как правильно заточить на наждаке и болгаркой любое сверло в домашних условиях своими руками?
Каким бы ни оказалось сверло – даже высококачественным – после сотен циклов сверления оно становится более тупым, теряя идеальную заточку, придаваемую самому изделию ещё на заводе. Оно не просверлит идеальное, не рваное отверстие, пока не вернуть сверлу былую остроту.
Когда нужно точить?
Заточка сверла по металлу нужна в следующих случаях.
- Соскакивает с намеченной при помощи керна точки.
- При попытке просверлить без разметки будущего отверстия сверло не зацепляется верхушкой острия за выбранную точку, а «гуляет», какие бы усилия мастер ни прилагал.
- Появляется биение, стук, шум при сверлении, переходящий в высокочастотный лязг. Стук и вибрация расшатывает дрель (или перфоратор).

- Перегрев даже после минуты непрерывной работы. Перекаливание быстрорежущей стали приведёт к потере её прочностных свойств (вязкость, твёрдость), и изделие будет пригодно лишь для работ по дереву, а не по металлу.
- Металлические частицы становятся рваными, спиральная стружка исчезает.

Обнаружив один или несколько признаков, немедленно прекратите сверление и проверьте остроту острия и спиральных кромок.
Необходимые инструменты
Любой из выбранных инструментов, включая снабжённые электродвигателем, должен точить стальные изделия (ножи, свёрла, ножницы и т. д.). Второе требование – удержание затачиваемого сверла в процессе.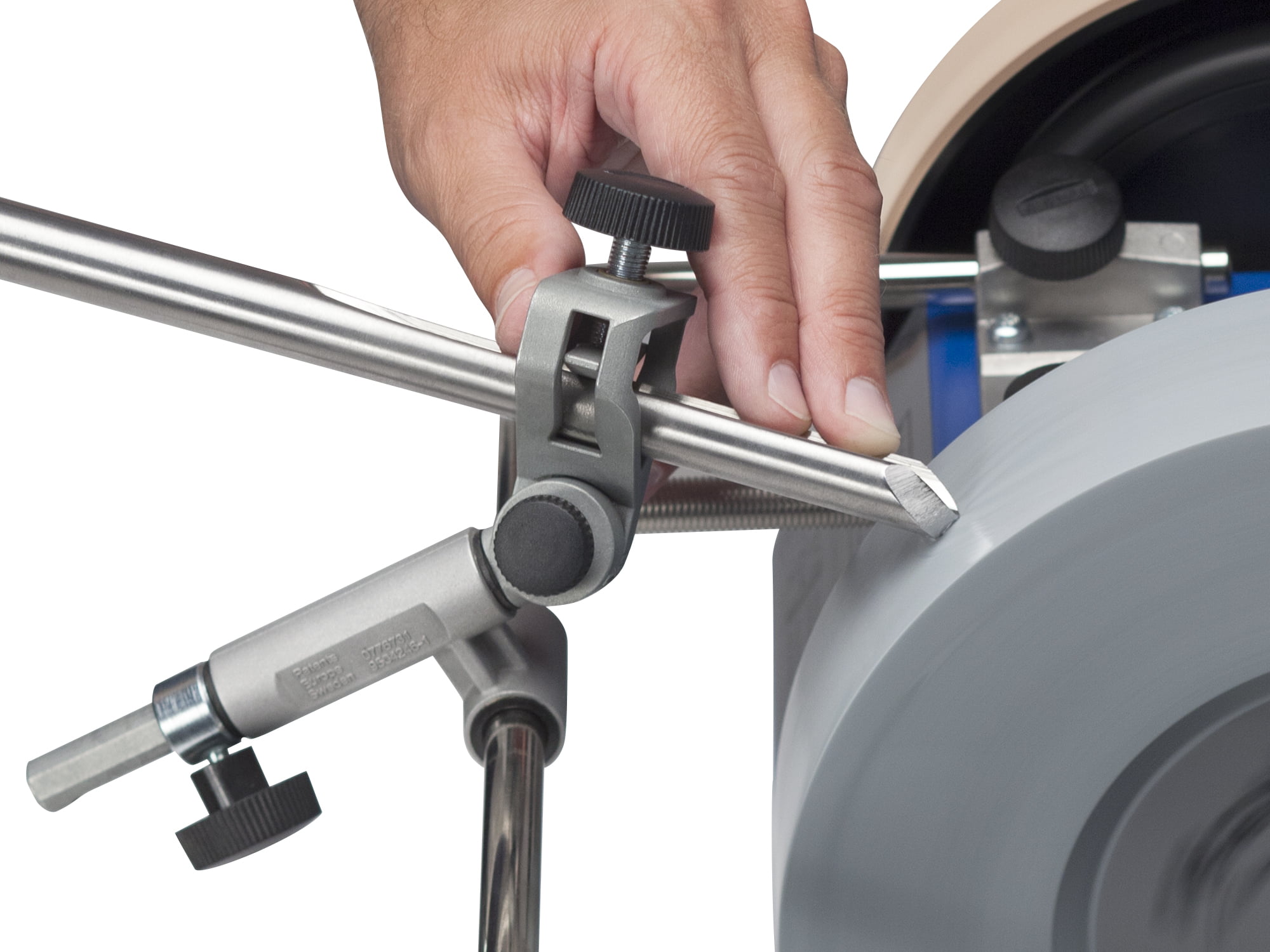
Болгарка
Мастеру потребуется, кроме самого электропривода, тиски, в которых зажимается обтачиваемое изделие.
Зернистость шлифкруга выбирается такой, чтобы невооружённым глазом невозможно было разглядеть микроборозды, оставляемые зёрнами стеклокрошки, которая и шлифует металл.

Для обточки сверла болгаркой сделайте следующее:
- зажмите сверло в тисках вертикально;
- обточите тыльную грань, чтобы удалить следы износа;
- обточите рабочую кромку под углом в 120°.
Не держите сверло в обточке непрерывно более двух секунд. Короткие сеансы заключаются в снятии тонких, намного меньше 1 мм, слоёв сплава с рабочей грани. Сверло вновь готово к работе.
Точило
Болгарка отличается быстротой использования, мобильностью, но за обточку с её помощью мастер платит травмоопасностью. Даже надев на шлифмашинку защитный кожух, есть вероятность, что круг треснет, инструмент поведёт при коротком заклинивании на оборотах в тысячи оборотов в секунду. Точило снижает травмоопасность за счёт жёсткой фиксации самого станка. При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.
При невозможности определить угол заточки пригодится пластиковый шаблон, прикладываемый перед началом стачивания к обтачиваемой поверхности. Чтобы держатель не ушёл в сторону, его присоединяют при помощи болта. Для обточки сверла на точиле сделайте следующее.- Закрепите сверло в держателе и включите станок.
- Подводите режущие кромки к точильному кругу под углом в 120°.
- Если на сверле присутствуют насечки и выбоины – сточите их со всех сторон. Они нарушают центровку изделия и дрели, заставляя последнюю излишне вибрировать.
Обтачивая свёрла большого диаметра, из-за повышенной общей теплоёмкости сталь перегревается, превращаясь из быстрорежущей в обычную, непригодную для сверления любых других сталей.
Насадка на дрель
Насадка на дрель позволяет обточить свёрла по металлу. Схема действий здесь следующая.
Схема действий здесь следующая.
- Установите на дрель насадку-переходник под обычные свёрла. На простой электродрели она вряд ли потребуется.
- Установите в отверстие нужного диаметра сверло.
- Запустите дрель и обточите сверло с одной из сторон.
- Для обточки второй режущей грани поверните сверло другой стороной с того же конца.
Насадка на дрель даст заточить лишь немного затупленное сверло.
Изделие, на котором присутствуют выбоины и насечки на режущей грани, с помощью дрели наточить не удастся.
Но из-за сравнительной дешевизны – по сравнению с другими инструментами – обточка свёрл на насадке стоит недорого.
Напильник или надфиль
 Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.
Используя шероховатые или камни с алмазным напылением, выдержать нужный угол заточки вручную трудно. Используйте моторизованные устройства для заточки.Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла.
Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе.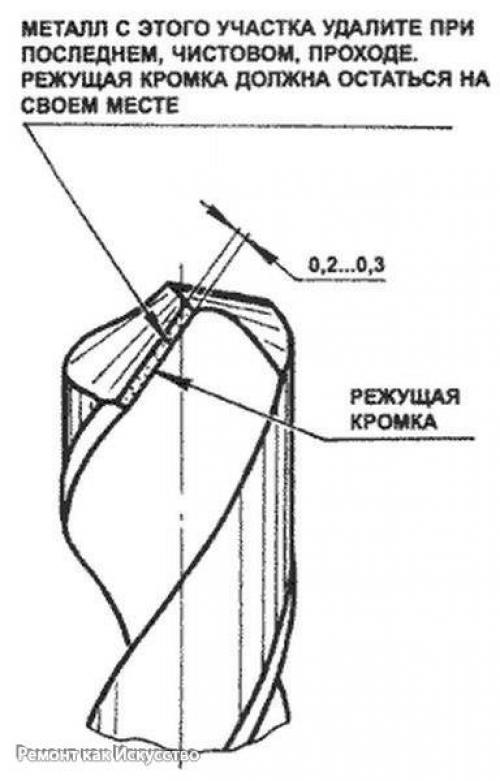 Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.Особо знающие толк мастера дооснащают данное приспособление бруском из дерева, рассверлённом бурами разного диаметра.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
А вот для стекла и керамогранита угол ещё тупее – 135°, то же самое требуется для мягкой бронзы и алюминиевых сплавов.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Последнее даст металлу или сплаву на заготовке выскабливаться активнее в центре отверстия.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Рекомендации
Обычные свёрла подтачиваются своими руками на простом точиле, пильном станке с большим шлифдиском, болгарке или дрели с насадкой. Но для корончатых может потребоваться особый станок. Дело в том, что коронка обладает осью – основным сверлом, представляющим собой обычное изделие. И если оно точится по-простому, то зубчатая, похожая на пилу кромка коронки потребует станочных условий. То же самое справедливо и для конусно-ступенчатых буров.
Не точите свёрла без защитного кожуха и экрана – разлёт стальной пыли опасен для глаз.
 Множественное поражение глаза, его засорение стружкой чревато сложностями при их извлечении.
Множественное поражение глаза, его засорение стружкой чревато сложностями при их извлечении.В худшем случае из-за интоксикации ржавеющей в солёной среде глаза сталью человек запросто его потеряет. Будьте осторожны, не сверлите «в потолок» без каски – падающая стружка также попадает в незащищённые глаза.
Подбирайте верный угол подточки. Слишком «пологое» сверло не просверлит сталь, слишком «крутое» – дерево, алюминий, бронзу, магний, пластик. Неправильно подобранный угол либо заставит сверло вилять, и отверстие сместится, либо оно заклинит и сломается.
Не сверлите обычной быстрорежущей сталью стекло, керамогранит, гранит, керамику, высокопрочную глину. Для этих материалов есть так называемый победит. Победитовый сплав значительно превосходит быстрорежущую сталь по прочности. Не пытайтесь просверлить закалённое стекло – оно тут же рассыплется.
Не точите победитовые свёрла простыми наждаками и каменно-остеклованными кругами – для этих изделий есть алмаз, вроде тех кругов, которыми режут камень, кирпич и калёную сталь. Обтачивайте победитовые свёрла на малых оборотах.
Не перегревайте сверло при обточке – перегретая сталь испытает отпуск и станет заметно хуже. Она уже не будет ни калёной, ни быстрорежущей (инструментальной).
Не охлаждайте раскалённое докрасна точёное сверло в воде или иных холодных жидкостях – от резкого охлаждения оно пронизывается микротрещинами. При первой же попытке просверлить заготовку изделие тут же сломается.
Не отклоняйте сверло при обточке. Малейший уход – хотя бы на градус – приведёт к неравномерному обтачиванию, возникнет вибрация, ломающая сам бур и расшатывающая редуктор и двигатель дрели.
Длины режущих граней отличны друг от друга до величины в 0,3 мм.
 Данное ограничение соблюдается при обточке свёрл малых диаметров.
Данное ограничение соблюдается при обточке свёрл малых диаметров.Длина рабочей части не должна быть менее сантиметра. Если сверло сломалось пополам, и часть режущей области выброшена, то не обтачивайте свёрла, чья рабочая часть составляет теперь менее сантиметра.
Буры с напайкой твёрдого сплава (например, с победитовым наконечником, алмазным напылением) точатся теми же средствами, что и цельноизготовленные буры из тех же материалов.
Как легко заточить сверло, смотрите далее.
Как заточить сверло по металлу в домашних условиях – всё о заточки свёрл
Сверла по металлу производятся из чистых сплавов и подвергаются специальной закалке. Однако, несмотря на высокое качество исполнения, изделия имеют свойство со временем притупляться. Бережливый хозяин ни в коем случае не выбросит сверло, поскольку его функциональность легко восстановить своими руками с помощью простого точильного станка — наждака. Как заточить сверло в домашних условиях – вы узнаете дальше.
Однако, несмотря на высокое качество исполнения, изделия имеют свойство со временем притупляться. Бережливый хозяин ни в коем случае не выбросит сверло, поскольку его функциональность легко восстановить своими руками с помощью простого точильного станка — наждака. Как заточить сверло в домашних условиях – вы узнаете дальше.
Как заточить сверло по металлу?
Технология заточки сверла в основном зависит от его диаметра, области применения и вида металла.
В процессе кромка должна размещаться на строгой параллели с рабочей поверхностью камня или оси точильного оборудования. Главное, на что необходимо обратить внимание — это постепенность заточки. Если излишне сильно давить сверлом на круг, его можно безвозвратно повредить. Критерием качества работы является отсутствие бликов отражения на обработанной поверхности.
Угол заточки сверла (в градусах):
- сталь, чугун – 118;
- латунь, бронза – 130;
- медь – 125;
- алюминий – 140;
- магний – 90.

Обратите внимание! Указанные значения сугубо приблизительны, поскольку подходящий угол заточки нужно выбирать в каждой конкретной ситуации.
Какие виды заточки бывают?
1. Одноплоскостная
Используется в основном для сверл не больше 3 мм. Главным недостатком такого метода является то, что при работе может получиться частичное окрашивание кромки. По этой причине данная методика предполагает особую аккуратность. Она выполняется следующим образом: инструмент прикладывается к абразивной поверхности и медленно перемещается по ней.
2. Коническая
Идеальна для сверл больше 3 мм. Они удерживаются двумя руками над абразивным кругом и, путем покачивания из стороны в сторону с лёгким прижимом, осуществляется заточка сверл по металлу.
3. Доводка
Заключительный этап заточки сверла, задача которого состоит в удалении оставшихся после первичной обработки небольших зазубрин и шлифовки режущей кромки. В работе используется мягкий шлифовальный камень.
Какие инструменты понадобятся для заточки?
При заточке сверла своими руками вам понадобится следующий минимальный набор инструментов:
- наждак;
- комплект точильных абразивов разной твердости, которые подбираются исходя из материала сверла;
- ёмкость для охлаждающей жидкости;
- дистиллированная вода;
- насадка для заточки сверл.
Полезные рекомендации
Некоторые люди не могут самостоятельно затачивать инструмент из-за плохого зрения. В данной ситуации мощная подсветка или очки с большими диоптриями не помогут. Единственный вариант — покупка специального станка для слабо зрячих людей. Несмотря на тот факт, что к данной продукции в нашей стране, мягко говоря, настороженное отношение, все, кто уже работал с ней, довольны.
Станками со специальными приспособлениями затачивают свёрла следующих видов: для глухих, глубоких отверстий или универсальные с повышенной прочностью. Чтобы хорошо поточить сверло, диаметр которого больше 1,6 см, необходимо также использовать специальный наждачный станок. Он даст возможность не только управлять углом заточки, но и осуществлять этот процесс максимально безопасно.
Чтобы хорошо поточить сверло, диаметр которого больше 1,6 см, необходимо также использовать специальный наждачный станок. Он даст возможность не только управлять углом заточки, но и осуществлять этот процесс максимально безопасно.
Как заточить сверло по металлу | Инструменты
» Инструменты
Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла – советы специалистов
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
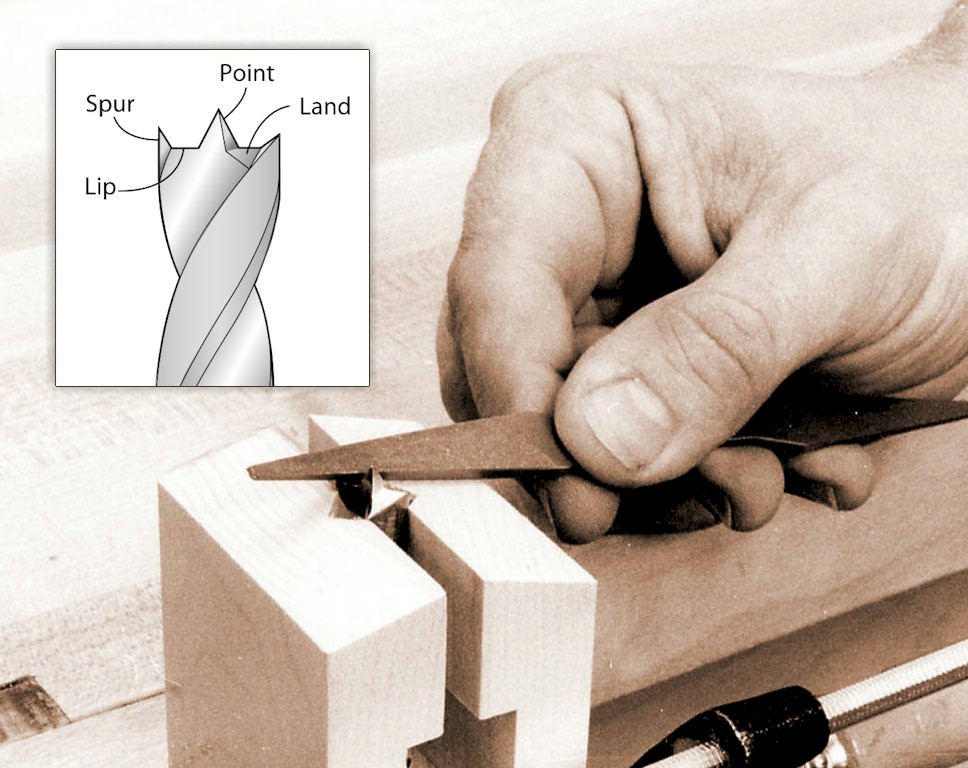
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием наждак . В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется на глазок , что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний. Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний. Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке.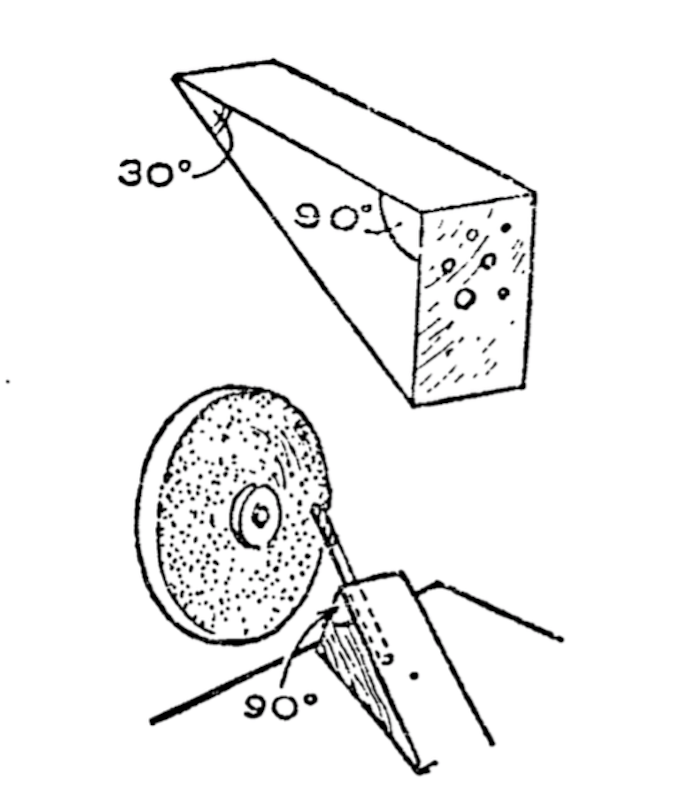 Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Правильно затачиваем сверло по металлу
Как заточить сверло по металлу знают не все люди, привыкшие работать своими руками.
Обработка материалов, а тем более металлов – процесс всегда сложный и включающий множество операций.
Для проведения заточки, нужно острое, надежное приспособление. Кроме того, покупая сверло, важно понимать, что точить его придется довольно часто из-за частоты использования режущей части.
А если она затупляется, то работать становится небезопасно.
Частый вопрос: как быть со сверлом по дереву? Здесь волноваться не стоит, ведь за счет взаимодействия с таким мягким материалом, инструмент может работать без заточки не один год.
А вот с металлами ситуация выглядит по-другому – уже через пару месяцев можно заметить признаки потери остроты. Как понять, что пора заточить инструменты?
Сверло начинает гудеть или скрипеть в начале работы. Оно выделяет тепло, перегревается.
Такой инструмент гораздо быстрее выходит из строя, делая обработку металлов невозможной.
Заточить сверло можно с использованием станка или специального приспособления.
По возможности, лучше доверять такой процесс профессиональному оборудованию, однако если его под рукой нет – реально все сделать своими руками в домашних условиях.
Самый популярный способ – сделать дома такой станок с точильным камнем, который прост в использовании и не требует значительных трат.
Вопрос заточки сверла по металлу мучает многих, потому что осевая линия режущей части может иметь разнообразную конструкцию: одну полость или две, а также она бывает конической, цилиндрической или винтовой.
Заточку правильно проводить по задним граням. Большую роль играет угол, под которым инструмент подается на станок.
Неправильный угол может повредить сверло без возможности ремонта.
Сама режущая часть состоит из кромки – именно она должна быть наиболее острой, чтобы справиться с металлами, а также вспомогательного винта, перемычки, задней и передней поверхностей.
Начальный этап работы
В первую очередь, определимся, что нам понадобиться в процессе.
Делая заточку сверла по металлу, да еще и своими руками, всегда приходится искать альтернативу заводским инструментам, ведь на производстве есть специальные точильные станки.
В домашних условиях, минимальный набор для того, чтобы заточить сверло для металла, найти будет сложнее. Сначала нужно купить специальные точильные круги.
Обычно нужен один круг, но при частом использовании он сотрется быстро, поэтому лучше брать сразу несколько, для запаса. Сам круг мы установим на вращающийся вал.
Также нам понадобиться емкость и сама охладительная жидкость: тут выбрать можно даже воду или машинное масло.
Во время того, как сверло будет затачиваться, оно одновременно будет и накаляться. Если его не охлаждать, то при работе оно быстрее будет выходить из строя, за счет разности температур.
Не менее важно выдержать угол, тут контроль на глаз недопустим. Именно из-за этой проблемы люди покупают специальное приспособление, чтобы постоянно не проводить утомительные расчеты.
Необходимо знать угол подхода сверла по металлу. Основной угол – передний, его можно определить в главной секущей плоскости, как угол между передней частью и основанием режущей части.
Задний угол имеет те же параметры, только по задней плоскости. Угол на вершине можно увидеть, если посмотреть на сверло по металлу сбоку: он находится между двумя кромками.
Считается, что для переднего угла нужно выдерживать наклон в 20 градусов, а для заднего – 10 градусов. Угол на вершине, во всех сверлах по металлу, одинаков и имеет значение 118 градусов.
Не забывайте и о мерах предосторожности. Поскольку нам предстоит работать с острыми деталями, то лучше обезопасить руки перчатками. Обязательно надевайте очки во время заточки.
В процессе, от круга будут отлетать мелкие частицы, которые еще и сильно перегреты.
Следите за положением инструмента, ведь при неправильном угле подачи, его может вырвать из рук.
Приступаем к процессу заточки
Сначала рассмотрим, как правильно заточить сверло самому при помощи наждачных материалов.
Основной процесс ложится на заднюю часть. Включаем приспособление с наждаком и, крепко держа сверло по металлу, подносим его к кругу так, чтобы режущая часть была направлена на точило.
У нас получится параллельное расположение сверла относительно механизма. Заточив, таким образом, инструмент мы получаем качественное сверло по металлам.
Такая простая заточка подходит для сверл с диаметром не больше 10 миллиметров.
Если он будет увеличиваться, то можно добавить общее время заточки, уделить повышенное внимание передней стороне и так далее.
Заточить сверло таким способом можно, пока диаметр не превышает 16 миллиметров.
Однако для приборов с большим диаметром, или при работе с плотными металлами, может понадобиться станок.
Такое приспособление позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Видео:
Кроме того, если Вам нужно постоянно иметь возможность заточить свои инструменты, то собственный станок будет как нельзя кстати.
Особенно выгодно устанавливать такое приспособление дома, если нужно заточить твердосплавные сверла по металлу.
Есть определенные требования, согласно которым заточки следует проводить только на станке:
- если мы работаем со сверлами, которые используются для работы в глухих отверстиях, со снижением осевого усилия резания
- работа с универсальными инструментами, имеющими большую прочность, что дает возможность обрабатывать прочные металлы
- работа с подточкой меньшей толщины, если требуется сверление на значительную глубину.
Основная задача, которую должен исполнять станок – не просто затачивать, а правильно ориентировать сверло по металлу относительно круга. Поэтому в его конструкции есть опорная плита.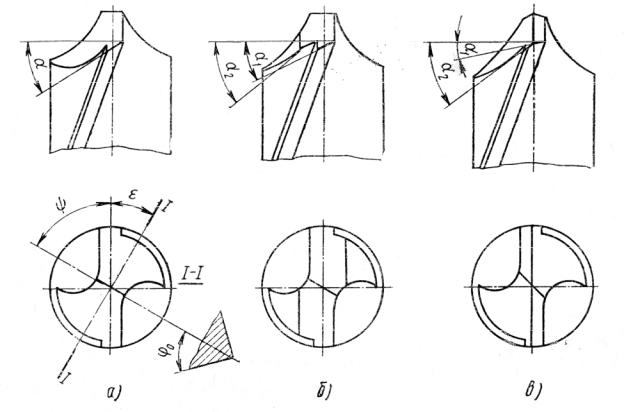
На нее устанавливают и сам станок, и двигатель, вал которого позволяет проводить точение. Там же подсоединяем поворотную колонку, на которой будет крепиться сверло.
Она поворачивается в удобном для нас положении – еще один плюс в возможности располагать инструмент.
Преимущества в использовании станка
Еще одна особенность, которую дает станок – это движение с помощью двигателя.
Поэтому, в качестве колонки, реально использовать любой подшипниковый узел с валом.
На конце вала у нас будет располагаться крепление для сверла. Лучше всего использовать болты, для надежной фиксации.
После того, как инструмент зафиксирован, включаем точило, а колонка сама подводится к кругу так, чтобы задняя часть сверла по металлу была повернута на заточку.
Это удобно, ведь еще до включения мы можем настроить правильный угол, чтобы заточить сверло.
Существует также станок, имеющий более компактную конструкцию.
Основной минус обычного приспособления – его не вынесешь за пределы гаража, а внутри помещения необходимо много места.
Поэтому есть вариант использовать насадочный станок.
В таком устройстве с одной стороны находится присоединительный узел, благодаря которому насадка устанавливается на шпиндель дрели, а с другой – можно найти отверстие под сверла для металлов.
Заточить таким способом инструмент просто даже своими руками – просто вставить до упора и включить механизм.
Самый рискованный вариант – заточка болгаркой или другим переносным устройством с подвижным кругом. В чем опасность? Закрепить прибор будет крайне сложно.
А малейшие сдвиги во время работы могут закончиться травмами. Болгаркой не добиться высокого качества, она подходит только для сверл по металлу с малым диаметром.
А после процесса заточки нельзя сделать доводку.
Доводка – важная составляющая процесса, когда необходимо заточить инструмент.
В заводских условиях она позволяет убрать все неровности в конце процедуры, придать режущей части гладкость.
Если сверло будет цельным и однородным, то оно прослужит гораздо дольше и лучше.
При желании, доводку можно сделать и дома. Для этого просто меняем круг на сделанный из карбида кремния.
А что делать тем, у кого есть победитовое сверло с напайками для самых крепких металлов? Даже его можно заточить, несмотря на то, что снашивается такой прибор гораздо медленнее.
В качестве точильного круга здесь используется алмазный камень. При таком процессе наждачный круг просто не даст нужных результатов.
Перед тем, как заточить инструмент, стоит замерить напайку, ведь если она меньше 10 миллиметров точить уже не имеет смысла. Нужна только полная замена.
Помните о том, что чем тверже материал инструмента, тем ниже должна быть скорость вращения круга.
Видео:
А для победитового сверла по металлу скорость вообще находится на минимуме, чтобы не повредить режущую часть.
Заточку выполняем непродолжительными и плавными касаниями, исключая резкие движения.
Если речь идет о напайках, то их затачивают так же, как и обычные сверла – с задней стороны.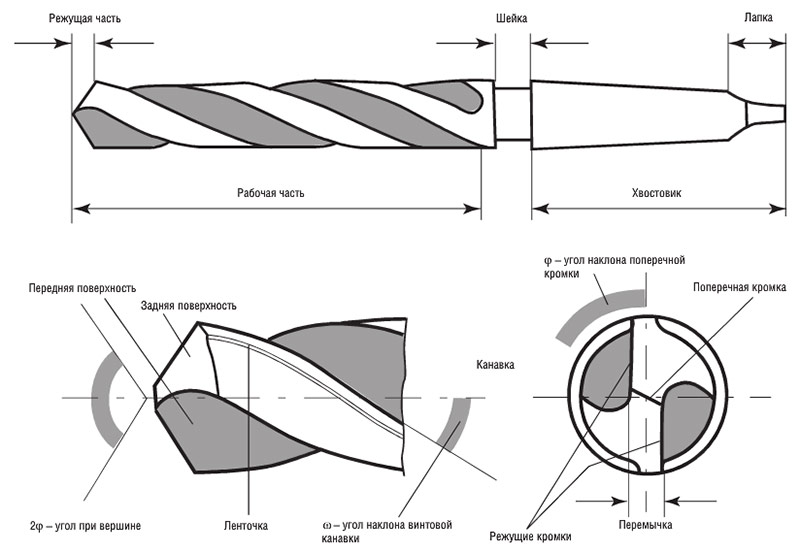
Источники: http://www.syl.ru/article/156979/new_kak-zatochit-sverlo-po-metallu-prisposoblenie-dlya-zatochki-ugol-zatochki-sverla—sovetyi-spetsialistov, http://stoydiz.ru/instrumenti-i-tehnika/kak-zatochit-sverlo-po-metallu.html
Комментариев пока нет!
Приспособление для заточки комбинированных сверл. Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке. Виды сверл и основные понятия
В процессе обработки твердых изделий сверла подвергаются быстрому износу. Тупой рабочий элемент значительно нагревается и утрачивает свои прочностные показатели. Происходит это из-за «отпускания» металлического сплава. Инструмент время от времени необходимо точить. Впрочем, этот момент касается не только приспособлений для сверления.
Сверла – это довольно дешевые изделия. По крайней мере вариации, используемые в домашних условиях. Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум неразумно.
Так или иначе, но приобретать новую насадку сразу после ее затупления как минимум неразумно.
Есть и фабричные средства для заточки, однако при этом происходит нарушение концепции целесообразного применения домашнего инструмента.
Сверла, предназначенные для обработки древесины, почти не затупляются. Изделие можно лишь «загнать» в смолистой конструкции и на повышенных оборотах. Наконечники из победита, необходимые для обработки камня и бетона, как правило, не подвергают заточке. Остается лишь заточка приспособлений по металлу. Некоторые опытные слесари делают эту работу своими руками, не прибегая к использованию дополнительных средств.
Но в этом случае точность и качество работы могут вызывать сомнения. Да и не каждый домашний умелец обладает хорошим глазомером.
Как самостоятельно сделать точило для сверл
Для начала нужно сделать шаблон , который позволит вам контролировать точность обработки.
Обыкновенные сверла, предназначенные для работы с черным металлом, характеризуются углом кромки от 115 до 120 градусов. Если же вы постоянно работаете с различными материалами, то следует ознакомиться со следующей информацией:
Если же вы постоянно работаете с различными материалами, то следует ознакомиться со следующей информацией:
- текстолит и пластмасса – от 90 до 100 градусов;
- любая древесина – 135;
- гранит и керамика – 135;
- чугун, твердосплавная бронза и сталь – от 115 до 120;
- мягкая бронза и сплавы на основе латуни – от 125 до 135;
- алюминиевые сплавы – 135.
На базе этих данных можно сделать несколько полезных шаблонов, которые помогут сделать максимально качественную и точную заточку сверла.
Самый простой вариант заточки – разные втулки, которые закреплены на надежной и крепкой основе.
Рекомендуется сделать обойму из алюминиевых и медных трубочек, подобрав их под самые распространенные диаметры сверл. Можно также насверлить в брусочке из нетвердого материала несколько отверстий. Самое важное – поставить на точило комфортный подручник, служащий опорой и позволяющий перемещать затачивающее приспособление под необходимым углом.
Этот способ активно применялся нашими дедами. А для материала уголка (заточного станочка) они использовали крепкий дубовый брус.
По сути, достаточно расположить верстак или стол сбоку наждака – и приспособление для заточки сверл своими руками готово. При этом уровень точности и качества заточки будет крайне высоким.
Существует множество чертежей для изготовления конструкции затачивающих приспособлений. Можно прибегнуть к уже готовым вариантам или же сделать их своими силами. Самое важное – уяснить принцип обработки.
При обработке не стоит допускать того, чтобы сверло вращалось вокруг собственной оси. В том случае, если инструмент будет провернут хоть на миллиметр, он испортится и вы будете вынуждены стачивать определенную длину для дополнительной обработки.
Ошибки
К самым распространенным ошибкам самостоятельной заточки сверл относятся следующие:
Для того, чтобы самостоятельно сделать приспособление для заточки сверл, следует придерживаться следующих правил:
Все средства для создания такого приспособления можно отыскать даже у себя дома или в гараже. Обрабатывать их следует болгаркой, сваркой и точилом.
Если сверлить приходится только древесину, то об остроте сверла можно не задумываться, так как сверло может исправно служить месяцы и годы без заточки. Но когда доходит дело до сверления металла, острота сверла становиться очень важна, другими словами, просверлить металл можно только острым сверлом. Разницу легко почувствовать, взяв абсолютно новое сверло. Начав довольно резво врезаться в металл, с каждой минутой сверло будет погружаться в металл все медленнее, а давить на него придется все сильнее. Скорость затупления сверла зависит в частности от оборотов, скорости подачи, охлаждения и других факторов, однако как ни старайся, время работы сверла до неудовлетворительной работоспособности измеряется минутами. Если объем работы значительный, постоянно покупать новые сверла получится накладно, поэтому лучше научиться их затачивать. Хотя все равно стоит иметь несколько сверл одного диаметра (3-10, в зависимости от ох диаметра и соответственно цены) чтобы возвращаться к заточке только когда затупились все сверла.
На периферии сверла скорость резания максимальна, и, следовательно, максимален нагрев режущих кромок. В то же время отвод тепла от уголка режущей кромки сильно затруднен. Поэтому затупление начинается с уголка, потом распространяется на всю режущую кромку. Ясно видно ее закругление. Затем истирается задняя грань. На ней появляются штрихи, риски, идущие от режущей кромки. По мере износа риски сливаются в сплошную полоску вдоль режущей кромки, более широкую у периферии и сужающуюся к центру сверла. Поперечная режущая кромка при износе сминается.
В начале затупления сверло издает резкий скрипящий звук. Если сверло вовремя не заточить, количество выделяемого тепла будет возрастать и процесс износа пойдет быстрее.
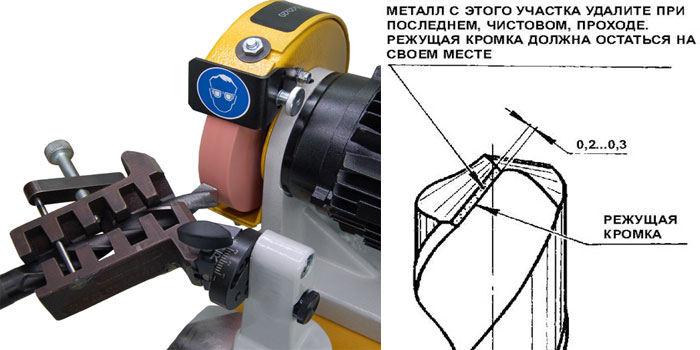
Чтобы облегчить контроль геометрии сверла, главное, что следует сделать – это шаблон описанный ниже. С его помощью, даже если заточка выполняется без приспособлений, всегда можно проверить, где ещё нужно снять металл, и, в конце концов, получить то, что и должно получиться (не может быть чтобы не получилось, даже если придется сточить половину длинны сверла). Для соблюдения симметрии старайтесь, чтобы время заточки каждого участка и сила нажима были постоянные.
Заточка спиральных сверл
Заточку сверла производят по его задним граням. Очень важно, чтобы оба пера (зуба) сверла были заточены совершенно одинаково. Выполнить это вручную очень трудно. Не просто также вручную создать требуемую форму задней грани и заданный задний угол (где какой угол см. ниже).Для заточки существуют специальные станки или приспособления. Если есть возможность, то лучше затачивать сверла на специализированном оборудовании. Но в условиях домашней мастерской такой возможности, как правило, не бывает. Сверла приходится затачивать вручную на обыкновенном точиле.
В зависимости от того, какую форму придают задней поверхности, существуют разные виды заточки: одноплоскостная, двухплоскостная, коническая, цилиндрическая, винтовая.
При одноплоскостной заточке заднюю поверхность пера выполняют в виде плоскости. Задний угол при такой заточке должен быть 28-30°. При одноплоскостной заточке велика опасность выкрашивания режущих кромок. Этот способ, самый легко выполнимый при ручной заточке, рекомендуют для сверл диаметром до 3 мм.
Универсальные сверла диаметром больше 3 мм обычно подвергают конической заточке. Для того, чтобы были понятны особенности такой заточки, рассмотрим схему конической заточки на станке сверла с углом 2φ в 118°. На рисунке ниже показан шлифовальный круг и прижатое к его торцу режущей кромкой и задней поверхностью сверло.
Представим себе конус, образующая которого направлена вдоль режущей кромки и торца шлифовального круга, а вершина отстоит от диаметра сверла на 1,9 его величины. Угол при вершине равен 26°. Ось сверла пересекается с осью воображаемого конуса под углом 45°. Если вращать сверло, вокруг оси воображаемого конуса (как бы катать конус по торцу шлифовального круга), то на задней грани сверла образуется коническая поверхность. Если ось сверла и ось воображаемого конуса находятся в одной плоскости, то задний угол будет равен нулю. Чтобы образовался задний угол, нужно сместить ось сверла по отношению к оси воображаемого конуса. На практике это смещение будет равным 1/15 диаметра сверла. Качание сверла по оси воображаемого конуса при таком смешении обеспечит конусную заднюю грань и задний угол 12-14°. Чем больше величина смещения, тем большим будет задний угол. Следует напомнить, что задний угол вдоль режущей кромки меняется и увеличивается к центру сверла.
Понятно, что выполнить все эти условия заточки вручную очень сложно. Сверло, предназначенное к заточке, берут левой рукой за рабочую часть, возможно ближе к заборному конусу, а правой за хвостик.
Режущей кромкой и задней поверхностью сверло прижимают к торцу шлифовального круга и, начиная от режущей кромки, плавными движениями правой руки, не отрывая сверла от камня, покачивают его, создавая на задней грани пера конусную поверхность. Затем повторяют ту же процедуру для второго пера.
При заточке желательно как можно точнее повторить ту форму задней поверхности, которая была после заводской заточки, чтобы не потерять требуемые задние углы.
Другой способ заточки, широко применяемый домашними мастерами, заключается в следующем. Как и в предыдущем случае, сверло берут левой рукой за рабочую часть возможно ближе к заборному конусу, а правой за хвостик. Режущей кромкой сверло прижимают к торцу шлифовального круга и плавным движением правой руки, не отрывая сверла от камня, поворачивают его вокруг своей оси, затачивая заднюю поверхность. Очень важно сохранить при вращении сверла нужный угол его наклона к торцу шлифовального круга. Для этого часто при заточке используют специальные втулки.
В результате такой заточки на задних поверхностях обоих перьев получится конусная поверхность, но не будет образован задний угол. При работе трение задней поверхности о стенки отверстия и, следовательно, нагрев будет больше.
Из-за трения о шлифовальный круг, при заточке происходит нагрев инструмента. Это вызывает отпуск закаленной части инструмента. Металл мягчеет, теряет твердость. Неумелое затачивание приводит лезвие инструмента в негодность. Поэтому заточку следует вести с многократным охлаждением сверла в воде или в водно-содовом растворе. Это требование не касается твердосплавных сверл. Нельзя при заточке пользоваться для охлаждения маслом. Если по каким бы то ни было обстоятельствам инструмент затачивают всухую, то:
- за один проход снимают незначительный слой металла;
- скорость вращения абразивного круга должна быть как можно ниже;
- сверло никогда не должно нагреваться до такой степени, чтобы этого не терпела рука.
Практика показывает, что заточку инструмента следует вести против движения шлифовального круга. Тогда режущая кромка более долговечна, реже ее сминание и обламывание.
Для заточки используют шлифовальные круги из электрокорунда (марок 24А, 25А, 91А, 92А) зернистостью 25-40, твердостью М3-СМ2, на керамических связках.
В производстве обычно за заточкой следует доводка. Доводка делает поверхность глаже, убирает мелкие зазубринки. Сверло, подвергнутое доводке, более стойко к износу, чем сверло после заточки. Если у вас есть возможность выполнить доводку, воспользуйтесь ею.
Для доводки применяют шлифовальные круги из зеленого карбида кремния марки 63С зернистостью 5-6, твердостью М3-СМ1 на бакелитовой связке или круги из эльбора ЛО, зернистостью 6-8 на бакелитовой связке.
Одно из основных условий правильной заточки сверла – сохранение его осесимметричности. Обе режущие кромки должны быть прямолинейны и иметь идентичную длину, тождественную величину углов при вершине (и углы заострения) по отношению к оси сверла.
Правильность заточки проверяют специальным шаблоном.
а – шаблон; б – проверка угла при вершине и длин режущих кромок; в – угла заострения; г – угла между перемычкой и режущей кромкой.
Его делают самостоятельно из листа меди, алюминия или стали толщиной приблизительно 1 мм. Самый долговечный шаблон, конечно, из стали. Шаблоном проверяют угол при вершине, длину режущих кромок, угол между перемычкой и режущей кромкой. Вместо заднего угла, который весьма сложно измерить, шаблоном измеряют угол заострения. Шаблон целесообразно сделать перед началом использования нового сверла, чтобы с последнего перенести нужные углы.
Неравномерная длина режущих кромок и наклон их к оси сверла приводят и к неодинаковой нагрузке. Сверло быстрее выйдет из строя из-за интенсивного износа перегруженной режущей кромки.
а – клины режущих кромок неодинаковы, середина перемычки не совпадает с осью сверла; б – режущие кромки заточены под различными углами к оси сверла, середина перемычки совпадает с осью сверла.
Неравномерная нагрузка на части сверла вызовет его биение в процессе резания и, как результат, увеличение диаметра полученного отверстия.
Самый простой способ проверки правильности заточки – пробное сверление. Если перья сверла заточены неодинаково, то у менее нагруженного будет меньше стружки из соответствующей канавки. Иногда стружка выступает лишь через одну канавку. Диаметр отверстия может быть преувеличен в сравнении с диаметром сверла.
Приспособление состоит из неподвижного основания и съемной державки с отверстиями для сверл разного диаметра.
1 – рейка; 2 – сверло; 3 – наждачный круг; 4 – основание; 5 – державка.
Основание выполняют из строганной доски толщиной 30-40 мм, к которой под углом 30-32° (зависит от угла 2φ, см. ниже, 30° для 2φ=120°, 32° для 2φ=116°) пришивается (прибивается, приклеивается) деревянная рейка со скошенной под углом 25-30° (для одноплоскостной заточки) боковой гранью. Эта рейка и ориентирует под нужным углом державку с затачиваемым сверлом относительно шлифовального круга. Державку изготавливают из прямоугольного деревянного бруска, одну из боковин которого состругивают под углом 60-65° (зависит от угла боковой грани рейки). Этой боковиной державку прижимают к рейке на доске основания, что обеспечивает заточку переднего угла сверла в требуемых пределах (25-30°). На другой боковине державки размечают и высверливают перпендикулярно плоскости этой боковины сквозные отверстия для каждого сверла того или иного диаметра. Длину державки выбирают такой, чтобы ее было удобно держать при заточке сверл.
На обычный подпятник (подлокотник) приспособление не установишь, так что придется придумывать для него какой-то столик или полку, можно перенести заточной станок на стол где будет место и для этого приспособления. На основание уложите вплотную к рейке державку с вставленным в нее сверлом, подлежащим заточке. Сверло в гнезде державки поверните так, чтобы затачиваемая кромка была сориентирована горизонтально. Левой рукой держите сверло у затачиваемой кромки, правой – хвостовик сверла. Прижимая державку к скошенной рейке, подведите сверло к наждачному кругу и заострите одну кромку. Затем разверните сверло и так же обработайте вторую кромку.
Можно сделать и проще:
Углы заточки и другие характеристики сверла
Спиральное сверло представляет собой стержень, имеющий для облегчения выхода стружки две винтовые канавки. Благодаря канавкам на сверле образуются два винтовых пера, или, как их иначе называют, зуба.Спиральное сверло состоит из рабочей части, шейки, хвостовика и лапки.
А – с коническим хвостовиком; В – с цилиндрическим хвостовиком; а -рабочая режущая часть; б – шейка; в – ширина пера; г – лапка; д – поводок; е – канавка стружечная винтовая; ж – перо; з – хвостовик; и – перемычка; L – общая длина; L 0 – длина “рабочей режущей части”; D – диаметр; ω – угол наклона “канавки стружечной винтовой”; 2φ – угол при вершине; f – ширина ленточки спиральной; ψ – угол наклона перемычки.
Рабочая часть разделяется на режущую и направляющую. Все режущие элементы сверла расположены на режущей части – заборном конусе. Направляющая часть служит для направления во время резания и является запасной при переточке сверла. На перьях направляющей части по винтовой линии расположены цилиндрические фаски-ленточки. Ленточка служит для направления сверла в отверстии, а также для уменьшения трения сверла о стенки отверстия. Она не должна быть широкой. Так, ширина ленточки сверла диаметром 1,5 мм составляет 0,46 мм, диаметром 50 мм – 3,35 мм. Хвостовик сверла и лапка служат для закрепления сверла в шпинделе станка или патроне. Сверла могут быть выполнены как с шейкой, так и без нее.
Диаметр сверла, измеренный по ленточкам, неодинаков по длине сверла. У заборного конуса он несколько больше, чем у хвостовика. Это уменьшает трение ленточек о стенки отверстия.
Для того чтобы понять устройство режущей части сверла, рассмотрим основные принципы работы любого режущего инструмента (в том числе и сверла). Одно из важнейших требований к режущему инструменту состоит в том, чтобы отделяемая стружка свободно отходила от места резания. Поверхность инструмента, по которой сбегает стружка, называют передней гранью. Эту грань отклоняют назад под некоторым углом от вертикальной плоскости.
1 – клин; 2 – обрабатываемый предмет; γ (гамма) – угол передний; α (альфа) – угол задний; δ (дельта) – угол резания; β (бета) – угол заострения.
Благодаря этому углу для инструмента облегчено врезание в металл и стружка свободнее сходит по передней грани. Угол между передней гранью инструмента и плоскостью, проведенной перпендикулярно к поверхности резания, называется передним углом и обозначается греческой буковой γ.
Поверхность инструмента, обращенную к детали, называют задней гранью. Ее отклоняют на некоторый угол от поверхности обрабатываемой детали, чтобы уменьшить трение инструмента о поверхность резания. Угол между задней гранью инструмента и поверхностью резания называют задним углом и обозначают греческой буквой α.
Угол между передней и задней гранью инструмента называют углом заострения и обозначают греческой буквой β.
Угол между передней гранью инструмента и поверхностью резания называют углом резания и обозначают греческой буквой δ. Этот угол представляет собой сумму угла заострения β и заднего угла α.
Передний и задний угол – это те углы, которые необходимо соблюдать при заточке.
А теперь найдем описанные выше грани и углы на сверле, которое совсем не похоже на инструмент, изображенный на рисунке выше. Для этого рассечем режущую часть сверла плоскостью АБ, перпендикулярной его режущей кромке.
Режущая кромка – это линия пересечения передней и задней граней инструмента. Передний угол γ у сверла образует винтовая канавка. Угол наклона канавки к оси сверла определяет величину переднего угла. Величина углов γ и α вдоль режущей кромки переменна, о чем будет рассказано ниже.
Сверло имеет две режущие кромки, соединенные между собой перемычкой, расположенной под углом ψ к режущим кромкам.
Получив общее представление о геометрии режущей части сверла, поговорим подробнее о ее элементах. Передняя грань спирального сверла представляет собой сложную винтовую поверхность. Грань – это название условное, так как слово “грань” предполагает плоскость. Винтовая канавка, поверхность которой образует переднюю грань, пересекаясь с заборным конусом, создает прямые режущие кромки.
Угол наклона винтовой канавки к оси сверла обозначают греческой буквой ω. Чем больше этот угол, тем больше передний угол и тем легче выход стружки. Но сверло с увеличением наклона винтовой канавки ослабляется. Поэтому у сверл с малым диаметром, имеющих меньшую прочность, этот угол делают меньше, чем у сверл большого диаметра. Угол наклона винтовой канавки зависит также от материала сверла. Сверла из быстрорежущей стали могут работать в более напряженных условиях, чем сверла из углеродистой стали. Поэтому для них угол ω может быть больше.
На выбор угла наклона влияют свойства обрабатываемого материала. Чем он мягче, тем угол наклона может быть больше. Но это правило применимо в производстве. В домашних условиях, где одно сверло используют для обработки разных материалов, угол наклона обычно связан с диаметром сверла и изменяется от 19 до 28° для сверл диаметром от 0,25 до 10 мм.
Форма канавки должна создавать достаточное пространство для размещения стружки и обеспечивать легкий отвод ее из канавки, но при этом не очень ослаблять сверло. Ширина канавки должна быть приблизительно равна ширине пера. Глубина канавки определяет толщину сердцевины сверла. От толщины сердцевины зависит прочность. Если канавку сделать глубже, стружка будет лучше размещаться, но сверло будет ослаблено. Поэтому толщину сердцевины выбирают в зависимости от диаметра сверла. В сверлах малого диаметра толщина сердцевины составляет большую долю диаметра сверла, чем в сверлах большого диаметра. Так, для сверл диаметром 0,8-1 мм ширина сердцевины 0,21-0,22 мм, а для сверл диаметром 10 мм ширина сердцевины 1,5 мм. С целью повышения прочности сверла толщину сердцевины увеличивают по направлению к хвостовику.
Переднюю грань у сверла не перетачивают.
Конструкция винтовых канавок такова, что по мере приближения от края сверла к центру их угол наклона уменьшается, а значит, уменьшается и передний угол. Условия работы режущей кромки у центра сверла будут труднее.
Задний угол, так же как и передний, изменяется по величине в разных точках режущей кромки. В точках, расположенных ближе к наружной поверхности сверла, он меньше, в точках, расположенных ближе к центру, больше. Задний угол образуется при заточке заборного конуса и на периферии сверла равен приблизительно 8-12°, а в центре 20-25°.
Перемычка (поперечная кромка) расположена в центре сверла и соединяет обе режущие кромки. Угол наклона перемычки к режущим кромкам ψ может быть от 40 до 60°. У большинства сверл ψ=55°. Перемычка образуется пересечением двух задних граней. Ее длина зависит от толщины сердцевины сверла. Так как толщина сердцевины увеличивается по направлению к хвостовику, длина перемычки возрастает в результате каждой заточки. В процессе сверления поперечная кромка только мешает внедрению сверла в металл. Она не режет, а скребет или, вернее, давит металл. Недаром ее когда-то называли скребущим лезвием. С уменьшением длины перемычки вдвое усилие подачи можно снизить на 25%. Однако уменьшение длины перемычки за счет уменьшения толщины сердцевины приведет к ослаблению сверла.
Большое влияние на работу сверла оказывает угол при вершине 2φ. Если угол при вершине мал, стружка своим нижнем краем будет задевать за стенку отверстия и условий для правильного образования стружки не будет.
На рисунке ниже показано сверло с нормальным углом заборного конуса.
Край стружки в этом случае хорошо укладывается в канавку. Изменение угла при вершине изменяет длину режущей кромки и, следовательно, нагрузку на единицу ее длины. При увеличении угла при вершине нагрузка на единицу длины режущей кромки растет, при этом увеличивается сопротивление внедрению сверла в металл в направлении подачи. При уменьшении угла при вершине возрастает усилие, необходимое для вращения сверла, так как ухудшаются условия образования стружки и возрастает трение. Но при этом нагрузка на единицу длины режущей кромки уменьшается, толщина срезаемой стружки становится меньше и теплота от режущих кромок отводится лучше.
Обычно угол при вершине (2φ) стандартных универсальных сверл из углеродистой, хромистой и быстрорежущей стали равен 116-118° и считается пригодным для многих материалов. Но для того, чтобы обеспечить наилучшие условия работы, его меняют, как показано в таблице.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Для улучшения качества своей работы мастера часто делают станок для заточки сверл своими руками. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или сделать его своими силами по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно встречается в условиях домашнего и производственного пользования. В этом процессе режущие кромки создают углубления в поверхности при вращении. Их мощностей достаточно, чтобы воздействовать на большинство материалов, и даже металл. Наличие спирального канала выводит отходы работы и пыль, поэтому сверлить можно без остановок. Но эти частицы стирают устройство сверла, приводя к его изнашиванию. Предотвратить это может периодическая заточка.
Износ сверла напрямую зависит от длительности его использования.
Быстрее всего повреждение наступает при работе с металлом и деревом. Проблему можно заметить при обнаружении специфического скрипучего звука. В результате не только ухудшается качество сверления, но и повышается нагрев инструмента, что может вывести его из строя. При сильном износе сверла ухудшение остроты можно ощутить даже касанием.
Виды заточки:
- Одноплоскостная – используется для больших сверл. Это сильная заточка, способная крошить материал, поэтому нужно быть осторожным. Деталь нужно перемещать на круговой поверхности, не смещая положение, чтобы не повредить поверхность.
- Коническая – применяется для крупных сверл. Их нужно удерживать обеими руками, так как при воздействии на деталь она может соскользнуть.
- Доводка – это заключительный этап, который выравнивает единичные неровности и шлифует поверхность.
Чаще всего используются спиральные легированные сверла, имеющие укрепляющие напайки. Бывают и плоские модели, для больших отверстий. Независимо от параметров и диаметра им требуется заточка, предотвращающая износ.
Что понадобится для сборки станка для заточки сверл?
Не только шлифовка отвечает за режущие способности сверла, но и угол лопастей – чем он меньше, тем лучше сверление. Оптимальным углом считается 90°, для дерева требуется 100°, а пластмассе подойдет и 30°. Заточка улучшает угол режущей кромки и центрирует ее. Это выполняется наждачным покрытием, которое используется и в специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не хуже производственной модели.
Лучше всего выполняется на специальных станках. Современный рынок предлагает большой выбор таких устройств, но не всегда их параметры соответствуют ожиданиям или же стоимость оказывается слишком высокой. В этом случае можно сделать станок своими силами, это требует только начальных технических навыков. Несмотря на меньшую мощность домашнего станка, он имеет ряд преимуществ по сравнению с промышленными аппаратами:
- использование однофазного потока электричества на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для необходимого типа сверл;
- простота ремонта и небольшие затраты сборки.
Правильный подход к созданию станка позволит получить эффективный аппарат для заточки. Для его сборки необходим тумблер, заглушка, точильный круг, достаточно сильный мотор, набор проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому станок лучше укрыть в защитный корпус, видимым оставив только круг для вытачивания и ось. Для работы устройства используют как сеть постоянного питания, так и аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и обустройство элементов безопасности
Нужно предусмотреть поверхность для крепления станка. Для этого подходит стол из металла, на котором делают отметки под болты. Дальше нужно взять зернистый диск, который крепится на электродвигатель будущего станка. При несовпадении диаметров вала и диска их необходимо выровнять подручными инструментами. При совпадении же шайбу помещают на вал, после чего диск и, повторно, шайбу. На валу нужно предварительно сделать резьбу. Дальше устанавливают гайку крепления, а на круг надевается насадка против раскачки.
Можно добавить втулку, если у вала диаметр меньший за камень. В ней проделывается отверстие, которым она крепится к валу, так как втулка улучшит фиксацию и будет проворачиваться вместе с диском. Если не удается правильно подобрать электродвигатель, можно воспользоваться мотором со стиральной машины. С нее же могут устанавливаться провода, если у них три контакта в пригодном состоянии. Дальше подключается обмотка на линию фаз двух кнопок, отвечающих за включение и выключение станка. Таким образом, устройство будет срабатывать от простых команд кнопок.
Электродвигатель не представляет опасности в открытом виде, но ему стоит предусмотреть защиту. Мотор можно скрыть в металлический корпус, чтобы в нем не скапливалась пыль и не приникала влага. Поскольку при заточке свёрл выделяется много стружки, это создает опасность. Нужно соорудить защитный экран из стекла, который убережет глаза. Конечно, можно использовать и очки, но частицы металла могут отлетать в лицо. Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать точильный диск.
Затачиваем детали на самодельном станке
Если нет возможности достать электромотор, можно обойтись простой дрелью. Необязательно покупать новое устройство, подойдет и старый аппарат, в котором функционирует двигатель. Для создания станка ее нужно закрепить на поверхности, а в патрон установить универсальный диск (можно заменить точильным кругом) или втулку. При включении дрели она будет пригодной для работы над сверлами. Чтобы добиться наилучшей эффективности, нужно правильно подходить к процессу заточки. Поскольку в сверлах имеется две резьбы, при их обработке важно сохранить одинаковые размеры, чтобы ось вращения соответствовала центру сверления.
Перед началом заточки нужно проверить надежность крепления диска и защитных элементов. Понадобится от получаса для качественного результата. Каждый материал сверла имеет свои особенности заточки и сторону вращения, что необходимо изучить перед работой. В настольный станок устанавливается точило (абразивный диск или наждак) самого грубого формата. Это позволит выровнять основные повреждения. После этого нужно перейти на мелкий абразив, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и съезжает в процессе. Если это упустить, существует риск соскока и появления травм.
Важно избежать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (этого нельзя делать, если сверло уже накалилось). В остальном же для заточки сверл достаточно простого мастерства. Соблюдение процедуры и правил безопасности позволит быстро затачивать сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Сверла по металлу закаливаются при производстве, однако постепенно они все равно затупляются. Разумеется, не стоит их сразу же выбрасывать. Осуществить заточку сверла по металлу вы можете самостоятельно, применяя специальное оснащение.
Типы устройств для затачивания
Чтобы правильным образом выполнить затачивание сверла, нужно применить специальные устройства. Они подразделяются на две категории:
- промышленное оснащение. Располагает большой мощностью. Посредством него возможно осуществлять заточку сверл, имеющих радиус от одного сантиметра. Данные устройства ставятся на больших предприятиях. Затачивание выполняется полуавтоматически/автоматически;
- бытовое оснащение. Предназначается для применения в домашних условиях. Кроме того, его используют на маленьких предприятиях. Это оснащение мобильно, компактно, обладает стандартной мощностью.
При приобретении станка нужно учитывать шумность, конструктивные особенности прибора. Оптимально покупать обычный станок, потому как для него легко найти подходящие запчасти.
Приобретать точильные устройства нужно лишь в специальных местах, потому как в них к станку прилагается технический паспорт. Кроме того, покупатель получает гарантийный талон.
Применение точильных аппаратов в бытовых условиях
Для дома наилучшим вариантом считаются бытовые станки. Посредством них возможно точить разные типы сверлильных инструментов. Стоит учесть, что для определенных видов сверл понадобится покупать специальные круги.
Для того чтобы собственноручно осуществить затачивание, необходимо выбрать станок, который оборудован универсальным патроном. Он дает возможность выполнять зажим деталей, имеющих разный размер.
Покупателю вместе с точильным устройством зачастую предоставляются:
- эльборовые круги;
- ключи;
- цанги;
- сменные запчасти;
- осветительный прибор для рабочего места.
Наиболее распространены такие приспособления для заточки сверл, как «Дрилл Доктор», GS. Данные станки предназначаются для затачивания сверлильных инструментов радиусом в 0,2-3,4 см. Подобное оснащение неспособно подточить чересчур тонкие предметы. Для этого понадобится покупать особый станок.
Все оснащение, которое предназначается для затачивания инструментов в бытовых условиях:
- может работать от электрической сети;
- высокопроизводительно;
- просто в эксплуатации;
- функционально;
- обеспечивает точное затачивание;
- стоит недорого;
- компактно;
- мало весит;
- удобно управляется. Возможно менять интенсивность затачивания, его быстроту.
Как самостоятельно сделать точильный станок
Прежде всего, нужно приобрести контрольное приспособление. Оно требуется для того, чтобы проверять, насколько точно выполнена работа.
Для сверл, предназначенных для обработки различных металлов, нужно делать разный угол кромки. Ниже приведен перечень обрабатываемых деталей и соответствующих углов кромок:
- стальные, чугунные, бронзовые – 115;
- латунные, медные – 125;
- алюминиевые, керамические, гранитные, деревянные – 135;
- магниевые – 85;
- силуминовые, пластиковые, текстолитовые – 90.
Ознакомившись с данным списком, возможно изготовить несколько шаблонов и, соответственно с ними, собственноручно осуществлять затачивание. Один и тот же сверлильный инструмент возможно использовать для разных деталей. Нужно только изменить угол вершины рабочей области.
Простой, но весьма эффективной приспособой для заточки сверла считается основание, на котором закреплены втулки различного размера. Помните, что предмет не должен трястись во втулке. Малейшее отклонение приведет к значительному уменьшению качества сверлильной обработки.
Желательно иметь обойму трубок из алюминия/меди. Также можно сделать в брусочке из мягкого материала нужное число отверстий. Монтируйте на точильном круге удобный подручник, позволяющий перемещать под требуемым углом самодельное приспособление для заточки сверл, служащий упорным элементом.
В настоящее время есть различные чертежи точильных устройств. Можете использовать существующий либо создать собственный. Не забывайте, что при затачивании инструмента нельзя допускать прокручивания сверла вокруг собственной оси.
По завершении затачивания позвольте инструменту остудиться. Измерьте точность работы посредством шаблона. Кромки должны располагаться симметрично. В особенности это значимо для инструментов небольшого радиуса.
Использование электрической дрели
Определенные люди предпочитают использовать в качестве основы для точильного приспособления электрическую дрель, которая оборудована специальными насадками. Разумеется, количество насадок ограничено. Следовательно, собственноручное затачивание затрудняется. В наборе с насадками поставляется камень и поводок.
Если хотите, можете сами изготовить насадку. Данный элемент точильного устройства нужно оснастить крепежной деталью для фиксирования инструмента.
Особенности затачивания
Если вы приняли решение собственноручно подточить инструмент, используя приспособления для заточки, осуществляйте процедуру по такому алгоритму:
- Выполните обработку задней части. Крепко прижмите инструмент, контролируйте, чтобы угол затачивания не менялся. По окончании обрабатывания конец инструмента станет похож на конус.
- Теперь заточите режущую поверхность.
- На финальной стадии осуществляется доводка задней части. Удостоверьтесь, что величина перемычки не превышает четырех десятых миллиметра. Разумеется, для большого инструмента данный показатель должен быть немного выше.
Если у вас что-то не получилось, не расстраивайтесь. Желательно тренироваться на сверлах, которые, скорее всего, не пригодятся. Главное – обучитесь правильному надавливанию и выдержке угла. Помните, что отверстия сверлят бока инструмента, а не его кончик. Следовательно, кромки нужно затачивать в обязательном порядке.
Не забывайте, что при обработке сверла появляются мельчайшие частички. Из-за нагрева они летят в разные стороны. Ввиду этого нужно соблюдать правила безопасности. Используйте специальные очки, рукавицы. Кроме того, проверяйте надежность фиксации инструмента, иначе оно вылетит из ваших рук.
Если вы хотите воспользоваться приспособлением для заточки сверл своими руками, в обязательном порядке приготовьте рабочую зону. Позаботьтесь о нормальном освещении. Кроме того, не забудьте надеть специальные рукавицы, защитные очки.
- Прежде всего, рассчитайте нужный угол затачивания.
- Ваша стойка для заточки должна быть такой, чтобы круг для шлифования располагался с правой стороны.
- Осуществляйте центровку. Для этого большим и указательным пальцами возьмите рабочую область, а другой рукой удерживайте хвостовую кромку.
- Сверлильный инструмент требуется вращать так, чтобы режущая поверхность была расположена параллельным образом.
- Не забывайте устранять зазубрины и иные неровности.
- Все движения нужно проделывать в некотором порядке. К примеру, левую руку необходимо двигать к низу от левой стороны, а правую – по часовой стрелке.
Заключение
Приобретать промышленное оборудование для заточки сверл не слишком рационально, так как стоит оно дорого. Для домашних нужд оптимально подойдет обычный бытовой станок либо изготовленное вами точильное приспособление.
Чтобы не допустить ошибок при собственноручном затачивании металлического сверла, требуется использовать специальное устройство. Это может быть бытовой/промышленный станочный аппарат, электрическая дрель с особой насадкой. Насадка надевается прямо на дрель для заточки сверл. Если вы раньше не делали попыток выполнить заточку сверлильного инструмента, посмотрите обучающее видео, которое есть ниже.
В обязательном порядке соблюдайте технику безопасности. Игнорирование простых правил, неиспользование защитной одежды может довести вас до больничной койки. Искры, попавшие в глаз – это далеко не шутки. Есть большая вероятность полностью лишиться зрения. Согласитесь, лучше просто надеть специальные рукавицы и защитные очки, чем подвергать себя риску получить серьезную травму.
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Как заточить сверло по металлу на болгарке. Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Для создания отверстий в металлах используются спиралевидные сверла. Каким бы прочным не был материал наконечника – все равно рано или поздно инструмент потеряет остроту режущей кромки. Признаки затупления:
- при трении о заготовку раздается резкий скрип;
- стружка выходит мелкой крошкой, а не спиралью;
- во время сверления происходит сильный нагрев.
При наличии любого из этих признаков вам необходимо наточить сверло. Причем не надо дожидаться окончательного стачивания острых кромок. При работе с тупым кончиком, он раскаляется настолько, что закаленный металл «отпускается», и стремительно деградирует.
Лучше вы будете при каждой заточке уменьшать длину инструмента на 0,5-1 мм, но приспособление будет всегда острым и прослужит дольше.
Следующая крайность – выбрасывать тупой инструмент и покупать новый. Вы же не выбрасываете затупленные ножи или топор? Вот и сверла надо точить. В отличие от режущих инструментов – этот процесс регламентирован определенными нормами.
Как правильно заточить сверло, какие углы заточки существуют
Главный угол при вершине, определяющий возможность обрабатывать разные металлы – развертка кромок наконечника.
Его величина изменяется для разных материалов.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
Чтобы понять, как правильно точить разные углы – необходимо понять, сколько их у сверла, и где они расположены. Для примера рассмотрим компоненты рабочей части, и величины углов наконечника для обработки нержавеющей стали:
Как видите, инструмент состоит из большого числа компонентов, каждый из которых выполняет свою работу. Однако не все кромки придется затачивать вручную. Да и контролировать процесс можно по универсальному шаблону.
Сверла, как известно, со временем тупятся. Многие их просто выкидывают и покупают новые. Однако при по-настоящему хозяйском подходе к любому делу можно и затупившемуся сверлу дать вторую жизнь. Причем грамотно сверло по металлу можно и в домашних условиях, без применения каких-то «высоких технологий».
Дома, для хозяйственных нужд, в основном используются сверла малых диаметров, как правило, не более 16 мм. Вот о заточке таких мелких сверл и будет разговор. Самый лучший способ – обработать сверло на точильном круге. У каждого уважающего себя хозяина в гараже есть «точило». Если нет, то второй вариант – закрепить неподвижно электродрель, шлифмашинку (что есть в наличии). Для нас необходимо одно – получить вращающийся точильный камень (диск).
Следует заранее подготовиться к работе. Глаза следует защитить очками, мало ли что может быть. Приготовить небольшую емкость (чашку, банку из-под консервов) для охлаждающей жидкости. Во время заточки сверло будет постоянно накаляться, и его придется охлаждать.
В качестве «охладителя» можно использовать воду, машинное масло. Если сверло периодически не погружать в охлаждающую жидкость, то оно перегреется и не сможет в дальнейшем выдерживать необходимую нагрузку и температурный режим при . Другими словами, такое сверло долго служить не будет.
Процесс заточки сверла
Заточка сверла производится последовательно — сначала обрабатывается задняя поверхность. Делать это нужно аккуратно, в несколько приемов. Сверло надо плотно прижимать к поверхности точильного круга. Необходимо обращать внимание на угол заточки, он должен быть неизменным. В результате обработки задней поверхности должен получиться правильный конус, если посмотреть на кончик сверла сбоку.
После этого обрабатывается часть сверла. Здесь также необходимо строго выдерживать угол. И только после этой операции производится уже окончательная доводка задней поверхности. Необходимо следить за перемычкой, она располагается на самом кончике сверла. При правильной обработке сверла ее размер не должен превышать 0,4 мм для сверл диаметром от 8 мм и менее. Если сверло более крупное, то размер такой перемычки может быть в пределах от 1 до полутора мм.
Не стоит приходить в уныние, если сразу не получится — такая работа дается только со временем. Лучше всего перед тем, как приступить к заточке требуемого сверла, потренироваться на каких-нибудь других. В хозяйстве наверняка найдется несколько штук, которые давно «вышли из строя» и просто валяются среди хлама.
Главное – получить навык сверла на наждаке, почувствовать, как надавливать, как «держать» угол. Если заточенный пробный «экспонат» вставить в дрель и начать сверлить, то сразу станет ясно, какая ошибка при заточке была допущена.
Нужно иметь в виду, что сверление производит не сам наконечник, а боковые стороны сверла. Многие допускают ошибку, стараясь заострить только лишь один конец сверла, не обращая внимания на боковые кромки. Для заточки сверл с победитовым наконечником существует несколько иная методика, более сложная.
Видео от мастера — заточка сверл:
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Когда нужно затачивать сверло?
Сверла по дереву могут использоваться очень долгое время, не требуя заточки, что не скажешь о сверлах по металлу или по бетону, они приходят в негодность достаточно быстро. Опытные мастера умеют определять затупившиеся сверла на глаза или по соприкосновению с металлом сверла. Однако, если вы новичок в строительстве, то определить заточенность сверла по наитию будет достаточно сложно, поэтому используйте эти факторы для определения того, что сверло нужно заточить:
- во время сверления слышен скрип или свист;
- инструмент, которым вы работаете, нагревается очень быстро;
- качество полученного отверстия получается очень низким — есть зазубрины;
- стружка выходит только из одной спиральной канавки.
Обратите внимание на то, что если вы будете работать сверлом с тупым наконечником, то оно может сломаться. При надломе, разлетающиеся части сверла способны причинить вам серьезную травму. Кроме травм, сверло может «закусить» материал и если вы используете мощный инструмент, то его может вырвать из рук, что часто является причиной серьезных травм. Поэтому оттягивать момент заточки сверла или его замены нельзя ни в коем случае
О том. как подобрать шуруповерт исходя из предполагаемых строительных работ, вы можете почитать в нашей
2. Основные параметры сверла
Для того, чтобы вы могли правильно заточить наконечник сверла, нужно понимать основные элементы:
- режущая часть, образующаяся схождением поверхности канавки и задней поверхности;
- передняя поверхность, которая располагается под режущей кромкой;
- задняя поверхность, располагается за кромкой;
- перемычка между двумя задними поверхностями.
В процессе сверления, зачастую, больше всего страдает режущая кромка, перемычка и задние поверхности сверла. Поэтому восстанавливать сверло нужно путем заточки задних поверхностей. Но не все так просто: чтобы кромка вновь была острой и образовывалась четкая перемычка, углы заточки должны соответствовать значениям, которые указаны в таблице:
Обеспечить максимальную эффективность работы можно, если соблюдать эти значения — режущая кромка всегда будет первой соприкасаться с поверхностью обрабатываемой детали. От угла при вершине зависит длина режущей кромки. При правильно заточенном угле режущей кромки стружка будет хорошо укладываться в канавку и выходить наружу. Если сделать угол острее, то увеличится ширина срезаемой полоски, но стружка будет забивать канавку. Если же сделать угол срезу слишком тупым, то эффективность сверления снизится.
3. Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Обязательно учитывайте то, что УШМ это очень опасный инструмент и нужно соблюдать технику безопасности при заточке сверел с помощью болгарки.
Технологический процесс механической обработки материалов включает множество разнообразных операций, для проведения которых требуется качественный и острый инструмент. Так, в механическом цеху на любом машиностроительном предприятии может использоваться набор из токарных, фрезерных, сверлильных и более сложных станков. В них используется свой тип инструмента, для каждого из которых есть и определенный способ заточки.
Особенности работы сверл
Механическая обработка металла связана с огромными нагрузками на инструмент. Вообще, он состоит из трех основных частей: присоединительной, корпусной и режущей. Так вот режущая часть – это небольшой клинообразный элемент, предназначенный для проникновения в металл и снятия его части с заготовки.
Если, например, в токарном резце или дисковой фрезе с формой и конструкцией режущей части все понятно, то при обработке отверстий на сверлильном станке все намного интереснее и сложнее, поэтому нужно знать, как правильно заточить сверло. Это инструмент, предназначенный для осевой обработки металла. То есть движение подачи направлено строго вдоль оси. Это следует учитывать перед тем, как заточить сверло по металлу, ведь неправильный угол резания приведет к появлению вибраций и поломке.
Основные элементы режущей части сверла
Перед тем как заточить сверло по металлу, следует ознакомиться с конструкцией его режущей части, которая включает следующие элементы:
1. Основная режущая кромка.
2. Вспомогательная винтовая режущая кромка (ленточка).
3. Перемычка.
4. Передняя поверхность.
5. Задняя поверхность.
Что понадобится для заточки?
На предприятии все необходимое для реставрации инструмента всегда под рукой. А вот домашнему мастеру приходится искать альтернативу качественным заводским приспособлениям в более простых решениях, которые можно использовать в условиях обычного гаража. И все же перед тем, как заточить сверло по металлу, запаситесь минимальным набором:
1. Точильный круг. Он должен быть установлен на вращающийся вал. Устройство в народе известно под названием «наждак». В гараже встречается очень часто.
2. Емкость для охлаждающей жидкости.
3. Охладитель (вода или машинное масло).
Для того чтобы выдержать угол заточки сверла, может быть недостаточно такого набора. Ведь контролировать процесс придется «на глазок», что вряд ли получится без наличия определенного опыта. В таком случае в базовый комплект нужно включить еще и приспособление для заточки сверла, которое можно купить или смастерить самостоятельно.
Контролируемые параметры
Когда все готово, необходимо ознакомиться с некоторой теорией, чтобы иметь представление об основных параметрах осевого режущего инструмента. Перед тем как правильно заточить сверло, нужно знать его углы:
1. Передний . Определяется в главной секущей плоскости (проходит перпендикулярно главной режущей кромке) как угол между передней поверхностью и основной плоскостью (перпендикулярна вектору скорости резания). Он направлен по касательной к окружности сверла.
2. Задний . Также определяется в главной секущей плоскости как угол между задней поверхностью и плоскостью резания (проходит через вектор скорости и режущую кромку).
3. Угол при вершине находится между двумя главными режущими кромками, если посмотреть на сверло сбоку.
Оптимальное значение переднего угла – 18-20 градусов, заднего – 10-12. Угол при вершине в сверлах по металлу имеет стандартное значение – 118 градусов.
Процесс заточки
Теперь давайте поговорим о том, как заточить сверло по металлу на обычном наждаке. Основная заточка данного осевого инструмента производится по задней поверхности. Для этого включите наждак, крепко возьмите сверло в руку таким образом, чтобы главная режущая кромка была направлена навстречу вращению точила. Теперь подводим кромку к точилу, после чего поворачиваем сверло за хвостовик так, чтобы режущая кромка расположилась параллельно поверхности круга. Проделываем такую же операцию со второй режущей кромкой. В результате получается так называемая простая заточка сверла, которая оптимальна для большинства режимов обработки металлов.
Простая заточка используется для сверл диаметром до 10 мм. При увеличении этого параметра можно дополнительно выполнить подточку передней поверхности. В результате передний угол уменьшается, а значит, увеличивается толщина лезвия (так называемый угол режущей кромки) и, соответственно, период стойкости сверла.
Заточка с помощью приспособления или станка
Описанный выше способ можно назвать кустарным, так как точного контроля параметров сверла непосредственно во время заточки добиться просто невозможно. В лучшем случае вы проверите углы после окончания заточки, а в худшем – просто проверите, насколько лучше стало работать сверло. А как правильно заточить сверло?
Конечно, для этого лучше использовать более продвинутые варианты, которые позволят заранее настроиться на определенные углы. В таком случае понадобится приспособление или станок для заточки сверл.
Если масштаб работ в вашей мастерской достаточно большой, и переточка инструмента требуется постоянно, то оптимальным будет приобретение станка. Он позволит значительно упростить процесс, особенно в том случае, если требуется перетачивать твердосплавные сверла по металлу. Основное преимущество его использования – точное соблюдение заранее заданных параметров. При большом объеме работ недопустимо использование неправильно заточенного инструмента, так как это приведет к снижению производительности. Современные заточные станки позволяют получать различные типы заточек сверла:
1. Х-тип. Используется по большей части для засверливания в глухих отверстиях. Предназначен для снижения осевого усилия резания.
2. XR-тип. Используется для универсальных сверл. Врезание в материал происходит несколько хуже, чем в первом типе, однако такие сверла имеют повышенную прочность и период стойкости.
3. S-тип. Здесь используется описанная выше подточка, которая также позволяет увеличить срок службы сверла при обработке различных материалов (от чугуна до нержавеющей стали).
4. N-тип. Также используется подточка, однако меньшей величины. Сверла с такой заточкой применяются для глубокого сверления.
Конструкция приспособления
Как уже стало понятно, ручная заточка сверла – это дело профессионала, который не просто знает правильные углы, но и чувствует процесс резания. К сожалению, приходит такое чутье только после многолетней практики работы со сверлильным станком или дрелью. Не стоит экспериментировать, так как можно смастерить самостоятельно или приобрести приспособление для заточки. В обоих случаях оно будет включать одинаковые конструктивные элементы и работать по одному принципу.
Итак, основная задача приспособления – правильная ориентация сверла относительно плоскости шлифовального круга. Для этого в его конструкцию входит опорная плита, на которой желательно располагать как само приспособление, так и электродвигатель, на валу которого расположено точило. На плите также находится поворотная колонка, на которой закрепляется сверло. Она должна иметь возможность не только поворачиваться, но и перемещаться по направлению к шлифовальному кругу.
В качестве колонки можно использовать любой подшипниковый узел с валом, например от старой дрели. На колец вала приспосабливается ложе для сверла (можно использовать переходную втулку), к которому оно прижимается винтами. После фиксации сверла включается привод точила, колонка подводится к шлифовальной поверхности и поворачивается для придания задней поверхности сверла правильной формы. Важно, чтобы при изначальной настройке приспособления выдерживался угол при вершине сверла в 118 градусов.
Заточка насадками
Еще один простой и удобный способ предусматривает использование такого приспособления, как насадка для заточки сверл. Основное преимущество его заключается в универсальности и простоте использования. Устройство имеет цилиндрическую форму. С одной стороны расположен присоединительный узел, посредством которого насадка устанавливается на шпиндель дрели. С другой стороны расположены отверстия для установки сверл определенного диаметра. Для заточки сверло вставляется в отверстие, после чего заточной механизм приводится в движение двигателем дрели.
Меры безопасности
Заточка сверла связана с образованием мелких частиц, которые отрываются от точила в процессе износа. Они нагреваются и разлетаются в разные стороны в виде огненных искр, поэтому для безопасности стоит использовать защитные очки и перчатки.
При заточке сверла без приспособления проследите за тем, чтобы надежно фиксировать его положение. В противном случае при контакте с точилом его может просто вырвать у вас из рук.
Как заточить сверло по металлу болгаркой. Заточиваем сверло в домашних условиях
Сверла по металлу всегда закалены, но изделия со временем могут затупиться. Естественно, это не повод их выбрасывать. При желании можно своими руками заточить сверло на профессиональном оборудовании или самодельных приспособлениях.
Основные виды заточки
Опытные мастера знают, что заточка сверла по металлу бывает разной. в зависимости от диаметра и характеристик применения .
- Одноплоскостная заточка предназначена для сверл с максимальным диаметром 3 мм. В процессе выполнения работы возможно «скалывание» кромки, поэтому нужно быть очень осторожным. Для правильной заточки изделия его следует нанести на круг и двигать параллельно поверхности.
- Коническая процедура предназначена для больших металлических инструментов. В этом случае инструмент нужно держать обеими руками, производя последовательную заточку.
- Чистовая обработка проводится после окончания заточки. Благодаря этой процедуре можно отшлифовать режущую кромку и устранить даже самые мелкие зазубрины.
Для правильной заточки сверла своими руками необходимо использовать соответствующие станки. Подобные устройства делятся на 2 группы .
Если вас интересует вопрос, как точить сверло по металлу, то обязательно приобретите соответствующий станок. Для домашних условий подойдет недорогая модель со средней мощностью.Позволит точить небольшие сверла по металлу.
Естественно, при покупке нужно обращать внимание на уровень шума , а также на дизайн модели. Лучшим вариантом будет простая машина, ведь подобрать к ней нужные запчасти не составит труда.
Приобретать такие устройства необходимо только в специализированных местах, так как здесь комплект предусматривает наличие техпаспорта. Кроме того, вам выдадут гарантийный талон.
Использование машин дома
Как упоминалось ранее, дома рекомендуется использовать домашние машины.С их помощью можно затачивать различные виды сверл. Важно помнить, что для некоторых разновидностей придется покупать соответствующие кружки.
Для самостоятельной заточки сверла следует отдать предпочтение станку, оборудованному универсальным патроном. Он позволяет зажимать элементы разного диаметра.
В комплект часто входят:
- ключей;
- цанга;
- запчасти;
- Светильник для рабочей зоны.
Наиболее популярное оборудование – Drill Doctor и GS. Такие изделия предназначены для заточки сверл диаметром 2-13 мм и 14-34 мм. К сожалению, это оборудование не позволяет затачивать слишком тонкие сверла. Для этого придется купить специальный станок.
Все оборудование, предназначенное для заточки сверл в домашних условиях, имеет ряд преимуществ:
- возможность работы от сети;
- высокая производительность;
- удобство использования;
- функциональность;
- точность заточки;
- доступная цена;
- компактные размеры;
- легкий вес;
- удобная система управления, благодаря которой можно регулировать интенсивность заточки и ее скорость.
Самодельные приспособления для заточки
Если у вас нет подходящего станка, вы можете заточить с помощью других инструментов. Речь идет об электродрели или самодельном оборудовании , созданном по чертежу … Лучше всего остановить свой выбор на втором варианте, иначе можно испортить множество сверл, прежде чем освоить правильную заточку.
Можно даже создать подходящее устройство своими руками из дерева. Итак, на горизонтальной поверхности закрепляется планка с отверстиями, соответствующими диаметру сверл.Вышеупомянутые отверстия сделаны под небольшим наклоном, чтобы получить требуемый угол заточки.
Некоторые мастера предпочитают электродрели, оснащенные соответствующими насадками. Естественно, что у ассортимент аналогичных элементов у невелик, что затрудняет заточку своими руками. Как правило, к насадкам прилагается камень и поводок. Если вы планируете затачивать сверла с помощью определенного сверла, поводок следует сразу же укоротить.
При желании можно самостоятельно изготовить аналогичную насадку для дрели, руководствуясь рекомендациями, приведенными в соответствующем видео.Такие приспособления необходимо оборудовать крепежом для фиксации дрели.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполнит работу в строгой последовательности .
- Сначала обрабатывается тыльная поверхность. Итак, сверло прижимается плотно и постоянно контролируется, чтобы угол заточки оставался прежним. В результате обработки острие сверла будет напоминать обычный конус.
- Дальше очередь режущей части.
- Последний этап – отделка тыльной поверхности. В этом случае необходимо следить, чтобы размер перемычки был не более 0,4 мм. Естественно, для большого сверла по металлу этот параметр должен быть немного выше.
Если что-то не получилось с первого раза, не отчаивайтесь. Лучше всего начинать тренировки с инструментов, которые вряд ли понадобятся. Главное – научиться правильно нажимать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник.Соответственно, края необходимо заточить.
Важно помнить, что в процессе заточки образуется мелких частиц … При нагревании они разлетаются в виде искр. Именно по этой причине необходимо соблюдать технику безопасности. Речь идет об использовании защитных очков и перчаток. Также при заточке убедитесь, что сверло надежно закреплено. В противном случае он может случайно вырваться из рук.
Если вы решили использовать подходящий станок для заточки, обязательно подготовьте свое рабочее место.В частности, речь идет о хорошем освещении. Вам также необходимо носить защитные перчатки и очки .
Для правильной заточки сверла своими руками необходимо использовать подходящий прибор … Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы раньше не пробовали затачивать сверло, посмотрите видео, чтобы начать работу.
У домашнего мастера всегда под рукой инструмент: дрель или перфоратор.Но сверла быстро стираются, затупляются. В результате приходится их выбрасывать и искать новые в магазинах. Но настоящий хозяин сэкономит свое время и постарается самостоятельно разобраться, как точить сверло по металлу и какие приспособления для этого потребуются.
Какие бывают сверла
Они различаются по металлу и диаметру. Их характеристики зависят от их назначения для обработки конкретных видов материала: дерева, камня, металла. Последний тип легче всего точить в домашних условиях.Давайте на этом остановимся. Каждое сверло имеет 2 конические поверхности и 2 режущие кромки. Если положить на горизонтальную шайбу, то режущие кромки будут касаться ее, а деталь за ними будет отставать от них. Он расположен под определенным углом, который называется «спиной». Наклон должен составлять примерно 0,2 мм на каждый оборот. Все это нужно знать, если вы собираетесь точить своими руками, например, путем организации рабочего места в гараже. Ведь при обработке инструмента нужно придать правильную форму.
Как организовать рабочее место
Вам понадобится точильный круг. Но без этого можно обойтись. Например, приспособьте электроинструмент: шлифовальную машинку с вращающимся диском или электродрель. Главное, установить на верстак и хорошо закрепить. При заточке качество металла меняется (теряет пластичность), сверло нагревается. Чтобы этого не произошло, нужно установить рядом банку с водой. Придется периодически погружать в нее обрабатываемый инструмент.Машинное масло можно использовать вместо воды. Перед заточкой сверл по металлу нужно позаботиться о том, чтобы не пораниться. Глаза необходимо защищать специальными очками, они защитят их от сколов и крошек.
Заточка
Приступая к обработке инструмента, необходимо помнить, что он должен располагаться под одинаковым углом. Плотно прижмите сверло к шлифовальному кругу. Процесс заточки на электронной наждачной бумаге состоит из нескольких этапов. Сначала формируется острие сверла, затем режущая кромка и, наконец, заточка боковой поверхности.В идеале после обработки хвостовая часть должна быть суженной, а режущая кромка должна располагаться под идеальным углом.
Когда основная часть работы сделана, самое время для тонкой настройки. Профессиональный мастер сможет рассказать, как правильно заточить сверло по металлу. Его можно назвать наставником. Если вы хотите освоить это самостоятельно, то начните экспериментировать со сломанными, унылыми инструментами. В результате обработки образуется перемычка. Для сверл диаметром до семи миллиметров его длина должна быть в пределах 0.5 и 0,7 миллиметра. Для более крупных он может составлять от одного до полутора миллиметров. Если у сверла большой диаметр, то с него нужно убрать края на хвостовике. Они обладают большим сопротивлением порезам. Для этого нужно очень точно разметить круг инструмента на три части. Теперь на них нужно очень аккуратно удалить металл на равную глубину.
Обработка перемычки
Еще один важный момент: нужно знать, как правильно заточить сверло по металлу и обработать перемычку.Чаще всего в домашних условиях на шлифовальном станке сложно добиться желаемого результата. Лента нужна для того, чтобы снизить нагрузку на сверло, увеличить скорость и точность сверления. Весь процесс выглядит следующим образом. Перемычка и задняя кромка затачиваются по краю круга на медленной скорости. Сверло должно на короткое время коснуться точилки. Затем его нужно отвести в сторону, перевернуть на сто восемьдесят градусов, снова прижать к кругу. Периодически, если металл нагревается, обрабатываемый инструмент необходимо окунать в воду, чтобы он не потерял эластичность.При влажном использовании значительно снижается риск испортить сверло.
Проверка заточки
После завершения процесса нужно проверить качество проделанной работы, симметричность заточки. Чтобы убедиться, насколько правильно заточено сверло по металлу, можно вооружиться лупой или использовать дрель. Вставьте в него обработанный инструмент и поднесите фломастер к режущей кромке. Затем выключите дрель и проверьте, где на сверле находится отметка.Если на одной стороне больше пятен, чем на другой, то ее нужно заточить. Второй способ – просверлить пластик ручной дрелью. На той стороне, куда пойдет больше стружки, край сверла больше. Его тоже нужно доработать. После того, как вы успешно заточите сверло по металлу, вы получите инструмент с восстановленными рабочими качествами. Чтобы сохранить их на более длительный срок, понадобится ящик. Чтобы не повредить их, не задеть друг друга или другие предметы, их необходимо обернуть промасленной тканью или связать резинкой.
Как точить сверла с правильным углом заточки без труда и навыков? К сожалению, у многих из нас не получается с первого раза. Устройство очень простое по конструкции. Поэтому каждый из вас сможет повторить это. Многие знают, что края болтов и гаек имеют такой же угол, как и при стандартной заточке сверла. Это то, что мы будем использовать. Мы не будем сваривать две гайки вместе, чтобы получить правильный шаблон. Дизайн немного другой.
Для начала вам понадобится любая гайка.Чем больше диаметр, тем больший диаметр в нем можно заточить сверло.
У гайки 6 граней, 2 из которых нам нужны. Берем штангенциркуль и размечаем 4 мм от края гайки. Снова и снова переворачиваем гайку и делаем отметку на краю, которая на полтора мм больше первой. Делаем треугольник с 2-мя сторонами. Отрежьте ножовкой или болгаркой. Получился орех с надрезами.
Привариваем еще один.Устройство почти готово. Ему не хватает шайбы, которую мы забрасываем по центру. Также понадобится болт, он вкручивается в небольшую гайку.
Насечки в гайке имеют разную глубину, которая отличается на 1,5 мм. Эта разница едва заметна глазу. Вставляем планку, закрепляем, прикладываем линейку. Зазор между линейкой и кругляком слева меньше, чем справа. То есть устройство имеет определенный угол. Там, где щель меньше, мастер поставил отметку.
Работа механизма адаптирована
Берем ровное, не заточенное сверло, вставляем в прибор.Там, где стоит отметка, необходимо поставить сверло, как показано на фото и видео. Закрепляем сверло так, чтобы оно немного выглядывало за края. Сверло будет затачиваться с рабочей стороны. В показанном примере он может зажиматься диаметром до 8 мм.
Когда начинаем шлифовать кромку сверла на наждаке, появляется направляющая в виде плоскости кромки гайки, по которой задается правильный угол заточки.
Это крутой аппарат для тех, кто не может на глаз найти нужный ракурс.
На видео показано, как настроить инструмент по отношению к наждачному кругу. Через 6 минут вы можете увидеть, как обрабатывается сверло.
Александр Полулях.
В дополнение к этому видеоуроку есть еще одно устройство своими руками с использованием болтов и гаек.
Чертеж
https://drive.google.com/file/d/0B8iB5ht2WrqOMEJiZlRtZ2VWdVE/view
Сверла разные, но на практике мы часто используем те, которые предназначены для работы с металлами. Несмотря на то, что такой инструмент изготавливается из специальных марок стали и проходит особую закалку, со временем он тускнеет.Усердный хозяин никогда не выбросит даже самое дешевое спиральное сверло, так как восстановить его работоспособность самостоятельно несложно, тем более что у такого человека в частном доме или гараже всегда есть «наждак» (простейший шлифовальный станок). Как правильно заточить сверло по металлу и пойдет речь в этой статье.
Заточка бывает разной, и это во многом зависит как от диаметра сверла, так и от специфики его применения. Например, на типе металла, с которым предполагается работать («твердый» или «мягкий»).
На что обратить внимание
- В процессе работы лезвие располагается строго параллельно рабочей поверхности камня (оси точилки).
- Главное – это постепенность заточки. Нежелательно слишком сильно «придавливать» сверло к окружности.
- Длина всех кромок должна быть одинаковой.
- Показателем завершения работы является отсутствие бликов на обрабатываемой поверхности.
Нужно знать, что универсального значения не существует.Для каждого вида обрабатываемого материала подбирается свой угол заточки. Приблизительные значения приведены в таблице.
Типы заточки
Самолет
Используется, как правило, для сверл не более 3 мм. Недостаток в том, что в процессе работы может происходить частичное «скалывание» кромки, поэтому такая техника требует особого ухода. Дело в том, что инструмент прикладывается к кругу и движется параллельно его рабочей поверхности.
Конический
Подходит для сверл более 3 мм.Инструмент держат двумя руками, при этом производится последовательная заточка перьев (легкое нажатие на камень с легким «покачиванием»).
Отладка
Рекомендуется делать это после заточки сверла. Задача – убрать мельчайшие зазубрины, отшлифовать режущие кромки. Для этого используется соответствующий камень («мягкий»).
Самозаточка инструмента на наждаке для многих сопряжена с определенными трудностями или становится невозможной.Причина – плохое зрение.
Судя по сообщениям на разных форумах, ни хорошее освещение, ни очки с высокими диоптриями не помогают. Тем, для кого это действительно проблема, можно посоветовать приобрести специальный станок. Например, сделано в Китае. Недорого – около 1500 руб.
И несмотря на то, что мы относимся к продукции из этой страны, мягко говоря, «настороженно», те, кто уже работал с ними, очень хорошо отзываются о таких продуктах (например, «Калибр-эз 200с»).Ассортимент машин достаточно большой, поэтому всегда есть выбор (Микра-10 и ряд других).
Для большей точности заточки и облегчения этого процесса может быть изготовлено специальное приспособление. Его значение ясно из рисунка.
Если под рукой нет наждака (а к углу жесткие требования), то для заточки сверла можно использовать «болгарку».
Видео от уважаемого мастера Виктора Леонтьева наглядно демонстрирует весь процесс, поэтому если какие-то нюансы заточки остались неясными, вам стоит его посмотреть:
Не все люди, привыкшие работать своими руками, умеют точить сверло по металлу.
Обработка материалов и тем более металлов – всегда сложный процесс, включающий множество операций.
Для проведения заточки понадобится острый, надежный прибор.
Кроме того, покупая сверло, важно понимать, что затачивать его придется довольно часто из-за частоты использования режущей части.
А если тупит, то работать становится небезопасно.
Частый вопрос: что делать сверлом по дереву? Здесь не о чем беспокоиться, ведь за счет взаимодействия с таким мягким материалом инструмент может работать без заточки не один год.
А вот с металлами дело обстоит иначе – через пару месяцев можно заметить признаки потери резкости. Как узнать, что пора затачивать инструменты?
Дрель начинает гудеть или скрипеть в начале работы. Выделяет тепло, перегревается.
Такой инструмент выходит из строя намного быстрее, что делает обработку металла невозможной.
Заточить сверло можно с помощью станка или специального приспособления.
По возможности такой процесс лучше доверить профессиональному оборудованию, а если его нет под рукой, действительно можно все сделать самостоятельно в домашних условиях.
Самый популярный способ – изготовить точильный станок в домашних условиях, который прост в использовании и не требует значительных затрат.
Вопрос заточки сверла по металлу мучает многих, ведь осевая линия режущей части может иметь самые разные конструкции: одна полость или две, а также она может быть конической, цилиндрической или винтовой.
Правильная заточка по задним краям. Немаловажную роль играет угол, под которым инструмент подводится к станку.
Неправильный угол может повредить сверло и не подлежит ремонту.
Режущая часть состоит из кромки – она должна быть самой острой, чтобы справляться с металлами, а также вспомогательного винта, перемычки, задней и передней поверхностей.
Начальный этап работы
При заточке сверл по металлу, да еще своими руками всегда приходится искать альтернативу заводскому инструменту, ведь в производстве есть специальные шлифовальные станки.
В домашних условиях минимальный набор для заточки сверла по металлу найти будет сложнее.Для начала нужно купить специальные шлифовальные круги.
Обычно нужен один круг, но при частом использовании он быстро стирается, поэтому лучше брать сразу несколько, на запас. Сам круг своими руками устанавливается на вращающийся вал.
Еще нам понадобится емкость и сама охлаждающая жидкость: здесь даже можно выбрать воду или моторное масло.
Во время заточки сверло при этом нагревается. Если его не охлаждать, то в процессе эксплуатации он быстрее выйдет из строя из-за разницы температур.
Не менее важно выдерживать угол, здесь контроль на глаз недопустим. Именно из-за этой проблемы люди покупают специальный прибор, чтобы постоянно не проводить утомительные вычисления.
Необходимо знать угол подхода сверла по металлу. Ключевой угол – это передний угол, который можно определить в главной плоскости резания как угол между передним концом и основанием фрезы.
Фланговый угол имеет те же параметры, только в боковой плоскости.Уголок вверху можно увидеть, если посмотреть на сверло по металлу сбоку: он находится между двумя краями.
Считается, что для переднего угла нужно выдерживать уклон 20 градусов, а для заднего – 10 градусов. Угол вверху у всех сверл по металлу одинаковый и составляет 118 градусов.
Не забывайте о мерах предосторожности при работе своими руками. Поскольку приходится работать с острыми частями, лучше защищать руки перчатками.Обязательно наденьте очки при заточке.
В процессе работы с круга будут вылетать мелкие частицы, которые тоже сильно перегреваются.
Следите за положением инструмента, потому что, если угол подачи неправильный, его можно вытащить из ваших рук.
Приступаем к процессу заточки
Для начала разберемся, как правильно заточить сверло самостоятельно с помощью наждака.
Основной процесс лежит сзади. Включаем прибор наждаком и, крепко придерживая сверло по металлу, доводим до круга так, чтобы режущая часть была направлена на точилку.
Получим параллельное расположение сверла относительно механизма. Таким образом, заточив инструмент, мы получаем качественное сверло по металлу.
Эта простая заточка подходит для сверл диаметром не более 10 миллиметров.
Если оно увеличивается, то можно добавить общее время заточки, уделить больше внимания лицевой стороне и так далее.
Таким способом можно затачивать сверло до тех пор, пока диаметр не превысит 16 миллиметров.
Однако для инструментов большого диаметра или при работе с плотными металлами может потребоваться станок.
Такое устройство позволяет сделать заточку более безопасной и правильно контролировать угол наклона.
Кроме того, если вам нужно постоянно иметь возможность затачивать инструменты, то ваш собственный станок будет очень кстати.
Особенно выгодно установить такой прибор в домашних условиях, если нужно затачивать твердосплавные сверла по металлу.
Существуют определенные требования, согласно которым заточка должна производиться только на станке:
- если мы работаем со сверлами, которые используются для обработки глухих отверстий, с уменьшением осевого усилия резания;
- работа универсальным инструментом с большой прочностью, что позволяет обрабатывать прочные металлы;
- Работайте с более тонкой поднутрением, если требуется сверление на значительную глубину.
Основная задача, которую должен выполнять станок, – это не просто заточить, а правильно сориентировать сверло в металле относительно окружности. Поэтому в его конструкции присутствует опорная плита.
На нем установлена как сама машина, так и двигатель, вал которого допускает вращение. Там же подключаем поворотную колонну, на которую будет крепиться дрель.
Вращается в удобном для нас положении – еще один плюс в возможности позиционирования инструмента.
Преимущества использования станка
Еще одна особенность, которую дает станок, – это движение с помощью двигателя.
Поэтому в качестве колонны реально использовать любой подшипниковый узел с валом.
На конце вала у нас будет крепление для дрели. Лучше всего использовать болты для надежной посадки.
После закрепления инструмента включаем точилку, а сам столбик подводим к кругу так, чтобы тыльная сторона сверла по металлу была повернута для заточки.
Это удобно, потому что еще до включения мы можем отрегулировать правильный угол для заточки сверла.
Есть еще более компактный автомат.
Главный недостаток обычного устройства в том, что его нельзя выносить за пределы гаража, а внутри помещения нужно много места.
Следовательно, есть возможность использовать форсунку.
В таком устройстве, с одной стороны, имеется соединительный узел, благодаря которому насадка устанавливается на шпиндель сверла, а с другой можно найти отверстие для сверл по металлу.
Заточить инструмент таким способом легко даже своими руками – достаточно вставить до упора и включить механизм.
Самый рискованный вариант – заточка болгаркой или другим портативным устройством с подвижным колесом. В чем опасность? Защитить устройство будет крайне сложно.
А малейшие движения во время работы могут привести к травмам. Болгаркой нельзя добиться высокого качества, она подходит только для сверл по металлу небольшого диаметра.
А после процесса заточки отладку делать нельзя.
Чистовая обработка – важная часть процесса, когда необходимо заточить инструмент.
На заводе позволяет удалить все неровности в конце процедуры, чтобы придать режущей части гладкость.
Если сверло твердое и однородное, оно прослужит намного дольше и лучше.
Изнашиваются ли пилочки для ногтей?
Пилки для ногтей должны быть достаточно прочными и долговечными, но вы можете спросить себя – изнашиваются ли пилки?
Итак, давайте выясним: изнашиваются ли пилочки для ногтей?
Во-первых, это зависит от пилочки! Конечно, пилка для ногтей, сделанная из чистого алмаза, никогда не изнашивается (к сожалению, мы ее не продаем!).Однако пилка для ногтей из наждачной доски довольно быстро изнашивается. Трудно сказать точно, на сколько файлов прослужит наждачная доска, но от 5 до 15 файлов кажется приличной оценкой. Это будет зависеть от длины ваших ногтей, насколько агрессивно вы их подпиливаете. Кроме того, у некоторых людей ногти будут более жесткими, чем у других, и поэтому пилка будет сильнее изнашиваться.
Наждачные доски станут заметно более гладкими и хуже поддаются пилению по мере износа. Когда их нужно заменить, это совершенно очевидно, так как они просто не подпилит ноготь очень хорошо или вообще не подпилит.
Как насчет стальных пилок для ногтей?
Наждачные доски не служат долго и не особо экологически чисты. Стальные пилки для ногтей служат намного дольше и более экологичны. Стальные пилки для ногтей не всегда были самыми гладкими, но сейчас они намного лучше и могут подпиливать более эффективно, чем наждачные доски.
Металлические пилки для ногтей работают с протравленной поверхностью, вызывая трение о ноготь. Ваш ноготь мягче металла, поэтому он стирается. Следовательно, пилочка изнашивается немного, но намного медленнее, чем ноготь.
У некоторых людей ногти явно тверже, чем у других, и более твердые ногти могут вызвать повышенный износ, но маловероятно, что это будет иметь большое значение.
Однако иногда может показаться, что ваша пилка для ногтей изнашивается и становится менее эффективной, хотя на самом деле это не так. Чтобы обеспечить достаточное трение для подпиливания ногтя, необходимо, чтобы травление на пилке было чистым. Если он грязный или наполненный грязью, он тоже не будет напиливаться. Это неизбежно произойдет со временем, и лак для ногтей и краска могут усугубить ситуацию.Чтобы решить эту проблему, вам просто нужно промыть пилку теплой мыльной водой и очистить травление, потерев тканью или щеткой для ногтей. Высушите ее как следует, и ваша пилка будет как новая!
Как насчет других типов файлов?
Существуют и другие типы пилок для ногтей, включая стеклянные и хрустальные пилки. Как правило, они не такие продолжительные. И кристаллы, и стекло, используемые в хрустальных пилках для ногтей, мягче стали, поэтому они не прослужат долго, как стальная пилка для ногтей.
Сколько лет прослужит пилочка для ногтей?
Сложно ответить! Однако, как правило, пилки должны служить несколько лет, если только ваши ногти не очень твердые! Вы можете периодически визуально осматривать пилку, чтобы проверить, достаточно ли травления, и проверять ногти, чтобы оценить качество пилки.
В конце концов, вы заметите, что ваша пилка для ногтей перестала работать так же хорошо. Это может происходить в течение многих лет, в зависимости от того, как часто вы используете файл и насколько хорошо вы за ним ухаживаете.Возможно, вы обнаружите, что вам нужно больше работать, чтобы запилить ногти, или что пилка не справляется с такой хорошей работой, как раньше. В качестве альтернативы файлы могут стать заедающими и неровными, что может привести к неравномерной подаче. Обратите особое внимание на ногти и держите пилку в чистоте.
Если ваша пилка явно ухудшается, это просто означает, что пришло время для новой пилки. Пилочка для ногтей из нержавеющей стали служит намного дольше, чем наждак и аналогичные аналоги. Их нужно менять каждые несколько недель, тогда как металлическая пилка для ногтей может служить годами.Вы можете получить упаковку из трех штук в Clear Confidence по отличной цене. Несомненно, они представляют фантастическую ценность в течение долгих лет эксплуатации! Сталь – лучший материал для пилки, и вам вряд ли придется часто ее менять.
Не забудьте и о других необходимых принадлежностях для ухода за ногтями, таких как деревянная щетка для ногтей и кусачки для ногтей. Вместе эти продукты позволяют идеально ухаживать за ногтями с минимальными затратами и заменой.
Металлические пилки для ногтей – это плохо?
В то время как металлические пилки для ногтей могли быть очень абразивными и слишком острыми в прошлом, теперь они стали намного более гладкими и удобными для использования даже на хрупких ногтях.Металлические пилки для ногтей служат дольше и очень эффективны. Они также экологически чистые.
Безопасны ли стальные пилки для ногтей для окружающей среды?
В стальных пилках для ногтей не используются одноразовые пластмассы или другие одноразовые материалы, поэтому да, они безвредны для окружающей среды по сравнению с наждачной бумагой и другими одноразовыми пилками. Стальные пилки для ногтей прослужат годы за годами, и, учитывая их крошечный размер, они являются одним из самых экологически чистых товаров для здоровья и красоты!
Правильное использование пилки для ногтей
Правильная техника подпиливания ногтей принесет пользу не только вашим ногтям, но и пилке, продержав ее как можно дольше.Ногти, смягченные теплой водой и мылом, легче подпиливать, но мыло также может забить вашу пилку, поэтому перед началом работы убедитесь, что вымытые ногти достаточно сухие и полностью чистые.
Прежде всего следует помнить, что опиливание ногтей – это не соревнование на скорость! Если вы не торопитесь, это поможет вам избежать зацепов и разрывов. Пилить в одном направлении только в начале и выстраивать ритм. Подача вперед и назад может привести к заеданию, если вы сделаете это слишком рано. Вы хотите сначала удалить все ники. Только тогда вы сможете более естественно перемещать пилку по всему ногтю.
Когда закончите, всегда тщательно мойте пилочку для ногтей. Лучше всего высушить и хранить в чистом сухом месте. Нержавеющая сталь не ржавеет, но по возможности лучше держать ее чистой и сухой!
Вот и должно быть! Конечно, опиливать ногти относительно просто, и с правильными стальными пилками, которые эффективны и экологически безопасны, это должно быть удовольствием!
Вот и ответ на вопрос: “Изнашиваются ли пилочки?” и несколько советов, как продлить их срок службы!
Если вы ищете идеальную пилку для ногтей, обратите внимание на нашу металлическую пилку для ногтей из нержавеющей стали…
Ищете способы, как лучше привести ногти в порядок?
UPC: 709311840618
Заточное сверло по металлу.Как точить сверло по металлу разными инструментами. Заточка
Даже самое прочное сверло со временем глупо. Искать и приобретать новое нерационально, потому что при краже из ножа или топора от них не избавляются, а точат и продолжают эксплуатировать. Аналогично следует поступить и с фрезами. Конечно, их обработка намного сложнее, поэтому необходимо внимательно разобраться, как точить сверло по металлу.
Когда стоит дрель
Признаком расслоения служит резкий скрип при работе, так как этот звук возникает при сильном трении заготовки сверла.Также пора заточить инструмент, если сколы при сверлении крошка, а не спиральные полосы. После работы необходимо дотронуться до сверла, если оно слишком горячее, зацепились режущие кромки, возникает чрезмерное трение.
При обнаружении какого-либо знака следует немедленно прекратить работу и заточку сверла. Ведь при трении металл очень теплый. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернет свои качества, так как при таком нагреве закалка «снимается».
В результате инструмент становится непригодным. Поэтому лучше заострять рябь слишком часто, чем слишком редко. Не нужно бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев трением снять с учета не очень быстро.
Геометрия и детали сверла
Прежде чем уточнить, как точить сверло по металлу, необходимо разобраться с устройством и геометрией этого инструмента.Составные элементы дизайна показаны на рисунке ниже.
На картинке вам нужно найти следующие детали, которые подойдут в будущем:
- Режущие кромки, именно они удаляют стружку с металла при работе.
- Задние поверхности (кулисы).
- Канавки для отвода стружки.
Задние поверхности и перемычка обработаны. Режущая кромка образована плоскостью паза и затылка.При воздействии на инструмент обрабатывается задняя поверхность. Форма затылка, в частности нижнее положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась над задней поверхностью. Это требуется для уменьшения трения при работе и передачи всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять по специальному шаблону, примеряя его к центру сверла. Главный параметр инструмента – это угол вверху, который образуется режущими кромками.Именно он определяет, какой металл может просверлить Бор.
Градусов для просверленных деталей, таких как:
- нержавеющая сталь – 135-140;
- Для чугуна изготавливаются 2 уголка: основной – 118, дополнительный – 90;
- алюминий, бронза и другие металлы средней твердости – 118;
- медь и другие мягкие металлы – 100.
Также следует контролировать угол, образованный режущей кромкой и осью инструмента.Для его измерения нужно на боковую поверхность сверла наложить шаблон. Он обязан быть половиной угла вверху. Такой метод измерения дает гарантию того, что сверло станет симметричным.
Важно! Симметрия сверла гораздо важнее, чем соответствие угла вверху .
Так как именно кромка срезает полосы с металла, то для заточки необходимо будет придать этой детали достаточную остроту, удалив все сколы и неровности.Для этого обрабатывается затылочная часть сверла, которая вместе с бороздкой и задает угол.
Сверла по металлу бывают разных видов, Все они используются в определенных случаях:
Самый распространенный вид, с которым часто работают в повседневной жизни. Подходит для создания отверстий в большинстве ситуаций, прост в эксплуатации и заточке.
Назван так из-за того, что рабочий нож имеет форму ножа. Применяется для формирования глубоких отверстий большого диаметра.
Используется в случаях, когда необходимо проделать отверстие очень точного диаметра.Расположение режущей кромки с одной стороны позволяет это сделать.
Инструмент, внутри которого есть каналы для охлаждающей жидкости. Используется при длительном сверлении твердых металлов, когда есть риск перегрева.
У сверла есть полые шайбы или кольца. Часто подают режущую часть, из-за чего кончик называют коронкой. Используется, когда нужно проделать широкую дырочку.
Благодаря форме сверло легко центрируется при работе. Кроме того, одним инструментом можно делать разные отверстия.
Осталось повлиять на тему шаблонов. Самую простую выкройку можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные углубления с плавной степенью. Обычно это 116-118 o (можно округлить до 120 o) и 58-59 o (или 60 o). Первый нужен для проверки угла вверху, второй – для контроля угла, который задается тыльной поверхностью и пазом.
Самая простая схема шаблона представлена ниже:
Заточка напильником или супфилом
Заточить сверло напильником или супфилом невозможно, поэтому лучше сразу отказаться.На это есть 2 существенные причины:
- Даже самое простое и мягкое сверло с напильником не берите, так как оно слишком твердое. Скорее вы сотрете файл, чем заточите инструмент. Не помогает ступням и для заточки сверл, которые отпускают.
- Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно держать идеально ровный угол стирания металла. Выучить это сложно даже при использовании точильного станка, а вручную – практически невозможно.
Инструкция по работе на точильном станке
Для начала желательно запомнить правила безопасности:
- невозможно работать без перчаток и без воздуходувки;
- глаза необходимо защищать очками или маской;
- после выключения нельзя дотронуться до круга, пока он полностью не остановится.
Теперь можно перейти непосредственно к заточке сверла по металлу. Важное правило при этой процедуре – задние поверхности должны быть гладкими и с одинаковым углом.Для того, чтобы при обработке стало легче контролировать необходимую степень, можно на станке нанести линию с абразивным кругом с абразивным кругом, на котором затем следует настраивать угол при удерживании сверла.
Внимание! Сверло ставится справа от линии, чтобы инструмент не загораживал обзор, черта была видна. .
Чтобы во время обработки было удобнее управлять сверлом, его необходимо надеть на указательный палец правой руки, прижать к подруге.Сверху инструмент фиксируется большим пальцем той же ладони. Другой рукой держите сверло за хвостовик (заднюю часть). Угол нужно контролировать левой ладонью, сдвигая стержень вниз, но так, чтобы центральная ось была параллельна линейному маркеру.
Чтобы правильно обработать сверло, достаточно держать его горизонтально. Движения в вертикальной плоскости разрешены только при опускании хвостовика ниже рабочей части. В противном случае будут освоены режущие кромки и перемычка.Если посмотреть в горизонтальной проекции, становится понятно, что абразивный круг самостоятельно задает правильную форму.
Важно! Сверло стоит так, чтобы режущая кромка стояла строго горизонтально. Это место необходимо соблюдать при всех манипуляциях.
При работе необходимо использовать мелкозернистый диск из карбида кремния. При заточке необходимо выставить сверло на вращающийся круг и плавно опустить хвостовик. После этого поверните инструмент на 180 o и поверните противоположную поверхность.В этом случае необходимо соблюдать не только положение сверла, но и силу давления.
Обработка сверлом нужна на короткие короткие движения, чтобы не было чрезмерного перегрева и металл «не отпускал». В противном случае режущая кромка снизит твердость и слишком быстро изнашивается. Чтобы этого не происходило, следует после каждой непродолжительной обработки охладить сверло в соленой воде.
Обработать сверло нужно до такой степени, чтобы на нем исчез последний дефект.Например, если на задней поверхности или режущей кромке есть задиры, следует удалять металл до тех пор, пока плоскость не станет идеально гладкой.
Заточка на шлифовальном станке
Способ менее удобный, т. К. Болгарка не имеет подруги и вообще не предназначена для заточки сверл. Однако, если у вас есть твердая рука и некоторые навыки, вы можете успешно выполнить операцию.
У метода масса минусов, которые следует нивелировать:
- Болгарку необходимо положить на ровную поверхность.Кроме того, запрещается перемещать инструмент во время работы. Желательно попросить кого-нибудь подержать болгарку или починить ее, чтобы она не постеснялась случайно прикоснуться.
- При покраске очень сложно держать нужную степень. Также нельзя завести девушку, которая помогла бы контролировать нужный угол. Эту проблему можно свести к минимуму частой практикой, но только при наличии запаса сверл.
- На болгарке можно резать только инструментами небольшого диаметра.Обработка больших сверл крайне неудобна. Однако эту проблему можно решить, если заточкой будут заниматься 2 человека. Один держит болгарку, второй приносит дрель.
- Шлифовальный круг болгарки не может сделать заднюю поверхность гладкой и гладкой. К сожалению, решить эту проблему невозможно, поэтому окончательную отделку нужно проводить вручную.
Видео: как затачивать сверло
Для заточки необходимо держать следующую инструкцию:
- Для этих целей лучше выбрать маломощную болгарку.Вы можете эффективно контролировать процесс. К тому же дрель будет меньше нагреваться.
- Болгарка лежала на ровной поверхности диском вверх. Инструмент необходимо закрепить так, чтобы диск располагался горизонтально.
- Аппарат включен на минимальные обороты.
- Сверло подводит к диску под углом 60 o. Затем плавным и коротким, но не быстрым движением опускаем хвостовую часть так, чтобы при заднем покрытии задняя поверхность была приклепана.
Так выглядит заточка на болгарке:
Правила безопасности на шлифовальном станке такие же, как и при обработке на точильном станке.К шлифовальному кругу в период работы нельзя прикасаться, после выключения к нему тоже нельзя трогать, пока он полностью не остановится. Денежным инструментом нужна маска и перчатки.
Заточка на спецтехнике
Как видно, при заточке очень легко ошибиться. Например, нарушить горизонтальное положение режущей кромки или параллельно центральной оси к линейному маркеру. Поэтому лучше использовать специальные приспособления. Техника безопасности при обработке такие же, как на точильном станке, болгарке, все эти правила уже описаны выше.
Приспособления для сверл бывают двух типов. Рассмотрим больше, чем оба устройства по отдельности.
Сопло шлифовальное
Это устройство цилиндрической формы, которое устанавливается на дрель (наподобие насадки). Это требуется для вращения абразивного диска. С другой стороны, в устройстве есть отверстия разного диаметра. Их вставляют сверлами.
Внешний вид установленной форсунки:
При использовании насадок нужно особенно внимательно следить за тем, чтобы сверло располагалось должным образом.Только после этого его поверхности будут обработаны до требуемой степени. После установки нужно включить дрель и подождать 5-10 секунд. После этого необходимо повернуть хвостовик на 180 o.
Существенный минус сопла – ограничение диаметра. Устройство не может вставить инструмент большего или меньшего размера. Большинство форсунок имеют отверстия от 3 до 10 мм. Однако значительная часть сверла подходит по этим параметрам. Существенным плюсом аппарата является невысокая стоимость – от 600-1000 рублей Но есть и дорогие модели.
Стационарный прибор
Имеет подвижную плиту, которую можно установить и зафиксировать под нужным углом во время обработки. На этой платформе есть поворотный стержень. Он прикреплен к сверлу, его также необходимо повернуть и поднести инструмент для заточки к абразивному диску.
Внешний вид стационарного устройства:
Это приспособление намного удобнее. Настроить нужный угол и контролировать процесс обработки намного проще. Он также прост в эксплуатации, поскольку не содержит электрических компонентов.Для обработки сверла необходимо использовать стационарный инструмент в комплексе с заточным станком с абразивным кругом.
Недостатком инструмента является его полная не подвижность. Интересным преимуществом является простота конструкции, большинство компонентов представлено блоками и шурупами. Поэтому многие мастера умеют изготовить такое приспособление самостоятельно. Для этого вам нужно только следить за размерами, указанными на чертеже.
Как сделать шлифовальный станок
Описанное ранее немного стационарное устройство для заточки сделало хороший мастер.Для изготовления некоторых элементов (подставок и других) можно даже использовать деревянные бруски. Главное при сборке конструкции – четко соблюдать параметры на чертеже, один из вариантов которого представлен ниже.
Станок поворотный для заточки:
Кроме того, нужно внимательно следить за всеми необходимыми ракурсами. Особое внимание уделяется той части, в которой крепится сверло, помните, что его нельзя включать на заточку.Для начала можно сделать прибор полностью деревянным. А потом, убедившись, что рисунок правильный и вы его полностью соблюдали, можно сделать полноценный станок.
Как без труда и навыков заточить сверла с правильным углом заточки? К сожалению, многие из нас не попадают в первый раз. Это приспособление очень простое по конструкции. Поэтому каждый из вас может это повторить. Многие знают, что грани болтов и гаек имеют такой же угол, как и у стандартного заточного сверла.Это будет использовать его. Мы не будем сваривать две гайки вместе, чтобы получился правильный узор. Дизайн немного другой.
Для начала понадобится любая гайка. Чем больше диаметр, тем больший диаметр в нем можно заточить сверло.
Гайка имеет 6 граней, 2 из которых нам нужны. Возьмите суппорт и с края гаек отметьте 4 мм. Гайку наоборот поворачиваю и делаю отметку с края, которая на полтора мм больше первой. Составляем треугольник с 2-х сторон. Отрежьте ножовкой или болгаркой.Получился орех с пропилом.
Свариваем еще один. Устройство почти готово. Ему не хватает шайб, которые мы забрасываем посередине. Также понадобится болт, он вкручивается в небольшую гайку.
Гайки в гайке имеют разную глубину, которая отличается на 1,5 мм. Это небольшая разница. Вставляем стержни, фиксируем, накладываем линейку. Зазор между линейкой и закруглением меньше левой, чем правой. То есть устройство имеет определенный угол.Там, где просвет меньше, мастер ставит отметку.
Работа механизма устройства
Возьмите плоское не заточенное сверло, поместите в прибор. Там, где есть этикетка, сверло необходимо разместить, как показано на фото и видео. Закрепите сверло так, чтобы оно немного выглядывало из лиц. С рабочей стороны будет сверло для заточки. В указанном примере можно зажимать диаметром до 8 мм.
Когда мы начинаем обрабатывать кромку сверла на наждаке, появляется направляющая в виде плоскости ребра наика, которая задает правильный угол заточки.
Это крутой прибор для тех, кто не умеет подобрать прямой угол.
На видео показано, как выставить инструмент относительно наждачного круга. Через 6 минут вы можете увидеть, как происходит обработка сверла.
Александр Полулях.
В дополнение к этому видеоуроку еще одно хрупкое приспособление с болтами и гайками.
Чертеж
https://drive.google.com/file/d/0b8ib5ht2wrqomejizlrtz2vwdve/view
Время чтения ≈ 5 минут
Если вас интересует вопрос – как точить сверло по металлу в домашних условиях, то эта статья для вас.Тем, кто тесно связан с обработкой металла, крайне важно иметь хороший инструмент. Чтобы просверлить конкретную металлическую деталь, вам понадобится хорошо, а главное правильно заточенное сверло.
Дрель – незаменимый помощник в обработке металла
В чем сложность?
Сверло – это режущий инструмент, и режущая кромка со временем мигает. Показатели того, что сверло требует заточки:
- Характерные звуки изношенного инструмента, в том числе неприятный гул и скрип;
- плохое качество проделанных отверстий;
- сверло при работе очень сильно нагревается.
Особенности вывода стружки с разной заточкой
Важные критерии при заточке сверл по металлуВажно: Неверная работа сверла затачивается – это, в первую очередь, малоэффективно, и все же очень опасно для самого мастера. Дело в том, что рабочая часть дрели выдерживает большие нагрузки. Поэтому неправильно заточенное сверло может просто сломаться, и его частицы разлетаются во все стороны с большой скоростью. А это чревато тяжелыми травмами мастера и повреждением мастерской.
В промышленности для заточки сверла по металлу применяется специальный наждачный станок, имеющий специальный шлифовальный круг необходимой твердости. Возможно изготовление заточки в домашних условиях. Конечно, машины массового производства предпочтительнее использовать, но и самодельные варианты отлично справляются с этой задачей. Дрель пригодится.
Формы для спирального сверла по металлу
Если у вас нет на складе специализированного станка, вы можете самостоятельно изготовить приспособление, позволяющее вернуть сверло в рабочее состояние.От рабочих показателей таких устройств будет зависеть, насколько качественным будет результат.
К наиболее значимым критериям, без которых невозможно произвести самостоятельную правильную заточку, можно отнести следующие:
- угол размещения задней зоны инструмента к угольной плоскости;
- длина перемычки на отрезной стороне, расположенной поперечно;
- угол вершины режущего инструмента;
- угол режущей стороны режущей боковой поверхности;
- длина по краям.
Критерии правильной работы
Для полной заточки сверла по металлу нужно организовать правильный поток сверла к месту, где будет происходить его обработка. Важно соблюдать рабочий угол. Добиться этого вам помогут различные приспособления, которыми оснащены точильные станки.
Нельзя забывать, что при неправильной обработке сверла можно не только сломать рабочий инструмент, но и получить травмы.
Базовый набор инструментовДля того, чтобы организовать хорошую заточку сверла в рукоделии, которое используется для обработки деталей из металла, нужно сначала определиться.Важно понимать, зачем вам это нужно. На промышленных предприятиях процесс осушения происходит с помощью специализированного оборудования, что обеспечивает максимальный результат и скорость. Но в домашнем цехе плавку нужно включать, чтобы добиться аналогичного результата.
Насколько важно соблюдать правильный угол заточки
Даже самый простой набор для заточки должен включать:
- наждачная машина;
- емкость, в которой будет располагаться охлаждающая жидкость.Она может быть простой водой или машинным маслом;
- шлифовальных кругов разной твердости. В дальнейшем необходимо выбирать уровень твердости круга, учитывая материал, из которого изготовлено сверло с покрытием;
- дополнительных устройств, позволяющих обеспечить нужный угол заточки для каждого конкретного процесса заточки.
Для того, чтобы технология устояла и дала положительный результат, необходимо соблюдать следующие параметры:
- Угол зоны реза спереди – 20 0.
- Угол сзади – 10 0.
- Угол верхний – 118 0.
Соотношение углов наверху в зависимости от разнообразия материалов
Независимо от используемого оборудования и материала сверла, во время работы нужно помнить о собственной безопасности. Следует отметить, что при заточке образуются искры. Они могут вызвать ожоги, поэтому открытые участки должны быть закрыты. Особую защиту следует обеспечивать глазами. Процесс также предполагает работу с необычно острыми инструментами.Поэтому работа без защитных перчаток запрещена. И образование сколов с высокой скоростью тоже может повредить открытые участки кожи.
Станок с наждаком, на котором установлен шлифовальный круг, относится к универсальным конструкциям. С их помощью даже в домашних условиях можно изготовить качественную заточку сверла. Основная задача – выбрать наждак и соблюдать несколько простых правил.
При работе с такими конструкциями в первую очередь необходимо обработать тыльную зону инструмента. Такая технология считается рациональной.Обрабатываемое сверло нужно держать так, чтобы режущая часть была строго параллельна поверхности круга для заточки. Эта технология требуется для соблюдения всех типов сверл с D менее 10 мм.
Наждачный станок в обычной мастерской
При необходимости заточить сверло с D более 16 мм. Рационально работать на наждачном станке специальным приспособлением. Эта технология обеспечивает контроль постоянного угла заточки с максимальной безопасностью работы.Он подходит для сверл больших размеров и для сверл с пластинами из твердосплавных материалов. При необходимости вам обязательно пригодится заточенное сверло.
А еще больше практических советов, как точить сверло по металлу в домашних условиях, вы можете увидеть в видео, которое представлено ниже. Главное – работать в соответствии с рекомендациями и соблюдать технику безопасности.
Наверняка вы пробовали затачивать сверло своими руками. Ничего не вышло. Что ж, давайте рассмотрим эту проблему.Вначале немного теории и терминологии. Затем познакомьтесь с инструментами и технологиями. В том числе бюджетный набор на заточку сверла. Давайте начнем.
Геометрия этого инструмента очень разнообразна. Мы будем рассматривать только типичные для заточки формы.
Цилиндрическая спираль.
- Самая обычная дрель. Обычно в нем 2 канавки для стружки, но бывает и больше.
Шаг.
- Удобно использовать при сверлении отверстий в листовом металле и разного диаметра.
Заводная головка металлическая.
- Используется для сверления отверстий большого диаметра в листовом металле.
2. Сверло по материалу.
Рассмотрим материалы в порядке возрастания износостойкости и цены:
Обычное сверло режущее с режущей сталью без дополнительной обработки. Самый дешевый. Цвет обычной стали.
Обработка перегретым паром. Имеет черный цвет.
Обработанный релиз имеет слабый золотистый оттенок.
С применением нитрида титана имеют ярко-золотистый цвет.
Легированный кобальтом характерно наличие золотисто-красного оттенка.
3. Сверла для заточки.
Для лучшего понимания элементы для заточки будем рассматривать на примере двухканального цилиндрического спирального сверла.
Режущие кромки вырезают металл в зоне отверстия.
Задние поверхности. Именно они обрабатываются при заточке сверл, чтобы придать режущей кромке остроту и необходимую геометрическую форму.
Перемычка будет первым индикатором остывания сверла.
Именно на этих элементах следует сосредоточить внимание при заточке сверла.
4. Устройство для заточки сверл в мастерской.
Здесь мы рассмотрим приспособление для заточки сверл, которые часто используются в домашних условиях.
4.1. Станок шлифовальный (болгарка).
Для получения приемлемого качества заточки необходимо закрепить электроинструмент.
Если есть помощник, все решается довольно просто. Пусть помощник поставит электрический на твердую гладкую горизонтальную поверхность диска вниз, а щиток вверх.Например, на столе. Болгарка должна опираться на дисковый щиток. И, взявшись за корпус, в местах, указанных на фото, надежно закрепите его.
Если у вас нет помощника и подходящих держателей, можно воспользоваться банальной сантехникой или столярными изделиями. Закрепите болгарку так, чтобы губки тисков не закрывали отверстия для вентиляции. Абразивный диск можно ориентировать как вертикально, так и горизонтально.
Диск можно использовать обычный (отрезной), но лучше поставить специальный – точильный.Он намного толще черенка.
4.2. Ручная дрель.
Для крепления дрели все, что вы читали о креплении болгарки в предыдущем абзаце.
ВАЖНО! Для заточки подойдет только сверло с кулачковым патроном.
Не все знают, но есть держатели для дисков от болгарки, позволяющие использовать «Булгарого» отрезные и заточенные диски с дрелью. Так получается высокоскоростная дрель для замены функций болгарки.
Также можно использовать шлифовальный диск с наклеенной на него наждачной бумагой. Чем тверже основа, на которую наклеена бумага, тем лучше. Теперь можно встретить наждачную бумагу, которая не приклеивается к диску, а сидит на липучке. Такой тоже подходит. В этом случае качество заточки будет хуже.
Вместо сверла в кулачковом патроне на сверло устанавливается диск «Булгарог» или шлифовальный диск.
4.3. Злобный отрезной станок (заточенный, наждак).
Не в каждом доме есть подобный агрегат.Но мы, тем не менее, вкратце рассмотрим. Итак, как разобраться в технологии правильной заточки сверла и как правильно приспособить домашний инструмент к заточке, проще всего на нем.
Круг абразивный Из электрокорунда предназначен для обработки стали, в том числе для заточки сверл.
По горизонтали, на уровне оси вращения абразивного круга находится балка. – Стальная планка. Служит опорой для пальцев и инструмента при заточке.
5. Технология правильной заточки сверла на холодильной машине.
5.1. Подготовка к заточке
Нанесите маркер на поверхность подружки линией под углом 60 градусов относительно рабочей поверхности Abrasive Circle (конец круга, который смотрит на вас).
Помогает правильно сориентировать сверло при заточке. Угол, показанный на рисунке, в большинстве случаев составляет примерно 120 градусов. Но в целом, чем тяжелее металл для сверления, тем больше должен быть этот угол.
ВАЖНО! Не работать при заточке в перчатках. Глаза обязательно защищайте очками или прозрачным щитком. Остерегайтесь поломки рук и сильного прикосновения к абразивному кругу.
5.2. Исходное положение сверла.
Руки, пальцы не должны напрягаться.
5.3. Движение сверления при заточке.
После установки сверла в исходное положение медленно продвигайте его вперед, прежде чем коснуться круга.Сразу после прикосновения, двигаясь одновременно в трех направлениях: кончиком вверх, хвостовиком вниз, сверлом вперед по оси.
5.4.
Повторяем пункты 5.2 и 5.3 еще 2 раза.
5.5.
Поверните сверло вокруг продольной оси на 180 градусов и выполните пп. 5.2, 5.3, 5.4 для второй задней поверхности.
5.6. Что мы должны получить.
Поставьте сверло вертикально вверх. В этом положении вся задняя поверхность должна находиться ниже режущей кромки.Причем чем дальше от режущей кромки по задней поверхности, тем ниже. В технологиях заточки это называется – занижение.
Подставив заднюю поверхность, беремся за нее. Из-за металлической поверхности, которую режет сверло, касаются только режущие кромки и перемычка. Отсутствие занижения – самая частая ошибка начинающих точилок.
6. Технология заточки сверла по металлу болгаркой или ручным сверлом.
Если с заточкой сверла разобрались на точильном станке, то самое время узнать, что делается на болгарках (болгарке).В качестве подруги мы просто используем край защитной панели абразивного диска. Поворот заслонки регулируется. Перед заточкой поверните его так, чтобы пальцем было удобно опираться под спиральное сверло. Попробуйте выполнять те же движения, сто с точностью до мелочей. Дело в том, что научиться правильно затачивать сверла не заточный станок можно довольно просто и быстро. Именно поэтому болгарку рекомендуется исправить – быстро получите достойный результат.
С ручной дрелью посильнее.Ей нечего использовать вместо девушки. Но вы можете приспособиться к этой еловой вещи. Здесь вам понадобятся две устойчивые гладкие поверхности. Одно сверло закреплено на одном, другое используется как подружка. Поверхности располагаются на одном уровне, так что между ними можно разместить вертикальный привод, установленный в патроне сверла. Например, это могут быть столы, верстаки, ящики.
В любом случае качество заточки на сверле будет хуже, чем на других рассматриваемых инструментах.
7.Контроль качества заточки.
Во время заточки придется постоянно следить за параметрами элементов сверла. В большинстве случаев это нужно делать после обработки всех тыльных поверхностей.
7.1. Визуальный контроль перемычки.
Перемычка должна располагаться в центре конца наконечника сверла. Помимо. Ее край должен находиться между самыми глубокими точками бороздок. Другими словами, он должен быть как можно короче.
7.2. Длина режущих кромок.
Это расстояние от перемычки до края сверла по линии среза. Вы можете измерить штангенциркулем или линейкой. Очевидно, все режущие кромки должны быть одинаковыми. Если это не так, то следует обработать заднюю поверхность, которая короче.
7.3. Контроль занижения.
Что поняли, мы рассмотрели в п. 5.6. Быстро проверить его наличие можно, поставив сверло вертикально острием вниз, заполнив перемычку на любой плоской поверхности.Посмотрите на заднюю поверхность, сидящую сбоку от дрели. Если вы визуально не видите занижения (обращенный к вам край задней поверхности не поднимается плавно), поверхность придется перетянуть.
8. Заточка ступенчатого сверла.
Если вы победили заточку спирального сверла, то оно вам покажется песочницей. На фото в пункте 1 изображено ступенчатое сверло с прямой проточкой для стружки. Долго продеть диск или заточенный кружок по режущим кромкам ступеней со стороны паза.Старайтесь не нарушать угол между пазом и задней поверхностью ступеньки.
Сложнее, если паз спиральный. Заточка тоже выполняется, но сноровки и точности потребуется больше.
9. Заточка коронок.
Посмотрите на зуб металлической коронки. Легко найти все одинаковые режущие кромки и задние поверхности. Не будет перемычек и пазов для вывода стружки. Теперь вы достаточно грамотны, чтобы удалить минимальный слой металла с задней поверхности и получить острый срез.Коронка может иметь центральное спиральное сверло. Как его затачивать, вы уже знаете.
10. Типичные ошибки заточки.
10.1. Попытка заблокировать не инструментом, а при заточке сверла или болгарки.
Тяжелый инструмент с быстро вращающимся тяжелым ротором никогда не станет устойчивым даже в руках силача.
10.2. Избыточное давление при заточке.
Лучше 10 раз повторить цикл операций с легким нажимом, контролируя результат после каждого цикла, чем те же 10 раз превратить третье сверло в металлическую пыль.
Угол заточки сверла устанавливается в зависимости от свойств материала. Другими словами, свойство материала влияет на угол заточки сверла.
В бытовых условиях популярны спиральные сверла, которые по своим характеристикам используются для более твердого состояния стали и даже древесины.
Знакомимся с уголками вверху сверла. Так, если сталь обрабатывается, то угол заточки для стали будет 116-118 градусов.
Процесс заточки сверла начинается с образования режущих кромок, нацеленных на участки спиральных канавок, по которым проходит стружка. Держать сверло нужно так, чтобы участок дренажа всегда был напротив оси вращения окружности.
Сделайте то же действие другим ребром. Для стали угол 140 градусов.
120 градусов – оптимальный угол для большинства сверл.
Угол заточки сверла для дереваОзнакомьтесь со сверлением дерева.Для ручного сверления материалов из дерева используйте флиппер и кокт, используя патроны (зажимы) определенных форм.
Обратите внимание, что ручное сверление шурупами часто используется при сверлении отверстий диаметром не более 5 мм.
При сверлении необходимо учитывать твердость древесины, расположение трещин, глубину сверления, наличие гвоздей и других посторонних материалов.
Если диаметр отверстия большой, то центры лучше заделать тонкими сверлами, чтобы сверло не меняло направление, а если дерево хрупкое, желательно сделать центрирование.
Если есть сквозные отверстия, нужно сделать определенный барьер при выходе из сверла, например, из куска дерева.
Помните! То, что при сверлении нельзя направить инструмент в сторону. Внимательно отнеситесь к состоянию сверла, центрированию сверла в патроне. Используйте эти правила для личной безопасности и эффективности работы.
Если в процессе работы в глазу обнаружились частицы набивного материала , немедленно обратиться к врачу.
Если сверление происходит по дереву, то за остроту сверла не стоит переживать, потому что сверло служит долго без систематической заточки.
Однако при работе с металлом острота сверла играет важную роль, так как просверлить металл можно только при наличии острого сверла.
Таким образом, угол заточки сверла для дерева будет 140 градусов.
Уголок заточки по металлуНапример, для твердых металлов допустим угол заточки сверла Примерно 120 градусов, для более мягких металлов – 90.
Если вам придется работать с мягкой бронзой, угол вверху будет 120-130 градусов; Красная медь – 125; алюминий -140; Пластмассы – 90-100; Хрупкие материалы -140.
Угол заточки не может быть одинаковым для всех материалов!
Таким образом, угол заточки сверла устанавливается в зависимости от характеристик материала (учитывается его пластичность и состояние).
Итак, чем мягче материал, тем больше угол наклона.Однако этот принцип применяется в производстве.
В домашних условиях, когда одно и то же сверло используется для обработки многих материалов, угол наклона зависит от диаметра сверла и составляет 19–28 ° для сверл диаметром 0,25–10 мм.