Из чего состоит сварочный электрод
Бывает, что нас интересует, почему тот или иной сварочный электрод может плохо выполнять свою работу. Часто причиной является низкое качество самого электрода или неправильный подбор электрода для сваривания. Поэтому нужно знать, из чего состоят сварочные электроды.
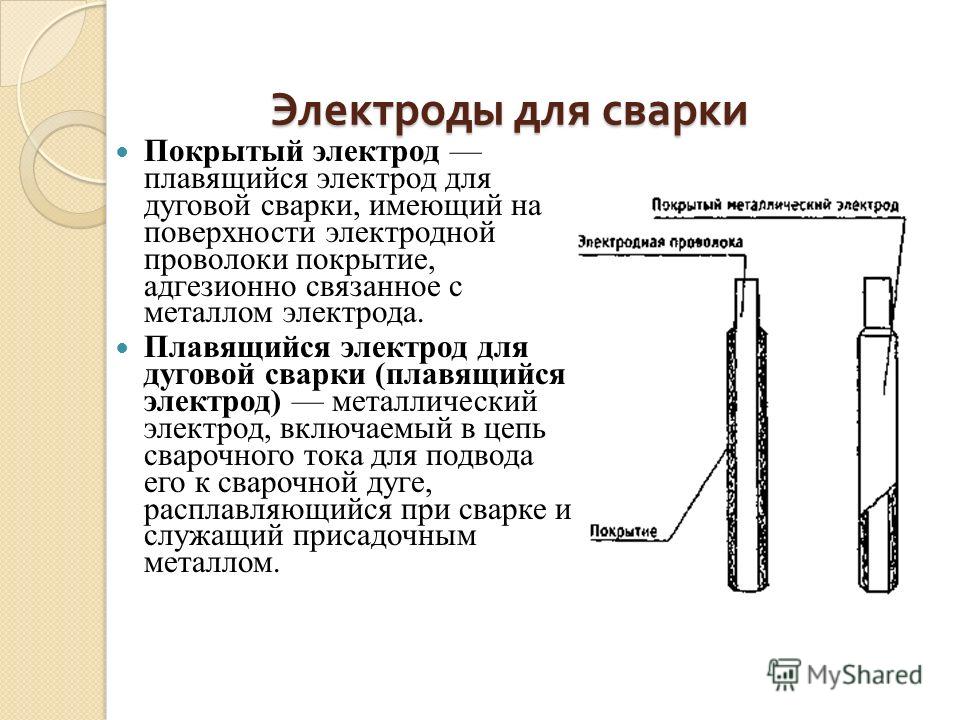
Сварочные электроды являются металлическими стержнями, на которые нанесена обмазка. Иногда встречаются электроды, на которые не нанесена обмазка. Металлические стержни или сварочная проволока – это как раз и есть плавящийся электрод. Сварочную проволоку, которую используют для изготовления электродов, выпускают диаметром от 1 до 12 миллиметров. При этом ее длина составляет до 450 миллиметров.
В основном, большинство марок сварочных электродов различается по содержанию углерода, кремния и фосфора. Химический состав проволоки, которая используется для изготовления электродов, поддается жесткому регламенту, поэтому в результате получается большое количество марок электродов, которые используются для проведения сварочных работ.
Для проведения сваривания ручной дуговой сваркой используются электроды, которые покрыты специальной обмазкой, которая наносится на поверхность сварочного электрода и позволяет комфортно производить сваривание. Поэтому при приготовлении покрытия для сварочных электродов очень важно придерживаться допустимых пропорций. Таким образом, увеличив содержание азота и кислорода в структуре шва, можно добиться резкого снижения пластических свойств металла шва.
Для того чтобы уменьшить содержание кислорода и азота в металле сварочного шва, используется несколько методов. Например, для этих целей может служить насыщение электродов раскислителями. Это означает, что в таком случае используется покрытие сварочного электрода, которое при плавлении электрода образует большое количество шлаков, тем самым защищая его от воздействия факторов окружающей среды.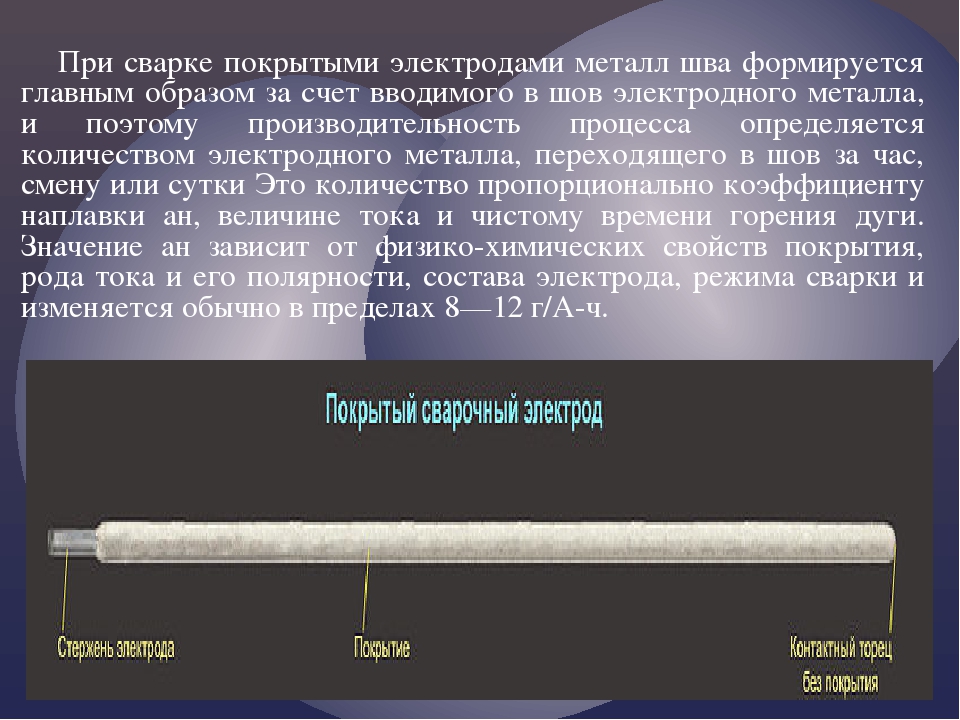
Электроды могут разделяться на электроды с толстым и тонким покрытием. Тонкое покрытие позволяет сделать горение дуги более устойчивым. Самым распространенным является покрытие, в составе которого есть мел и жидкое стекло. В таком случае сварочные электроды с тонким покрытием не могут производить сваривание высокого качества, потому что сварочная ванна является незащищенной. Поэтому в большинстве случаев для сваривания рекомендуется использовать электроды с толстым покрытием.
Сварочные электроды, имеющие толстое покрытие, имеют больше преимуществ, поэтому их использование является более широким. В состав толстого покрытия сварочных электродов входят такие вещества, как раскислители, газообразующие и легирующие элементы. Также в их состав добавляют марганцевую руду и каолин.
Помимо этого, туда добавляется большое количество других примесей, которые способствуют стабильному горению дуги. Таким образом, используя сварочные электроды с толстым покрытием, Вы сможете избежать низкого качества сваривания.
Из чего делают электроды для сварки. Марки электродов для ручной дуговой сварки. Обозначение и маркировка электродов для ручной дуговой сварки.
«Е» – индекс, указывающий на плавящееся покрытие электрода.
«43» – значение, указывающее на предел прочности при растяжении (значению 43 соответствует величина в 430 МПа, или 44 кгс/кв.мм.).
«1» – указывает на относительное удлинение, значение «1» соответствует показателю в 20%.
Где каждый термин означает следующее. Приводится следующая репрезентативная таблица. Углеродистая сталь. Часто мы сталкиваемся с ситуацией, когда мы не знаем идентификации электрода, с которым мы собираемся свариваться. Это происходит, например, при повреждении упаковочной этикетки или когда используемая номенклатура просто неизвестна.
Как правило, электрод в нормальных условиях будет давать идентификацию на его вкладыше в конце около наконечника. Эта идентификация должна состоять из одной буквы и четырех чисел. Третье число указывает положение сварки. Это позволяет нам работать в желаемом месте, в зависимости от выполняемого приложения.
«(3)» – это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна составлять не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«РЦ» – значение, указывающее на вид покрытия, в данном случае, сочетание «РЦ» указывает на рутилово-целлюлозное покрытие.
«13» – сочетание, указывающее на допустимые пространственные положения, сварочный ток и напряжение холостого хода. В данном случае, «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также на напряжение ХХ (холостого хода) около 50В.
Если бы у нас было число 2, положение сварки было бы ровным и вертикальным. Если положение сварки было 4, все позиции были бы возможны, включая вертикаль вниз. На рисунке 2 показаны возможные классификации. Четвертое число очень важно, когда дело доходит до знания электрода с покрытием. Это позволяет узнать, среди прочего:. Ток, подлежащий пайке, и полярность, которую следует использовать, в случае, если это необходимо определить. Ток может быть непрерывным или чередующимся. В случае постоянного тока возможны две полярности: положительные или отрицательные. Тип шлака, нанесенного при сварке.
Примерно в такой способ маркируются электроды. Для расшифровки обозначений электродов, предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Итак, для ручной дуговой сварки или наплавки, маркировка электрода всегда будет
начинаться со значения «Э». Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Для сварки углеродистых и низколегированных сталей,
маркировка типа электрода будет состоять из трёх значений. Из буквы «Э», цифры,
которая указывает на предел прочности при растяжении, и букву «А», которая
указывает на то, что металл шва имеет повышенную пластичность и ударную
вязкость.
Это может быть целлюлозное, рутеническое и основное. Тип дуги, создаваемый при сварке: сильный, слабый или средний. Проникновение на базовый металл, который может быть низким, средним или глубоким. Количество железного порошка. В таблице 1 приведены соответствующие характеристики для каждого последнего обозначения цифры.
Это всего лишь несколько примеров, которые мы можем найти в отрасли. Следует помнить, что это будет приблизительное значение тока, которое может увеличиваться или уменьшаться в зависимости от приложения. Наконец, в таблице 3 показана зависимость между током и диаметром электрода.
Для сваривания теплоустойчивых или высоколегированных сталей, а также для наплавки, тип электрода может иметь дополнительные символы, указывающие на процентное содержание других химических элементов.
Марка электрода. В этом случае, каждому типу электрода может соответствовать как одна, так и несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Обозначение плавящегося покрытого электрода
После многих экспериментов с технологической новинкой того времени англичанин по имени Уайльд получил первый патент на электродуговую сварку. Он успешно прикрепил два небольших куска железа, пропустив электрический ток через обе части и получив сварку плавлением. Примерно двадцать лет спустя в Англии Николай Бернардос и Станислав Ольшевский зарегистрировали первый патент на сварочный процесс на основе электрической дуги, установленной между углеродным электродом и частью, подлежащей сварке, плавлением металлов, поскольку дуга была Сварное соединение.
Назначение
электрода. В данном случае, достаточно руководствоваться таблицей, приведенной
ниже.
В данном случае, достаточно руководствоваться таблицей, приведенной
ниже.
Коэффициент толщины покрытия. Это значение указывает на соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого, значение коэффициента будет соответствовать таким значениям:
Славянофф и Чарльз Коффин самостоятельно разрабатывали сварку с помощью голого металлического электрода. Таким образом, в последующие годы дуговая сварка проводилась с голыми электродами, которые были израсходованы в плавильной скважине и стали частью металла сварного шва. Сварки были низкого качества из-за азота и кислорода в атмосфере, образуя вредные оксиды и нитриды в металле шва. В начале десятого века была осознана важность защиты дуги от атмосферных агентов. Покрытие электрода материалом, которое разлагалось под действием тепла дуги с образованием газового экрана, казалось лучшим методом для достижения этой цели.
Группа индексов, указывающих на характеристики металла шва, или же наплавляемого металла. Для электродов, которые используются при сварке углеродистых и низколегированных сталей (предел прочности, при растяжении которых равен до 588 МПа).
В результате были предприняты различные способы покрытия электродов, такие как обертывание и погружение. Постоянный поиск повышенной производительности привел к разработке новых сварочных процессов. Однако даже сегодня это очень необходимый процесс благодаря его большой универсальности, низким эксплуатационным расходам, простоте необходимого оборудования и возможности использования в труднодоступных местах или подверженных ветрам.
Недостатками этого процесса являются низкая производительность, особый уход, который требуется при обработке и обработке покрытых электродов, а также большой объем газов и паров, образующихся во время сварки. Глава 1 Электродуговая сварка электродами с покрытием.
Для сталей, у которых этот предел выше 588 МПа, характеристика металла шва электродов будет выглядеть несколько иначе:
Для теплоустойчивых сталей:
Для высоколегированных сталей (4 индекса):
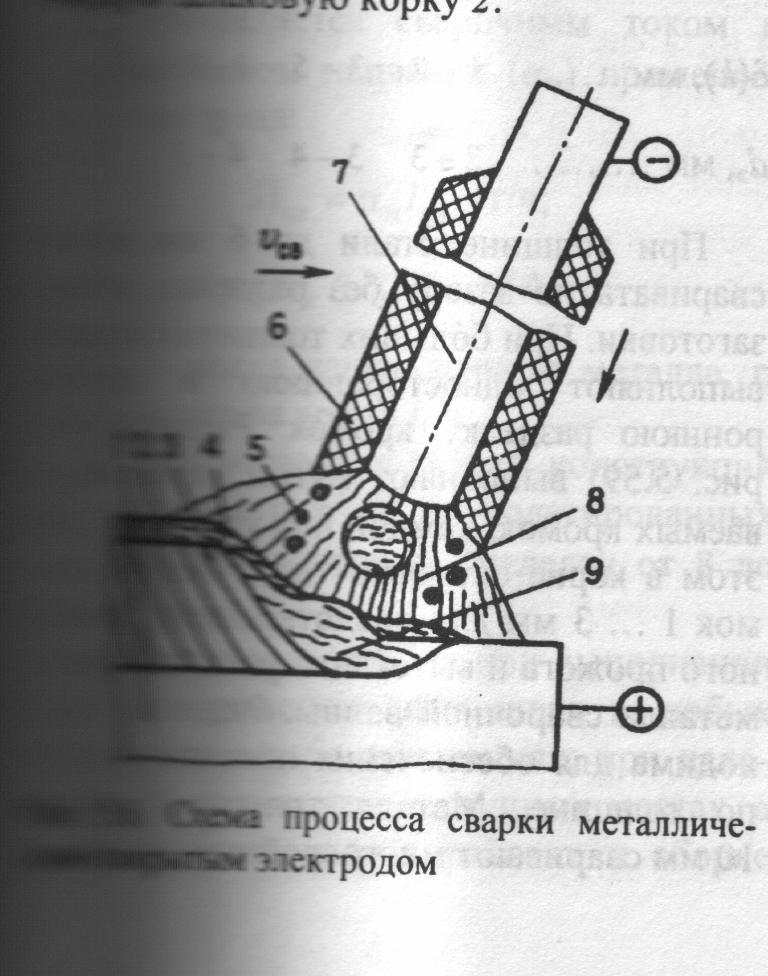
Сварка осуществляется с использованием тепла электрической дуги, поддерживаемой между концом металлического электрода с покрытием и заготовкой. Тепло, создаваемое дугой, соединяет основной металл, сердечник электрода и покрытие. Когда капли расплавленного металла передаются через дугу в бассейн расплава, они защищены от атмосферы газами, образующимися при разложении покрытия. Жидкий шлак плавает к поверхности бассейна расплава, где он защищает металл шва от атмосферы во время затвердевания. Другие функции покрытия – обеспечить стабильность дуги и регулировать форму сварного шва.
Тепло, создаваемое дугой, соединяет основной металл, сердечник электрода и покрытие. Когда капли расплавленного металла передаются через дугу в бассейн расплава, они защищены от атмосферы газами, образующимися при разложении покрытия. Жидкий шлак плавает к поверхности бассейна расплава, где он защищает металл шва от атмосферы во время затвердевания. Другие функции покрытия – обеспечить стабильность дуги и регулировать форму сварного шва.
Для наплавки поверхностных слоев (2 индекса):
Вид покрытия . Для определения вида покрытия, достаточно руководствоваться следующей таблицей значений:
Покрытые электроды для сварки углеродистых сталей. Производство покрытых электродов. Покрытые электроды для углеродистых сталей состоят только из двух основных элементов: металлического сердечника, обычно из низкоуглеродистой стали и покрытия. Металлический сердечник содержит некоторые остаточные элементы, но содержание фосфора и серы должно быть очень низким, чтобы избежать охрупчивания в металле шва. Материалом для металлического сердечника является горячекатаный стержень в виде катушек, который затем холодно наносится на соответствующий диаметр электрода, измельчается и разрезается на соответствующую длину.
Пространственные положения нумеруются по такой таблице значений:
А также, указываются международные пространственные положения в таком виде:
Характеристики сварочного тока и напряжения холостого хода определяются по следующей таблице:
Металлический сердечник имеет основные функции для проведения электрического тока и подачи металлического соединения в соединение. Покрытие экструдируют на металлические стержни, которые подаются через экструдер с очень высокой скоростью. Покрытие удаляется с конца электрода – наконечник ручки – для обеспечения электрического контакта, а также с другого конца, чтобы обеспечить легкое дуговое открытие.
Сварка цветных металлов — некоторые детали
Затем электроды идентифицируются с товарным знаком и их классификацией перед входом в сушильную печь, где они подвергаются контролируемому циклу нагрева, чтобы обеспечить достаточную влажность перед их упаковкой. Одним из многих проверок качества, выполненных во время производственного процесса, а также одним из наиболее важных, является процедура, которая гарантирует однородность толщины покрытия и концентричность сердечника электрода. При ручной сварке с покрытыми электродами кратер покрытия или образование чашки на кончике покрытия, который выходит за пределы металлического сердечника, выполняет функцию концентрирования и направления дуги.
Одним из многих проверок качества, выполненных во время производственного процесса, а также одним из наиболее важных, является процедура, которая гарантирует однородность толщины покрытия и концентричность сердечника электрода. При ручной сварке с покрытыми электродами кратер покрытия или образование чашки на кончике покрытия, который выходит за пределы металлического сердечника, выполняет функцию концентрирования и направления дуги.
Вот, собственно, и всё, что нужно знать о маркировке и расшифровке электродов. На практике, достаточно знать несколько значений для того чтобы понять, какой именно электрод подходит для тех или иных видов сварочных работ.
- Основные виды электродов
- Электроды для сварки труб
- Дополнительное деление
- И немного практических моментов
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.
Рисунок 2 – Влияние концентричности покрытия. Концентрация и направление дугового потока достигаются путем получения кратера в покрытии, несколько напоминающего сопло водяного шланга, направляющего поток металла сварного шва. Плохое направление дуги вызывает непоследовательные сварные швы, плохую защиту и отсутствие проникновения.
Электрод горит нерегулярно, оставляя выступ на стороне, где покрытие толще. ногти. Функции крышки электрода. Ингредиенты, которые обычно используются в покрытиях, можно классифицировать физически, грубо, в виде жидкостей и твердых веществ. Жидкости обычно представляют собой силикат натрия и силикат калия. Твердые вещества представляют собой порошки или гранулированные материалы, которые могут быть найдены свободными по своей природе и требуют только концентрации и уменьшения размера до соответствующего размера частиц.
Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся. Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.
В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.
Вернуться к оглавлению
Основные виды электродов
Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.
Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.

Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.
Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы , лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:
- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:
- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
Электроды их разновидность, покрытие, применение, характеристики. Рассмотрим также марки электродов
При производстве электродных элементов используют пруты из металлов, проводящих ток, и проволока для сварочных процессов. Качественные показатели электрода зависят от химических составляющих. Если в его состав включены только проволока и прут из металла, то такой электродный элемент носит название «непокрытого».
Для усиления эффективности процесса сваривания применяют составляющие, покрытые специальным составом. Такой электродный элемент называется “покрытым”. Среди специальных оболочек различаются: основная, целлюлозная, рутиловая, кислая, смешанная. Последний вид бывает: ионизирующей, для толстопокрытых и тонкопокрытых компонентов. При ионизирующей оболочке бывает азотирование и окисление шва.
При ионизирующей оболочке бывает азотирование и окисление шва.
Разновидность покрытия влияет на качественность процесса, количество водорода в материале, риск растрескивания, производительность. При кислом покрытии предотвращается образование пористости в шве, однако, могут образоваться трещины.
Основной вид электродного покрытия содержит соединения фтора и карбонаты. Сварочный шов имеет высокую степень ударной вязкости. При сварке электродными элементами с этой оболочкой растрескивание не образуется. Однако наблюдается повышенная пористость, если увлажняется покрытие.
С применением электродов, имеющих рутиловую оболочку, производится правильный шов, и материал практически не разбрызгивается. Но шов менее вязкий и пластичный. Целлюлозная оболочка имеет много органики. Минус – водород в материале.
Мы применяем различные электроды согласно технического задания заказчика. Для того чтобы узнать стоимость сварки, нужно связаться с представителем компании и сделать заказ на слесарные работы. Специалисты компании оценят сложность и стоимость работы данного заказа. На основании данных результатов, менеджер компании сообщит в виде коммерческого предложения.
Электроды для сварки. Виды и устройство. Применение и работа
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
Виды электродовВсе разновидности электродов для сварки разделяют на две группы:
- Металлические.
- Неметаллические.
Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
Такие электроды для сварки также бывают неплавящимися и плавящимися.
Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
- Покрытые.
- Не покрытые.
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла. Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Электродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка.
 Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматовПроволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества. Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Принцип работы неплавящихся электродов и сфера их примененияНеплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Похожие темы:
Из чего делают графитированные электроды
Для изготовления графитированных электродов применяют малозольные нефтяной, сланцевые и пековый коксы.
Для повышения эксплуатационных свойств электродов в шихту вводят искусственный и реже естественный графит, а также бой графитированных электродов. Для связывания твердых составляющих шихты электродных изделий применяют средне- и высокотемпературный каменноугольные пеки, а для производства электродной массы — среднетемпературный каменноугольный пек или смесь его с каменноугольной смолой.
При производстве электродной продукции сырые материалы дробят и прокаливают (за исключением графита и обожженного боя) в ретортных или трубчатых вращающихся печах, в результате чего увеличивается их плотность, удаляется основное количество летучих, повышается электропроводность и механическая прочность. Прокаленные материалы измельчают на дробилках и в мельницах различных типов с последующим рассевом материалов на барабанных ситах или вибрационных грохотах.
Подготовленные материалы точно дозируют по видам сырья и его гранулометрическому составу и затем подают в смесительные машины, куда задают и связующее, причем жидкие пек и смолу предварительно нагревают для удаления влаги и частично летучих веществ. В результате тщательного перемешивания при температуре ~150° С получается однородная смесь, называемая электродной массой, которую используют для последующей переработки на электроды, или выдается в качестве готовой продукции, применяемой для самоспекающихся электродов.
В результате тщательного перемешивания при температуре ~150° С получается однородная смесь, называемая электродной массой, которую используют для последующей переработки на электроды, или выдается в качестве готовой продукции, применяемой для самоспекающихся электродов.
Электроды получают на гидравлических прессах методом выдавливания массы через мундштук при давлении (50—200) · 105 Па (50—200 кгс/см2) в зависимости от сечения изделия.
Спрессованные электроды охлаждают водой на специальных рольгангах и затем обжигают в многокамерных газовых печах непрерывного действия. В результате обжига связующее превращается в кокс, что обеспечивает резкое повышение механической прочности, электропроводности и термической стойкости электродов. Обжиг ведут при температурах 1200—1300° С под сводом печи в защитной засыпке из мелкого коксика, предохраняющей электроды от сгорания и деформации. Продолжительность обжига зависит от размеров и плотности изделий и обычно составляет 320—400 ч.
Для получения графитированных электродов обожженную заготовку подвергают графитизации в электрических печах сопротивления при 2500—3000° С в течение 50—60 ч, причем сопротивлением в этих печах служат сами электроды и пересыпка — коксик фракции 10— 30 мм. Общая продолжительность графитизации, включая загрузку, графитизацию, остывание и разгрузку печи, составляет 7—10 сут. В результате графитизации повышается электропроводность, теплопроводность и химическая стойкость, уменьшается твердость электродов.
Обожженные угольные и графитированные электроды подвергают механической обработке: обточке цилиндрической поверхности, обработке торцов и нарезке ниппельных гнезд. Ниппельное соединение обеспечивается ниппелем с винтовой нарезкой, ввинчиваемым в ниппельные гнезда в торцах электродов. У угольных электродов иногда нарезают на одном конце электрода конический ниппель, а на другом конце —коническое гнездо. Для графитированных электродов применяют цилиндрические и конические ниппели (рис.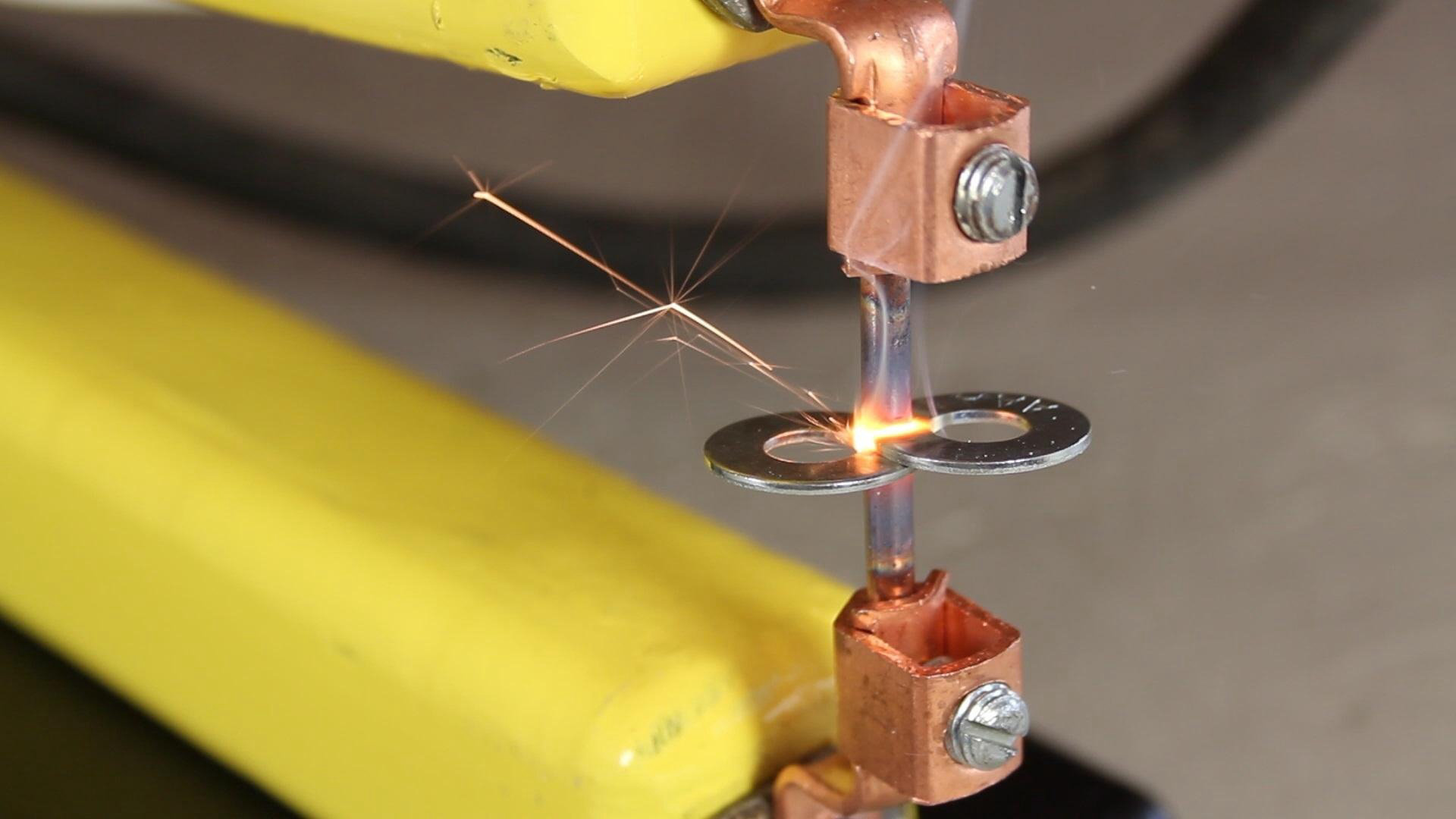 43). Ниппели вытачивают из специальных заготовок, обладающих высокой плотностью и механической прочностью, что обеспечивается дополнительной пропиткой обожженных заготовок пеком под давлением 5-106 Па (5 ат) при температуре 280—300° С.
43). Ниппели вытачивают из специальных заготовок, обладающих высокой плотностью и механической прочностью, что обеспечивается дополнительной пропиткой обожженных заготовок пеком под давлением 5-106 Па (5 ат) при температуре 280—300° С.
Для повышения эксплуатационных качеств графитированных электродов в ряде случаев на их поверхность наносят различные защитные покрытия, или их пропитывают различными солями, или вводят в массу при их изготовлении различные добавки, снижающие окисление электрода во время его службы. Это позволяет снизить расход электродов на 20—30%.
Как делают электроды для сварки
Сейчас вы узнаете как делают электроды для сварки. Компоненты (кроме алюминиевого порошка), входящие в состав покрытия, проходят сортировку, сушку, дробление, размол и просев через сито с числом отверстий не менее 1200 отв./см2. Ферросилиций после просеивания пассивируют для создания тонкой окисной пленки, предохраняющей кремний от воздействия щелочи. Пассивирование производится посредством нагрева до температуры 700 — 800 градусов и выдержки при этой температуре в течение 2 — 3 часов при периодическом перемешивании. При отсутствии защитной окисной пленки кремний, взаимодействуя со щелочью жидкого стекла, выделяет водород, который вызывает вспучивание обмазки и образует в покрытии газовые пузыри. Взаимодействие щелочи жидкого стекла с кремнием происходит по следующей реакции: Si + 2NaO + Н20 Na2Si03 -f Н2 или Si -f- 2НаО -> Si02 2h3.
После прокалки ферросилиций вторично пассивируют водой в течение 3 — 5 дней при периодическом перемешивании. Просушенный после пассивирования водой ферросилиций вторично просеивают. Предварительно подготовленные компоненты взвешивают в количестве, соответствующем составу электродного покрытия, и тщательно перемешивают в специальных смесителях или ручным способом. В хорошо перемешанную сухую смесь выливают стекло плотностью 1,3 — 1,5 в количестве 55 — 60% от веса сухой шихты. Сухие компоненты с жидким стеклом тщательно перемешивают в смесителе или ручным способом. Приготовленная сметанообразная масса пропускается через краскотерку или сито с 140 — 250 отв./см2 для получения полной однородности обмазки.
Сухие компоненты с жидким стеклом тщательно перемешивают в смесителе или ручным способом. Приготовленная сметанообразная масса пропускается через краскотерку или сито с 140 — 250 отв./см2 для получения полной однородности обмазки.
Покрытие на электродные стержни наносят путем однократного или двукратного окунания в полученную массу. Толщина слоя обмазки на электродном стержне зависит от скорости, с которой электрод вынимают из обмазочной массы, и 2 — 19 консистенции покрытия. Чем скорее вынимают электрод, тем толще слой обмазки; если электрод вынимают слишком медленно, слой получается тонким.
Покрытие наносят на один или одновременно на несколько электродных стержней, последние закрепляют в специальных обоймах-рамках. В процессе нанесения покрытия на электроды необходимо периодически перемешивать обмазочную массу во избежание оседания более тяжелых компонентов на дно. Электродные стержни с нанесенной на них обмазкой устанавливают в вертикальном положении в стеллажах или пирамидах для просушки на воздухе при температуре 20 — 30 градусов в течение 3 — 4 час. После предварительной просушки прокалка электродов производится в электрической печи при температуре 250 — 300 градусов в течение 1,5 — 2 час. Поднимать температуру в прокалочной печи и охлаждать ее следует постепенно для предотвращения растрескивания покрытий. Готовые электроды принимают по внешнему осмотру, технологической пробе, результатам механических испытаний наплавленного металла.
При внешнем осмотре готовых электродов на поверхности покрытия не должно быть обнаружено дефектов (трещин, свищей и отбитых участков), влияющих на качество сварки. Покрытие должно быть нанесено равномерным слоем по всей длине стержня и должно достаточно прочно держаться на нем. Один конец электрода на длине примерно 30 мм должен быть свободен от покрытия, этим концом электрод зажимают в электрододержатель.
Похожие статьи
Как производят сварочные электроды | Сварка своими руками
Производство электродов для сварки процесс наукоемкий и требующий наличия различных видов оборудования.
Сам сварной электрод состоит из металлического прутка и напрессованного на него покрытия. В процессе сварки электроток протекает по прутку, плавит его и металл детали, а обмазка защищает зону сварки от кислорода. Такая простая физика лежит в основе электродуговой сварки плавлением.
С изготовлением электродов дела обстоят гораздо сложнее, чем с их плавлением. Начинается все с того, что проволока, поступающая в специальный протяжный автомат, вытягивается в ровный пруток, который на выходе обрезается в размер электрода. Рубка проволоки на стержни осуществляется на правильно-отрезных автоматах. Рубщик контролирует их параметры, отсортировывая отбракованные. Полученные стержни проходят контроль ОТК.
Пожалуй, это самый несложный этап технологического процесса. Стержни поступают к электродным прессам. Они загружаются в подающий механизм.
Остается нанести покрытие. Пусковые компоненты покрытия, такие как мрамор, рутил, плавиковый шпат, слюда, ферро-марганец, ферро-сицилий, ферро-титан, каолин и другие, проходят операцию дробления на щековой дробилке. Компоненты повышенной влажности высушиваются во вращающемся барабане электрической вибрационной сушилки. Контроль параметров процесса сушки осуществляется автоматически. После измельчения готовые материалы складируются и хранятся в специальных емкостях.
Базирование компонентов производится на специальной линии строго в соответствии с составом покрытия каждой марки. Работа линии выполняется в автоматическом режиме. После дозировки при помощи вибротранспортера компоненты поступают в контейнер, который подается к смесителю, где происходит процесс перемешивания шихты в сухом виде, а затем с жидким стеклом, которые обычно представляют собой силикаты калия и натрия. Полученная обмазочная масса подается к брикетировочному прессу. Процесс брикетирования осуществляется под давлением 150 bar. После этого брикеты загружаются в цилиндр электродного пресса. Определенное давление при опрессовке обеспечивает качество электродов. Разность толщины покрытия – один из основных параметров, которые постоянно проверяются прессовщиком и ОТК.
Разность толщины покрытия – один из основных параметров, которые постоянно проверяются прессовщиком и ОТК.
Подсушенные на воздухе электроды подаются в камерную электрическую печь для термообработки. После этого электроды выгружаются, охлаждаются и сортируются по качеству поверхности покрытия. Затем их упаковывают в картонные коробки массой от 3кг до 5кг. Коробки укладываются на европоддон и формируются в пакеты с помощью стрейтч-пленки. В таком виде электроды отправляются на склад готовой продукции.
электродов, анод, катод
Дом | Бесплатные практические тесты
Электроды, анод, катод
Электроды – это материалы, которые проводят электричество, которые используются для установления контакта с неметаллической частью цепи, такой как как электролит, вакуум или полупроводник. Они позволяют электрическому току быть передается из одной точки в другую, например, от источника питания к устройству, например лампа.
Электроды обычно изготавливаются из металлов, таких как серебро, свинец, медь и цинк.Они также сделаны из некоторых неметаллов, которые проводят электричество, например, графит и ртуть. Они сделаны в разных формы и формы, включая стержень, столб, проволоку и пластину.
В электрохимический ячейки используются два вида электродов. Это анод и катод.
Анод – это электрод, в котором отрицательные ионы или анионы в клетке мигрируют в. Отрицательные ионы теряют здесь электроны и происходит окисление. Таким образом, анод определяется как электрод, в котором электроны или ток покидают ячейку.
Катод – это электрод, в котором катионы или положительные ионы в растворе мигрируют в. Здесь они приобретают электроны и становятся восстановленный (здесь происходит реакция восстановления). Следовательно, катод может быть определяется как электрод, через который электроны или ток входят в ячейку.
Любой из электродов может быть анодом или катодом в
электрохимическая ячейка в зависимости от направления протекания тока.
В электролитический ячейка, где на ячейку подается внешний источник питания, катод отрицательный электрод, через который электроны или ток входят в ячейку.В отрицательно заряженный катод отдает электроны катионам, которые восстанавливаются. Анод с другой стороны становится положительным электродом.
Однако в гальванических или гальванических элементах или шахтных батареях, где электрическая энергия вырабатывается из химических веществ, анод становится отрицательный электрод, а катод положительный.
Тип используемого электрода:
Иногда характер используемого электрода может определять ионы, высвобождаемые в процессе электролиза.
Пример, учитывая электролиз натрия раствор хлорида с использованием отдельно, платина и ртутный катод. Используя платиновый катод, H + выбрасывается в предпочтение к Na + согласно положение их ионов в электрохимический ряд – таким образом, газообразный водород производится на катоде.
Но если ртуть катод используется, Na + будет разряжаться вместо H + , чтобы образовалась смесь ртути и натрий, называемый амальгамой натрия, Na / Hg.Преимущественный сброс Na + связан с тот факт, что используется меньше энергии, по сравнению с с выделением H + при ртути катод.
Нравится
Эта почта? Поделись, пожалуйста!!! |
Электрохимические ячейки | Безграничная химия
Гальванические элементы
Гальванический элемент – это устройство, которое вырабатывает электрический ток из энергии, выделяемой в результате спонтанной окислительно-восстановительной реакции в двух полуячейках.
Цели обучения
Напомним, что восстановление происходит на катоде, а окисление происходит на аноде в гальваническом элементе
Основные выводы
Ключевые моменты
- Окисление описывает потерю электронов молекулой, атомом или ионом.
- Редукция описывает усиление электронов молекулой, атомом или ионом.
- Электроны всегда текут от анода к катоду.
- Полуячейки соединены солевым мостиком, который позволяет ионам в растворе перемещаться из одной полуячейки в другую, так что реакция может продолжаться.
Ключевые термины
- окислительно-восстановительный потенциал : обратимая химическая реакция, в которой одна реакция является окислением, а обратная – восстановлением.
- полуэлемент : любая из двух частей электрохимической ячейки, содержащая электрод и электролит.
- гальванический элемент : Элемент, например аккумулятор, в котором в результате необратимой химической реакции вырабатывается электричество; аккумулятор, который нельзя перезарядить.
Электрохимическая ячейка – это устройство, вырабатывающее электрический ток из энергии, выделяющейся в результате спонтанной окислительно-восстановительной реакции.Этот вид ячейки включает гальваническую или гальваническую ячейку, названную в честь Луиджи Гальвани и Алессандро Вольта. Эти ученые провели несколько экспериментов с химическими реакциями и электрическим током в конце 18 века.
Электрохимические ячейки имеют два проводящих электрода, называемых анодом и катодом. Анод определяется как электрод, на котором происходит окисление. Катод – это электрод, на котором происходит восстановление. Электроды могут быть изготовлены из любых достаточно проводящих материалов, таких как металлы, полупроводники, графит и даже проводящие полимеры.Между этими электродами находится электролит, содержащий ионы, которые могут свободно перемещаться.
В гальваническом элементе используются два разных металлических электрода, каждый в растворе электролита. Анод подвергнется окислению, а катод – восстановлению. Металл анода окислится, переходя от степени окисления 0 (в твердой форме) к положительной степени окисления, и он станет ионом.![]() На катоде ион металла в растворе будет принимать один или несколько электронов от катода, и степень окисления иона снизится до 0.Это образует твердый металл, который откладывается на катоде. Два электрода должны быть электрически соединены друг с другом, чтобы обеспечить поток электронов, который покидает металл анода и проходит через это соединение к ионам на поверхности катода. Этот поток электронов представляет собой электрический ток, который можно использовать для работы, например, для поворота двигателя или включения света.
На катоде ион металла в растворе будет принимать один или несколько электронов от катода, и степень окисления иона снизится до 0.Это образует твердый металл, который откладывается на катоде. Два электрода должны быть электрически соединены друг с другом, чтобы обеспечить поток электронов, который покидает металл анода и проходит через это соединение к ионам на поверхности катода. Этот поток электронов представляет собой электрический ток, который можно использовать для работы, например, для поворота двигателя или включения света.
Пример реакции
Принцип действия гальванического элемента – это одновременная реакция окисления и восстановления, называемая окислительно-восстановительной реакцией.Эта окислительно-восстановительная реакция состоит из двух полуреакций. В типичном гальваническом элементе окислительно-восстановительная пара – это медь и цинк, представленные в следующих полуэлементных реакциях:
Цинковый электрод (анод): Zn (s) → Zn 2+ (водн.) + 2 e –
Медный электрод (катод): Cu 2+ (водн.) + 2 e – → Cu (s)
Ячейки построены в отдельных стаканах. Металлические электроды погружены в растворы электролита. Каждая полуячейка соединена солевым мостиком, который обеспечивает свободный перенос ионных частиц между двумя клетками.Когда цепь замкнута, ток течет, и ячейка «производит» электрическую энергию.
Гальванический или гальванический элемент : Элемент состоит из двух полуэлементов, соединенных солевым мостиком или проницаемой мембраной. Электроды погружены в растворы электролита и подключаются через электрическую нагрузку.
Медь легко окисляет цинк; анод – цинк, а катод – медь. Анионы в растворах представляют собой сульфаты соответствующих металлов. Когда электрически проводящее устройство соединяет электроды, электрохимическая реакция:
Zn + Cu 2 + → Zn 2+ + Cu
Цинковый электрод при окислении выделяет два электрона ([латекс] \ text {Zn} \ rightarrow \ text {Zn} ^ {2+} + 2 \ text {e} ^ – [/ latex]), которые проходят через провод к медному катоду. – \ rightarrow \ text {Cu} [/ latex]). Во время реакции будет использоваться цинковый электрод, и металл будет уменьшаться в размерах, в то время как медный электрод станет больше из-за образовавшейся осажденной меди. Солевой мостик необходим, чтобы заряд не проходил через ячейку. Без солевого мостика электроны, образующиеся на аноде, будут накапливаться на катоде, и реакция прекратится.
– \ rightarrow \ text {Cu} [/ latex]). Во время реакции будет использоваться цинковый электрод, и металл будет уменьшаться в размерах, в то время как медный электрод станет больше из-за образовавшейся осажденной меди. Солевой мостик необходим, чтобы заряд не проходил через ячейку. Без солевого мостика электроны, образующиеся на аноде, будут накапливаться на катоде, и реакция прекратится.
Гальванические элементы обычно используются в качестве источника электроэнергии. По своей природе они производят постоянный ток.Батарея – это набор гальванических элементов, соединенных параллельно. Например, свинцово-кислотная батарея имеет элементы, аноды которых состоят из свинца, а катоды – из диоксида свинца.
Ячейки электролитические
Электролиз использует электрическую энергию, чтобы вызвать химическую реакцию, которая затем происходит в электролитической ячейке.
Цели обучения
Вспомните три компонента, необходимые для создания электролитической ячейки
Основные выводы
Ключевые моменты
- Электрометаллургия – это процесс восстановления металлов из металлических соединений для получения металла в чистой форме с помощью электролиза.
- Электролиз иногда можно рассматривать как работу гальванического элемента без спонтанного действия.
- Электроды из металла, графита и полупроводников широко используются в электролизе.
- Другие системы, в которых используется электролитический процесс, используются для производства металлического натрия и калия, газообразного хлора, гидроксида натрия и хлората калия и натрия.
Ключевые термины
- электролиз : химическое изменение, возникающее при пропускании электрического тока через проводящий раствор или расплав соли.
- электролитический : Относящийся к электролизу или использующий его.
В химии и производстве электролиз – это метод использования постоянного электрического тока (DC) для запуска не спонтанной химической реакции. Электролиз является коммерчески важным этапом в процессе отделения элементов из природных источников, таких как руда.
Электролиз является коммерчески важным этапом в процессе отделения элементов из природных источников, таких как руда.
Электролиз – это прохождение постоянного электрического тока через ионное вещество, которое либо расплавлено, либо растворено в подходящем растворителе, что приводит к химическим реакциям на электродах и разделению материалов.
Электролиз иногда можно рассматривать как работу гальванического элемента без спонтанного действия. В зависимости от того, насколько свободно элементы отдают электроны (окисление) и насколько энергетически выгодно элементам получать электроны (восстановление), реакция может не быть спонтанной. Путем подачи извне энергии для преодоления энергетического барьера спонтанной реакции желаемая реакция «разрешается» протекать при особых обстоятельствах.
Основные компоненты, необходимые для проведения электролиза:
- Электролит: вещество, содержащее свободные ионы, переносящие электрический ток.Если ионы неподвижны, как в твердой соли, то электролиз не может происходить.
- Источник постоянного тока (DC): обеспечивает энергию, необходимую для создания или разряда ионов в электролите. Электрический ток переносится электронами во внешней цепи.
- Два электрода: электрический проводник, который обеспечивает физический интерфейс между электрической цепью, обеспечивающей энергию, и электролитом.
Типичная электролизная ячейка : Ячейка, используемая в элементарных химических экспериментах для получения газа в качестве продукта реакции и для измерения его объема.
Широко используются электроды из металла, графита и полупроводников. Выбор подходящего электрода зависит от химической активности электрода и электролита, а также от стоимости производства.
Другие системы, в которых используется электролитический процесс, используются для производства металлического натрия и калия, газообразного хлора, гидроксида натрия и хлората калия и натрия.
Обозначение электрохимической ячейки
Обозначение ячейки – это сокращение, которое выражает определенную реакцию в электрохимической ячейке.
Цели обучения
Произвести соответствующую запись электрохимической ячейки для данной электрохимической реакции
Основные выводы
Ключевые моменты
- Анод и катод ячейки (полуэлементы) разделены двумя полосами или косыми чертами, которые представляют собой солевой мостик.
- Анод расположен слева, а катод – справа.
- Отдельные твердые, жидкие или водные фазы в каждой полуячейке написаны разделенными одной полосой.
- Концентрации растворенных веществ могут быть указаны в скобках после обозначения фазы (s, l, g или aq).
Ключевые термины
- полуэлемент : любая из двух частей электрохимической ячейки, содержащая электрод и электролит.
- электрод : Клемма, через которую электрический ток проходит между металлическими и неметаллическими частями электрической цепи. При электролизе электроды помещают в раствор отдельно.\ text {o} _ {\ text {окисление}} [/ latex]
Обозначения ячеек – это сокращенное описание гальванических или гальванических (спонтанных) ячеек. Условия реакции (давление, температура, концентрация и т. Д.), Анод, катод и компоненты электрода описаны в этом уникальном сокращении.
Напомним, что окисление происходит на аноде, а восстановление происходит на катоде. Когда анод и катод соединены проволокой, электроны текут от анода к катоду.
Типичный гальванический элемент : Типичное расположение полуэлементов, соединенных в гальванический элемент.- \ rightleftharpoons 2 \ text {Ag} (\ text {s}) [/ latex]
Правила обозначения ячеек
1. Сначала описывается анодный полуэлемент; следует катодная полуячейка. В пределах данной полуячейки сначала указываются реагенты, а последними – продукты.
Описание реакции окисления идет первым, а реакция восстановления – последним; когда вы ее читаете, ваши глаза движутся в направлении потока электронов. Ионы зрителя не включены.2. Одна вертикальная линия (|) проведена между двумя химическими веществами, которые находятся в разных фазах, но находятся в физическом контакте друг с другом (например,г., твердый электрод | жидкость с электролитом). Двойная вертикальная линия (||) представляет собой солевой мостик или пористую мембрану, разделяющую отдельные полуячейки.
3. Фаза каждого химического вещества (s, l, g, aq) указана в скобках. Если электролиты в ячейках не соответствуют стандартным условиям, концентрациям и / или давлению, они заключаются в скобки с обозначением фазы. Если концентрация или давление не указаны, предполагается, что электролиты в ячейках находятся в стандартных условиях (1.00 М или 1,00 атм и 298 К).
Используя эти правила, мы составили обозначение ячейки:
Cd (s) | Cd 2+ (водн., 0,15 M) || Ag + (водн., 0,20 M) | Аг (ов)
Что такое электрод? (с иллюстрациями)
Электрод – это проводник, который передает электрический ток от одной среды к другой, обычно от источника питания к устройству или материалу. Он может принимать различные формы, включая проволоку, пластину или стержень, и чаще всего изготавливается из металла, такого как медь, серебро, свинец или цинк, но также может быть изготовлен из неметаллического вещества. проводящий электричество, например графит.Электроды используются в сварке, гальванике, батареях, медицине и в промышленности для процессов, связанных с электролизом.
Аноды и катоды
В случае постоянного (DC) тока электроды идут парами и называются анодами и катодами.
Для батареи или другого источника постоянного тока катод определяется как электрод, с которого уходит ток, а анод – как точка, в которую он возвращается. По причинам, которые являются скорее историческими, чем научными, электричество в цепи, по соглашению, изображается как переходящее от положительного к отрицательному, так что оно рассматривается как поток положительного заряда от катода к аноду. Электрический ток, однако, состоит из потока крошечных отрицательно заряженных частиц, называемых электронами, поэтому этот поток на самом деле имеет противоположное направление.В этом контексте, вероятно, лучше думать просто о положительных и отрицательных терминах.Внутри батареи или электрохимического элемента электроды сделаны из разных материалов, один из которых отдает электроны легче, чем другой.Они находятся в контакте с проводящим химическим веществом, которое может расщепляться на положительно и отрицательно заряженные ионы. Когда цепь замыкается, другими словами, когда аккумулятор подключается к электрическому устройству, например, к электрической лампочке, внутри элемента происходит окислительно-восстановительная реакция. Это означает, что проводящий химикат приобретает электроны на одном электроде – процесс, известный как восстановление, – и теряет их на другом – процесс, называемый окислением, в результате чего электроны текут по цепи в виде тока.Восстановление всегда происходит на катоде, а окисление – на аноде.
В перезаряжаемой батарее этот процесс обратный, пока батарея заряжается.
Электрический ток из другого источника используется для питания окислительно-восстановительной реакции в противоположном направлении, что означает, что анод становится катодом и наоборот. По-прежнему происходит восстановление на катоде и окисление на аноде, но направление тока меняется на противоположное, поэтому какой электрод является отрицательным, а какой положительным, зависит от того, подает ли батарея ток или заряжается. Иногда ячейки соединяются электродом, который действует как анод для одной ячейки и катод для другой.Это известно как биполярный электрод.В случае переменного (AC) тока нет различия между анодом и катодом.Это потому, что ток постоянно меняет направление, много раз в секунду. Следовательно, электрод, использующий этот тип тока, будет постоянно переключаться с отрицательного на положительный.
Электролиз
В этом процессе постоянный ток течет через проводящую жидкую среду от катода к аноду, позволяя протекать процессам восстановления и окисления.Это очень полезный способ производства определенных химикатов и, в частности, выделения химических элементов из их соединений.
В случае некоторых очень реактивных элементов это единственный практический способ сделать это.Чтобы получить данный элемент, ионное соединение этого элемента может быть подвергнуто электролизу.Примером может служить производство металлического натрия из расплавленной соли или хлорида натрия. Когда ток течет, положительно заряженные ионы натрия притягиваются к отрицательному электроду или катоду, где они приобретают электроны, образуя металлический натрий. Отрицательно заряженные ионы хлора притягиваются к аноду, где они теряют электроны, образуя газообразный хлор, который также собирается как побочный продукт.
Гальваника
В этом процессе металлический объект покрывается другим металлом, чтобы улучшить его коррозионную стойкость или внешний вид.Покрываемый объект образует катод в процессе электролиза, будучи погруженным в раствор растворимого соединения металла, образующего покрытие, при этом анод также изготовлен из этого металла. При протекании тока положительные ионы металлов из раствора притягиваются к катоду и образуют на нем осадок. По мере того, как ионы в растворе израсходованы, они заменяются ионами, которые образуются на аноде.
Иногда анод делают из другого материала, который не используется; в этом методе ионы металлов должны быть заменены доливом раствора.Другое применение
Электроды используются при дуговой сварке, технологии соединения двух металлических частей с использованием большого электрического тока.Расходный электрод плавится и образует материал, соединяющий металлы. Неплавкий тип изготовлен из материала с очень высокой температурой плавления, такого как вольфрам, и просто обеспечивает тепло для плавления другого материала, образующего соединение. В медицине электроды могут использоваться в экстренных случаях для подачи электрического тока к сердцу с помощью метода, известного как дефибрилляция. Они также используются для записи электрической активности мозга во время электроэнцефалограммы (ЭЭГ).
Электроды для контактной сварки из вольфрама и молибдена
Сварочные электроды работают в очень сложных условиях.В процессе контактной сварки соединяемые детали прижимаются друг к другу при нагревании электрическим током до тех пор, пока материал не начнет плавиться в отдельных точках на границе раздела.
Это требует больших токов и больших усилий прижима , достигающих 450 MP a между электродом и заготовкой во время сварки толстых листов.
Естественно, сварочные электроды не могут выдержать такие нагрузки.
Сварочные электроды из тугоплавких металлов Plansee и их сплавов, сочетающие превосходную стабильность при высоких температурах с высокой электропроводностью, обладают значительно более длительным сроком службы, чем традиционные материалы, такие как медь и медные сплавы.
Сварочные электроды Plansee из вольфрама, молибдена и их сплавов особенно подходят для сварки материалов с высокой проводимостью, таких как медь.
Используются в следующих процессах: точечная сварка, сварка роликами, сварка выступами и сварка с высадкой.
Обратное литье по сравнению с пайкой
Хорошие и воспроизводимые результаты сварки могут быть обеспечены только при оптимальном соединении вольфрамового и медного электрода, поскольку дефектные соединения снижают теплопроводность и вызывают колебания электрического сопротивления электрода.
Литые электроды обладают следующими преимуществами:
• Надежный контакт между электродом и материалом вала
• Постоянный уровень сопротивления
• Низкие колебания теплопроводности
• Высокая воспроизводимость качества электродов
• Стабильность процесса в практическом применении
Это приводит к увеличению срока службы и единообразию параметров сварки.
Plansee производит стержни из молибдена, вольфрама и сплавов различных размеров.
Точечная сварка – это процесс, при котором две электропроводящие металлические части соединяются за счет тепла, выделяемого в результате электрического сопротивления при пропускании электрического тока. Металлические листы прижимаются друг к другу двумя электродами, и сварочный ток преобразуется в тепло на контактных поверхностях.
Поскольку ток, протекающий через точку сварки, очень велик, металл в этой точке плавится и образуется сварное соединение.
Точность точечной сварки – одно из главных преимуществ, так как большое количество энергии может быть сконцентрировано на месте за очень короткое время.
Поэтому остальная часть листа не подвергается чрезмерному нагреву. Прецизионная точечная сварка обычно применяется для листов толщиной от 0,5 до 3 мм... :: Metrohm DropSens :: .. Электроды с трафаретной печатью
знак равно110STR X1110STR ИНСТРУКЦИЯ
Угольные электроды с трафаретной печатью (SPCE), модифицированные стрептавидином
DropSens выпускает углеродные электроды с трафаретной печатью (SPCE), модифицированные стрептавидином.SPCE, модифицированные стрептавидином, обеспечивают стабильную поверхность с высоким сродством к большому количеству биотинилированных молекул. Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
8X110STR 8X модифицированные стрептавидином угольные электроды с трафаретной печатью
Электрохимический массив с трафаретной печатью, образованный восемью трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными с высоким содержанием стрептавидина.
Специально разработан для разработки одновременного множественного анализа. Система может быть адаптирована с другими материалами рабочего электрода, такими как углерод, модифицированный другими наноматериалами.Размеры: 3,4 x 7,9 x 0,1 см (длина x ширина x высота).
96X110STR ИНСТРУКЦИЯ
Модифицированные стрептавидином угольные электроды 96X с трафаретной печатью
DropSens выпускают планшеты для электрохимического ИФА, модифицированные стрептавидином.Это новый электрохимический массив с трафаретной печатью, образованный 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными стрептавидином, который обеспечивает стабильную поверхность с высоким сродством для большого количества биотинилированных молекул. Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота).
110XTR X1110XTR ИНСТРУКЦИЯ
Угольные электроды с трафаретной печатью (SPCE), модифицированные ExtrAvidin
DroSens выпускает углеродные электроды с трафаретной печатью (SPCE), модифицированные ExtrAvidin.
ExtrAvidin сочетает в себе высокую специфичность авидина с низкой неспецифической адсорбцией стрептавидина. Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
96X110XTR ИНСТРУКЦИЯ
Модифицированные ExtrAvidin Угольные электроды 96X с трафаретной печатью
DropSens выпускают планшеты для электрохимического ELISA, модифицированные ExtrAvidin.ExtrAvidin сочетает в себе высокую специфичность авидина с низкой неспецифической адсорбцией стрептавидина. Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота).
110PANI X1110PANI Угольные электроды с трафаретной печатью (SPCE), модифицированные полианилином
DroSens выпускает углеродные электроды с трафаретной печатью (SPCE), модифицированные полианилином.
Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110PDP ТФЭ, модифицированные частицами палладия. ТФЭ, модифицированные частицами палладия, идеально подходят для определения пероксида водорода при низких потенциалах обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз.
110PHEN Угольные электроды с трафаретной печатью, модифицированные фенантролином. SPCE, модифицированные 1,10-фенантролин-5,6-дионом, идеально подходят для обнаружения выделения НАДН в сенсорах на основе ферментативной дегидрогеназы.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
110AUP SPE, модифицированные частицами золота SPE, модифицированные частицами золота, предназначены для облегчения последней иммобилизации биомолекул, таких как олигонуклеотиды, антитела, белки и т. Д.
Доступны индивидуальные, двойные, 4W, 8W и 96X форматы.
110PTP ТФЭ, модифицированные частицами платины. ТФЭ, модифицированные частицами платины, идеально подходят для определения пероксида водорода при низких потенциалах обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз.
110RHP Углеродные электроды с трафаретной печатью, модифицированные частицами родия SPCE, модифицированные частицами родия, можно использовать для различных электрокаталитических применений, таких как мониторинг перекиси водорода, выделения водорода, реакции восстановления кислорода, реакций окисления муравьиной кислоты или метанола, галогенов или восстановления неорганического азота в виде нитрата или оксида азота.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
110IRP Угольные электроды с трафаретной печатью, модифицированные частицами иридия SPCE, модифицированные частицами иридия, можно использовать для различных электрокаталитических применений, таких как мониторинг перекиси водорода, реакции выделения кислорода, обнаружения триглицеридов или измерения протонов в устройствах для измерения pH.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).110PLYS Угольные электроды с трафаретной печатью, модифицированные поли-L-лизином (PLYS) Устройства 110PLYS SPCE были разработаны для применения в культуре клеток и закрепления белков, поскольку они обеспечивают положительно заряженную трехмерную поверхность.
Размеры: 3,4 х 1,0 х 0,05 см (длина х ширина х высота).
110BI X1110BI Углеродные электроды с модифицированным оксидом висмута с трафаретной печатью Эти одноразовые угольные электроды, модифицированные оксидом висмута (III), идеально подходят для экологически безопасного определения содержания тяжелых металлов на уровне частей на миллиард.
Полезно для исследовательских лабораторий, чтобы избежать использования электродов на основе ртути.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110NI X1110NI Углеродные электроды, модифицированные оксидом никеля, нанесенные методом трафаретной печати Эти одноразовые угольные электроды, модифицированные оксидом никеля (II) (NiO), разработаны для электрокаталитического окисления небольших органических молекул, таких как углеводы и спирты.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110 галлонов в час X1110GPH Электроды с модифицированным графеном для трафаретной печати
DropSens выпускает углеродные электроды для трафаретной печати (SPCE), модифицированные графеном в качестве наноматериала на основе углерода.
Графеновые SPCEпредназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110GPHOX X1110GPHOX Электроды для трафаретной печати, модифицированные оксидом графена. Углеродные электроды для трафаретной печати (SPCE), модифицированные оксидом графена в качестве углеродного наноматериала.SPCE на основе оксида графена предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110RGPHOX X1110RGPHOX Электроды для трафаретной печати, модифицированные восстановленным оксидом графена. Углеродные электроды для трафаретной печати (SPCE), модифицированные восстановленным оксидом графена в качестве углеродного наноматериала.SPCE с восстановленным оксидом графена предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110CNT X1110CNT 110SWCNT X1110SWCNT Многослойные и одностенные углеродные нанотрубки Модифицированные электроды с трафаретной печатью
DropSens выпускает углеродные электроды с трафаретной печатью, модифицированные многослойными и однослойными углеродными нанотрубками с карбоксильными функциональными группами.Этот инновационный продукт в основном ориентирован на разработку электрохимических биосенсоров с увеличенной активной площадью. Новые электроды, модифицированные углеродными нанотрубками, демонстрируют лучший перенос электронов, чем обычные углеродные электроды с трафаретной печатью, и сохраняют электрокаталитические свойства углеродных нанотрубок. Это стабильные электроды, которые можно использовать в системах FIA.Рабочий электрод (диаметр 4 мм) изготовлен из углеродных нанотрубок (многослойных из 110CNT и одностенных из 110SWCNT), противоэлектрод изготовлен из углерода, а электрод сравнения и электрические контакты выполнены из серебра.
Идеально подходит для работы с объемом 50 µ л.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
96X110CNT
Модифицированные многостенные углеродные нанотрубки с карбоксильными группами. 96X Углеродный электрод с трафаретной печатью. DropSens выпускает электрохимические планшеты для ELISA, модифицированные многостенными углеродными нанотрубками с карбоксильными группами.Это новая электрохимическая матрица с трафаретной печатью, образованная 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными многослойными углеродными нанотрубками, в основном ориентированными на разработку электрохимических биосенсоров с увеличенной активной площадью. Новые электроды, модифицированные углеродными нанотрубками, демонстрируют лучший перенос электронов, чем обычные углеродные электроды с трафаретной печатью, и сохраняют электрокаталитические свойства углеродных нанотрубок.
Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота)
96X110SWCNT
Модифицированные одностенные углеродные нанотрубки с карбоксильными группами 96X Углеродный электрод с трафаретной печатью DropSens выпускает электрохимические планшеты для ELISA, модифицированные одностенными углеродными нанотрубками с карбоксильными группами.Это новая электрохимическая матрица с трафаретной печатью, образованная 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными однослойными углеродными нанотрубками, в основном ориентированными на разработку электрохимических биосенсоров с увеличенной активной площадью.
Новые электроды, модифицированные углеродными нанотрубками, демонстрируют лучший перенос электронов, чем обычные углеродные электроды с трафаретной печатью, и сохраняют электрокаталитические свойства углеродных нанотрубок.
Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота)
110CNF X1110CNF Углеродные нановолокна Модифицированные электроды с трафаретной печатью DropSens выпускают углеродные электроды с трафаретной печатью (SPCE), модифицированные графитированными углеродными нановолокнами (УНВ).
CNFs SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110MC X1110MC Углеродные электроды с мезопористым углеродом, модифицированные методом трафаретной печати. DropSens выпускает углеродные электроды для трафаретной печати (SPCE), модифицированные мезопористым углеродом.
Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110MNPH
ТФЭ, модифицированные фталоцианином марганца (II), углеродные ТФЭ ТФЭ, модифицированные фталоцианином марганца (II), идеально подходят для определения пероксида водорода при низких потенциалах обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз.
110OMC
X1110OMC Заказанные угольные электроды с мезопористым углеродом, модифицированные с помощью трафаретной печати. DropSens выпускает углеродные электроды с трафаретной печатью (SPCE), модифицированные упорядоченным мезопористым углеродом.
Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110FERRI
SPCE, модифицированные феррицианидом калия Этот печатный электрод, модифицированный феррицианидом калия, подходит для разработки сенсоров на основе ферментов второго поколения.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110GNP X1110GNP , нанесенные методом трафаретной печати Угольные электроды GNP, нанесенные методом трафаретной печати, разработаны для разработки (био) сенсоров с улучшенными характеристиками электронного переноса.
Рабочий электрод (4 мм) из ГНП-Карбон, Противоэлектрод из угля; электрод сравнения и электрические контакты выполнены из серебра.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
96X110GNP
Модифицированные наночастицы золота 96X Угольный электрод с трафаретной печатью DropSens выпускает пластины для электрохимического ИФА, модифицированные наночастицами золота.Это новая электрохимическая матрица с трафаретной печатью, образованная 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными наночастицами золота, в основном ориентированными на разработку электрохимических биосенсоров с увеличенной активной площадью.
Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота)
110GNP-STR X1110GNP-STR Угольные электроды с трафаретной печатью (SPCE), модифицированные наночастицами золота и стрептавидином
DropSens выпускает углеродные электроды с трафаретной печатью (SPCE), модифицированные наночастицами золота и стрептавидином.SPCE-GNP, модифицированные стрептавидином, обеспечивают стабильную поверхность с высоким сродством для иммобилизации большого количества биотинилированных молекул. Они разработаны как универсальная платформа для разработки нескольких (био) сенсоров.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
96X110GNP-STR Наночастицы золота и стрептавидин модифицированные Углеродные электроды 96X с трафаретной печатью
DropSens выпускает планшеты для электрохимического ИФА, модифицированные наночастицами золота и стрептавидином.Это новый электрохимический массив с трафаретной печатью, образованный 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными ЗНЧ и стрептавидином, который обеспечивает стабильную поверхность с высоким сродством для большого количества биотинилированных молекул. Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота).
110CNT-GNP X1110CNT-GNP 110CNF-GNP X1110CNF-GNP 110GPH-GNP X1110GPH-GNP Углеродные нанотрубки – модифицированные наночастицы золота Углеродные электроды с трафаретной печатью
Углеродные нановолокна – модифицированные наночастицы золота Углеродные электроды с трафаретной печатью
Графен – модифицированные наночастицы золота Углеродные электроды с трафаретной печатьюDropSens запускает линейку наногибридных углеродных электродов с трафаретной печатью (SPCE), сочетающих различные углеродные наноматериалы с наночастицами золота.
Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
96X110CNT-GNP
Углеродные нанотрубки / модифицированные наночастицы золота 96X Углеродный электрод с трафаретной печатью DropSens выпускает пластины для электрохимического ИФА, модифицированные углеродными нанотрубками / наночастицами золота.Это новая электрохимическая матрица с трафаретной печатью, образованная 96 трехэлектродными электрохимическими ячейками с рабочими электродами на основе углерода, модифицированными углеродными нанотрубками / наночастицами золота, в основном ориентированными на разработку электрохимических биосенсоров с увеличенной активной площадью.
Этот электрохимический набор фиксируется на дне стандартного микротитровального планшета для ELISA с 96 лунками.
Размеры: 7,4 x 11 x 0,5 см (длина x ширина x высота)
110QD
X1110QD Сердцевинные квантовые точки, модифицированные CdSe Углеродный электрод с трафаретной печатью Эти одноразовые углеродные электроды с трафаретной печатью (SPCE) модифицированы сердцевинными квантовыми точками CdSe.
Эти угольные электроды с трафаретной печатью предназначены для разработки сенсоров с другой электрохимической активной площадью.
110 CSQD
X1110CSQD Квантовые точки ядро-оболочка, модифицированный ZnS / CdSe Углеродный электрод с трафаретной печатью Одноразовые углеродные электроды с трафаретной печатью (SPCE), модифицированные квантовыми точками ядро-оболочка ZnS / CdSe.
Эти угольные электроды с трафаретной печатью предназначены для разработки сенсоров с другой электрохимической активной площадью.
110CUPH
Углеродные ТФЭ, модифицированные фталоцианином меди (II) Углеродные ТФЭ, модифицированные фталоцианином меди (II), были разработаны для обнаружения газов, а также для других исследовательских целей.
110FEPH
ТФЭ углерода, модифицированного фталоцианином железа (II) ТФЭ, модифицированного фталоцианином железа (II), идеально подходят для определения пероксида водорода при низких потенциалах обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз.
110AGNP X1110AGNP , нанесенные методом трафаретной печати Угольные электроды, нанесенные методом трафаретной печати AgNP, предназначены для разработки (био) сенсоров с улучшенными характеристиками электронного переноса.
Рабочий электрод (4 мм) из AgNP-Carbon, Противоэлектрод из углерода; электрод сравнения и электрические контакты выполнены из серебра.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
110ALI Угольные электроды, модифицированные ализарином (ALI)
Устройства SPCEбыли разработаны для обнаружения протонов, что делает возможным мониторинг pH, поскольку пиковый потенциал вольтамперометрического окисления может быть легко коррелирован с pH раствора.
Размеры: 3,4 х 1,0 х 0,05 см (длина х ширина х высота).
110AQ Угольные электроды с трафаретной печатью, модифицированные антрахиноном
SPCE, модифицированные антрахинон-2-карбоновой кислотой, разработаны для мониторинга pH с использованием дифференциальной импульсной вольтамперометрии в качестве метода обнаружения.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
410 X4410 4W410 8W410 96X410 Электрод из ко-фталоцианина / угля с трафаретной печатью Электроды содержат ко-фталоцианин в качестве электрохимического посредника в рабочем электроде и идеально подходят для определения перекиси водорода при низком потенциале обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз. Доступны индивидуальные, двойные, 4W, 8W и 96X форматы.
610
Электрод Мелдола с синим / угольным покрытием с трафаретной печатью Электроды содержат синий цвет Мелдолы в качестве электрохимического посредника в рабочем электроде и идеально подходят для определения НАДН при низком потенциале обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе дегидрогеназ.
Рабочий электрод (4 мм) изготовлен из карбона / Meldola’s Blue, противоэлектрод – из угля.
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
710
X7710 4W710 8W710 96X710 Электрод из берлинского голубого / угольного цвета с трафаретной печатью Электрод включает берлинскую лазурь в качестве электрохимического посредника в рабочем электроде и идеально подходит для определения перекиси водорода при низком потенциале обнаружения.Эти электроды рекомендуются для разработки ферментативных биосенсоров на основе оксидаз. Доступны индивидуальные, двойные, 4W, 8W и 96X форматы.
F10
Электроды из ферроцианида / углерода с трафаретной печатью
Подходит для определения перекиси водорода при низком потенциале обнаружения.Эти электроды рекомендуются для разработки ферментных биосенсоров на основе оксидаз, для работы с микрообъемами и для децентрализованных анализов.Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
МЕДИАТОРЫ
Медиатор / угольные электроды с трафаретной печатью (MIX) Смесь угольных электродов с трафаретной печатью, модифицированных медиаторами, которые позволяют обнаруживать H 2 O 2 (исх.410, 710, F10) или НАДН (кат. 610) при низком потенциале. Они подходят для разработки биосенсоров на основе оксидаз или дегидрогеназ.
LACT10
Трафаретная печать Ферроцианид / углеродный электрод / L-лактатоксидаза Подходит для определения L (+) – лактата в жидких образцах.Эти датчики лактата рекомендуются для работы с микрообъемами (50 мкм л) и для децентрализованных анализов или анализов «на месте».
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
GLU10
Ферроцианид / углеродный электрод / глюкозооксидаза с трафаретной печатью Подходит для определения глюкозы в жидких образцах.Эти датчики глюкозы рекомендуются для работы с микрообъемами (50 µ л) и для децентрализованных анализов или анализов «на месте».
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота).
110PPYR Угольные электроды с трафаретной печатью, модифицированные полиПирролом
Угольные электроды с трафаретной печатью, модифицированные электрополимеризацией пиррола.Эти электроды демонстрируют подходящие свойства для разработки (био) сенсоров во многих различных приложениях. Они подходят для работы с небольшим объемом пробы (50 µ л) и анализа «на месте».
Размеры: 3,4 x 1,0 x 0,05 см (длина x ширина x высота)
UA10
Электроды с трафаретной печатью для обнаружения мочевой кислоты Подходящие для обнаружения мочевой кислоты, разбавленной в буферном растворе, эти ферроцианидные электроды можно модифицировать уриказой.Эти датчики рекомендуются для работы с небольшим объемом образца (50 мкл л) и анализами «на месте».
Сварочные электроды – наиболее часто используемые типы
Какие сварочные электроды используются чаще всего?
Сварочные электроды – один из наиболее часто используемых материалов в производстве, строительстве, автомобилях, а иногда и в быту.Обычно изготовленные из высокопроводящей металлической проволоки, покрытой специальными химическими веществами, они поддерживают высокотемпературные сварочные дуги и образуют основной материал для сварных швов или плавления в целях плавления металлов. Нередко можно пройти мимо строительных мастерских или гаражей по ремонту и техобслуживанию автомобилей, не заметив двух-трех человек в масках, работающих с ошеломляющим взглядом на металлических пластинах.
Ну, не все сварочные электроды одинаковы. На рынке существует множество вариаций, и обычно используемый электрод зависит от свариваемого материала, применяемой процедуры и инфраструктуры, а также от желаемой конечной производительности.Вот некоторые из наиболее часто используемых электродов из всей партии –
.Электроды из мягкой стали
Эти широко используемые, гибко применяемые электроды в основном состоят из двух сегментов – материала сердечника (проволока, пруток, металл и т. Д.) И покрытия на нем. Электроды из низкоуглеродистой стали обычно покрываются высококачественной, но малоуглеродистой сталью. Эти электроды имеют значительный предел прочности на растяжение, предел текучести и могут выдерживать длительную дугу и в основном используются в процессах сварки мягких сталей, оцинкованных и низколегированных сталей.В таких отраслях, как производство и ремонт автомобилей, обычно используются электроды из мягкой стали.
Электроды из углеродистой стали с низким содержанием водорода
Эти высококачественные сварочные электроды покрыты порошком железа с низким содержанием водорода и используются в основном для обработки углеродистых и низколегированных сталей. Общий предел прочности на растяжение, который может быть применен при сварке с использованием этих материалов, составляет менее 70000 фунтов на квадратный дюйм. Достаточно мощный для разнообразных применений и отличной сварки во всех направлениях, он обеспечивает качественные, долговечные и устойчивые к образованию трещин сварочные швы на стальных материалах.С помощью этих электродов также можно выполнять сварку с относительно высокими напряжениями.
Электроды из нержавеющей стали
Другим широко используемым электродом для сварочных целей, особенно при очень высоких температурах, таких как производство электроэнергии и электроэнергетика, являются электроды из нержавеющей стали. Эти электроды также находят применение в фармацевтике, больничном оборудовании, производстве кислоты, мыла и удобрений. Как видно, они состоят из нержавеющих сталей разного качества и обеспечивают хорошее сопротивление ползучести по сравнению с другими категориями.Применяемые к широкому спектру металлов, эти электроды являются одним из лучших вариантов для сварки различных материалов – от нержавеющей стали до низкоуглеродистой и низколегированной стали, соединения металлов с различным и неизвестным составом, необработанных сталей и т. Д.
Если вы ищете надежный, проверенный универсальный магазин для всех вышеперечисленных высококачественных сварочных электродов, TATA Agrico может быть лучшим выбором. В дополнение к его усердию и искренности в предоставлении только самого лучшего, соответствующего вековому наследию бренда TATA, его главное УТП заключается в производстве продуктов, в которых безопасность пользователей ставится превыше всего.Последняя особенность во многом отличает TATA Agrico от современных брендов. Понятно, что ситуации применения этих электродов, как правило, подвержены несчастным случаям, и именно здесь видение TATA Agrico по созданию самых безопасных, лучших и универсальных электродных инструментов имеет больше смысла.
Батарей и элементов по химии. Аккумуляторная грунтовка.
Примечание: Названия «Батареи» и «Ячейки» используются в этом тексте как синонимы, хотя, строго говоря, батарея состоит из группы энергетических ячеек.См. Больше на странице для начинающих.
Как работают энергетические ячейки
Гальваническое или гальваническое действие
Проще говоря, энергетические элементы или батареи можно рассматривать как электронные насосы.
Внутренняя химическая реакция в батарее между электролитом и отрицательным металлическим электродом вызывает накопление свободных электронов, каждый с отрицательным зарядом, на отрицательной (-) клемме батареи – аноде.
В результате химической реакции между электролитом и положительным (+) электродом внутри батареи на положительной (+) клемме – катоде образуется избыток положительных (+) ионов (атомов, у которых отсутствуют электроны, таким образом, с чистым положительным зарядом). батареи.
Электрическое давление (насос) или разность потенциалов между клеммами + и – называется напряжением или электродвижущей силой (ЭДС).
Различные металлы имеют разное сродство к электронам. Когда два разнородных металла (или соединения металлов) контактируют или соединяются через проводящую среду, электроны имеют тенденцию переходить от металла с меньшим сродством к электронам, который становится положительно заряженным, к металлу с большим сродством, которое становится отрицательно заряженным. Следовательно, разность потенциалов между металлами будет расти, пока она не уравновесит тенденцию переноса электронов между металлами.На этом этапе «равновесный потенциал» – это то, что уравновешивает разницу между склонностью двух металлов приобретать или терять электроны.
Ток течет от положительной клеммы к отрицательной, но, что сбивает с толку, электроны текут в противоположном направлении. Эта путаница возникает из-за того, что мы склонны считать, что электроны являются единственными носителями тока. Фактически, положительные ионы также являются носителями тока и текут в том же направлении, что и ток.В гальваническом элементе положительные ионы переносят ток через элемент, а электроны переносят ток во внешней цепи. Посмотрите на Бенджамина Франклина, которого ложно обвинили в неправильном названии текущего потока.
Батарея или гальванический элемент накапливает энергию в химической форме в своих активных материалах и может преобразовывать ее в электрическую энергию по запросу, обычно посредством электрохимической окислительно-восстановительной реакции (см. Ниже).
(Примечание. Общее название «окислительно-восстановительный потенциал», по-видимому, было присвоено недавней конструкцией проточной батареи, в которой используются две окислительно-восстановительные пары ванадия).
Каждая гальваническая или энергетическая ячейка состоит как минимум из трех, а иногда и из четырех компонентов
Анод или отрицательный электрод является восстановительным или топливным электродом. Он отдает электроны во внешнюю цепь и окисляется во время электрохимической (разрядной) реакции. Обычно это металл или сплав, но также используется водород. Анодный процесс – это окисление металлического восстановителя с образованием ионов металла.
( LEO потеря электронов – окисление )
Альтернативно
( OIL – Окисление потеряно)
- Катод или положительный электрод является окислительным электродом. Он принимает электроны из внешнего контура и восстанавливается во время электрохимической (разрядной) реакции.Обычно это оксид или сульфид металла, но также используется кислород. Катодный процесс – это восстановление окислителя (оксида) до выхода из металла.
( GER Gain Electrons – Reduction ). Помните мнемоническое рычание льва. - Электролит (ионный проводник), который обеспечивает среду для передачи заряда в виде ионов внутри ячейки между анодом и катодом.Электролит обычно представляет собой растворитель, содержащий растворенные химические вещества, обеспечивающие ионную проводимость. Он должен быть непроводником электронов, чтобы избежать саморазряда элемента.
- Разделитель , который электрически изолирует положительный и отрицательный электроды.
Альтернативно
( RIG – Уменьшение – это усиление) Альтернативная мнемоника – OIL RIG
Ионы металлов – это атомы металла, у которых отсутствуют электроны, и поэтому они заряжены положительно. Частицы, в которых отсутствуют электроны, называются катионами , и во время разряда они движутся через электролит к положительному электроду, который сбивает с толку, называемым катодом * См. Примечание ниже.
Анионы – это атомы или частицы с избыточными электронами и, следовательно, отрицательно заряженные.Во время разряда они притягиваются через внешнюю цепь к отрицательному электроду, называемому анодом * .
Процесс разгрузки
Когда батарея полностью заряжена, на аноде имеется избыток электронов, придающий ему отрицательный заряд, и дефицит на катоде, придающий ему положительный заряд, что приводит к разности потенциалов на элементе.
Когда цепь замыкается, избыточные электроны текут во внешнюю цепь от отрицательно заряженного анода, который теряет весь свой заряд, к положительно заряженному катоду, который принимает его, нейтрализуя его положительный заряд. Это действие уменьшает разность потенциалов на ячейке до нуля. Цепь замыкается или уравновешивается потоком положительных ионов в электролите от анода к катоду.
Поскольку электроны заряжены отрицательно, электрический ток, который они представляют, течет в противоположном направлении, от катода (положительный вывод) к аноду (отрицательный вывод).
Анод – это электрод, через который электроны выходят из поляризованного электрического устройства (или электрод, через который протекает ток)
Мнемоника ACID = A узел C текущий I nto D evice (во время разряда).
Две системы электролита
Принципы работы гальванического или гальванического элемента могут быть продемонстрированы работой элемента Даниэля, системы с двумя электролитами.
КАТОД
ЯЧЕЙКА DANIELL
АНОД
Плюс полюс батареи
Минус полюс АКБ
Цинк теряет электроны быстрее, чем медь
Принимает электроны от внешней цепи
Подает электроны во внешнюю цепь
Отложения металлической меди на катоде
Цинк переходит в водный раствор
Сайт Редукции
Участок окисления
Полуячейка с наивысшим электродным потенциалом
Полуячейка с наименьшим электродным потенциалом
GER
LEO
Две системы первичных ячеек с электролитом существуют с 1836 года, когда была изобретена ячейка Даниэля для преодоления проблем поляризации.Эта компоновка показывает, что фактически имеется две полуэлементов , в которых происходят химические воздействия. Каждый электрод погружен в другой электролит, с которым он реагирует. Потенциал электрода , положительный или отрицательный, представляет собой напряжение, развиваемое одним электродом. Электролиты отделены друг от друга соляным мостиком или пористой мембраной , которая является нейтральной и не принимает участия в реакции. Благодаря процессу осмоса он пропускает ионы сульфата, но блокирует ионы металлов.
Эта схема с двумя электролитами дает больше степеней свободы или контроля над химическим процессом.
Хотя эти элементы более сложные, они позволили сконструировать элементы с более длительным сроком службы за счет оптимизации комбинации электролит / электрод отдельно на каждом электроде.
Совсем недавно они были использованы в качестве основы для проточных батарей, в которых электролиты прокачиваются через батарею, обеспечивая практически неограниченную емкость.
Цинк – очень популярный анодный материал, и вышеперечисленное химическое воздействие приводит к его растворению в электролите.
Можно сказать, что показанный элемент Даниэля «сжигает цинк и осаждает медь»
Редокс-реакции и полуэлементы
Простой одиночный электролитический элемент также может быть представлен двумя полуэлементами.Это можно рассматривать как частный случай ячейки Даниэля с двумя одинаковыми электролитами.
Модель ячейки в виде двух полуэлементов используется электрохимиками и разработчиками ячеек для расчета электродных потенциалов и характеристики химических реакций внутри ячейки. Восстановление происходит в одной половине ячейки, а окисление происходит в другой половине ячейки. В батарее обе реакции протекают одновременно, и объединенная реакция называется окислительно-восстановительной реакцией (восстановление и окисление)
Напряжение ячейки или Электродвижущая сила (ЭДС) для внешнего тока, производимого ячейкой, представляет собой разность стандартных электродных потенциалов двух реакций полуячейки при стандартных условиях.Но настоящие гальванические элементы обычно отличаются от стандартных условий. Уравнение Нернста связывает фактическое напряжение химической ячейки со стандартными потенциалами электрода с учетом температуры и концентраций реагентов и продуктов. ЭДС ячейки будет уменьшаться по мере уменьшения концентрации активных химикатов по мере их использования до тех пор, пока одно из химикатов полностью не исчерпается.
Теоретическая энергия, доступная из ячейки, может быть рассчитана с использованием уравнения свободной энергии Гиббса для начального и конечного состояний равновесия.
К счастью, такие глубокие знания химии элементов и термодинамики обычно не требуются инженеру по применению аккумуляторов.
* Важное примечание: Существует много путаницы, связанной с обозначением электродов вторичных ячеек как анодов или катодов. Строго говоря, обозначение зависит от направления тока.Это означает, что он меняется в зависимости от того, заряжается или разряжается элемент. Это связано с тем, что анод определяется как электрод, который производит электроны (полуреакция окисления), в то время как катод определяется как электрод, который принимает электроны (полуреакция восстановления). Это верно как для зарядки, так и для разрядки. Другими словами:
Во время разряда анод является отрицательным электродом, а катод – положительным электродом.
Во время зарядки анод является положительным электродом, а катод – отрицательным электродом.
Мнемоника ACID для «Анодный ток в устройство» связывает обозначение электрода с направлением тока.
К сожалению, путаница усугубляется из-за различных соглашений об именах, обычно применяемых к электродам батареи.Электроды вторичных ячеек обычно называют просто анодами и катодами, которые соответствуют реакции разряда, ошибочно игнорируя реверсирование, соответствующее процессу зарядки.
С другой стороны, полярность катода по отношению к аноду может быть положительной или отрицательной. Таким образом, условные обозначения катода и анода не меняются в зависимости от направления тока.
Первичные элементы
В первичных элементах эта электрохимическая реакция необратима. Во время разряда химические соединения постоянно меняются, и электрическая энергия высвобождается до тех пор, пока исходные соединения полностью не исчерпываются. Таким образом, ячейки можно использовать только один раз.
Вторичные элементы
Во вторичных ячейках эта электрохимическая реакция обратима, и исходные химические соединения могут быть восстановлены путем приложения электрического потенциала между электродами, вводящими энергию в ячейку.Такие элементы можно многократно разряжать и перезаряжать.
Аккумуляторная батарея (значительно упрощенная)
Процесс зарядки
Зарядное устройство отделяет электроны от анода, оставляя на нем чистый положительный заряд, и направляет их на катод, придавая ему отрицательный заряд.Энергия, закачиваемая в клетку, переводит активные химические вещества обратно в их исходное состояние.
Выбор активных химикатов
Напряжение и ток, генерируемые гальваническим элементом, напрямую зависят от типов материалов, используемых в электродах и электролите.
Склонность отдельного металла или металлического соединения приобретать или терять электроны по отношению к другому материалу известна как его электродный потенциал.Таким образом, силы окислителей и восстановителей указываются их стандартными электродными потенциалами. Соединения с потенциалом положительного электрода используются для анодов, а соединения с потенциалом отрицательного электрода – для катодов. Чем больше разница между электродными потенциалами анода и катода, тем больше ЭДС ячейки и тем большее количество энергии может вырабатывать ячейка.
Периодическая таблица
Материалы анода и катода выбираются исходя из их пригодности в качестве окислителей или восстановителей.Относительные восстанавливающие и окислительные способности элементов указаны цветной стрелкой в Периодической таблице ниже. Сильные восстанавливающие элементы сгруппированы слева, а сильные окисляющие элементы сгруппированы справа.
- Группы
- Периоды
Элементы в каждой отдельной группе имеют одинаковое количество «валентных» электронов во внешней валентной оболочке.Поскольку количество валентных электронов определяет, как атом химически реагирует с другими атомами, элементы в пределах определенной группы, как правило, имеют аналогичные химические свойства.
Внешняя электронная оболочка может иметь до восьми электронов, но с полным набором из восьми электронов, как и в благородных газах (группа 18), нет “свободных” электронов, доступных для участия в химических реакциях, поэтому благородные газы химически инертный или инертный. Таким образом, во внешней валентной оболочке атомов фактически имеется только семь возможных валентных электронов, и каждый элемент имеет уникальное характеристическое число электронов, которое определяет его свойства.Способы, которыми атомы реагируют с другими атомами, другими словами, их возможные химические реакции, определяются количеством электронов в их валентных оболочках.
Наиболее реактивные элементы находятся слева и справа от таблицы. Это щелочные металлы (группа 1), атомы которых имеют только один электрон в своей валентной оболочке, и галогены (группа 17) с семью валентными электронами, у которых всего один электрон не имеет полной оболочки.
Все элементы в любом периоде имеют одинаковое количество электронных оболочек или орбит, что соответствует количеству возможных уровней энергии электронов в атоме. Номер периода соответствует количеству электронных оболочек.
Число, содержащееся в каждом поле в таблице, – это атомный номер элемента, который представляет собой количество протонов в ядре каждого атома.Двигаясь слева направо по таблице от группы 1 к группе 18 в течение каждого периода, количество протонов на атом увеличивается на единицу от каждого элемента к соседнему элементу.
Восстановители (элементы) имеют избыточные электроны во внешней валентной оболочке, которые они отдают в окислительно-восстановительной реакции и, следовательно, окисляются. Окислители (элементы) имеют дефицит электронов в их валентной оболочке, которая принимает электроны в окислительно-восстановительной реакции и восстанавливается.
См. Также Стандартную модель физики элементарных частиц, показывающую элементарные частицы.
Электрохимическая серияЭлектрохимический ряд, приведенный ниже, представляет собой список или таблицу металлических элементов или ионов, упорядоченных в соответствии с их электродными потенциалами. Порядок показывает тенденцию одного металла восстанавливать ионы любого другого металла в ряду ниже него.Потенциалы выбираются по отношению к водороду, потенциал которого был произвольно определен как ноль, что приводит к положительным и отрицательным значениям электродного потенциала. На самом деле они следуют последовательной серии, охватывающей диапазон около 6 вольт.
Образец из таблицы стандартных потенциалов показывает крайние значения из таблицы.
Сила окислителей и восстановителей Катод (восстановление)
Половина реакцииСтандартный потенциал
E ° (вольт)Li + (водн.) + E – -> Li (s)
-3.04
K + (водн.) + E – -> K (s)
-2,92
Ca 2+ (водн.) + 2e – -> Ca (s)
-2.76
Na + (водн.) + E – -> Na (s)
-2,71
Zn 2+ (водн.) + 2e – -> Zn (s)
-0.76
2H + + 2e – -> H 2
0
Cu 2+ (водн.) + 2e – -> Cu (s)
0.34
O 3 + (г) + 2H + (вод.) + 2e – -> O 2 (г) + H 2 O (л)
2,07
F 2 (г) + 2e – -> 2F – (водн.)
2.87
Значения для записей в таблице являются потенциалами восстановления, поэтому литий в верхней части списка имеет самое отрицательное число, что указывает на то, что это самый сильный восстановитель. Самый сильный окислитель – фтор с наибольшим положительным числом для стандартного электродного потенциала.
Сила восстановительной или окислительной способности соединений также указывается их характеристическими электродными потенциалами.
Доступная энергия
Химические элементы содержат внутренний электрохимический энергетический потенциал, связанный с энергией электронов во внешней электронной оболочке или валентной зоне в атоме, и имеет ли в своем текущем состоянии потенциальный избыток или недостаток электронов. Эти внешние электроны, называемые валентными электронами, определяют, как атом химически реагирует с другими атомами. Атомы с заполненной валентной оболочкой обычно химически инертны.Атомы с одним или двумя валентными электронами больше, чем закрытая оболочка, обладают высокой реакционной способностью, потому что лишние электроны легко удаляются с образованием положительных ионов (окисление). Атомы с одним или двумя валентными электронами меньше, чем закрытая оболочка, также обладают высокой реакционной способностью из-за тенденции либо приобретать недостающие электроны и образовывать отрицательные ионы (восстановление), либо делиться электронами и образовывать ковалентные связи. Самая низкая энергия для вида – это когда его внешняя оболочка полностью занята электронами. Приобретение или потеря электронов изменяет уровень энергии атома, и именно эта энергия высвобождается в виде электрической энергии во время разряда первичной или вторичной батареи или поглощается при зарядке вторичной батареи.
Энергия, доступная в атоме для выполнения внешней работы, называется Свободной энергией Гиббса , и показателем величины этого высвобождения потенциальной энергии является электродный потенциал элемента. Для сбалансированной реакции это выражается в следующем уравнении:
ΔG = – E 0 н. Факс
Где
ΔG – изменение свободной энергии Гиббса в Джоулях
E 0 – стандартный потенциал электрода или ЭДС в вольтах (см. Таблицу выше)
n – число молей электронов, перенесенных в реакции ячейки, на моль реакции
F – постоянная Фарадея в кулонах на моль (величина электрического заряда на моль электронов)
Это уравнение используется для расчета энергии, доступной в окислительно-восстановительных реакциях, возможных с различными комбинациями активных химических веществ.
Напряжение или разность потенциалов между реакциями окисления и восстановления возникает из-за различных электрохимических потенциалов реакций восстановления и окисления в батарее. Электрохимический потенциал – это мера разницы между средней энергией самых внешних электронов молекулы или элемента в двух ее валентных состояниях.
История
В таблице ниже показаны некоторые общие химические вещества, используемые для электродов батареи, в порядке их относительных электродных потенциалов.
Материалы анода Материалы катода (отрицательные клеммы)
(положительные выводы)
НАИЛУЧШИЙ – (наиболее отрицательный)
BEST- (Самый положительный)
Литий Феррат Магний Оксид железа Алюминий Оксид меди цинк Йодат Хром Оксид меди Утюг Оксид ртути Никель Оксид кобальта Олово Диоксид марганца Свинец Диоксид свинца Водород Оксид серебра Медь Кислород Серебро Оксигидроксид никеля Палладий Диоксид никеля Меркурий Перекись серебра Платина Перманганат Золото Бромат НАИЛУЧШИЕ – (наименьшее отрицательное)
НАИЛУЧШИЙ – (наименее положительный)
Элементы, в которых используются водные (содержащие воду) электролиты, ограничены по напряжению до менее 2 В, потому что кислород и водород в воде диссоциируют в присутствии напряжений, превышающих это напряжение.Литиевые батареи (см. Ниже), в которых используются неводные электролиты, не имеют этой проблемы и доступны с напряжением от 2,7 до 3,7 В. Однако использование неводных электролитов приводит к тому, что эти элементы имеют относительно высокий внутренний импеданс.
Подробнее о выборе материалов электродов см. На странице о новых конструкциях батарей и химическом составе.
Альтернативные химические реакции
Совсем недавно был разработан новый химический состав клеток с использованием химических реакций, альтернативных традиционной окислительно-восстановительной схеме.
Металлогидридные элементы
Химический состав металлогидридных элементов зависит от способности некоторых металлов поглощать большие количества водорода. Эти металлические сплавы, называемые гидридами, могут обеспечивать накопитель водорода, который может обратимо реагировать в химии аккумуляторных элементов. Такие металлы или сплавы используются для отрицательных электродов. Положительный электрод представляет собой гидроксид никеля, как и в никель-кадмиевых батареях. Электролит, который также представляет собой водный раствор, абсорбирующий водород, такой как гидроксид калия, не принимает участия в реакции, но служит для переноса водорода между электродами.
Литий-ионные элементы
В отличие от традиционного окислительно-восстановительного гальванического действия, химический состав вторичных литий-ионных элементов зависит от механизма «интеркаляции». Это включает внедрение ионов лития в кристаллическую решетку основного электрода без изменения его кристаллической структуры. Эти электроды имеют два основных свойства
- Открытые кристаллические структуры, позволяющие вводить или извлекать ионы лития
- Возможность одновременного приема компенсирующих электронов
Такие электроды называют хозяевами интеркаляции.
В типичном литиевом элементе анод или отрицательный электрод изготовлен из углерода, а катод или положительный электрод – из диоксида лития-кобальта или диоксида лития-марганца. (Возможны также другие химические составы)
Поскольку литий бурно реагирует с водой, электролит состоит из неводных органических солей лития и действует исключительно как проводящая среда и не принимает участия в химическом действии, а поскольку вода не участвует в химическом действии, выделение водорода и кислородные газы, как и во многих других батареях, также удаляются.
Во время разряда ионы лития диссоциируют от анода, мигрируют через электролит и внедряются в кристаллическую структуру основного соединения. В то же время компенсирующие электроны перемещаются по внешней цепи и принимаются хозяином для уравновешивания реакции.
Процесс полностью обратимый. Таким образом, ионы лития проходят между электродами во время зарядки и разрядки.Это дало начало названиям элементов «кресло-качалка», «качели» или «волан» для ионно-литиевых батарей.
- Интерфейс твердого электролита / межфазный слой (SEI)
Слой SEI необходим для стабильности литиевых вторичных элементов, использующих угольные аноды.
Электролит интенсивно реагирует с углеродным анодом во время первоначального заряда пласта, и образуется тонкий пассивирующий слой SEI, замедляющий скорость заряда и ограничивая ток
Осаждение слоя SEI является важной частью процесса формирования, когда ячейки получают свой первый заряд.
НО слой SEI увеличивает внутренний импеданс ячейки и снижает возможные скорости заряда, а также характеристики при высоких и низких температурах.
Избыточный нагрев может вызвать прогиб защитного барьерного слоя SEI, что приведет к возобновлению анодной реакции с выделением большего количества тепла, что приведет к тепловому выходу из строя.
Толщина слоя SEI неоднородна и увеличивается с возрастом, увеличивая внутренний импеданс элемента, уменьшая его емкость и, следовательно, срок службы.
Аноды из оксида титаната лития (LTO)не вступают в неблагоприятную реакцию с электролитами, обычно используемыми в литий-ионных элементах, поэтому слой SEI не образуется, и он не нужен в элементах LTO. Это дает новые степени свободы в повышении производительности клеток. См. Варианты литиевых элементов
Варианты литиевой технологии также используются в первичных элементах, которые изначально были разработаны для космического и военного применения.К ним относятся химические соединения литий-тионилхлорида и лития-диоксида серы, в которых используются реактивные электролиты и жидкие катоды для получения более высокой энергии и удельной мощности.
Альтернативные химические вещества – Особые ароматизаторы
Разработка лучшей батареи – это не просто вопрос выбора пары элементов с большей разницей в потенциалах электродов, есть много других факторов, которые играют роль. Это могут быть: доступность и стоимость сырья, стабильность или безопасность химической смеси, технологичность компонентов, обратимость электрохимической реакции, проводимость компонентов, диапазон рабочих температур и, вполне возможно, желание обойти патент какого-либо другого производителя. .Все эти соображения приводят к использованию ограниченного набора основных химических веществ, но с более широким разнообразием составов патентованных материалов.
За прошедшие годы был разработан широкий спектр химических элементов и добавок для оптимизации характеристик элементов в различных областях применения.
Можно использовать альтернативные активные соединения для увеличения плотности энергии (см. Ниже), увеличения текущей емкости, уменьшения внутреннего импеданса, уменьшения саморазряда, увеличения напряжения на клеммах, повышения кулоновской эффективности или снижения затрат.
Могут быть включены дополнительные соединения для изменения поведения активных соединений с целью увеличения срока службы, предотвращения коррозии или утечки, контроля поляризации или повышения безопасности. Они могут включать катализаторы, которые можно использовать для стимулирования или ускорения желаемых химических действий, таких как рекомбинация активных химических веществ в герметичных ячейках. Они также могут включать ингибиторы, которые могут быть добавлены для замедления или предотвращения нежелательных физических или химических воздействий, таких как образование дендритов.
К диапазону доступных химических элементов ячеек добавлены различные емкости ячеек и их физические конструкции. Таким образом, инженер по применению аккумуляторов имеет широкий выбор вариантов.
Плотность энергии
Плотность энергии – это мера количества энергии на единицу веса или на единицу объема, которое может храниться в батарее.Таким образом, для данного веса или объема химический состав ячейки с более высокой плотностью энергии будет хранить больше энергии или, альтернативно, для данной накопительной емкости ячейка с более высокой плотностью энергии будет меньше и легче. В таблице ниже показаны некоторые типичные примеры.
Относительная плотность энергии некоторых общепринятых химических составов вторичных клеток
Как правило, более высокая плотность энергии достигается за счет использования более активных химикатов.Обратной стороной является то, что более химически активные химические вещества имеют тенденцию быть нестабильными и могут потребовать специальных мер безопасности. Плотность энергии также зависит от качества активных материалов, используемых в конструкции ячеек, с примесями, ограничивающими достижимую емкость ячейки. Вот почему элементы разных производителей с аналогичным химическим составом и конструкцией могут иметь разное энергосодержание и разрядные характеристики.
Обратите внимание, что часто бывает разница между цилиндрическими и призматическими ячейками.Это связано с тем, что указанная плотность энергии обычно относится не только к химическим веществам, а ко всей ячейке с учетом материалов оболочки ячейки и соединений. Таким образом, плотность энергии зависит или ограничивается практичностью конструкции ячеек.
Поставка основных химических элементов
Обеспокоены наличием экзотических химикатов и влиянием будущего спроса на цены?
На диаграмме ниже показано относительное содержание химических элементов в земной коре.
Источник – Информационный бюллетень Геологической службы США 087-02
Примечание. Из приведенной выше таблицы литий в 20–100 раз более распространен по количеству атомов, чем свинец и никель. Причина, по которой он встречается реже, заключается в том, что литий, будучи гораздо более активным, чем любой другой металл, обычно не находится в свободном состоянии, а сочетается с другими элементами.В отличие от этого, менее реакционноспособный свинец чаще обнаруживается в свободном состоянии, и его легче извлекать и очищать. Тяжелые металлы кадмий и ртуть, использование которых в настоящее время не рекомендуется из-за их токсичности, встречаются в 1000 раз реже, чем литий.Потребление лития в аккумуляторах EV и HEV
Содержание лития в литиевой батарее большой емкости на самом деле довольно мало.
Если взять в качестве примера литий-кобальтовый элемент, содержание лития в катодном материале LiCoO 2 составляет всего 7% по весу. Сам катодный материал составляет от 25% до 33% веса батареи, так что содержание лития в электроде в элементе составляет около 2% веса элемента. Кроме того, электролит, на который приходится около 10% веса батареи, также содержит меньшие количества растворенного лития, так что общее содержание лития в высокоэнергетической батарее обычно составляет менее 3% по весу.
Литиевые батареи, используемые в электромобилях и HEV, весят около 7 кг на кВтч, поэтому содержание лития будет около 0,2 кг на кВтч. Типичный пассажирский электромобиль может использовать батареи емкостью от 30 до 50 кВтч, так что содержание лития в одной батарее электромобиля составляет от 6 до 10 кг.
Емкость аккумуляторов HEV обычно составляет менее 10% от емкости аккумулятора электромобиля, а вес используемого лития, соответственно, на 10% меньше.
Таким образом, 1 миллион электромобилей будет потреблять менее 10 000 тонн лития (без рециркуляции), а 1 миллион электромобилей – не более 1 000 тонн
Принимая во внимание наличие лития (см. Следующий раздел), лития более чем достаточно для удовлетворения мирового спроса на высокоэнергетические автомобильные батареи.
Расходные материалы для лития
Литий – 31-й по содержанию элемент в земной коре с содержанием 20 частей на миллион.Для сравнения: свинец (14 частей на миллион), олово (2,3 частей на миллион), кобальт (25 частей на миллион) и никель (84 частей на миллион). В небольших количествах он содержится почти во всех магматических породах и минеральных источниках с особенно крупными месторождениями в Китае, Северной Америке, Бразилии, Чили, Аргентине, России, Испании и некоторых частях Африки.
Текущая оценка эксплуатационных запасов (без извлечения из морской воды) оценивается в 28,4 млн тонн. Вдобавок земля 1.4 × 10 21 килограммов морской воды содержат относительно высокое содержание лития 0,17 частей на миллион, что означает, что в мировом океане содержится более 200 миллиардов тонн лития.
Геологическая служба США сообщила, что мировое производство лития в 2006 году составило 333 000 метрических тонн, что немного ниже, чем в предыдущем году. Ожидается, что в 2010 году Китай начнет производство 45 000 тонн лития в год на предприятиях, работающих на рассоле.
Токсичность лития
Если вы задаетесь вопросом, есть ли какие-либо токсические эффекты, связанные с литием, утверждается, что литий, напротив, обладает терапевтическими преимуществами.Безалкогольный напиток «7Up» появился в 1929 году, за два месяца до краха на Уолл-стрит, под запоминающимся названием «Bib Label Lithiated Lemon-Lime Soda». «7Up» содержал цитрат лития до 1950 года, когда он был изменен, некоторые говорят, из-за связи лития с психическими заболеваниями. С 1940-х годов литий в форме карбоната лития успешно используется при лечении психических расстройств, в частности, маниакальной депрессии. Однако, как и в случае с большинством химикатов, небольшие дозы могут быть безопасными или терапевтическими, но слишком большие могут быть фатальными.
Подробнее о токсичности см. На странице «Новые конструкции и химический состав аккумуляторов».
Сделайте аккумулятор дома или в школеСм. В разделе «Домашние батареи» инструкции о том, как сделать батарею из простых материалов, доступных в домашних условиях.
Новая химия батарей
Подробнее о новых технологиях аккумуляторов см. На следующей странице Новые конструкции и химический состав аккумуляторов
Конструкция батареи
Информацию о механической конструкции батарей можно найти на следующих страницах:
Практическая химия клеток
Описаны некоторые из наиболее распространенных химических составов клеток и области применения, для которых они подходят, если вы перейдете по ссылкам ниже: –
Первичные элементы
Вторичные элементы
Необычные батареи
Сравнительная таблица химического состава клеток
Альтернативные методы производства и хранения энергии
.
 Описание реакции окисления идет первым, а реакция восстановления – последним; когда вы ее читаете, ваши глаза движутся в направлении потока электронов. Ионы зрителя не включены.
Описание реакции окисления идет первым, а реакция восстановления – последним; когда вы ее читаете, ваши глаза движутся в направлении потока электронов. Ионы зрителя не включены. В случае некоторых очень реактивных элементов это единственный практический способ сделать это.
В случае некоторых очень реактивных элементов это единственный практический способ сделать это. Иногда анод делают из другого материала, который не используется; в этом методе ионы металлов должны быть заменены доливом раствора.
Иногда анод делают из другого материала, который не используется; в этом методе ионы металлов должны быть заменены доливом раствора.
 Поэтому остальная часть листа не подвергается чрезмерному нагреву. Прецизионная точечная сварка обычно применяется для листов толщиной от 0,5 до 3 мм.
Поэтому остальная часть листа не подвергается чрезмерному нагреву. Прецизионная точечная сварка обычно применяется для листов толщиной от 0,5 до 3 мм. Специально разработан для разработки одновременного множественного анализа. Система может быть адаптирована с другими материалами рабочего электрода, такими как углерод, модифицированный другими наноматериалами.
Специально разработан для разработки одновременного множественного анализа. Система может быть адаптирована с другими материалами рабочего электрода, такими как углерод, модифицированный другими наноматериалами. ExtrAvidin сочетает в себе высокую специфичность авидина с низкой неспецифической адсорбцией стрептавидина. Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
ExtrAvidin сочетает в себе высокую специфичность авидина с низкой неспецифической адсорбцией стрептавидина. Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью. Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.
Эти SPCE предназначены для разработки (био) сенсоров с увеличенной электрохимической активной площадью.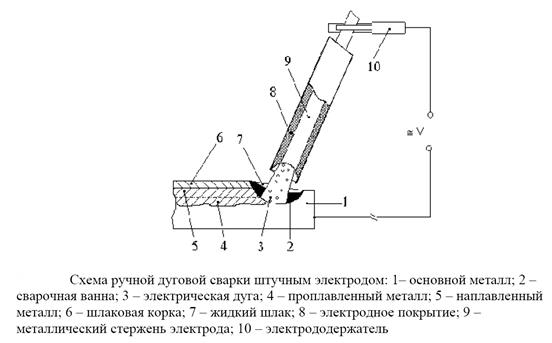





 Это стабильные электроды, которые можно использовать в системах FIA.
Это стабильные электроды, которые можно использовать в системах FIA.



