обрабатывать отверстия в диапазоне диаметров. Диаметр крана фиксированный.
Для больших диаметров резьбовые фрезы могут быть более экономичными. Большие краны могут быть дорогими.
Предоставлено Harvey Tool
Резьбовые фрезы для сквозной подачи СОЖ помогают вымывать стружку из глухих отверстий.Компания Harvey Tool предлагает стандартные резьбовые фрезы со сквозной подачей СОЖ размером от 10-32 до ½-13.
Advent’s Hartford привел этот пример. «Скажем, вам нужно нарезать нитку 6–12 дюймов, а затем 5–10 дюймов. При использовании резьбовой фрезы для вставки все, что вам нужно сделать, это сменить пластину с шагом 12 на шаг 10 по цене 30 долларов за пластину. Метчик такого размера, вероятно, будет стоить 2500 долларов, а вам нужно будет купить два ».
Фрезы могут производить внутреннюю и внешнюю резьбу. Метчики нельзя применять для наружной резьбы.
Если во время работы резьбовая фреза сломается, детали можно вынуть из отверстия и нарезать резьбу новым инструментом. Поскольку метчик обеспечивает значительный контакт вдоль разреза, создавая большое усилие, метчики могут сломаться и застрять в отверстии, что может привести к появлению брака.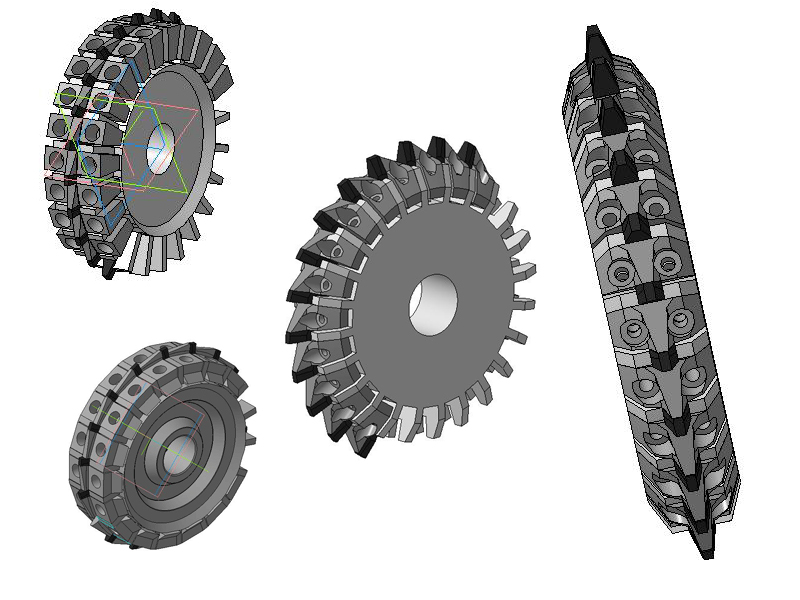
Предоставлено КОМЕТ
KOMET JEL Micro предназначен для нарезания резьбы на материалах с твердостью от 45 до 60 HRC. Резьбовая фреза M1 × 1,5 имеет диаметр меньше 0.75 мм.
Только изменив программирование, одна резьбовая фреза может производить левую или правую резьбу. Метчик может делать только то, что притачено в инструмент, поэтому пользователю нужен один инструмент для левой резьбы, а другой – для правой.
Фрезы для резьбонарезания могут производить полную резьбу близко ко дну глухого отверстия. Когда отверстие слепое, метчик может дотянуться до него только потому, что он имеет конусную точку. «Форма вашей резьбы будет в пределах половины шага от дна отверстия», – сказал Хартфорд из Advent.«Это так близко, насколько вы можете».
Резьбовая фреза обеспечивает более тонкую обработку поверхности, чем метчик.
Фрезы для нарезания резьбы производят резьбу за один или несколько проходов. «С резьбофрезерованием вы, вероятно, сможете сделать это за один проход, если это более мягкий материал, например алюминий», – сказал Дэвис из Harvey Tool. «Но при работе с твердым материалом вы можете сделать больше проходов, не сломав инструмент. При нарезании резьбы используется вся форма резьбы, и она увеличивается до окончательного размера за один проход ».
«Но при работе с твердым материалом вы можете сделать больше проходов, не сломав инструмент. При нарезании резьбы используется вся форма резьбы, и она увеличивается до окончательного размера за один проход ».
Предоставлено КОМЕТ
Комбинированная сверлильно-резьбовая фреза Thriller фирмы KOMET выполняет три операции на детали автомобиля: сверление, фрезерование резьбы и точечную нарезку.Режущие кромки имеют покрытие PCD.
Фрезы для резьбонарезания могут начинаться с верха отверстия и переходить к низу или наоборот. Отводы должны начинаться сверху и доходить до низа. «Очень часто людям нравится начинать снизу и двигаться к вершине, потому что, надо надеяться, гравитация потянет стружку вниз, и они не будут повторно разрезаны», – сказал Дэвис.
И, наконец, резьбовые фрезы, в отличие от метчиков, могут совмещать различные операции в одном инструменте. Например, производители предлагают инструменты, которые могут просверлить отверстие, снять с него фаску, а затем нарезать резьбу за один прием. CTE
CTE
Об авторе: Сьюзан Вудс (Susan Woods) – редактор CTE. Свяжитесь с ней по телефону (224) 225-6120 или [email protected].
Авторы
Advent Tool & Manufacturing Inc.
(800) 847-3234
www.advent-threadmill.com
Harvey Tool Co. LLC
(800) 645-5609
www.harveytool.com
J.M. Sales – США
(248) 879-5984
www.jmsales-usa.com
KOMET of America Inc.
(847) 923-8400
www.komet.com
Фрезы для резьбонарезания – Заказано сегодня, в использовании завтра
Фрезы для резьбонарезания – Заказано сегодня, в использовании завтра | vhfДля размеров резьбы от M 1 до M 16 компания vhf предлагает различные типы резьбовых фрез.Доступны инструменты для нарезания резьбы в предварительно просверленных отверстиях, а также комбинированные резьбонарезные станки и сверло, которые объединяют полный процесс изготовления резьбы в один рабочий цикл.
Диапазон обрабатываемых материалов широко разнообразен: например, с помощью резьбонарезного станка можно обрабатывать пластмассы и цветные металлы, а также композитные материалы и сталь.
Резьбонарезные станки VHF надежно работают на каждом этапе производственной цепочки, и вы получаете неизменно превосходное промышленное качество.VHF разработала надежные и экономичные резьбонарезные станки, которые отличаются высоким качеством и производительностью.
Эти резьбовые фрезы подходят для особенно мелкой резьбы начиная с M 1. Резьба будет нарезана до дна предварительно просверленного отверстия и может быть очень глубокой.
Этот запатентованный специальный инструмент позволяет просверлить отверстие и нарезать резьбу за один рабочий цикл. Вы экономите время на смену инструмента.
Mit dem Laden des Videos akzeptieren Sie die Datenschutzerklärung von YouTube.
Mehr erfahren
Video Laden
YouTube immer entsperren
Производство резьбы и зенковки
В этом видео показано производство различных размеров резьбы и зенковок из различных материалов, таких как алюминий, пластик, сталь и дерево.
От филигранной резьбы размера M 1 до средней резьбы размера M 16: надежная работа с различными материалами с помощью резьбонарезных инструментов с ЧПУ от VHF.
Возникли вопросы по выбору и использованию резьбовых фрез VHF?
Выделить наверх
Мы используем файлы cookie на нашем веб-сайте (также от третьих лиц). Некоторые из них очень важны, а другие помогают нам улучшить работу в Интернете и улучшить наш веб-сайт. Нажимая кнопку «Принять все», вы соглашаетесь на использование всех файлов cookie. Чтобы отозвать свое согласие в любое время или получить дополнительную информацию об использовании файлов cookie и их настройках, а также изменить их, нажмите ссылку «Настройки файлов cookie».
Принять все
Сохранить
Настройки файлов cookie
Подробная информация о файлах cookie Политика конфиденциальности Правовая информация
Предпочтение конфиденциальности Здесь вы найдете обзор всех используемых файлов cookie. Вы можете дать свое согласие на использование целых категорий или отобразить дополнительную информацию и выбрать определенные файлы cookie.
| Имя | Borlabs Cookie |
|---|---|
| Провайдер | Eigentümer dieser Веб-сайт |
| Назначение | Speichert die Einstellungen der Besucher, die in der Cookie Box von Borlabs Cookie ausgewählt wurden. |
| Имя файла cookie | borlabs-cookie |
| Срок действия куки | 1 Jahr |
| Имя | Диспетчер тегов Google |
|---|---|
| Провайдер | Google LLC |
| Назначение | Cookie от Google, используемый для управления расширенными скриптами и обработкой событий. |
| Политика конфиденциальности | https://policies.google.com/privacy?hl=en |
| Имя файла cookie | _ga, _gat, _gid |
| Срок действия куки | 2 года |
Inhalte von Videoplattformen und Social-Media-Plattformen werden standardmäßig blockiert. Венн Cookies von externen Medien akzeptiert werden, bedarf der Zugriff auf diese Inhalte keiner manuellen Einwilligung mehr.
Венн Cookies von externen Medien akzeptiert werden, bedarf der Zugriff auf diese Inhalte keiner manuellen Einwilligung mehr.
Показать информацию о файлах cookie Скрыть информацию о файлах cookie
| Принять | |
|---|---|
| Имя | Google Dynamic Remarketing |
| Провайдер | Alphabet Inc. , 1600 Amphitheatre Pkwy, Mountain View, CA 94043-1351, USA , 1600 Amphitheatre Pkwy, Mountain View, CA 94043-1351, USA |
| Назначение | Diese Funktion ermöglicht es die mit Google Dynamic Remarketing erstellten Werbe-Zielgruppen mit den geräteübergreifenden Funktionen von Google AdWords and Google DoubleClick zu verknüpfen. Auf diese Weise können interessenbezogen, personalisierte Werbebotschaften, die in Abhängigkeit Ihres früheren Nutzungs- und Surfverhaltens auf einem Endgerät (z.B. Handy) an Sie angepasst wurden auch auf einem anderen Ihrer Endgeräte (z.B. Tablet или PC) angezeigt werden. |
| Политика конфиденциальности | http://www.google.com/intl/de/policies/privacy/ |
Цельнотвердосплавные резьбовые фрезы | Cutwel – специалист по нарезанию резьбы Cutwel Ltd
Фрезерование резьбы становится все более популярной альтернативой нарезанию резьбы и точению резьбы во многих областях применения благодаря своим преимуществам. Хотя он не подходит или не рентабелен для каждого применения, он имеет много преимуществ по сравнению с нарезанием резьбы или точением резьбы:
Хотя он не подходит или не рентабелен для каждого применения, он имеет много преимуществ по сравнению с нарезанием резьбы или точением резьбы:
- Фрезы не могут застрять в отверстии, как метчик
- Обработка больших или неповоротных и асимметричных деталей, заготовок, которые не могут быть легко установлены на токарном станке
- Нарезание резьбы большого диаметра требует гораздо меньше энергии, чем нарезание резьбы метчиком
- Нет верхнего предела диаметра отверстия
- Короткие стружки, которыми легко управлять и которые не имеют вложенности, что характерно для метчиков
- Нет необходимости в канавках для снятия резьбы
- Возможна повторная обработка резьбы, если размер меньше или меньше
- Один инструмент для работы с широким спектром материалов (небольшая потребность в различных геометриях или покрытиях, таких как метчики)
- Один инструмент может нарезать резьбы разного диапазона размеров (при одинаковом шаге)
- Короткое время обработки благодаря высокой скорости резания и высокой скорости подачи
- Более качественная и стабильная резьба
- Небольшие силы резания позволяют обрабатывать детали с тонкими стенками
- Правую и левую резьбу можно обрабатывать одним инструментом
- Длительный срок службы инструмента благодаря твердосплавной основе (по сравнению с HSS для метчиков)
- С помощью одного инструмента можно выполнять несколько операций: сверление, нарезание резьбы и снятие фаски.

Что лучше, нарезание резьбы или нарезание резьбы?
Это полностью зависит от области применения, станка, материала или бюджета. Резьбовые фрезы имеют много преимуществ перед метчиками, однако в некоторых случаях метчики могут быть быстрее, экономичнее и проще в программировании, чем резьбовые фрезы. Для получения помощи и поддержки в выборе использования резьбовой фрезы или метчика, пожалуйста, свяжитесь с нашей службой технической поддержки по телефону 01924 869665.
Что быстрее, нарезание резьбы или нарезание резьбы?
На этот вопрос нет однозначного и быстрого ответа.Некоторые резьбовые фрезы намного быстрее, чем стандартные машинные метчики, некоторые высокопроизводительные машинные метчики быстрее, чем резьбовые фрезы. Это полностью зависит от приложения и используемых инструментов. Однако резьбовые фрезы намного безопаснее в использовании, чем метчики, и могут предотвратить ломку заготовок из-за сломанных инструментов.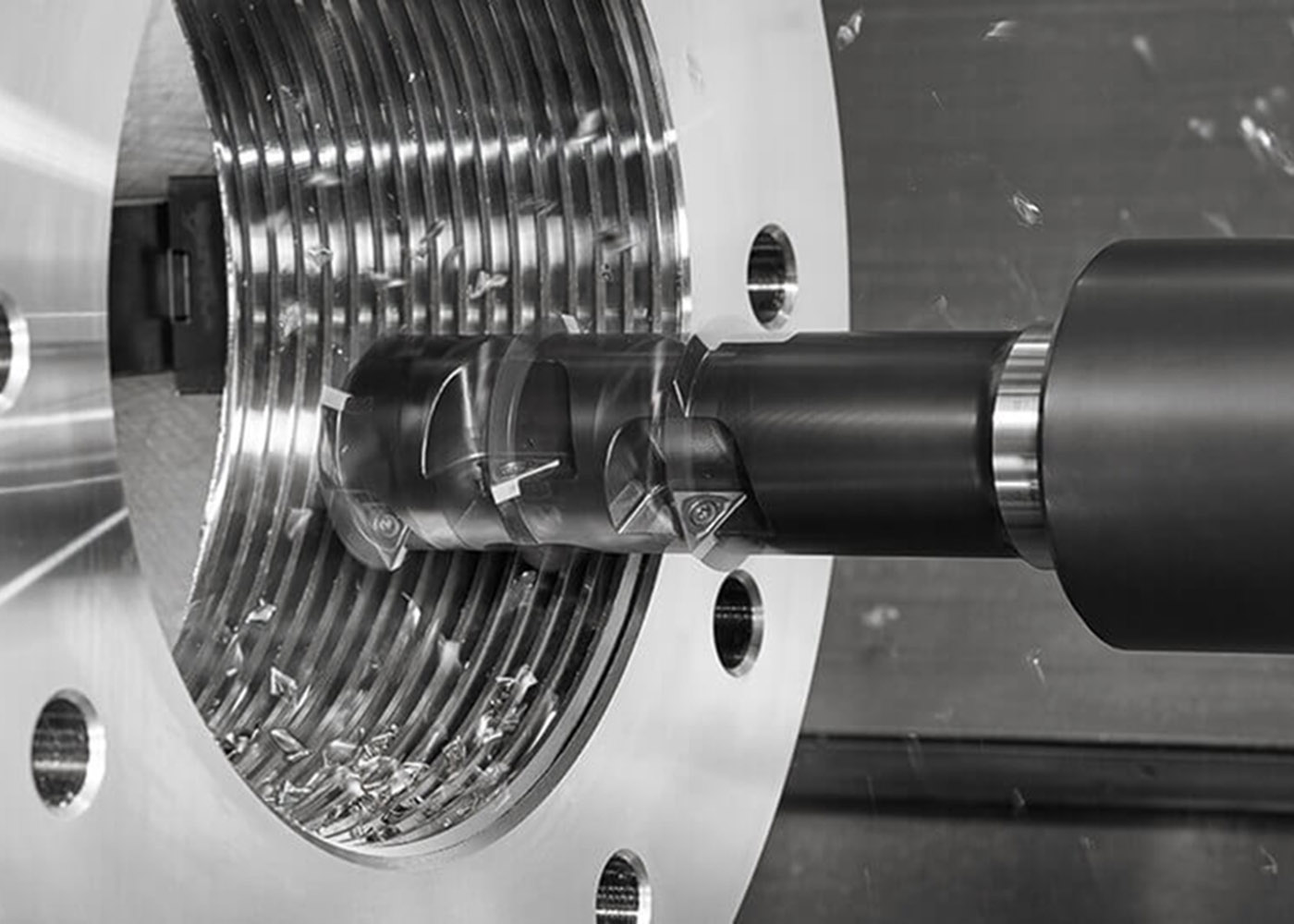
Вам нужен цикл нарезания резьбы на вашем станке?
Многие современные станки с ЧПУ оснащены циклом фрезерования резьбы, однако, если на вашем станке нет заранее запрограммированного цикла фрезерования резьбы, который не мешает вам выполнять фрезерование резьбы, ваш станок с ЧПУ должен иметь возможность одновременного 3-х осевого фрезерования. механическая обработка.Если на вашем станке нет цикла нарезания резьбы, вы можете просто использовать программное обеспечение Vargus GENIUS, которое сгенерирует для вас программу нарезания резьбы для любого необходимого вам управления станком.
Почему резьбовые фрезы дороже метчиков?
Резьбовые фрезы изготовлены из твердого сплава, а большинство машинных метчиков – из HSS (быстрорежущей стали). Однако резьбовые фрезы служат намного дольше, чем метчики, что сокращает время простоя, и они не ломаются и не застревают в отверстии, как метчик.Резьбовые фрезы могут быть гораздо более экономичным решением, чем машинные метчики, особенно для обработки сложных материалов или приложений.
Что я могу сделать, чтобы улучшить качество резьбы?
Резьбовые фрезы – это высокоточный инструмент, но большинство клиентов используют их в цанговых патронах ER и без сквозного СОЖ. Используя гидравлический патрон, термоусадочный патрон или любой другой держатель с биением <0,003 мм, вы уменьшите вибрацию и, как следствие, стойкость инструмента и качество резьбы. Во-вторых, за счет использования резьбовой фрезы со сквозным охлаждением она удаляет стружку из отверстия и предотвращает «двойное срезание стружки», которое может повредить или оставить след на резьбе.
Каковы преимущества фрез со сменной резьбой перед твердосплавными резьбовыми фрезами?
Фрезы со сменной резьбой, как правило, предназначены для резьбы большего диаметра, однако существует пересечение между фрезами со сменной и сплошной резьбой в районе M16. Цельнотвердосплавные резьбовые фрезы обладают большей жесткостью (сменные инструменты и, в основном, хвостовики из быстрорежущей стали), часто имеют более длинные канавки и больше канавок, поэтому они могут быть быстрее, чем большинство резьбовых фрез со сменными пластинами. Однако они также могут быть очень дорогими по сравнению со сменными пластинами для резьбовых фрез выше M16.Фрезы со сменной резьбой позволяют обрабатывать резьбы разных форм и шагов с помощью одного держателя. Это делает их очень экономичным решением. Они также исключительно рентабельны для резьбы большого диаметра. Некоторые фрезы со сменной резьбой доступны с несколькими режущими пластинами для высокопроизводительных приложений или с очень длинными держателями для приложений с большим вылетом. Таким образом, это полностью зависит от используемых инструментов и приложения. Чтобы получить помощь и поддержку в выборе, использовать ли твердосплавную резьбовую фрезу или фрезу со сменной резьбой, свяжитесь с нашей группой технической поддержки по телефону 01924 869665.
Однако они также могут быть очень дорогими по сравнению со сменными пластинами для резьбовых фрез выше M16.Фрезы со сменной резьбой позволяют обрабатывать резьбы разных форм и шагов с помощью одного держателя. Это делает их очень экономичным решением. Они также исключительно рентабельны для резьбы большого диаметра. Некоторые фрезы со сменной резьбой доступны с несколькими режущими пластинами для высокопроизводительных приложений или с очень длинными держателями для приложений с большим вылетом. Таким образом, это полностью зависит от используемых инструментов и приложения. Чтобы получить помощь и поддержку в выборе, использовать ли твердосплавную резьбовую фрезу или фрезу со сменной резьбой, свяжитесь с нашей группой технической поддержки по телефону 01924 869665.
Начинается фрезерование резьбы | Американский машинист
Марк Хэтч, Emuge Corp.
Под редакцией Джима Бенеса
Заместитель редактора
Диаметр резьбовой фрезы меньше просверленного отверстия, и фреза вращается по эллиптической орбите, чтобы уменьшить крутящий момент резания по сравнению с машинным нарезанием резьбы.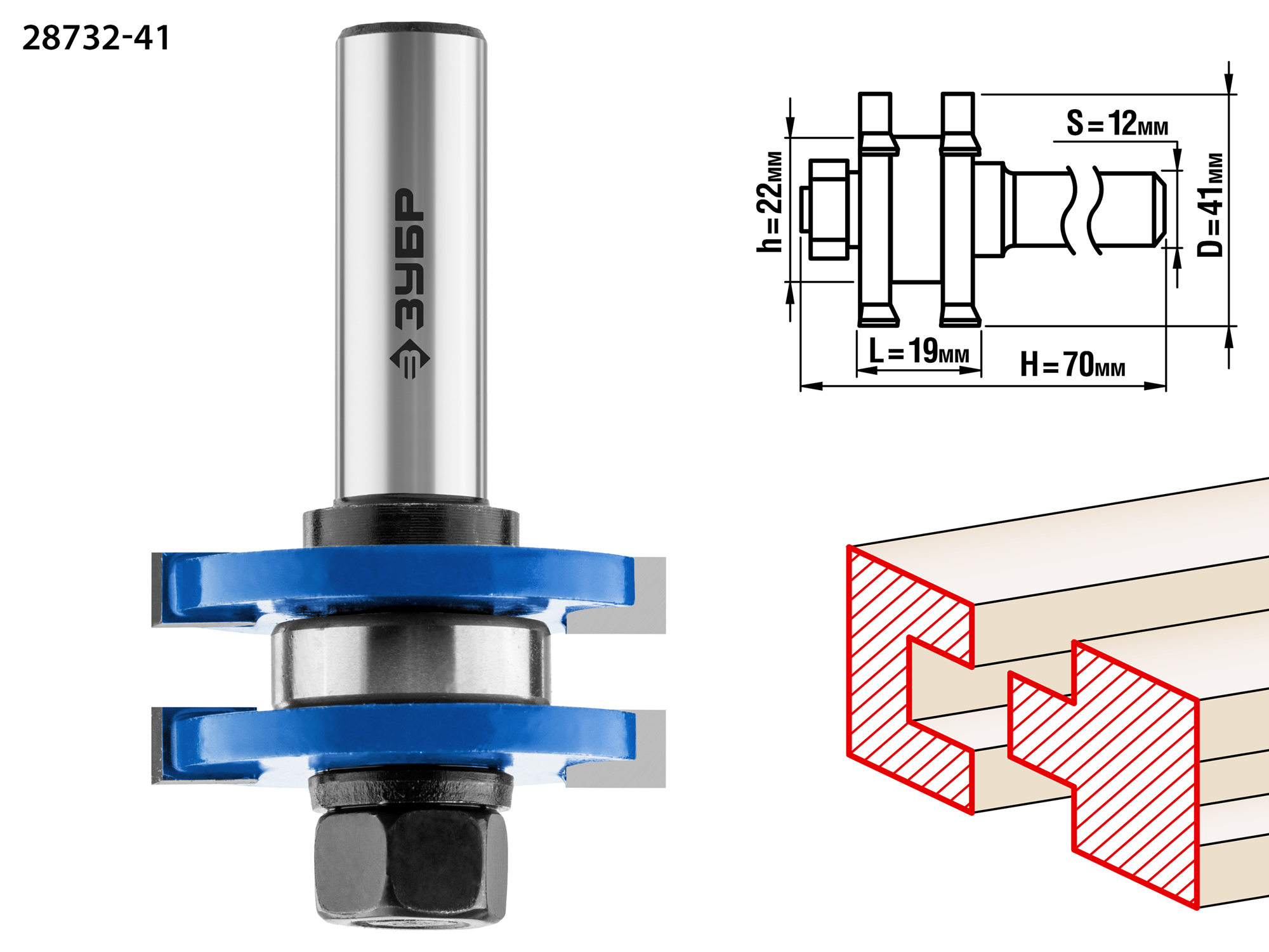 |
Одним из наиболее сложных приложений металлообработки является изготовление внутренней J-образной резьбы из труднообрабатываемых аэрокосмических материалов, таких как 718 Inconel, титан и нержавеющая сталь 15-5 PH / 17-4 PH.
Традиционно J-образная резьба производилась машинным нарезанием резьбы, ручным нарезанием резьбы или сочетанием обоих методов. Но даже с использованием новейших высокотехнологичных конструкций метчиков проблемы с непостоянной производительностью, низким сроком службы инструмента, плохим качеством резьбы и поломкой метчиков продолжают преследовать магазины, производящие компоненты для авиакосмической промышленности.
Учитывая высокую стоимость металлов в аэрокосмической отрасли и время обработки, а также тот факт, что внутренние резьбовые отверстия обычно завершаются на заключительной операции, проблемы с качеством резьбы, требующие доработки или зачистки детали, могут быть чрезвычайно дорогостоящими.
, обладающие вычислительной мощностью, гибкостью и механической надежностью для точного создания траекторий движения инструмента по 3 осям, наряду с передовой технологией нарезания резьбы, позволяют мастерским выйти за рамки ограничений и решить дорогостоящие проблемы, связанные с нарезанием резьбы. Теперь многие преимущества фрезерования внутренней резьбы можно использовать для существенной экономии средств и повышения качества деталей.
Преимущества, полученные от нарезания резьбы на аэрокосмических материалах, в первую очередь связаны с инновационными конструкциями новых цельнотвердосплавных резьбовых фрез и принципиальным различием между фрезерованием и нарезанием внутренней резьбы.
Проблема с нарезанием резьбы
Метчики удаляют материал за счет разнесенной последовательности режущих кромок, которые начинаются от фаски и постоянно находятся в резе. Этот тип режущего инструмента производит длинную стружку, которую необходимо механически вывести из заготовки с помощью спиральной канавки метчика. Также метчики изготавливаются под размер резьбы, которую они должны нарезать. Таким образом, они полностью входят в контакт с заготовкой в процессе резки, создавая высокий крутящий момент.
| Метчик находится в резе непрерывно, и образовавшаяся длинная стружка должна удаляться его канавками. |
| Степень коррекции профиля, необходимая для резьбовой фрезы, в основном зависит от отношения диаметра фрезы к основному диаметру резьбы. Чем больше диаметр фрезы, тем выше степень необходимой коррекции профиля. Для предотвращения перерезания боковых сторон требуется точно отшлифованная резьба для коррекции канавки резьбы. |
Для удаления стружки особое внимание в конструкции метчика уделяется форме канавки и переднего гребня; в то время как, чтобы уменьшить крутящий момент резания, упор делается на конструкцию задних углов.
Тем не менее, аэрокосмические материалы представляют собой особенно сложные сочетания ударной вязкости и сдавливания или заклинивания, которые не решаются даже в самых передовых конструкциях отводов. Кроме того, для многих аэрокосмических приложений требуются глухие отверстия с полной резьбой с точностью до одного шага от дна.
Кроме того, для многих аэрокосмических приложений требуются глухие отверстия с полной резьбой с точностью до одного шага от дна.
Метчик, заточенный с однозаходной фаской, является плохим режущим инструментом и может сломаться из-за чрезмерного режущего момента. В результате многие наложения резьбы в аэрокосмической отрасли запускаются на станке с длинным метчиком для снятия фаски, а последние две или три резьбы завершаются вручную с помощью короткого метчика для снятия фаски. Однако, чтобы избежать поломки метчиков, добавляется дорогостоящая вторичная операция, и часто возникают проблемы с качеством из-за плохой чистоты резьбы и калибровки с завышенным размером.
Преимущества фрезерования резьбы
В отличие от этого, фрезерование круговой резьбы – это прерывистый процесс резания, при котором материал удаляется путем нарезания коротких, рваных, похожих на кому стружек, имеющих форму косого хвоста.Для короткой стружки требуется мало места в канавке, и она легко удаляется за счет высокой скорости вращения шпинделя и высокого давления охлаждающей жидкости, проходящей через инструмент, когда она доступна. Кроме того, диаметр резьбовой фрезы меньше диаметра малого диаметра или просверленного отверстия.
Кроме того, диаметр резьбовой фрезы меньше диаметра малого диаметра или просверленного отверстия.
Следовательно, только небольшая поверхность инструмента контактирует с изделием. Это значительно снижает крутящий момент резания. Диаметр фрезы меньше диаметра просверленного отверстия также позволяет использовать черновые проходы, что также снижает крутящий момент резания.
Эти основные различия в процессе нарезания дают резьбовым фрезам преимущества более эффективного формирования и удаления стружки и значительно более низкого момента резания по сравнению с метчиками. Кроме того, резьбовые фрезы не требуют снятия фаски с несколькими зубьями для оптимизации производительности резания, как метчики, поэтому они могут производить полную резьбу с точностью до одного шага от основания, не влияя на производительность инструмента.
Помимо основных различий в процессах нарезания резьбы, конструкция резьбовых фрез и способ их изготовления также увеличивают их преимущества и надежность при фрезеровании материалов в аэрокосмической отрасли.
Резьбовые фрезы, изготовленные из спеченного карбида с мелкими зернами и сформированные путем горячей изостатической обработки, например, от Emuge Corp., обеспечивают баланс термостойкости, износостойкости, сопротивления прогибу и ударопрочности. Эти свойства позволяют выполнять резьбовое фрезерование на высоких скоростях и подачах, обрабатывать материалы с твердостью до 58 Rc и обеспечивают длительный срок службы инструмента.
Характеристики резьбовой фрезы
Как и для метчиков, геометрия резания резьбовой фрезы влияет на производительность инструмента.Основными характеристиками высококачественной резьбовой фрезы являются передний, винтовой и задний углы, а также точная коррекция профиля фрезы.
Соответствие готового профиля резьбы определяется способом заточки инструмента. Фрезы для фрезерования круглой резьбы имеют резьбовые канавки, которые шлифуются без постоянного шага, но готовая резьба должна быть изготовлена с постоянным шагом. Для этого фреза вращается по эллиптической орбите относительно угла резьбы.Эллиптическая орбита создает разницу между углом канавок резьбы на фрезе и углом резьбы на готовой детали. Для этого канавки для резьбы на фрезе должны быть точно отшлифованы с исправленным профилем, чтобы не допустить перерезания боковых сторон готовой детали.
Для этого фреза вращается по эллиптической орбите относительно угла резьбы.Эллиптическая орбита создает разницу между углом канавок резьбы на фрезе и углом резьбы на готовой детали. Для этого канавки для резьбы на фрезе должны быть точно отшлифованы с исправленным профилем, чтобы не допустить перерезания боковых сторон готовой детали.
Степень коррекции профиля, необходимая для резьбовой фрезы, зависит от соотношения между диаметром фрезы и большим диаметром резьбы, а также от угла подъема резьбы и углов боковой поверхности резьбы.
Однако главным фактором является соотношение диаметров. Для большего диаметра фрезы требуются более высокие степени коррекции профиля. Желательны фрезы большего диаметра, поскольку они повышают жесткость и прочность инструмента. Однако по мере увеличения диаметра фрезы чистовое шлифование становится значительно более сложным, и для обеспечения точного соответствия требуется передовая технология шлифования.
Изготовление резьбовых фрез с большим диаметром стенки – лучший способ обеспечить более длинную канавку и добавить внутреннюю подачу СОЖ без ущерба для жесткости и прочности. Внутренняя подача СОЖ обеспечивает хорошее охлаждение режущих кромок и вымывание стружки из отверстия, так что фреза может работать свободно, предотвращая выкрашивание или поломку от повторной резки стружки.
Внутренняя подача СОЖ обеспечивает хорошее охлаждение режущих кромок и вымывание стружки из отверстия, так что фреза может работать свободно, предотвращая выкрашивание или поломку от повторной резки стружки.
Фрезы со спиральными канавками и несколькими спиральными канавками используют спираль для уменьшения сил резания, а не для отвода стружки из отверстия, как в метчиках со спиральными канавками. Помимо геометрии основы и готовой шлифовки, эффективное покрытие, такое как нитрид углерода титана (TiCN), может улучшить износ кромок и термическую стабильность.
Примечание редактора: информация для этой статьи была предоставлена Марком Хэтчем, менеджером по резьбофрезерованию в Emuge Corp. Фото и иллюстрации любезно предоставлены Emuge Corp.
резьбовые фрезы Take on Tough Materials
Фрезерование резьбы доказало свою ценность в течение некоторого времени, особенно для сложных деталей, часто используемых в медицинской и авиакосмической промышленности.
 ZGF-S-Cut от Emuge специально разработан для твердых металлов и экзотических материалов, широко используемых в аэрокосмической и медицинской промышленности, и разработан, чтобы противостоять порезам и трещинам.Режущий инструмент для одноплоскостной резки имеет три ряда режущих зубьев.
ZGF-S-Cut от Emuge специально разработан для твердых металлов и экзотических материалов, широко используемых в аэрокосмической и медицинской промышленности, и разработан, чтобы противостоять порезам и трещинам.Режущий инструмент для одноплоскостной резки имеет три ряда режущих зубьев.Когда пришло время нарезать резьбу деталям, особенно тем, которые сделаны из труднообрабатываемых материалов, часто правильным выбором являются резьбовые фрезы. Резьбовые фрезы нарезают резьбу с помощью режущей головки, как правило, меньшего размера, чем отверстие, в отличие от метчиков, размер которых соответствует диаметру отверстия. В то время как нарезание резьбы остается обычным процессом, нарезание резьбы стало общепринятым и приемлемым вариантом, особенно для небольших объемов и высокоточных приложений.
Некоторые новые предложения инструментов расширяют возможности резьбового фрезерования на труднообрабатываемых материалах.
Хорошим примером изобретательных инструментов для резьбонарезных станков являются инструменты, предлагаемые Carmex Precision Tools LLC, Ричфилд, Висконсин. По словам национального менеджера по продажам Джима Уайта, давнего сторонник этого сегмента инструментов. Последние дополнения к его портфелю – AMT, FMT и Slim MT – продолжают эту традицию.
По словам национального менеджера по продажам Джима Уайта, давнего сторонник этого сегмента инструментов. Последние дополнения к его портфелю – AMT, FMT и Slim MT – продолжают эту традицию.
Когда Уайт присоединился к Carmex в 2007 году, резьбонарезные станки были «особенным товаром». Иногда он все же встречает покупателя, который ими не пользовался. «Десять лет назад у меня были люди, которые прямо говорили мне, что нарезание резьбы не работает. Но все дело в программировании. Мы постоянно обсуждаем программирование и методологию обучения резьбофрезерному станку », – отметил он, особенно при взаимодействии с Mastercam, являющейся отраслевым стандартом. Carmex модернизировал свое проприетарное программное обеспечение около трех лет назад. «Это действительно помогло решить многие проблемы конечных пользователей с программированием.”
При резьбофрезеровании, объяснил он, «мы режем не по прямой линии, а радиально. Поскольку мы программируем центральную линию фрезы, внешняя кромка движется быстрее во внутреннем углу (и медленнее во внешнем углу). Вы должны компенсировать это, снизив скорость подачи на станке. Наше программное обеспечение сделает это за вас. В противном случае нагрузка на стружку возрастет, и инструмент может сломаться. Когда мы получаем звонки по поводу болтовни или отказов, это первое, на что мы смотрим.”
Резьбовая фреза FMT оснащена запатентованным нанопокрытием Carmex для увеличения срока службы инструмента и большим количеством канавок для сокращения продолжительности рабочего цикла.Кроме того, есть другие проблемы, например, подъем по сравнению с обычным фрезерованием. «Фрезерование с подъемом всегда предпочтительнее, потому что оно оказывает меньшее усилие на инструмент и снижает прогиб», – сказал Уайт. «Наши инструменты MTSH предназначены для нарезания резьбы сверху донизу отверстия. Для правой резьбы, а большинство из них, это даст вам обычную резку. Вот почему мы придумали инструменты LR helix.Поскольку они вращаются против часовой стрелки, режущее движение – подъем ».
Благодаря широкому спектру опций, от стандартных до высокоточных инструментов, а также конструкции со сквозным подводом СОЖ для удаления стружки, «мы позиционируемся с точки зрения производительности, но наши цены конкурентоспособны», – отметил он.
Компания Carmex создала трехзубые мини-мельницы (линии MTS и MTSH) – от мельниц малого диаметра до 0-80 UN до мельниц высокой твердости, которые могут обрабатывать материалы до 62 HRC. Другие недавние дополнения:
- FMT с запатентованным нанопокрытием Carmex для увеличения срока службы инструмента и большим количеством канавок для сокращения времени цикла;
- AMT, полированная резьбовая фреза без покрытия для алюминия и пластика; и
- J Фреза для наружной резьбы, используется в основном в аэрокосмической отрасли.
Одним из недавних новых приложений было зазубривание плоских деталей в аэрокосмической отрасли с помощью резьбовых фрез. «Они кладут деталь на фрезерный стол и запускают инструмент горизонтально, чтобы вырезать параллельные канавки», – пояснил Уайт. «Канавки неглубокие и похожи на резьбу UN и ISO, но регулируются другими спецификациями».
White ожидает продолжения разработки ранее не опробованных конструкций резьбонарезных станков нового поколения в ближайшем будущем. «Небольшие тиражи, сложные материалы, сложные настройки – вот что действительно важно для резьбонарезания», – заключил Уайт.
Работа с трудными материалами
По словам Алека Янсона, новая резьбовая фрезаOSG A Brand AT-2, которая должна быть доступна в США к концу года, позволяет нарезать резьбу за один проход в труднообрабатываемых материалах, обеспечивая одновременное винтовое растачивание и создание резьбы. инженер OSG USA Inc., Ирвинг, Техас.
Резьбовая фреза OSG AT-2 позволяет за один проход нарезать резьбу в труднообрабатываемых материалах – до 65 HRC, что позволяет одновременно растачивать винты и создавать резьбу.AT-2 является двоюродным братом более раннего AT-1, который допускал однопроходную нарезку резьбы для множества материалов, пояснил Янсон.В обновленной версии «мы будем рассматривать это как операцию по винтовому растачиванию, которую вы бы выполняли с помощью концевой фрезы, с углом спирали, равным шагу резьбы». Начиная с сплошного блока, операторы «режут по спирали, чтобы создать полную резьбу за один раз».
Целевые материалы для обработки на AT-2 – это материалы с твердостью до 65 HRC, тогда как AT-1 обрабатывает материалы с твердостью до 45 HRC. Применение штампов и пресс-форм – одна из потенциально полезных областей, отмечает Янсон, поскольку инструмент защищает ценные основы пресс-форм.Современные материалы, подходящие для этой резьбовой фрезы, включают инконель, титан, никелевые сплавы и отливки из потенциально углеродистой стали.
По словам Янсона, ключом к характеристикам AT-2 является его покрытие DUROREY. «Это наше самое современное фрезерное покрытие». Многослойное покрытие имеет сверхтермостойкий верхний слой, а затем чередование износостойких слоев прямо над основанием.
В конструкции также есть три зубца разной длины. Первый зуб действует как черновой инструмент, удаляя около 50 процентов резьбы; второй зуб удаляет остатки нити; а третий зуб помогает обеспечить точность.Передняя часть инструмента также имеет плоскую поверхность для большей эффективности. «Это больше похоже на концевую фрезу на самом конце», – сказал он. AT-2 также имеет функцию осевого прохода охлаждающей жидкости.
Поскольку AT-2 был доступен в Японии с лета, заказчики, особенно в автомобильной промышленности, использовали его для обработки поверх предварительно отлитых отверстий, добавил Янсон. «Если вы отклонитесь на 10 тысячных дюйма в этом литом отверстии, вы можете сломать или сломать метчик, с чем очень плохо работать.«С AT-2,« [машина может] подавать ее быстрее, потому что она меньше режет, но у нее не будет такого же страха [сколов или поломки] »- вы сможете обрабатывать эту нить как обычный. [Это] создаст поток, более близкий к истинному положению и с лучшим запасом прочности ».
В конфигурации Horn Turbowhirling используются пластины для черновой и чистовой обработки для создания профилей резьбы.Ожидается, что размеры резьбы для американской версии AT-2 будут составлять до 0,5 дюйма (12,7 мм), и мы будем делать резьбы с крупным и мелким шагом резьбы от четверти до полудюйма.”
Что касается программирования, OSG предлагает программное обеспечение ThreadPro, автономный генератор программ для резьбонарезания, который работает с AT-2 и другими инструментами OSG. «Это устраняет множество трудностей с определенными углами и числами либо непосредственно на ЧПУ, либо в Mastercam или других программах CAM», – сказал он.
Ходовая часть с завихрением нити
Для более широких профилей резьбы, характерных для более длинных деталей, таких как костяные винты и червячные шестерни, завихрение резьбы – родственник резьбофрезерования – эволюционировало от выполнения на больших специализированных станках к станкам швейцарского типа.
«Вихревые детали чаще всего выполняются на швейцарских станках для деталей меньшего диаметра и более длинных», – пояснил Джон Колленбройч, руководитель отдела управления продуктами компании Horn USA Inc., Франклин, Теннесси. Эти детали могут иметь диаметр от 4 до 10 мм и от 75 до 75 мм. 150 мм и более в длину.
Он отметил, чтос обычной резьбой 60 ° также может изготавливаться таким образом, но большинство компаний выбирают традиционные однонаправленные методы. Но завихрение резьбы – при котором пластины устанавливаются внутри врезного кольца и вращаются вокруг цилиндрического компонента – «позволяет заказчику обычно делать один проход для создания готового профиля с исключительными допусками профиля и чистотой поверхности.«Вихревой узел может поворачивать или поворачивать резак под разными углами, чтобы точно соответствовать спирали производимой нити, – пояснил он. «Режущее кольцо, уникальное для каждого производителя, включая Horn, удерживает вставки для обработки детали».
Horn предлагает несколько вариантов вращения. Самый популярный вихрь компании – это стандартный дизайн Horn. «Эта система принимает наши пластины S302 треугольной формы с тремя индексируемыми кромками», – сказал Колленбройх.«Эти пластины имеют прецизионную шлифовку, обеспечивающую исключительную точность и превосходную повторяемость». Стандартные вихревые кольца Horn подходят для вихревых машин многих производителей, добавил он, в том числе Star, Citizen, Tsugami, Tornos и многих других.
Horn также предлагает дизайн Turbo Whirling, «в котором используется наша пластина S271 – двусторонняя пластина с двумя индексируемыми кромками. Это предлагает клиентам выбор фрезерных колец с шестью или девятью карманами и использует уникальную конструкцию, которая позволяет выполнять черновую и чистовую обработку за один проход.Это позволяет значительно увеличить скорость подачи и увеличить срок службы инструмента. Скорость подачи легко может быть вдвое больше, чем у нашей стандартной конструкции ».
Наконец, Horn предлагает свой резак Jet Whirling в сотрудничестве с W&F Werkzeugtechnik. «Эксперты обеих компаний совместно разработали вихревую систему с внутренней подачей СОЖ», чтобы клиенты могли вращать резьбу без необходимости использования внешних трубопроводов для СОЖ. «Это решает одну из самых серьезных проблем, с которыми сталкиваются клиенты при вращении: правильное направление охлаждающей жидкости до режущей кромки пластин.Гарантия надлежащего потока СОЖ к режущей кромке увеличивает срок службы инструмента и обеспечивает превосходную чистоту поверхности », – сказал Колленбройх. В Jet Whirling компании Horn используются пластины S302 или S271, в зависимости от конструкции фрезы.
Фокусировка на одной плоскости
Постоянная оценка меняющегося рыночного спроса на режущие инструменты влияет на конструкцию резьбовых фрез. Такой анализ привел к тому, что Emuge Corp., Вест Бойлстон, Массачусетс, предложила новые варианты одноплоскостных резьбонарезных станков, по словам менеджера по продукции Emuge Марлона Бландона.
Обращаясь к трем критическим элементам фрезерования резьбы – стружке, подаче и стабильности – Emuge представила свой ZGF-S-Cut (см. Фото на стр. 50), который, по словам Бландона, «идеально подходит для твердых металлов и экзотических материалов, которые предназначены для сопротивления порезы или переломы. Этот одноплоскостной режущий инструмент имеет три ряда режущих зубьев, где первый зуб имеет усеченную форму и действует как более шероховатый, удаляя большую часть материала для следующих режущих зубьев и завершая остальную часть профиля.”
Эти инструменты «предназначены для работы с левым вращением шпинделя», – добавил он. «Эффект стандартного фрезерования с подъемом будет результатом сочетания этого вращения с левым углом спирали канавки 10 ° на фрезе, запрограммированным на вращение против часовой стрелки, но входящим сверху отверстия по стандартной траектории фрезерования по часовой стрелке». По словам Бландона, эти инструменты предназначены для получения резьбы с одним шагом резьбы и имеют многослойное запатентованное покрытие TiAlN-T46, «обеспечивающее отличную защиту режущей кромки и увеличивающую срок службы инструмента при работе с абразивными материалами и материалами, изнашивающимися кромками.”
В сочетании с фрезерным патроном Emuge FPC «мы создаем идеальную установку для успешного нарезания резьбы на экзотических материалах. Прецизионная удерживающая способность FPC позволяет хорошо удерживать хвостовики 3 мм или 1/8 дюйма ».
Еще одна новая резьбовая фреза Emuge – ZGF-Z с одним рядом зубьев и большим количеством режущих кромок за счет Z-геометрии. По словам Бландона, они созданы специально для цехов, производящих специальные партии и небольшие объемы, «почти в каждом случае, когда мы сравниваем время цикла наших стандартных одноплоскостных фрез с фрезами ZGF-Z с увеличенным количеством канавок, мы видим сокращение. при времени цикла от 50 до 70 процентов, просто перейдя от трех до пяти канавок.Эти инструменты позволяют пользователям комбинировать несколько диаметров резьбы и шага с несколькими инструментами ».
| N.P.T. Твердосплавные фрезы со спиральной резьбой ниже Скорости и подачи для Твердосплавные фрезы со спиральной резьбой ниже | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||