проволокогибочный станок с ЧПУ и другие приспособления, 3D-гибка и другие варианты, ручная гибка проволоки своими руками
Гибка проволоки – востребованный технологический процесс, с помощью которого удается придать изделию требуемую форму. Процедура подразумевает изменение конфигурации посредством сжатия внутренних волокон металла и растяжения наружных слоев. Стоит подробнее рассмотреть, что представляет собой процесс, и с помощью какого оборудования его проводят.
Основные правила гибки
Гибка проволоки не представляет ничего сложного. Однако для достижения лучшего результата следует принимать во внимание несколько правил.
- При выполнении поставленной задачи и работе с инструментом следует использовать перчатки из плотной ткани для предотвращения травм.

- Для работы подходят только исправные инструменты или автоматические машины. Перед началом гибки металла следует проверить технику на наличие повреждений или деформаций.
- Если для проведения операции необходимы тиски, следует предварительно убедиться в том, что заготовка надежно зафиксирована.
- Перед началом работы необходимо выровнять положение заготовки.
- Если действия с инструментом проводятся одной рукой, вторую стоит держать подальше от того места, где планируется сделать сгиб. Объясняется это тем, что плоскогубцы или другой инструмент способны сорваться и поранить руку.
- Не рекомендуется размещать на краю рабочего стола при проведении процедуры тяжелые инструменты. В противном случае при выполнении гибки их можно задеть и уронить на ноги, что обернется травмой.

Учет этих правил позволит добиться надежного результата и избежать брака изделий или ранений, если произойдет резкое высвобождение материала.

Дополнительно в процессе гибки рекомендуется обратить внимание на целостность проводки и организацию заземления, когда речь заходит об использовании электрических станков. Стоит отметить, что выполнение ручной гибки позволяет работать с небольшими объемами материалов. Объясняется это тем, что у процедуры высокая трудоемкость, что неблагоприятно сказывается на состоянии человеческого организма.
Обзор оборудования
 Необязательно применять только ручной способ изменения формы материала. В ход можно пустить станки или другие машины, способные повысить показатели производительности. Стоит подробнее рассмотреть ассортимент инструментов и техники для сгибания проволоки.
Необязательно применять только ручной способ изменения формы материала. В ход можно пустить станки или другие машины, способные повысить показатели производительности. Стоит подробнее рассмотреть ассортимент инструментов и техники для сгибания проволоки.Для ручной гибки
Металлическая проволока востребована в быту. Преимущественно для изменения конфигурации используют ручное слесарное оборудование. Это позволяет добиться получения таких элементов:
- хомуты;
- кронштейны;
- вешалки.
Чтобы достичь нужного результата, следует использовать мягкие и пластичные виды проволоки.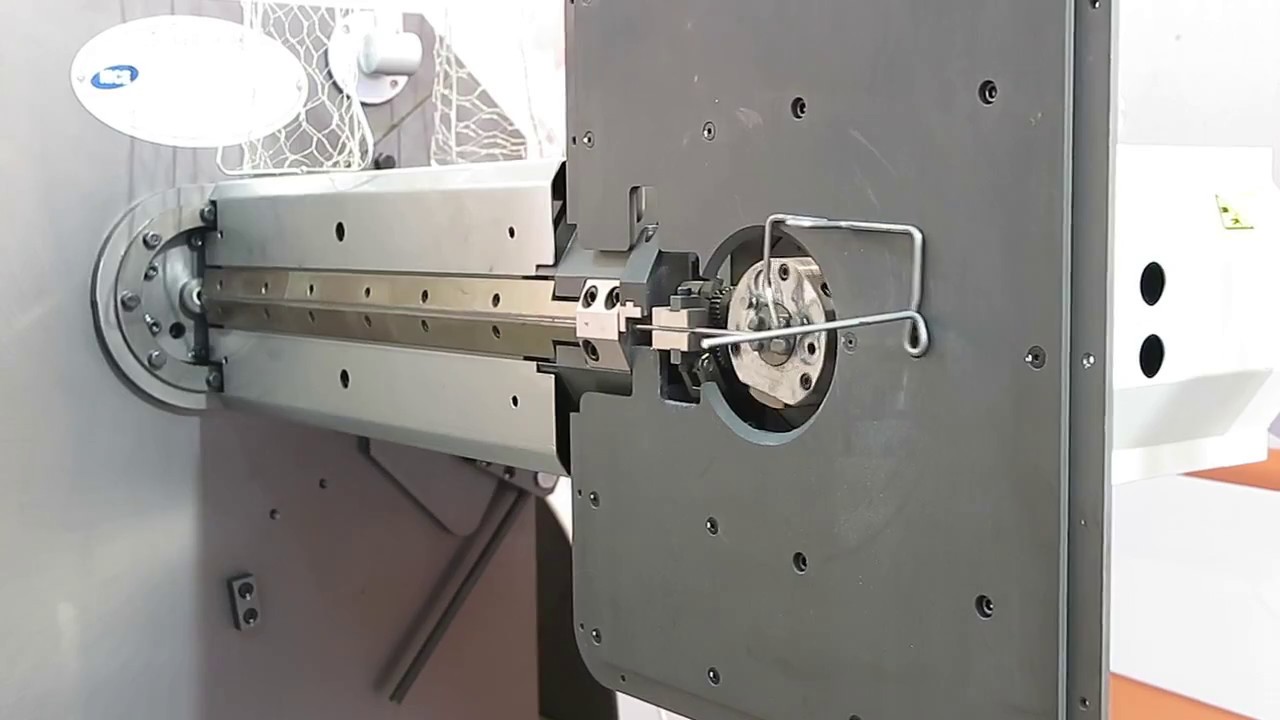
Это снизит усилия, которые потребуется приложить при ручном способе гибки, а также заметно ускорит процесс.
Дома для изменения формы металлических элементов принято использовать:
- круглогубцы;
- плоскогубцы;
- слесарные тиски.
Если проволоку необходимо разрезать, можно использовать кусачки или приобрести специальные бокорезы. Такого инструмента достаточно для обеспечения необходимого результата по приданию проволоке требуемой формы.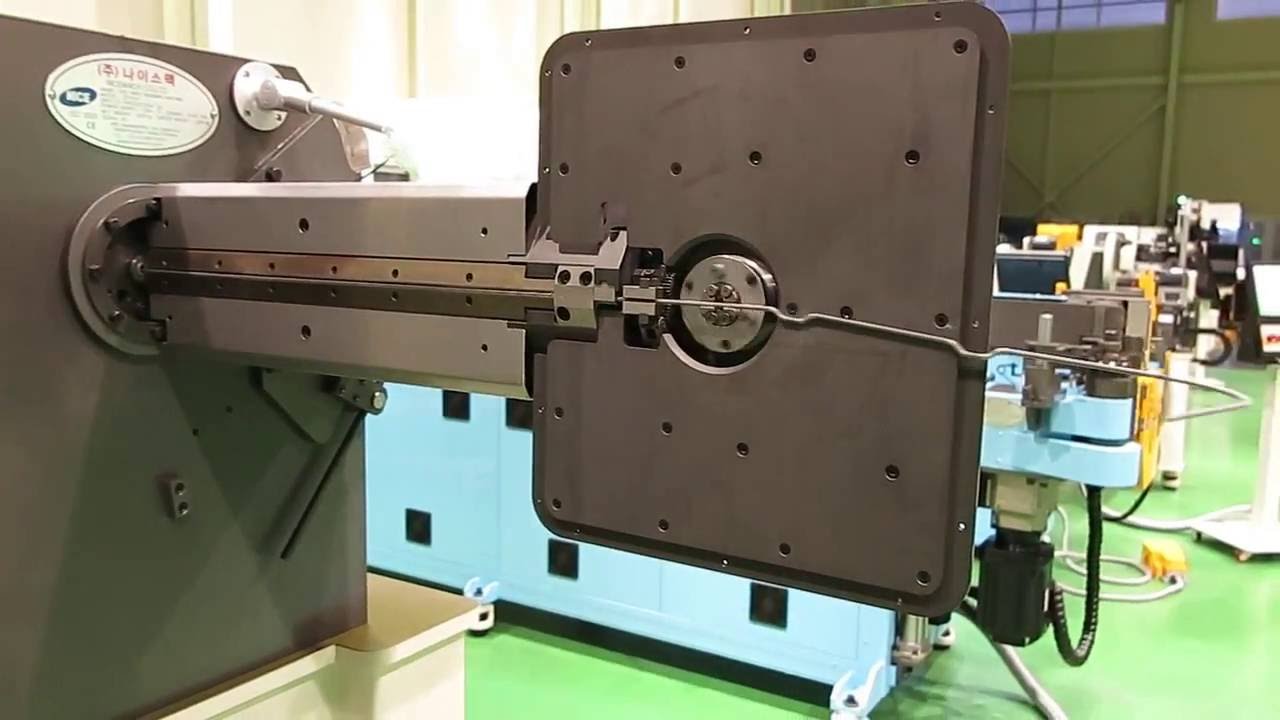 Трудности возникают, когда появляется необходимость сгиба изделий больших диаметров. Для этого потребуется приобрести особые приспособления. Также их можно изготовить самостоятельно.
Трудности возникают, когда появляется необходимость сгиба изделий больших диаметров. Для этого потребуется приобрести особые приспособления. Также их можно изготовить самостоятельно.
Станки
Когда становится необходимым изготовить большое количество металлических изделий из проволоки разных диаметров, о ручном способе гибки не может быть речи. Для реализации операции используют специальное оборудование и особые методики. Востребованным считается бухтовый способ изменения конфигурации металла. При использовании такой технологии выполняют следующие этапы.- Проволоку наматывают на специальные бухты и подают на станок с роликами, в котором дополнительно предусмотрено две плоскости. Они обеспечат выравнивание изделия.
- После этого материал подают на станок, который проведет формирование требуемой конфигурации изделия.
- Сформированную проволоку отрезают, чтобы снова приступить к первому этапу.
Такой процесс позволяет автоматизировать процедуру гибки, что повышает производительность.
В некоторых станках установлены специальные валики, способствующие сгибу изделий.
В таком оборудовании использован принцип проталкивания обрабатываемого материала для дальнейшего изменения формы. Конец проволоки перед проведением операции соединяют с проводом. Он тянет ее через валики, которые и придают материалу нужную форму, установленную программой. Отдельный станок используют и для выравнивания проволоки. В роли рабочих органов, обеспечивающих достижение нужного результата, могут быть:
Отдельный станок используют и для выравнивания проволоки. В роли рабочих органов, обеспечивающих достижение нужного результата, могут быть:
- рамки правильной формы;
- блоки с двумя плоскостями.
Первые отличаются высокой эффективностью, поэтому востребованы на производстве, где требуется плавное и качественное проведение процедуры. Современные технологии в сфере станкостроения позволили приступить к выпуску станков, оборудованных несколькими гибочными консолями. Такой тип оборудования называют ЧПУ станки. Они предназначены для изготовления плоских и 3D изделий.
Гибка проволоки с применением подобной фигурной техники позволяет увеличить производительность заводских мощностей, а также наладить выпуск изделий разнообразной формы. Для проведения процедуры достаточно задать необходимые параметры в программе, станок самостоятельно справится с поставленной задачей.
Как согнуть?
Чтобы согнуть проволоку небольшого диаметра в домашних условиях, потребуется отыскать и подготовить тиски, молоток или плоскогубцы. Однако использование перечисленных инструментов требует много времени и сил для проведения процедуры.
Если хочется ускорить процесс, стоит задуматься об изготовлении более надежного приспособления.
Таким инструментом является ручной пруткогиб, который позволит гнуть проволоку. Для его изготовления потребуется взять:
- два отрезка профильной трубы;
- болгарку;
- сварочный аппарат.
Конструкция пруткогиба включает ручку и рабочую часть. Чтобы ее собрать, необходимо будет сделать следующее.
Чтобы ее собрать, необходимо будет сделать следующее.
- Зарезать край длинного отрезка под углом 45 градусов с помощью болгарки.
- Из короткой части вырезать деталь П-образной формы.
- Сварить оба элемента между собой под определенным углом.
- Отбить шлак и зачистить поверхность с помощью щетки.
- Отшлифовать инструмент.
Когда все этапы будут выполнены, инструмент будет готов к использованию. При необходимости его можно покрасить. Работа с пруткогибом не представляет ничего сложного. Приспособление действует по типу рычага. Для осуществления сгиба необходимо вставить проволоку в рабочую часть и надавить на ручку.
Самый популярный вопрос – как сделать из проволоки кольцо своими руками. Для этого потребуется воспользоваться болванкой из дерева требуемого диаметра или использовать небольшой кусок стальной трубы.

В случае с трубой также потребуется заранее подобрать необходимый диаметр изделия.
Когда требуемые материалы и заготовки будут найдены или сделаны, необходимо навить на шаблон не менее двух витков проволоки и сделать отметки. После выполненных приемов останется снять проволоку с трубы или болванки и сварить ровное кольцо по готовым отметкам.
Обзор станка для гибки проволоки в видео ниже.
Высокоскоростные многоосевые станки с ЧПУ для 3D гибки проволоки, серия CEB 100
Преимущества Корпус станков выполнен из электросварной нормализованной и прошедшей пескоструйную обработку стали. Механическая обработка высокой точности. Конструкция устройства подачи и держателя гибочного рукава обеспечивает максимальную концентричность. Подвижная панель управления из листового металла с устройством быстрой фиксации. Электрические и электронные компоненты наивысшего качества от ведущих мировых производителей. Механическая обработка высокой точности. Конструкция устройства подачи и держателя гибочного рукава обеспечивает максимальную концентричность. Подвижная панель управления из листового металла с устройством быстрой фиксации. Электрические и электронные компоненты наивысшего качества от ведущих мировых производителей. | |
Опции, описания
| Наименование модели |
Диапазон диаметров проволоки, мм | Скорость подачи, м/мин | Количество осей |
| CEB 106 | 1,50/6,00 | 170 | 3/4 |
| CEB 108* | 1,50/8,00 | 170 | 4 |
| CEB 110 BV | 2,00/10,00 | 150 | 4 |
| CEB 110 DS | 2,00/10,00 | 150 | 4/5 |
| CEB 110 HST | 2,00/10,00 | 150 | 4/7 |
| CEB 110 WT | 4,00/10,00 | 150 | 4/5 |
| CEB 112 HST | 4,00/12,70 | 120 | 4/7 |
Продажа гибки проволоки – пожалуйста, уточняйте наличие товара на складе. Информация о гибки проволоки размещенная на этом сайте не является публичной офертой.
Информация о гибки проволоки размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор – ИНТЕРВЕСП,
дата публикации 07.11.2014 12:31, дата последнего изменения 24.09.2018 17:30.
intervesp-stanki.ru © 2002-2021, Все права защищены.
Публикация разрешена с письменного разрешения автора.
Бюджетные станки для 2Д гибки проволоки
Станки для плоской гибки проволоки находят широкое применение у производителей торгового оборудования. Проволока подается из бунта, проходит через правильный блок и подаётся на гибочную консоль, где производится гибка изделия по заданной программе ЧПУ. По окончании процесса гибки деталь отрезается гильотиной. Все операции производятся полностью в автоматическом режиме. Станки обладают широкими возможностями для изготовления плоских изделий любой сложности: колец, рамок, различных открытых и замкнутых контуров, плоских спиралей.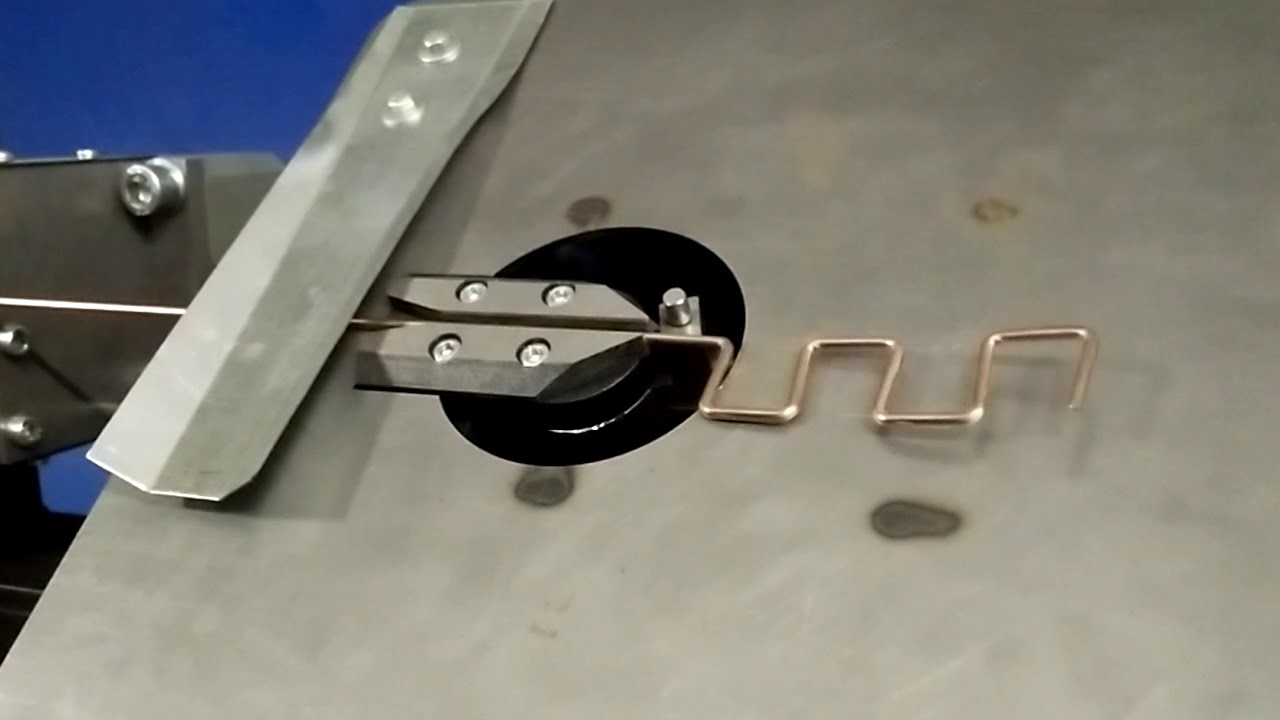 Для получения пространственного изделия, многие заказчики используют пресс, таким образом, имея высокую производительность при производстве плоских изделий на станке для гибки проволоки, заготовка помещается под пресс для пространственной подгибки, что обеспечивает высокую производительность и хорошую повторяемость получаемого проволочного изделия.
Для получения пространственного изделия, многие заказчики используют пресс, таким образом, имея высокую производительность при производстве плоских изделий на станке для гибки проволоки, заготовка помещается под пресс для пространственной подгибки, что обеспечивает высокую производительность и хорошую повторяемость получаемого проволочного изделия.
Станки для гибки проволоки серии UMЕ имеют запатентованную систему компенсации неплоскостности. Актуально для отечественной проволоки, у которой при размотке из бухты остаются внутренние напряжения, геометрию изделия “крутит” и оно получается не плоским (что в 3D станках обычно компенсируется поворотом консоли). В гибочных станках UMЕ реализована механическая возможность настраивать «обратное скручивание» проволоки, в результате чего можно получать абсолютно плоское изделие, без корректировки гибочного инструмента или программы ЧПУ.
Станки для гибки проволоки серии UMЕ имеют поворотный стол, таким образом оператор может настроить удобный угол стола (например более вертикальный или более горизонтальный), в соответствии с геометрией изделия.
Станки для гибки проволоки серии UMЕ очень просты в эксплуатации и надежны. ЧПУ известной фирмы B&R (Англия) позволяет программировать режимы гибки, есть возможность программирования партии изделий, где последовательно выполняются несколько изделий друг за другом. Программируется как гибка обкаткой, так и проталкиванием, с переходом из радиуса в радиус.
Гибка проволоки в Краснодаре и крае
3D гибка проволоки производится на специальных станках с числовым программным управлением, которые обеспечивают поворот гибочных консолей во всех пространственных направлениях. Технология позволяет обеспечить высокую производительность и качество готовых изделий, благодаря отсутствию человеческого фактора. При помощи трехмерной гибки проволоки изготавливают кронштейны, крючки, булавки, зацепы и прочие элементы различных конструкций.
3D гибка проволоки в Краснодаре
Несмотря на стремительное развитие технологий и появление различных материалов, металлические изделия по-прежнему занимают лидирующие позиции в разных сферах человеческой жизнедеятельности. Не являются исключением и те, что изготавливается из проволоки. Сейчас для изготовления проволочных изделий используются различные методы: ручная гибка, 2D гибка и 3D гибка проволоки. Последний способ появился сравнительно недавно и уже успел завоевать рынок.
Не являются исключением и те, что изготавливается из проволоки. Сейчас для изготовления проволочных изделий используются различные методы: ручная гибка, 2D гибка и 3D гибка проволоки. Последний способ появился сравнительно недавно и уже успел завоевать рынок.
Что такое 3D гибка проволоки?
Трехмерная или 3D гибка проволоки представляет собой процесс, позволяющий создавать множество разнообразных изделий, предназначенных для различных областей использования. Проходит при помощи специализированных ЧПУ станков. Управление всеми процессами на таком оборудовании производится промышленным компьютером, что позволяет обеспечить поворот гибочных консолей в 3D пространстве, в любой последовательности заданной пользователем. Благодаря снижению участия в процессе человека предприятия, оказывающие услуги по гибке проволоки такого типа, значительно повышают уровень производительности и предлагают производство разнообразных изделий в кратчайшие сроки. Для получения новой формы достаточно сменить производственную программу.
Виды
Услуги по гибке проволоки 3D востребованы в различных областях, так предприятия предлагают изделия, изготовленные в рамках серийного производства таких видов:
- Имеющие диаметр сечения в рамках от 2 до 8 мм.
- С повышенным уровнем твердости (производятся из такого материала как закаленная сталь).
- С размерами гибочной рамки, доходящими до 70х70 см.
- Имеющие оцинкованное покрытие, позволяющее предупредить поражение металла коррозией и т.д.
Применение на предприятиях
Больше всего продукция такого типа востребованы при производстве торгового оборудования по индивидуальным чертежам, позволяющего улучшить функциональность установленного навесного оснащения. Также изделия, изготовленные по технологии 3D гибки, подходят и для: осветительного оборудования; продукции механического или радиотехнического типа; теплиц.
Благодаря изменению формы с высоким уровнем точности при помощи специализированного оборудования, металлическая проволока используется при изготовлении:
- кронштейнов;
- крючков навесного типа с различной формой;
- булавок и зацепов;
- элементов разнообразных конструкций и т. п.
 п.
п.Проволочные изделия, изготовленные по такому методы, обладают рядом преимуществ: менее подвержены деформированию, в том числе и скручиванию; могут быть выполнены даже в самых сложных геометрических формах.
3D гибка проволоки в Уфе
Компания Fodes Group располагает технологичным станком для 3D-гибки проволоки. По чертежам заказчиков мы сможем придать любые пространственные формы пруткам с диаметром среза от 3 до 10 мм.
В числе операций правка, размотка, отрезка и гибка проволоки по заданной программе ЧПУ. Осевой поворот гибочной консоли позволяет как угодно варьировать угол поворота. Отсутствие гидравлических компонентов позволяет задействовать в работе только сервомоторы и пневматику. Эти элементы запускают подачу проволоки, повороты консоли, собственно гибку и резку заготовки.
Процесс гибки проволоки на нашем станке
 youtube.com/embed/fp125dAQkj4?rel=0&showinfo=0&iv_load_policy=3&loop=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/fp125dAQkj4?rel=0&showinfo=0&iv_load_policy=3&loop=1″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>В каких сферах востребована гибка прутка
Изготовление изделий из проволоки, выполненных в 3D-формате, применяются в
- производстве осветительного оборудования;
- изготовлении теплиц;
- производстве радиотехнической и металлической продукции;
- оснащении палаток и другого туристического снаряжения;
- автомобильной промышленности;
- мебельной промышленности;
- производстве садового инвентаря.
Какие детали можно получить с помощью гибки проволоки на ЧПУ
Высокая точность и повторяемость деталей позволяет производить:
- подвесы;
- карабины;
- кольца;
- торговые навески;
- крючки;
- кронштейны;
- зацепы;
- детали конструкций;
- крепежи;
- стяжки;
- защёлки;
- навески.

Наши работы
Как выполняется гибка проволоки на заказ
Весь процесс делают три элемента: бухта с заготовкой, 3D-станок, оператор ЧПУ. Чертёж заказчика загружается в инструкции и задаёт последовательность действий. Далее запускается станок и выполняет заложенные в программу манипуляции. Процесс повторяется циклически, если это необходимо.
- Предельные диаметры прутков: 3–10 мм.
- Максимальный размер квадратной рамки: 700х700 мм.
- Точность поворота в пространстве в пределах 0,1 о.
- Точность гибки и подачи в пределах 0,1 о.
- Есть возможность изготовления деталей большого радиуса.
Если вам необходимо заказать гибку проволоки в Уфе, обратитесь в Fodes Group: наши специалисты
давно и качественно работают с любыми станками ЧПУ. Такое оборудование полностью исключает человеческий фактор и
неточности, при этом технические возможности инструментов неограничены. Если нужна технологичная обработка
металла, разумно позвонить в Fodes Group.
Такое оборудование полностью исключает человеческий фактор и
неточности, при этом технические возможности инструментов неограничены. Если нужна технологичная обработка
металла, разумно позвонить в Fodes Group.
Наши преимущества
Высокая производительность
Оперативность
Точное соблюдение требований заказчика
Гибкая ценовая политика
Получить по-настоящему качественный результат металлообработки вы сможете при обращении в Fodes Group.
Станки для гибки проволоки с ЧПУ
Auto Link CNC Technology Co., Ltd. является производителем и поставщиком проволочно-гибочных станков с ЧПУ со штаб-квартирой в Дунгуане, Китай. Мы успешно поставили станки для гибки проволоки в различные отрасли по конкурентоспособной цене.
Мы гарантируем, что наши машины удобны в использовании. Таким образом, он обеспечит беспроблемную работу, высокую гибкость и точность в кратчайшие сроки. Следовательно, гибочный станок обычно используется в производстве стальных изделий, промышленной обработке, автомобилестроении, электроэнергетике и т. Д. Каждая работа имеет разные механические свойства, такие как прочность, ударная вязкость, жесткость и т. Д. Затем характеристики и использование инструментов различаются в зависимости от на выпуск продукции.
Следовательно, гибочный станок обычно используется в производстве стальных изделий, промышленной обработке, автомобилестроении, электроэнергетике и т. Д. Каждая работа имеет разные механические свойства, такие как прочность, ударная вязкость, жесткость и т. Д. Затем характеристики и использование инструментов различаются в зависимости от на выпуск продукции.
Компания Autolink Technology Co., Ltd предлагает две модели проволочно-гибочных станков с ЧПУ. Эти две модели обслуживают различные промышленные нужды. В нашем станке проволока снимается прямо с катушки, распрямляется, сгибается, а затем разрезается. Встроенный блок программирования с ЧПУ гарантирует, что все процессы будут производить выходные данные.
Вращающаяся головка машины для гибки проволоки не вращает нить для поддержки вращения на 360 градусов. Следовательно, внутренняя форма будет вращаться для поддержки нескольких углов R, чтобы обеспечить быструю и стабильную производственную операцию.
Используемые исходные материалы: нержавеющая сталь, алюминий, латунь, бронза, углеродистая сталь, холоднокатаная сталь, медь, никель, титан и т. Д. Следовательно, диаметр входной проволоки составляет от 3,0 до 8,0 мм.
Д. Следовательно, диаметр входной проволоки составляет от 3,0 до 8,0 мм.
5 ОСНОВНЫХ ПРИЧИН ВЫБРАТЬ НАС:
- Серводвигатель функционирует как запрограммировано
- Многофункциональный автоматический трубогиб
- Максимальная мощность тяжелого двигателя эквивалентна 1500 об / мин 6 кВт
- Бесшумный ременной привод, импортированный из Германии
- Совершенная система послепродажного обслуживания
Благодаря огромной глобальной сети Autolink Technology Co., Ltd поставляет станки с ЧПУ по всему миру с гарантией качества и обслуживания. Если вам нужен станок для гибки проволоки, свяжитесь со мной по адресу [email protected]. Мы поможем вам со всеми проблемами, связанными с гибкой проволоки для ваших промышленных нужд.
УМК занимается поставкой и обслуживанием станков для гибки проволоки, станки для гибки проволоки 2D и 3D, гибка проволоки на станках с ЧПУ
Продукция завода WNJ отличается неизменно высоким качеством. Помимо пружинонавивочных станков с ЧПУ в линейке имеются автоматические гибочные станки.
Основное предназначение: гибка проволоки в нескольких осях при промышленном производстве. Подача проволоки происходит из бухты, установленной на синхронизированный со станком размотчик проволоки. После чего проволока проталкивается роликами на гибочную консоль с отрезным узлом. На ней происходит сам процесс гибки проволоки в 2D(плоской) и 3D(пространственной) плоскостях в любой последовательности, что позволяет получать изделия различной сложности. Возможно оснащение данного типа станков устройством сварки.
Высокая производительность, быстрая переналадка вкупе с точностью гибки, позволяют получать изделия в солидным коэффициентом повторяемости производимых изделий.
Основные характеристики:
| Модель станка | Диапазон Ф проволоки | Полная мощность, кВт | Количество осей | Вес, кг. | Габариты(ГхШхВ) см. |
| ZW-740 | 1.0-4.0 мм | 9.4 кВт | 7 | 1500 кг | 320х150х170 |
| ZW-880 | 2.0-6.0(пружинная проволока) или 8.0(обычная проволока) | 29.5 кВт | 8 | 2800 кг. | 300х185х175 |
Изделия, получаемые на этих станках используются в автомобильной отрасли, при производстве ТНП, торгового оборудования(тележки, корзинки, заградительные сетки, вешалки), корпуса электротехнических изделий, крючки и элементы скобяных изделий и т.д.
Вы всегда можете получить квалифицированную консультацию в УМК:
О компании – AIM Machines
Профиль компании
AIM Inc., a.k.a. Automated Industrial Machinery, Inc., производит двухмерные и трехмерные гибочные станки с ЧПУ. Компания является активным экспортером оборудования через свои два производственных предприятия в Северной Америке и Европе. Основанная в 1992 году Константином Грапсасом, AIM Inc. превратилась в ведущего поставщика гибочных станков с ЧПУ, обслуживающего клиентов по всему миру.
Компания является активным экспортером оборудования через свои два производственных предприятия в Северной Америке и Европе. Основанная в 1992 году Константином Грапсасом, AIM Inc. превратилась в ведущего поставщика гибочных станков с ЧПУ, обслуживающего клиентов по всему миру.
Модульное машиностроение AIM Inc.использует обеспечивает беспрецедентную гибкость и универсальность при модернизации машины. Машины 2D могут изготавливать прямоугольные рамы размером до 72 дюймов (1828 мм) путем простой замены модулей рамы. Как 2D-, так и 3D-машины могут расширяться для размещения дополнительных машинных модулей. К ним относятся снятие фасок, стыковая сварка, формовка концов, сверление, маркировка, нарезание резьбы и прессование. Многие из этих модулей предлагаются в линию, что позволяет производить готовую продукцию «под ключ».
Новейшие линии станков включают ориентированный на стоимость AccuForm Compact, устанавливающий планку для начального уровня, автоматизированные станки для гибки проволоки с ЧПУ и AccuForm «Rebar», специализированный станок для гибки арматуры с ЧПУ, обладающий прочностью и надежностью мирового класса, но использующий эксклюзивный редактор AIM SmartEditor. ™ простая в использовании среда контроллера машины.
™ простая в использовании среда контроллера машины.
Продолжая поиск окончательных решений для клиентов, AIM Inc. обеспечивает полную интеграцию «под ключ» в партнерстве с Fanuc Robotics. AIM Inc. установила полные системы, интегрировав гибочные станки AIM Inc. с шарнирно-сочлененными роботами Fanuc Robotics для полного отключения света, что позволяет заказчику достичь новых возможностей бережливого производства.
Имея технических торговых представителей в Северной Америке, Европе и в стратегических точках по всему миру, AIM поставляет по всему миру решения по автоматизации производства проволоки и арматуры.Компания AIM сделала значительные установки в Азии, Австралии и Южной Америке.
Заявление о миссии – «Полная удовлетворенность клиентов»
Миссия AIM Inc. состоит в том, чтобы обеспечить полное удовлетворение потребностей клиентов, достойно обслуживая обрабатывающую промышленность и предоставляя продукты и услуги высочайшего качества по разумной цене. AIM Inc. неизменно ставит интересы клиентов на первое место и постоянно улучшает свою продукцию, предлагая лучшие решения для гибочного оборудования с ЧПУ.
AIM Inc. неизменно ставит интересы клиентов на первое место и постоянно улучшает свою продукцию, предлагая лучшие решения для гибочного оборудования с ЧПУ.
Заявление о видении
«Формируем наше будущее вместе с вашим»
Обслуживаемые рынки
AIM Inc. обслуживает контрактных изготовителей и производителей. Кроме того, оборудование поддерживает строительство, автомобилестроение, медицину, дисплеи в точках продаж, охлаждение, общественное питание, HVAC, хранение, погрузочно-разгрузочные работы и многие другие производственные приложения OEM.
Гордый член:
AFE-2Dx – Станки AIM
Технические характеристики
Стандартная (одноступенчатая) Гибочная головка
Модуль подачи подает проволоку через выпрямитель в модуль гибочного устройства.Механизм гибки сгибает проволоку в соответствии с предварительно запрограммированными данными и «срезает» ее с помощью встроенного гидравлического резака. Опция револьверной головки (-T) добавляет одну сервоось к модулю гибочного станка для автоматической и программируемой смены гибочного инструмента вместе со вторым гибочным штифтом. Это обеспечивает гибкость для программной смены инструмента, на котором изгибается провод, делая доступными 4-8 различных радиусов изгиба. Два гибочных штифта доступны с опцией револьверной головки; обычно один представляет собой ролик для генерируемых радиусов, а другой – жесткий стержень для «крутых» изгибов.
Опция револьверной головки (-T) добавляет одну сервоось к модулю гибочного станка для автоматической и программируемой смены гибочного инструмента вместе со вторым гибочным штифтом. Это обеспечивает гибкость для программной смены инструмента, на котором изгибается провод, делая доступными 4-8 различных радиусов изгиба. Два гибочных штифта доступны с опцией револьверной головки; обычно один представляет собой ролик для генерируемых радиусов, а другой – жесткий стержень для «крутых» изгибов.
Револьверный станок (индексирующее устройство смены инструмента)
По желанию, в конфигурацию станка могут быть добавлены дополнительные модули в зависимости от конкретных производственных требований, например, поточный модуль снятия фаски (AL1) или линейный модуль штампа (AD1). Доступно множество модулей, и наша команда инженеров каждый месяц создает их, чтобы удовлетворить все запросы наших клиентов. Дополнительные возможности см. На страницах «Модули и аксессуары».
Чтобы познакомиться с нашей концепцией изгиба проволоки и лучше понять принципы, которые мы используем, мы опишем простую операцию изгиба проволоки под прямым углом и под углом 90 градусов, выполнив следующие шаги:
Модуль подачи подает первую длину нашего образца проволоки.
Гибочный станок готов к работе в положении –30 градусов.
Револьверная головка перемещается в предварительно выбранное положение инструмента.
Изгибающий штифт входит в зацепление.
. Изгибающий инструмент располагается в требуемом положении, чтобы обеспечить изгиб проволоки на 90 градусов.
Устройство подачи подает вторую часть нашего образца.
Резак «перерезает» проволоку.
Вышеупомянутые шаги очень просты и знакомы всем, кто работал со сгибанием проволоки. При обычном программировании пользователь ЧПУ должен вводить в компьютер все вышеперечисленные шаги индивидуально.Теперь давайте попробуем ускорить вышеуказанное производство: нам нужно, чтобы первые четыре шага выполнялись одновременно, и мы не хотим беспокоиться о том, где мы должны расположить гибочный станок (помимо того факта, что нам нужен изгиб на 90 градусов). Хотя это может показаться сложным, наше программное обеспечение SmartEditor ™ автоматически генерирует алгоритмы, необходимые для контроллера движения. Мы построили алгоритм, который строит алгоритмы движения! Все вышеперечисленные шаги могут быть представлены всего тремя числами и радиусом изгиба (выбор инструмента).Пользователь программирует то, что ему или ей нужно делать, а не то, что нужно делать!
Хотя это может показаться сложным, наше программное обеспечение SmartEditor ™ автоматически генерирует алгоритмы, необходимые для контроллера движения. Мы построили алгоритм, который строит алгоритмы движения! Все вышеперечисленные шаги могут быть представлены всего тремя числами и радиусом изгиба (выбор инструмента).Пользователь программирует то, что ему или ей нужно делать, а не то, что нужно делать!
Пользователь просто вводит длину и углы, которые составляют желаемую часть, а SmartEditor ™ делает все остальное. Вмешательство пользователя разрешено, если требуется сложная операция, а также программирование абсолютных координат для более продвинутых пользователей, где можно ввести точные шаги оборудования.
Помимо простоты программирования, исключительной является конструкция машины. Поскольку могут быть достигнуты высокие скорости, основная рама изготовлена из прочных стальных пластин для повышения устойчивости, минимизации вибраций и увеличения скорости и точности оборудования. Вес AFM-V1 составляет примерно 1500 кг. (3300 фунтов). Используя серводвигатели новейших технологий, подающее устройство и гибочный станок могут быстро разгоняться до максимальных скоростей и, в зависимости от установленных опций, обеспечивать максимальную производительность на рынке.
Вес AFM-V1 составляет примерно 1500 кг. (3300 фунтов). Используя серводвигатели новейших технологий, подающее устройство и гибочный станок могут быстро разгоняться до максимальных скоростей и, в зависимости от установленных опций, обеспечивать максимальную производительность на рынке.
AFE-2Dx Описание машины
Подробные технические характеристики проволоки см. В разделе «Диапазон диаметров проволоки», «Предел прочности при растяжении проволоки»
(1.3) Двухплоскостной выпрямитель для проволоки :
Каждая машина оснащена двухплоскостным выпрямителем для проволоки.
На машинах типоразмера №1 каждая плоскость состоит из 9 роликовых подшипников с V-образной канавкой; 5 стационарных и 4 регулируемых.
На машинах типоразмера №2 каждая плоскость состоит из 11 роликовых подшипников с V-образной канавкой; 6 стационарных и 5 регулируемых.
Ролики двух разных диаметров позволяют выпрямлять более широкий диапазон проволоки с помощью всего одного набора правильных машин.
Пожалуйста, обратитесь к таблице относительно применимых характеристик прочности на разрыв / диаметра.
(1.4a) Устройство подачи проволоки:
Используется для подачи и позиционирования проволоки.Состоит из четырех роликов (все приводные), одной направляющей для проволоки, зубчатого ремня редуктора, ремней Hi Torque Drive (HTD) и одного бесщеточного серводвигателя.
Скорость подачи: 120 м / мин.
(1.4b) Устройство измерения длины провода
Используется в качестве обратной связи для позиционирования провода. Состоит из пары роликов: стационарного и с регулируемой пневматической нагрузкой. Стационарные ролики напрямую соединены гибкой муфтой с инкрементальным датчиком вращения, обеспечивая точную обратную связь по положению с сервоконтроллером.
(1,7) Гибочная головка и режущий блок:
В версии с револьверной головкой гибочные головки и блоки инструментов поставляются как с твердыми, так и с роликовыми штифтами.
Макс. Угол изгиба +/- 230º.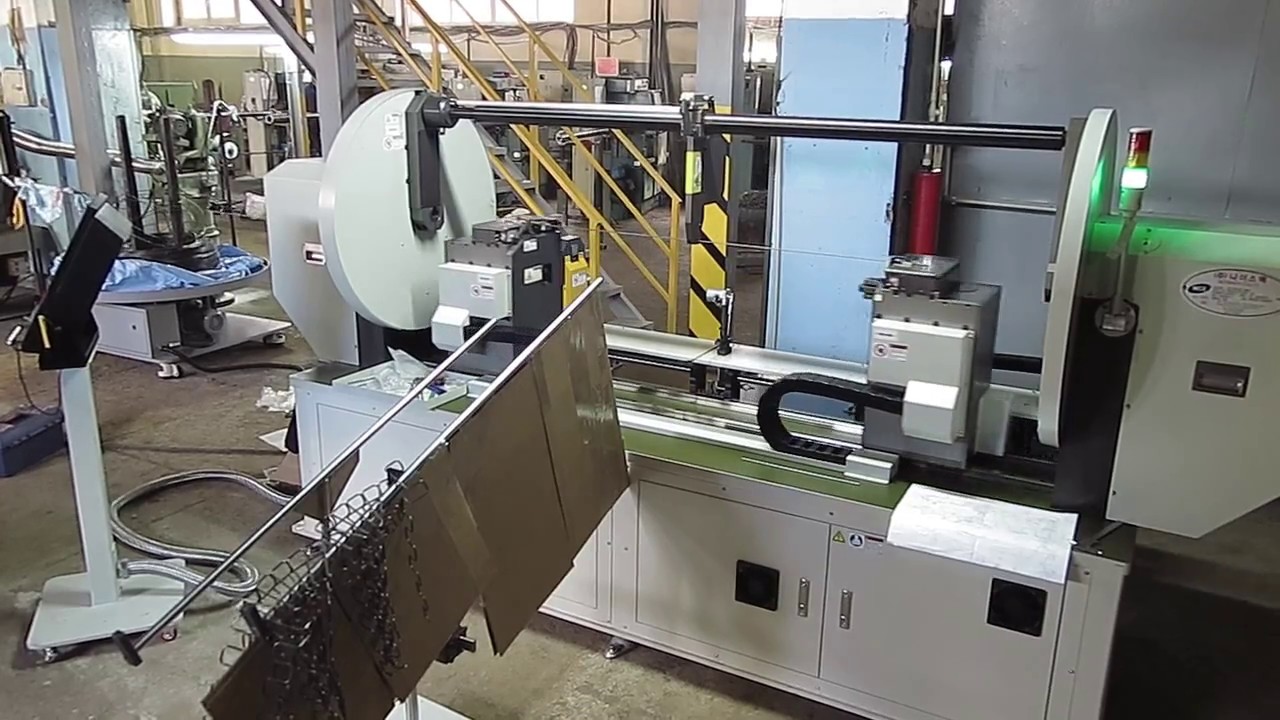
Привод Бесщеточный серводвигатель переменного тока
Трансмиссия Прецизионный планетарный редуктор
Режущий блок гидравлический, обеспечивающий надежность и долговечность при высоких требованиях к растяжению и резке. Гидравлический цилиндр двойного действия используется для минимального обслуживания (без пружинного возврата).
(1.1) Гидравлический блок:
Используется для подачи масла под высоким давлением к кусачку проволоки. Состоит из
– 20 галлонов. Масляный бак: со смотровым окном и масляным фильтром.
– Электродвигатель 5 л.с., размер # 1 или 7 л.с., размер # 2, 5 галлонов в минуту. / 1600 PSI гидравлический шестеренчатый насос
– двойной электромагнитный клапан и предохранительный клапан (заводская установка на 1600 PSI)
(1,6) Рама гибочного станка:
Стол модуля гибочного станка изготовлен из толстых стальных пластин, покрытых стальными листами, что обеспечивает повышенную стабильность и гашение вибрации.Передняя панель покрыта листом из нержавеющей стали толщиной 7 мм. Верхний стол расположен под углом 65 градусов для облегчения сбора в контейнер или конвейер.
Верхний стол расположен под углом 65 градусов для облегчения сбора в контейнер или конвейер.
Устройство размотки проволоки (поворотный стол): Полностью автоматическое устройство раздачи с приводом модели P270-5
, способное обрабатывать бухты весом до 2000 кг. (4000 фунтов) Двигатель переменного тока мощностью 5 л.с., автоматическое регулирование скорости с векторным приводом переменного тока, регулируемое натяжение рычага управления танцором. Диапазон скорости: 5-70 об / мин, Ø вращающейся базы: 1140 мм (45 ″). Прочная конструкция с увеличенными коническими подшипниками гарантирует работу без обслуживания.Вся электрика запитана от главного электрического шкафа; нет необходимости в отдельной распределительной коробке.
(1.2) Требования к электросети: США: 480 В переменного тока, Европа: 400 В переменного тока, 3 фазы, 50/60 Гц, подача воздуха <1 куб.
(1,5) Компьютер: промышленный панельный ПК, встроенная сенсорная панель, цветной ЖК-монитор с диагональю 15,4 дюйма, промышленная герметичная клавиатура со встроенным указывающим устройством, жесткий диск SSD большой емкости с возможностью подключения к сети Fast Ethernet и дополнительной видеокамерой для наблюдения за машиной, видеоконференцсвязи или услуга. Операционная система – Windows® Pro.
Операционная система – Windows® Pro.
AFC 3Dx – Машины AIM
Программируемые станки для гибки стальной проволоки с ЧПУ AIM произвели революцию в технике гибки проволоки. Линия оборудования AccuForm не только увеличивает производительность, но и проста в эксплуатации. Усовершенствованная сервотехнология позволяет машинам работать на очень высоких скоростях без ущерба для точности и повторяемости. Модель / Емкость Метрическая система (мм) S.A.E. (дюйм)
АФК-4 2,0 - 4 0.079–0,157 дюйма
AFC-6 2,0 – 6,35 0,079–0,250 дюйма
AFC-8 2,7 – 8,0 0,106–0,315 дюйма
AFC-10 4,0 – 10,0 0,157 ”- 0,394”
Линия AccuForm Compact состоит из взаимозаменяемых компонентов одного размера. Основными компонентами линейки AccuForm Modular являются следующие:
1) Поворотный стол
2) Выпрямитель
3) Питатель
4) Бендер:
5) Дополнительные аксессуары, такие как обновления программного обеспечения, импорт САПР и дополнительная гарантия.
Каждый проволочно-гибочный станок AccuForm compact CNC в настоящее время может иметь до 3-х осей движения, в зависимости от конфигурации станка. Эти машины берут проволоку прямо из бухты, выпрямляют ее, сгибают и разрезают для создания изделий из проволоки, разработанных с использованием эксклюзивного программного пакета AIM. SmartEditor® обеспечивает гибкость и простоту настройки. Программирование выполняется быстро и легко. Все, что вам нужно, это указать длину и углы вашего продукта, просмотреть дизайн, при необходимости отредактировать и начать производство!
AIM использует самую распространенную в мире сервосистему.В зависимости от размера машины скорость подачи может превышать 75 метров в минуту (295 футов в минуту), а скорость гибки может превышать 900 градусов в секунду. Наименьшее разрешение механизма подачи проволоки составляет 273 импульса на миллиметр (6,93 импульса на тысячную долю дюйма), а разрешение гибочного устройства составляет 1450 импульсов на градус.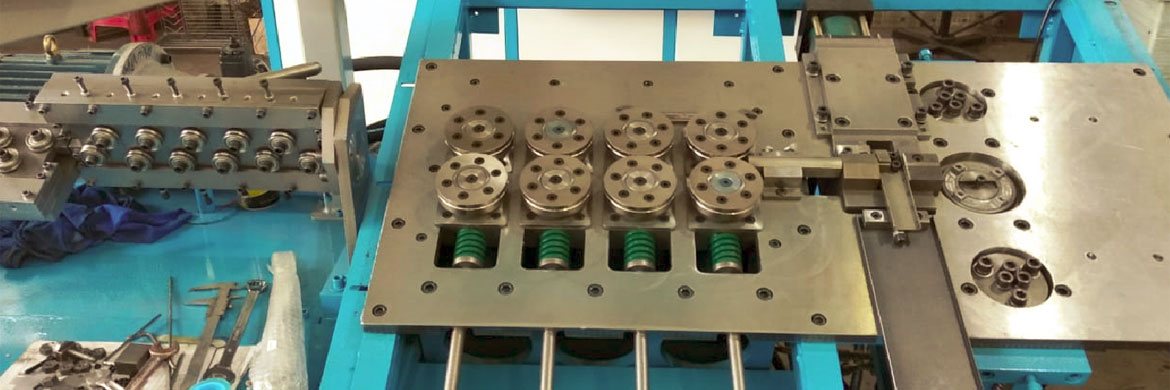 Опубликованная точность сервоконтроллеров, которые мы используем, составляет ± 1 импульс, точность длины составляет ± 0,1 миллиметра (± 0,004 ″), а точность угла составляет ± 0,05 градуса. Точность и повторяемость станков AIM исключительны, поэтому производимые проволочные формы будут ограничиваться только качеством и стабильностью поставляемой проволоки.
Опубликованная точность сервоконтроллеров, которые мы используем, составляет ± 1 импульс, точность длины составляет ± 0,1 миллиметра (± 0,004 ″), а точность угла составляет ± 0,05 градуса. Точность и повторяемость станков AIM исключительны, поэтому производимые проволочные формы будут ограничиваться только качеством и стабильностью поставляемой проволоки.
Параболический и S-образный профили позиционирования обеспечивают более плавное ускорение и замедление, сводя к минимуму искажение формы при достижении более высоких скоростей при минимально возможном потреблении энергии. Кроме того, эксклюзивная опция AIM Ultra может в большинстве случаев удвоить или утроить производительность по сравнению со стандартными моделями и дает оборудованию AIM титул самой высокой скорости работы на рынке.
AIM «Четыре колеса» Механизмы подачи проволоки могут работать при более низком давлении, что означает отсутствие маркировки проволоки.Используя ролики с V-образной канавкой, вы можете пропускать проволоку более одного диаметра на канавку, а при использовании двух V-образных канавок на ролик емкость проволоки удваивается. Передача мощности осуществляется с помощью высокоточных приводных ремней с высоким крутящим моментом и, в некоторых случаях, высокоточных планетарных редукторов; Никаких настроек не требуется. Машины AccuForm поставляются с «по настоящему широким ассортиментом правильных правильных машин». Правильный станок в двух плоскостях с двухрядными шарикоподшипниками с V-образной канавкой входит в стандартную комплектацию всех одноголовочных машин AIM. Каждая плоскость содержит ролики двух разных размеров на двух разных центральных расстояниях друг от друга.Для нижней половины диапазона машинной проволоки обычно используются только ролики меньшего размера, а для верхней половины диапазона проволоки используются только ролики большего размера. Такая конструкция обеспечивает простую и эффективную регулировку и устраняет многие трудности, которые могут возникнуть при работе с нижним или верхним пределом диапазона проводов. Это как если бы два устройства для выпрямления проволоки были объединены в один узел.
Передача мощности осуществляется с помощью высокоточных приводных ремней с высоким крутящим моментом и, в некоторых случаях, высокоточных планетарных редукторов; Никаких настроек не требуется. Машины AccuForm поставляются с «по настоящему широким ассортиментом правильных правильных машин». Правильный станок в двух плоскостях с двухрядными шарикоподшипниками с V-образной канавкой входит в стандартную комплектацию всех одноголовочных машин AIM. Каждая плоскость содержит ролики двух разных размеров на двух разных центральных расстояниях друг от друга.Для нижней половины диапазона машинной проволоки обычно используются только ролики меньшего размера, а для верхней половины диапазона проволоки используются только ролики большего размера. Такая конструкция обеспечивает простую и эффективную регулировку и устраняет многие трудности, которые могут возникнуть при работе с нижним или верхним пределом диапазона проводов. Это как если бы два устройства для выпрямления проволоки были объединены в один узел.
Регулирующая планка с быстрым высвобождением на каждом выпрямителе сводит к минимуму время переналадки. При использовании этих выпрямляющих стержней с предварительно установленными регуляторами время переналадки может составлять всего десять минут, что позволяет быстро и легко изменить диаметр проволоки.Изменение диаметра проволоки происходит еще быстрее с опциональной системой автоматической индексирующей револьверной головки (AITS) AIM, которая может удерживать и индексировать до шести правильных машин.
Пневматический резак двойного действия для сильной и быстрой резки: все пневматические цилиндры, установленные на станках AIM, имеют двойное действие, обеспечивая быстрое и мощное движение для сверхтяжелых задач станка, таких как резка проволоки. Машины AIM отличаются простой конструкцией и легким доступом, а также запасными частями, доступными по всему миру. Простота, надежность, функциональность и скорость – вот основные принципы проектирования AIM.Простая смена инструмента делает настройку быстрой и эффективной.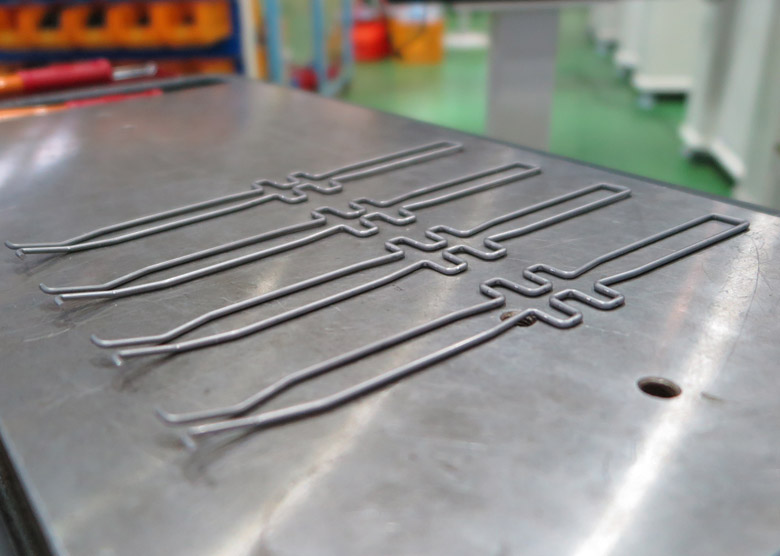 Четкие чертежи доступны по запросу, так что клиенты AIM могут легко изготавливать свои собственные инструменты, такие как резаки, ролики, гибочные штифты и все расходные материалы. Машины AIM имеют отличную репутацию службы поддержки клиентов и поставки запасных частей.
Четкие чертежи доступны по запросу, так что клиенты AIM могут легко изготавливать свои собственные инструменты, такие как резаки, ролики, гибочные штифты и все расходные материалы. Машины AIM имеют отличную репутацию службы поддержки клиентов и поставки запасных частей.
AIM использует надежную конструкцию, обеспечивающую долгий срок службы и низкие эксплуатационные расходы. Использование бесщеточных серводвигателей закрытого типа вместе с планетарными редукторами высочайшей точности обеспечивает наилучшую работу машины.На всех критических компонентах установлена защита от перегрева, перегрузки по току и перенапряжения. Все используемые подшипники имеют увеличенный размер и имеют двойное уплотнение для увеличения срока службы и снижения затрат на техническое обслуживание. Конструкция машин AccuForm обеспечивает максимальные стандарты безопасности и ожидаемый срок службы. На все машины AccuForm предоставляется ограниченная гарантия на запасные части и ремонт сроком на один год, которая является самой полной в отрасли. Исключаются изнашиваемые детали, которые «касаются» проволоки (например, резаки, ролики и т. Д.), хотя все эти изнашиваемые детали изготовлены из самых твердых инструментальных сталей и подвергнуты термообработке по шкале Роквелла 55 ° -65 ° градусов.
Исключаются изнашиваемые детали, которые «касаются» проволоки (например, резаки, ролики и т. Д.), хотя все эти изнашиваемые детали изготовлены из самых твердых инструментальных сталей и подвергнуты термообработке по шкале Роквелла 55 ° -65 ° градусов.
Детали, приобретенные у других производителей, имеют собственную OEM-гарантию. Например, на прецизионные редукторы, произведенные ALPHA®, крупнейшим в мире производителем прецизионных редукторов, предоставляется 2-летняя гарантия. Компания AIM всегда устанавливает детали самого высокого качества и никогда не жертвует качеством в ущерб цене. Даже после истечения срока гарантии и в соответствии с правилами здравого смысла AIM бесплатно предоставляет техническую поддержку первоначальному владельцу.
Для линейки AFC – новейшая версия Windows® XP Pro. Никаких дополнительных комиссий, никаких контрактов! Вы также можете выбрать использование видеоконференцсвязи через существующую локальную сеть через Интернет или наблюдать за работой вашего оборудования, не выходя из офисного ПК.
Утилита Software Animation позволяет пользователю просматривать анимированное производственное моделирование детали еще до того, как машина ее изготовит! Таким образом, пользователь может легко проверить программы на наличие ошибок и ошибок.Доступна функция обнаружения столкновений, так что пользователь может предотвратить ошибки в расчетах программы и изменить поток деталей для оптимального производства.
Еще одна новаторская функция AIM: «Dial-A-Service ™» обеспечивает доступ к любому компьютеру AIM по всему миру. Клиент просто подключает машину к телефонной линии или Интернет-шлюзу, а компьютер машины подключается к отделу технической поддержки AIM. В считанные минуты диагностику можно просмотреть и запустить.
SmartEditor® имеет дополнительную функцию импорта DXF / XYZ, которая позволяет напрямую импортировать файлы САПР и преобразовывать их в файлы деталей на экране.AIM также предоставляет первоначальному покупателю машины один год бесплатных обновлений программного обеспечения для программного обеспечения машины. Поскольку AIM компилирует собственное программное обеспечение, все предложения и запросы на изменение программы выполняются регулярно и бесплатно при условии, что запрошенное изменение или улучшение выгодно для большинства пользователей и находится в компетенции AIM.
Поскольку AIM компилирует собственное программное обеспечение, все предложения и запросы на изменение программы выполняются регулярно и бесплатно при условии, что запрошенное изменение или улучшение выгодно для большинства пользователей и находится в компетенции AIM.
Статистический анализ одним нажатием кнопки – стандартная функция SmartEditor®! Пусть компьютер разберется – производительность, время, смены, дни, необходимая проволока, необходимые катушки с проволокой, включая время смены катушек.Все задействованные факторы являются параметрическими и настраиваются в соответствии с любыми потребностями. Используя версию SmartEditor® Office (доступна по запросу), вы можете использовать анализ «EZ-Quote» со своего офисного ПК. Производственную статистику можно сохранять автоматически, локально на машине или на сетевом компьютере для просмотра и анализа, которые часто необходимы программам анализа качества ISO 9000 или системе бережливого производства заказчика.
| Диаметр проволоки (сталь / нержавеющая сталь) | 3-10 мм (0. 12-0,39 дюйма) 12-0,39 дюйма) | 5-14 мм (0,20-0,55 дюйма) | 6-18 мм (0,24-0,71 дюйма) |
| Диаметр трубы x толщина (сталь / нержавеющая сталь) макс. | 10 x 2 мм (0,39 x 0,08 дюйма) | 14 x 2 мм (0,55 x 0,08 дюйма) | 16 x 3 мм (0.63 x 0,12 дюйма) |
| Номинальная прочность на разрыв | 600 Н / мм2 | 600 Н / мм2 | 600 Н / мм2 |
| Оси | 5 | 6 | 6 |
Радиусы изгиба (на оправке) макс.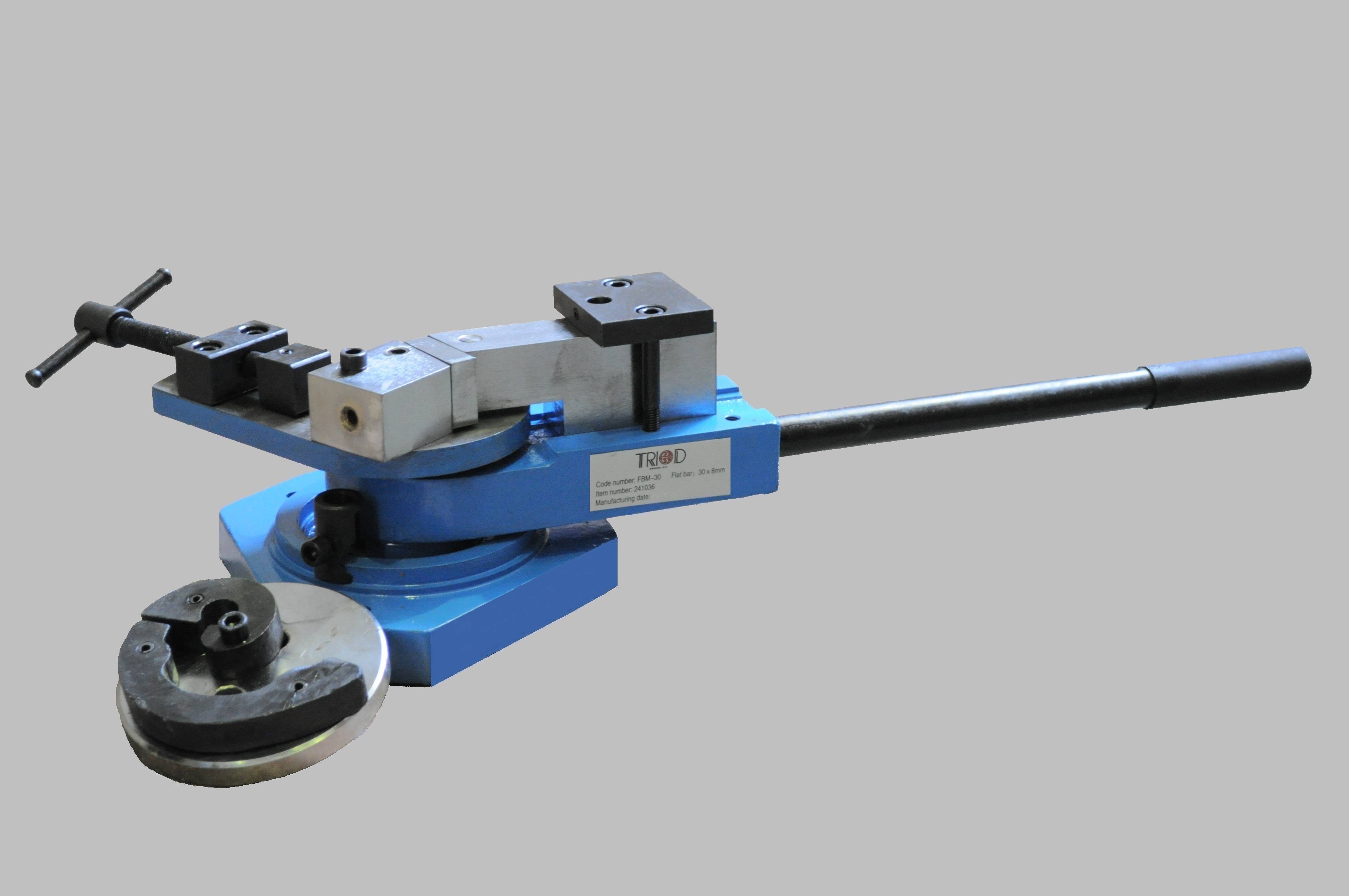 | 2 | 2 | 2 |
| Радиусы изгиба (на пластине) макс. | 2 | 2 | 2 |
| Изменение радиуса | электрический | электрический | электрический |
| Сторона плоской рамы макс.длина | 760 мм (29,92 дюйма) | 950 мм (37,40 дюйма) | 950 мм (37,40 дюйма) |
| Ось подачи (x) | |||
|---|---|---|---|
| Длина подачи материала | от 0 до бесконечности | от 0 до бесконечности | от 0 до бесконечности |
| Точность подачи | +/- 0. 1 мм (+/- 0,004 дюйма) 1 мм (+/- 0,004 дюйма) | +/- 0,1 мм (+/- 0,004 дюйма) | +/- 0,1 мм (+/- 0,004 дюйма) |
| Макс. скорость | 139 м / мин (456 фут / мин) | 94 м / мин (308 фут / мин) | 57 м / мин (187 фут / мин) |
| Ось изгиба (y) | |||
| Точность изгиба | +/- 0.2 ° | +/- 0,2 ° | +/- 0,2 ° |
| Время гибки (гибка 90 °) | 0,4 с | 0,5 с | 0,7 с |
| Время гибки (гибка 180 °) | 0. 6 с 6 с | 0,7 с | 1 с |
| Поколение радиуса | в наличии | в наличии | в наличии |
| Вращение | +/- 166 ° | +/- 180 ° | +/- 180 ° |
| Длина рычага направляющей для проволоки | 850 мм (33.46 дюймов) | 1000 мм (39,37 дюйма) | 1000 мм (39,37 дюйма) |
| Ось вращения платформы (z) | |||
| Точность | +/- 0,2 ° | +/- 0,2 ° | +/- 0,2 ° |
Макс. угол поворота угол поворота | + 180 ° / -160 ° | + 180 ° / -160 ° | + 180 ° / -160 ° |
| Макс. скорость вращения | 424 ° / с | 290 ° / с | 190 ° / с |
| Ось изменения радиуса изгиба оправки (a) | |||
| Макс.ход | 26 мм (1,02 дюйма) | 48 мм (1,89 дюйма) | 52 мм (2,05 дюйма) |
| Акцентрическая ось изменения центра гибки (b) | |||
| Вращение оси | R30 | R40 | R50 |
| Мощность, габариты и вес | |||
| Электроэнергия * | EU: 400 В, 3 фазы + N, 50 Гц США: 208-480 В, 3 фазы, 60 Гц | EU: 400 В, 3 фазы + N, 50 Гц США: 208-480 В, 3 фазы, 60 Гц | EU: 400 В, 3 фазы + N, 50 Гц США: 208-575 В, 3 фазы, 60 Гц |
| Суммарная установленная мощность | 28 кВт | 35 кВт | 60 кВт |
| Требуемая мощность | 12 кВт | 15 кВт | 22 кВт |
| Средняя потребляемая мощность ** | 7 кВтч | 8. 5 кВтч 5 кВтч | 14 кВтч |
| Требования к сжатому воздуху | 6 бар (90 фунтов на кв. Дюйм) при 100 Нл / мин | 6 бар (90 фунтов на кв. Дюйм) при 100 Нл / мин | 6 бар (90 фунтов на кв. Дюйм) при 100 Нл / мин |
| Размеры (ДxШxВ), в комплекте выпрямитель и защитные ограждения | 5100 x 2640 x 1800 мм (201 x 104 x 71 дюйм) | 5100 x 2640 x 2100 мм (201 x 104 x 83 дюйма) | 6000x2640x2100 мм (236x104x83 дюйма) |
| Масса | 4100 кг (9039 фунтов) | 5750 кг (12677 фунтов) | 6500 кг (14330 фунтов) |
Каков принцип работы станков для гибки проволоки?
АВТОМАТИЧЕСКИЙ ПРОВОЛОГИБНЫЙ СТАНОК Одним из основных продуктов станков с ЧПУ Autolink является гибка проволоки. Он состоит из шести основных узлов / частей для обеспечения эффективного рабочего процесса машины.
Он состоит из шести основных узлов / частей для обеспечения эффективного рабочего процесса машины.
- Разматыватель
- Выпрямитель
- Подающий ящик с роликом
- Направляющая для проволоки
- Гибочная часть
- Режущий инструмент
Это основные узлы станка улучшить рабочую часть станка для гибки проволоки с ЧПУ. Автомат сокращает рабочую силу, чтобы увеличить производительность машины.Работа машины определяется с помощью деталей машины.
Работа гибочных станков с ЧПУ Разматыватель:Это одна из важных частей станка. Станок с ЧПУ не может работать без разматывателя. Это гарантирует удаление путаницы в проволоке, которая должна подаваться в машины. Разматыватель машины имеет внешнее соединение с машиной.
Грузоподъемность [погрузочный вес] этой части составляет около 2 тонн.Следовательно, если питание включено, свернутая проволока будет разматываться и отправляться в коробку подачи через выпрямитель.
Он просто удаляет изгиб проволоки, который был отправлен из разматывателя, а затем отправляет его в коробку подачи проволоки.
Коробка подачи проволоки:Выпрямленная проволока затем отправляется в коробку подачи, которая прикрепляется к подходящему ролику. Ролик будет закреплен в соответствии с размером и диаметром проволоки.Часть подачи проволоки запрограммирована с учетом рабочего характера машин.
Направляющая для проволоки:Направляющая для проволоки просто направляет проволоку к гибочному инструменту из блока подачи. Общее расстояние направляющей 800 мм. Вращатель проволоки сконструирован таким образом, что деталь вращается примерно на 360 °.
Гибочный инструмент: Станок с ЧПУ разработал гибочный инструмент, вращающийся под разными углами R (радиусы). Инструмент для гибки состоит из внутренней и внешней гибки для эффективного обрамления различных форматов.
После завершения формирования окончательной гибки режущий инструмент перерезал проволоку, и последовательность операций продолжалась с тем же выходом.
Arhan Станок для гибки проволоки с ЧПУ | Журнал Indian Machine Tools
AIM Inc., (Automated Industrial Machinery, Inc.) производит двухмерные и трехмерные гибочные станки с ЧПУ. Компания является активным экспортером оборудования через свои два производственных предприятия в Северной Америке и Европе.Основанная в 1992 году Константином Грапсасом, AIM Inc. превратилась в ведущего поставщика гибочных станков с ЧПУ, обслуживающего клиентов по всему миру.
Новейшие линии станков включают ориентированный на стоимость AccuForm Compact, устанавливающий планку для начального уровня, автоматизированные станки для гибки проволоки с ЧПУ и AccuForm «Rebar», специализированный станок для гибки арматуры с ЧПУ, обладающий прочностью и надежностью мирового класса, но использующий эксклюзивный редактор AIM SmartEditor. ™ простая в использовании среда контроллера машины.
™ простая в использовании среда контроллера машины.
Продолжая поиск окончательных решений для клиентов, AIM Inc.обеспечивает полную интеграцию под ключ. Компания AIM Inc. установила полные системы, включая гибочные станки AIM Inc., полностью отключенные от света, что позволяет заказчику получить новые возможности бережливого производства.
Заявление о миссии – «Полное удовлетворение потребностей клиентов»
Миссия AIM Inc. состоит в том, чтобы обеспечить полное удовлетворение потребностей клиентов путем достойного обслуживания обрабатывающей промышленности и предоставления продуктов и услуг высочайшего качества по разумной цене. AIM Inc. неизменно ставит интересы клиентов на первое место и постоянно улучшает свою продукцию, предлагая лучшие решения для гибочного оборудования с ЧПУ.
Обслуживаемые рынки
AIM Inc. обслуживает контрактных производителей и производителей. Кроме того, оборудование поддерживает строительство, автомобилестроение, медицину, дисплеи в точках продаж, охлаждение, общественное питание, HVAC, хранение, погрузочно-разгрузочные работы и многие другие производственные приложения OEM.
Основные характеристики
Интеллектуальный редактор – проще, чем когда-либо Интеллектуальный редактор упрощает создание Wireforms. Наше эксклюзивное программное обеспечение устанавливает стандарты в технологии формирования проволоки
Удаленная поддержка AIM: умное и простое приложение горячей линии, лучшее для нашего клиента, чтобы получить поддержку!
Интеграция роботов: Полностью автоматические решения с модульной технологией AIM и робототехникой!
AIM представила новое поколение гибочного станка AFC Compact 3D на выставке Wire India в ноябре 2018 г.Популярность AFC 6 растет благодаря своей универсальности, компактности и дешевизне обслуживания, а также возможностям программного обеспечения. AFC-3Dx – первая машина такого типа, которая преодолевает разрыв между низкопроизводительными гибочными станками с прямой резкой и подачей проволоки и высокопроизводительными полнофункциональными станками. Стандартная годовая гарантия, технология контактных колец, импорт DXF / XYZ, имитатор анимации и простота программирования – вот лишь некоторые из особенностей машин серии AFC. Кроме того, можно интегрировать робототехнику, устройство для снятия фаски и другие вспомогательные устройства.
Стандартная годовая гарантия, технология контактных колец, импорт DXF / XYZ, имитатор анимации и простота программирования – вот лишь некоторые из особенностей машин серии AFC. Кроме того, можно интегрировать робототехнику, устройство для снятия фаски и другие вспомогательные устройства.
Компания предлагает модернизированные и обновленные решения для гибки проволоки 2D и 3D с ЧПУ, недавно выпущенную серию ECO-line, доступное решение для развивающегося рынка, станки с одинарной и двойной гибочной головкой с интеграцией робототехники Fanuc и полными автоматизированными системами. Полностью автоматизированные рабочие ячейки могут принимать проволоку из бухты, формировать, сваривать и систематически размещать готовые детали. Во всех случаях проволоку можно подавать непосредственно из бухты, выпрямлять, сгибать и резать с помощью пакета программного обеспечения, которое обеспечивает гибкость и простоту программирования и предлагается на всех «универсальных языках».
Отделение станков Arhan Technologies будет поддерживать продажи и обслуживание этих станков в Индии.
Для получения дополнительной информации
Электронная почта: [email protected]; [email protected]
Job Shop использует трехмерную гибку проволоки и обработку с ЧПУ, чтобы найти свою нишу
По большому счету, магазины не формируются сами по себе; покупатели формируют магазины. То есть потребности клиентов определяют решения об оборудовании, возможностях и процессах, которые магазины приносят внутри компании.В результате все большее число из них выходят за рамки традиционных процессов субтрактивной обработки и обращаются к альтернативным производственным технологиям, дополняющим их оборудование для производства стружки. В конце концов, цель состоит в том, чтобы доставить любой продукт, который требуется клиенту, самым быстрым и рентабельным способом.
Marshall Manufacturing – хороший пример этой тенденции. Для этого цеха в Миннеаполисе, штат Миннесота, потребность медицинского клиента в точно обработанных и спирально изогнутых проволочных компонентах стимулировала разработку запатентованного процесса трехмерной гибки, который работает рука об руку с современным обрабатывающим оборудованием цеха. Технология, разработанная Marshall Manufacturing, позволяет обрабатывать ключевые детали на прямых стержнях или трубах малого диаметра с использованием токарных станков швейцарского типа или электроэрозионных станков. Затем он может точно согнуть детали до нужного профиля на своем модифицированном гибочном станке с ЧПУ. (Традиционно эта процедура обратная: сначала выполняется гибка, а обработанные элементы добавляются позже, что значительно усложняет обработку.) Более эффективный и действенный подход цеха не только позволяет точно обрабатывать элементы в любом месте вдоль прутковой заготовки перед гибкой, но и также гарантирует, что эти элементы окажутся на своих местах после сложных операций по гибке.
Технология, разработанная Marshall Manufacturing, позволяет обрабатывать ключевые детали на прямых стержнях или трубах малого диаметра с использованием токарных станков швейцарского типа или электроэрозионных станков. Затем он может точно согнуть детали до нужного профиля на своем модифицированном гибочном станке с ЧПУ. (Традиционно эта процедура обратная: сначала выполняется гибка, а обработанные элементы добавляются позже, что значительно усложняет обработку.) Более эффективный и действенный подход цеха не только позволяет точно обрабатывать элементы в любом месте вдоль прутковой заготовки перед гибкой, но и также гарантирует, что эти элементы окажутся на своих местах после сложных операций по гибке.
Новый путь
Marshall Manufacturing не намеревалась быть специалистом как в области обработки, так и в области трехмерной гибки проволоки и трубчатых медицинских устройств. Компания начала свою деятельность в начале 1950-х годов как поставщик прецизионных токарных деталей, в основном для автомобильной и гидравлической техники. Сегодня предприятие, занимающееся машинной обработкой, в котором работают 40 человек, работает на кондиционированном предприятии площадью 23000 квадратных футов, при этом 60 процентов его работы посвящено медицинской промышленности, а 40 процентов – фильтровальному оборудованию (в основном, обработка пластиковых труб с сердечником для фильтрующих картриджей).В цехе также проводится общая механическая обработка. Он может обрабатывать множество материалов, включая нержавеющую сталь, титан, алюминий, латунь, бронзу, медь и различные пластмассы. Он сертифицирован по стандартам ISO 9001: 2008 и ISO 13485: 2003. Достижение последнего стандарта стало ключом к развитию медицинской стороны бизнеса.
Сегодня предприятие, занимающееся машинной обработкой, в котором работают 40 человек, работает на кондиционированном предприятии площадью 23000 квадратных футов, при этом 60 процентов его работы посвящено медицинской промышленности, а 40 процентов – фильтровальному оборудованию (в основном, обработка пластиковых труб с сердечником для фильтрующих картриджей).В цехе также проводится общая механическая обработка. Он может обрабатывать множество материалов, включая нержавеющую сталь, титан, алюминий, латунь, бронзу, медь и различные пластмассы. Он сертифицирован по стандартам ISO 9001: 2008 и ISO 13485: 2003. Достижение последнего стандарта стало ключом к развитию медицинской стороны бизнеса.
Потребность этого клиента в гибочных работах много лет назад изменила правила игры для Marshall Manufacturing. Первоначально заказчику требовались обработанные детали с относительно простыми двухмерными изгибами.Магазин без особых проблем справился с этой работой. Однако после этого начали производить детали, требующие более сложных винтовых изгибов. Не имея опыта трехмерной гибки, Marshall Manufacturing искала внешнего поставщика, который бы взял на себя эту работу. Оказалось, что единственный поставщик, желающий попробовать эту сложную работу по гибке, просто не смог с ней справиться, поэтому мастерская решила создать собственный процесс трехмерной гибки. Однако после успешного развития процесса ручной гибки объемы производства для этой работы увеличились.В этот момент стало очевидно, что цеху нужна более эффективная технология гибки с ЧПУ, чтобы идти в ногу с растущим спросом.
Не имея опыта трехмерной гибки, Marshall Manufacturing искала внешнего поставщика, который бы взял на себя эту работу. Оказалось, что единственный поставщик, желающий попробовать эту сложную работу по гибке, просто не смог с ней справиться, поэтому мастерская решила создать собственный процесс трехмерной гибки. Однако после успешного развития процесса ручной гибки объемы производства для этой работы увеличились.В этот момент стало очевидно, что цеху нужна более эффективная технология гибки с ЧПУ, чтобы идти в ногу с растущим спросом.
Обработка, затем гибка
Многие изогнутые медицинские компоненты, которые производит магазин, частично отформованы с помощью пластиковой ручки. Один из примеров известен как интродьюсеры, которые представляют собой компоненты, используемые хирургами для установки поддерживающих органы петель во время минимально инвазивных процедур недержания. В зависимости от производителя устройства геометрические формы обоих концов этих устройств различаются (они могут быть прямыми, клиновидными, коническими или с прорезями).
Большая часть обработки этих проволочных компонентов выполняется на токарных станках швейцарского типа. В цехе девять таких машин, но основная работа выполняется на четырех машинах L20 Swiss от Marubeni Citizen-Cincom (Аллендейл, Нью-Джерси). Эти семиосные станки позволяют работать с прутками диаметром от 0,1 до 0,75 дюйма и включают собственную систему подачи прутков Marubeni Citizen-Cincom CAV20-IS. Хотя у магазина были проблемы с подачей прутка с другими швейцарскими машинами, он говорит, что это не было проблемой с L20, потому что система подачи прутка разработана специально для работы с этими машинами.Такая надежность, а также простота программирования являются основными причинами, по которым магазин с тех пор остановился на Marubeni Citizen-Cincom в качестве поставщика швейцарского типа.
Каждый станок L20 имеет главный шпиндель и дополнительный шпиндель, которые совместно используют операции обработки. Главный шпиндель обеспечивает максимальную скорость вращения 10 000 об / мин, а вторичный шпиндель – 8 000 об / мин. Благодаря своей фирменной конструкции с направляющей втулкой, эти машины особенно эффективны для обработки длинных прутков малого диаметра. Машины Marshall Manufacturing для интродукторов.Это связано с тем, что направляющая втулка обеспечивает опору заготовки в точке разреза, сводя к минимуму отклонение заготовки и вибрацию. Кроме того, помимо фрезерования, сверления и токарной обработки, эти многофункциональные станки могут выполнять протяжку, хонингование, накатку, полирование, фрезерование, нарезание резьбы и накатывание резьбы. Это часто устраняет необходимость во вторичных операциях на другом компьютере.
Благодаря своей фирменной конструкции с направляющей втулкой, эти машины особенно эффективны для обработки длинных прутков малого диаметра. Машины Marshall Manufacturing для интродукторов.Это связано с тем, что направляющая втулка обеспечивает опору заготовки в точке разреза, сводя к минимуму отклонение заготовки и вибрацию. Кроме того, помимо фрезерования, сверления и токарной обработки, эти многофункциональные станки могут выполнять протяжку, хонингование, накатку, полирование, фрезерование, нарезание резьбы и накатывание резьбы. Это часто устраняет необходимость во вторичных операциях на другом компьютере.
Компоненты проволоки, которые производит цех, многие из которых сделаны из нержавеющей стали, начинаются с 12-футовых отрезков прутковой заготовки с бесцентровым шлифом.Прецизионные стержни почти всегда используются в токарных центрах швейцарского типа, чтобы гарантировать, что материал может подаваться через направляющую втулку без заедания. Шлифованный стержень обеспечивает точность диаметра до 0,0002 дюйма. Такая точность важна, когда пластиковая ручка должна быть наложена на компонент, чтобы обеспечить надлежащее отключение детали во время формования. Точно так же важна точность просверленных поперечных отверстий, потому что отверстия иногда используются для размещения детали на штифте внутри пресс-формы. То же самое верно для плоских поверхностей и других функций, которые могут быть использованы для ориентации детали перед операцией гибки с ЧПУ.
Такая точность важна, когда пластиковая ручка должна быть наложена на компонент, чтобы обеспечить надлежащее отключение детали во время формования. Точно так же важна точность просверленных поперечных отверстий, потому что отверстия иногда используются для размещения детали на штифте внутри пресс-формы. То же самое верно для плоских поверхностей и других функций, которые могут быть использованы для ориентации детали перед операцией гибки с ЧПУ.
Четыре типа L20 Swiss расположены вместе в ячейке. У каждого есть захват, который выдает готовые компоненты из машины. Детали доставляются по желобу и собираются, когда машины работают в нормальном режиме. Однако для крупномасштабных работ машины могут служить в качестве производственной ячейки без обслуживающего персонала. Портальный робот Fanuc в ячейке забирает готовые детали из L20 и доставляет их на станцию ультразвуковой очистки. Эта станция включает в себя собственный небольшой робот Fanuc, который пропускает каждую деталь через три отдельные ультразвуковые ванны для удаления стружки и смазочно-охлаждающей жидкости. После циклов очистки и ополаскивания детали высушиваются. Челюсти портального робота также очищаются и высушиваются продувкой перед отправкой готовых деталей в бесконтактную измерительную систему Tesa Scan 50 для окончательной проверки. Это устройство может измерять длину, диаметр, углы, радиусы и другие характеристики цилиндрически симметричных компонентов.
После циклов очистки и ополаскивания детали высушиваются. Челюсти портального робота также очищаются и высушиваются продувкой перед отправкой готовых деталей в бесконтактную измерительную систему Tesa Scan 50 для окончательной проверки. Это устройство может измерять длину, диаметр, углы, радиусы и другие характеристики цилиндрически симметричных компонентов.
обычно используется для изготовления наконечников на трубной заготовке. В цехе есть два электроэрозионных станка Fanuc Robocut с автоматической подачей проволоки (эти станки можно приобрести в компании Methods Machine Tools).Зажимные компоненты системы 3R позволяют быстро перемещать приспособления на столе станка. Таким образом, оператор может настроить задание на одном приспособлении, в то время как машина выполняет другое задание. В цехе складывается несколько труб для одновременной обработки. Пазы, созданные с помощью проволочного EDM, можно удерживать до 0,0002 дюйма.
После завершения обработки трубы или пруток доставляются на заводской гибочный станок с ЧПУ 3D. В цехе (который не называет марку используемого гибочного станка) была разработана инновационная комбинация инструментов и автоматизации для работы без участия оператора.
В цехе (который не называет марку используемого гибочного станка) была разработана инновационная комбинация инструментов и автоматизации для работы без участия оператора.
Восьмикоординатный гибочный станок подходит для труб диаметром от 0,096 до 0,375 дюйма и диаметром стержня от 0,08 до 0,2 дюйма. Во время работы приводной рычаг станка захватывает обработанный отрезок прутка из промежуточного магазина, в то время как датчик обеспечивает правильную ориентацию материала в соответствии с обрабатываемым элементом. Направляющая помогает пропустить проволоку через три оправки станка. Операция трехмерной гибки выполняется с помощью хореографического движения оправок и вращающегося рычага привода.Программирование выполняется на станке с использованием разработанных в магазине макросов для точной настройки основных программ гибки.
Механическая обработка для контроля
Marshall Manufacturing имеет ряд измерительных приборов. Однако механическая обработка играет важную роль в контроле гнутых деталей. Торговые автоматы работают / не работают, такие как показанные на предыдущей странице для многих медицинских компонентов 2D и 3D, которые они производят. Детали падают в датчик и выходят за пределы элемента детали, как правило, на кончике, плоской поверхности или хвостовике. Правильно изогнутая деталь не будет касаться стенок обработанного профиля датчика и не будет превышать высоту обработанного канала.В цехе проводится 100-процентный контроль гнутых деталей. Это важно, потому что упругая отдача, связанная с процессом гибки, может различаться в зависимости от материала. Это также позволяет цеху обнаруживать изгибы, выходящие за пределы допуска, поэтому на ЧПУ гибочного станка могут быть выполнены смещения для компенсации.
Торговые автоматы работают / не работают, такие как показанные на предыдущей странице для многих медицинских компонентов 2D и 3D, которые они производят. Детали падают в датчик и выходят за пределы элемента детали, как правило, на кончике, плоской поверхности или хвостовике. Правильно изогнутая деталь не будет касаться стенок обработанного профиля датчика и не будет превышать высоту обработанного канала.В цехе проводится 100-процентный контроль гнутых деталей. Это важно, потому что упругая отдача, связанная с процессом гибки, может различаться в зависимости от материала. Это также позволяет цеху обнаруживать изгибы, выходящие за пределы допуска, поэтому на ЧПУ гибочного станка могут быть выполнены смещения для компенсации.
Цех обычно обрабатывает три калибра: один для собственного использования, второй для поставщика формованных изделий для проверки деталей перед формованием ручек, а третий – для покупателя. Допуски на изгибы основаны на проектных требованиях.Для этих устройств очень важна стабильность изгиба. Для некоторых деталей с базовыми двухмерными изгибами мастерская будет использовать простую, но эффективную распечатку на бумаге с указанием допустимых пределов профиля изгиба детали.
Для некоторых деталей с базовыми двухмерными изгибами мастерская будет использовать простую, но эффективную распечатку на бумаге с указанием допустимых пределов профиля изгиба детали.
Взгляд вперед
Знание в области гибки с ЧПУ в 3D позволяет специалистам, не относящимся к медицинской промышленности, искать подходящие приложения, для которых требуются изогнутые проволочные или трубчатые компоненты с точно обработанными деталями. Магазин также надеется получить больше преимуществ от многофункциональных возможностей обработки и точности, предлагаемых швейцарскими типами.В частности, исследуется работа костного винта с канюляцией с использованием завихрения резьбы. Его цель – увеличить объем медицинских услуг до 75 процентов всего бизнеса.
.