Как согнуть профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.


Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.

На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
 На ней изображается расстояние между пропилами и их конфигурация.
На ней изображается расстояние между пропилами и их конфигурация.Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.

Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм.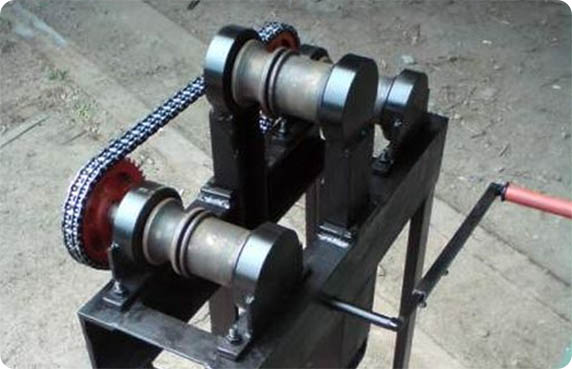 С их сгибанием справляется ручной трубогиб.
С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале.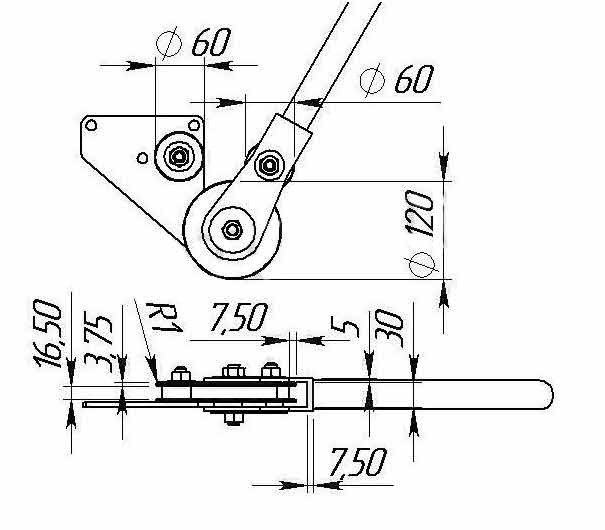 Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками
Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из поликарбоната или цветочная пергола.
Создать дома своими руками гнутый металлический элемент, да еще без специального оборудования, для многих домашних мастеровых представляется неразрешимой задачей.
Чтобы узнать все секреты изготовления гнутых конструкций из металлических труб квадратного или прямоугольного сечения в домашних условиях, рекомендуем внимательно прочитать нашу обзорную статью.
Содержание
- Труба профильная – что это такое
- Основные характеристики
- В чем заключается сложность гибки профильного проката
- Сгибание профильных изделий посредством трубогиба
- Изготовление гибочного станка своими руками
- Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
- Формирование изгиба посредством обычной болгарки и с помощью сварки
- С применением средств внутреннего противодействия (песка, воды)
- Усовершенствованная гибочная плита
- Изгиб профильных изделий с применением пружины
- Горячая формовка
- Рычагом с насадкой
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения – ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
 Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.

В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.

Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.
Читайте также
Все способы, как согнуть ПНД трубу на производстве и в домашних условиях
Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.
Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Стоит подумать об аренде устройства или, о самостоятельном изготовлении устройства своими руками.
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу . Необходимо заготовить:
Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.

Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Вопрос «как согнуть профильную трубу в домашних условиях без трубогиба» интересует многих домашних мастеровых. Существует несколько альтернативных решений придавать требуемый изгиб профильной трубе:
Формирование изгиба посредством обычной болгарки и с помощью сварки
Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
С применением средств внутреннего противодействия (песка, воды)
Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Необходимо подготовить следующие материалы и инструмент:
- Песок строительный.
- Деревянные клинья равные размеру поперечного сечения трубы.
- Паяльная лампа.
Технологическая последовательность выполнения работ:
- Вначале один конец трубы закрывается деревянным клином.
- Полость заполняется сухим песком.
- Деревянный клин вбивается в полость трубы.
- Один конец прочно фиксируется и начинается медленный прогрев изгибаемого участка паяльной лампой.
После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается.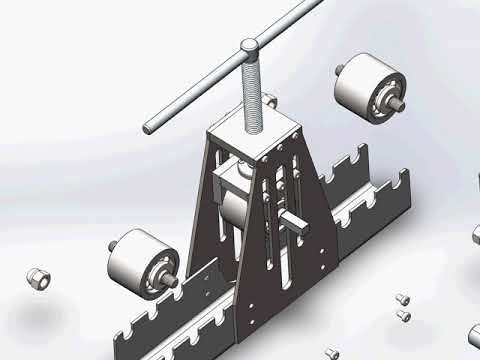 В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В зимнее время отличным помощником в сгибании будет обыкновенная замороженная вода. Закрытая деревянной пробкой полость заполняется водой. Под действием отрицательной температуры внутри образуется лед и труба легко сгибается, образуя красивый, и главное, прочный изгиб.
Усовершенствованная гибочная плита
В домашних условиях трубогибочной станок большим успехов может заменить горизонтальной металлической или бетонной плитой. Кроме плиты необходимо подготовить сверло по бетону или металлу, а также металлические анкеры.
Последовательность выполнения работ:
- Поверхность плиты размечается ячейками 40 х 40 мм или 50 х50 мм.
- В точках пересечения ячеек просверливаются отверстия для установки анкеров или штырей.
- Установленные металлические стержни заполняются бетонной смесь. Такая фиксация не допускает выпадения анкеров под нагрузкой от веса трубы.
- Заготовка вставляется между анкерами и под действием внешнего усилия изгибается под нужным радиусом.
- Чтобы обеспечить равномерный изгиб и не допустить сильной деформации, трубу немного прогревают.

Для закрепления формы изгиба заготовку следует оставить на некоторое время в зафиксированном положении.
Изгиб профильных изделий с применением пружины
Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Пружину предварительно закрепляют к ближайшему концу куском проволоки.
Горячая формовка
Согнуть прямоугольную или квадратную трубу можно методом горячего формования. Для этого нужен песок и надежные заглушки.
На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка – заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
При горячей формовке с высокой температурой нагрева запрещается допускать искрения металлической заготовки.
Рычагом с насадкой
В отличие от горячей формовки, где обязательным условием изгиба является нагрев металла, использование рычага с металла можно назвать холодным способом изгиба профильного трубного проката. Для этого способа необходимо подготовить лекало нужной конфигурации. Материалом может служить ДСП, фанера, лист гипсокартона или доска.
В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
Метод изгибы рычагом с насадкой не дает точного закругления конструкции и нужной аккуратности. Зато может применяться в любых условиях.
Трубогиб для профильной трубы своими руками: инструкция по сборке
Профильные трубы используются в качестве материала не меньше, чем круглые трубы. Выполняя монтажные работы с ними, вам также приходится резать, гнуть, точить, варить. Без такого оборудования никак не обойтись.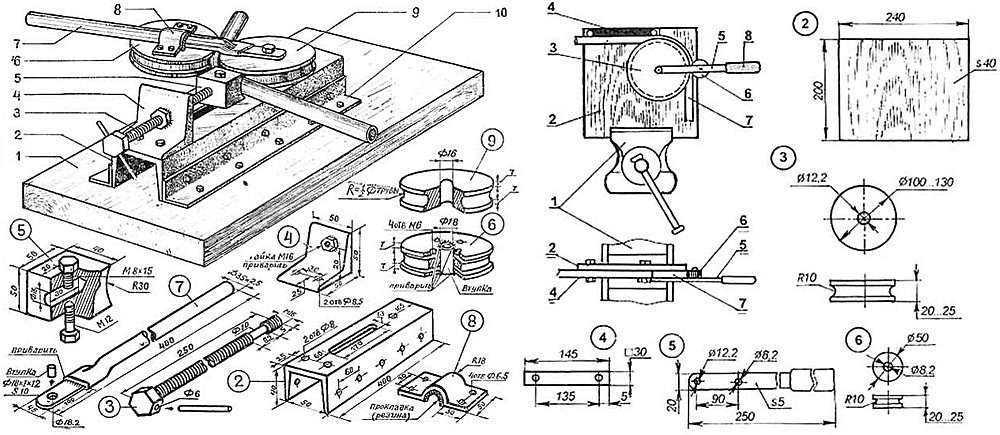
Не всегда есть возможность купить готовые приспособления для слесарных и сантехнических работ, зачастую оборудование приходится делать самому. Например, сделать трубогиб из профильной трубы своими руками под силу каждому. Предлагаем ознакомиться с тремя самыми популярными вариантами и с технологией их возведения.
Содержание статьи:
- Как согнуть профильную трубу без специального инструмента?
- Лучшие варианты самодельных трубогибов для профиля
- Конструкция №1 – трубогиб ручной
- Конструкция №2 – Мощное механизированное устройство
- Конструкция №3 – трубогиб гидравлический
- Трубогиб инструкция
Как согнуть профильную трубу без специального инструмента?
Использование специального инструмента, позволяющего легко и просто сгибать трубы, в том числе и профильные, уже можно считать сантехнической традицией. Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Между тем, за все время слесарной практики был придуман целый ряд простых способов получения загибов без использования специального инструмента.
Смотри – может трубогиб вообще не надо строить. Правда, следует сказать, что такой подход не всегда готов полностью удовлетворить потребности в изгибе. Особенно, если вы хотите согнуть профильную трубу сразу в нескольких местах и под разными радиусами.
Качественно и красиво согнуть профильную трубу проще всего с помощью специальных приспособлений – трубогибов. Но в ряде случаев вполне возможно согнуть профильные трубы самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, без использования какого-либо оборудования:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующим замораживанием;
- применение самодельной оправки;
- обрезка стенки профиля по внутреннему радиусу.
При необходимости гибки профильной трубы в одной, максимум двух точках, удаленных друг от друга, вполне целесообразно применить простые приемы:
- Заполнить внутреннюю область профильной трубы мелким р. песок.
- Плотно закройте концевые части.
- Согните профиль руками по шаблону в нужных местах.
 песок.
песок.Аналогично проводятся работы с трубой, заполненной водой. Но в этом варианте вода должна быть заморожена. Не всегда условия работы позволяют выполнить эту процедуру.
Чтобы согнуть трубу без деформации и по заданному радиусу, достаточно заполнить ее внутреннюю часть обычным речным песком. Этот метод применим для работы с тонкостенными трубами.
Еще один аналогичный метод – использование оправки – стальной пружины чуть меньше внутреннего диаметра самой трубы. Внутрь помещается пружина, после чего выполняется изгиб.
Таким образом, вы можете вручную сгибать тонкостенные трубы. Для профильных изделий с более мощной комплектацией эти способы не подходят.
Профильная толстостенная труба легко гнется методом «нарезки». В качестве инструмента можно взять ножовку по металлу или циркулярную пилу. На гнутой трубе свариваются стыки секций
Толстостенные мощные профили могут изгибаться в одной или двух точках простым способом технологических подрезов. Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Технология предполагает резку небольших участков стенки трубы по внутреннему радиусу (например, болгаркой).
Затем профиль сгибают до соединения стыков границ сделанных подрезов. Места примыкания границ подрезов завариваются с помощью электросварки.
Фотогалерея
Фото
Наличие в арсенале умелого мастера трубогиба позволит сделать много полезных дел по обустройству дачи, квартиры и загородного дома
Гнутый профиль удачно используется при изготовлении всевозможных садовых скамеек и кресел-качалок
Гнутый металлический профиль легко выдержит вес отдыхающих и послужит перилами
Каркас из гнутой профильной трубы в паре с поликарбонатом позволит построить отличный навес для входной группы
Из гнутого профиля выходят отличные фермы для сборки крыши уютной беседки
Металлический профиль, гнутый аркой, лучший вариант для изготовления садовой мебели. Стоит недорого, выглядит отлично, после окрашивания “равнодушна” к осадкам
С помощью ферм из гнутой профильной трубы можно быстро и без проблем построить на участке навес для машины
Домашние мастера, умеющие гнуть профильные трубы и сварки, сможет сделать настоящий шедевр – качели с балдахином и изысканным декором
Дачная скамейка из гнутого профиля
Кресло-качалка с полозьями из гнутой трубы
Перила и ножки из гнутого профиля
Козырек
Уютная беседка с закругленной крышей
Садовая мебель для дачи Обустройство парковки автомобиля
Качели дачные изысканные
Лучшие варианты самодельных трубогибов для профиля
Специальные инструменты – трубогибы – дают больше возможностей для гибочных операций. Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Работа с трубогибом практически не ограничивает потребности конструкторов, использующих в своей работе профильные трубы.
Похоже на одну из многих моделей ручных трубогибов. Инструмент значительно облегчает гибку и позволяет производить обработку армированных профильных труб
Можно гнуть изделия разных размеров, но с учетом всевозможных технических характеристик. Разнообразие модельного ряда трубогибов профильных труб позволяет выполнять работы любой сложности.
Конструкция №1 – трубогиб ручной
В целом конструкция инструмента достаточно проста, а значит доступна для исполнения неподготовленному человеку. Они самостоятельно изготавливают не только малогабаритные мобильные конструкции ручного действия, но и стационарные системы, оснащенные электроприводом.
Для частного использования более актуальны ручные модели. К тому же изготовление ручных устройств несколько дешевле.
Небольшое количество комплектующих, входящих в конструкцию трубогиба для профиля, позволяет собирать такие приспособления самостоятельно.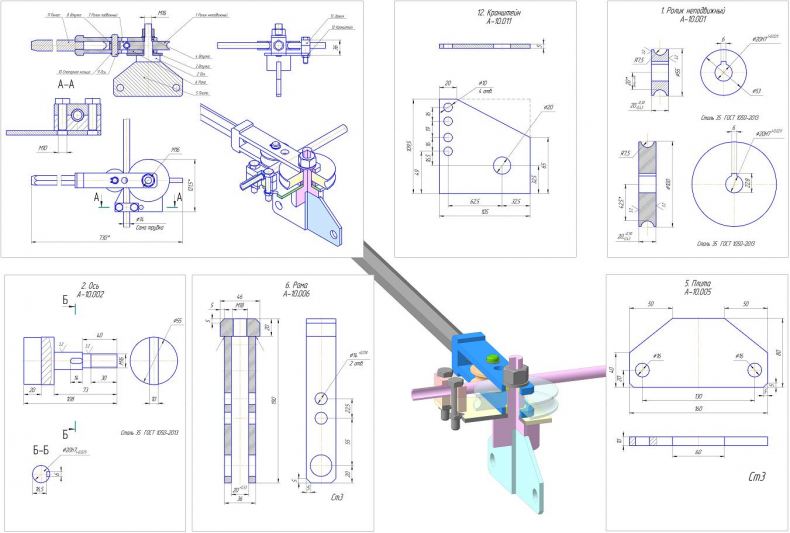 Большинство деталей можно взять от любого старого оборудования
Большинство деталей можно взять от любого старого оборудования
Одна из распространенных схем ручного приспособления, пригодного для изготовления трубогиба, собирается из следующих компонентов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- ручка подачи.
Инструмент работает по принципу прокатного механизма, как и львиная доля других самодельных конструкций. Все детали выполнены из металла, включая опорные и упорные ролики. При этом часть комплектующих (те же ролики) можно сделать и из других материалов. Например, есть самодельные конструкции с роликами из дерева.
Материал рабочих органов является показателем, определяющим, с какими трубами (по толщине стенки и твердости металла) может работать трубогиб.
Конструкция №2 – Мощное механизированное устройство
Ряд самодельных конструкций не ограничивается только ручным инструментом. Ремесленники создают изделия, достойные сравнения с промышленным оборудованием. Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Детали для таких систем легко найти среди хлама технических предприятий или купить задешево на рынке.
Мощный механизированный трубогиб своими руками. В качестве комплектующих брались детали от технических машин различного назначения. Машина работает от электричества
Трубогибы усиленные профильных труб оснащены электроприводом. На таких «станках» без труда гнутся профили разного сечения, имеющие толщину стенок в несколько миллиметров.
На картинке выше пример схемы мощного трубогиба, конструкция которого содержит:
- рама сваренная из швеллеров;
- два металлических прокатных ролика;
- шестерня трехступенчатая;
- металлическая цепь;
- редуктор и электродвигатель с механизмом ременной передачи.
Ролики качения установлены на опорных подшипниковых узлах. Они получают крутящий момент через металлические шестерни, соединенные металлической цепью.
Цепной привод получает основной крутящий момент от редуктора, который, в свою очередь, приводится во вращение валом двигателя. Валы электродвигателя и редуктора через шкивы объединены ремнем.
Валы электродвигателя и редуктора через шкивы объединены ремнем.
Процесс гибки толстостенной профильной трубы на промышленном станке. В качестве привода используется электродвигатель. Радиус изгиба регулируется вручную винтом
Редуктор в схеме машины играет значительную роль – высокий крутящий момент вала двигателя сводится к малому крутящему моменту, передаваемому на шестерни опорных роликов. Поэтому нет необходимости устанавливать на устройство двигатель с малыми оборотами. Здесь подойдет электродвигатель со стандартной конфигурацией 960-1500 об/мин.
Все детали конструкции смонтированы на металлическом каркасе из швеллерных обрезков. Крепление деталей к раме осуществляется простым способом – болтами или сваркой. Для установки такой машины всегда найдется место на дачном участке, во дворе частного дома, в гараже для личного транспорта.
Конструкция №3 – гидравлический трубогиб
Электроприводная установка – это действительно мощная машина. Но еще более мощной является конструкция, оснащенная автомобильным домкратом.
Схема отличается непревзойденной простотой. Но в то же время характеристики устройства впечатляют. С помощью этого станка гнутся профильные трубы, которые не всегда удается согнуть даже электрическому трубогибу.
Удачный пример гидравлического трубогиба для обработки профильной трубы. Здесь в качестве силовой гидравлики используется обычный автомобильный домкрат
Пошаговый инструктаж по сборке гидроконструкции самодельного трубогиба для профильных труб начинается с подбора деталей.
Слесарю потребуется:
- три секции широкого швеллера;
- три секции узкого канала;
- замок-петля;
- три ролика на подшипниковых узлах;
- рукоятка подачи с закрепительной втулкой;
- автомобильный домкрат.
На швеллерах все детали скреплены болтами. Два верхних канала соединены друг с другом через петлевой замок. При этом один из швеллеров жестко закреплен на основании, а второй оставлен в «свободном» состоянии и поднимается или опускается в горизонтальной плоскости штоком домкрата.
Ось опорного ролика, выходящая с одной стороны подшипникового узла, соединена с рукояткой подачи через металлическую втулку. Соединение фиксируется шпилькой.
Схема приспособления для гибки профильных труб с использованием автомобильного домкрата. 1,2,3 – металлический швеллер; 4 – упорный и опорный катки; 5 – соединительная петля; 6 – автомобильный домкрат
Принцип работы конструкции с домкратом несколько отличается от рассмотренных выше вариантов схемой регулировки радиуса изгиба.
Если в предыдущих установках для регулировки использовался шпиндель, который перемещает опорный ролик по вертикальной оси, то здесь шпиндель приводится в действие «плавающим» каналом, который перемещается домкратной тягой. Такая система требует даже меньше ресурсов для сборки, чем конструкция с электроприводом.
Следующая фотоподборка ознакомит вас с процессом сборки простого листогиба с домкратом:
Фотогалерея
Фото
Перед сборкой листогибочного станка необходимо подготовить участок швеллера, который будет служить как его основа.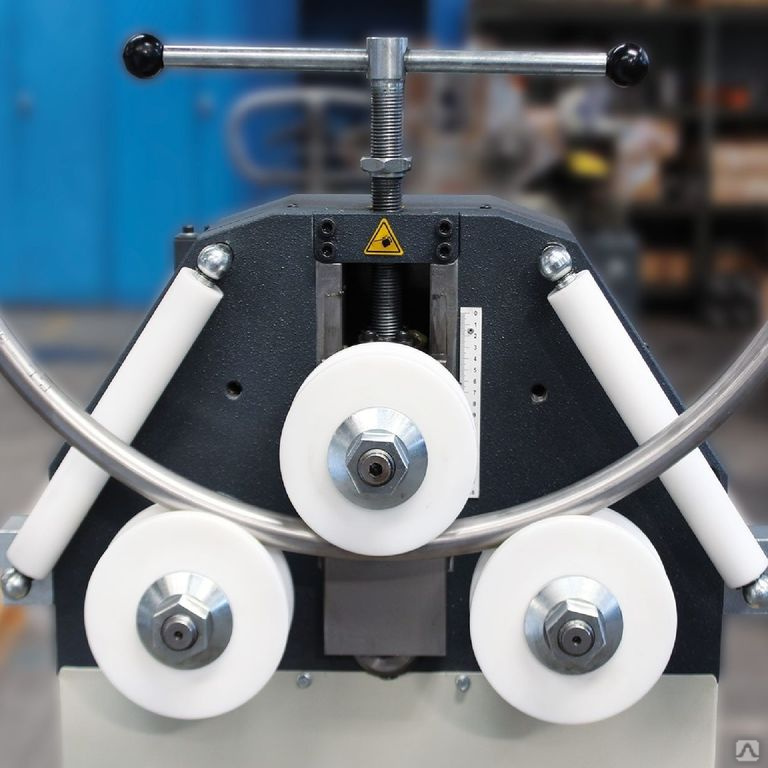 Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Желательно зачистить его шлифовальной машинкой с металлической щеткой, а затем покрыть краской, защищающей от ржавчины. На зачищенной поверхности отмечаем
Для установки боковых валков привариваем две пары стоек из профильной трубы. Пара нужна на случай изгиба с разными радиусами. Сами валки изготавливаем из стального круга диаметром 40 мм, оснащаем их подшипниками
Для того, чтобы можно было домкратом менять положение бокового валка по высоте, отпиливаем одну из частей станины болгаркой и привариваем петлю через разрез
Проверяем насколько свободно движется подвижная часть станины. Смотрим, не смещено ли его положение относительно оси. При необходимости исправьте или переделайте
Для установки центрального валка привариваем две высокие стойки. Валок изготовлен из стального круга, подшипники поставляем как и боковые валки
Центральный валок размещаем с учетом того, что с лицевой стороны к нему будет прикреплена рукоятка рычага, необходимая для совершения вращательных движений
С «нерабочей» стороны закрепляем упором центральный валок, чтобы при вращении он не смещался по поперечной оси, т. е. чтобы он не вылетал из стойки
е. чтобы он не вылетал из стойки
К центральному ролику с рабочей стороны привариваем металлическую ручку, которая будет приводить установку в движение
Шаг 1: Подготовка основания для сборки трубогиба
Шаг 2: Установка боковых роликов
Шаг 3 : устройство подвижной части станины
Этап 4: Проверка перемещения подвижной части основания
Этап 5: Приварка подставки для основного валка
Этап 6: Установка центрального валка на стойки
Шаг 7: Фиксация центрального ролика
Этап 8: Присоединение ручки для вращения рулона
Самодельный трубогиб используется при выполнении различных работ в дачном хозяйстве. Чаще всего его используют для изготовления арок, из которых собирается теплица.
Владелец самодельного трубогиба легко изготовит все конструктивные части теплицы за один день:
Фотогалерея
Фото
С помощью вышеописанного трубогиба можно согнуть профиль от 10 до 40 мм. Выбрав подходящий материал, загибаем арки, количество которых должно быть кратно 80-85 см
Переднюю арку собираем таким образом, чтобы предусмотреть место для установки двери и вентиляционного устройства.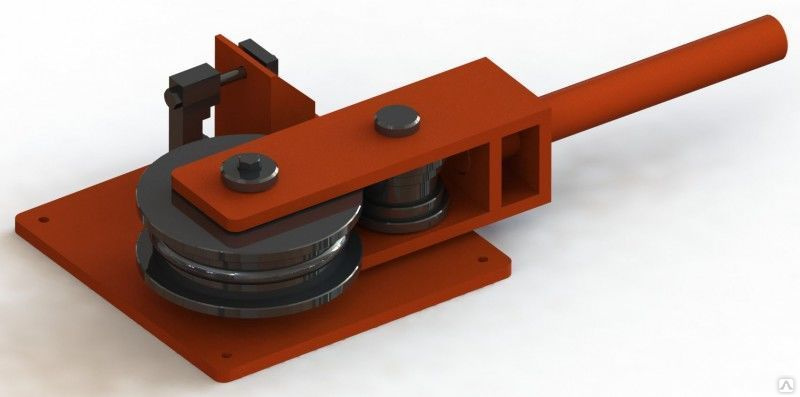 Сварка деталей
Сварка деталей
Прикрепляем поликарбонат к передним аркам перед монтажом, разрезая по факту на стройплощадке. Перед креплением прозрачного кожуха сверлим отверстия под шурупы в арках
После сборки каркаса и торцевых арок с обшивкой и обычных арок прикрепляем поликарбонат к гнутому профилю
Этап 1: Гибка труб для изготовления арок
Этап 2: Сборка передней и задней арки
Этап 3: Крепление поликарбоната к торцевым аркам
Этап 4: Крепление поликарбоната к установленным аркам
Инструкция по трубогибу
Технология не требует специальных навыков. Но в зависимости от типа используемого гибочного станка процедура складывания может сопровождаться определенными нюансами.
Для понимания разберем пример работы с ручным трубогибом, оснащенным винтом регулировки радиуса изгиба:
- Профильная труба нарезается до нужного размера.
- Ролик упорный трубогиба устанавливается в исходное положение.
- Профиль размещается в пространстве между роликами (упор на верхней части трубы, поддерживающий нижнюю часть трубы).
- Регулировочным винтом упорный ролик с некоторым усилием прижимается к трубе.
- С помощью рукоятки подачи профильная труба перемещается вперед и назад с коротким ходом.

Короткий ход трубы и зажим с регулировочным винтом выполняют до получения необходимого радиуса изгиба.
Начинающему слесарю перед началом работы с трубогибом желательно пройти специальный инструктаж. Прибор прост в использовании, но все же требует понимания процесса.
Аналогичный инструктаж применим и для трубогибов профильных труб, конструкция которых выполнена на базе электропривода или гидравлики. Но в этом случае требуется некоторый практический опыт управления отмеченными накопителями.
Полезные советы для «первопроходцев»
Тем, кто впервые столкнулся с гибкими профилями, рекомендуется рассмотреть некоторые особенности технологии обработки данного вида труб. Например, опытные мастера никогда не жертвуют качеством гибки ради экономии времени.
Разумнее сделать несколько слабых нажатий регулировочным винтом и несколько проходов по роликам, чем делать все сразу. Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Такой подход полностью исключает деформацию профильной трубы и значительно снижает нагрузку на приводы (или на мышцы мастера).
Изготовлен шаблон для необходимого радиуса изгиба трубы. Аналогичные выкройки изготавливаются для профильных труб.
Рекомендуется работать с роликами в конфигурации, соответствующей профилю трубы. Так, если есть соответствие между величиной ширины ролика и величиной поперечного сечения профиля, изгиб будет точным и аккуратным. Кроме того, мастеру не придется периодически корректировать движение трубы от центра опорного ролика к его крайней границе.
Перед началом операции гибки профильной трубы желательно изготовить шаблон под заданный радиус изгиба. Если шаблон по каким-либо причинам сделать не удается, можно ограничиться расчетом расстояния, полученного между двумя контрольными точками после сгиба трубы. Зная расчетные показатели, заготовку можно согнуть трубогибом без периодических контрольных замеров, сократив тем самым время работы.
Выводы и полезное видео по теме
Из видео вы можете узнать, как выглядит самодельный трубогиб на кровати.
Работать с трубами профильной формы приходится довольно часто в условиях проводки дома или загородного дома. Поэтому наличие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, этот инструмент несложно изготовить самостоятельно. А сделав такой дизайн, его легко освоить и периодически применять.
Пожалуйста, пишите комментарии в блоке ниже. Расскажите о том, как вы согнули профильную трубу своими руками. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.
Как легко изготовить тормозные и топливопроводы своими руками
| Практическое руководство — двигатель и трансмиссия
Есть что-то такое приятное в изготовлении запасных частей для маслкаров.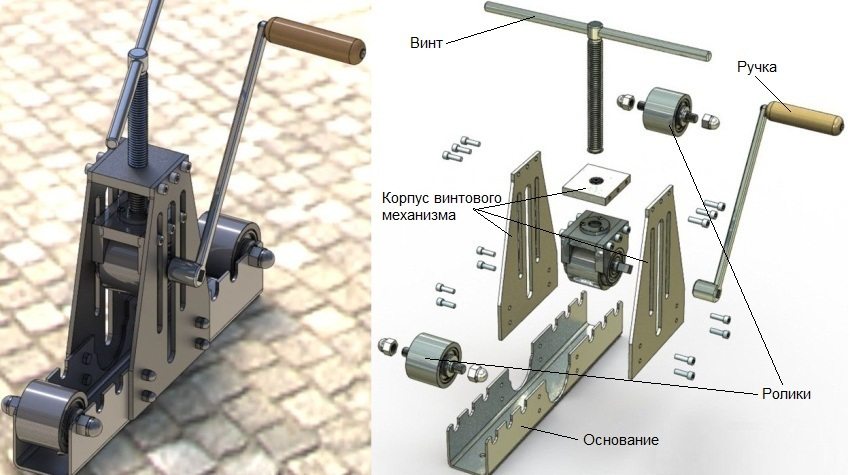 Это идеальный способ персонализировать свою поездку, делая то, что никто другой не делал так же. Возьмем, к примеру, гибку и развальцовку труб. Это то, что вы можете сделать сами в своем домашнем гараже и чувствовать себя хорошо, когда работа будет сделана. Прелесть гибки и развальцовки нестандартных труб заключается в возможности проложить тормозные и топливные магистрали там, где вы хотите, или, для удобства, выбрать предварительно согнутые магистрали, готовые к быстрому креплению болтами, которое вы можете сделать за выходные.
Это идеальный способ персонализировать свою поездку, делая то, что никто другой не делал так же. Возьмем, к примеру, гибку и развальцовку труб. Это то, что вы можете сделать сами в своем домашнем гараже и чувствовать себя хорошо, когда работа будет сделана. Прелесть гибки и развальцовки нестандартных труб заключается в возможности проложить тормозные и топливные магистрали там, где вы хотите, или, для удобства, выбрать предварительно согнутые магистрали, готовые к быстрому креплению болтами, которое вы можете сделать за выходные.
Похожие: Любите технологии и все, что касается автомобилей? Ознакомьтесь с Engine Masters в приложении MotorTrend, организованным Дэвидом Фрейбургером и соведущим Стивом Брюле, в котором представлены испытания деталей и перестрелки между двигателями. Зарегистрируйтесь сегодня для бесплатной пробной версии!
Classic Tube предлагает рулоны стальных, нержавеющих и алюминиевых трубок, которые можно сгибать и развальцовывать по своему вкусу. Это имеет смысл, если вы восстанавливаете малоизвестный маслкар, для которого Classic Tube может не иметь предварительно изогнутых линий. У вас также есть возможность отправить ваши существующие тормозные и топливные магистрали в Classic Tube, где они будут использоваться в качестве шаблона для создания новых магистралей. Если у вас нет старых линий, вы можете отправить Classic Tube свои спецификации, и компания согнет и сформирует линии по вашему чертежу.
Это имеет смысл, если вы восстанавливаете малоизвестный маслкар, для которого Classic Tube может не иметь предварительно изогнутых линий. У вас также есть возможность отправить ваши существующие тормозные и топливные магистрали в Classic Tube, где они будут использоваться в качестве шаблона для создания новых магистралей. Если у вас нет старых линий, вы можете отправить Classic Tube свои спецификации, и компания согнет и сформирует линии по вашему чертежу.
Перед началом работы
Инструменты для гибки и развальцовки труб можно приобрести в различных магазинах, включая Harbour Freight Tools и The Eastwood Company. Инструменты для гибки и развальцовки рассчитаны на любой бюджет. Мы покажем вам несколько и как их использовать. Когда вы изготавливаете линии, очень важно не торопиться и делать все правильно. Косые и неполные раструбы могут стоить вам времени и утечек.
Нержавеющая сталь тверже оцинкованной стали и, следовательно, более сложная. Вы можете рассчитывать на то, что наткнетесь на лом нержавеющей стали, когда будете изучать веревки. Тем не менее, нержавеющая сталь практически никогда не подвергается коррозии и прослужит дольше любого другого материала, поэтому обучение того стоит. С нержавеющей сталью нужно обращаться иначе, чем с обычной оцинкованной сталью, потому что это гораздо более твердый материал. Концы линии должны быть полностью свободны от заусенцев и дефектов. Некоторые опытные профессионалы в области гибки труб предлагают использовать ножовку вместо трубореза, потому что труборез закаляет нержавеющую сталь, что затрудняет получение правильного развальцовки. Также практически невозможно получить хороший двойной раструб из нержавеющей стали. При гибке нержавеющей стали необходимо соблюдать особую осторожность.
Вы можете рассчитывать на то, что наткнетесь на лом нержавеющей стали, когда будете изучать веревки. Тем не менее, нержавеющая сталь практически никогда не подвергается коррозии и прослужит дольше любого другого материала, поэтому обучение того стоит. С нержавеющей сталью нужно обращаться иначе, чем с обычной оцинкованной сталью, потому что это гораздо более твердый материал. Концы линии должны быть полностью свободны от заусенцев и дефектов. Некоторые опытные профессионалы в области гибки труб предлагают использовать ножовку вместо трубореза, потому что труборез закаляет нержавеющую сталь, что затрудняет получение правильного развальцовки. Также практически невозможно получить хороший двойной раструб из нержавеющей стали. При гибке нержавеющей стали необходимо соблюдать особую осторожность.
Нас снова и снова спрашивали, какие развальцовки использовать для тормозных и топливопроводов. В обоих случаях у вас должно быть двойное расширение на 45 градусов, особенно с тормозными магистралями, которые всегда имеют двойное расширение, чтобы выдерживать экстремальные давления, существующие в гидравлической тормозной системе. Фитинги AN получают раструб на 37 градусов. Когда вы нажимаете на тормоз, ваш главный цилиндр прикладывает порядка 1800 фунтов на квадратный дюйм к магистралям, фитингам, суппортам и колесным цилиндрам. Обязательно используйте двойной раструб на каждом конце линии и фитинге.
Фитинги AN получают раструб на 37 градусов. Когда вы нажимаете на тормоз, ваш главный цилиндр прикладывает порядка 1800 фунтов на квадратный дюйм к магистралям, фитингам, суппортам и колесным цилиндрам. Обязательно используйте двойной раструб на каждом конце линии и фитинге.
При развальцовке тормозных и топливопроводов рекомендуется использовать смазку на головке развальцовки и на конце трубопровода. Это делает движение более плавным, когда вы расширяете кончик. Для тормозных магистралей используйте тормозную жидкость в качестве смазки. Для топливопроводов используйте моторное масло с низкой вязкостью или даже WD-40 в качестве смазки для развальцовки. В магистрали гидроусилителя руля в качестве смазки подается жидкость для гидроусилителя руля или автоматической коробки передач. Короче говоря, используйте смазку, совместимую со средой, которую будут нести ваши лески.
Как согнуть и развальцевать тормозные магистрали: шаг за шагом
1. Промышленность предлагает широкий ассортимент инструментов для гибки и развальцовки труб. Инструменты для двойного развальцовки можно приобрести в Harbour Freight Tools по цене от 12 до 22 долларов. По возможности выбирайте более дорогие инструменты, потому что обычно вы получаете то, за что платите. Многоголовый развальцовщик слева стоит довольно дорого. Однако, если вы производите много линий, особенно из нержавеющей стали, это хорошая инвестиция.
Промышленность предлагает широкий ассортимент инструментов для гибки и развальцовки труб. Инструменты для двойного развальцовки можно приобрести в Harbour Freight Tools по цене от 12 до 22 долларов. По возможности выбирайте более дорогие инструменты, потому что обычно вы получаете то, за что платите. Многоголовый развальцовщик слева стоит довольно дорого. Однако, если вы производите много линий, особенно из нержавеющей стали, это хорошая инвестиция.
2. Слева – готовая двойная раструба топливопровода. Справа тормозная магистраль с пузырчатым факелом, еще не доведенным до двойного 45-градусного факела. Есть два шага к сжиганию. Первый шаг — это пузырьковая вспышка. Во-вторых, когда мы сворачиваем стороны в двойную вспышку, как вы видите слева.
3. Если вы подумываете об использовании ножовки или отрезного диска для резки линий, вот более цивилизованный подход (если только вы не работаете с трубами из нержавеющей стали). Труборез аккуратно врезается в линию, как показано на рисунке. Медленно увеличивайте давление на диск и леску, вращая фрезу вперед-назад на 360 градусов, пока леска не порвется.
Медленно увеличивайте давление на диск и леску, вращая фрезу вперед-назад на 360 градусов, пока леска не порвется.
4. Труборезы позволяют очистить внутренний диаметр, как показано, перед развальцовкой труб. Вы хотите удалить все рваные края до того, как начнется развальцовка.
5. Обработайте концы трубок, как показано, наждачной бумагой с зернистостью 240, чтобы получить гладкий раструб.
6. Семь раз отмерь, один раз отрежь. Позвольте себе достаточную длину, включая изгибы, прежде чем резать. Вы можете использовать проволоку для вешалок в качестве шаблона между соединениями (так же, как это делают в вытяжных магазинах), чтобы не тратить дорогие трубки впустую.
7. Гибка труб начинается с совмещения референтной метки с нулевой отметкой и гибки от этой метки.
8. Медленно согните леску, как показано, на желаемое количество градусов. Проверьте посадку и при необходимости согните больше.
9. Перед началом развальцовки концы лески должны быть аккуратно обрезаны, как показано на этом рисунке, без заусенцев и других неровностей.
10. Обычному домашнему гаражу маслкара не понадобится этот многоголовый инструмент для развальцовки профессионального уровня. Однако, если вы собираетесь много развальцовывать или оснащать свою поездку нержавеющими трубами, профессиональный инструмент для развальцовки просто необходим. Мы собираемся показать вам, как его использовать.
11. Первое, что нужно сделать при развальцовке, это использовать соответствующую головку. Эта матрица выполняет первоначальный раструб пузыря, при котором первая стенка двойного раструба под углом 45 градусов закатывается внутрь.
12. Это первоначальный раструб пузыря, созданный первой 3/8-дюймовой матрицей, которая устанавливает стенки для закатки под углом 45 градусов.
13. Второй кубик сворачивает стены в раструб под углом 45 градусов, где двойной раструб выглядит так. У вас должна получиться идеальная вспышка на 360 градусов. Любые нарушения недопустимы.
У вас должна получиться идеальная вспышка на 360 градусов. Любые нарушения недопустимы.
14. Бюджетные трубогибы справятся с задачей, если наличных денег мало.
15. Это бюджетный инструмент для развальцовки от Harbour Freight Tools. Настройте раструб, расширив линию на ширину штампа.
16. Сначала выполняется пузырьковая вспышка. На этом шаге выполняется первоначальное свертывание.
17. Стены переворачиваются и, в конечном счете, загибаются, образуя двойной раструб под углом 45 градусов.
18. На последней матрице раструб закручивается внутрь для получения двойного раструба под углом 45 градусов, обязательного для тормозных и топливных магистралей.
19. Легко забыть установить фитинг перед развальцовкой. Сначала подгонка линии, затем раструб.
20. У вас очень ограниченный бюджет? Используйте большую головку для гибки труб.