механические и ручные станки для резки и гнутья легкой арматуры
Заготовка арматуры должна производиться поточным методом с организацией отдельных потоков для легкой ( диаметром до 14 мм включительно) и тяжелой (диаметром более 14 мм) арматуры.
На рис. 113 приведены технологические схемы заготовки тяжелой и легкой арматуры. При отсутствии какой-либо операции (например, сварки стержней) поточность работ и последовательность всех остальных процессов не должны нарушаться.
Механизированные методы резки легкой арматуры описаны в главе V. Обычно резка выполняется одновременно с выпрямлением. При небольшом объеме работ применяют ручные пресс-ножницы конструкции Н. С. Замкова (рис. 114). Основными частями ножниц являются неподвижная щека 1, плита 2, подвижная щека 3, рычаг 4, соединительная планка 5 и ножи 6, один из которых укркплен на неподвижной щеке, а второй — на подвижкой.
При опускании рычага подвижной нож сближается с неподвижным и производит перерезание арматурного стержня.
Ручное гнутье арматуры допускается только при малых объемах работ и при организации заготовки арматуры для одного отдельного объекта.
Гнутье арматуры диаметром до 12 мм вручную производится на станках Н3-1 и НЗ-2 конструкции Н. С. Замкова и на станке системы ЦБТПС (Центральное бюро технической помощи строительству Министерства строительства).
Станок НЗ-1 (рис. 115, а) предназначен для гнутья арматуры диаметром 6—8 мм. Он состоит из верхней и нижней плит, смонтированных на болтах, с муфтами между плитами. Рычаг с изгибающим пальцем вращается вокруг осевого пальца-вилки, который пропущен через шарикоподшипник, впрессованный в головку рычага, и плотно притянут болтами к нижней плите. Палец-вилка заменяет обычный палец с упором. Станок врезают в настил верстака и прикрепляют болтами, пропущенными через верхнюю плиту. Для удобства поворота рычага один край плиты приподнят.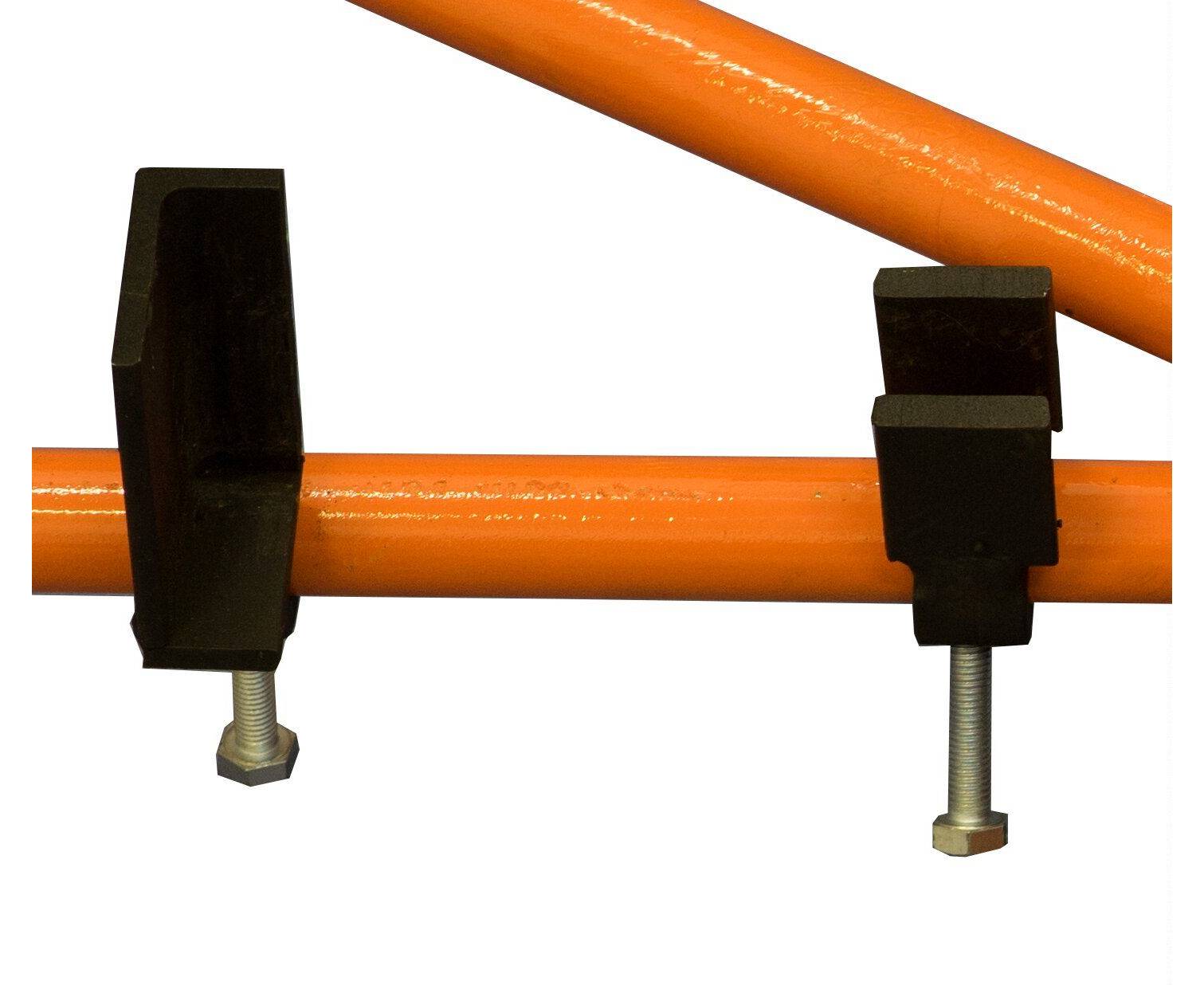
На этом станке можно гнуть сразу от 4 до 7 прутков диаметром 6—8 мм.
Станок системы ЦБТПС (рис. 115, б) применяют для ручного гнутья арматуры диаметром до 12 мм при небольших объемах работ. Упор прямоугольного сечения снабжен винтом, регулируемым в зависимости от диаметра изгибаемой арматуры.
Станок НЗ-3 (рис. 116) отличается от станка НЗ-1 (наличием специальной вилки для гнутья полухомутиков. На этом станке одновременно производится изгибание прута под углом 90° и загибание крючка, как это показано на рисунке.
Для повышения производительности труда и обеспечения высокого качества полухомутиков арматурщик И. А. Кудрявцев установил на станке НЗ-2 специальный ограничитель (рис. 117). Этот ограничитель состоит из коробки, в которой свободно перемешается ползунок с вилкой, и упора, прикрепленного к рамке болтом.
При изготовлении полухомутиков для арматуры ребристых кровельных плит сначала загибают стержни с одного конца; затем, не вынимая их из вилки станка, поворачивают вилку в исходное положение.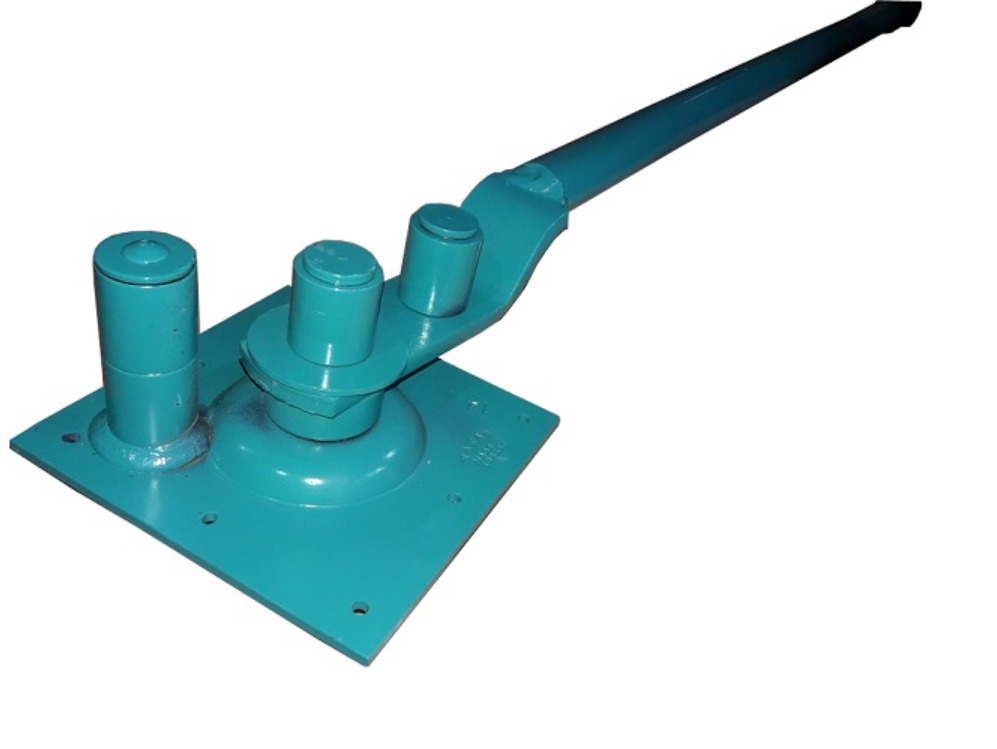 После этого стержни продвигают вправо, согнутые концы вкладывают в вилку ползунка ограничителя, а неизогнутые — в вилку станка. Поворотом рычага производят гнутье вторых концов полухомутиков.
После этого стержни продвигают вправо, согнутые концы вкладывают в вилку ползунка ограничителя, а неизогнутые — в вилку станка. Поворотом рычага производят гнутье вторых концов полухомутиков.
Гибка и резка арматуры
Профессиональная гибка и резка арматуры
Арматура получила широчайшее распространение при производстве всевозможных конструкций, предназначенных для укрепления построек и сооружений из железобетона. Ее используют в виде отдельных стержней, плоских и пространственных каркасов, а также отдельных гнутых элементов, которые изготавливают при помощи гибки и резки арматуры. Уголки, хомуты, лягушки, скобы – все это необходимые для армирования элементы. Для того чтобы их изготовить, нужно прибегнуть к услуге гибки арматуры.
Виды гнутых стержней из арматуры
Гнутые арматурные стержни могут иметь разную форму. Основные из них – L-образная и U-образная. Угловые, то есть L-образные стержни используются для армирования ленточного фундамента в углах, формирования колонн и каркасов, выпусков из плиты для ее связи с цоколем.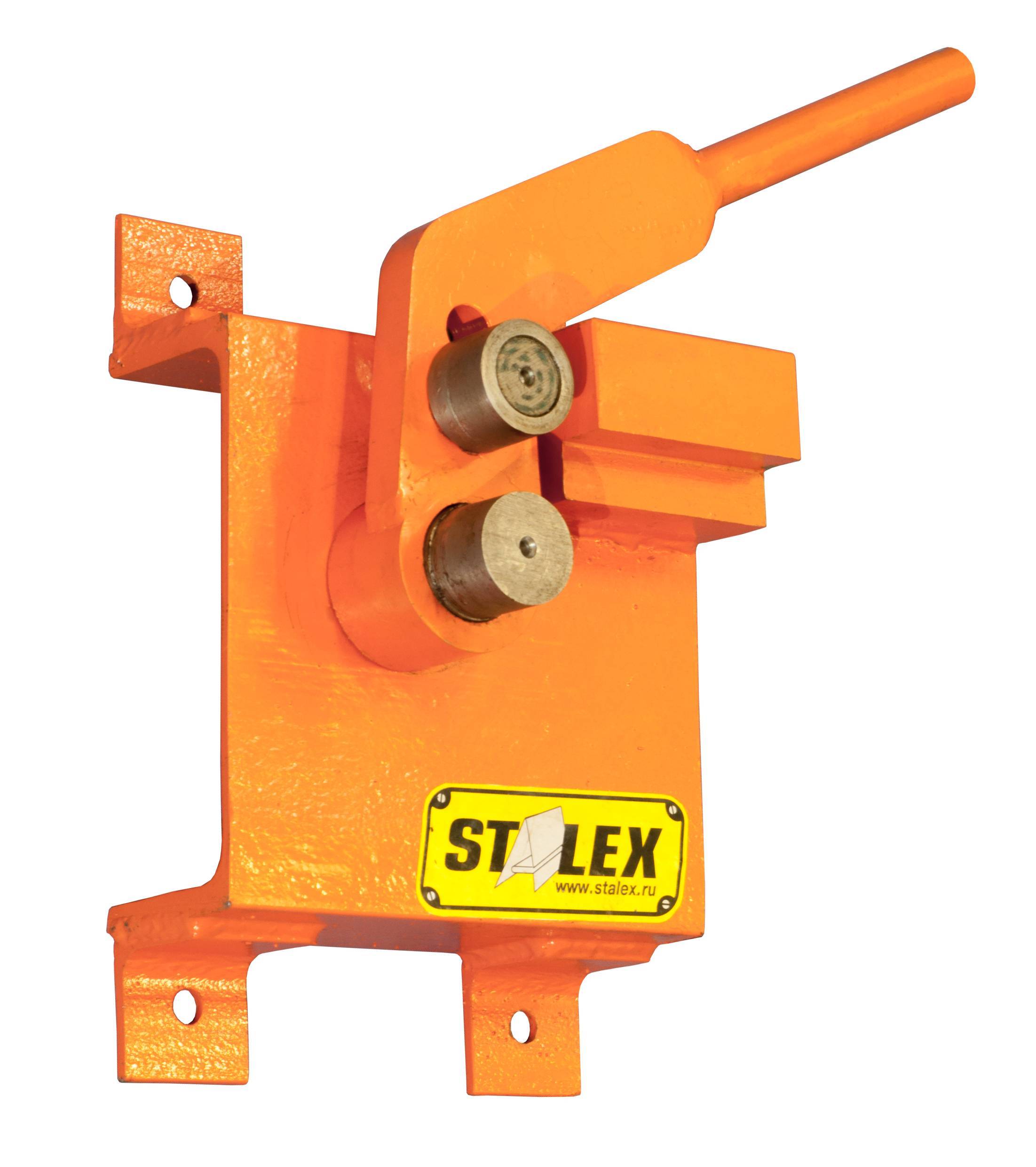 Такие уголки могут иметь разный градус сгиба и отличаться диаметром. Все зависит исключительно от назначения стержней. Например, для армирования ленточного фундамента используют равносторонние прямые углы. Они обеспечивают прочность связанной конструкции и устраняют проблему торцов арматуры.
Такие уголки могут иметь разный градус сгиба и отличаться диаметром. Все зависит исключительно от назначения стержней. Например, для армирования ленточного фундамента используют равносторонние прямые углы. Они обеспечивают прочность связанной конструкции и устраняют проблему торцов арматуры.
U-образная форма стержней из арматуры находит применение при связке сетки фундамента на торцах плиты, выпусках из плиты для ее связки с цоколем, усилении мест разрывов перекрытий в местах лестничных проемов. Как и L-образные стержни, данный вид гнутых арматурных изделий устраняет проблему торцов арматуры и помогает добиться высокой прочности связной конструкции. Также гнутая арматура формы L и U дает возможность надежно закрепить на нижнюю сетку плиты выпуски под цоколь, обеспечив устойчивость элемента и сократив время вязки. Помимо этого создается цельная конструкция без слабых узлов и сокращается расход арматуры.
Использование U-образной арматуры при усилении разрывов перекрытий в лестничных проемах особенно актуально в связи с тем, что такая форма объединяет несколько арматурных стержней, благодаря чему нагрузка на них распределяется равномерно.
Помимо изогнутых стержней современное оборудование позволяет производить готовые гнутые арматурные изделия любых форм и размеров, начиная от лягушек, заканчивая хомутами и целым каркасами. Заказывая профессиональную гибку арматуры, вы можете выбрать любую конфигурацию и тип изделий.
Качественное гнутье от «ЗД-Металл»
В зависимости от диаметра арматурных стержней, гнутье из арматуры можно осуществлять как вручную, так и механическим методом. Второй способ более надежный и дает на выходе продукцию более высокого качества. К тому же, при изготовлении металлических конструкций требуется придание прутьям арматуры индивидуального изгиба, а потому возникает прямая необходимость в использовании для этого специального оборудования. Специалисты АО «ЗД-Металл» имеют огромный опыт в гибке и резке арматуры, что позволяет им выполнять заказы любой сложности в предельно сжатые сроки. Кроме того, цена на услуги гибкиарматуры в «ЗД-Металл» не бьет по карману и успешно конкурирует с другими производителями аналогичных услуг.
Выгоды механической гибки арматуры
Ручная гибка арматуры в промышленной среде в наше время совершенно не актуальна. Преимущества механической гибки арматурных стержней очевидны. Во-первых, она упрощает процесс гнутья арматуры, во-вторых, это единственный способ придания гнутой арматуре правильной формы при строительстве арочных и других конструкций. Для того чтобы согнуть арматуру правильно, необходимо ее подготовить, нарезать ровные прутья нужной длины, сделать определенный угол среза, согнуть каждый заготовленный стержень. Современные станки, представляющие собой гибочный вал, который перемещается с внешней стороны металла, оперативно решают этот вопрос и гарантируют качественный ровный изгиб.
Существуют станки для гнутья арматуры из бухт, кольцевой гибки, придания двойного изгиба и т.д. Все они имеют множество разновидностей и функций, среди которых – изготовление хомутов, спиралей, рубка, гибка. Использование в работе современного оборудования и метода механического гнутья арматуры позволяет существенно сэкономить на затратах труда и ускорить рабочий процесс, при этом заметно повысив его качество.
Гибка арматуры на заказ в Москве, гибка арматуры по чертежам
Арматура представляет собой прочное и пластичное соединение металлических элементов, которые обеспечивают устойчивость строительных конструкций, каркасов, фундаментов, ограждений, решеток и других сооружений. Она может быть выполнена из металлов мягких и твердых видов, что определяется ее предназначением. Чаще всего используется арматура, изготовленная из стали, которая способна на протяжении продолжительного времени выдерживать большие механические (весовые) нагрузки.
Существует арматура:
- рабочая;
- распределительная;
- строительная или монтажная, которая выпускается с кольцевым и спиралевидным рисунком.
Каждый из ее видов соответствует особенностям решения конкретных производственных и строительных задач.
Гибка металлической арматуры является достаточно распространенной операцией. Она осуществляется с целью придания изделию любых форм, которые могут быть необходимыми для создания определенного объекта или конструкции.
От чего зависит качество гибки арматуры?
Перед тем как произвести гибку металлической арматуры, следует ознакомиться с условиями, от которых зависит качество выполнения работ. Успешность гибки арматурных стержней находится в прямой зависимости от:
- степени прочности металла, из которого они изготовлены;
- сложности конфигурации, которая в результате должна получиться;
- температуры обработки;
- их размеров, правильного и точного определения мест сгиба.
Гибка арматуры осуществляется при помощи специального оборудования, имеющего числовое программное управление. В программу его работы закладываются точные параметры угла сгиба и радиуса гибки. Благодаря таким возможностям получают продукт высокого качества, соответствующий заявленным требованиям.
Почему гибку арматуры надо производить у специалистов?
Сгибать арматуру у специалистов – продуктивно и выгодно. Обращаясь за профессиональной помощью, вы:
- экономите свое время,
- гарантированно достигаете намеченной цели,
- имеете реальную возможность решить нестандартные задачи,
- повышаете рентабельность работы вашего предприятия.


В компании «Стилметалл» готовы произвести гибку арматуры разного диаметра на заказ, выполнив работу любого уровня сложности, в том числе по чертежам заказчика. Современное оборудование, которое находится в распоряжении компании, и грамотные специалисты помогут обеспечить индивидуальный подход к процессу изготовления нужной вам продукции.
ОФОРМИТЬ ЗАЯВКУ
Используемое оборудование
Гидравлический – листогибочный пресс с ЧПУ AMADA HFBO 170.3
Усилие: 170 t
Длина гиба: 3340 mm
Длина хода max.: 180 mm
Максим. потребляемая мощность станка: 13 kW/gt
Масса станка: 11 t
Габариты LxBxH: 3,75 x 2,20 x 2,65 mm
Револьверный вырубной пресс FINN-POWER C5
Универсальная система: ручная обработка с любой стороны, что подходит для широкого круга задач
Скорость вращения поворотного инструмента: 133 об./мин
Усилия пробивки 17, 20 или 23 т при макс. толщине листа 8 мм
Скорость пробивки до 700 ударов в минуту при шаге 1 мм
Механический штамповочный пресс
Преимуществом такого типа пресса является то, что он может быть универсальным и выполнять разные виды работ. Управление таким оборудованием осуществляет оператор, все работы выполняются без привлечения физического труда.
Управление таким оборудованием осуществляет оператор, все работы выполняются без привлечения физического труда.
Гнутьё стержней | Технология бетона и изделий из него
Основным видом арматуры сборных железобетонных конструкций и деталей являются сетки и каркасы, состоящие из прямых стержней. Однако в некоторых случаях приходится прибегать к гнутью отдельных стержней, а также вспомогательных элементов арматуры (например, монтажных петель, ограничителей и т. д.). Это осуществляют с помощью ручных приспособлений и механизированных станков. Гнутье с помощью ручных приспособлений (С-79 и НЗ конструкции Н. 3. Замкова и др.) допустимо лишь при очень малых объемах арматурных работ. Гибочные станки в зависимости от диаметра обрабатываемых стержней делят на две группы: станки, рассчитанные на изгибание стержней диаметром 3-40 мм — СМЖ-173 (С-146А) и СМ-3007 и более 40 мм — С-564 (СГА-70) и СМЖ-179 (С-565).
Организация рабочего места у гибочного станка осуществляется следующим образом. С обеих сторон станка на уровне верхней плоскости рабочего диска устанавливают роликовые столы или верстаки длиной 5—6 м и шириной 0,4—0,6 м с закрепленными на них мерными линейками и передвижными упорами, служащими для правильной установки подлежащих изгибанию стержней без предварительной их разметки. С правой стороны параллельно роликовому столу размещают козелки для складирования подготавливаемых к гнутью прутков, а с левой — козелки для готовых стержней. Для повышения производительности труда следует предусматривать одновременную гибку нескольких стержней, используя специальные зажимы-держатели в виде скоб. При заготовке больших партий стержней, имеющих по длине несколько отгибов, целесообразно использовать спаренные гибочные установки или специальные станки.
С обеих сторон станка на уровне верхней плоскости рабочего диска устанавливают роликовые столы или верстаки длиной 5—6 м и шириной 0,4—0,6 м с закрепленными на них мерными линейками и передвижными упорами, служащими для правильной установки подлежащих изгибанию стержней без предварительной их разметки. С правой стороны параллельно роликовому столу размещают козелки для складирования подготавливаемых к гнутью прутков, а с левой — козелки для готовых стержней. Для повышения производительности труда следует предусматривать одновременную гибку нескольких стержней, используя специальные зажимы-держатели в виде скоб. При заготовке больших партий стержней, имеющих по длине несколько отгибов, целесообразно использовать спаренные гибочные установки или специальные станки.
Отличительной чертой конструкции таких установок является использование двух гибочных станков, один из которых устанавливают стационарно, а другой выполняют подвижным на салазках или роликах. На спаренных установках можно изгибать стержень одновременно в двух местах. На заводах большой и средней мощности для гнутья массовых однотипных элементов арматуры (например, монтажных петель) целесообразно иметь автоматические станки СМЖ-212 производительностью 300—450 шт/ч, а также станки, сконструированные рационализаторами-арматурщиками (Косолаповым и др.)
На заводах большой и средней мощности для гнутья массовых однотипных элементов арматуры (например, монтажных петель) целесообразно иметь автоматические станки СМЖ-212 производительностью 300—450 шт/ч, а также станки, сконструированные рационализаторами-арматурщиками (Косолаповым и др.)
- Бетоноведение
- Технология изготовления сборных железобетонных конструкций и деталей
- Бетонные работы в зимних условиях
- Производство сборных конструкций и деталей из легких бетонов
- Производство сборных изделий из плотных силикатных бетонов и бетонов на бесклинкерном вяжущем
- Производство бетонных и железобетонных изделий на полигонах
- Общие правила техники безопасности и противопожарные мероприятия на строительной площадке
Гибка арматуры в компании Гефест
Специалисты компании Гефест выполняют работы любой сложности по гибке арматуры из металла.
Петербургская производственная компания Гефест принимает заказы на гибку арматуры на высокоточных автоматизированных современных гибочных станках, обслуживаемых высокопрофессиональными специалистами.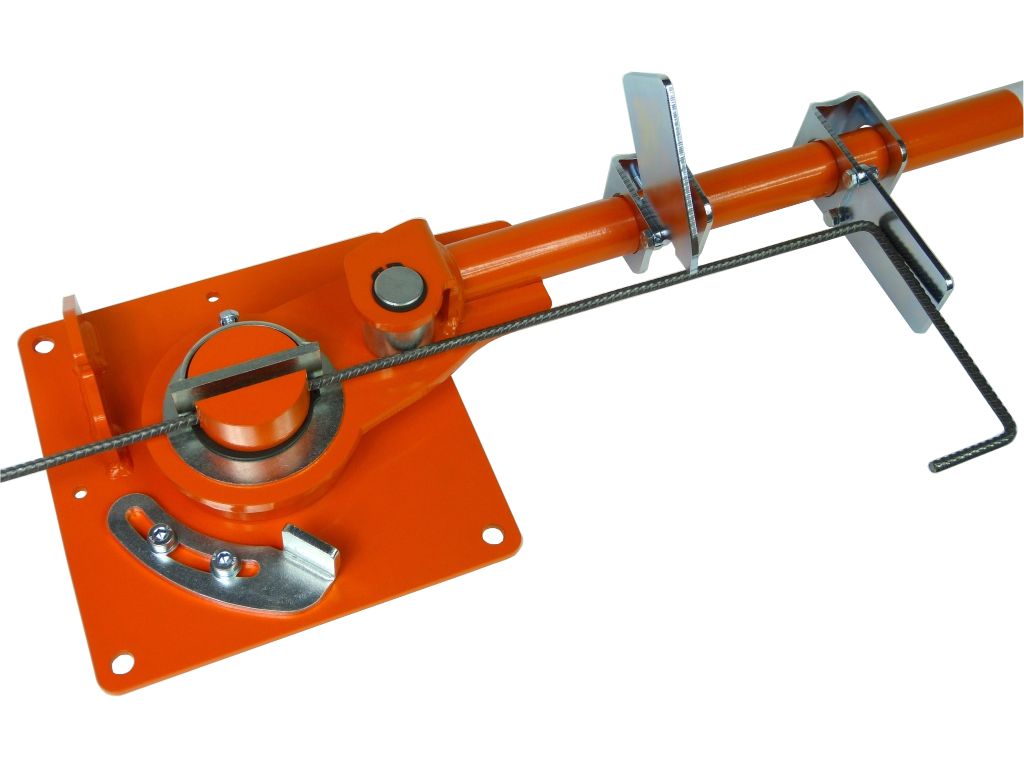 Имея собственную производственную базу, мы можем выполнять заказы большого объема любой сложности.
Имея собственную производственную базу, мы можем выполнять заказы большого объема любой сложности.
Наши преимущества
Весь входящий металл проходит контроль
Собственное ОТК
Возможность изготовления оснастки под требуемую гибку
Работаем из собственного материала, что исключает некачественные заготовки
Для чего нужна гибка арматуры
Арматура представляет из себя металлический прут круглого сечения с поперечным рифлением, усиливающим сцепление металла с бетоном. В производстве железобетонных конструкций она является основным элементом, определяющим надежность конструкции, важно, чтобы в процессе гибки не ухудшались ее физические характеристики. Для этого нужно учитывать допустимый минимальный радиус изгиба (не меньше, чем полтора диаметра изделия).
Гибка арматуры в Санкт-Петербурге — очень востребованная операция, так как в строительстве часто применяются железобетонные блоки нестандартной формы, требующие изогнутую арматуру различных форм.
Методы гибки арматуры
Сплошная изогнутая арматура отличается от имеющей сварные швы значительно большей прочностью и надежностью, поэтому активно используется при производстве арматурных сеток, ворот, решеток и различных ограждений. Только не обработанные термически заготовки малого диаметра от 6 до 8 мм можно гнуть и резать на ручных устройствах. Остальные гнутся только на гибочных станках с электромеханическим приводом.
Принцип работы гибочного станка заключается в равномерном перемещении арматурного прута между двумя вальцами, один из них находится в центре вращающегося диска и диаметр его ролика определяет радиус изгиба, а другой периферийный снабжается обкатным роликом, угол загиба задается ограничителем движения диска, а крепеж осуществляется с помощью упорной рейки.
Заказать гибку арматуры в Санкт-Петербурге
Строительство в нашем городе ведется в больших объемах и требует больших партий одинаковой формы с равными радиусами изгиба, что рационально производить на автоматизированном высокопроизводительном современном оборудовании для гибки.
Компания «ГЕФЕСТ» — это:
2850
КВ. М
Собственных производственных цехов
65
СОТРУДНИКОВ
С большим стажем в профессии
>45
СТАНКОВ
ЧПУ и без для разнообразных работ необходимой степени точности
Заказывайте гибку арматуры у проверенного производителя — в компании Гефест и ваш заказ будет исполнен оперативно и качественно.
Услуги компании Гефест Санкт-Петербург по металлообработке включают вальцовку металла, вальцовку обечаек, вальцовку конусов, гибку металла, гибка листов, гибка хомутов, гибка кругов, гибка двутавра, индукционную гибку труб, дорновую гибку труб, холодную гибку, зубофрезерные, токарно-фрезерные работы, шлифовальные работы, строгальные работы.
Компания Гефест изготавливает на заказ металлические емкости для высокого давления, емкости для пищевой, химической, фармацевтической промышленности, силосные емкости, теплообменные резервуары, емкости для топлива.
Станки для гнутья арматуры
Рис. 1. Приводной станок С-150А для резки арматуры:
а — общий вид; б — кинематическая схема
1. Приводной станок С-150А для резки арматуры:
а — общий вид; б — кинематическая схема
Шестерни редуктора сменные и устанавливаются в зависимости от диаметра и числа одновременно изгибаемых прутков арматурной стали.
Изгибаемый арматурный пруток закладывают между осевым и изгибающими пальцами на рабочем диске до упора его конца в опорный ролик на боковой планке, а затем вращают диск по часовой стрелке. Для снятия изогнутого прутка со станка диск вращают в обратную сторону — против часовой стрелки.
Процесс гнутья арматурного прутка для придания ему необходимой конфигурации (рис.266) состоит из следующих операций:
а — подача прутка на станок и закладка переднего конца в рабочий диск;
б — гнутье крючка;
в — снятие прутка с диска, поворот крюка, продвижение прутка до упора, закладка прутка в рабочий диск, гнутье верхнего угла отгиба;
г — снятие прутка с диска, продвижение прутка до упора, перестановка отгибающего пальца, гнутье нижнего угла отгиба;
д — продвижение прутка и закладка второго его конца в рабочий диск, гнутье крючка;
е — снятие прутка с диска, продвижение прутка до упора, закладка прутка в рабочий диск, гнутье нижнего угла отгиба;
ж — снятие прутка с диска, продвижение прутка до упора, перестановка отгибающего пальца, гнутье верхнего угла отгиба.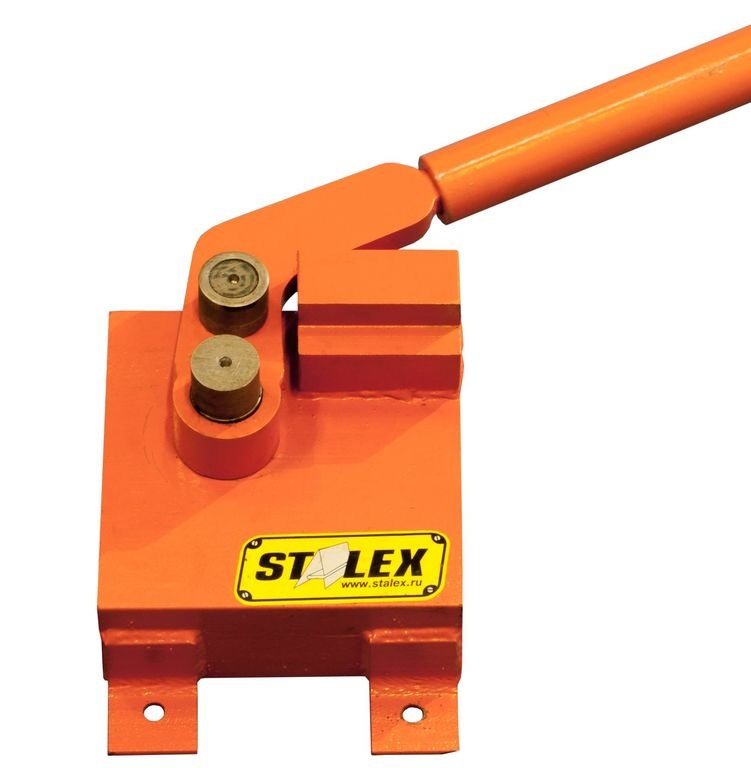
У станков С-394, С-395, С-564, С-565 по два рабочих диска: один — для гнутья арматуры диаметром до 40 мм и другой — для больших диаметров.
Рис. 2. Приводной станок С-146А для гнутья арматуры
Рис. 3. Схема операций гнутья арматуры на станке С-146А
При работе на станках для заготовки арматуры должны соблюдаться установленные правила техники безопасности. Особое внимание необходимо обратить на выполнение следующих требований.
Вертушки с катанкой на автоматических правйльно-отрезных станках должны быть ограждены. Не разрешается заправлять концы бухт катанки в станки во время вращения правйльного барабана и работать с открытым кожухом барабана.
Резка прутков арматурной стали длиной менее 30 см на приводных станках не допускается.
Запрещается перестановка пальцев и упоров, а также закладка арматурных стержней на ходу гибочного станка.
Гибка арматуры – цена в Санкт-Петербурге на правку арматуры
Одна из услуг, предлагаемых компанией «Металлобаза Новосаратовка», – гибка арматуры на заказ. Наши специалисты помогут рассчитать нагрузки, которые будет испытывать строительная конструкция при эксплуатации, выбрать подходящую арматуру, определить допустимые углы изгиба.
Наши специалисты помогут рассчитать нагрузки, которые будет испытывать строительная конструкция при эксплуатации, выбрать подходящую арматуру, определить допустимые углы изгиба.
Особенности технологии
Гибка арматурных стержней осуществляется на гибочных станках. Принцип работы гибочного оборудования: прут равномерно перемещается между двумя вальцами, один из которых размещается в центре диска и задает радиус изгиба. Периферийные вальцы оснащены обкатным роликом. Для задания угла загиба служит ограничитель движения диска, фиксация в нужном положении осуществляется упорной рейкой.
С помощью современного гибочного оборудования можно в короткие сроки изготавливать большие партии хомутов, скоб, петель, что позволяет значительно сэкономить трудовые затраты на месте ведения строительства.
Преимущества гибки арматуры в производственных условиях
Гибка и резка арматурных стержней и проволоки на гибочных станках профессионального класса обеспечивает:
- получение деталей с заданными параметрами;
- возможность изготовления металлоизделий с одинаковым радиусом изгиба большими сериями, что важно при изготовлении ограждающих конструкции, ворот, калиток;
- сохранение прочностных характеристик в местах изгибания.

Сотрудничество с компанией «Металлобаза Новосаратовка»
Наша компания оказывает услугу по гибке арматуры на производственной площадке в СПб. При необходимости мы организуем доставку металлопродукции на объект транспортом из собственного автопарка. При получении изготовленных металлоизделий самовывозом оказываем помощь при погрузке. Цена на гибку зависит от сложности поставленной задачи, диаметра арматуры, объема партии, выполнения нашими специалистами дополнительных работ.
Мы обеспечиваем:
- высокое качество и оперативность выполнения заказов;
- консультации при выборе арматурных стержней и проволоки;
- скидки при значительных объемах заказов и повторных обращениях.
Для получения информации по техническим, организационным, финансовым вопросам свяжитесь с нашим менеджером по телефону +7 (812) 561-17-03 или с помощью обратного звонка.
Продольная гнутая арматура со смещением в колоннах и требования к ней
🕑 Время чтения: 1 минута
Изогнутая продольная арматура со смещением – это изгиб вертикальных стержней арматуры колонны (большей колонны) на определенном этаже, чтобы привести стержни в пределы верхней колонны (меньшая колонна), как показано на рис.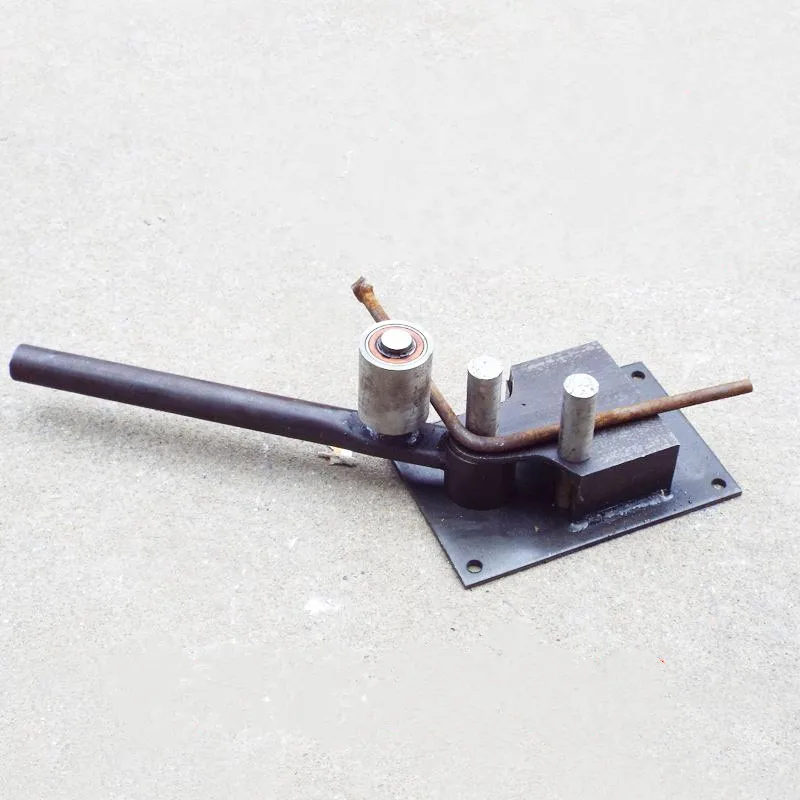 1, A.
1, A.
Максимальный наклон изогнутых стержней должен составлять 1 к 6. Кроме того, необходимо обеспечить дополнительные связи для области, близкой к изогнутым стержням, чтобы противодействовать силам, возникающим из-за изгиба стержня.
Если поверхность колонны выше смещена на 75 мм или более от поверхности колонны ниже, то изгиб со смещением не учитывается, а вместо этого используется соединение стержней колонны отдельными дюбелями, рис. 1, B.
Требования к продольному изгибу со смещением Армирование в колоннах
- Максимальный наклон наклонной части смещенного изогнутого стержня относительно оси колонны не должен превышать 1 к 6, ACI 318-14.
- Части стержня выше и ниже изогнутого со смещением должны быть параллельны оси колонны, ACI 318-14.
- Дополнительные поперечные связи, спирали или часть конструкции пола являются примерами горизонтальной опоры, которые размещаются близко к точке изгиба, чтобы противодействовать поперечной силе, возникающей из-за изменения направления при изгибе.
- Горизонтальная опора должна быть спроектирована так, чтобы выдерживать 1,5-кратную горизонтальную составляющую расчетной силы в наклонной части смещенных стержней.
- Боковые стяжки или спирали, если они используются, должны располагаться на расстоянии не более 150 мм от точек изгиба.
- Изогнутые стержни со смещением должны быть согнуты перед размещением в опалубках.
- Когда смещение между гранями колонн превышает 75 мм, вертикальные стержни в колонне ниже должны заканчиваться на плите перекрытия, и может потребоваться сращивание стержней колонн дюбелями. .
- Дюбели могут также понадобиться, когда установка части конструкции задерживается, а также между различными элементами конструкции (такими как опоры и колонны).
- Размер и сорт стержней дюбелей должны быть того же размера и сорта, что и соединяемые стержни, и иметь достаточную длину для соединения с основными стержнями.
- Подобно изогнутому смещению, когда стержни колонны стыкуются, на концах стыковочных стержней и рядом с ними должны быть предусмотрены дополнительные связи, чтобы обеспечить удержание сильно напряженного бетона в областях концов стержней.


Гибка стали :: Стандарты Новой Зеландии
BRANZ недавно получил несколько звонков на горячую линию по поводу подходящих диаметров изгиба для стальной арматуры.
Неправильный изгиб может серьезно повлиять на эксплуатационные характеристики стальной арматуры. В результате может произойти преждевременное разрушение, что повлияет на способность строительных элементов выдерживать расчетные нагрузки. Особое беспокойство вызывает практика гибки арматурной стали до слишком малого диаметра гиба.
Изгиб и последующее выпрямление (повторное изгибание) арматуры на месте представляет еще большую проблему.
Во избежание разрушения или ослабления, NZS 3109: 1997 Бетонная конструкция требует, чтобы крюки и изгибы были сформированы в соответствии с требованиями изгиба таблицы 3. 1. Минимальный диаметр изгиба измеряется на внутренней стороне стержня.
1. Минимальный диаметр изгиба измеряется на внутренней стороне стержня.
Сплав, f y (МПа) | Тип стержня | Диаметр прутка, d b (мм) | Минимальный диаметр изгиба, d i (мм) | |
Плоские стержни | Деформированные стержни | |||
300 или 500 | Стремена и галстуки | 6–20 | 2d b | 4d b |
24 | 3d b | 6d b | ||
Все остальные стержни | 6–20 | 5d b | 5d b | |
24–40 | 6d b | 6d b | ||
Обратите внимание, что в приведенной выше таблице приведены только часть требований.Полную информацию о стандартных крюках, изгибах, хомутах или стяжках, требованиях к диаметру изгиба сетки и требованиях изгиба оцинкованного стержня см. В пункте 3.3 NZS 3109: 1997.
Повторную гибку следует выполнять только в том случае, если она неизбежна и определяется на этапе проектирования. NZS 3109: 1997 и NZS 3101.1 & 2: 2006 Стандарт на бетонные конструкции требует, чтобы повторный изгиб выполнялся указанным способом и в соответствии с требованиями производителя.
Из директив BRANZ, февраль 2016 г.
Роль наклонной арматуры на изгибающую способность балок из нержавеющей стали
Конспект.Широкий спектр применения балок с простой опорой в строительстве всегда вызывал стремление как-то повысить их способность к изгибу с высокой пластичностью. В данном исследовании с этой целью арматурные стержни при сжатии изгибаются под углом 45 ° на 1/3 длины балки с двух концов и подводятся к зоне растяжения. Герметичная резиновая трубка, диаметр которой вдвое больше диаметра стержня арматуры, закрывает наклонную часть, отделяя ее от бетона балки. Это фактически снизит интенсивность напряжений, создаваемых в стержнях выше и ниже нейтральной плоскости, и значительно увеличит изгибную способность балки за счет создания двух сил растяжения и сжатия, действующих противоположно друг другу.Фактически, предлагаемая система может быть определена путем наложения суммы эффектов сжимающих напряжений арматурных стержней над 1/3 концов балки плюс сумма эффектов растягивающих напряжений, создаваемых на 1/3 середина луча. Сжимающее напряжение, создаваемое в верхней части, имеет тенденцию проходить через наклонную часть и достигать растягивающей части, и противоположно действует для растягивающего напряжения, создаваемого в нижней части. Следовательно, очевидно, что сжимающая сила, найденная решением первого уравнения суперпозиции, приложена к средней 1/3 нижней части и вызывает до 25% увеличение способности балки изгибаться.
Ключевые слова: Повышение способности к изгибу, герметичная резиновая трубка, передача напряжений, наклонный стержень арматуры, пластичность.
1. Введение
Существует множество методов увеличения гибкости. Система последующего натяжения для усиления и создания сжимающей силы в растягивающем элементе приведет к снижению предельного напряжения растяжения. были предложены некоторые методы усиления растянутой секции для повышения способности балки изгибаться.В этом исследовании используйте новую арматуру, вспомогательный элемент или первичную сжимающую силу, приложенную к растянутой секции, чтобы повысить изгибную способность [1-3].
2. Литературные системы для увеличения гибкости
Figeys et al. (2008) использовали метод конечных элементов и изучили случай в лаборатории, когда пост-напряженный элемент FRP застрял под бетонной балкой. Они сравнили две похожие балки, одну простую, а другую – усиленную с помощью натянутой плиты FRP, и пришли к выводу, что последняя увеличивает изгибную способность балки примерно на 40%.Достоинствами такой системы являются простота исполнения (по сравнению с предварительно натянутыми кабелями), возможность реализации после того, как балка была построена, и более простое обслуживание. Challal (1991) исследовал стержни, армированные волокном (FRB), и показал, что они уменьшают трещины и повышают прочность на изгиб. Джером и Росс (1999) показали, что балки, армированные FRP, получили почти на 30-70% больше прочности на изгиб, но потеряли около 40% своей пластичности [1, 4].
3. Предлагаемая система увеличения гибкости
Рис.1 показано, что в обычной балке сжимающие и растягивающие напряжения создаются соответственно выше и ниже нейтральной плоскости. На рис. 2, который показывает новую модель балки, совершенно ясно, что наклонная арматура, отделенная от бетона балки, может быть местом, где сжимающее напряжение вверху может быть передано растягивающей арматуре внизу. Рис. 2, который использует метод наложения, показывает, что напряжение, создаваемое в зоне сжатия, и его передача в зону растяжения может несколько уменьшить растягивающее напряжение, создаваемое в растянутом сечении средней балки; обратное также происходит с растягивающим напряжением, создаваемым в зоне растяжения.Это похоже на случай предварительного напряжения, которое вызывает увеличение способности балки изгибаться. Короче говоря, этот метод снижает растягивающее напряжение в средней части балки и увеличивает ее способность к изгибу за счет передачи сжимающей силы, создаваемой в верхней части бетонной балки, на ее нижнюю среднюю треть, где растягивающее напряжение имеет максимальное значение.
Рис. 1. Обыкновенные балочные модели. Показывает количество сжимающих и растягивающих арматурных стержней.
Рис.2. Наложение напряжения, создаваемого в изогнутом стержне арматуры
Более ранние исследования показывают, что были предложены некоторые методы усиления растянутой секции для повышения способности балки к изгибу. В этих исследованиях используется новая арматура, вспомогательный элемент или первичная сжимающая сила, прикладываемая к растянутой секции для повышения способности к изгибу. Общим моментом между настоящими и более ранними исследованиями является то, что в этом исследовании также делается попытка представить новый метод приложения сжимающего напряжения в зоне растяжения для усиления сечения при растяжении.
4. Методология исследования
Для изучения точности и поведения предложенной теории использовались методы конечных элементов (с программным обеспечением ABAQUS) и лабораторные испытания. Образцы балок были построены в IUST, Тегеран, в сентябре 2014 г. и испытаны двумя месяцами позже в BHRC. Диаграммы p-∆ были затем построены для двух образцов балки с сосредоточенными нагрузками в середине пролета (рис. 6-7).
При моделировании использовались поврежденный пластиковый бетон и характеристики бетона 30 МПа для моделирования в программе ABAQUS.Для стержней арматуры учитывались как упругое, так и пластическое состояние; спецификации, используемые в вышеуказанном программном обеспечении, показаны на рис. 3. Результаты относятся к испытаниям экстензометром Φ20 бар, проведенным в лаборатории Школы механики IUST. При моделировании взаимодействия стали и бетона использовалась модель встроенного жесткого элемента, и только наклонная часть была исключена [5-10].
Обычные и новые лабораторные образцы были изготовлены аналогично их аналогам из конечных элементов, но перед укладкой бетона наклонный стержень был покрыт резиновой трубкой, а два конца были заклеены клеем, чтобы предотвратить попадание бетона в трубку (как показано на рисунке). на рис.4). Между тем, для сравнения лабораторных результатов и проверки их точности для каждой модели были изготовлены по два образца пучка. Армированные стержни были типа А-III и прошли экстензометрические испытания [7].
Рис. 3. Диаграмма деформации стального прутка
Рис. 4. Подкрепления в обычных и новых моделях (предлагаемые модели)
Затем кубические образцы были испытаны в структурной лаборатории BHRC при аналогичных нагрузках и граничных условиях; они были раздавлены в день испытаний и на 28-й день возраста бетона с прочностью на сжатие около 30 МПа, и как обычные, так и новые модели были испытаны на 30-й день.В середине пролета на металлической пластине размером 20х20 см помещался 100-тонный домкрат; все вышеупомянутые схемы показаны на рис. 5. До предельной способности к изгибу в упругом диапазоне нагрузка была статической (100 кг / 2 с), после чего в пластическом диапазоне она была изменена на тип смещения (0,05 мм / 2 сек) [7].
Рис. 5. Балка под 100-тонным домкратом и расположение измерителя отклонения и испытательной установки
Когда испытания начались, информация о нагрузке-смещении в середине пролета была передана в регистратор данных для сравнения результатов (показанных в виде кривых p-Δ) с результатами, полученными ABAQUS.Сравнение результатов (балки с балками и лабораторные испытания с ABAQUS) подтверждают точность предложенной теории и моделирования и предоставляют другим исследователям возможность моделирования, заключения и подтверждения этой теории [7, 9].
5. Выводы
Был изучен один образец из каждой модели конечных элементов и два из тестовых моделей, и были построены кривые p-Δ для определения способности каждой модели к изгибу и пластичности. Изгибная способность для упругого, упругопластического и пластического (предельного) состояний показана кривыми p-Δ [6].
Результаты p-Δ и статический анализ конечных элементов (ABAQUS) и лабораторных испытаний показывают, что предельная изгибная способность новой модельной балки на 25% больше, чем у обычной балки. Это видно на рис. 6 и 7, которые сравнивают результаты p-Δ двух моделей пучка; Таким образом, соответствие результатов p-Δ лабораторных испытаний и результатов конечных элементов показывает точность модели ABAQUS до и до предельной прочности на изгиб. Результаты p-Δ лабораторных испытаний новой модели показывают, что после увеличения на 25% способность к изгибу начинает снижаться из-за уменьшения площади (где сталь и бетон разделяются) и уменьшения прочности балки на сдвиг в этой части из-за чрезмерной нагрузки.Рис. 8 показано образование трещин в предельных значениях и времени разрушения новой модели [9].
Рис. 6. Сравнение модифицированных результатов образцов обычной и новой моделей в ABAQUS [9]
Рис. 7. Результаты лабораторных испытаний обычных и новых моделей: кривые p-Δ
Рис. 8. Трещины новой модели (предельная прочность на сдвиг)
6.Выводы
Хотя предварительное натяжение с помощью тросов и последующее натяжение с помощью пластин из стеклопластика, прикрепленных к балке, являются достаточно эффективными и безопасными системами, передача напряжений, благодаря дополнительным исследованиям, может быть еще одним способом увеличения изгибной и несущей способности конструкций. инженерное дело. Мы предлагаем другим исследователям изучить и провести исследования по этой теме, связанной с инженерной структурой. В целом результаты нашего исследования и предложения, которые мы делаем для других коллег, следующие:
1) Чтобы увеличить изгибающую способность балки с простой опорой за счет передачи сжимающего напряжения сжимающей арматуры на растягивающую арматуру, вокруг резиновой трубки имеется слабое место.Чтобы этого не произошло, мы предлагаем увеличить хомуты и площадь поперечного сечения балки в этой части.
2) Передача напряжения от сжимающей арматуры к растягивающей может быть отправной точкой для предмета «увеличения изгибающей способности бетонных балок». В общем, передача сжимающего напряжения на растягивающуюся часть от любого возможного сечения балки может привести к увеличению способности к изгибу. В балках с простой опорой рекомендуется разместить резиновую трубку (шланг) в точке поворота и повторить исследования и испытания.
3) Для оптимизации предлагаемой системы предлагается провести дополнительные исследования по таким темам, как податливость стержней, острие и угол изгиба и т. Д. Скорее всего, если компрессионный стержень согнуть в направлении растягиваемого участка балки в точке его текучести, прирост прочности на изгиб будет больше, но это требует дополнительных исследований.
Диаметр стержняарматурного стержня – ProStructures Wiki – ProStructures
| Продукт (ы): | ПроБетон |
| Версия (и): | CONNECT Edition (10.хх.00.хх) |
| Окружающая среда: | НЕТ |
| Площадь: | Отчетность |
| Подрайон: | Конечное состояние арматуры |
| Автор оригинала | Сандип Кар, Product Advantage Group |
Минимальный диаметр Øm (диаметр оправки), до которого изгибается стержень, называется диаметром пальца. Он должен быть таким, чтобы избежать трещин при изгибе стержня и обеспечить целостность бетона внутри изгиба стержня, где возникают большие силы.Чем меньше диаметр оправки, тем больше эти силы, и, следовательно, бетон может разрушиться, что приведет к разрушению поперечного сечения.
Во время армирования каждый арматурный стержень получил конечные условия, будь то прямой конец или конец с изгибами. Чтобы определить изгибы, у нас есть Pin Diameter, который дает информацию о диаметре изгибов. Иногда один конец получает два диаметра штифта или один диаметр штифта или вообще не имеет диаметра, когда он прямой.
Условия на крючке и на стороне пользователя имеют на одном конце два диаметра штифта. (См. Изображение ниже, поля 1 и 4)
При публикации расписания гибки стержней в нем должна быть определенная переменная, чтобы эта информация могла быть вызвана в отчет. Чтобы предоставить решение для этого, возможно, что мы можем иметь переменные в наших файлах lst, например,
1] PinDiaStart1
2] PinDiaStart2
3] PinDiaEnd1
4] PinDiaEnd2
В этом документе на примере объясняется, как эти диаметры штифта распределяются на концах и какой конец указывает, какой диаметр штифта.
Чтобы объяснить это более простым способом, ниже представлены четыре примера арматурного стержня с разными конечными условиями, которые также показывают разные концы начального и конечного диаметра штифта.
Пример 1:
Крючок на одном конце и прямой на другом конце
Пример 2
Крючок на одном конце и крючок 135 ° на другом конце
Пример 3
Крюк 135 ° на одном конце и условие пользователя на другом конце
Пример 4
Перехватчик на одном конце и условие пользователя на другом конце
Теперь, если мы опубликуем График гибки стержня, мы увидим диаметр штифта и сможем понять, какой диаметр штифта указывает на какой конец.
Пруток изгиба График:
Это полное объяснение диаметра штифта на разных концах.
Лучшие практики по армированию стали – Национальная ассоциация сборного железобетона
Кайла Хэнсон, П.Е.
Бетон по своей природе прочный, долговечный и упругий материал; однако его наиболее впечатляющая сила проявляется в сжатии. Его прочность на растяжение, как правило, составляет лишь 10% от того, что он способен выдержать при чистом сжатии.Напротив, сталь демонстрирует невероятную прочность на растяжение и ограниченную прочность на сжатие. Когда эти материалы используются вместе стратегически, каждая из их самых сильных сторон активируется, и в результате получается уникально способный и чрезвычайно прочный строительный материал: железобетон.
Как и в любом процессе проектирования и производства, при закупке, хранении и производстве материалов необходимо проявлять осторожность, чтобы оптимизировать преимущества бетона и стали вместе.
Заготовка материалов
Независимо от того, использует ли ваш завод традиционный черный стержень, арматуру с эпоксидным покрытием, сварную проволочную ткань или сетку или другие типы армирования, сначала убедитесь, что сертификат арматурного завода для каждой поставки показывает, что материал соответствует применимому стандарту ASTM.Наиболее часто упоминаемые стандарты арматуры для сборного железобетона:
- ASTM A615 , «Технические условия на деформированные и плоские стержни из углеродистой стали для армирования бетона»
- ASTM A706 , «Технические условия на деформированные и плоские стержни из низколегированной стали для армирования бетона»
- ASTM A775 , «Технические условия на стальные арматурные стержни с эпоксидным покрытием»
- ASTM A1064 , «Технические условия для армирования проволоки из углеродистой стали и сварной проволоки, плоской и деформированной, для бетона»
Эти стандарты гарантируют, что в ваших железобетонных изделиях будет использоваться арматурный материал неизменно высокого качества.Для проектов, соответствующих Закону о закупках в Америке, также очень важно, чтобы в полученной документации на стальную арматуру четко указывалась страна происхождения.
Хранилище
Защита от загрязнений
Связь между арматурой и окружающим бетоном имеет решающее значение для характеристик железобетонного изделия и способности стали «активироваться» при необходимости. Нарушение связи между двумя материалами не позволит конструкции вести себя так, как задумано.
Независимо от типа арматуры, времени года или места хранения, все арматуры должны храниться на возвышении от земли, предпочтительно на стеллажах или на опорных площадках, которые достаточно поддерживают арматуру и предотвращают ее значительный прогиб. Когда арматура соприкасается с землей, загрязнения, такие как пыль, грязь и масло, могут прилипать к поверхности арматуры и снижать ее способность связываться с бетоном. См. Статью Precast Inc. «Связь, армирующая связка» для получения дополнительной информации. я
Защита от непогоды
Если расположение завода позволяет, подумайте о хранении арматуры в помещении или под навесом, чтобы защитить ее от непогоды. Ограничение количества подверженных воздействию солнца, дождя, снега, льда и колебаний температуры уменьшит количество атмосферных воздействий и окисления, которые сталь будет испытывать перед использованием. Арматура с эпоксидным покрытием особенно подвержена разрушению и должна храниться в помещении или под брезентом или другими средствами, обеспечивающими защиту от ультрафиолетовых лучей солнца, независимо от времени года.
Знать допустимые уровни окисления
Некоторое количество арматуры может быть отправлено поставщиком с небольшими пятнами окисления. Шероховатые или неровные стальные поверхности могут улучшить сцепление с бетоном, поэтому незначительное окисление действительно может улучшить прочность сцепления. Однако, если на арматуре появляются признаки ржавчины до такой степени, что площадь поперечного сечения стержня оказывается даже незначительной, арматуру использовать нельзя.
Обеспечение простой идентификации
Все арматурные материалы – пучки, маты или бухты – всегда должны быть легко идентифицированы, пока у вас есть материал.Идентификационная бирка, прикрепляемая к отгрузке, которая показывает наименование поставщика, марку стали, размеры и / или размер стержня, номер плавки и другую информацию, должна оставаться прикрепленной к поставке до использования последней детали.
Производство
Знать основные допуски
Вся арматура должна изготавливаться в соответствии с подробным документом по стальному плану, в котором также должны быть указаны допуски на размеры стали, включая припуски на длину и интервалы. Некоторые стандарты ASTM, а также ACI 318 «Требования строительных норм и правил для железобетона» определяют допуски для конкретных продуктов.Однако в некоторых проектах или юрисдикциях указываются разные допуски, поэтому в проектной документации обязательно четко указывается управляющая схема допусков.
Утвердить любые изменения
Любая замена арматуры или отклонение от подробных документов плана стали – по размеру стержня, количеству стержней, марке стали, расстоянию между стержнями, типу стыка и т. Д. – должны быть рассмотрены и утверждены соответствующим персоналом завода. Использование стержня большего размера или уменьшение расстояния между стержнями не всегда соответствует более прочной конструкции, поэтому даже малейшее изменение или незначительная замена должны быть одобрены, прежде чем приступать к изменению.
Дважды отмерьте, один раз отрежьте и согните
Будьте осторожны при измерении, резке и гибке арматуры для обеспечения точности. Сгибание или выпрямление арматуры в очень холодную погоду обычно требует предварительного нагрева стержней для предотвращения растрескивания или хрупкого разрушения. Большинство прутков можно разрезать до нужного размера с помощью кислородно-ацетиленовой горелки или даже болторезного станка. Прутки с эпоксидным покрытием следует резать пилой с алмазным наконечником, а не резать пламенем.
Рисунок 1: Стандартные детали крюка и изгиба CRSI в соответствии с ACI 318
Использование шаблонов армирования или приспособлений для часто используемых или стандартных конструкций может помочь ускорить процесс резки, компоновки и сборки арматуры, а также снизить вероятность ошибки, связанной с человеческим фактором.
Вся арматура должна изгибаться в соответствии со стандартными производственными методами CRSI и RSIC / IAAC. Уделите особое внимание минимальным диаметрам изгиба и размерам крюка, связанным с различными размерами стержней, длиной и типами стали, которые установлены CRSI и RSIC / IAAC и ссылкой ACI 318. ii Следует проявлять осторожность в процессе гибки, чтобы обеспечить необходимый изгиб достигается с первой попытки, вместо того, чтобы пытаться повторно согнуть штангу до нужного радиуса, так как изгиб штанги вперед и назад несколько раз может снизить ее целостность.
Если конструкция, спецификации проекта или подробные планы арматурной стали требуют изгиба арматурной стали вокруг угла, замена прямых участков, связанных или сваренных вместе, не является приемлемой практикой.
Обеспечение жесткости сборки
Арматурные каркасы, стержневые маты и другие конфигурации должны быть изготовлены в виде жестких сборок, что означает, что они сохранят свою форму, размеры, расстояние и целостность во время манипуляций, транспортировки, позиционирования в форме и во время укладки бетона.Жесткие сборки достигаются путем связывания проволокой, зажима пластиковыми зажимами или сварки, если это разрешено. Рекомендуется обильно использовать стяжную проволоку, зажимы и сварные швы. При использовании стяжек для сборки арматуры с эпоксидным покрытием убедитесь, что используются только стяжки с эпоксидным покрытием.
Сварку с умом
Как правило, арматура, соответствующая стандарту ASTM A615, считается несвариваемой, если для определения пригодности сварки не выполняются расчеты углеродного эквивалента. При условии, что эквивалентное содержание углерода находится в пределах целевого диапазона, установленного Американским сварочным обществом D1.4, «Правила по сварке конструкций – стальные арматурные стержни», стержни можно сваривать. Если углеродный эквивалент выходит за пределы заданного диапазона, стержни все же можно сваривать, если арматура предварительно нагрета соответствующим образом. Ознакомьтесь с разделом 4.2.2 Руководства по контролю качества NPCA, чтобы найти рекомендации, применимые уравнения и целевые диапазоны. Арматура, соответствующая стандарту ASTM A706, считается свариваемой без проведения расчетов углеродного эквивалента. Он менее хрупкий из-за более низкого содержания углерода и поэтому считается приемлемым для сварки.
Кроме того, арматура, которая будет свариваться при температуре ниже 32 F, должна достигать 70 F до и во время сварки. При сварке арматуры любого типа будьте осторожны, чтобы не прожечь арматуру и не вызвать подрезы, которые нарушают целостность стали и уменьшают площадь поперечного сечения стали. Дополнительные сведения см. В статье Precast Inc. «Практикуйте то, что вы проповедуете: советы по сварке арматурного стержня». iii
Арматура с эпоксидным покрытием, соответствующая стандартуASTM A775, также может быть сварена, однако это требует особого внимания к деталям, чтобы обеспечить прочный сварной шов и адекватный ремонт эпоксидного покрытия.См. Статью Precast Inc. «Работа с арматурой с эпоксидным покрытием» для получения дополнительной информации. iv
Соблюдайте инструкции по сварке внахлест
Соединение внахлестку позволяет соединить две длины арматуры или два конца арматуры сварной проволокой, чтобы они действовали как одна непрерывная секция арматуры. Минимальная длина стыка внахлест определяется ACI 318 и зависит от прочности бетона, марки стали, размера арматурных стержней и расстояния между ними. Особое внимание необходимо, чтобы сращенная арматура работала так, как задумано.Дополнительную информацию см. В документе CRSI «Введение в соединения стальных арматурных стержней». v
Устраните повреждения и следите за предупреждающими знаками
Любые поврежденные участки на арматуре с эпоксидным покрытием должны быть отремонтированы с помощью соответствующего материала для ремонта в соответствии с рекомендациями производителя материала для ремонта. Когда арматура с эпоксидным покрытием разрезается или сваривается, необходимо ремонтировать оба отрезанных конца и поврежденное эпоксидное покрытие возле сварного шва.
При гибке стержней учитывайте температуру стали, а также температуру окружающей среды. Следите за небольшими трещинами в стали по радиусу изгиба и выбросьте любую скомпрометированную арматуру.
Сочетание лучшего из обоих материалов
В железобетоне нет ничего нового. Строительный раствор и бетон, армированные такими материалами, как солома и волосы, использовались на протяжении тысячелетий. Однако только в недавней истории два важнейших искусственных материала на Земле были объединены для создания современного железобетона.Особое внимание к правильному обращению со сталью, безопасному хранению и изготовлению стали с вниманием к деталям поможет оптимизировать характеристики этих материалов и создаваемых ими конструкций.
Пришло время ознакомиться с передовыми методами армирования на вашем предприятии.
Кайла Хэнсон, P.E. является директором технических служб NPCA.
Артикул:
i https://precast.org/2017/07/bond-reinforcement-bond/
ii http: // resources.crsi.org/index.cfm/_api/render/file/?method=inline&fileID=2CF0D551-FF69-58F7-140FBB7FB75FED71
iii https://precast.org/2017/09/practice-preach-tips-welding-rebar/
iv https://precast.org/2015/09/working-with-epoxy-coated-rebar/
v https://www.crsi.org/resources/technical/pdf/crsi-tech_note_etn-e-1- 13.pdf
Практические советы 11 | Производительность здания
Этот практический совет издается в качестве руководящей информации в соответствии с разделом 175 Закона о строительстве 2004 года и, если он используется, не освобождает какое-либо лицо от обязанности рассматривать любой вопрос, к которому относится информация, в зависимости от обстоятельств конкретного дела.Этот документ не является документом соответствия с точки зрения Закона и не заменяет профессиональную консультацию.
Основные моменты
- Влияние низких температур: включено предупреждение о том, что рабочая температура арматуры класса 500E, будь то MA или QT, не должна быть ниже минус 10 ° C для стержней диаметром 25 мм и 32 мм и минус 20 ° C для прутков диаметром 20 мм и меньше для изгиба меньше минимального диаметра.
- Диаметр изгиба: Минимальные диаметры изгиба, указанные в NZS 3101: 2006, подходят для классов прочности 500E MA и QT для указанных выше рабочих температур.
- Пластичность стержня: Испытанные стержни класса 500E MA и QT показывают аналогичную упругость при изгибе и выпрямлении.
- Холодная повторная гибка / правка класса 500E MA и QT не разрешена NZS 3109.
- Сварка класса 500E QT не разрешена NZS 3109.
- Прихваточная сварка: AS / NZS 1554.3 Пункт 3.3.1 не разрешает прихваточную сварку любой арматурной стали, используемой в конструкционных / сейсмических целях, будь то класс 500E или класс 300E.
- Следует избегать сварочных работ марки 500E MA.
- Заводская сварка (но не прихваточная сварка) марки 500E MA считается приемлемой при условии, что представлены доказательства того, что используемые процедуры не влияют на соответствие арматуры AS / NZS 4671. Средства демонстрации соответствия представлены в AS / NZS 1554.3 ” Сварка конструкционной стали – Сварка арматурной стали ».
- Bendometer: изображение было включено, чтобы показать, как bendometer будет способствовать правильному изгибу арматуры.
- Руководство по передовой практике для проектировщиков, органов по выдаче разрешений на строительство и подрядчиков: представление было упрощено, а объем расширен.
Предпосылки
Начиная с 2003 года, когда возникла обеспокоенность по поводу характеристик арматурной стали класса 500E, Управление строительной промышленности и тогдашнее Департамент строительства и жилищного строительства провели исследования и проинформировали промышленность о характеристиках материала и передовой практике в его использование. Были выпущены следующие публикации:
После выпуска этого материала на рынке поставок арматуры класса 500E произошли значительные изменения, в результате чего информация в таблице связана с практическим советом No.7 устарело. В результате было опубликовано обновление рынка. Также было проведено заказанное нами исследование влияния диаметра изгиба и температуры на пластичность арматуры класса 500E, что подтвердило соответствие диаметров изгиба, указанных в NZS 3101, по крайней мере, для температур до минус 10 ° C и применимо к как микролегированные (MA), так и закаленные и отпущенные (QT) типы.
Подробный документ с описанием исследования был опубликован на нашем веб-сайте и опубликован в Журнале Общества инженеров-строителей Новой Зеландии, том 21, No.2, сентябрь 2008 г.
Обновление рынка прекращено
Ранее опубликованное обновление рынка было прекращено. Конструкторы и строители должны убедиться, что определенные арматурные стали в каждом проекте соответствуют требованиям AS / NZS 4671: 2001. Выборочное тестирование образцов, доставленных на объект, рекомендуется либо напрямую, либо через одну из компаний по обеспечению качества, либо через сертификацию продукции.
Выпуск Market Update был прекращен, поскольку он не является основным видом деятельности MBIE, и растет число импортеров, запрашивающих включение в Market Update.В настоящее время существует ряд сторонних агентств по обеспечению качества, работающих с арматурной сталью, которые поставщики могут использовать для выполнения своих требований по обеспечению качества.
Раздел A: Обзор свойств и характеристик
Приведенные значения являются «характерными» свойствами из AS / NZS 4671. Результаты испытаний должны соответствовать требованиям Приложения B к AS / NZS 4671 (В этом Приложении изложены протоколы испытаний и критерии приемки (Например, пункт B4.1.2 допускает выход одного результата испытания за пределы установленных пределов характеристик).
| * | Марка 500E MA | Марка 500E QT | Марка 300E |
|---|---|---|---|
| Марка стали | NZS 3101: 2006 требует, чтобы арматурная сталь соответствовала AS / NZS 4671: 2001. «E» означает «Землетрясение». Эти марки стали специально разработаны для обеспечения пластичности, необходимой для работы в сейсмических условиях. | ||
| Производственный процесс | Процесс микролегирования (MA): микроэлементы, такие как ванадий и титан, используются для обеспечения прочности и пластичности. | Процесс закалки и отпуска (QT): закалка на линии и самоотпуск для обеспечения прочности и пластичности. | Углеродистая сталь с низким пределом прочности и максимальной пластичностью, обеспечивающая простоту формования и надежность в обращении. |
| Основные характеристики | Свойства однородные по поперечному сечению стержня. | Наружная часть поперечного сечения стержня тверже и прочнее, чем пластичная внутренняя часть. | Свойства однородные по поперечному сечению стержня.Меньшая прочность, но большая пластичность и свариваемость, чем у сплава 500Е. |
| Химические, механические и габаритные требования (из AS / NZS 4671: 2001) | |||
| Углеродный эквивалент (%) (максимум) (см. Таблицу 1 в AS / NZS 4671) | 0,49 (анализ литья), 0,51 (анализ продукта) | 0,43 (литой), 0,45 (продукт) | |
| Предел текучести (Рек.Л и Рек.У) | от 500 МПа до 600 МПа | от 300 МПа до 380 МПа | |
| Отношение предела прочности к пределу текучести | 1.От 15 до 1,40 | от 1,15 до 1,50 | |
| Равномерное удлинение (измерено при максимальном усилии или после разрушения) | 10% минимум | 15% минимум | |
| Заводские испытания на изгиб | Диаметр до 16 мм включительно: A) Изогните на 90 ° вокруг 4-го стержня. Б) Возраст и крут. C) Наклонитесь назад, чтобы стать прямым. D) Нет видимых следов трещин. | ||
| диаметром 20 мм или больше: A) Изогните на 180 ° вокруг 4-го стержня.Б) Нет видимых следов трещин | |||
| Размерные характеристики | См. AS / NZ 4671, разделы 7.3, 7.4 и 7.5 | ||
| Коэффициенты избыточной прочности (NZS 3101) | |||
| Балки | 1,40 | 1,25 | |
| Колонны | 1,35 | 1,25 | |
Раздел B: Минимальные диаметры изгиба
(Из таблиц 8.1 и 8.2 и пункта 8.4.2 NZS 3101: 2006)
A.Основные стержни
| f y (МПа) | стержень d b (мм) | Обычный | Деформированный | Оцинкованный |
|---|---|---|---|---|
| 300 или 500 | от 6 до 20 | 5д б | 5д б | |
| от 24 до 40 | 6d b | 6d b | ||
| от 6 до 16 | 5д б | |||
| от 20 до 40 | 8д б |
Б.Хомуты и стяжки
| f y (МПа) | Пруток d b (мм) | Обычный | Деформированный | Оцинкованный |
|---|---|---|---|---|
| 300 или 500 | от 6 до 20 | 2d b | 4д б | |
| от 24 до 40 | 3d b | 6d b | ||
| от 6 до 16 | 5д б | |||
| от 20 до 40 | 8д б |
Примечания
- Деформации могут вызывать концентрацию напряжений во время изгиба, следовательно, для деформированных стержней требуется больший диаметр изгиба.
- Для оцинкованных стержней требуются большие диаметры, чтобы уменьшить эффекты деформационного старения и избежать водородной хрупкости. Это применимо независимо от того, изгибаются ли стержни до или после цинкования.
Изгиб для проверки изгиба арматуры
Насечка на каждом диске измеряет диаметр стержня. Диаметр диска – это необходимый диаметр изгиба деформированной основной балки.
Раздел C: Процессы изготовления – Консультации
| Марка 500E MA | Марка 500E QT | Марка 300E | |
|---|---|---|---|
| Начальная гибка (согласно NZS 3101) | Соблюдайте NZS 3109 (Используйте подходящие инструменты.Предотвратить зарубки. Соблюдайте минимальный диаметр изгиба.) Изгибайте при температуре выше 5 ° C. (См. Примечание 1) | Соблюдайте NZS 3109 (Используйте соответствующие инструменты. Избегайте образования надрезов. Соблюдайте минимальный диаметр изгиба.) Изгибайте при температурах выше 5 ° C. (См. Примечание 1) | Соблюдайте NZS 3109 (Используйте соответствующие инструменты. Избегайте образования надрезов. Соблюдайте минимальный диаметр изгиба.) Изгибайте при температурах выше 5 ° C. (См. Примечание 1) |
| Повторная гибка или правка (холодная) | Не допускается * (см. Примечание 2) | Не допускается * (см. Примечание 2) | Избегать * (см. Примечание 2) |
| Стыковая сварка | Избегать * (см. Примечание 3) | Не допускается * (см. Примечание 3) | Избегать * (см. Примечание 3) |
| Сварка внахлест | Избегать * (см. Примечание 3) | Не допускается * (см. Примечание 3) | Избегать * (см. Примечание 3) |
| Прихваточная сварка (на стержнях, критичных к характеристикам конструкции) | Не допускается * (см. Примечание 4) | Не допускается * (см. Примечание 4) | Не допускается * (см. Примечание 4) |
| Цинкование | Обратитесь к поставщику (см. Примечание 5) | Обратитесь к поставщику (см. Примечание 5) | Обратитесь к поставщику (см. Примечание 5) |
| Нарезание резьбы | Соблюдайте осторожность (см. Примечание 6) | Избегать * (см. Примечание 6) | Соблюдайте осторожность (см. Примечание 6) |
Примечания
- Исследования, проведенные для бывшего отдела (см. MBIE корпоративный) показали пластичное поведение стержней класса 500E, которые были изогнуты при температуре выше 10 o C.Ожидается, что изгиб при температурах, которые могут возникнуть на объектах в Новой Зеландии, не окажет значительного влияния на механические свойства.
- На прочность и пластичность нельзя полагаться после холодной повторной гибки или правки 500E MA или 500E QT. Для горячей повторной гибки 500E MA доступны специальные процедуры (см. NZS 3109), но они требуют тщательного контроля и надзора, помимо тех, которые обычно доступны на строительных площадках. Сплав 300E более устойчив к изгибу из-за его более высокой способности к равномерному удлинению и более низкой скорости деформационного упрочнения.NZS 3109 разрешает холодный повторный изгиб материала класса 300E, но нам не известны какие-либо испытания, показывающие, что прочность и пластичность после изгиба соответствуют требованиям AS / NZS 4671.
- Вся сварка должна соответствовать AS / NZS 1554.3. Обратите особое внимание на требования Приложения E к AS / NZS 1554.3. На строительных площадках трудно обеспечить соответствие AS / NZS 1554.3, поэтому следует избегать сварки на месте. Если возникает необходимость в сварке на месте, необходимо приложить особые усилия для достижения соответствия.Сварка марок 500E MA и 300E может быть разрешена при условии, что используемые процессы последовательно показывают, что после сварки арматурная сталь, включая сварочный материал, соответствует NZS 4671. Сварка марки 500E QT не разрешена NZS 3109 из-за ее неоднородное поперечное сечение – трудно предсказать влияние на прочность и пластичность.
- AS / NZS 1554.3 Пункт 3.3.1 требует, чтобы сварка «не должна существенно уменьшать поперечное сечение арматурной стали и отрицательно влиять на ее прочность».То же самое и с пластичностью. Прихваточные швы почти наверняка негативно повлияют на критические свойства стальной арматуры, и их следует рассматривать как недопустимые для арматуры класса 500E или класса 300E, которая предназначена для противодействия структурным или сейсмическим воздействиям. Прихваточная сварка требует особой осторожности и, если ее невозможно избежать, должна выполняться только на стержнях, которые не критичны для характеристик конструкции.
- Уточните у производителей стали Grade 500E (MA или QT) или Grade 300E, что на свойства не влияет конкретный процесс цинкования, который будет использоваться.Например, для 500E QT температура самоотпуска во время производства должна превышать температуру цинкования.
- Нарезание резьбы на любой планке уменьшает доступную площадь сетки и может вызвать концентрацию напряжений. Поскольку внешняя часть стальных стержней QT отличается от материала сердечника, влияние резьбы на общие свойства стержня трудно определить с уверенностью.
* Соответствие стандартам Новой Зеландии: «Не разрешено» означает, что такая практика не разрешена соответствующим стандартом Новой Зеландии.«Избегать» означает, что такая практика разрешена соответствующим стандартом Новой Зеландии при определенных обстоятельствах, но ее следует избегать при обычной строительной практике.
Раздел D: Руководство по надлежащей практике
| Вопрос | Рекомендованные действия: | ||
|---|---|---|---|
| Проектировщики | Строительные органы согласия | Строители и производители | |
| Сталь правильного сорта? | Выберите класс 500E или класс 300E в соответствии с конкретными условиями проекта (арматура класса 300E имеет большую пластичность и ударную вязкость, а также более низкий предел избыточной прочности, чем класс 500E (MA или QT). Узнайте наименование производителя, производственный процесс и средства идентификации. | Убедитесь, что марки стали использовались правильно и четко указаны. Убедитесь, что процессы производства и строительства соответствуют разрешенному использованию продукта. | Проверьте маркировку при доставке. Четко обозначьте различные марки армирования. Избегайте путаницы. В случае сомнений проконсультируйтесь с дизайнером. Сообщайте дизайнеру и нам о любых проблемах или незнакомой маркировке стержней. |
| MA или QT? | Используйте Раздел C данного Практического руководства, чтобы решить, подходит ли MA и / или QT для вашего проекта. Определите любые ограничения на использование. | Ищите четкие заявления о том, что MA, QT или оба являются приемлемыми, а также какие-либо особые ограничения на использование. | Проверить спецификацию. Перед заказом подтвердите приемлемость MA и / или QT. Не заменяйте MA вместо QT или QT на MA без разрешения разработчика. Соблюдайте особые ограничения по использованию. |
| Достаточная прочность и пластичность? | Укажите арматурную сталь в соответствии с AS / NZS 4671 класс 500E или класс 300E. Укажите приемлемые методы изготовления (MA или QT). Требовать и получать доказательства того, что поставляемая арматурная сталь соответствует требованиям AS / NZS 4671. Провести независимые испытания слитков и / или изучить записи поставщика, если необходимо убедиться в их соответствии. | Убедитесь, что марки стали указаны надлежащим образом и подходят для предполагаемого использования. Проверить, требует ли спецификация производства сертификатов или проведения испытаний. Проверьте, требует ли спецификация соответствия стандарту Новой Зеландии для производства, AS / NZS 4671. | Убедитесь, что у вас есть указанный продукт и вы уверены, что он соответствует AS / NZS 4671, класс 500E или класс 300E. Подтвердите правильность маркировки стержней. В случае сомнений проконсультируйтесь с дизайнером. Подтвердите, что предоставленный сертификат прокатного стана является правильным для партии арматуры, предоставленной для проекта, и свидетельствует о соответствии.В случае сомнений не принимайте доставку и обратитесь к дизайнеру. |
| Влияние низкой температуры? | Обратитесь за советом, если рабочая температура арматуры класса 500E будет ниже минус 10 o C. | Обратитесь к проектировщику, если рабочая температура арматуры класса 500E будет ниже минус 10 o C. | Имейте в виду, что арматура класса 500E становится более хрупкой при понижении температуры.Обратитесь к проектировщику, если рабочая температура арматуры класса 500E будет ниже минус 10 o C. |
| Примечание Деформации, возникающие в процессе гибки, снижают доступную пластичность. Это подчеркивает важность гибки для получения правильного диаметра и опасность повторного изгиба. Операция гибки должна выполняться при разумных температурах окружающей среды, скажем, 20 o ° C. В диапазоне от -10 до ° C и + 100 ° C ° C температура операции гибки не будет иметь значительного влияния на механические свойства. | |||
| Правильный диаметр изгиба? | При отображении деталей армирования (например, в поперечных сечениях) нарисуйте все арматурные стержни и сгибы в масштабе с правильным диаметром сгиба. Воспроизведите или обратитесь к таблице изгиба стержней в NZS 3101 или NZS 3109. Поощряйте использование бендометров. | Убедитесь, что указанные требования к изгибу арматурных стержней приводят к правильному диаметру изгиба. Поощряйте использование бендометров. | Подтвердите правильный изгиб стержней перед приемкой поставки на место.Обратите внимание на неправильный изгиб стартовых стержней в сборных железобетонных элементах, доставленных на объект. Согните до нужного диаметра. Используйте бендометр. Отбраковывать стержни, согнутые слишком сильно по диаметру. |
| Повторная гибка? | Конструкция, исключающая повторное изгибание. Если повторный изгиб неизбежен, используйте сталь марки 300Е, а не 500Е. Не допускайте холодного повторного изгиба арматуры класса 500E. Включите в чертежи и спецификации утверждения, указывающие на то, что повторно изогнутая арматурная сталь класса 500E будет отклонена. При осмотре на месте ищите поврежденные / повторно изогнутые стержни. При необходимости потребовать корректирующих действий. | Обратитесь к проектировщику, если очевидно, что арматуру класса 500E необходимо повторно согнуть. Поощряйте дизайнеров избегать повторного изгиба и, если это неизбежно, использовать Grade 300E. Не допускайте холодного повторного изгиба арматуры класса 500E. Проверьте чертежи и спецификации на наличие утверждений, указывающих на то, что повторно изогнутая арматурная сталь класса 500E будет отклонена. При осмотре на месте ищите поврежденные / повторно изогнутые стержни.Уведомить строителя. Требуйте, чтобы проектировщик рассмотрел необходимость корректирующих действий. | Обратитесь к проектировщику, если очевидно, что арматуру класса 500E нужно будет повторно согнуть. Не допускайте повторной сгибания стали класса 500Е. Не допускайте холодного повторного изгиба арматуры класса 500E. Не поощряйте повторное изгибание арматуры при любой возможности. Следуйте чертежам и спецификациям. При осмотре на месте ищите поврежденные / повторно изогнутые стержни. Направьте экземпляры к проектировщику и примите меры по устранению недостатков в соответствии с инструкциями. |
| Сварка? | Конструкция, исключающая сварку арматурных стержней. Если возникает необходимость в сварке, четко укажите процедуры сварки. Должны выполняться требования AS / NZS 1554.3, особенно требования Приложения E. Не указывайте сварку арматурного стержня QT. Спроектируйте и определите, чтобы избежать прихваточных швов к любой арматуре, которая играет важную конструктивную роль. Следите за экземплярами на месте, которые могут снизить прочность затронутых стержней до опасного уровня. | Проверьте наличие требований к сварке арматурных стержней и убедитесь, что указаны соответствующие процессы. Следите за случаями сварки прихваточными швами на месте, которые могут снизить прочность поврежденных стержней до опасного уровня. Передайте экземпляры дизайнеру. | Запрещается сваривать арматурные стержни без специального разрешения проектировщика. Следуйте указанным процедурам. Полностью соблюдайте требования Приложения E к AS / NZS 1554.3. Запрещается сваривать арматурные стержни класса 500E QT. Следуйте спецификации. Не приваривайте прихваточным швом к арматуре, которая важна для конструкции. В случае сомнений обратитесь к проектировщику. Прихваточная сварка может снизить прочность поврежденных стержней до опасного уровня. Если прихваточная сварка сделана случайно, известите проектировщика и будьте готовы заменить поврежденные стержни. |
| Проблемы? | Сообщайте о любых проблемах или поломках поставщику, производителю и в компанию MBIE. | Сообщайте о любых проблемах или поломках разработчику, поставщику, производителю и в компанию MBIE. | Сообщайте о любых проблемах или поломках разработчику, поставщику, производителю и в компанию MBIE. |
| Сварная сетка? (сетка) | Не используйте сварную проволочную сетку, если: 1. Ожидается, что он не будет уступать в предельном состоянии здания, или 2. Податливость или разрыв не повлияют на структурную целостность. Вместо этого используйте арматуру класса 300E или 500E. | Убедитесь, что сварная проволочная сетка не используется, за исключением случаев, когда: 1. Ожидается, что он не будет уступать в предельном состоянии здания, или 2. Податливость или разрыв не повлияют на структурную целостность. В случае сомнений обратитесь к проектировщику. | Имейте в виду, что сварную проволочную сетку нельзя использовать, если: 1. Ожидается, что он не будет уступать в предельном состоянии здания, или 2. Податливость или разрыв не повлияют на структурную целостность. Если у вас есть сомнения, попросите проектировщика подтвердить, что использование сварной проволочной сетки допустимо. |
Дополнительная информация
- Департамент строительства и жилищного строительства, 2008. Арматурная сталь класса 500E – испытания микролегированных и закаленных и отпущенных образцов доступны в Новой Зеландии. Отчет
- по армированию класса 500E, июль 2005 г. [PDF 4,5 MB]
- Beca Consultants, 2004. Использование арматурной стали марки 500E в Новой Зеландии; Обзор действующих стандартов.Отчет подготовлен для Управления строительной индустрии, июль.
Ссылки – Стандарты:
- AS / NZS 1554. Часть 3: 2014: Сварка конструкционной стали – Сварка арматурной стали
- NZS 3101: 2006: Стандарт на бетонные конструкции
- NZS 3109: 1997 Бетонная конструкция
- AS / NZS 4671: 2001: Стальные армирующие материалы
Все указания, относящиеся к структуре B1
График гибки прутка: подготовка, применение и стандарты
На строительной площадке существуют различные системы контроля / обеспечения качества, обеспечивающие эффективную реализацию проекта.Одним из них является График изгиба стержня (BBS). Спецификация изгиба стержней – это документ, в котором отображается список элементов конструкции, метка стержня, тип армирования, размер стержня, количество стержней для каждого элемента, длина резки, общая длина, форма и расположение / интервалы / положение всех арматурных элементов в рабочий чертеж.
График гибки стержней обеспечивает наиболее эффективное выполнение резки, гибки и укладки арматуры на месте. Это также помогает избежать чрезмерных потерь арматуры, сводя к минимуму количество бесполезных обрезков.Документ подготовлен таким образом, чтобы требования и спецификация армирования могли быть распознаны и применены без путаницы на месте. Выдается для различных конструктивных элементов, таких как железобетонные балки, колонны, плиты, фундамент, лестница и др.
В Нигерии таблица со списками стандартных кодов формы, приведенными в BS8666, не обязательно соответствует стилю, используемому на нигерийских строительных площадках. Некоторые модификации обычно вносятся, чтобы избежать путаницы, ошибок и уменьшить рабочую нагрузку / усилия монтажников (станков для гибки чугуна).Детейлерам очень свойственно рисовать на документе фактическую форму изгиба вместо того, чтобы ссылаться на стандартный код формы.
Читайте также…
Составление графика гибки стержней для плит
Стандарты структурного проектирования и детализации в Нигерии
Невозможно переоценить важность графика гибки стержней на строительной площадке. Некоторые из них включают:
- Служить в качестве контрольного документа для технического специалиста, инспекторов, специалистов по ремонту и инженеров-конструкторов по армированию
- Для количественной оценки материалов инспектором по количеству во время предконтрактных и постконтрактных операций
- Для оказания помощи специалисту по гибке и ремонту стали
- Ускорение строительства и авторского надзора;
- Для планирования, выявления несоответствий и экономии затрат при обращении с подкреплением.
Составление графика гибки стержня не должно быть случайным. Начать следует с соответствующей проработки чертежей деталей арматуры. Обо всех несоответствиях или ошибках (например, повторяющихся следах стержней для стержней разных типов), обнаруженных на чертеже, следует сообщать специалисту по деталям, потому что, насколько это возможно, детали структурного чертежа и график гибки стержней должны быть синхронизированы.
Основные контрольные списки перед началом BBS включают, но не ограничиваются, следующее:
- Проверить бетонное покрытие каждой грани
- Проверить длину притирки на наличие напряжений и сжатых стержней каждого элемента конструкции
- Проверить направление изгиба каждого стержня
- Сгруппировать каждую структурную единицу и этаж за этажом. Например, все элементы первого этажа должны быть запланированы до перехода на следующий этаж, а все основания должны быть завершены до перехода к стартовым колоннам.
- Маркировка стержня должна начинаться с 01 и последовательно увеличиваться.
- Хорошее знание деталей и соображений, влияющих на практическую конструкцию.
Также очень важно знать стиль, используемый рисовальщиком, и его соответствующее значение в стандартной практике детализации. Например, при детализации плиты перекрытия стандартный метод и соответствующий предпочтительный стиль в Нигерии следующие:
Британский стандарт
Низ (лицевая сторона): B1 (внешний слой) и B2 (второй слой)
Верх (лицевая сторона): T1 (внешний слой) и T2 (второй слой)
Нигерийский стиль
B1 = Bottom Bottom (BB) или Bottom (B)
B2 = Bottom Top (BT) или Near Bottom (N)
T1 = Top Top (TT) или Top (T)
T2 = Top Bottom (TB) или Near Top (NT)
Однако обычно в примечаниях к проектированию используются обозначения, используемые в деталях конструкции.
Например, основной стержень плиты обычно обозначается как 12h22-01-250B1 в соответствии со стандартом. Однако общепринятое обозначение, используемое в Нигерии, – 12Y12-01-250 BB, что означает 12 номеров высокопрочных деформированных стержней номинального размера 12 мм на расстоянии 250 мм от центра к центру в нижнем нижнем слое. Отметка полосы – -01- (Примечание: BB – это то же самое, что и нижний внешний слой). Может быть, не так уж много различий в обозначениях, основанных на том, что видно выше, но для специалиста по деталям очень важно ознакомиться с местными стандартами.
Разделы графика гибки стержня
Типичная BBS содержит заголовок и раздел расписания. Заголовок обычно содержит следующую информацию:
НАЗВАНИЕ КОМПАНИИ : укажите название компании, выпускающей расписание, например Structville Integrated Services Ltd.
ПРОЕКТ : Укажите название проекта. Например. Строительство главных ворот UniAbuja
НОМЕР РАБОТЫ : Это номер, присвоенный работе компанией или клиентом.
ПОДГОТОВЛЕНО : Здесь показано лицо, подготовившее расписание.
НОМЕР ЧЕРТЕЖА : Это дает конкретную страницу на чертеже, которая ссылается на расписание.
ДАТА : Здесь показана дата составления расписания со ссылкой на любые пересмотренные график
ЛИСТ № : Здесь показана постраничная документация / составление расписания
Стиль представления раздела расписания BBS может быть разным. Разные компании всегда представляют свое расписание так, как им и их сотрудникам.Некоторые графики включают длину и количество обрезков, ожидаемых от стандартной длины арматуры или структурного элемента, чтобы направлять их при повторном использовании арматуры. Например, на изображениях ниже показаны два варианта расписания.
Однако типичный раздел расписания BBS содержит 10 столбцов в следующем порядке:
[1] MEMBER : показывает конкретный рассматриваемый элемент. Например, базовый тип 1, базовый тип 2, тип столбца 1, тип столбца 2 и т. Д.
[2] МЕТКА ПОЛОСЫ : отображает различные метки столбцов, присутствующие на чертеже.Например. 01, 02, 03 и т. Д.
[3] ТИП и РАЗМЕР : Тип относится к тому, является ли указанная арматура высокой или умеренной текучести, а размер отражает диаметр стержня и обычно включает 8, 10, 12, 16 , Стержни 20, 25, 32 и 40 мм.
[4] NO. ЧЛЕНА : Показывает, сколько раз встречаются определенные структурные элементы. Например, сколько цифр Базового Типа 1 содержится в деталях фундамента?
[5] NO. OF REBAR IN EACH : Это означает, сколько раз данная метка стержня встречается в этом конкретном элементе.
[6] ИТОГО № OF REBAR : Этот столбец представляет собой произведение столбцов [5] и [6], чтобы показать совокупное значение этой конкретной отметки столбца.
[7] ДЛИНА ОТРЕЗА : этот столбец идет следующим после предыдущего столбца. Однако при составлении спецификации сначала необходимо создать столбец, показывающий «чертеж формы» арматурного стержня, чтобы получить длину реза.
[8] ОБЩАЯ ДЛИНА : Этот столбец представляет собой произведение столбцов [6] и [7], чтобы дать общую длину определенной линейной метки определенного элемента на всем чертеже.Общая длина – это то, что инспектор количества использует для определения количества и цены. Отсюда каждая длина или тоннаж получается в виде резюме. Также важно, чтобы данные знали, сколько рабочих или человеко-часов будет затрачено на работу.
[9] МЕСТО ИЛИ ПОЛОЖЕНИЕ ИЛИ РАССТОЯНИЕ: Это столбец 9 -й в расписании. Здесь, если это стена, плита или фундамент, отображаются слои и расстояние между стержнями. Если это звено (хомут), отображается расстояние, а если это балка, отображается положение.Это важная информация для стальных фиксаторов.
[10] ЧЕРТЕЖ ФОРМЫ: Это 10 -й и последний столбец на расписании. На нем показаны чертеж и размеры всех изгибов, прямых и предполагаемое направление, в котором будет стоять каждый стержень после размещения. Этот подход более подробный и простой по сравнению с основным стандартом, где вам нужен отдельный лист списка кодов формы и отдельные столбцы для каждого измерения.
Для подрядчика, который использует ускоренный подход, эта колонка имеет первостепенное значение для изготовления всех форм и фиксации всех элементов, готовых к размещению.Например, все колонны в этажном здании можно сделать сразу после мобилизации на площадку. Это экономит время на строительную программу.
ЗаключениеОсновной стандарт был адаптирован к спецификациям проектирования и строительства в Нигерии. Стандартный нигерийский стиль соответствует BS8666: 2005. Удовлетворительно и похвально сказать, что нигерийский стиль является всеобъемлющим и легким для понимания неспециалистом. Мы считаем, что сложный английский язык, математика, расписание или рисунок не должны сбивать с толку хорошее инженерное искусство.