Движения в металлорежущих станках – Технарь
Для получения на металлорежущем станке детали требуемых формы и размеров рабочим органам станка необходимо сообщить определенный, иногда довольно сложный комплекс согласованных друг с другом движений. Эти движения можно подразделить на основные (рабочие) и вспомогательные. К основным движениям относят главное движение резания или, иначе, главное движение и движение подачи.
Вспомогательные движения необходимы для подготовки процесса резания, обеспечения последовательной обработки нескольких поверхностей на одной заготовке или одинаковых поверхностей на различных заготовках. К вспомогательным относят движения:
- для наладки станка на заданные режимы резания;
- для наладки станка в соответствии с размерами и конфигурацией заготовки;
- управления станком в процессе работы;
- соответствующих рабочих органов для подачи и зажима прутка или штучных заготовок;
- для закрепления и освобождения рабочих органов станка.


Вспомогательные движения можно выполнять как автоматически, так и вручную. В станках-автоматах все вспомогательные движения автоматизированы, их выполняют механизмы станка в определенные моменты времени в соответствии с технологическим процессом обработки детали.
Главное движение резания (Dг) — прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Главное движение может входить в состав сложного формообразующего движения (например, при точении резьбы). Скорость главного движения (v) — скорость перемещения рассматриваемой точки режущей кромки инструмента или заготовки, участвующих в главном движении. У станков токарной группы главным движением является вращение заготовки; у фрезерных, шлифовальных и сверлильных — вращение инструмента; у долбежных, протяжных, части зубообрабатывающих и некоторых других — возвратно-поступательное движение инструмента; у продольно-строгальных станков — возвратно-поступательное движение заготовки и т. д.
д.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных многошпиндельных автоматах).
Движение подачи (Ds) — прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения, предназначенное для того, чтобы распространить отделение слоя материала на всю обрабатываемую поверхность. Движение подачи может быть непрерывным или прерывистым. Прерывистое движение подачи может входить в состав сложного формообразующего движения, например, при шлифовании резьбы. В зависимости от направления различают движения подачи: продольное, поперечное и др.
Скорость движения подачи (vs) — это скорость рассматриваемой точки режущей кромки в движении подачи. Подача (S) — отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи, к соответствующему числу циклов или определенных долей цикла другого движения во время резания или к числу определенных долей цикла этого другого движения. Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. Долей цикла является часть оборота, соответствующая угловому шагу зубьев режущего инструмента. Под ходом понимают движение в одну сторону при возвратно-поступательном движении. У токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольнострогальных станков. Примером сложного движения подачи может служить движение подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи: вращательное движение заготовки, продольное осевое перемещение заготовки или шлифовального круга и, наконец, поперечное движение шлифовального круга. В протяжных станках движение подачи отсутствует.
Под циклом движения понимают полный оборот, ход или двойной ход режущего инструмента или заготовки. Долей цикла является часть оборота, соответствующая угловому шагу зубьев режущего инструмента. Под ходом понимают движение в одну сторону при возвратно-поступательном движении. У токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольнострогальных станков. Примером сложного движения подачи может служить движение подачи в зубофрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи: вращательное движение заготовки, продольное осевое перемещение заготовки или шлифовального круга и, наконец, поперечное движение шлифовального круга. В протяжных станках движение подачи отсутствует.
Основные движения формообразования в станках различного типа
Технологическое оборудование машиностроительных производств
Величины, характеризующие основные движения. При изготовлении деталей на металлорежущих станках снятие припуска с заготовки инструментом осуществляется резанием. Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания, называется главным движением резания или просто главным движением (ГОСТ 25762—83). На главное движение затрачивается большая часть мощности привода станка. Главное движение может быть вращательным и поступательным. При вращательном движении оно характеризуется частотой вращения (либо шпинделя с заготовкой, либо шпинделя с режущим инструментом), при поступательном — частотой двойных ходов.
При изготовлении деталей на металлорежущих станках снятие припуска с заготовки инструментом осуществляется резанием. Прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания, называется главным движением резания или просто главным движением (ГОСТ 25762—83). На главное движение затрачивается большая часть мощности привода станка. Главное движение может быть вращательным и поступательным. При вращательном движении оно характеризуется частотой вращения (либо шпинделя с заготовкой, либо шпинделя с режущим инструментом), при поступательном — частотой двойных ходов.
Например, у станков токарной группы главным движением является вращение заготовки (рис. 1, а — б), частота вращения которой, п = 1000 V/nd мин”1, где V— скорость резания, м/мин; d — диаметр заготовки, мм.
Иногда главное движение на станках получают в результате сложения движений. Например, при сверлении отверстий малого диаметра на токарных автоматах главное движение является результатом сложения вращений детали и сверла, которые вращаются в разные стороны (рис.
При нарезании резьб на токарных автоматах методом «обгона» плашка вращается в том же направлении, что и заготовка, но при этом я™ > лзаг (рис. 1, з). Тогда относительная частота вращения, которая определяет скорость резания резьбы, П = Лпл + Лзаг – Главное движение может быть получено и при разнородных движениях, например, при вращении детали со скоростью резания V поступательном движении резца с подачей S, например, при нарезании наружной и внутренней резьбы резцом (рис. 1, и).
Движением подачи называют относительное движение инструмента и заготовки, обеспечивающее совместно с главным движением фор-
Рис. 1. Виды главного движения и подач в металлорежущих станках |
Мообразование поверхности детали. Подачу определяют как величину перемещения инструмента относительно заготовки за один оборот (двойной ход) заготовки или инструмента (зависимые подачи на токарных, сверлильных и строгальных станках) или перемещение в единицу времени (независимые подачи на фрезерных и шлифовальных станках).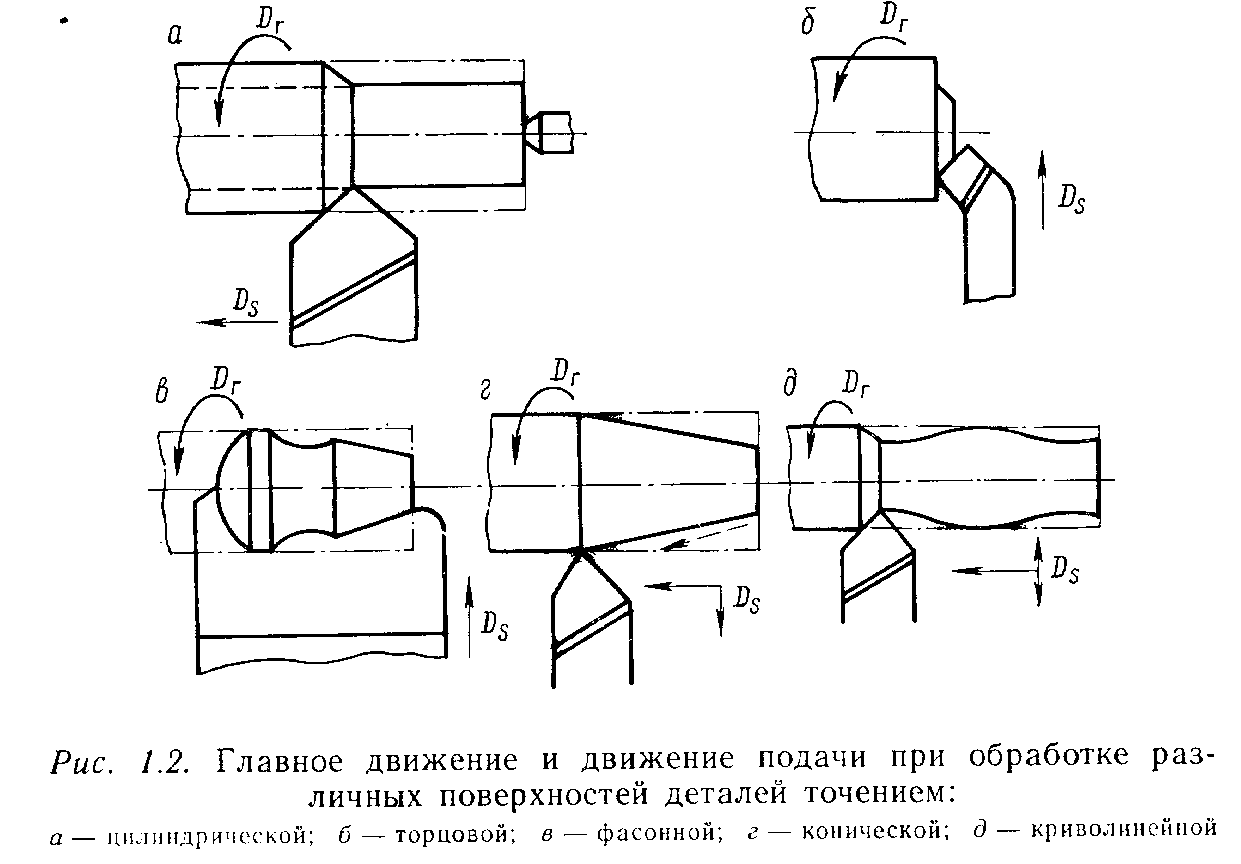
В зависимости от направления движения инструмента по отношению к детали подачи делят на продольную S (рис. 1, а), поперечную S„ (рис. 1, б), радиальную Sp (рис. 1, в), круговую Sk (рис. 1, г). Кроме того, подачи могут быть осевыми (рис. 1, ж) в сверлильных станках и вертикальными в зубофрезерных станках (рис. 1, д).
Делительное движение — это движение, при котором осуществляется поворот заготовки 1 на требуемый угол (рис. 2, а) или линейное перемещение заготовки относительно инструмента 2 на определенную величину, например, на шаг Р (рис. 2, б).
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение, например, соответствующее зацеплению двух зубчатых колес (рис. 3, а). Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках (рис. 3, б).
Дифференциальное движение алгебраически добавляется к какому – либо движению инструмента или заготовки. Понятие дифференциального движения аналогично с математическим понятием «дифференциал», т. е. приращение. Суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяются в затыловоч – ных, зубофрезерных и других станках.
Понятие дифференциального движения аналогично с математическим понятием «дифференциал», т. е. приращение. Суммировать можно только однородные движения: вращательное с вращательным, поступательное с поступательным. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяются в затыловоч – ных, зубофрезерных и других станках.
Вспомогательные движения подготавливают процесс резания, но сами в нем не участвуют. К таким движениям относят: отвод и подвод инструмента, зажим и разжим заготовки, установку и снятие инстру – Н=і ; х. &
А) б) I
Рис. 3. Обкат двух зубчатых колес (а), инструмента и заготовки (б)
Мента, переустановку упоров на станке, изменение положения детали и т. д. Вспомогательные движения осуществляются либо вручную, либо от специальных приводов. В станкостроении обязательным условием сокращения ручного труда является автоматизация вспомогательных движений.
Контрольно-измерительные приборы необходимы, чтобы измерять ту или иную физическую величину.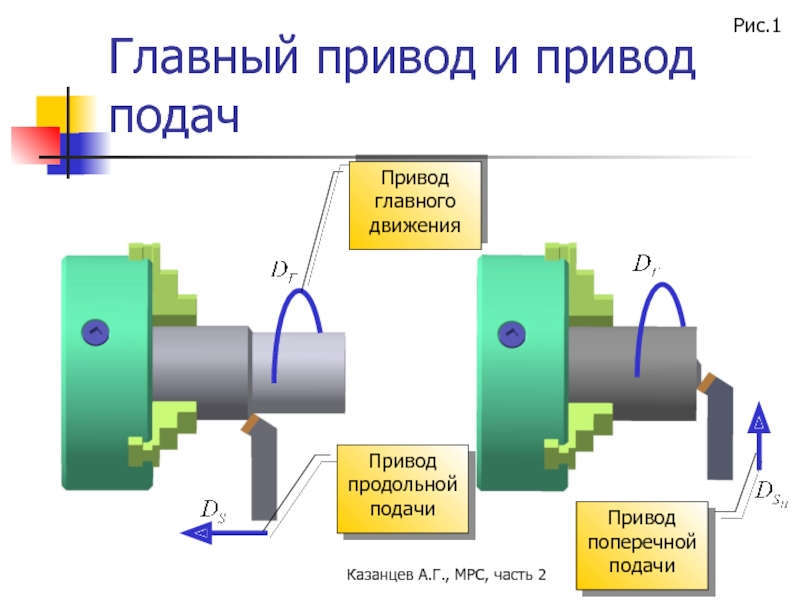
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / [email protected] Назначение, классификация и конструктивные особенности сверлильных и расточных станков с ЧПУ. Эти станки предназначены …
Производим и продаем электроприводы ЭТУ, ЭПУ для двигателей постоянного тока, тел./email +38 050 4571330 / [email protected] Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за …
Три основных движения о том, как работает токарный станок
Сервис ЧПУ
Polígono Industrial VillalonquéjarC/ Condado de Treviño, 14
09001 Бургос Телефон: + 34 947 47 36 19
Факс: + 34 947 47 36 20
Электронная почта: [email protected]
Подпишитесь на нашу рассылку
* Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, событиях, услугах и продуктах от NC Service Milling Machines, S.
Напоминаем, что вы можете отозвать свое согласие в любое время.
* Я прочитал и принимаю политику конфиденциальности
Я заинтересован в получении сообщений об инициативах, событиях, услугах и продуктах от NC Service Milling Machines, S.A, а также публикаций о последних разработках в отрасли по электронной почте или в других средствах массовой информации.
Напоминаем, что вы можете отозвать свое согласие в любое время.
В соответствии с Регламентом (ЕС) 2016/679Европейского парламента и Совета от 27 апреля 2016 года о защите физических лиц в отношении обработки персональных данных и о свободном перемещении таких данных, сообщаем вам, что любые личные данные, которые вы можете нам предоставить, включен в систему регистрации, которая является собственностью:
Название компании: NC Service Milling Machines, S. A
A
Номер плательщика НДС: ESA09352774
Адрес: Calle Condado de Treviño Nº 14, Polígono Ind. Villalonquéjar; 09001-Бургос (Испания)
Телефон: +34 947473619
Электронная почта: [email protected]
Сообщаем вам, что предоставленные данные будут обрабатываться с целью обработки полученного запроса и управления им.
Предоставленные персональные данные должны храниться в течение времени, необходимого для обработки запроса и ответа на него, и, в любом случае, в течение периода, установленного применимыми правовыми положениями, для целей любых возможных обязательств, которые могут возникнуть. По истечении этого периода данные будут удалены.
Правовой основой для обработки ваших данных является согласие, предоставленное при принятии настоящей Политики конфиденциальности.
Ваши данные не будут переданы третьим лицам, за исключением случаев, когда на это есть юридическое обязательство.
Вы можете в любое время воспользоваться своими правами на доступ, исправление, удаление, возражение, ограничение обработки и переносимость данных через вышеупомянутый почтовый адрес или адрес электронной почты. Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es
Как только ваш запрос будет получен, мы вышлем вам форму, чтобы воспользоваться конкретным запрошенным правом. Эта форма должна быть заполнена и возвращена вместе с ксерокопией вашего национального документа, удостоверяющего личность (DNI) или паспорта. После получения этой документации мы займемся реализацией ваших прав в установленные законом сроки. Если вы не получили удовлетворения при осуществлении своих прав, вы можете подать иск в Контрольный орган, Испанское агентство по защите данных: www.agpd.es
- Согласие
- Настройки
Мы используем куки-файлы, чтобы посетители нашего веб-сайта могли наслаждаться просмотром с точки зрения прозрачности и простоты использования. Заходя на наш веб-сайт, вы соглашаетесь на использование файлов cookie. Более подробная информация о файлах cookie и их использовании доступна в разделе «Политика использования файлов cookie» на нашем веб-сайте.
Пожалуйста, активируйте те, которые вы хотите принять, и деактивируйте те, которые вы хотите отклонить из следующих.
- Принять/отклонить все файлы cookie
- Аналитические файлы cookie Файлы cookie, которые хранят неличную информацию для записи статистической информации о посещениях Интернета.
- Маркетинговые файлы cookie Файлы cookie, необходимые для определенных маркетинговых действий, включая просмотр видео с таких платформ, как YouTube, Vimeo и т. д.
- Файлы cookie социальных сетей Файлы cookie, связанные с отображением информации из социальных сетей или с обменом веб-контентом в социальных сетях.
 д.
д. Несколько основных функций токарных станков
Токарный станок — это станок, который вращается вокруг оси вращения по горизонтальной оси для выполнения различных операций, таких как резка, резьба, шлифование, токарная обработка, торцовка и полировка, с использованием инструментов, которые наносятся на заготовки, чтобы сформировать точный, параллельный объект на этой оси с идеальной симметрией. Токарный станок, также называемый другими названиями, такими как резцы, скребки, зажимы, молотки и выемки, обычно имеет лезвие на одном конце и длинную рабочую зону на противоположной стороне лезвия для работы.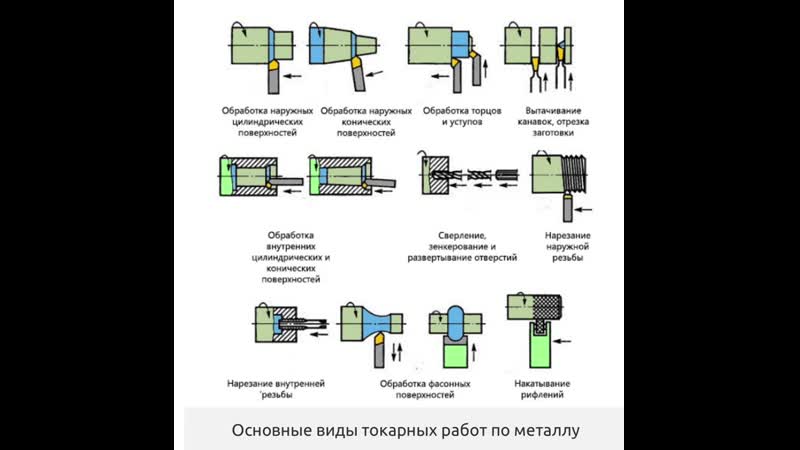 Прикрепление этих инструментов к материалу, подлежащему резке, такому как дерево, металл, ламинат, гранит, мрамор, гранит или гипс, обычно достигается с помощью приспособления или желоба. Токарный станок также имеет патрон, который представляет собой вращающееся лезвие, предназначенное для резки материалов в желаемые формы.
Прикрепление этих инструментов к материалу, подлежащему резке, такому как дерево, металл, ламинат, гранит, мрамор, гранит или гипс, обычно достигается с помощью приспособления или желоба. Токарный станок также имеет патрон, который представляет собой вращающееся лезвие, предназначенное для резки материалов в желаемые формы.
Токарные станки можно классифицировать по типу выполняемых ими операций. Существует три широко используемых типа работы токарных станков: вертикальный, горизонтальный и вертикально-осевой. Хотя могут быть и другие, эти самые распространенные.
Основная классификация токарных станков Работа токарного станка с вертикальной осью состоит из вращательного и линейного движения. Заготовка помещается на горизонтальную плоскость, и токарный станок начинает двигаться вертикально через вертикальную ось снаружи заготовки. По мере того, как работа движется к центру токарного станка, вращающийся инструмент меняет положение, так что он также может менять положение, перемещаясь в положение над и под первой позицией операции. Эти типы операций могут выполняться с одной, двумя или тремя скоростями вращения.
Эти типы операций могут выполняться с одной, двумя или тремя скоростями вращения.
Токарные операции с горизонтальной осью состоят из вращательного и линейного перемещения. Этот тип операции необходимо начинать, поворачивая изделие по часовой стрелке до тех пор, пока не будет достигнут конец линии. Затем токарный станок поворачивают в перпендикулярное положение, наклоняя вал вправо и влево. Чтобы получить симметричный результат, следует использовать одну и ту же начальную и конечную позиции. Валы должны быть повернуты на прямой угол в конце поворота, причем поворот должен происходить до тех пор, пока вал не станет противоположным вращению оси токарного станка.
Функции, относящиеся к токарному станку Некоторые токарные станки включают такие функции, как функция шлифования. Шлифование происходит, когда режущая головка машины перемещается по материалу, чтобы получить ровную поверхность. Для работы этого типа машины важно, чтобы режущая кромка притиралась к материалу в том же или очень близком направлении движения вращения.