устройство индукторов, использование в сварочных работах
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок. Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. Чтобы приобрести индукторы по доступной цене, обратитесь в ООО «ТСК». В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей. Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
- ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок. Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд.
- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.
Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
www.tck-spb.ru
переделка из инвертоного аппарата своими руками, – Виды сварочных аппаратов на Svarka.guru
Индукционный нагрев – это высокотехнологичный процесс обработки электропроводящих материалов, в основе которого лежит воздействие высокотемпературное воздействие переменным электромагнитным полем проводника. Инвертор для индукционного нагрева может быть полезен во многих сферах металлообрабатывающей промышленности. Сварочные работы, пайка металла, кузнечное дело, закалка, печи ТВЧ, термообработка – далеко не весь список работ, использующих индукционный нагрев. Технология отличается высокой скоростью работы и отличным показателем КПД. В случае необходимости всю технологическую цепочку можно автоматизировать.Методы индукционного развития начали применяться в промышленности с начала ХХ века, однако толчком к развитию технологии послужила Вторая мировая война, которая вынудила ученых начать поиск дешевых и надежных способов обработки металла.
Принцип работы
Основная задача индуктора – использование тепловой энергии, которая образовывается под действием электрической энергии, индуцируемой переменным магнитным полем. Конструкция простейшего индуктора включает в себя всего три элемента:
- генератор переменного тока;
- катушка-индуктор;
- нагревательный элемент.
Катушка-индуктор, как правило, выполнена в виде медной катушки, внутрь которой помещают обрабатываемую заготовку. Когда через катушку проходит переменный ток, заготовка подвергается мощному температурному воздействию. В данном случае заготовка играет роль вторичной обмотки трансформатора, тогда как индуктор – первичной.
Электромагнитное поле создает в детали вихревые токи, которые имеют направление, обратное электрическому сопротивлению металла. Таким образом, тепловое воздействие на металл оказывается без непосредственного контакта между заготовкой и индуктором.
Поскольку количественная мера теплового действия электрического тока рассчитывается по закону Джоуля-Ленца, эффект индуктивного нагрева получил название «Закон Джоуля».
Преимущества
Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла

Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В;
- обмоточный медный провод;
- конденсаторы пленочного типа;
- диоды;
- полевые транзисторы;
- радиаторы;
- кольца блока питания ПК.
Данный список указывает, что изготовление устройства не потребует значительных финансовых растрат. Алгоритм сборки выглядит следующим образом:
- Установка транзисторов на радиаторы охлаждения. В процессе эксплуатации устройство подвергается температурному воздействию, а потому следует использовать радиаторы большого размера.
- Изготовление дросселей. Для этого понадобится медная проволока и кольца от блока питания ПК. Следите за межвитковым расстоянием – оно должно быть одинаковым.
Важно. Кольца можно заменить любым изделием, в состав которого входит ферромагнитное железо.
- Сборка конденсаторной батареи. Общая емкость батареи, при последовательном соединении, должна составлять 4,7 мкФ.
- Изготовление обмотки. Оптимальная толщина медной проволоки – 2 мм. Необходимо создать 8 витков таким образом, чтобы внутреннее пространство могло вместить в себя обрабатываемые элементы. Не забудьте про концы для подключения к источнику питания.
- Подключаем аккумулятор.
Регулировку тока проводят на этапе сборки печи – путем изменения количества витков. Для серьезных работ потребуется источник питания большой мощности. Не забывайте про систему вентиляции и отвода тепла, поскольку в процессе эксплуатации печь разогревается достаточно сильно. Точное следование инструкции защитит от возможных переделок или доработок устройства
Нагреватель для воды
Установка такого оборудования в частном доме поможет решить проблему с обогревом помещения или обеспечением горячей водой. Не смотря на высокий расход электроэнергии, подобные аппараты пользуются популярностью, ввиду своей простоты и отсутствием хлопот с согласованием проекта.
Для сборки эффективного нагревателя необходимо приготовить следующие материалы:
- сварочный инвертор;
- керамзит или другой теплоизоляционный материал;
- медная проволока;
- стальная проволока;
- толстостенная пластиковая труба;
- трубки разного диаметра.
В основе действия устройства положен принцип индукционного нагрева теплоносителя.
Последовательность сборки котла следующая:
- Изготовления котла. Для этого подбирают две трубки с разным диаметром, которые вставляются друг в друга, с зазором 20-25 мм. Размер трубок подбирается индивидуально, в зависимости от требуемой мощности нагревателя. Увеличение длины ведет к повышению мощности. Затем вырезаются два кольца, с соблюдением величины зазора между трубами. Полученный резервуар имеет тороидальную форму
- Привариваем концы колец. Обращайте внимание на герметичность соединения.
- Делаем подключение к системе отопления. В наружную стенку вваривают входную и выходную трубы. Обратите внимание, что вход должен располагаться сверху, а выход снизу. Трубы должны идти по касательной к корпусу. Их диаметр должен соответствовать используемой системе отопления.
- Изготавливаем обмотку. Она должна повторять форму котла. Необходимо сделать 35-40 витков, с соблюдением равного межвиткового расстояния. Такое количество обеспечит достаточную производительность.
- Делаем защитный корпус. Он должен быть выполнен из диэлектрического материала, например, пластика. Диаметр защитного корпуса должен обеспечивать боковой вывод патрубков. Пространство между котлом и защитным корпусом необходимо заполнить теплоизоляционным материалом, во избежание потерь тепла.
- Подключаем инверторный аппарат и теплоноситель. Котел готов к эксплуатации.
Данная конструкция отличается автономностью. Она способная проработать 20-25 лет без постороннего вмешательства. Отсутствие подшипников и прочих подвижных элементов обеспечивают надежность устройства.
Несколько слов о безопасности
Индукционный нагреватель из сварочного инвертора, как и любое другое самодельное устройство, может представлять опасность для окружающих. Для обеспечения защиты необходимо соблюдать некоторые правила:
- Тщательная изоляция. Все токопроводящие элементы и соединения должны быть заизолированы, во избежание поражения током.
- Выбор системы отопления. Индукционный нагреватель запрещено использовать в отопительных системах с естественной циркуляцией воды. Применение допустимо только при наличии водяного насоса.
- Грамотное расположение. Рекомендуемое расстояние до деталей интерьера и стен – не менее 40 см, а до пола или потолка – не менее 80 см.
- Приборы безопасности. Регулировочный клапан и манометр защитят систему от перепадов давления. Также следует предусмотреть механизм стравливания воздуха из системы.
Заключение
Котлы и нагреватели индукционного типа отличаются высоким КПД, поскольку вся используемая электроэнергия преобразуется в тепло. Перед самостоятельным изготовлением какого-либо устройства настоятельно рекомендуем внимательно изучить схему и проанализировать условия работ. Это позволит избежать ошибок на стадии подготовки.
Электромонтер 6-го разряда Пантелеев Сергей Борисович, опыт работы – 17 лет: «Для обогрева своего дома я выбрал совсем простую схему индукционного обогрева. Сначала выбрал участок трубы и зачистил его. Сделал изоляцию из электротехнической ткани и индукционную катушку из медной проволоки. После изоляции системы подключил инвертор. Единственный недостаток этой схемы – электромагнитное поле, которое неблагоприятно действует на организм. Поэтому аппарат пришлось ставить в котельной, где люди появляются редко».
svarka.guru
Индукционный нагреватель своими руками из сварки
Небольшим производствам и мастерам, работающим в домашних условиях, поможет индукционный нагреватель. Его задействуют не только для отопления или нагрева воды, но также для плавки, пайки металла, закалки заготовок, а также для сварки и деформации.
Простыми словами принцип работы индукционного нагревателя — это установка понижающего трансформатора в трубу.
Индукционный нагреватель своими руками
Чтобы купить данный аппарат, потребуется значительная сумма, а в гаражных условиях его удастся собрать из подручных материалов. Потребуется толстостенная трубка, внутри которой располагается небольшой стальной прут. Используя проводники со всех сторон, накрываем трубу.
На следующем этапе центральную часть конструкции опутываем примерно сотней витков медной проволоки. Таким образом формируется индуктор. Далее соединяем его с выходом инвертора. Неотъемлемым дополнением является терморегулятор, способствующий контролю нагревательного процесса.
Для сборки потребуется комплект:
- нержавеющий пруток диаметром 7 мм;
- сварочный инвертор;
- мелкоячеистая сетка из металла;
- толстостенная пластиковая трубка 500 мм диаметром;
- несколько метров эмалированного медного провода;
- переходник.
Пошаговый алгоритм
Сборка состоит из операций:
- нарезаем проволоку на отрезки по 5 см;
- трубу по краям закрываем сеткой;
- поверх катушки наматываем 90 витков медной проволокой;
- из трубопровода удаляем часть и монтируем котел;
- соединяем катушку и инвертор;
- заливаем воду в котел;
- обеспечиваем заземление системы;
- тестируем работоспособность.
Нельзя запускать такой бытовой самодельный индукционный нагреватель без воды, так как имеется риск расплавления емкости. Аналогично собирается сварка, в которой нагревателем выступает трубка внутри с проволокой.
Видео — индукционный нагреватель своими руками.
Бюджетный вариант из инверторной сварки
Простой и не менее эффективный вариант сборки нагревателя в домашних условиях — с использованием сварки инверторного типа:
- берется полимерная труба с толстыми стенками;
- с торца трубы монтируются 2 вентиля и разводка;
- внутрь трубы засыпаются куски стальной проволоки 5 мм в диаметре;
- монтируется верхний вентиль;
- как и в предыдущем варианте остается сделать 90 витков медной проволокой и индуктор готов.
Генератор — сварка, а нагреватель — трубка с проволокой.
Обратите внимание! Прибор следует установить в режим переменного тока с высокой частотой.
Чтобы вся конструкция заработала, остается подключить медную проволоку к плюсам сварки и проверить конструкцию в деле.
Процесс нагрева подразумевает излучение магнитного поля и нагрев проволоки вихревыми потоками, в результате чего вода закипит.
Советы мастеров
Опытные электрики рекомендуют придерживаться нескольких советов:
- индукционный нагреватель можно использовать в закрытых системах отопления со встроенным насосом;
- для техники безопасности прибор следует размещать не ближе 80 см от потолка и 30 см от стен и предметов мебели;
- для безопасности лучше подключить к устройству манометр;
- для удобства управления следует подключить автоматический тумблер;
- к электросети нагреватель следует подключать не чем попало, а специальными переходниками.
stankiwse.ru
Индукционный нагреватель из сварочного инвертора, сделанный своими руками
Принцип нагрева металла вихревыми токами, индуцируемыми внешним электромагнитным полем, известен достаточно давно. Плавильные индукционные тигельные печи используются в металлургии с начала прошлого века. Индукционный нагрев применяется при закалке инструмента и пайке массивных деталей.
Идея использовать индукционный нагрев в системах отопления начала реализовываться в конце прошлого века. Наряду с промышленными установками, стали появляться самодельные устройства, в том числе такие, как индукционный нагреватель из сварочного инвертора.

Принцип работы в системе водяного отопления
Источником рабочего электромагнитного поля индукционного нагревателя служит индуктор, представляющий собой катушку из проводникового материала. Индуктор индукционного нагревателя подключен к источнику переменного тока высокой частоты. Внутрь катушки, где поле наиболее интенсивно, помещается металлический предмет, служащий магнитным сердечником.
Под воздействием поля индуктора в толще стального сердечника происходит намагничивание зерен структуры металла (доменов). Вектор магнитной индукции каждого домена изменяет своё направление с частотой внешнего поля. В результате индуцируются так называемые вихревые токи, быстро разогревающие металл сердечника.
Теперь представим, что роль сердечника играет стальная труба отопления, по которой движется теплоноситель. Получая энергию в результате индукционного нагрева, труба отдает тепло циркулирующей жидкости. Так происходит разогрев системы водяного отопления.
Источник напряжения высокой частоты
Создание своими руками высокочастотного блока питания для индукционного нагревателя хоть и не относится к разряду невыполнимых задач, все же под силу далеко не каждому. И здесь на помощь может прийти готовое устройство, обычный бытовой сварочный инвертор.
Из сведений об устройстве сварочного инвертора известно, что в нем происходит формирование переменного напряжения с частотой до нескольких десятков килогерц.
То есть, сварочный инвертор представляет собой готовый мощный источник тока высокой частоты, который можно использовать для питания индуктора. Многочисленные примеры реализации этой идеи подтверждают возможность создания установки для индукционного нагрева металла из сварочного инвертора.
Подключение к индуктору
 Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Вначале следует сказать о конструкции самого индуктора. Его рекомендуется сделать в виде цилиндрической катушки, намотанной в один ряд медным проводом. Витки должны быть изолированы друг от друга.
Рекомендуемое число витков – от 80 до 100. Сечение провода обычно составляет 2,5 – 4 мм2. В качестве сердечника можно использовать саму трубу отопления, но практические опыты показали, что вода при этом греется слабо. Поэтому была опробована другая конструкция сердечника.
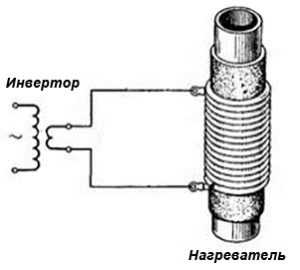
Для более интенсивного нагрева теплоносителя в качестве сердечника предложено использовать отрезок пластиковой трубы, заполненный обрезками стальной проволоки, диаметром 5 – 6 мм.
При такой схеме происходит индукционный нагрев проволоки, обтекаемой теплоносителем. За счет увеличения площади теплообмена вода нагревается значительно интенсивней. Участок трубы с проволокой следует ограничить стальными сетками с обеих сторон, во избежание попадания обрезков в систему отопления.
Что касается собственно подключения сварочного инвертора, то рекомендации тех, кто сделал индукционный нагреватель своими руками, несколько неоднородны.
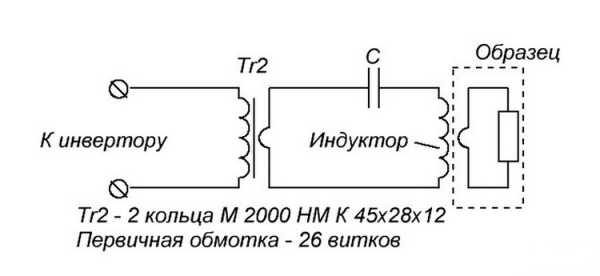
Так, часть советов сводится к изготовлению дополнительного промежуточного трансформатора, во вторичную обмотку которого включается индуктор с конденсатором.
Другая часть мастеров просто наматывают один виток медного провода на тороидальный высокочастотный трансформатор сварочного инвертора и напрямую к нему подключают индуктор.
В любом случае, не следует использовать выводы + и — сварочного инвертора, с которых осуществляется сварка. Напряжение на них выпрямленное, с наложенными высокочастотными пульсациями. Постоянная составляющая сварочного напряжения просто перегреет индуктор, не создавая рабочего поля.
Преимущества
Реальными преимуществами индукционных нагревателей являются:
- надежная гальваническая развязка цепей нагревателя с системой отопления;
- более мягкий режим работы индуктора по сравнению с обычными электрическими нагревателями.
Описывая нагреватели такого типа, сторонники этого вида отопления обычно приводят большой список других преимуществ, однако, некоторые из них явны вымышленные.
Так, ожидать экономию электроэнергии, применяя эти нагреватели, не стоит. Коэффициент полезного действия обычных электрических котлов близок к 100%, более эффективно использовать электроэнергию, потребляемую нагревателем, просто невозможно.
svaring.com