Торцовые фрезы | Машиностроение
У торцовых фрез (рис. 4.6) ось вращения расположена перпендикулярно к обрабатываемой поверхности. При этом кромки главных режущих кромок, находящихся на цилиндрической поверхности, на торце фрезы имеются вспомогательные режущие кромки, расположенные под некоторым углом.
Торцовые фрезы, как правило, изготавливают насадными, а когда их диаметр становится значительно меньше длины, то они переходят в группу концевых фрез. Торцовые фрезы широко используются при обработке плоских поверхностей, в том числе ступенчатых, которые невозможно обработать цилиндрическими фрезами.
Рис. 4.6. Конструкции торцовых фрез: а – насадная; б – концевая цельная; в – концевая со вставными зубьями.
По сравнению с цилиндрическими фрезами торцовые имеют следующие преимущества:
— конструкция торцовых фрез позволяет расположить большее число зубьев на длине контакта с заготовкой;
— торцовые фрезы можно изготавливать с жесткими, массивными корпусами, с надежным креплением режущих элементов, например из твердого сплава;

Благодаря этим достоинствам, торцовые фрезы по сравнению с другими типами фрез нашли наибольшее применение в металлообработке, поэтому на практике они иметь много конструктивных разнообразий.
На рис. 4.7 показана типовая конструкция насадной фрезы. Фреза насаживается на оправку, которая закрепляется в шпинделе станка при помощи болта. По исполнению, показанная на рис. 4.7 фреза, относится к цельным фрезам.
Рис. 4.7. Геометрические параметры торцовой фрезы
Рис. 4.8. Торцово-коническая сборная фреза
Главные режущие кромки торцовых фрез могут быть прямолинейными, но чаще всего они наклонные или винтовые (ω=10…15о), чем обеспечивается лучший отвод стружки из зоны резания и более равномерная работа фрезы. Кроме того, из-за угла наклона зубьев к оси фрезы создаются положительные передние углы на торцевых режущих кромках.
Главный угол в плане φ у торцовых фрез можно изменять в широких пределах (до 90) и ниже. Для повышения стойкости и производительности обработки угол φ уменьшают до 45…60 и даже до 10…30. Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
|
| |||||||||||||||||||||||||||||||||||||||||||||||

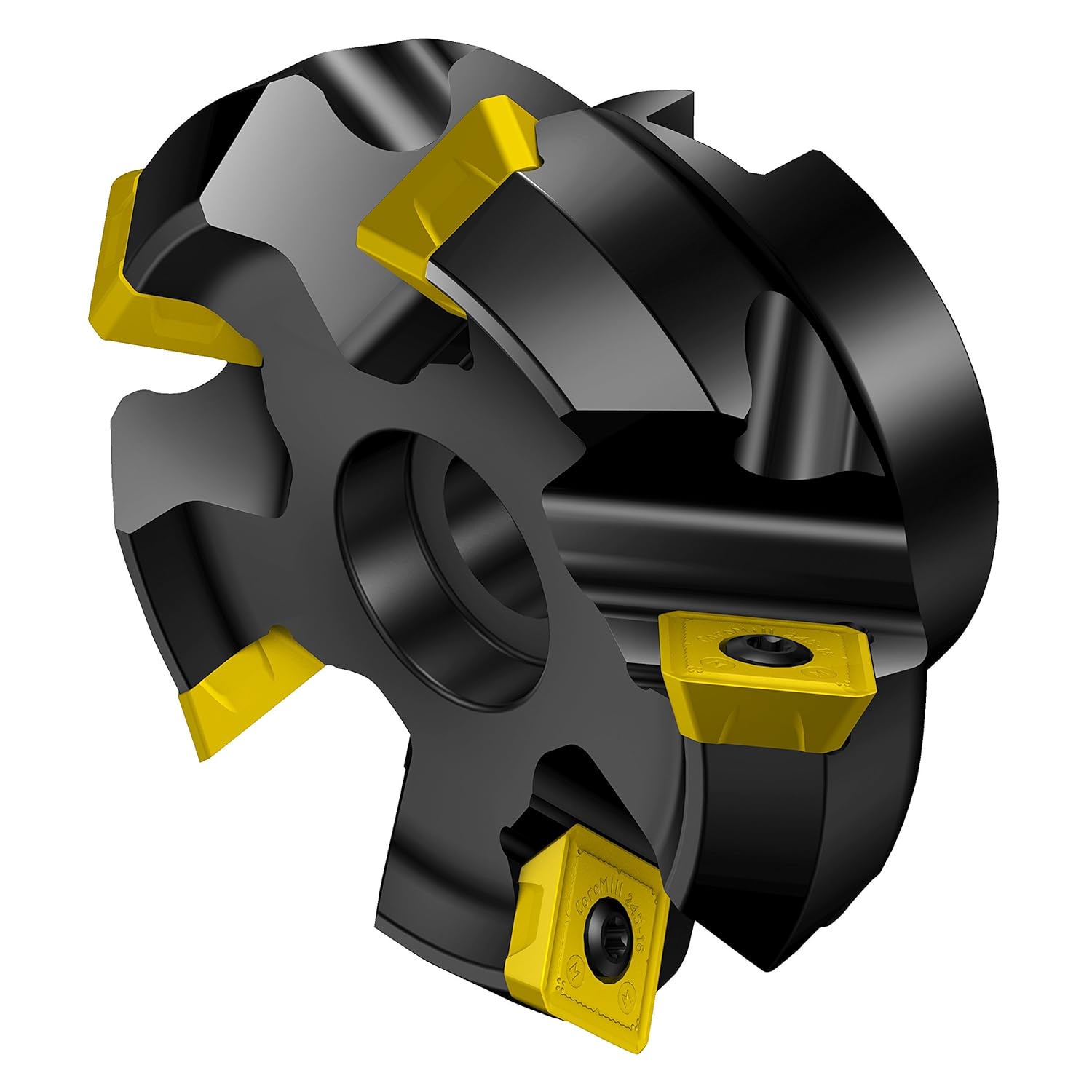
| С целью экономии дорогостоящего инструментального материала, фрезы часто используются со вставными ножами, конструктивных вариантов которых достаточно много. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7.Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования: форма срезаемой стружки имеет малую толщину и длину; прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы; высокая жесткость и виброустойчивость. Эти положительные особенности создали благоприятные возможности для применения сменяемых многогранных пластин (СМП),а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин.Торцовые фрезы имеют большое разнообразие способов крепления СМП. При этом широко применяются трех-, четырехгранные пластины в форме параллелограмма, | ||||||||||||||||||||
реже круглые и пятигранные с отверстиями для крепления или без них.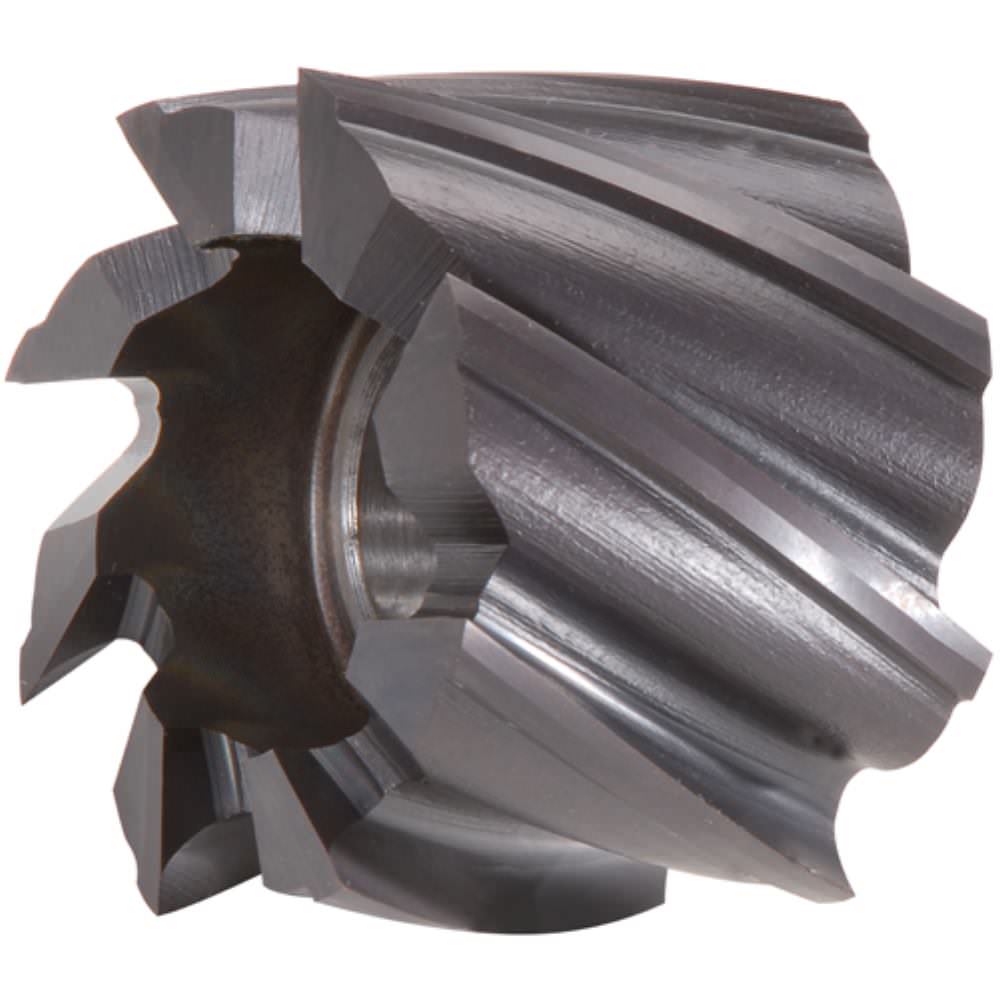 Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
На рис. 4.9,а показана фреза с креплением пластин 2 в гнездах, выполненных в корпусе 1. Крепление пластин осуществляется винтами 3 с конической головкой. Для предохранения корпуса фрезы от повреждений при поломке пластин используют подкладки 4, изготовленных из твердого сплава (или закаленной стали) и имеющие форму, соответствующую форме режущих пластин. Фрезы такого типа просты в изготовлении, компактные, имеют минимальное число деталей. К недостаткам можно отнести возможность механического повреждения корпуса в процессе эксплуатации и повышенное биение режущих кромок из-за погрешностей изготовления гнезд под пластины.
Рис. 4.9.Торцовые фрезы, оснащенные СМП: а – базы под пластины в корпусе фрезы; б – базы под пластины на составных частях корпуса; в – с вкладышами и двумя базами; г – с вкладышами (кассетами) и тремя базами во вкладышах.
Для повышения точности положения режущих кромок иногда базы под пластины создают из составных частей корпуса (рис. 4.9, б). Фреза состоит из корпуса 1 и опорного кольца 3, на каждом из которых имеется одна база под пластины 2. При этом пластины крепят клином 4 с двухшаговым (дифференциальным) винтом 5, который ввертывается не в корпус фрезы, а в специальный вкладыш 6.
Использование вкладышей для крепления пластин показано также на рис. 4.9, в. В этом случае, режущие пластины 2 крепятся во вкладышах 5, устанавливаемых в пазах корпуса 1 и закрепляемых винтами 6. вылет вкладышей вдоль оси задан точно, поскольку вкладыши упираются в стенку кольцевого паза корпуса. Пластины 2
 Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.
Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.Базирование пластин во вкладышах по трем плоскостям показано на рис. 4.9, г. Здесь вкладыши (кассеты) 5 в осевом направлении упираются в стенку кольцевого паза и крепятся в корпусе 1 винтом 6. Режущие пластины 2 прижимаются клином 3 с помощью винта 4. В одном и том же корпусе фрезы могут устанавливаться вкладыши с гнездами под различные формы и размеры режущих пластин, в том числе из разных инструментальных материалов. Способы крепления СМП для торцовых фрез приведены в таблице 4.8.
Таблица 4.8. Типы торцовых фрез с применением сменяемых многогранных пластин (СМП) | ||||
| Тип фрезы | Способы базирования | |||
Базовые поверхности под пластину | Элемент крепления пластин | Вид опоры под пластину | ||
Тип 1. С регулируемыми ножами, оснащенными СМП С регулируемыми ножами, оснащенными СМП | Ножи с закрепленными пластинами в пазах корпуса | Эксцентрик, прихват, клин, винт | Нож | |
| Осевые или радиальные базовые поверхности, выполненные на корпусе фрезы | Эксцентрик, клин, винт | Корпус фрезы | ||
| Одна базовая поверхность на корпусе, вторая — вставка | Клин | Клин, вставка | ||
| Две вставки базовые опоры | Клин | Клин, вставка | ||
| Тип 2. С вкладышами, несущими две базовые опоры | Открытые базовые поверхности, выполненные на двух составных частях корпуса | Клин | Клин, вставка | |
| Открытые базовые поверхности | Клин | Вставная опора | ||
| Глухие базовые поверхности | Клин | Вставной базовый вкладыш | ||
Тип 3. С регулируемыми базовыми опорами С регулируемыми базовыми опорами | Одна базовая поверхность на корпусе, вторая вставная регулируемая | Клин | Вставной базовый вкладыш | |
| Две вставные базовые опоры (одна из них регулируемая) | Клин | Клин, вставка | ||
| Две вставные базовые опоры регулируемые | Клин | Клин, вставка | ||
Торцовые фрезы с механическим креплением, благодаря использованию сменных (многогранных и круглых) пластин, обеспечивают повышение стойкости (более чем в два раза), производительность (за счет снятия больших припусков до 25 мм за один проход) и снижением мощности резания (до 20%).
При получистовой и чистовой обработке чугунов и закаленных сталей фрезами, оснащенными пластинками из минералокерамики и композита, позволяет повысить качество обработки, а в отдельных случаях заменить процесс шлифования. Благодаря применению двух и трехступенчатых фрез и СМП, расположенными со смещением в радиальном и осевом направлении, обеспечивается снятие больших припусков за проход фрезы без возникновения вибраций (рис. 4.10).
4.10).
Рис. 4.10. Схема двухступенчатой торцовой фрезы с механическим креплением неперетачиваемых пластин: 1 – корпус; 2,3 – смежные зубья фрезы смещенные в радиальном и осевом направлениях; hp— смещение в радиальном направлении; ho — смещение в осевом направлении
Смещение пластин в радиальном направлении составляет примерно 1 мм, в осевом – 7…9 мм.
Фрезы с положительным передним углом применяются при обработке нежестких заготовок из вязких металлов. При обработке заготовок из чугуна и с большими ударными нагрузками используются фрезы с отрицательным передним углом пластин.
Задний угол при установке пластин получается примерно равным 100.
Углы в плане для круглых пластин зависят от глубины резания, а для многогранных пластин – от числа граней пластин, как это указано ниже:
Число граней пластины 4; 5; 6
Главный угол в плане φ, град. 75; 67; 55
Вспомог-й угол в плане φ/, град. 10…15o
Неперетачиваемые СМП изготавливаются из твердых безвольфрамовых сплавов, которые имеют высокую твердость, но меньшую прочность на изгиб. Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.
Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.
| |||||||||||||||||||||||||||||||||||||||
В современных условиях производства, когда технологическое оборудование позволяет увеличить скорости резания на порядок выше традиционных, использование минералокерамического и поликристалического сверхтвердого инструментального материала (СТМ) при обработке заготовок из коррозийно-стойких и жаропрочных сталей, открывает направление, обеспечивающего резкое повышение производительности и высокое качества обработки поверхностей фрезерованием. Износостойкость пластин из минералокерамики до десяти раз выше, чем твердосплавных инструментов. Пластины из синтетических СТМ (композиты 01 и 10) позволяют фрезеровать заготовки из закаленных сталей, чугунов любой твердости (в том числе по корке).
Износостойкость пластин из минералокерамики до десяти раз выше, чем твердосплавных инструментов. Пластины из синтетических СТМ (композиты 01 и 10) позволяют фрезеровать заготовки из закаленных сталей, чугунов любой твердости (в том числе по корке).
Таким образом, благодаря применению пластин из СТМ можно повысить скорость резания сталей в 8…10 раз, чугунов – до двадцати раз, минутную подачу в 5…7 раз (при уменьшении подачи на зуб в четыре раза), снимаемый припуск в 5 раз, а силу резания до 2…3 раз. Кроме того, высоту микронеровностей на обработанной поверхности детали можно снизить до 2-х раз. Столь значительные показатели при фрезеровании, например, на автоматизированных станках, обеспечиваются асимметричностью фрез (возможности их балансировки) и свободным размещением стружки.
При торцовом фрезеровании в зависимости от обрабатываемого металла назначается возможная скорость резания, затем подача на зуб и глубина резания, примерное значение которых можно определить из табл. 4.10.
4.10.
Глубина резания торцовых ступенчатых фрез с пластинами СТМ может быть увеличена в 1,5 раза. При скоростях резания 12000 м/мин, т.е. в условиях сверхскоростной обработки, подача на оборот фрезы может быть снижена до десяти долей мм, что обеспечивает высокое качество обработанной поверхности. Увеличение частоты вращения шпинделя станка до 60000 мин-1 и более создает условия для высокопроизводительного фрезерования как чистового, так и получистового и обдирочного.
Таблица 4.10. Режимы торцового фрезерования различных металлов с применением сверхтвердого инструментального материала (СТМ) | ||||
Обрабатываемый металл | Марки СТМ | Режимы торцового фрезерования | ||
Скорость резания, м/мин | Подача на зуб, мм | Глубина, мм | ||
Стали конструкционные и легированные нетермообработанные HRC ≤30 (в состоянии поставки) | 10; 01; 10Д; 02; киборит | 400…900 | 0,01…0,10 | 0,05…2,0 |
Стали конструкционные, легированные, инструментальные закаленные HRC 35-55 | 10; 01; 10Д; 02; киборит | 200…500 | 0,01…0,07 | 0,05…1,2 |
Стали закаленные, цементированные, HRC 55-70 (кроме быстрорежущих и высокохромистых) | 80…200 | 0,01…0,05 | 0,05…1,0 | |
Чугуны серые и высокопрочные НВ 150-300 (в том числе по литейной корке) | 05; 10; 10Д; 02; Томал-10; киборит | 500…4000 | 0,01…0,10 | 0,05…6,0 |
Чугуны отбеленные, закаленные, НВ 400 -600 | 10; 01; 10Д; 02; Томал-10; киборит | 200…500 | 0,01…0,05 | 0,05…2,0 |
Торцовые фрезы с пластинами СТМ изготавливаются право- и леворежущие, небольшого диаметра (20…63 мм) для обработки малогабаритных корпусных заготовок и большого диаметра (80…160 мм) для обработки крупных заготовок с нерегулируемыми круглыми и многогранными пластинами. Кассетный принцип размещения пластин является неотъемлемой частью конструкций торцовых фрез (рис. 4.11). Кассеты 2 с режущими пластинами 4 крепятся в корпусе 1 фрезы винтами 3. Рекомендованные параметры нерегулируемых кассетных фрез с пластинами СТМ приведены в таблице 4.11.
Кассетный принцип размещения пластин является неотъемлемой частью конструкций торцовых фрез (рис. 4.11). Кассеты 2 с режущими пластинами 4 крепятся в корпусе 1 фрезы винтами 3. Рекомендованные параметры нерегулируемых кассетных фрез с пластинами СТМ приведены в таблице 4.11.
Рис. 4.11. Схема насадной сборной нерегулируемой торцовой фрезы, оснащенной кассетами: 1 – корпус; 2 – кассеты с режущей пластиной; 3 – винт крепления кассеты; 4 – режущая пластина
Рис. 4.12. Схема насадной сборной регулируемой торцовой фрезы с осевым регулированием режущих кромок: 1 – корпус; 2 – державка; 3 – прихват; 4 – винт; 5 – сухарь; 6 – винт; 7 – шайба; 8 – пластина; 9 — винт
Недостатком конструкции фрезы на рис. 4.11 является отсутствие свободной регулировки положения режущих кромок пластин из СТМ. Этот недостаток устраняется с применением фрез с кассетами, обеспечивающими регулировку положения режущих кромок инструмента. Схема такой фрезы показана на рис. 4.12. Фреза состоит из корпуса 1 и кассет, состоящих из державки 2, прихвата 3, крепежного винта 4 и сухаря 5, регулировочного винта 6 с ограничительной шайбой 7. В кассете установлены режущие пластины 8. Кассета имеет возможность перемещаться в осевом направлении при освобождении ее винтом 9.
В кассете установлены режущие пластины 8. Кассета имеет возможность перемещаться в осевом направлении при освобождении ее винтом 9.
При наладке фрез обеспечивается осевое биение режущих кромок в пределах 0,005 мм. Упрощение конструкции и наладки кассет достигается их взаимозаменяемостью (отличие только в форме и размерах канавок под режущие пластины). Поэтому кассетные фрезы удобно использовать в условиях работы сложных металлообрабатывающих системах, например, в ГПС. На базе одного корпуса можно собирать различные фрезы, пользуясь комплектом кассет разного исполнения (рис. 4.13).
Таблица 4.11. Фрезы торцовые кассетные нерегулируемые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
Параметры, мм | |||||||
D | d | В | Z | D | d | В | Z |
80 | 27 | 50 | 4 | 125 | 40 | 63 | 8 |
100 | 32 | 6 | 160 | 50 | 12 | ||
| 125 | 40 | 8 | 63 | ||||
Рис. 4.13. Схемы кассет различного исполнения
4.13. Схемы кассет различного исполнения
Рис. 4.14. Схема насадной торцовой фрезы с осевым, радиальным и угловым регулированием положения режущей кромки пластин: 1 – корпус; 2 – режущие пластины; 3, 4 – винты; 5,6 – клинья; 7, 8 – винты; 9 – сухарь; 10 — винт
Рис. 4.15. Торцовая фреза сборной конструкции со сменными кассетами (а) и набором сменных кассет (б): 1 – винт установочного кольца; 2 — не-регулируемое установочное кольцо; 3 – корпус фрезы диаметром 125…315 мм; 4 – кассета; 5 – винт крепления кассеты; 6 – дифференциальный винт призвата; 7 – винт; 8 – регулируемая кассета; 9 – регулируемое установочное кольцо; 10 – винт регулировки кассеты в осевом направлении; 11 — дифференциальный винт
Учитывая использование при работе значительные величины частот вращения, фрезы должны подвергаться статической и динамической балансировке вне станка. В этом смысле более совершенной конструкцией фрезы является фреза с осевой, радиальной и угловой регулировкой положения пластин (рис. 4.15).
4.15).
В пазах корпуса 1 фрезы устанавливаются кассеты с режущими пластинами 2. Кассета закрепляется в корпусе 1 винтами 3 и 4 . Под кассетами размещены регулировочные клинья 5 и 6, связанные между собой винтами 7 и 8. Осевое перемещение кассеты осуществляется за счет перемещения сухаря 9 винтом 10 и угла направляющей к оси паза кассеты. Регулировка в радиальном направлении осуществляется за счет перемещения вдоль паза корпуса 5. Регулировка углового положения осуществляется за счет перемещения части клина 6 относительно клина 5. Окончательная фиксация положения кассеты производится винтом 8.
Многообразие торцовых фрез конструктивно можно получить, используя принцип модульного проектирования, согласно которого на основе разработанных заранее системы элементов фрез, можно компоновать различные конструкции фрез. На рис. 4.14 подобная система показана.
Основой системы является нерегулируемое установочное кольцо 2, к которому винтами 1 крепятся корпуса фрез различного диаметра. Винты 10 и 11 служат для ориентации корпуса фрезы в осевом направлении. Кассеты 4 и 8 (последняя кассета регулируется в осевом направлении) имеют винты крепления кассеты 5 и винты закрепления режущих элементов фрезы. Дифференциальные винты 6 и 11 имеют по две резьбы с разными шагами для более чувствительных перемещений при закреплении.
Винты 10 и 11 служат для ориентации корпуса фрезы в осевом направлении. Кассеты 4 и 8 (последняя кассета регулируется в осевом направлении) имеют винты крепления кассеты 5 и винты закрепления режущих элементов фрезы. Дифференциальные винты 6 и 11 имеют по две резьбы с разными шагами для более чувствительных перемещений при закреплении.
Благодаря применению сменных кассет обеспечивается возможность использования одного корпуса и получения различных углов в плане. Некоторые рекомендованные параметры фрез с регулируемыми кассетами торцовых фрез приведены в табл. 4.12-4.13.
Возможность осевой, радиальной и угловой регулировки и настройки положения режущих кромок пластин позволяет значительно расширить технологические возможности торцовых фрез в условиях сверхскоростной обработки корпусных заготовок. В тех случаях, когда по конструктивным соображениям трудно обеспечить размещение механизмов регулирования пластин в корпусе фрезы, используются варианты напайных СТМ, параметры которых приведены в табл. 4.14. Параметры торцовых хвостовых фрез, оснащенных пластинами из СТМ приведены в табл.4.15
4.14. Параметры торцовых хвостовых фрез, оснащенных пластинами из СТМ приведены в табл.4.15
Таблица 4.12. Фрезы торцовые с регулируемыми кассетами, оснащенными сменными пластинами из СТМ. (ТУ 2.035.1038) | ||||||
Параметры, мм | ||||||
D | D | d (H7) | В | f1 | f2 | z |
| Исполнение 1 | ||||||
125 | 130 | 40 | 63 | — | — | 10 |
160 | 165 | 50 | 14 | |||
200 | 205 | 18 | ||||
Исполнение 2 | ||||||
160 | 165 | 40 | 63 | 66,7 | — | 14 |
200 | 205 | 18 | ||||
250 | 255 | 60 | 101,6 | 24 | ||
315 | 320 | 80 | 177,8 | 30 | ||
400 | 405 | 40 | ||||
500 | 505 | 50 | ||||
630 | 635 | — | 60 | |||
800 | 805 | 80 | ||||
П р и м е ч а н и е: Механизмы регулирования осевого положения кассет обеспечивают торцовое биение режущих кромок пластин в пределах 0,005…0,01 мм в зависимости от диаметра фрезы. | ||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Таблица 4.15 .Фрезы торцовые хвостовые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
Параметры, мм | |||||||
D | l1 | Конус Морзе | Z | D | l1 | Конус Морзе | Z |
20 | 125 | 3 | 1 | 40 | 155 | 4 | 2 |
25 | 50 | 3 | |||||
32 | 150 | 4 | 63 | 195 | 5 | 4 | |
Рис. 4.16. Схема смещения зубьев ступенчатой торцовой фрезы в осевом и радиальном направлениях: t – общий припуск; t1, t2, t3 – припуска на каждый зуб фрезы
4.16. Схема смещения зубьев ступенчатой торцовой фрезы в осевом и радиальном направлениях: t – общий припуск; t1, t2, t3 – припуска на каждый зуб фрезы
Вопросу повышения срока службы корпуса фрезы, как наиболее металлоемкого элемента фрезы, в последние годы уделяется большое внимание, как в нашей стране, так и за рубежом. При этом особое внимание уделяется созданию конструкций фрез, работающих по схеме ступенчатого резания (рис. 4.16), которые позволяют производить обработку заготовок с повышенными припусками и менее жесткой технологической системы.
Использование ступенчатой схемы резания позволяет исключить применение неэффективных пластин с длинной режущей кромкой. При уменьшении длины режущей кромки в несколько раз площадь снимаемой стружки уменьшается в квадрате, что заметно сокращает затраты на материалы режущих элементов фрезы.
Фрезы по металлу в Минске от компании “ЧТУП «Нибросстрой»”.
Фрезы по металлу в Минске от компании “ЧТУП «Нибросстрой»”.
Фрезы концевые с цилиндрическим хвостовиком
Фреза концевая твердосплавная ц/х
Фрезы концевые с коническим хвостовиком
Фрезы шпоночные с цилиндрическим хвостовиком
Фреза шпоночная твердосплавная ц/х
Фреза шпоночная с коническим хвостовиком
Фреза торцевая насадная ГОСТ 9304-69
Фрезы червячные цельные для нарезания зубьев звездочек ГОСТ 15127-83
Фрезы дисковые отрезные
Зенковки по металлу
Борфрезы твердосплавные
по порядкупо росту ценыпо снижению ценыпо новизне
16243248
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Купить
Основные типы концевых фрез, используемых при фрезеровании
Опубликовано Penn Tool Co. , Inc. 17 августа 2021 г.
, Inc. 17 августа 2021 г.
Основные типы концевых фрез, используемых при фрезеровании
Вы знакомы с концевыми фрезами для металлообработки? Эти детали могут выглядеть как сверла, но они совершенно разные — они используются в процессе, называемом фрезерованием. Фрезерование — это уникальный вид процесса резки металла, который требует точности и делает прецизионные надрезы в рабочем материале. Здесь на помощь приходят концевые фрезы. Концевые фрезы — это удлинители, которые делают эти детали и разрезают кусок металла. Прежде чем мы разберем основные типы концевых фрез, давайте начнем это глубокое погружение с понимания фрезерования как процесса металлообработки.
Понимание процесса фрезерования
Фрезерование — это процесс механической обработки, который удаляет массу с обрабатываемой детали металла или другого производственного материала. Фрезерные станки используют вращающиеся фрезы, которые контактируют с этим рабочим материалом и срезают кусочки металла по мере его продвижения. Процессы фрезерования являются одними из наиболее настраиваемых при обработке металлов, поскольку вы можете изменять давление контакта, направление, ось и при необходимости переключать режущие головки. Фрезерование является одним из лучших способов выполнения точных работ по резке, так как оно предлагает так много возможностей для настройки и контроля. Фрезерование делится на две основные категории: торцевое фрезерование и периферийное фрезерование. При торцевом фрезеровании плоские поверхности вырезаются в верхней или нижней части заготовки, а при периферийном фрезеровании материал вырезается по внешней окружности режущего инструмента. Одним из видов фрез, используемых здесь, является концевая фреза.
Процессы фрезерования являются одними из наиболее настраиваемых при обработке металлов, поскольку вы можете изменять давление контакта, направление, ось и при необходимости переключать режущие головки. Фрезерование является одним из лучших способов выполнения точных работ по резке, так как оно предлагает так много возможностей для настройки и контроля. Фрезерование делится на две основные категории: торцевое фрезерование и периферийное фрезерование. При торцевом фрезеровании плоские поверхности вырезаются в верхней или нижней части заготовки, а при периферийном фрезеровании материал вырезается по внешней окружности режущего инструмента. Одним из видов фрез, используемых здесь, является концевая фреза.
Что такое концевые фрезы?
Концевые фрезы — это режущие инструменты для металлообработки, которые могут создавать формы, отверстия и срезать рабочий материал для фрезерования и множества других применений. Эти другие процессы включают профилирование, оконтуривание, развертывание, сверление и многое другое. Эти режущие инструменты имеют резные острые края на кончике и по окружности. Эти края позволяют им вырезать поверхность и стороны вашего фрезерного материала. Концевые фрезы специально разработаны для резки по оси, что отличает их от других фрез. И хотя некоторые специально разработанные концевые фрезы могут сверлить поверхность, не путайте их со сверлами.
Эти режущие инструменты имеют резные острые края на кончике и по окружности. Эти края позволяют им вырезать поверхность и стороны вашего фрезерного материала. Концевые фрезы специально разработаны для резки по оси, что отличает их от других фрез. И хотя некоторые специально разработанные концевые фрезы могут сверлить поверхность, не путайте их со сверлами.
Разница между сверлами и концевыми фрезами
Сверла и концевые фрезы преуспевают в различных областях. Хотя вы можете использовать концевую фрезу для неглубокого сверления, любая глубина, превышающая диаметр более чем в четыре раза, является работой для сверла. Сверло предназначено для проделывания глубоких отверстий в рабочем материале, а концевая фреза предназначена для вырезания боковых и лицевых сторон материала. Вы можете отличить концевые фрезы от сверл по канавкам, которыми они обладают. Канавки — это канавки, прорезанные в концевой фрезе. Благодаря этому разнообразию и многоугольной конструкции концевые фрезы более универсальны, чем сверла.
Различные типы концевых фрез
Эти режущие инструменты бывают разных стилей, типов канавок и материалов. Эти различные стили мельницы включают:
- Квадратные концевые фрезы
- Концевые фрезы для шпоночного паза
- Шаровые концевые фрезы
- Концевые фрезы для черновой обработки
- Концевые фрезы с радиусом угла
- Финишные концевые фрезы
- Концевые фрезы для скругления углов
- Концевые фрезы
- Конические концевые фрезы
Каждый из этих типов концевых фрез имеет различные характеристики, которые делают их идеальными для конкретной работы. Например, квадратные концевые фрезы имеют универсальную конструкцию для использования в общих фрезерных операциях. Сравните это с черновыми концевыми фрезами, которые более специфичны в своем использовании. Черновые концевые фрезы предназначены для шлифовки большего количества материала и получения черновой обработки на конце.
Количество канавок или канавок также является классификацией типов концевых фрез. Они могут иметь конструкцию с одной или несколькими канавками. Конструкции с одной канавкой помогают вырезать большое количество материала в процессе фрезерования. Чем больше канавок вы добавляете, тем менее эффективно удаление материала, хотя они также обеспечивают более качественную отделку.
Они могут иметь конструкцию с одной или несколькими канавками. Конструкции с одной канавкой помогают вырезать большое количество материала в процессе фрезерования. Чем больше канавок вы добавляете, тем менее эффективно удаление материала, хотя они также обеспечивают более качественную отделку.
Материал, из которого изготовлены ваши режущие инструменты, также может их выделить. Такие материалы, как сталь, кобальт, карбид и даже алмаз, являются обычными материалами, из которых изготавливаются концевые фрезы. Чем тверже рабочий материал, тем тверже режущий инструмент вам понадобится, вплоть до прочности алмаза.
Правильный выбор концевой фрезы
Учитывайте эти качества при выборе правильной концевой фрезы для своего проекта. Спросите себя, каковы ваши цели и как вы хотите, чтобы ваш конечный продукт выглядел. Тип материала, с которым вы работаете, также будет определять, какую концевую фрезу вы можете использовать, поскольку некоторые из них прочнее и лучше совместимы с материалами, чем другие. Вы также можете использовать несколько инструментов для резки и отделки в ходе проекта, поскольку они имеют уникальные области применения.
Вы также можете использовать несколько инструментов для резки и отделки в ходе проекта, поскольку они имеют уникальные области применения.
Задания для концевых фрез
Эти режущие инструменты предназначены для использования во время фрезерования, но они также могут применяться для профилирования, контурной обработки, прорезания пазов, зенковки, развертывания и сверления. Разнообразие операций, с которыми справляются концевые фрезы, обусловлено большим количеством стилей и вариаций концевых фрез — от квадратных концевых фрез до сверлильных концевых фрез и всего, что между ними. Если вам нужно срезать излишки материала на детали, отшлифовать или удалить заусенцы или создать красивую поверхность, для многих из этих распространенных потребностей в металлообработке существует концевая фреза.
Преимущества использования концевых фрез
Их огромное количество различных функций и возможностей в конечном итоге является основным преимуществом процесса фрезерования. Концевые фрезы также могут работать перпендикулярно обрабатываемому материалу, используя свою вертикальную ось и уникальную конструкцию, что позволяет выполнять как торцевое, так и периферийное фрезерование. Эти уникальные детали также отлично подходят для небольших и точных разрезов, что отлично подходит для более сложных работ по металлообработке. Вот как эти инструменты помогают улучшить ваше фрезерное производство, а также общее металлообрабатывающее производство.
Концевые фрезы также могут работать перпендикулярно обрабатываемому материалу, используя свою вертикальную ось и уникальную конструкцию, что позволяет выполнять как торцевое, так и периферийное фрезерование. Эти уникальные детали также отлично подходят для небольших и точных разрезов, что отлично подходит для более сложных работ по металлообработке. Вот как эти инструменты помогают улучшить ваше фрезерное производство, а также общее металлообрабатывающее производство.
Это был взгляд на основные типы концевых фрез. Эти маленькие инструменты очень сложны, если внимательно присмотреться к их конструкции. Использование концевых фрез и процесс фрезерования в целом — это уникальный способ резки и обработки металла и других рабочих материалов. И с таким количеством разновидностей этих режущих инструментов на выбор есть вариант практически для любого материала или работы, которую вы представляете. Если вы заинтересованы в более подробном изучении различных типов концевых фрез, ознакомьтесь с ассортиментом в Penn Tool Co. Мы поставляем различные типы резов, стилей и размеров для удовлетворения ваших потребностей в фрезеровании.
Мы поставляем различные типы резов, стилей и размеров для удовлетворения ваших потребностей в фрезеровании.
| Besly Двухзубая Однозубая концевая фреза Быстрорежущая сталь Обычная длина Дробные размеры | Каталожный номер: 786 |
| Besly Двухканальная Односторонняя Фрезы Быстрорежущая сталь Спиральная канавка Дробные размеры | Номер каталога:
796 Нарезание шпоночного паза спиральной канавки для врезки, прорези, точечной обработки, сверления и
профиль. |
| Besly Двухзубая Одноконцевая фреза Быстрорежущая сталь Спиральная канавка с высокой спиралью Дробная Размеры | Каталожный номер: 766 |
| Besly Двухканальная Односторонняя Фрезы Быстрорежущая сталь Спиральная канавка с высокой спиралью Дробные размеры | Номер каталога:
767 Предназначен для максимального удаления стружки, удлиненный
срок службы и улучшенную отделку алюминия и алюминиевых сплавов. |
| Besly Двухканальная Односторонняя Фрезы Быстрорежущая сталь Спиральная канавка Дробные размеры | Номер каталога:
768 Предназначен для максимального удаления стружки, увеличения срока службы и улучшения качества отделки. из алюминия и алюминиевых сплавов.. |
| Besly Двухзубая Одноконцевая фреза Быстрорежущая сталь Длинный хвостовик Дробный Размеры | Каталожный номер: 790 |
| Besly Двухканальная Односторонняя Миллс Быстрорежущая сталь Обычная длина Дробные размеры | Номер каталога:
791 |
| Besly Две канавки Двойные концевые фрезы Быстрорежущая сталь Обычная длина Дробная Размеры | Каталожный номер: 798 |
| Besly Две флейты Двойной конец Станы Быстрорежущая сталь Обычная длина Дробные размеры | Номер каталога:
785 Предназначены для серийного фрезерования пазов,
карманы, шпоночные канавки и другие работы общего назначения. |
| Беслые Четыре флейты Двойной конец Фрезы Быстрорежущая сталь Обычная длина Дробные размеры | Номер каталога:
783 Предназначен для получения гладких
чистовая обработка после черновых проходов с более тяжелыми подачами. |
| Besly Многозубая Одноконцевая фреза Быстрорежущая сталь 4 и 6 зубьев Дробная Размеры | Каталожный номер: 784 |
| Besly Многозубая Односторонняя Фрезы Быстрорежущая сталь 4 и 6 зубьев Дробные размеры | Номер каталога:
789 Правосторонняя отделка – правосторонняя спираль. |
| Besly Четырехзубые Двойные концевые фрезы Быстрорежущая сталь Обычная длина Дробная Размеры | Каталожный номер: 683 |
| Besly Четырехзубые Одноконцевые фрезы Быстрорежущая сталь Обычная длина Дробная Размеры | Каталожный номер: 684 |
| Besly Четыре флейты Односторонний Фрезы Быстрорежущая сталь Длинная длина Дробные размеры | Номер каталога:
689 Правосторонняя отделка – правосторонняя спираль. |
| Besly Многозубая Одноконцевая фреза Быстрорежущая сталь Сверхдлинная Дробная Размеры | Каталожный номер: 792 |
| Besly Четыре флейты Односторонний Фрезы Быстрорежущая сталь Обычная длина Дробные размеры | Номер каталога:
685 Предназначен для фрезерования радиусных нижних пазов и
скругления, для скругления дна отверстий и универсального использования в штампах
работа. |
| Besly Четыре флейты Односторонний Фрезы Быстрорежущая сталь Длинная длина Дробные размеры | Номер каталога:
690
|
| Besly Две флейты Одинарные концевые фрезы Премиум-кобальт Обычная длина Дробная Размеры | Каталожный номер: 656 |
| Besly Четыре флейты Односторонний Миллс Премиум-кобальт Обычная длина Дробные размеры | Номер каталога:
657 Предназначен для обработки высокопрочных сталей и жаропрочных сплавов. |
| Besly Четырехзубые Одноконцевые фрезы Высококачественный кобальт Длинная длина Дробная Размеры | Каталожный номер: 658 |
| Besly Многозубая Односторонняя Миллс Премиум-кобальт Сверхдлинная длина Дробные размеры | Номер каталога:
659 Разработан
для обработки высокопрочных сталей и жаропрочных сплавов. |
| Besly 4- и 6-зубые Одинарные концевые фрезы Премиум-кобальт Обычная длина Дробная часть Размеры | Каталожный номер: 661 |
| Besly Мульти-флейта Одинарные концевые фрезы Быстрорежущая сталь Черновая обработка Шаг Дробный Размеры | Каталожный номер: 700 |
| Беслые Трехзубая Односторонняя Фрезы Премиум-кобальт Черновая обработка Hi-Helix Дробные размеры | Номер каталога:
710 Концевые фрезы для черновой обработки, предназначенные для быстрого
снятие материала. |
| Besly Многозубая Одинарные концевые фрезы Премиум Кобальт Черновая обработка Курсовой шаг Дробный Размеры | Каталожный номер: 720 |
| Besly Многоканальная Односторонняя Фрезы Премиум Кобальт Черновая обработка Шаг Дробные размеры | Номер каталога:
740 Предназначен для быстрого
снятие материала. |
| Besly MAXX-V™ Четырехзубые Одноконцевые фрезы High Performance Particle Metal Обычная длина Дробная Размеры | Каталожный номер: 750 |




 разрезы сделаны.
разрезы сделаны.