Особенности и способы гибки профильных труб по радиусу своими руками
Профильный трубопрокат представлен изделиями, которые имеют поперечное сечение разнообразной формы. К ним относятся круглые, плоскоовальные, квадратные и овальные трубы. Такой ассортимент продукции предоставляет возможность создавать легкие арочные конструкции разнопланового назначения. Они используются как в бытовых сооружениях, так и в производстве. К наиболее востребованным профилям относятся квадратные изделия. Гнутая профильная труба такого сечения позволяет легко закрепить на плоской стенке любое внешнее покрытие. Перед тем как в домашних условиях заняться гибкой профильных труб, следует ознакомиться с их техническими параметрами и методами работы.
Основные сложности при гибке профильного проката
Выпускаемые промышленностью профильные трубы имеют определенные геометрические параметры, являющиеся определяющим фактором для их пластических возможностей. От толщины стенок металлопроката и поперечной площади зависит допустимый минимальный радиус изгиба. Этот параметр дает значение закругления профтрубы без ее механического повреждения.
При механическом воздействии на изделия из металлического проката им придается полный или же частичный изгиб. На металлопрофиль в этом случае действует сила сжатия (на внутреннем участке) и сила растяжения (на наружной поверхности). Именно они и вызывают основные сложности при изгибании металлопрофиля, которые выливаются в следующие проблемы:
- сегменты трубного материала при сгибании металлопрофильного изделия могут утратить свою соосность, что приведет к расположению участков трубного проката в разных плоскостях;
- наружная стенка профильного проката в процессе растяжения может лопнуть под воздействием повышенной нагрузки;
- на внутренней части изгибаемого профиля могут появиться складки, напоминающие гофру.
Для профтруб с высотой (h) до 20 мм длина сгибаемого участка должна быть более 2,5×h. Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Металлопрокат с профилем высотой более 20 мм безболезненно загибается на участках с минимальной длиной 3,5×h. Определение радиусов минимального изгиба можно определить по таблице.
Правильно проведенный технологический процесс позволит получить идеально ровный загиб проката и не даст изделию получить смятие или же лопнуть. Выбрав подходящий вариант технологии, необходимо учесть геометрические параметры, а также характеристику материала изделия. Согнуть профильную трубу можно двумя методами: с предварительным нагревом и в холодном состоянии.
Использование предварительного нагрева
Данную операцию проводят для изделий, имеющих профиль высотой более 40 мм. Внутрь профтрубы засыпается песок, и устанавливаются на торцах деревянные заглушки. Сыпучий материал позволит металлу получить равномерный прогрев по всей длине. В одной из заглушек делаются специальные отверстия для отвода образующегося при нагревании газа.
Песок для наполнения металлопрофиля используется очищенный, со средней зернистостью. Если таковой отсутствует, подойдет и материал из дворовой песочницы, который необходимо предварительно подготовить. Для начала он просеивается сквозь сито, имеющее ячейки не более 2,5 мм для удаления мелких камешков и гравия. Чтобы получить качественный наполнитель, его дополнительно пропускают через ячейки с размером до 0,7 мм. Этот процесс исключит спекание пылевых включений в песке при нагреве. Подготовленный материал прокаливается при температуре + 150 °С. В процессе засыпки песка в трубу, рекомендуется проводить постукивание по поверхности для лучшего распределения сыпучего материала.
Перед тем как изогнуть профиль для теплицы своими руками, необходимо обеспечить безопасность выполняемых работ. Используйте специальные рукавицы из плотного брезента, которые защитят руки от соприкосновения с горячим металлом, а также расположите неподалеку средства пожаротушения. Участок изделия, который необходимо гнуть, предварительно отжигается. Сам металлопрофиль крепится в специальном зажиме или же в тисках вместе с заготовленным шаблоном. Имеющийся на прокате стыковочный сварной шов должен обязательно находиться на боковой части изделия. Это защитит его от чрезмерных нагрузок при сжатии или же растяжении материала.
Имеющийся на прокате стыковочный сварной шов должен обязательно находиться на боковой части изделия. Это защитит его от чрезмерных нагрузок при сжатии или же растяжении материала.
Предварительно обозначенный мелом участок нагревается докрасна горелкой. Полностью прогретый металлопрофиль медленно и плавно сгибается за один подход. Прикладываемые усилия должны находиться строго в одной плоскости (горизонтальной или же вертикальной). Остывшее изделие сравнивается с шаблоном, после чего из него удаляется песчаный наполнитель.
Этот способ, которым легко пользоваться в гараже, применяется при необходимости получения единичного углового изгиба. При многократном нагреве металлоизделия будет снижаться его прочность. Это следует учесть при подготовке своими руками в домашних условиях разнообразных деталей арочной конструкции беседки, теплицы, навеса или же другого сооружения.
Гибка в холодном состоянии
Гнутый металлопрофиль при применении холодной технологии получается при его высоте до 40 мм. Согнуть такой прокат можно как ручным, так и механизированным способом. При размере металлопрофиля до 10 мм нет необходимости в его наполнении песком. Выгнуть профтрубу без использования предварительного нагрева можно с помощью дополнительных приспособлений. Для тонкостенных изделий небольшого размера применяется гибкая пружина, помещаемая внутрь. Она позволяет изогнуть металлопрокат без его механического повреждения.
Перед тем как согнуть трубный профиль, края пружины фиксируются проволокой на концах трубы. Это закрепит ее внутри изделия и не даст выскочить при механическом воздействии. При этом самом простом методе необходимо соблюдать главное условие: пружина должна иметь размер лишь немного меньший внутренней части трубы. Загнуть профтрубу таким способом получится без повреждений металла. Правильно подобранный размер пружины позволит ее извлечь по окончании процесса быстро и легко.
Наличие трубогиба позволит проводить работы с продукцией минимального размера профиля 10 мм и максимального до 40 мм. Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Перед тем, как согнуть профиль для теплицы своими руками, определяется метод работы с металлом. Небольшой простейший эксперимент покажет, необходимо ли будет предварительно нагревать металл или же нет. Для этого трубный конец зажимается тисками, а на другой надевается профиль с большим внутренним размером. Если получается вручную заставить согнуться стальной прокат, можно выполнять работу без использования предварительного нагрева. Помимо ручного или же электрического профилегиба, используются многочисленные оправки и гибочные столы. Они подходят для получения дуги алюминиевых или же стальных металлопрофилей с максимальной высотой до 10 мм.
Использование трубогиба
При значительных объемах для получения загнутого металлопрофиля потребуется особый станок – профилегиб. С его помощью гибка разнообразных профильных труб происходит легко и быстро. Применяя трубогиб, можно подготовить легкий каркас под козырек, парник или же другую дачную конструкцию. На стенках профиля удобно закрепится листовой металл или же профнастил.
Мощный универсальный станок гибочного типа понадобится для работы с трубами большого сечения. Конструктивно он состоит из трех валиков, из которых два имеют неподвижную фиксацию. Изменяющееся положение третьего ролика заставляет сгибаться изделие под нужный радиальный размер. Приводом этого мощного приспособления служит цепная передача и вращаемая оператором рукоятка.
Предлагаемые в магазинах трубогибы имеют ручной привод, гидравлический, а также электрический, в которых гибка профиля по радиусу производится с высокой точностью. К наиболее мощным ручным профилегибочным станкам, которые позволяют загнуть большую профильную трубу, относится ПГ-6. Это приспособление может одновременно сгибать комплект профилей шириной до 120 мм.
Наличие большого количества вариантов трубогибочных устройств предоставляет возможность для их полноценного использования при изготовлении многочисленных изделий. С их помощью создаются тепличные каркасы, навесы и многочисленные арочные стальные конструкции. Они позволяют получать согнутую на определенный градус профтрубу, изогнутый в дугу металлопрофиль, а также круг.
Они позволяют получать согнутую на определенный градус профтрубу, изогнутый в дугу металлопрофиль, а также круг.
Изготовление профилегиба самостоятельно
Изготовление профилегибочного устройства своими руками позволит значительно сэкономить личные средства. Используя чертежи и специальные видео, процесс создания приспособления не займет много времени. Наличие чертежей предоставляет возможность к стандартной конструкции добавить некоторые усовершенствования. Представленные изображения и размеры для самостоятельного изготовления профилегиба можно корректировать под личные потребности.
гидравлические и самодельные ручные трубогибы для сгибания по радиусу
Изготовление различных изделий требует применения деталей, изогнутых по различным радиусам. Может ли осуществляться гибка профильной трубы своими руками, и какое оборудование для этого требуется? Об этом и поговорим.
Гнуть неподготовленные трубы достаточно сложно, даже при использовании специальной техники. Кроме того, не исключается возможность деформации сечения трубы, сплющивание и другие неприятные моменты. Лучше всего, если гибка при помощи трубогиба или другого устройства простейшей конструкции будет осуществляться с предварительной подготовкой детали.
Заморозка может применяться в зимний период или при наличии у вас доступа к промышленным холодильным установкам, в который можно поместить заготовку.
Операция подготовки проста: глушите один край трубы, наполняете водой, закрывает второй торец. Заготовка выносится на мороз или отправляется в камеру. Замерзшая деталь изгибается проще, при этом не деформируется.
Другой метод состоит в том, что труба заполняется обычным песком, глушится (заглушки должны по длине не менее чем вдвое превышать диаметр трубы). После этого, высверливается несколько небольших отверстий для выхода газов, которые образуются в результате нагрева, если этого не сделать, труба может деформироваться.
После этого отмеченный участок изгиба разогревается паяльной лампой и протягивается через выбранный трубогиб. Качество получаемого изгиба будет на высшем уровне, при этом гибка трубы (профильной или круглой) выполняется гораздо легче.
Современные модели устройств для изгиба труб позволяют выполнять операцию без предварительной подготовки трубы.
Основные достоинства устройств для изгиба профиля
Раньше изгиб труб выполнялся вручную, при этом один край заготовки жестко закреплялся, а разогретая труба огибалась вокруг подготовленного шаблона. Такой метод для профилированных труб практически неприменим.
Использование механических устройств позволяет значительно упростить процедуру сгибания труб, они обеспечивают следующие преимущества:
- Возможность отказаться от сварки и дополнительных фитингов при монтаже различных коммуникаций.
- Конструкции, сделанные из цельных труб, смотрятся гораздо привлекательней, они широко применяются в декоративных целях.
- Трубогибы для профильных труб позволяют получать изделия с точным соблюдением требуемых размеров.
- Сгибание труб не осложняется появлением заломов и сплющивания, это позволяет сохранить все технические качества материала.
- Кроме всего прочего, данные приспособления позволяют снизить необходимые усилия для изгиба, а применение электрического привода практически исключает необходимость ручного труда.
Выбор оборудования
Оборудование, которое вам понадобится для изгиба труб, требуется выбирать, исходя из материала и сечения заготовок.
Для медных труб можно применять простейшие ручные устройства. Ручные трубогибы рычажные, гидравлические отлично справляются со стальными трубами диаметром до 3 дюймов (в зависимости от модели).
Для изгиба профилированных труб требуется прикладывать достаточно большие усилия. Поэтому гибка профильных труб под заданный радиус должна выполняться при помощи устройств, предназначенных для такого типа изделий. Кстати, на таких же механизмах осуществляется изгиб толстостенных бесшовных труб круглого сечения.
Отечественные устройства для изгиба труб в домашних условиях ни в чем не уступают импортным аналогам, поэтому рассмотрим предлагаемые промышленностью модели.
Профилегиб ПГ-1 и ПГ-2
Самый популярный ручной трубогиб для изгибания профильных труб – ПГ-1, в этом немалую роль сыграла его сравнительно невысокая стоимость (400-500 долларов). Представляет собой переносное оборудование, которое позволяет выполнять операции непосредственно на месте ведения работ по монтажу. Позволяет гнуть алюминиевые, медные, стальные трубы сечением до 40х40 мм.
Конструкция состоит из трех роликов, закрепленных на станине. Протяжка трубы осуществляется центральным (прижимным) роликом, который проворачивается при помощи рукоятки.
Ручной трубогиб для профильной трубы ПГ-2 отличается усиленной конструкцией. С его помощью можно гнуть профиль сечением до 60х30 мм. Принцип привода такой же, как и у ПГ-1 – верхний приводной ролик, сама конструкция всех вращающихся элементов позволяет менять их ширину под определенный размер трубы.
Наружное расположение роликов позволяет гнуть из труб даже кольца, что невозможно при внутренней компоновке.
Стоимость такого устройства значительно выше, она составляет 700-800 долларов.
Трубогиб ПГ-2
Существуют и другие профилегибы (роликовые трубогибы), но данные модели получили наибольшее признание.
Самодельные станки
 При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.
При этом самодельный станок для гибки профильных труб с электрическим приводом может стоить дешевле ручных устройств, выпущенных на заводах.Станина станка должна выдерживать значительные нагрузки, поэтому ее лучше сделать из металлического швеллера. Позаботьтесь о ее надежном креплении к фундаменту, в идеале это должно быть сделано анкерованием.
Комплект валов, рабочих органов станка, может сделать любой токарь. Устанавливать их на станину необходимо с применением подходящих подшипников. Механизм привода валов может быть различной конструкции, применяется шестеренчатая и цепная передача. В качестве последней можно применять цепи газораспределительного механизма легкового автомобиля. Натяжитель для цепи применяется стандартный, автомобильный.
В некоторых случаях используется ременная передача, но она не очень надежна при значительных нагрузках, существует возможность проскальзывания ремней.
Для возможности изгибать заготовки по различным радиусам, самодельный трубогиб для профильных труб оснащается подвижным верхним роликом. Он монтируется на направляющих из металлических уголков. Регулировка положения верхнего ролика может осуществляться различными способами, чаще всего для этой цели применяют специальный винт.
Привод может быть ручным (вращаете ручку и протягиваете трубу) или электрическим, который избавит вас от необходимости прилагать какие-либо усилия. При установке такого привода необходимо позаботиться о наличие защитного кожуха, который будет закрывать механизм привода, это является обязательным требованием с точки зрения безопасности.
Подобные устройства позволяют эффективно выполнять изгиб профильных труб, имеющих большие сечения. Собрав и установив такой станок у себя в мастерской, вы можете быть уверены, гибка труб (профильных или круглых) перестанет быть для вас проблемой. С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
С его помощью вы сможете сделать каркас под теплицу, изготовить оригинальный навес над крыльцом или любую другую необходимую конструкцию.
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки. Осложнения состоят в том, что:
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями.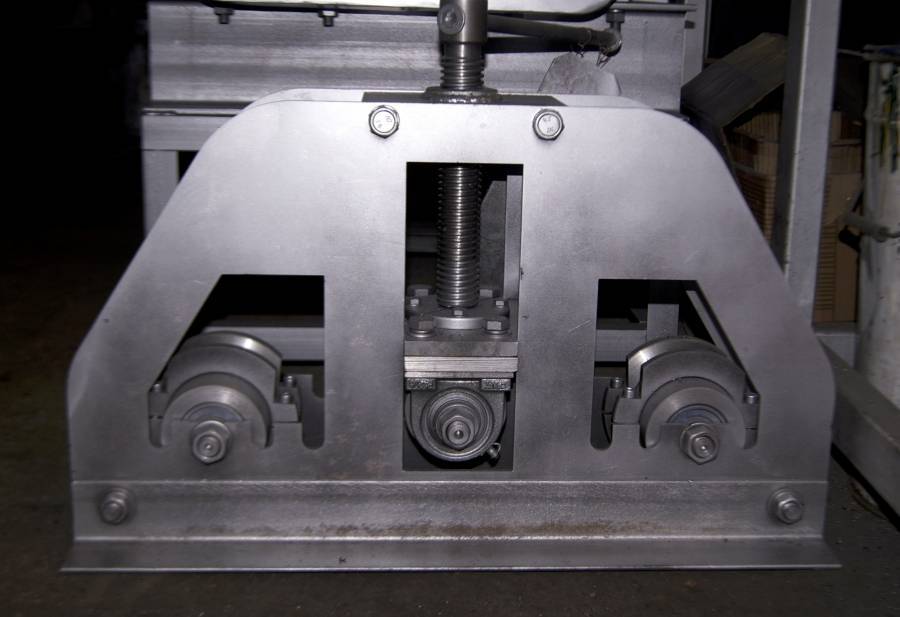 Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии. Нагрев газовой горелкой ощутимо увеличит пластичность. Однако материал небольшого сечения превосходно гнется и без лишнего температурного воздействия, потому что тонкие трубы достаточно пластичны и легче поддаются приложенному к ним усилию.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы. Для этого нужно зажать один конец материала в тисках. На второй конец надеть трубу размером побольше, чем высота профиля, и потянуть за увеличенное подобным образом «плечо». Если получилось, нагревать металлические изделия нет смысла.
Если получилось, нагревать металлические изделия нет смысла.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель. В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
- прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме.
 Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать; - раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
 Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы.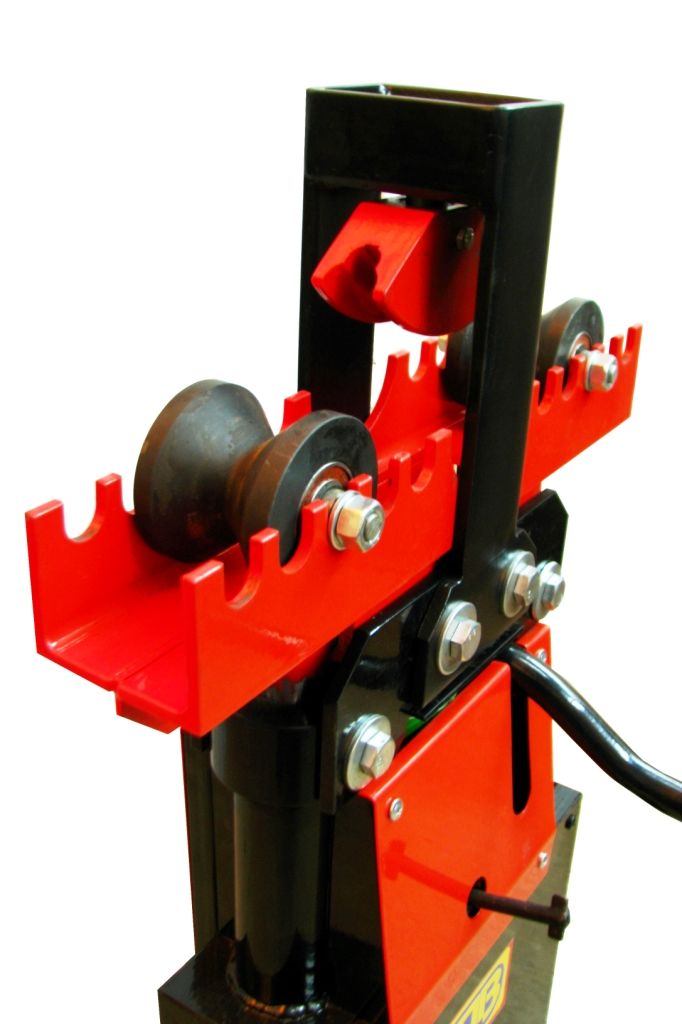 Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Оцените статью: Поделитесь с друзьями!Способы гибки профильной трубы своими руками
При сгибании профильной трубы следует соблюдать правила техники безопасностиИзготовление трубопровода из металлопрофиля и других изделий из таких элементов может потребовать их гибки. Это обусловлено тем, что не всегда подобные конструкции имеют идеально ровные детали. Очень часто для создания необходимого эффекта требуется наличие закруглений. Для решения этой проблемы можно попросить рабочих трубного завода придать трубам необходимую форму или согнуть их своими руками в домашних условиях.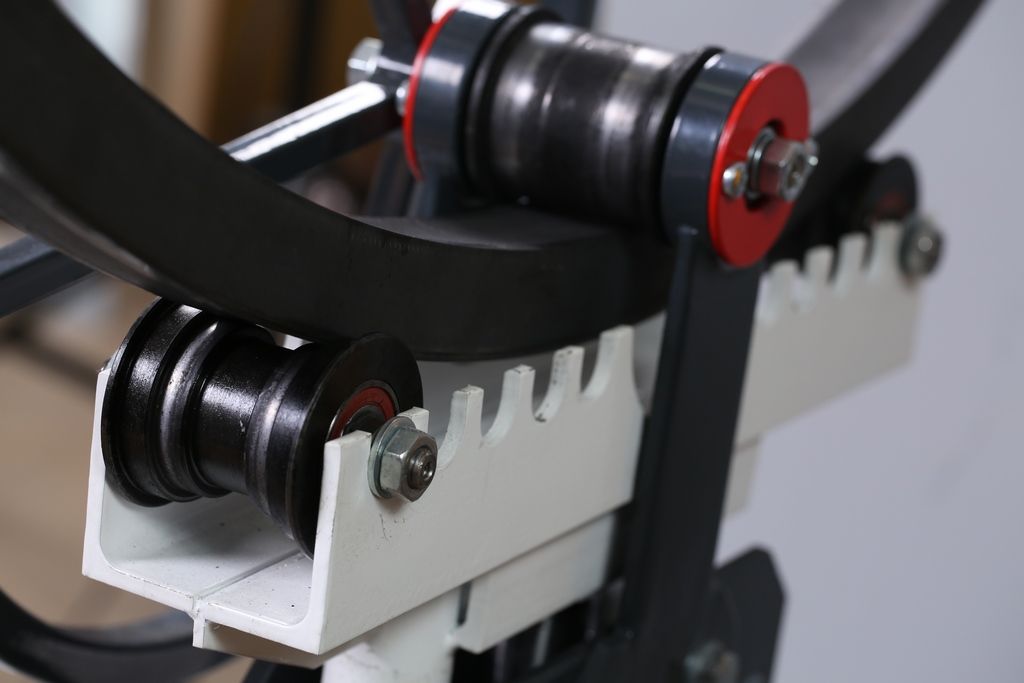
Содержание статьи
Сложности гибки по радиусу
Загиб профильной трубы – это придание изделию частично плавной формы. Такая работа может осуществляться с помощью нагрева или холодным способом. При этом на внутреннюю поверхность металлопрофиля воздействует сила сжатия, а на внешнюю — сила растяжения.
Сгибать трубу следует плавноЧтобы гнуть металлопрофиль квадратной формы, нужно знать его высоту. Если высота изделия (Н) меньше 20 мм, то без деформации можно гнуть участок с длиной 2,5хН. Если показатель Н больше 20 мм, то можно гнуть участок длиной 3,5хН.
Если не выполнять правила касательно длины прогиба, то могут возникнуть некоторые сложности. Они появляются и при пренебрежении другими нюансами.
Какие проблемы могут возникнуть:
- При неправильной гибке металлопрофиля может произойти так, что части изогнутого изделия будут находиться в разной плоскости.
- Внешняя стенка металлопрофиля может лопнуть. Это происходит в том случае, если она не выдержит оказываемого на нее растяжения.
- С внутренней стенкой тоже могут возникнуть проблемы. Под действием неправильно направленной силы сжатия она может пойти складками.
https://www.youtube.com/watch?v=QObQZfhQPR0
Именно поэтому сгибание должно происходить правильно. Для этого необходимо соблюдать максимальную длину возможного изгиба.
Возможные варианты и приспособления для работы
Квадратный металлопрофиль согнуть достаточно сложно. В этом случае важно, чтобы ребра изделия, с которым вы работаете, остались в одной плоскости. В этом плане с круглыми трубами работать намного проще.
Профильные трубы применяются для изготовления самых разных изделий. Например, их применяют для сборки теплицы, мебели и ворот. Однако иногда их используют и для укрепления водопроводов.
Ровно загнуть трубу из металлопрофиля можно разными способами:
- Самым эффективным является горячий способ. В этом случае внутренняя полость изделия наполняется песком. После чего ее нагревают и аккуратно сгибают. Такой метод позволяет согнуть изделие максимально ровно. Кроме того, он подходит даже для изделий с толстыми стенками. Однако горячим способом можно выполнить лишь один изгиб на участке, так как при многократном нагреве металл теряет прочность.
- Холодный метод подходит для изделий с небольшой высотой профиля. Их гнут без предварительного нагрева. Обычно полость заполняют каким-либо материалом.
 В этом случае внутренняя полость изделия наполняется песком. После чего ее нагревают и аккуратно сгибают. Такой метод позволяет согнуть изделие максимально ровно. Кроме того, он подходит даже для изделий с толстыми стенками. Однако горячим способом можно выполнить лишь один изгиб на участке, так как при многократном нагреве металл теряет прочность.
В этом случае внутренняя полость изделия наполняется песком. После чего ее нагревают и аккуратно сгибают. Такой метод позволяет согнуть изделие максимально ровно. Кроме того, он подходит даже для изделий с толстыми стенками. Однако горячим способом можно выполнить лишь один изгиб на участке, так как при многократном нагреве металл теряет прочность.Вручную изгиб профиля может получиться недостаточно ровным. Поэтому есть разные приспособления, помогающие облегчить эту задачу.
Трубогиб должен устойчиво стоять на поверхностиКакие приспособления используются для загибания профиля:
- Специальное приспособление, которое можно изготовить своими руками, называют гибочной плитой. Для этого к металлическому листу приваривается постамент нужной формы. Конструкцию можно прикрутить к полу в гараже. Труба крепится к заготовке струбциной, а затем выгибается по ней. Одно изделие можно использовать для изготовления нескольких радиусов. Таким образом получается своеобразный станок.
- Также можно сделать многофункциональный станок. Для этого в верстаке делается большое количество частых отверстий. Шаблон для перфорации вырезается из толстой фанеры и крепится к верстаку. С помощью этого приспособления можно выгнуть одну трубу, но если сварить шаблон из металла, то его срок службы будет более долгим.
- Возможна покупка ручного трубогиба. Этот прибор существенно облегчит работу.
Аппараты для гнутья труб можно сделать своими руками. Выбрав нужный способ, вы легко справитесь с изгибом любого элемента.
Как согнуть трубу горячим способом
Горячий способ гибки считается наиболее эффективным. Дело в том, что он позволяет максимально ровно и аккуратно придать элементу необходимую форму. Поэтому его используют наиболее часто.
Дело в том, что он позволяет максимально ровно и аккуратно придать элементу необходимую форму. Поэтому его используют наиболее часто.
Такая работа имеет массу нюансов, и чтобы выполнить ее правильно, необходимо их соблюдать:
- Прежде всего, необходимо заткнуть профиль с обеих сторон специальными заглушками. Их можно сделать из поленьев. Длина такой заглушки должна в десять раз превышать ширину основания, а само основание должно быть практически в два раза больше отверстия, которое ей предстоит закрыть.
- После того как вы убедитесь, что заглушки подходят, на одной из них необходимо сделать продольные пазы. Они помогут выйти газу, образовавшемуся при нагреве.
- Возьмите песок. Просейте его через крупное сито и все, что останется в сите, высыпьте, так как из-за крупных элементов может образоваться некрасивый рельеф. Далее просейте песок через мелкое сито: все, что высыпалось, вам не нужно, так как оно может запечься на стенках.
- Закройте одну сторону профиля заглушкой. В другое отверстие вставьте воронку. Насыпьте песок в трубу, после чего постучите по ней молоточком для уплотнения наполнителя и досыпьте недостающий объем. Закройте заглушкой другую сторону металлопрофиля.
- Закрепите профиль в шаблоне. Проверьте надежность крепления. Также убедитесь, что сварочный шов находится с боку.
- Теперь можно нагревать докрасна часть, которую вы будете сгибать. Выполняйте изгиб медленно и плавно.
Согнутую трубу необходимо сравнить с шаблоном. Если все в порядке, то дождитесь его полного остывания, после чего извлеките заглушки и высыпьте песок.
Гибка профиля по радиусу холодным способом
Гибка трубы холодным методом может происходить с наполнителем и без него. Однако если внутренняя часть профиля будет заполнена, то изгиб будет ровнее. В качестве наполнителя обычно используется песок, канифоль или пружина. Метод с пружиной для холодного способа подходит лучше всего.
Метод с пружиной для холодного способа подходит лучше всего.
Холодный метод можно выполнить несколькими вариантами:
- Можно загнуть профиль вручную. Для этого она зажимается тисками вдоль оправки или прогибочной панели. После этого она аккуратно загибается с приложением усилия.
- Проще всего согнуть профиль ручным трубогибом. С этой задачей сможет справиться даже человек, не обладающих большой физической силой.
- Дорогой, но простой способ загиба – прокатка профиля на специальном станке. Его можно купить в готовом виде или собрать своими руками.
Каждый из описанных способов может применяться для прогиба трубы. Однако холодный вариант сильно уступает горячему методу. Так как велик шанс того, что изгиб получится неровным.
Гибка профильной трубы сложнее, чем круглой. Однако используя простые советы, можно справиться с этой работой и загнуть изделие на любое количество градусов.
Как правильно согнуть профильную трубу?
Существует несколько факторов, которые характеризуют профильную трубу, как универсальный, практичный и доступный металлопрокат. Один из них – гибкость, то есть, возможность изменения формы изделия без нарушения эксплуатационных характеристик. Поэтому, согнутые под углом трубы широко используются не только в нефтяной, химической отраслях, машино- и аппаратостроении, но и в частном хозяйствовании. Чтобы пластическая деформация профтрубы не вызвала разрушения, нужно четко выполнять технологию гибки, рассчитать правильно усилия и радиусы кривизны.
Основные свойства профильных труб
Трубный профиль за счет ребер жесткости более устойчив к некоторым видам нагрузок. Универсален и прост при выполнении различных соединений – болтовых, заклепочных, сварных, на крепежных элементах. Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы. При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечная.
Из него можно создавать изделия любой формы, гнуть профильную трубу и ковать при разогреве. Активно используется как элемент несущей системы. При качественной сборке, должном уходе, правильном выборе среды эксплуатации труба профильная металлическая достаточно долговечная.
Сечение
Изделие характеризуется формой, геометрическими параметрами сечения, а также толщиной стенки и длиной. Оно бывает квадратной, прямоугольной, овальной, плоскоовальной, шестигранной или другой более сложной конфигурации. Получается такой прокат в процессе горячей обработки или при изменении холодным способом формы сечения электросварного прямошовного круглого трубного профиля.
Особым спросом пользуются трубы с прямоугольной или квадратной характеристикой. Их еще называют профильными.
Материал
Если знать, как согнуть профиль без применения дорогостоящего специального оборудования, выбрать правильно материал, грамотно рассчитать предполагаемые нагрузки, можно самостоятельно, быстро и качественно соорудить несложные конструкции для домашнего пользования.
Основными материалами из которых изготовляются металлические трубы считаются:
|
Наименование, сталь |
Краткая характеристика |
Марки |
|
Углеродистая |
Твердость, прочность, минимальная пластичность. |
Ст08кп, Ст10, Ст2, Ст20, Ст35, Ст4сп, 08ПС, 1ПС, Ст3ПС |
|
Легированная |
В составе армирующие добавки. Повышенная устойчивость к коррозии, прочность. |
09Г2С 17Г1С 10ХСНД 30ХГСА 10Г2 |
|
Нержавеющая |
Содержит молибден, никель, хром. Обладает высокой прочностью на изгиб и коррозионной стойкостью. |
AISI 201 AISI 304 AISI 430 AISI 439 |

Хорошим потребительским спросом также пользуется оцинкованный трубный профиль, характеризующийся антикоррозионным свойством длительного действия.
Гибка профильной трубы: особенности процесса
Как согнуть профильную трубу правильно, чтобы не нарушить ее целостность, сохранить прочность и надежность? И если придать необходимую конфигурацию заготовке большого сечения можно лишь в промышленных условиях, то в быту это делается ручным способом, но при соблюдении определенных требований. Одно из них – ограничение по внутреннему радиусу, минимальное значение которого рассчитывается в зависимости от размера диаметра/профиля и толщины стенки трубы.
Как правильно сгибать профильные трубы?
Перед тем, как гнуть трубы, требуется определиться с методом. Для этого нужно ориентироваться в физических процессах, протекающих в процессе сгибания. На профильную трубу действуют разные по направлению и мощности силы, сплющивающие ее:
- изнутри – сила сжатия;
- снаружи – растяжения.
Разнонаправленность векторов этих сил приводит к напряжениям, возникающим при изменении конфигурации проката. Чем больше силы сплющивания, тем значительнее вытягивается труба в перпендикулярном им направлении.
Поэтому гнуть трубу нужно так, чтобы не нарушилась соосность ее участков, целостность растягивающейся стенки. Стараться работать с короткими образцами, избегать образования складок на внутренней поверхности сгибаемой заготовки. Брать во внимание, что после деформирования трубному профилю свойственно отпружинивание и возвращение в первоначальное состояние. Во избежание этого, готовые изделия снова подгоняются по шаблону.
Влияние материала на изгиб
Существует ряд способов, как согнуть трубу. Если небольшой медный или латунный фрагмент тонкостенной полой заготовки можно согнуть вручную без чрезмерных усилий, то при гибке стальных изделий технология сложнее. Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Опять же, латунная или медная профтруба предварительно отжигается в зоне загиба.
Стенки металлических профилей при изгибе подвергаются упругим и упругопластическим деформациям. Это меняет физико-механические свойства материала. В результате возникающих напряжений утончается внешняя и утолщается внутренняя стенка, что приводит к ослаблению оболочки. С утончением внешней части в зоне гиба увеличивается твердость металла. Поэтому вид материала труб непосредственно влияет на выбор способа деформации.
Основные ошибки при сгибании труб
Чтобы избежать огрехов, выполняя работы с профилем, нужно четко следовать выбранной технологии. Только зная, как согнуть профильную трубу в домашних условиях правильно, можно избежать дополнительных финансовых расходов и брака при изготовлении конструкций. Повреждения профтрубы возникают при таких нарушениях:
- многократное изменение радиуса гиба в разогретом состоянии заготовки;
- резкое и чрезмерное приложение силы для достижения нужной криволинейной формы;
- нарушение технологии процесса;
- резкий нагрев или перегрев заготовки – поднимать температуру нагрева стального профиля нужно постепенно до ярко-красного цвета, а для алюминиевой трубы до момента, пока приложенный к нагреваемой поверхности лист бумаги не начнет обугливаться.
Холодные способы сгибания труб
Если высота образца не более 10 мм, гибка профильной трубы своими руками может выполняться без нагрева. При этом усилия прикладываются в нарастающем темпе с постепенным увеличением нагрузки. При холодном методе деформация изделия может производиться с наполнителем или без него.
Изделия, высота профиля которых составляет 40 мм и выше, гнут горячим методом. Как изгибать детали, с высотой профиля от 10 до 40 мм, решать исполнителю. Чтобы не ошибиться, можно произвести пробную гибку.
Профилегибочный станок
Самое приемлемое и простое решение для изготовления арочных и других конструкций – использовать простейшее приспособление для гибки труб своими руками. Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, деформируя металл при прокате между валами под высоким давлением. Общий алгоритм работы приспособления такой:
Для этих целей лучше всего подойдет профилегиб ручного, гидравлического или электрического типа. Он придает нужную конфигурацию заготовке, деформируя металл при прокате между валами под высоким давлением. Общий алгоритм работы приспособления такой:
- установить станок и зафиксировать его анкерными болтами;
- выполнить заземление;
- удостовериться в целостности конструкции;
- в течение получаса на холостом ходу убедиться в отсутствии неисправностей в работе;
- при прохождении заготовки между валами отрегулировать кривизну гиба с помощью поднятия/опускания верхнего вала.
Ручная модель станка – лучшее решение для небольшого объема работ. Имея детальный чертеж, совсем несложно собрать такой агрегат самостоятельно.
Оправа или гибочная плита
Этот способ применяется для труб с высотой профиля до 10 мм небольших размеров с целью получения незначительных радиусов изгиба. Используется горизонтально расположенная плита с отверстиями под жестко фиксированные штыри (упоры). Нужный радиус гиба корректируется сменным шаблоном из фанеры, плотного картона или металлического уголка. Упоры устанавливаются в отверстия по заданному радиусу. Между ними располагают заготовку и, прилагая определенные усилия, сгибают ее, начиная с середины и постепенно двигаясь к краям.
Наполнители
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками. Наполнителем может быть свинец, канифоль (для латунных или медных труб), машинное масло, сухая просеянная песчаная смесь или стальная пружина, сделанная из проволоки толщиной в 2 мм и плотно входящая в отверстие трубы.
Использование песка и деревянных заглушек пробок – самый простой и доступный способ согнуть трубу без трубогиба. Для этого достаточно вбить заглушку из деревянного клина в полое отверстие трубы с одного конца, засыпать в полость песок и заглушить противоположное отверстие другой деревянной пробкой. Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Закрепив один из концов заготовки и приложив усилие, произвести изгиб на нужную кривизну. Песок внутри сработает как компенсатор и не даст трубе лопнуть. После проведения работ его вместе с заглушками удаляют.
Станок Вольнова
Это приспособление для гибки труб диаметром 1/2 и 3/4″ в холодном состоянии относится к ручному механизму. Методика заключается в изгибе заготовки вокруг статического ролика. Его радиус определяет кривизну изгиба. Труба крепко фиксируется одним (длинным) концом между роликами хомутом. Потребуется совместить метку на трубе (начало гибки) с насечкой на боковой и верхней поверхности неподвижного ролика. Путем поворота скобы вокруг него достигается нужный радиус заготовки. Затем скоба возвращается в исходное положение, труба вынимается. Набивать профиль наполнителем в данном случае не требуется.
Изгиб с помощью физической силы
Если сгибаемый трубный профиль небольшого сечения, достаточно прочный и пластичный, ему можно придать нужную кривизну с помощью обыкновенной воды без применения дополнительной оснастки. Обычно это квадратный трубный прокат сечением 10×10 мм или прямоугольный 10×20 мм. Гибка профильной трубы таким методом актуальна зимой при отрицательных температурах. Достаточно только:
- закупорить надежно один конец от возможных протечек;
- залить в трубу воду;
- дождаться, пока она замерзнет – лед не дает трубе мяться под давлением;
- приложить некоторые физические усилия и начать гиб трубы в нужном направлении;
- измерить положение заготовки по осям и по шаблону.
Горячие способы изгиба
Изменение формы металлопрофиля при высоте более 40 мм осуществляется только после его предварительного разогрева. Поскольку многократно эту операцию выполнять не рекомендуется из-за возможного прорыва детали, нужно знать, как согнуть профильную трубу своими руками, используя различные доступные способы. Вначале прокат отжигается, затем размягчается при закупоренных пробками концах.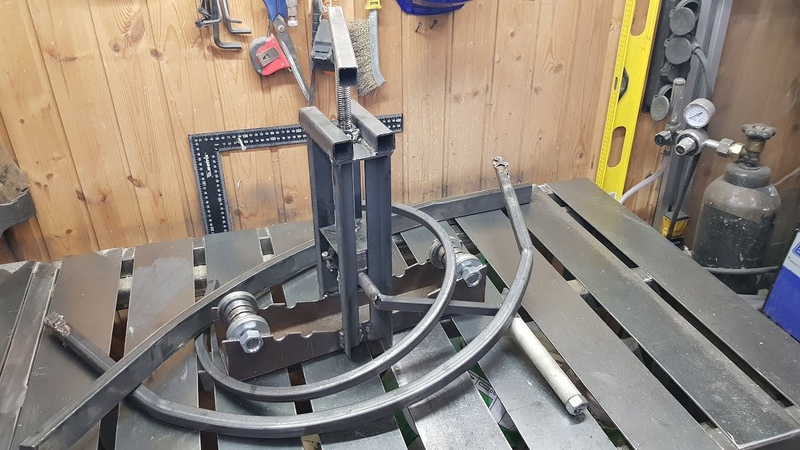 Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Изогнутую заготовку удерживают под напряжением до полного ее остывания.
Как гнуть профильную трубу с помощью паяльной лампы и пружины?
Воспользоваться паяльной лампой и пружиной можно для получения кривизны поверхности с минимальным радиусом, но это не касается оцинкованной трубы. Прочная пружина внутри профиля предотвращает продавливание стенок во время процесса изгибания, формирует аккуратную и ровную конфигурацию поверхности. Заготовка одним концом жестко крепится в тисках. Длина участка нагрева должна быть тождественна шести диаметрам трубы.
По предварительной разметке в зоне сгиба проводится, вначале, разогрев металла лампой до темно-вишневого цвета, а затем – гибка. При неоднократном нагревании заготовки внутри скапливаются газы. Сделанные заранее небольшие отверстия в трубе (до 3мм) помогут избавиться от них.
Как согнуть профиль при помощи сварочного аппарата?
Вначале рассчитают радиус гиба и определяются с величиной деформируемого отрезка. Углошлифовальным ручным электрическим станком через равные промежутки делаются пропилы на внутренней стороне трубы. Чем их больше, тем изгиб получится более плавным. В результате место работ приобретает вид ломаной линии с острыми углами у наружной стенки профиля. Зажав один торец в тисках, его сгибают, придав заготовке нужную кривизну. Стыки провариваются сварочным аппаратом, упрочняются. После полного остывания швы зачищаются.
Как видите, сортамент трубного профиля достаточно разнообразен. Всегда можно найти нужный вариант под реализацию конкретного проекта. Мы производим стальной прокат в большом сортаменте и предлагаем купить профильную трубу с гарантированным точным весом по максимально выгодным ценам.
Поставляем в любом объеме только сертифицированную продукцию, пригодную к дальнейшей обработке, в том числе и гибу горячим или холодным способом. Если возникли затруднения с выбором труб, расчетом их количества, или нужна консультация по другим техническим вопросам, обращайтесь к нашим специалистам. В рабочее время отвечаем моментально.
самодельный ручной станок для гибки
На чтение 6 мин. Просмотров 1.6k. Опубликовано Обновлено
Если мастер серьезно работает с металлом, рано или поздно приходит необходимость в продуктивном устройстве для , которое бы отличалось простым управлением.
Гибочный станок просто незаменим при изготовлении своими руками садовых скамеек, каркасов беседок, верстаков, навесов для авто из профильной трубы. Благодаря наличию такого инструмента металлоконструкции получаются привлекательными и прочными.
Но чтобы создать его своими руками, важно разобраться в устройстве и особенностях сборки профилегиба.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования.
для труб состоит из следующих элементов:- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Все заводские и для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.Такой метод соединения деталей не максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
[box type=”info”]Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку.[/box]Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Как изготовить профилегиб своими руками?
Не каждый начинающий мастер способен приобрести для загиба металлический труб заводского типа, поскольку это довольно дорогое оборудование.
Чертеж гибочного станка.В качестве альтернативы можно попытаться сделать ручной станок своими силами, следуя дальнейшей инструкции:
- Разместите на прижимном валу шестерни, подшипники, кольца, соединенные с помощью шпонки.
Выточите обоймы для подшипников и роликов по заранее подготовленному чертежу такого вала. Также для агрегата необходимо изготовить три вала, один из которых подвешивают на пружинах, а два иных устанавливают по бокам. - Просверлите в кольцах отверстия для создания пазов и нарезания резьбы, а после сделайте полку с помощью швеллера с заранее организованными отверстиями и нарезанной резьбой, требуемых при установке прижимного вала.
- После выполнения подготовки конструкцию станка собирают с помощью сварочного аппарата и болтовых соединений.
Сначала выполните монтаж каркаса, одновременно выполняющего функции ножек трубогиба. - Далее выполняется подвешивание полки на пружины с зафиксированным на ней прижимным валом, после чего следует установить боковые опорные валы на самодельный трубогиб.
На один вал не забудьте прикрепить ручку. - В завершение на станок нужно установить домкрат, и он готов к работе.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Заключение
При помощи качественного профилесгиба можно работать с металлическими трубами разного сечения. Такое оборудование можно приобрести в готовом виде или собрать его в бытовых условиях, следуя описанным выше инструкциям.
видео-инструкция по монтажу своими руками, особенности сгибания по радиусу, цена, фото
Профильная труба имеет «угловатую» форму – квадратную и прямоугольную. На первый взгляд, кажется, что придать ей дугообразную форму невозможно. Но твердо решив использовать такой материал для каркасов парников, навесов, при создании архитектурных решений в саду (арки, шпалеры, перголы) – можно добиться желаемого. Гибка профильной трубы по радиусу – своими руками выполнить такую задачу довольно просто, справиться с ней сможет каждый.
Профильные трубы можно согнуть самым неожиданным образом
Принцип работы трубогиба
Конструкция этого прибора довольно проста – 2 упора и башмак, приводящийся в движение рычагом. С помощью этого нехитрого устройства можно гнуть трубопровод диаметром 5 – 150 мм.
Трубогиб с открытой рамой
При этом для больших диаметров физической силы оператора уже недостаточно, особенно при толстой стенке. Для того, чтобы гибка проходила плавное и без проблем, аппарат оборудуется гидравлическим приводом, кстати, это вызывает значительное удорожание прибора.
Если нужно согнуть совсем небольшую трубку, то можно использовать вариант трубогибов для труб с открытой рамой. С точки зрения безопасности — это не лучший вариант, ведь риск схода трубопровода достаточно велик.
Что касается крупных диаметров, то в этом случае используются исключительно устройства с закрытой рамой. Благодаря этому, труба ни при каких условиях не соскочит с упоров.
Трубогиб с закрытой рамой
Трубогиб может работать и по другому принципу. В таком случае профильная труба просто протягивается между валиками (упорами), деформируясь при этом.
Изгиб профильной трубы на трубогибе
Профили из разных металлов и различных сечений реагируют на сгибание тоже по-разному. Например, работать с трубами из цветного металла – медь, латунь, дюраль, алюминий, небольшого сечения одно удовольствие. Они пластичны и хорошо сгибаются, воплощая в реальность смелые фантазии мастера. Отлично выдерживают низкие температуры.
Народные «рецепты» сгибания профилей
Изобретенные способы сгибания профильных труб в домашних условиях иногда бывают единственным способом осуществить задуманное. Несмотря на кажущуюся примитивность технологии, полученные результаты способны поражать качеством, геометрической точностью и совершенством форм.
Технология из собственной мастерской
Сгибание профиля с использованием болгарки и сварочного аппарата – наиболее привычный и оттого популярный способ.
Он включает в себя несколько последовательных операций.
- Прежде всего, тщательно рассчитывается радиус изгиба.
- Можно изготовить деревянный шаблон. Он позволит сделать максимально точный изгиб.
- На участок, который будет изменять форму, наносятся поперечные метки. Именно по ним будут производиться пропилы, проходящие по 3 сторонам трубы (левый – нижний – правый или, для наглядности, перевернутая буква «п»).
На трубе нужно сделать пропилы
- Приложив и закрепив на шаблоне профиль нетронутой стороной, можно начать сгибание.
- Пропилы заварить и отшлифовать.
Обратите внимание!
Желательно использовать этот способ при работе с профилем большого сечения, потому что сам процесс занимает достаточное количество времени.
На фото – изящные арочные перекрытия из профильных труб
Использование песка для сгибания трубы
Песок способен держать форму не только в виде скульптуры на берегу моря, но и помочь поддержать форму профиля в процессе сгибания, предотвращая сплющивание или растрескивание.
Эта операция почти равнозначна по времени с работой на трубогибе и для нее понадобятся такие материалы:
- кварцевый песок;
- деревянные заглушки длиной от 10 до 20 см;
- газовая горелка;
- дрель;
- болванка, диаметр которой равен внутреннему радиусу изгиба профиля;
- резиновый молоток.
Схема сгибания с использованием речного песка
Важно!
Песок должен обязательно пройти 2 стадии первичной обработки, перед тем, как его можно будет использовать: тщательное просеивание, промывка и окончательное высушивание.
Сохраняться до употребления он должен в чистой емкости.
Народная инструкция по гибке с песком включает в себя обязательные последовательные операции.
- Одно отверстие профтрубы плотно забивается деревянной заглушкой.
- Через другое отверстие насыпается песок до такого уровня, чтобы вошла вторая заглушка.
- Наглухо закупоривается оставшееся отверстие.
- С помощью болванки производится сгибание. Если нужно достичь малого радиуса, сгиб разогревается пламенем горелки. Важно не перегреть поверхность и не допустить появления окалины, которая ухудшает качество трубы.
- Постукивая резиновым молотком, сгиб доводится до совершенства.
- Из готового изделия выбивается, выжигается или высверливается заглушка.
- Потряхиванием и поколачиванием высыпается наполнитель.
Гармония профиля и воды
Суровый мороз станет верным помощником в сгибании, например, медной трубы. Из инструментов и материалов понадобится всего лишь вода и болванка. Технология тоже довольно проста.
Плотно заткнув один конец трубы пробкой, внутрь доверху наливается вода и закупоривается второе отверстие. После того как вода полностью замерзнет, материал готов к работе.
Примечательно, что прилагаемые физические усилия минимальны – не происходит сплющивания, и сечение почти не нарушается.
Сгибание дюралевой трубы по шаблону
Использование пружины для сгибания
Гибка с использованием пружины в полости профиля основана на принципе силы внутреннего противодействия. Кроме профильной трубы, паяльной лампы или газовой горелки и шаблона соответствующего диаметра понадобится необычная квадратная пружина. Она изготавливается из стальной проволоки диаметром от 2 до 4 мм, которая сгибается с размером сечения немногим меньше внутреннего сечения профтрубы.
Схема изгиба трубы с пружиной внутри
Важно!
Пружина должна почти впритирку входить в полость профиля.
Оптимальным зазором между внешним сечением пружины и внутренним трубы считается от 1,5 до 2 мм.
Поместив пружину внутрь заготовки, начинается обработка паяльной лампой поверхности деформируемого участка изделия. Достаточно разогретую деталь, закрепив на болванке, согнуть и довести до нужного радиуса своими руками.
Пружина облегчит сгибание трубы
Важно!
Не игнорируйте правила техники безопасности.
Цена беспечности бывает слишком высока.
Защитные перчатки, очки и клещи для захвата горячих труб надежно защитят от ожогов.
Для пожарной безопасности рядом должна быть емкость с водой или песком.
Подведение итогов
Сфера применения профильных труб достаточно широка. Высокая стоимость профессиональных трубогибов, предназначенных для работы с этим материалом, часто лишает возможности воспользоваться ими.
Становится трудно воплотить в жизнь авторские задумки. Иногда положение спасти может только гибка профильной трубы своими руками.
На видео в этой статье показан пример гибки профильной трубы.
Bend It Like A Pro: различные методы гибки труб
Гибка труб – одна из основных процессы обработки, которые даже люди в отрасли иногда принимают за предоставляется. Некоторые слесари и механические мастерские будут нести сложные оборудование, такое как плазменные столы Baileigh или комплект GearWrench наборы, но у вас будут ограниченные инструменты и знания о том, как использовать трехроликовый толчок изгиб.
К счастью, мы здесь, чтобы дать вам Краткое напоминание о гибке труб!
Основы
Прежде чем приступить к гибке труб, вам нужно будет внимательно посмотреть на трубы, которые вы используете.Трубы несут жидкость или воздух из одной части системы машины в другую. Из-за разных свойств различных типов труб, процесс может быть сложным – но также награждение.
Когда вы будете гнуть трубы, выясните, точный радиус центральной линии, внешний диаметр и толщина стенки материал, который вы используете. Это поможет вам свести к минимуму поломка и обеспечение более высокого качества продукции.
Помимо своих природных свойств, трубы также подвергаются различным физическим нагрузкам при изгибе.Вещи как упругая отдача, радиальный рост, удлинение и истончение стенок труб могут происходить во время изготовления.
Опытный слесарь должен быть знаком со всем этим; так что, помимо надлежащего оборудования, найдите себе Надежный фабрикант – или старый кузнец, работает любой.
Различные типы гибки
Для непосвященного, гибки труб звучит как простой процесс: достать металл, согнуть его. Однако есть собственно различных способов гибки труб , с разным уровнем сложности:
Гибка плашечного типа является одним из простейших способов гибки труб.Обычно в мастерских по производству глушителей происходит изгибание с помощью плунжера. протяните трубу между двумя шарнирами или роликами с помощью гидроцилиндра с гидравлическим приводом. Потому что метода грубой силы при изгибе ползуна, он больше подходит для применение труб квадратного сечения, так как процесс сжимает и деформирует внутреннюю часть радиус изгиба.
Сжатие Гибка аналогична гибка плашечным способом, когда кусок трубы или металла сгибается вокруг неподвижного гнуть умирают.Этот тип гибки часто используется для заготовок, требующих симметричные изгибы. Станок с двумя гибочными головками может производить симметричный изгибы, поэтому изгибание на сжатие часто применяется для бытовых товары, требующие нескольких симметричных изгибов, например вешалки для полотенец или дверцы петли.
Валковая гибка применяется в первую очередь для больших деталей, которые будут использоваться для строительных целей. Обычно ролики располагаются по типу пирамиды. конфигурация, вертикальная или горизонтальная.Между ними подается кусок трубы. ролики, и ролики заставляют трубы делать определенные изгибы с значительный радиус. Большинство цехов будут использовать гибку валков для производства спиралей, так как трубки можно поднимать после каждого поворота трубки, чтобы получить катушку.
Ротационная вытяжка Гибка самая усовершенствованный тип гибки, в основном используется для деталей, требующих высокой точности работай. Ротационные волочильные станки достигают этого, удерживая прямую часть трубу с прессовой плашкой, а затем поверните кусок вокруг круглого изгиба умереть.Оправка поддерживает внутреннюю часть трубы, а скребок предотвращает складки на внутреннем радиусе.
Инструменты, которые вам нужны
Теперь, когда у вас есть трубы, опытный слесарь и элементарный (отсюда важность опытный слесарь) знание различных видов гибки пора найти нужные инструменты . Разумеется, существует широкий выбор инструментов для гибки металла. выбирать из.Однако какой бы инструмент вы ни выбрали, всегда выбирайте машину, которая имеет несколько осей управления.
Трубогибочные станки обычно работают с фиксированными или заблокированными топорами. Это позволяет слесарю иметь больший контроль на протяжении всего процесса.
Ни при каких обстоятельствах вы не должны гнуть трубы руками. Если ты не Тор, но мы предполагаем, что ты нет, поэтому, пожалуйста, приобретите трубогиб профессионального уровня. К счастью, мы иметь большой выбор гибочных станков и другого необходимого оборудования построить свой проект.JMC Equipment имеет все необходимое для вашего автомобильный или механический цех, и вы можете проверить наш обширный инвентарь по нажатию здесь .
Как согнуть трубу из АБС-пластика
Одним из основных преимуществ использования труб ABS является способность пластика изменять свою форму. Эти пластиковые напорные трубы обычно используются как для подземной, так и для наземной транспортировки сточных вод, питьевой воды, пищевых продуктов, газов, суспензий и сжатого воздуха.Трубы из АБС-пластика можно сгибать в пределах большего радиуса для удовлетворения домашних нужд. Выполните следующие действия, чтобы согнуть трубу из АБС самостоятельно, а не нанимать профессионала, который сделает эту работу за вас, что позволит сэкономить лишние расходы.
Шаг 1 – Выполните измерения
Выполните измерения, чтобы оценить угол, под которым должна изгибаться труба. Пластиковые трубы способны деформироваться, не ломаясь, благодаря своей способности поглощать напряжение. Однако их способность поглощать напряжение зависит от приложенной силы, а это означает, что трубы не могут изгибаться больше определенного угла.Следовательно, для более угловых изгибов следует использовать трубы большего размера, тогда как для меньших труб достаточно меньших изгибов.
Шаг 2 – Выберите подходящий шаблон для фанеры
После определения приблизительного угла, под которым вы хотите согнуть трубу, выберите шаблон для фанеры с этим углом, который легко доступен на рынке. Фанерные зажимы обеспечивают тот же угол, под которым вы хотите изгибать трубу, и могут использоваться в качестве ориентира, чтобы гарантировать, что вы не превысите этот угол во время изгиба.
Шаг 3 – Заполнение трубы песком
Используйте подходящую среду наполнения, которая соответствует вашим потребностям для заполнения трубы, например песок, которая обеспечивает равномерное распределение тепла и снабжает трубу внутренней средой, предотвращающей его разрушается при сгибании.Закройте трубу с обоих концов, чтобы предотвратить образование воздушных карманов, которые препятствуют или затрудняют равномерное распределение тепла во время стадии нагрева.
Шаг 4 – Приложите тепло и согните одновременно
Нагреть трубу может быть сложно, потому что пластик может легко расплавиться даже при небольшом перегреве, а АБС имеет температуру плавления около 175 F, что легко достижимо. Следовательно, на всю трубу должно равномерно подаваться только соответствующее количество тепла. Для обогрева можно использовать фен или газовую горелку без пламени.Равномерно нагрейте трубу, одновременно прикладывая легкое давление, чтобы согнуть ее. Лучший способ определить максимальную температуру, которую может выдержать ваша труба, – это использовать запасной небольшой кусок трубы в качестве образца и нагревать его, регулируя ручку нагрева на фене или факеле. Это даст вам представление о том, сколько времени нужно трубке, чтобы размягчиться, и о том, какое положение ручки нужно придерживать. При сгибании используйте приспособление для фанеры, чтобы не превысить угол, который вы собираетесь достичь. Убедитесь, что вы оказываете давление в нужных местах, чтобы изгиб был произведен именно в той точке, в которой вы хотите.
Шаг 5 – Удалите песок и промойте
Вставьте трубу в фитинг, чтобы определить, достигли ли вы прямого угла. Если требуется регулировка изгиба, повторите процесс нагрева трубы. Старайтесь сгибать трубу с минимальным нагревом, так как повторный нагрев трубы снова и снова исказит ее форму и сделает ее хрупкой. Откройте трубу и дайте песку вымыться, как только вы достигнете необходимого угла. Промойте трубу теплой водой, чтобы удалить следы песка и сделать ее чистой.
4 основных режима гибки труб
Цеха по изготовлению труб, которые используют арсенал всех четырех режимов гибки, будут в оптимальном положении, чтобы использовать лучшие технологии для каждого применения.
Примечание редактора. Эта статья была адаптирована из эпизода TPJTV «Произвольная форма, сжатие, ротационная вытяжка и гибка в роликах».
Чтобы иметь хорошо организованный, полностью функционирующий цех по производству труб, вы должны знать четыре основных режима гибки труб – произвольная форма, сжатие, вращательное вытягивание и вальцегибание – и какие технологии станков наиболее подходят для каких приложений могут помочь вы оптимизируете свои операции.
Компрессионная гибка
Для скорости и экономии производители часто используют компрессионную гибку.Этот режим изгиба используется, когда округлость изгиба не критична, и когда цель состоит в большей производительности, чтобы получить самую низкую цену за трубу.
Компрессионная гибка широко используется в мебельной промышленности для гибки ручек газонокосилок и рам генераторов.
Помимо скорости, некоторые из преимуществ заключаются в том, что внутри детали не используется масло и что вы не используете оправку внутри трубы, поэтому изгиб немного некруглый. Поскольку вы не используете масло, впоследствии чистка детали не требуется.Часто на очистку детали уходит столько же времени, сколько на ее сгибание.
Хотя мебель, ручки газонокосилок и рамы генератора часто симметричны, гибочный станок не ограничивается симметричными деталями. Вы можете настроить его, например, на изгиб на 90 градусов и 45 градусов.
Радиус центральной линии диаметра трубы должен быть примерно в два раза больше диаметра изгиба. Например, 1 дюйм. изгиб трубы требует минимум 2 дюйма. осевая линия, чтобы получить приемлемое качество изгиба.
Поворотная гибка с вытяжкой
Одним из наиболее распространенных способов гибки является гибка с поворотной вытяжкой. Обычно он используется для изгиба трубы, в три-четыре раза превышающей радиус центральной линии диаметра трубы.
Этот тип гибки требует гораздо большего количества инструментов, чем гибка сжатием. Требуются три инструмента. Во-первых, вам понадобится гибочный штамп. Он формирует трубу до указанного изгиба. Во-вторых, вам всегда нужна зажимная матрица. Он удерживает трубку, пока вы ее сгибаете. В-третьих, вам нужна пресс-форма.Когда она изгибается, деталь, естественно, хочет вылететь. Этот инструмент оказывает давление на заднюю часть трубки и следует по мере того, как трубка изгибается, чтобы предотвратить это.
Если вы изгибаете тонкостенную трубу или трубу с малым радиусом, вам могут понадобиться еще три инструмента. Вам понадобится оправка, чтобы войти внутрь, чтобы трубка оставалась круглой во время изгиба. Радиус изгиба и толщина трубы определяют количество шариков в оправке.
Компрессионная гибка часто используется для гибки трубы, когда важны скорость и экономичность, а не округлость трубы.Используется преимущественно на мебельном рынке.
Кроме того, для гибки тонкостенной трубы требуется шлифовальная матрица. Это предотвращает появление ряби на трубке. Обычно, когда вы сгибаете кусок трубы, материал собирается на внутреннем радиусе, что приводит к образованию большого комка или ряби на конце. Грязесъемник стирает или сглаживает эти неровности или комки, отодвигая металл дальше от изгиба.
Шестой инструмент, который может вам понадобиться, – это цанга, когда вы делаете более одного изгиба детали.Размер цанги должен соответствовать диаметру трубы. Он удерживает трубку при ее изгибе, а затем толкает ее вперед, чтобы подготовить к следующему изгибу.
Большинство ротационных гибочных машин ориентированы на правостороннюю или левостороннюю гибку, но некоторые из них оборудованы для гибки в обоих направлениях.
Валковая гибка (угловая гибка)
Другая гибочная машина – это валковая гибочная машина, также называемая угловой гибочной машиной. Этот процесс используется, когда требуется изгиб с большим радиусом, скажем, в восемь раз больше диаметра трубы или трубы.Так что, если вы хотите раскрутить 12-дюйм. радиусом или больше на диаметре 11/2 дюйма. трубка, это машина, которую вы бы использовали. Он также часто используется для прокатки каналов и уголков.
Станок оборудован круглым приспособлением для работы с трубами и трубами. Снаряжение – не дорого. Вам просто нужно иметь три ролика. Расположение среднего валка определяет радиус трубы или трубы.
Произвольная гибка
Одним из самых уникальных гибочных станков является гибочный станок произвольной формы с ЧПУ.Позволяет делать изгибы любого радиуса и без прямых участков между изгибами.
Трубка проталкивается через керамическое кольцо с приспособлениями, рассчитанными на размер трубки. Это единственный необходимый инструмент. Когда трубка движется через керамическое кольцо, компьютер управляет движением керамического кольца, чтобы сформировать трубку. Это так просто. Вы можете изготовить мультигнущую деталь через два дня после ее заказа без каких-либо затрат на инструменты.
Помимо минимальных требований к инструментам, на трубке остается очень мало маркировки, потому что единственное, что касается детали, – это керамическое кольцо.Вы получаете деталь без следов, а поскольку внутри трубки не используется масло, ее не нужно очищать.
Пол Крикеберг – президент / генеральный директор Sharpe Products, 2550 S. 170th St., New Berlin, WI 53151, [email protected], sharpeproducts.com.
5 Практических правил для нестандартных изгибов
И искусство, и наука способствуют достижению успешных результатов. Несколько советов помогут сделать вашу индивидуальную работу по гибке металлических труб и трубок успешной. Вы найдете эти советы полезным ресурсом, независимо от того, являетесь ли вы ветераном отрасли или только начинаете свою карьеру.
На этом гибочном станке произвольной формы размер ¾ дюйма. трубку можно гнуть без каких-либо прямых участков между изгибами, если ее радиус в три раза больше (21/4 дюйма). Используя сжатие или вращательное изгибание, вам понадобятся прямые между изгибами. Эта деталь имеет четыре разных изгиба без прямых участков между ними.
1. Радиус центральной линии
Как правило, максимально достижимый радиус центральной линии равен единице диаметра трубы или трубы.По возможности выбирайте радиус центральной линии в 1,5 раза или больше диаметра трубы. Это сэкономит затраты на рабочую силу.
2. Толщина стенки
Во время гибки трубы и трубы стенка по внешнему радиусу может истончиться до 33%, в зависимости от радиуса и других факторов. Вы можете минимизировать это утонение, используя некоторые инструменты для гибки, например оправку. Это важно помнить, если ваше приложение связано с высоким давлением или потоком. Для достижения желаемых результатов может потребоваться более толстая стена.
3. Длина прямого участка между коленами
Как правило, длина прямого участка между коленами должна быть в два-три раза больше диаметра трубы, в зависимости от радиуса. (Исключение составляет гибка произвольной формы, для которой не требуется прямолинейность.)
4. Допуски
Промышленным стандартом все еще считается ± 1 градус для углов изгиба. Более строгий стандарт – ± 0,5 градуса. Более жесткие допуски, даже до ± -0,2 градуса, могут быть достигнуты с помощью технологии пружинения с лазерным управлением, если этого требует приложение.Линейные допуски обычно составляют ± 0,062 дюйма или меньше. Промышленный стандарт овальности составляет от 8% до 4%. Это можно улучшить, если этого требует приложение.
5. Чертежи
Важно, чтобы чертежи деталей включали характеристики трубы или трубы, тип материала, радиус осевой линии и любые другие детали, касающиеся объема проекта. Если возможно, файлы STEP или 3D-модели могут быть загружены вместе с вашим чертежом.
Исследование пылеулавливания – как сгибать и формировать ПВХ
Когда я впервые написал эти страницы, металлические воздуховоды были до смешного дороги, а ПВХ – дешевым.ПВХ не будет проходить пожарные нормы и инспекции пожарной охраны, но многие, включая меня, использовали ПВХ из-за стоимости, простоты использования и возможности позже вносить изменения. Сегодня затраты резко изменились, и использование металлических воздуховодов, как правило, становится быстрее и дешевле. Вам нужно определиться с тем, что вы хотите использовать.
Между тем, по мере того, как все больше и больше столяров-любителей обращаются к использованию ПВХ для своих систем пылеулавливания, многие продолжают просить переходники для пылеуловителей, фитинги, гнутые трубы и т. общий.Вы можете легко изготовить собственные фитинги и переходники из ПВХ с минимальными затратами усилий. ПВХ можно легко изменить, чтобы сделать практически любой адаптер и многое другое!
Прежде чем начать, вам необходимо знать, что существует возможность выброса некоторых очень опасных диоксинов вместе с другими токсичными и потенциально вызывающими рак газами, поэтому вы должны работать в хорошо вентилируемом помещении и носить хороший респиратор. Более того, результат будет не таким сильным, как до внесения изменений.
Роб Робертсен поделился следующей записью: «Наибольшую опасность представляет винилхлорид, основной компонент поливинилхлорида (ПВХ), и газ без запаха, который может выделяться с помощью этого процесса. Винилхлорид является токсичным канцерогеном, который, как было доказано, вызывает ангиосаркому. , смертельный первичный рак печени. Используйте хороший респиратор и соответствующую вентиляцию, чтобы защитить себя от этого токсина “.
Мое первое впечатление о том, насколько ПВХ можно согнуть, получил мой сантехник в бассейне.Он показал мне, как легко делать длинные широкие изгибы на трубах из ПВХ, если вы умеете и терпеливы. Сначала приклеил к концу трубы один фитинг. Он сказал, что это позволяет ему нагреть ближе к концу, не беспокоясь о том, что соединение позже не будет соответствовать, потому что труба вышла из круглой. Никогда не нагревайте конец трубы, которую вы позже захотите соединить. Он первым настроил нас так, чтобы мы были не только на улице, но и на его спине был хороший ветерок, чтобы сдуть ядовитые пары. Он сказал, что без хорошего ветра из-за токсичных паров он будет делать это только в хорошем респираторе с картриджами с органическими парами.Затем он нагрел трубу с помощью пропановой горелки, постоянно поворачивая трубу, нагревая ее. Я сжег трубку в первый раз, когда попробовал это, пока практика не показала мне, насколько близко нужно удерживать пламя и как быстро поворачивать трубку. Вся территория, которую он отапливал, долгое время ничего не делала, и он просто продолжал нагреваться. Он внезапно стал эластичным, мягким, удерживая свою форму, превратившись в нечто вроде гибкой резиновой трубки. Поскольку ПВХ так хорошо удерживает тепло, он фактически смог сформировать всю трубу, которая шла от дна слива бассейна, изгибалась в траншею со стороны бассейна, а затем поворачивалась к площадке для оборудования.При формировании он осторожно изгибал трубу до тех пор, пока она не разрушилась. После прохождения первых больших поворотов холодной водой он затем нагрел прилегающую зону и изогнул ее таким же образом, получив в итоге два длинных постепенных полных изгиба на 90 градусов.
Он проделал то же самое со мной с 4-дюймовой трубой для моего первого воздуховода из ПВХ. Хотя ему пришлось работать с более короткими длинами из-за диаметра трубы, ему удалось сделать мне несколько действительно красивых кривых, которые пошли от моей Он сказал, что есть пружины, которые можно надеть, чтобы не допустить разрушения нагретой трубы, и есть способы наполнить трубку песком или сжать воздух внутри, чтобы избежать перегиба.Он все еще думает, что если вы собираетесь так сильно сгибать, сантехникам следует использовать фитинг, потому что ослабленная труба может вызвать проблемы с напором воды. При сборе пыли у нас так мало давления, что это не проблема. Как бы то ни было, он попросил меня прикрутить пару труб 2×6 к квадратному фанерному квадрату, который стал нашей формой, чтобы сделать почти идеальные повороты с радиусом 90 градусов из 4-дюймового ПВХ без полного обрушения шланга. вместо того, чтобы пытаться сделать всю трубу сразу.Я обнаружил, что для образования трубы диаметром 6 дюймов требуется гораздо больше плавных изгибов. Тем не менее, с небольшой работой он исправил этот кусок ПВХ с хорошим изгибом на девяносто градусов.
Он также поделился на длинные дистанции с большим количеством постепенных изгибов и минимальным давлением, он иногда использует специальную версию ПВХ, которая поставляется гибкой с завода. Он не требует крутых изгибов, но творит чудеса с точки зрения снижения сопротивления при длительных пробежках за счет устранения суставов. Он сказал, что ему приходится специально заказывать эту трубу в домах для снабжения ирригационных систем, потому что его водопроводные и бассейновые розетки были слишком дорогими.Я пошел в местный ирригационный центр и обнаружил, что эта гибкая труба слишком легкая для сбора пыли, так как наше давление приведет к ее разрушению.
Изготовление более коротких изгибов из ПВХ большого размера – это несложно с использованием правильных инструментов, но становится кошмаром без подходящих инструментов, потому что труба будет перегибаться при более крутых изгибах. Я лично добился хороших результатов с одним подходом и слышал о втором.
Для крутых изгибов некоторые профессионалы используют специальные пружины, которые скользят по трубе, чтобы держать ее круглой во время изгиба, а затем нагревают внутреннюю часть.Я сделал то же самое, заменив внешнюю пружину изолентой и армированной стекловолокном лентой, чтобы труба оставалась круглой во время изгиба. Клей на ленте создает значительный беспорядок, который требует использования Goo-Go или растворителя для лака. Этот растворитель также убрал неприятные печатные надписи на ПВХ.
Я обнаружил, что мое обогревающее одеяло плохо работает для нагрева трубы, достаточной для того, чтобы делать изгибы, поэтому я вернулся к своим тепловым пушкам. Я сделал пару деревянных пончиков, которые плотно прилегали к трубе на достаточном расстоянии, чтобы концы не размягчались.Центры пончиков просто подходят к кожухам моих тепловых пушек за горячим металлом. Пара тепловых пушек быстро нагрели внутреннюю часть трубы, чтобы она согнулась. Я также использовал свой горячий ящик, сделанный из отпаривателя для обоев и деревянного ящика. Горячий бокс требует оставить концы трубы снаружи, чтобы они не деформировались.
Майк Уотсон написал по электронной почте, что он регулярно работает с трубами из ПВХ большего размера и добился отличных успехов, используя заглушки и горячую коробку для более жестких изгибов.Он говорит: «Каждая заглушка представляет собой кусок резины, чуть меньше внутреннего диаметра трубы, зажатый между двумя круглыми металлическими частями с болтом и барашковой гайкой в середине. Вы вставляете заглушку в каждый конец трубы и затягиваете крыло. гайки до тех пор, пока заглушки не станут герметичными. Затем нагрейте трубу в горячем ящике. Воздух, который находится в трубе, нагревается и расширяется вместе с трубой. Этот захваченный воздух внутри трубы позволит вам согнуть гораздо более плотный радиус, чем любой другой Если вы вытащите заглушки слишком рано, труба расплющится и перегибается, если вы сначала не охладите трубу водой или прохладной влажной тряпкой.Когда вы откручиваете вилки, держите руки в стороне, потому что они будут летать по комнате, если воздух все еще будет очень горячим. Если вы готовы к этому, а ваш напарник – нет … это тоже может быть довольно забавно. Вы можете найти эти заглушки в заводских наборах Greenlee, но они дорогие, поэтому, если вы найдете подходящую резину, нетрудно сделать ее самостоятельно ».
Я впервые узнал, насколько ПВХ можно растянуть, с моим другом, который ремонтирует бассейн.Однажды он просматривал беспорядок, который я получил от моей 4-дюймовой трубы для сбора пыли до двух тяжелых 100-миллиметровых (около 3,91 дюйма) европейских деревообрабатывающих инструментов. Он сказал, что поможет мне. Он появился с каким-то 4-дюймовым ПВХ Schedule 40, который у него валялся. Он сказал мне открутить металлический порт для пыли на моей большой пиле и следовать за ним.
Мы вышли на улицу и, как и мой сантехник, предупредили, что нагревательный ПВХ выпускает потенциально смертельные газы, которыми вы не хотите дышать. Мы пошли в детскую песочницу. Он сказал, что предпочитает работать с большим куском фанеры, поскольку древесина действует как лучший изолятор, позволяя трубе дольше оставаться теплой.В тяжелых кожаных рабочих перчатках он медленно нагревает кусок ПВХ пропановой горелкой, постоянно поворачивая его и осторожно держа подальше, чтобы не сжечь трубу. Во всяком случае, вообще ничего не происходило, поскольку он медленно продолжал нагреваться и постоянно крутить. Он сказал, что при нагревании трубы вы даже можете купить коммерческие обогревательные одеяла, сделанные для этой цели, которые оборачиваются вокруг сгибаемой длины трубы. Он сказал, что хорошая тепловая пушка работает намного лучше, чем пропановая горелка , что затрудняет сжигание трубы и позволяет нам работать с большей трубой.Я предложил достать свою тепловую пушку, и он сказал не волноваться, он много практиковался с горелкой, когда был водопроводчиком. У сантехников всегда есть свои фонарики, и им редко где подключить тепловую пушку. Он продолжал нагревать, поворачивать и проверять трубку пальцем в перчатке, пока внезапно трубка вместо ПВХ не приобрела форму, но стала мягкой и гибкой, как большая приготовленная лапша. Удивительно, как долго эта трубка оставалась гибкой. Как бы то ни было, он быстро согнул эту трубу, так что мне больше не нужно было использовать гибкий шланг для подсоединения моего инструмента к спускному отверстию.
После того, как труба была изогнута должным образом, он показал мне, как подогнать эту трубу к моему отверстию для большого инструмента. Он повторно нагрел один конец с помощью горелки, но сказал, что если бы ему пришлось делать много, он просто использовал бы кастрюлю с кипящей водой, в которую можно было бы окунуть трубу на несколько минут. Он равномерно нагревал последние 3–4 дюйма трубы и постоянно ее переворачивал. Все еще в своих тяжелых рабочих перчатках, он просто потянулся и с помощью отвертки с широким наконечником немного потянул, а затем изогнул конец этой липкой трубы, как это могло быть на конце моего фитинга коллектора.Его техника напомнила мне, как надеть на обод тугую велосипедную шину. Затем он обрызгал результат из водяного шланга, чтобы охладить его до идеальной формы. Он сказал, что если бы нам пришлось работать с инструментом, он пропустил бы воду и просто дал бы ПВХ остыть самостоятельно, но это было бы намного медленнее, потому что ПВХ сохраняет тепло и требует много времени, чтобы полностью остыть. Он предупредил меня, что не пытайтесь делать это с моими инструментами, у которых есть пластиковые отверстия для пыли, так как они расплавятся. После долгих экспериментов и множества испорченных предметов моей любимой техникой нагрева стала кастрюля с кипящей водой.Я могу постоянно растягивать ПВХ стандартного сортамента 40 примерно на один размер трубы, что означает увеличение окружности трубы максимум примерно на 7%, что примерно на 21% в диаметре. Некоторые говорят, что они могут увеличить диаметр на 30%, но я обнаружил, что труба рвется при увеличении диаметра намного больше 20%.
Большинство соединяют два куска ПВХ без фланцевого соединения с помощью соединителей, которые становятся очень дорогими для труб большего диаметра.Мне казалось, что, приложив немало усилий, мы сможем изготовить собственные фланцы и избежать дополнительных затрат, плюс в результате будет меньшее сопротивление. Большинство труб из ПВХ меньшего размера, которые используются для наших спринклеров, имеют один расширенный конец, что позволяет нам соединять длинные отрезки труб без необходимости покупать дорогостоящие фитинги. Мой друг по бассейну сказал, что у него был друг токарь по дереву, который сделал ему ступенчатую коническую оправку из полиэтилена высокой плотности с обычным размером трубы 2 дюйма, который он чаще всего использует при установке бассейнов. Он мог быстро нагреть конец трубы, проскользнув в оправку, которая была ступенчатая коническая форма, смачивание стыка для быстрого приготовления и мгновенно идеально подходящие фланцевые соединенияРезультат всегда давал ему гладкие участки трубопровода с минимальным количеством стыков, так как этот стержень и его тепловая пушка позволяли изгибать трубу так, чтобы повернуть все углы, с помощью одного стыка на каждом конце шланга. Он сказал, что в потоке воды плавный путь является абсолютно важным, если не более важным, как в случае сбора пыли.
Это вдохновило меня на разработку способа установить такой же расширяющийся конец с внутренней резьбой на большую трубу. Сначала я должен был убедиться, что я положил женский конец на исходящий воздушный поток.Это гарантирует, что воздух падает с края трубы, а не врезается в нее, что вызывает турбулентность и приводит к тому, что небольшие обрезки иногда заклинивают в наших стыках, вызывая закупорку. Чтобы нагреть конец трубы, я окунул около 3 дюймов трубы в кипящую воду. Неловко держать длинную трубу вертикально в воде, но требуется всего несколько минут, чтобы конец стал эластичным. Я обнаружил, что скользить очень трудно. над просто другой трубой, даже после использования напильника для сужения входящего конца трубы. Зная, что мне нужно было сделать много фитингов в моем цехе и постоянно помогать другим, я потратил время на то, чтобы повернуть конический стержень на токарном станке, который открывается на такого же диаметра, как моя труба.Небольшая смазка на оправке позволяет легко надевать и расширять до идеальной посадки. Поскольку я сделал шахту из дерева, я не мог намочить трубу для охлаждения, так как это испортит мою оправку. Сначала я использовал большую широкую резиновую ленту или зажим для идеального прилегания, но обнаружил, что в этом нет необходимости, если я достаточно терпелив, чтобы просто дать трубе остыть вместе с оправкой внутри.
Когда я спросил, может ли он сделать его меньше, он ответил, что не знает, как это сделать.Подумав, как мой старый профессор химии научил меня работать со стеклом, я начал играть в свою игру. С помощью стекла мы можем нагреть часть, а затем просто потянуть, и диаметр стекла можно уменьшить до любого размера, в том числе почти микроскопического. Я обнаружил, что, оставив около 4 дюймов холодной ручки на каждом конце, а затем нагревая примерно на 12 дюймов между ними, вы также можете медленно растягивать трубу из ПВХ, снова уменьшая диаметр примерно на один размер трубы, что означает максимальное уменьшение диаметра примерно на 7%. . Более того, ПВХ имел тенденцию к разрыву.Ключом к моему успеху был этот наконечник, проволочная петля, проходящая через отверстие в холодном элементе, и постоянный вес, который помогал мне растягиваться во время нагрева. Подобно стеклу, вытянутая труба имеет красивый конус, который затем приобретает довольно постоянный диаметр. Чтобы подобрать нужный размер, потребовалось много разрезать этот конус, чтобы найти нужное место. Чтобы добиться большей консистенции, я вставил в трубу большой деревянный дюбель или длинную заглушку, позволяющую ей опускаться до нужного размера. Получение внутри нужного размера, которое не прилипало, было сложной задачей, и мне потребовалось повернуть себя на токарном станке.Я обнаружил, что для правильной посадки на размягченной трубе нужен широкий ленточный зажим, чтобы подгонять ее до нужного размера. Для трубы меньшего размера я использую компрессор с поршневым кольцом, а для трубы большего размера я просто свернул немного металла и использовал ленточный зажим винтового типа, быстро затягиваемый дрелью.
Еще один метод, который позволяет мне добиться гораздо большего обжатия, – это продеть ножовкой на глубину не менее 3 дюймов в конце трубы. Более глубокие пропилы позволяют получить более длинный и красивый конус. Небольшие обжатия выполняются с помощью прямых пропилов, но большего размера сокращения могут быть сделаны с помощью V-образных разрезов.Я покрываю металлическую трубу того размера, который мы хотим уменьшить, алюминиевой фольгой. Со временем удаляется достаточно материала, чтобы можно было нагреть ПВХ-трубу, а затем использовать ленточный зажим, чтобы натянуть его на металлическую трубу, к которой она должна подходить. После того, как труба остынет, я использую много легких слоев ПВХ-цемента, чтобы заполнить промежутки и сделать ее герметичной и прочной.
Пример 1 – Пончик 18 дюймов
Начните с создания большого плоского круга.С выступом 2,5 дюйма с каждой стороны вам потребуется диаметр D + 5 дюймов, или в данном случае 18 +5 = 23 дюйма. Зная, что диаметр, умноженный на PI, равен длине окружности, и что эта труба идет только с шагом 2 дюйма после 6 дюймов, Это не было сложной математикой, чтобы выяснить, что вам нужно начать с 8-дюймовой трубы длиной 24 дюйма, чтобы оставить немного лишнее для работы. Разделите ее вертикально с помощью лобзика, а затем используйте переносной тепловой пистолет, чтобы открыть ее. Моя техника это делать около 3 дюймов за раз, которые я продолжаю складывать в бутерброд между двумя кусками фанеры толщиной 3/4 дюйма.Фанера выравнивает его и удерживает устойчиво. Хотя вам придется работать небольшими участками, примерно через 20 минут вы получите плоский почти квадратный кусок ПВХ. Я никогда не находил места, где можно было бы купить это напрямую. Как правило, для такого типа гибки чаще всего используется пластик Rovel, но у меня был ПВХ, и Rovel стоит дороже и для меня примерно в полутора часах пути. Тем не менее, этот кусок снова превратился в красивый плоский квадрат. Циркуль помог нанести на него четыре круга.
Один круг был для трубы, в которую она должна входить, а другой – для диаметра трубы, которая должна была в нее поместиться.Два других предназначались для резки, чтобы сделать устройство круглым и проделать центральное отверстие. Снова с помощью лобзика вырежьте внутренний круг и внешний круг.
Далее вы обычно используете деревянную форму и систему вакуумной формы, если вы делали много, но в таком единственном в своем роде, как это было, вы можете просто использовать целевые трубы, стараясь не позволять им перегреваться. Осторожно нагрейте 1/3 края этого круга, поместите его на прохладную трубку и осторожно согните его через край трубы, используя кружок в качестве направляющей.Снимите трубку и охладите ее, затем сделайте еще треть таким же образом. Требуется около трех раз, чтобы получить удобную посадку, и много возни, чему можно помочь, имея большую ленту, чтобы плотно прижать ее и удерживать на месте, пока она не остынет. Установив лобзик таким образом, чтобы лезвие находилось на 2,5 дюйма по горизонтали, вы можете просто положить верхнюю плоскость и обрезать внешний край, чтобы получить наиболее профессиональный вид. Этот процесс действительно работает, требует много терпения и времени, а также тепловая пушка.
Вставить в центральное отверстие было намного проще.Просто нагрейте всю центральную область примерно на 2 дюйма, затем нажмите на трубу, чтобы она вошла в отверстие, убедившись, что она находится вертикально по мере остывания верха. На прилагаемом изображении вы можете видеть два «пончика», и если вы присмотритесь, вы также увидите колпачок на дне цилиндра, все они были сделаны именно так.
Сделать простой тройник тоже легко, но, возможно, оно того не стоит.Моя местная стоимость составляет всего 8 долларов против примерно 4 часов, чтобы сделать хороший. Начните с трубы большего размера и трубы, которую нужно присоединить к ней. Я сделал шаблон из бумаги, который я наматываю на входящую трубу, чтобы сделать линию разреза. Оказывается, некоторые бесплатные программы перехода на листовой металл в Интернете отлично подходят для создания необходимых форм. После грубой резки входящей трубы, я немного гордо перерезал трубу того же размера с помощью куска наждачной бумаги в моем низкооборотном сверле. Пара минут – почти идеальная посадка.Теперь я использую маркер Sharpie внутри этой трубы, чтобы отметить место, где нужно разрезать другую трубу. Вместо того, чтобы разрезать эту линию, я вместо этого провожу внутри нее еще одну линию, чтобы получилась красивая губа. Обрежьте эту внутреннюю линию, а затем с помощью моего теплового пистолета наденьте отверстие, пока я не смогу вставить меньшую трубу. Я пытаюсь обработать края так, чтобы они выходили наружу. Это обеспечивает хорошее охватывающее соединение, если плотно прилегать к трубе во время охлаждения. Все, что нужно, – это немного цемента, и мы получаем красивую и работоспособную звезду.
Создание собственных более сложных тросов, таких как 6 дюймов на 5 дюймов и 3.5 дюймов, которые я рекомендую для своих воздуховодов, требует начать с 6-дюймовой трубы из ПВХ и отрезать длинный V-образный вырез, который делает трубу сужающейся от 6 дюймов до 5 дюймов в закрытом состоянии. Если вы подключаетесь к гибкому шлангу, вместо этого измерьте размер шланга. Кромки трубы с V-образным вырезом можно склеивать или сваривать пластмассой, зажимая их металлическим хомутом. Затем снова сделайте 3,5 “прямой, используя V-образный вырез, чтобы уменьшить 4” до 3,5 “. После того, как обе части будут сделаны, затем соедините их, используя ту же технику, только что описанную для изготовления простой звезды. меньшие концы в горячем масле и используйте зажимы для соединения с внутренней резьбой.Крепление к гибкому шлангу представляет собой отличное соединение, которое можно навинтить прямо на шланг без использования зажимов.
Есть несколько различных способов соединения.
Один из них предполагает использование теплового пистолета и короткого отрезка трубы, который нужно соединить с большей трубой. К сожалению, при нагревании ПВХ выделяет диоксины, один из самых канцерогенных газов, поэтому для выполнения такой работы вам потребуется хорошо вентилируемая установка. Вы довольно сильно нагреваете большую трубу в том месте, где должно быть выполнено соединение, затем прижимаете короткую деталь изнутри наружу, чтобы сформировать фитинг, который вы хотите видеть.ПВХ – интересный пластик тем, что он в значительной степени остается того же размера, что и был отлит, без особой способности к растяжению или усадке, поэтому этот подход требует больших усилий и времени. Преимущество, конечно же, в том, что результат дает хорошую плотную посадку, большую площадь склеивания, и вы можете делать любые настройки, какие захотите.
В другом соединении используется горячее масло или кипящая вода и приспособление, которое удерживает трубу круглой формы, но расширяет конец под углом девяноста градусов. Две трубы можно соединить с помощью прокладки и шурупов или просто склеить, чтобы получился хороший стык.
С тех пор, как я написал эту страницу, друг прислал мне кучу волшебных картинок, которые он делал, аккуратно распиливая и склеивая различные детали. Он делал свои стыки очень похоже на то, как мы склеивали доски в деревообработке. Например, он аккуратно выпилил два фитинга под прямым углом, чтобы получился красивый длинный Y-образный фитинг с двойным радиусом. Он сделал все тройники на своей сети, аккуратно соединив два отрезка прямой трубы. Он вклеил пару заглушек в кусок 6-дюймового ПВХ, который был разрезан, так что это была просто наждачная бумага толщиной меньше диаметра, чем стандартная труба.Он наложил на эту трубу наждачную бумагу и вставил ее в свой токарный станок. Он сделал приспособление, чтобы вставить кусок трубы под углом 60 градусов. Затем с большим терпением он отшлифовал трубу, чтобы она идеально подошла к другой 6-дюймовой трубе. Затем он сделал бумажный шаблон, чтобы с помощью лобзика предварительно вырезать большую часть материала, чтобы минимизировать шлифование. Основное, он надел трубу и нарисовал форму, которую нужно было вырезать из основной трубы. Он снова использовал лобзик, чтобы удалить большую часть материала. Затем он использовал большой шлифовальный барабан с подшипником на своем переносном сверле, чтобы отшлифовать идеальный поток. установочное отверстие.Наклеил на ножку тройник плюс маленький треугольник из ПВХ для армирования. Сначала он использовал сварочный аппарат для ПВХ, но обнаружил, что склеивание не только намного проще и лучше выглядит, но и, кажется, лучше держится. Я нашел в Harbour Freight за 29 долларов (в продаже) сварщика ПВХ. В этом устройстве используется поток очень горячего воздуха, приводимый в движение вашим компрессором, чтобы расплавить немного пластика и пластикового «сварочного» стержня. Приложив много усилий, вы можете сделать свои собственные стыки и т. Д. Как и мой друг, я обнаружил, что намного проще просто склеить.
Еще одна мысль от двух разных друзей заключается в том, что гораздо более крупные куски ПВХ и другого аналогичного пластика обычно формируются с использованием двух других процессов.Чтобы сделать пластик гибким, используют горячую ванну с глицерином. В другом используется нагревательная сетка и система вакуумного формования. У меня нет необходимости или интереса к работе с такими крупными предметами, но некоторые могут.
Во всяком случае, это позволит вам поворачивать за угол и творить всевозможные впечатляющие чудеса с точки зрения работы с ПВХ. Надеюсь это поможет. Счет
Сварить пластик не так уж и сложно. С момента написания этой статьи я купил недорогой сварочный пистолет для пластика.Это действительно паяльник с контролируемой температурой, который необходимо подключить к воздушному компрессору. Вскоре я понял, что трудность заключалась в том, что без достаточного воздушного потока он может быстро сгореть. Ключом к моей работе, который я нашел, был скромный воздушный поток, низкая скорость и большое количество присадочного стержня. Вот видео Wegener об использовании аппарата для сварки пластмасс (щелкните здесь, чтобы загрузить).
трубогибочных компаний в Хьюстоне?
Трубогибочные компании в Хьюстоне могут предоставить вам более простой и эффективный способ получения необходимых труб.Вы сможете выбрать сталь или металлический сплав, который вам нужен, а также ряд услуг, которые могут вам понадобиться. Сюда входят такие вещи, как трехмерные изгибы, а также прокатка, намотка и многое другое.
В Bend-It, Inc. мы специализируемся на изготовлении изделий по индивидуальному заказу, и мы уделяем время, чтобы понять ваши потребности. У нас безупречная репутация и мы гордимся гарантированно быстрой производительностью. Что еще более важно, мы предоставляем необходимые вам услуги, поэтому вам не нужно делать их самостоятельно. Благодаря нашим опытным профессионалам, выполняющим все операции по гибке и изготовлению, это может сократить трудозатраты, а также снизить потенциальные проблемы безопасности на месте, с которыми вы могли бы столкнуться в противном случае.
Если вы посмотрите на компании, предлагающие гибку труб, вам захочется убедиться, что вы выбрали компанию, которая предоставляет все необходимые вам услуги. Это позволяет отказаться от всех внутренних услуг по гибке и прокатке труб, чтобы компания могла просто предоставить все, что вам нужно. Таким образом, вы можете избавиться от значительного количества рабочей силы и обучения в помещении. Позвоните в Bend-It, Inc. сегодня и узнайте, как передача гибки труб на аутсорсинг нам может повысить вашу прибыльность.
отзывов о трубогибочных компаниях?
Поиск отзывов для компаний важен, поскольку они расскажут вам, с чем другие люди сталкивались при работе с компанией по гибке труб. В Bend-It, Inc. у нас есть множество отзывов, и наши клиенты оставили нам положительные отзывы на множестве веб-сайтов с отзывами.
Когда вы читаете обзоры, они могут рассказать вам о ценах, стоимости, обслуживании клиентов и различных других деталях. Они могут помочь вам узнать о компании больше, чем то, о чем вы читаете на веб-сайте или что торговый представитель говорит вам по телефону.Прежде чем выбрать компанию для работы, обзоры могут помочь ответить на дополнительные вопросы, чтобы вам было удобно выбирать одну компанию другой. Позвоните в Bend-It, Inc. сегодня для получения дополнительной информации.
Надежные трубогибочные компании в Хьюстоне?
Вы всегда должны искать надежные компании в Хьюстоне. Это гарантирует, что вы можете рассчитывать на качество, которое вы получаете. Если сплавы, размеры или что-либо еще будут неправильными, это может привести к проблемам на протяжении всей вашей работы – а это может привести к несчастным случаям или стоить вам больше денег.
Очень важно получить помощь, когда она вам понадобится. Трубогибочные компании в Хьюстоне могут помочь вам рассчитать радиус, необходимый для определения того, какие типы изгибов вам нужны, например, когда вам нужны изгибы 5d. Узнайте больше о расчетах здесь: http://bit.ly/1ylmQpl.
Bend-It, Inc., Inc – надежная трубогибочная компания из Хьюстона, и мы поддерживаем свое имя. У нас работают опытные специалисты, которые позаботятся обо всех потребностях вашей компании в гибке, а также позаботятся о том, чтобы все расчеты и спецификации были учтены.Позвоните в Bend-It, Inc. и узнайте больше о наших услугах уже сегодня!
Если вам нужно правильно выполнить гибку металла по индивидуальному заказу… и сделать это прямо сейчас… лучше всего отправить его в Bend-It, Inc.!
Обновлено Bend-It, Inc. 3 октября 2015 г.
При определении того, с какими компаниями по гибке труб вы хотите работать, полезно знать, какие типы продуктов и услуг они предлагают. Даже если у вас есть особая потребность в текущем проекте, позже вам могут понадобиться другие услуги и продукты.Выбирать одного поставщика выгодно для создания долгосрочных отношений с точки зрения удобства и стоимости.
Вот некоторые из услуг, которые вам следует искать в трубогибочных компаниях:
- Катушки. Во многих отраслях промышленности требуются спиральные и змеевиковые змеевики для различных систем нагрева и охлаждения. Компании по гибке труб с полным спектром услуг производят эти рулоны в соответствии с вашими желаемыми спецификациями.
- Трубы. Это в названии! Одна из самых известных услуг в этой отрасли – это гибка и формовка различных типов металлических труб в соответствии с большинством технических требований.У уважаемой компании по гибке труб есть оборудование, необходимое для выполнения гибок 2D, 3D, 4D и даже 5D.
- Трубки металлические. Гибка предназначена не только для труб. Независимо от того, хотите ли вы создать индивидуальную стойку для велосипедов или вам нужны изогнутые стальные рельсы для коммерческого объекта, компании, занимающиеся гибкой труб, могут катать, гнуть, резать и добавлять уникальные края и обработки, чтобы облегчить ваши потребности в дизайне.
- Профили конструкционные. Компании по гибке труб, от плоских стержней до двутавровых балок, имеют большой опыт в реализации крупных строительных проектов.
Работа с ведущим поставщиком и производителем не только означает, что вы получите нужные вам крупные детали, но также избавляет от трудозатрат и головной боли при транспортировке, поскольку ваши балки, трубы и бухты будут доставлены прямо на вашу собственность или рабочее место. .
Обновлено Bend-It, Inc. 10 сентября 2015 г.
Основная функция, предлагаемая трубогибочными компаниями, – это гибка труб и их первичное изготовление. Это касается как общей, так и специальной гибки труб. Эти услуги являются жизненно важными компонентами конструкций и трубопроводов для производства и других отраслей, таких как автомобилестроение, нефтяная промышленность, электроника и транспортировка материалов.Помимо гибки труб, эти компании предлагают дополнительные услуги, дополняющие это основное предложение. В их числе:
- Сварочные услуги: Сварка является неотъемлемой частью производства и гибки труб. Основная функция сварки – соединение отдельных компонентов для создания конечной заготовки.
- Обработка с ЧПУ: это включает в себя серию прецизионных услуг по обработке деталей с использованием ряда обрабатывающих центров, программного обеспечения CAD и CAM и других систем. Наиболее распространенные методы обработки с ЧПУ включают токарную обработку, фрезерование и сверление.
- Резка труб: резка необходима для получения заготовки нужного размера и формы. Используемые два метода включают ручную и автоматическую резку. Лазерная резка используется для проектов, требующих высокой точности.
- Профилирование листов: Формование листов является основным материалом для многих отраслей промышленности. Для приложений требуются листы разных материалов, размеров и толщины. Чтобы удовлетворить эту потребность, трубогиб должен инвестировать в различное оборудование и навыки.
Прочие услуги
Помимо вышеупомянутого, трубогибочные компании предлагают вторичные услуги, которые дополняют первичные для достижения нужных результатов.К ним относятся сверление, правка, фрезерование, механическая обработка и другие. Оба они дополняют основные услуги, а также упрощают такие действия, как сборка и соединение.
Обновлено Bend-It, Inc. 3 декабря 2015 г.
Вы когда-нибудь интересовались, как металлические трубы приобретают точную форму? Компании, занимающиеся гибкой труб, умеют брать длинные полосы металла и преобразовывать их в различные формы и характеристики, необходимые частным лицам и компаниям. Это включает переработку труб из нержавеющей стали в пригодные для использования изгибы, подходящие для таких применений, как компоненты самолетов и выхлопные коллекторы.
Вот лишь некоторые из продуктов и услуг, которые предлагают компании по гибке труб:
- Змеевики – Спиральные и змеевидные змеевики необходимы в большинстве систем отопления и охлаждения, например, при ремонте домашних котлов или на больших нефтяных вышках. Компания по гибке труб с полным спектром услуг берет длинную трубу и использует специальное механическое оборудование, чтобы сгибать ее в бухту, чтобы конечный продукт соответствовал спецификациям приложения.
- Трубы – Как вы, наверное, догадались по названию, компании, занимающиеся гибкой труб, специализируются на гибке и формовании различных типов металлических труб для соответствия всем изгибам, изгибам, углам и разрезам, которые требуются клиенту.Обязательно спросите свою потенциальную трубную компанию, есть ли у нее оборудование и хорошо ли они предлагают гибки 2D, 3D, 4D и 5D. Даже если вам не нужны такие спецификации для вашего текущего проекта, они могут вам понадобиться для следующего проекта, и лучше с самого начала сотрудничать с компанией по гибке труб с полным спектром услуг, чтобы построить прочные рабочие отношения.
- Профили и трубы – Трубогибочные компании оснащены оборудованием для прокатки, гибки, резки и добавления специальных кромок и обработки металлов, чтобы соответствовать потребностям большинства структурных проектов, будь то персонализированная стойка для велосипедов или массивная двутавровая балка
Здесь вы можете создать контент, который будет использоваться в модуле.
Отключить:
Метка администратора:
Шрифт текста:
Размер шрифта текста:
Цвет текста текста:
Выберите собственный цвет
Расстояние между буквами текста:
Высота текстовой строки:
Цвет фона:
Фоновое изображение:
Использовать границу:
Цвет границы:
Ширина границы:
Стиль границы:
Сплошной, пунктирный, штриховой, двойной, гребень, вставной, выход
Специальная маржа:
Пользовательское заполнение:
Класс CSS:
Раньше :.et_pb_text_0: до
Главный элемент: .et_pb_text_0
После: .et_pb_text_0: после
Знакомство с различными методами гибки труб
Автор: Сирикит Хиясмин Элебаран
Благодаря асимметричной конструкции трубы можно изгибать до определенных радиусов. Гнутые трубы должны соответствовать точным спецификациям, чтобы точно соответствовать своему назначению. Однако добиться идеального изгиба в одно мгновение невозможно. Подрядчик, не имеющий большого опыта, может столкнуться с ошибками, которые могут привести к повреждению трубы или волнам.Небольшая ошибка может вызвать проблему, независимо от того, предназначена ли труба для оборудования или для транспортировки жидкости и воздуха.
В идеале изгиб трубы должен выполняться осторожно. В противном случае материал станет толще, что приведет к складкам, или станет тоньше, что приведет к его разрушению.
Различные методы гибки труб
Существует четыре типа труб и методов гибки труб. Позвольте нам помочь вам понять каждый процесс, чтобы помочь вам найти правильный метод при его выполнении.
Ротационная гибка с вытяжкой
Ротационная гибка с вытяжкой обычно используется для толстостенных труб.Это обеспечивает больший контроль, поскольку оправки и матрицы находятся внутри трубы для поддержки. Это предотвращает возможное образование складок на внутренней стенке крутого изгиба. Это также может помочь вам добиться резких изгибов или небольших допусков на размеры.
Ротационная гибка с вытяжкой идеально подходит для применений, требующих эстетичного внешнего вида труб.
Компрессионная гибка
В процессе гибки под сжатием используется матрица компрессора, также известная как ведомый блок, или ролик. Трубка зажимается в задней точке касания.Из-за своей простоты это распространенный метод, используемый в строительной отрасли. Однако он не сможет выполнять изгибы с малым радиусом, потому что это может привести к изгибу или поломке труб.
Индукционная гибка
Индукционная гибка позволяет выполнять многократную или трехмерную гибку. При этом индукционная катушка размещается вокруг участка, в котором труба должна быть изогнута. Затем он нагревается до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 ° C). Давление изгиба сосредоточено на нагретой части для достижения необходимой точности радиуса.
Валковая гибка
Трехвалковая гибка методом выталкивания (TRPB) является наиболее часто используемым методом. Труба помещается в машину с тремя роликами (также называемыми зажимными приспособлениями), постепенно увеличивая давление. Процесс необходимо повторить несколько раз, пока не будет достигнут заданный радиус.
Walters Оптовая торговля: услуги по гибке труб
Развитие технологий помогло профессионалам безупречно выполнять гибку труб. Количество доработок было уменьшено из-за плохо выполненного процесса.Также приятно, что есть несколько компаний, которые предлагают услуги по гибке труб, а не делают это в одиночку. Возьмем, к примеру, услуги по гибке труб Walters Wholesale.
Специальные методы и приемы, используемые Walters Wholesale, позволяют вам воспользоваться многочисленными преимуществами:
1. Поддерживаемая прочность : Walters следит за тем, чтобы трубы изгибались постепенно, так что форма, качество и точность никогда не будут нарушены.
2. Избегаемые деформации : Процедура гибки труб требует строгой оценки, профессионализма и опыта.В Walters Wholesale вам гарантируется, что наше подразделение по гибке труб сможет достичь заданного радиуса с максимальной точностью, избегая волнистости и деформации.
3 . Разнообразные конструкции гибки труб : Walters ’использует совершенно новый Greenlee AutoBend 3D, который в 8 раз быстрее, чем любые традиционные гибочные станки. Он также не требует ручной маркировки и измерения и может даже сгибать трубы диаметром до 4 дюймов.
Погрузитесь в революцию гибки в Walters Wholesale. Ускорьте всю процедуру, устраните поврежденные трубы и повысьте продуктивность вашей команды с нашей помощью.
Теги: гибка труб сборная сборная гибка ротационная вытяжная гибка компрессионная гибка индукционная гибка вальцегибочная гибка Greenlee Autobend электрическая; электрик
Удобные насадки для обработки металла своими руками
Из листового металла можно придать форму гидроизоляции, теплозащитного экрана со стороны печи или беличьего ограждения.Плоский стержень может быть преобразован в индивидуальные скобы для придания жесткости шаткому столу для пикника и скобы для поддержки кормушки для колибри. Хотя лезвия и биты часто бывают разные, резка и сверление металла похожи на обработку дерева. Но для гибки металла нужны собственные приемы.
Фальцовка листового металла
Гнуть листовой металл, будь то сталь, алюминий или латунь, достаточно просто; Хитрость заключается в том, чтобы сделать изгиб там, где вы хотите, и образовать острый угол.Вы можете зажать прочный кусок дерева с четким прямым краем в точке изгиба, вставив металл между блоком и рабочей поверхностью. Потяните вверх свободный конец листа и, используя киянку, плотно постучите по блоку местом сгиба. Чтобы заострить угол еще больше, прижмите к металлу кусок лома и постучите по нему. Для длинного изгиба листового металла – скажем, для настройки длины гидроизоляции – воспроизведите металлический тормоз (инструмент для складывания, который используют профессионалы): зажмите лист деревянной рейкой или прутком по всей длине сверху, выступая за край. верстака в точке изгиба.Зажмите вторую рейку на нижней стороне металла в той же точке изгиба, затем поверните нижнюю рейку вверх, чтобы установить изгиб.
Гибка плоская
Низкоуглеродистую сталь холодно гнуть легко, с заготовкой толщиной до 3/16 дюйма и шириной 11/2 дюйма, хотя вы можете сгибать более толстый материал в холодном состоянии с достаточным усилием. Зажмите сталь в тисках в месте изгиба, затем потяните на себя. Вы можете оставить стержень слишком длинным и отрезать его до нужной длины после сгибания или надеть трубу через конец, чтобы получить большее усилие.Даже зажимные тиски, закрепленные на конце, добавят рычага. Также можно применить уговоры ударами молотка близко к изгибу. Чтобы выровнять изгиб под углом 90 °, снова зажать деталь сбоку в тисках и постучать внешней стороной изгиба по одному концу губок тисков.
Если плоский приклад толще 3/16 дюйма, вам, вероятно, понадобится немного тепла, чтобы согнуть его. (Тепло также облегчает формирование острого угла.) Металлисты используют ацетиленовые горелки, но вы можете обойтись пропановой или пропиленовой водопроводной горелкой.Надевайте кожаные рабочие перчатки и защитные очки и по возможности работайте на открытом воздухе. Отметьте точку изгиба, сделав надрез на краю приклада. Затем прогрейте участок возле изгиба. Когда он станет вишнево-красным, быстро поместите его на угол наковальни тисков и ударьте молотком, чтобы получить нужный угол.
Чтобы сделать изогнутый изгиб, холодный или горячий, зажмите приклад в тисках над куском металлической трубы нужного вам радиуса и протяните металл вокруг трубы или забейте его молотком.
Жак ПерроPro Tip: Чтобы обжать конец водосточной трубы (или стального или алюминиевого канала) без специальных клещей для обжима, используйте обычные плоскогубцы с острым носом.поместите губки плоскогубцев так глубоко, чтобы они заходили за край трубы, и слегка поверните их, слегка скручивая металл. Повторите все до конца, и вы получите аккуратный обжим, который легко войдет в трубу другого отрезка.
.