Напильники по выгодной стоимости – оптовые цены на Напильники в Москве
Слесарные напильники относятся к универсальному инструменту. Их используют для грубой зачистки различных деталей перед тонкой обработкой или непосредственно перед покраской. Ими также делают пазы, убирают заусеницы, счищают ржавчину, заостряют режущие кромки. Рассмотрим, какие существуют разновидности этого инструмента.
Разновидности напильников
- • Напильники. Относительно крупные, предназначены для снятия верхних слоев поверхностей, и не только металлических, но и любых других. У них бывает глубокая и мелкая насечка, одинарная или двойная. Форма рабочей части – плоская прямоугольная, ромбовидная, круглая, полукруглая, квадратная.
- • Надфили. Для их изготовления используют стальные прутья. После нанесения насечек метал проходит термическую обработку; в итоге получаются прочные, но хрупкие изделия. Надфилями удобно зачищать в деталях небольшие отверстия, пазы, выемки.

- • Рашпили. В отличие от надфилей, у рашпилей увеличенные рабочие поверхности. Это делается для повышения производительности в промышленных условиях. За 1 проход снимается в двое-трое больше материала в сравнении с напильниками или рашпилями.

Факторы в выборе
У стандартных – длина варьируется от 100 до 500 мм. Для работ по дому длинные напильники вряд ли пригодятся, такие инструменты применяют для специальных работ. Но в настенном наборе в гараже такой напильник должен быть. Набор будет неполным, если в нем нет напильника нужной формы и длины: круглого для обработки отверстий и рельефов, квадратного – для углов и пазов, треугольного для высечек.
Подбирать их нужно и по ширине рабочей поверхности. Ширина может быть одинаковой по всей длине или сужаться от основания к концу.
Если хотите купить товар нужной формы, длины, частоты насечек, тогда смотрите каталог нашего интернет-магазина. В нем вы найдете всё, что вам нужно.
Вся правда про ножи из напильника, о которых многие так мечтают | HANDMADE CRAFT
Наверняка у многих есть знакомый, который пробовал сделать нож из напильника, или Вы просто видели подобные видеоролики в интернете. В целом, идея выглядит довольно здраво, ведь напильник сам по себе способен обрабатывать металл, а значит он очень твердый. Плюс ко всему это очень доступный материал, который можно купить на ближайшей барахолке за копейки, особенно если он уже пришел в негодность и не может быть использован по прямому назначению. Благодаря тому, что разновидностей напильников существует огромное множество, из них можно сделать нож практически любой формы и размера. Казалось бы, идеальная заготовка – бери и делай нож своей мечты, но, к сожалению, это только на первый взгляд.
Казалось бы, идеальная заготовка – бери и делай нож своей мечты, но, к сожалению, это только на первый взгляд.
Нож из напильника моей работы
Есть некоторые нюансы, которые делают напильник не слишком то хорошим материалом для клинка. Начнем с того, что зачастую напильники закалены только поверхностно. То есть, если Вы придадите желаемую форму клинку, убрав лишнее, то велика вероятность, что Вы сточите закаленный слой и в итоге металл будет слишком мягким для ножа. Можно конечно исправить ситуацию термообработкой, но далеко не у каждого есть необходимое оборудование для этого. Напильники, как правило, делаются из сталей У8, У10 и У12, так называемых углеродистых сталей.
Разнообразие напильниковРазнообразие напильников
Для закалки этих сталей необходимо нагреть клинок до 800 градусов и охладить в воде или масле. Затем, чтобы клинок не был слишком хрупким нужно сделать отпуск, продержав его 2 часа при температуре 200 градусов. Только после этого Вы получите подходящую для ножа твердость. В простом костре или в мангале с углями получить такую температуру не получится. Как минимум потребуется организовать некое подобие горна с поддувом, а лучше вообще воспользоваться муфельной печью для более равномерного прогрева.
Только после этого Вы получите подходящую для ножа твердость. В простом костре или в мангале с углями получить такую температуру не получится. Как минимум потребуется организовать некое подобие горна с поддувом, а лучше вообще воспользоваться муфельной печью для более равномерного прогрева.
Горн с поддувом из подручных материалов
В целом, клинки из стали, используемой в напильниках, имеют отличные режущие характеристики и способны долго сохранять свою остроту, но есть один существенный недостаток – они сильно ржавеют от любого контакта с влагой. Чтобы такой нож не ржавел, его придется вытирать насухо сразу после использования во влажной среде. Дело в том, что в нержавеющие стали добавляют хром, который обеспечивает коррозионную стойкость. Чтобы сталь не ржавела, в ней должно быть не менее 13% хрома, а в напильниках его вообще нету. Для многих это огромный недостаток, который может стать решающим критерием, но несмотря на это, некоторые именитые ножевые производители производят ножи из углеродистых сталей, и они пользуются популярностью в определенных кругах.
Еще один нож из напильника собственного изготовления
Есть мнение, что ножи из углеродистых сталей имеют более «агрессивный» рез, чем нержавеющие и лучше удерживают режущую кромку. Именно благодаря этим качествам у таких ножей есть преданные поклонники. «Агрессивность» реза проявляется в том, что нож из углеродистой стали, при прочих равных условиях, гораздо лучше проникает в нарезаемые продукты и другие материалы, тогда как нержавеющие могут скользить какое-то время, прежде чем начнут углубляться.
видео с процессом изготовления ножа из напильника ↓↓↓
По сути получается, что нож из напильника очень даже хорош, за исключением склонности к коррозии. Если для Вас не проблема сделать такой нож с соблюдением всех этапов термообработки и не смущает его ржавучесть, то это хороший материал для клинка.
Спасибо за внимание. Делитесь своим мнением в комментариях и не забывайте подписываться на канал.
как сделать клинок своими руками
Чтобы получить необходимые характеристики ножа из напильника, следует нарисовать на плотной бумаге его эскиз. Это позволит сделать максимально точную окантовку заготовки.
Сам инструмент лучше брать со стёртой насечкой. Напильник изготовлен из высокоуглеродистой стали, поэтому нож будет хорошо резать без постоянной заточки. Можно использовать и другой металл, а затем его закалить.
Плюсы и минусы
Создание ножа из напильника своими руками может казаться нецелесообразным, так как на рынке представлено большое количество готовой продукции. Но такой инструмент даст фору большинству заводских собратьев. Также он будет полностью уникальным. Чтобы клинок получился твёрдым и качественным, следует для заготовки выбирать только высокоуглеродистую сталь.
В изготовлении ножа из напильника есть несколько минусов:
- Процесс создания инструмента очень трудоёмкий. От человека требуется большое внимание к техническим тонкостям. Ошибки в работе допускать нельзя, иначе заготовка может просто испортиться.
- Из напильника не получится сделать гибкое изделие. Такая сталь имеет структуру, которая при боковых нагрузках может рассыпаться.
 От человека требуется большое внимание к техническим тонкостям. Ошибки в работе допускать нельзя, иначе заготовка может просто испортиться.
От человека требуется большое внимание к техническим тонкостям. Ошибки в работе допускать нельзя, иначе заготовка может просто испортиться.Но у самодельного ножа из напильника есть и свои неоспоримые плюсы. Они заключаются в выбранной заготовке. Основные достоинства:
- Материал очень долговечный и крепкий. Это придаёт мастеру уверенности при выполнении любых работ.
- Напильник — вещь, доступная каждому. Его можно найти практически в любом доме. Процесс изготовления вполне окупает стоимость дорогого изделия.
Ножом собственного производства даже можно гордиться, если он получится качественным и красивым. Если соблюдать все инструкции, то изготовление не вызовет особых сложностей.
Общие характеристики
Если знать из какой стали производят напильники, можно понять, почему именно их используют в качестве заготовок для изготовления самодельных ножей.
Большое количество углерода в сплаве позволяет закалять материал до 66 единиц по Роквеллу. Это даёт изделию высокую прочность, поэтому сделать нож из напильника будет наилучшим решением.
Качественный нож умельцы производят из таких заготовок:
- Сверла по металлу. Но здесь нужно помнить, что закалке подвергается только рабочая часть.
- Поршневого шатуна.
- Рессоры.
- Напильника.
- Торцевого ключа.
Чтобы профессионально сделать финку, необходимо материал подвергнуть предварительной ковке. Удобнее всего это осуществлять с напильником, так как у него подходящая форма. Ковка позволяет сделать металл более эластичным.
Толщина надфиля слишком большая, поэтому необходимо снять часть металла, чтобы появилась возможность сформировать спуск. Ковочные работы подразумевают не удаление слоя металла, а создание другой формы.
Если у человека есть опыт и соответствующее оборудование, он легко сможет создать профессиональное изделие. Но встает вопрос о необходимости выполнения ковки, ведь заготовка уже имеет подходящую форму.
Ковка нужна по следующим причинам:
- Металл станет более твёрдым и эластичным.
- Заготовка имеет слишком большую толщину, что делает необходимым снятие части металла во время формирования спусков. Ковочные работы убирают это требование.
- На конечную обработку потратится гораздо меньше времени.
Также этот процесс позволяет убрать насечки. Конечно, это и не обязательно, ведь так изделие становится более оригинальным.
Когда нет специального оборудования, сделать изделие можно и без ковки. Если применять качественный материал, результатом будет отличный клинок. На современном рынке очень много китайских инструментов. Желательно использовать напильники советского производства, но найти их не так-то и просто.
На современном рынке очень много китайских инструментов. Желательно использовать напильники советского производства, но найти их не так-то и просто.
Проверить металл довольно легко. Необходимо один край будущей заготовки зажать в тисках, а по второму сильно ударить молотком. Если изделие закалённое, оно сломается. Легированный напильник лишь чуть-чуть прогнётся. Также для проверки можно использовать и точильный станок. Если искры короткие, то металл высоколегированный. Но всё равно придётся проводить термическую обработку.
Обжиг заготовки
Первым делом необходимо будет произвести обжиг инструмента. Идеальным вариантом считается выдерживание заготовки на протяжении 5 часов в горящей печке. Остывать материал должен медленно. Также можно применять и обычную плиту. Но нужно помнить, что это не рекомендация, а выход из положения.
Суть обжига заключается в том, чтобы раскалить и удерживать сталь при температуре минимум в 600 градусов по Цельсию, а затем дать медленно остыть. Можно обжигать и только ту часть, которая в будущем будет использоваться в качестве лезвия.
Можно обжигать и только ту часть, которая в будущем будет использоваться в качестве лезвия.
У домашней газовой печи маленькая температура, из-за чего придётся соорудить тепловой экран. Делается это довольно просто: нужно над заготовкой создать возвышенность из болтов и гаек, а на неё уложить металлическую пластину. Так можно снизить рассеивание температуры в окружающую среду, что увеличит нагрев самого напильника.
Важно использовать соль в качестве индикатора. Если во время обжига она расплавится — всё прошло успешно, если же нет, то температуры было слишком мало. В этом случае придётся повторять процесс. Розовый цвет следует поддерживать на протяжении 4 часов (минимальная длительность).
Снижать температуру нужно очень медленно. Сначала необходимо убавить горение примерно на 25%. Через некоторое время ещё немного уменьшить. Это повторяется до полного остывания. Если сталь охладится быстро, то она попросту раскрошится.
Изготовление режущей части
Форма лезвия может быть абсолютно любой. Она выбирается исходя из сферы применения.
Она выбирается исходя из сферы применения.
Основные виды:
- Прямой клинок, сделанный в виде треугольника. Такая форма позволяет отлично выдерживать нагрузки от равномерных ударов. Также имеет хорошее сопротивление к резке.
- Вогнутый. Такая форма не способна выдерживать большие механические нагрузки. Чем глубже, тем выше становится сопротивление.
- Выпуклая линза. Эти ножи необходимы для тяжёлых работ.
Следующий этап начинается после охлаждения изделия. Нужно аккуратно его обработать. Процесс состоит из таких этапов:
- С помощью ножовки врезается необходимый контур, в задней части вырезать хвостовик. Нужно максимально точно создать лекало, чтобы уменьшить время работы на станке.
- Заготовка зажимается в тисках. С использованием напильника создаются оптимальные спуски. Чтобы сохранить симметрию, можно с помощью металлической трубы создать специальное приспособление, на которое будет закрепляться инструмент.

После грубой обработки необходимо доработать изделие при помощи наждака. Чтобы было удобнее, можно бумагу обернуть вокруг бруска.
Закалка готового лезвия
Чтобы клинку вернуть его твёрдость, необходимо правильно произвести процедуру закалки. Для этого его нужно разогреть до 900 градусов по Цельсию. После этого нож следует быстро охладить.
В домашних условиях можно использовать для нагрева паяльную лампу. Струю пламени нужно располагать так, чтобы она шла вдоль лезвия. Важно следить за равномерностью прогрева.
Можно применять и обычный древесный уголь. В него необходимо закопать клинок. Разогрев также следует производить паяльной лампой. Во время нагрева нужно обеспечить правильную температуру. Это можно определить по цвету заготовки, который изменяется при разной степени накала. Когда температура достигнет 900 градусов, клинок станет малинового цвета.
Охлаждать нужно в воде или отработанном масле. Процесс осуществляется следующим образом:
- Если применяется вода, в неё обязательно нужно добавлять рассол или соль. Без этого нежелательно проводить охлаждение. Чтобы металл не согнулся, следует опускать нож вертикально.
- Отработку нужно налить в железное ведро. Нож должен быть привязан на какой-нибудь проволоке, чтобы можно было опускать его в жидкость. Вязкость отработанного масла оптимизирует процесс теплообмена. Полное остывание наступит через несколько минут. Нужно помнить, что масло может загореться.
Недостаточный прогрев не позволит качественно закалить железо. Если сделать всё правильно, нож получится твёрдым и крепким.
Секреты отпуска и создание ручки
Процесс закалки позволяет улучшить качественные характеристики изделия. Но это и повышает его хрупкость. Если ударить металлом об какую-нибудь твёрдую поверхность, клинок может попросту расколоться. Чтобы убрать такой эффект, необходимо отпустить сплав. Отпуском называется вид термообработки.
На протяжении часа нож нужно прогревать при 200 градусах. Для нагрева подойдёт обычная духовка. Охлаждение происходит постепенно на открытом воздухе.
Можно проводить отпуск и в расплавленном свинце, но его температура слишком большая (327 градусов). Выполнение процедуры таким образом повлечёт уменьшение твёрдости.
Ручка делается из двух деревянных накладок, которые крепятся к хвостовику ножа. Для прокладок можно брать кожу. Её следует вырезать в точности по контуру деревянных элементов. В металлической, деревянной и кожаной частях просверливают отверстия. По его сечению отрезаются 3 трубки.
Все эти элементы тщательно промазываются клеем и собираются воедино. Через несколько часов клей затвердеет. Все незначительные дефекты удаляются с помощью наждачной бумаги. Чтобы готовый нож был хорошо защищён от различных факторов, вызывающих коррозию, его следует отполировать.
Изготовление ножа из напильника собственными руками в домашних условиях является довольно кропотливым процессом, но результат стоит этого. Клинок будет соответствовать всем требованиям, которые выдвигаются для выполнения какой-то конкретной задачи. Сталь у напильника имеет высокие качественные показатели, что отражается и на ноже.
(7 голосов, среднее: 4.3 из 5)
Поделитесь с друзьями!Как делать крепкие ручки для напильников своими руками
Деревянные ручки напильников имеют свойство усыхать и растрескиваться, поэтому иногда их приходится менять. Зачастую новые рукоятки служат не лучшим образом, так как делаются на скорую руку из недосушенной древесины. Поскольку хвостовики напильников в них забиваются, то сильно расщепляют волокна, что вызывает трещины. Рассмотрим несколько советов, которые помогут сделать ручки более крепкими и стойкими.Материалы:
- черенок для тяпки;
- пластиковая бутылка;
- столярный клей;
- опилки.
Изготовление ручки
Отличной материалом для изготовления ручек является черенок от тяпки или лопаты. Он сухой, стоит дешево, а его длины достаточно для сборки рукояток для десятка напильников. Черенки, особенно для тяпок, имеют гладкую поверхность и оптимальную толщину, благодаря чему хорошо ложатся в руку.
Чтобы рукоятка не разбивалась при работе и не растрескивалась, для нее потребуется колпачок в виде кольца. В его качестве можно использовать горлышко от пластиковой бутылки. Оно спиливается ножовкой по металлу.
Обрезок черенка толще горлышка бутылки, поэтому рукоятку нужно застрогать и отшлифовать. Если есть токарный станок, то это можно сделать за минуту.
Уменьшив диаметр заготовки на длину горлышка, оно набивается сверху.
 Колпачок должен входить туго, тогда он точно не слетит. Желательно перед насаживанием смазать черенок столярным клеем. Выступивший клей можно стереть опилками.
Колпачок должен входить туго, тогда он точно не слетит. Желательно перед насаживанием смазать черенок столярным клеем. Выступивший клей можно стереть опилками.Полученную заготовку нужно прошлифовать на торцах, сделав гладкой. Если черенок ложится в ладонь плохо, то его можно немного сточить на меньший диаметр.
Далее в заготовке рассверливается отверстие для установки полотна. Для этого используется сверло немного тоньше диаметра хвостовика напильника.
Поскольку хвостовик заострен, то дно отверстия не будет заполнено полностью. Поэтому в него нужно насыпать опилок и залить их сверху столярным клеем.
Пока клей не впитался в опилки нужно набить рукоятку на напильник. Запрессованная масса сжимается внизу отверстия, поэтому не мешает.
Когда она застывает, то предотвратит расшатывание полотна. Непосредственный распор дерева хвостовиком при набивании произойдет только в месте обжатия колпачком, поэтому рукоятка не треснет.
Если пропитать ручку маслом, то она перестанет поглощать влагу, что предотвратит появление трещин.
 Собранный напильник таким способом не выпадет из рукоятки даже через десятилетия.
Собранный напильник таким способом не выпадет из рукоятки даже через десятилетия.Смотрите видео
Напильники и надфили – Помощь рабочему-инструментальщику
Напильники и надфили
Категория:
Помощь рабочему-инструментальщику
Напильники и надфили
Несмотря на механизацию слесарных операций, в инструментальном производстве все еще остается большой объем ручных работ с использованием таких инструментов, как напильники и надфили (например, при обработке профильных шаблонов, фасонных деталей штампов, пресс-форм, форм для литья под давлением и др.).
Напильники общего назначения.
С целью придания детали точных размеров, правильной геометрической формы и требуемой шероховатости поверхности осуществляют операцию опиливания с помощью напильников.
Слесарные напильники общего назначения представляют собой стальные, термически обработанные бруски различной формы с насеченными на поверхности под определенным углом к оси параллельными режущими зубьями, которые срезают небольшие слои металла в виде стружки (опилок).
Напильники изготовляют из углеродистых инструментальных сталей (марок У12 и У13), а также из легированной хромистой (ШХ6, 111X9) длиной от 150 до 450 мм. Длина применяемого напильника должна быть больше длины обрабатываемой поверхности. Зубья слесарных напильников имеют твердость HRC54, а напильников для заточки пил — HRC57.
В зависимости от формы обрабатываемой поверхности применяют напильники с различными профилями сечения. Для обработки плоских поверхностей используют плоские напильники (рис. 1 ,а), для квадратных отверстий и прямоугольных пазов — квадратные (рис. 1,6), для трехгранных отверстий и наклонных пазов— трехгранные (рис. 1,е), для выпуклых и вогнутых поверхностей — полукруглые (рис. 1,г), для круглых отверстий и криволинейных переходов — круглые (рис. 1,(3), для обработки углов — ромбические и трехгранные (рис. 1,е и ж).
1,г), для круглых отверстий и криволинейных переходов — круглые (рис. 1,(3), для обработки углов — ромбические и трехгранные (рис. 1,е и ж).
По числу зубьев на 1 см длины напильники делятся на шесть классов: 0-й класс — драчевые напильники; 1-й класс — личные; 2, 3, 4 и 5-й классы — бархатные. Драчевые напильники применяют для чернового опиливания, когда с обрабатываемой поверхности снимают слой металла толщиной 0,5—1 мм; личные — для чистовой обработки при снятии слоя толщиной не более 0,3 мм и бархатные — для доводки поверхностей при снятии слоя металла не более 0,05 мм.
По виду и форме зубьев напильники изготовляют с одинарной или двойной (перекрестной) насечкой. Напильники с одинарной насечкой служат для обработки цветных сплавов, а также дерева, эбонита, текстолита и других материалов с незначительным сопротивлением резанию. Ими снимают слой материала широкой стружкой, равной длине всей насечки. Одинарную насечку наносят под углом 70…80° к оси напильника.
Напильники с двойной насечкой применяют при обработке чугуна и стали. Эти напильники имеют большое количество зубьев, которые при резании дробят стружку. Нижнюю насечку делают под углом 55°, а верхнюю 70° к оси напильника. Угол между насечками равен +25°. Шаг у нижней насечки больше, чем у верхней. В результате зубья располагаются по прямой, составляющей некоторый угол с осью напильника. При движении напильника следы зубьев перекрывают друг друга, в результате чего шероховатость обрабатываемой поверхности понижается.
Эти напильники имеют большое количество зубьев, которые при резании дробят стружку. Нижнюю насечку делают под углом 55°, а верхнюю 70° к оси напильника. Угол между насечками равен +25°. Шаг у нижней насечки больше, чем у верхней. В результате зубья располагаются по прямой, составляющей некоторый угол с осью напильника. При движении напильника следы зубьев перекрывают друг друга, в результате чего шероховатость обрабатываемой поверхности понижается.
Напильники для обработки сплавов цветных металлов отличаются от стандартных общего назначения углами наклона нижней и верхней насечек и их шагом. Их выпускают пяти размеров по длине: 150, 200, 250, 300 и 350 мм. Все напильники изготовляют плоскими, тупоносыми с насечкой № 1, которую делают более глубокой.
Машинные напильники.
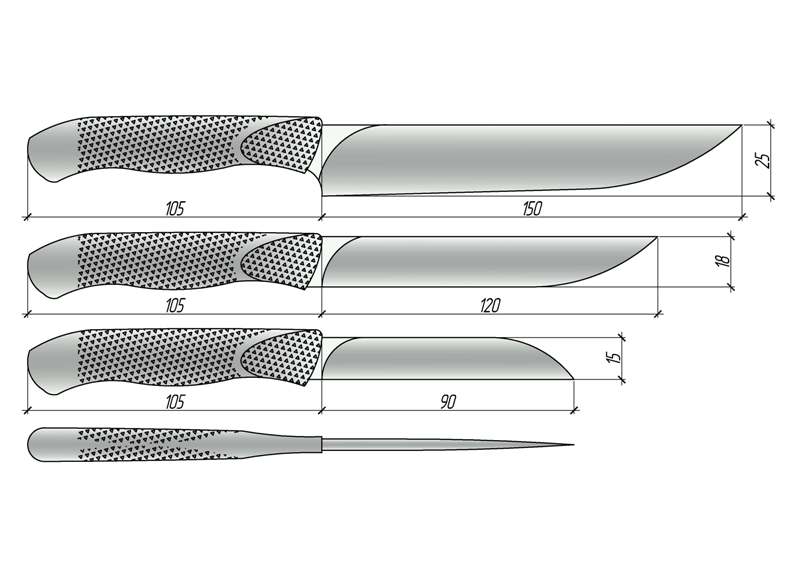
На опиловочных станкаХ с возвратно-поступательным движением, широко применяющихся в инструментальном производстве при обработке фасонных отверстий и наружных криволинейных поверхностей деталей штампов и пресс-форм, используют специальные стержневые напильники. Они изготовляются двух типов: без упорного центра (рис. 2, а) и с упорным центром (рис. 2). Напильник первого типа имеет с обоих концов хвостовую часть, за которую он крепится в движущейся рамке опиловочного станка. Напильник второго типа — с односторонним закреплением в станке. Один конец такого напильника выполняют в виде хвостовика, равного сечению h по длине рабочей части, а другой — в виде центра (рис. 2).
Они изготовляются двух типов: без упорного центра (рис. 2, а) и с упорным центром (рис. 2). Напильник первого типа имеет с обоих концов хвостовую часть, за которую он крепится в движущейся рамке опиловочного станка. Напильник второго типа — с односторонним закреплением в станке. Один конец такого напильника выполняют в виде хвостовика, равного сечению h по длине рабочей части, а другой — в виде центра (рис. 2).
Рис. 1. Формы сечения напильников
Насечка машинных напильников — двойная с углами наклона основной насечки Х = 25° и « = 35°. Число насечек на 1 см длины напильника — от 11 до 60, в зависимости от его размеров и назначения.
Машинные напильники изготовляют из стали марки У12А или У13А. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не ниже HRC54.
Форма сечения напильников может быть плоской, квадратной, трехгранной, круглой, полукруглой, овальной, ромбической и др. У напильников первого типа длина L—100…200 мм, ширина В=1…10 мм и высота /г=1…5 мм. У напильников второго типа L= 150…250 мм, В = 5…26 мм и h — 3,5…9 мм.
У напильников первого типа длина L—100…200 мм, ширина В=1…10 мм и высота /г=1…5 мм. У напильников второго типа L= 150…250 мм, В = 5…26 мм и h — 3,5…9 мм.
Рис. 2. Машинные напильники.
Борнапильники.
В механизированных опиловочных машинках с вращающимся шпинделем в качестве рабочего инструмента применяют борнапильники различной формы с разными насечками: цилиндрические, конические, сфероцилиндрические, сферические, сферические эллипсовидные, сфероконические диаметром от 10 до 22 мм (рис. 3). Мелкоразмерные борнапильники изготовляют диаметром от 4 до 8 мм.
По характеру образования зубьев различают фрезерованные и насеченные борнапильники. Напильники с фрезерованными зубьями называют также борфре-зами.
Борнапильники предназначены для обработки фасонных поверхностей и выемок у матриц и пуансонов, пресс-форм для литья под давлением и т. п. Они работают со скоростями резания 80..Л20 м/мин и обеспечивают шероховатость поверхности до Ra= 1,25…0,63 мкм.
Фрезерованные борнапильники изготовляют из быстрорежущей стали Р18, а насеченные — из стали У13, У13А или ШХ15. Твердость и острота их зубьев должны обеспечивать сцепляемость с контрольной пластинкой из стали У10 или У12 твердостью не менее HRC54.
Рис. 3. Борнапильники.
Твердосплавные борнапильники называют фрезами-шарошками. Изготовляют их монолитными в двух вариантах: инструменты-коронки, закрепляемые на стальных оправках, и мелкоразмерные инструменты, выполняемые целиком (с хвостовиком) из твердого сплава.
Рис. 4. Надфили.
Для эксплуатации твердосплавных фрез-шарошек необходимы быстроходные станки или установки с частотой вращения от 10 000 до 100 000 об/мин и мощностью от 0,5 до 1 кВт.
Надфили.
Надфили представляют собой один из видов мелких напильников. Они широко применяются в инструментальном производстве для обработки мелких точных деталей и труднодоступных мест деталей штампов и пресс-форм. В конструкции надфилей большую роль играет размер сечения рабочей части. Надфили тонких сечений дают возможность зачищать мел« кие отверстия, острые углы и участки профиля, ограниченные короткими линиями.
Стандарт предусматривает выпуск надфилей трех величин с общей длиной 80, 120 и 150 мм при длине насеченной части соответственно 40, 60 и 80мм (рис.4). Хвостовая часть надфилей изготовляется круглой формы диаметрами 2; 2,5 и 3 мм. По числу основных насечек на 1 см длины надфили делятся на 6 классов.
Изготовляют надфили из инструментальной стали У12А и У13А; их твердость HRC56…58.
Реклама:
Читать далее:
Абразивные инструменты
Статьи по теме:
Малоизвестные факты о простом ⚒ напильнике: история появления и секреты
Мастера знают, что самые простые и примитивные рабочие инструменты оказываются на проверку и самыми незаменимыми. Чего стоит молоток – простейшая палка с твердым предметом. Но он точно незаменим, причем в самых разных ситуациях.
Так и с напильником – обычная пластинка из металла с нарезной насечкой вроде бы и не является вещью первой необходимости. Но попробуйте обойтись без напильника, когда надо подрихтовать деталь, – ничего не выйдет. А вот еще несколько малоизвестных фактов о привычном напильнике.
Содержание
Популярный букмекер выпустил мобильное приложение для Андроид, скачать 1xBet можно по ссылке абсолютно бесплатно.Что такое напильник
Это обычный инструмент для обработки деталей из дерева, металла, пластика и прочих твердых и полутвердых материалов. Многолезвийная модель представляет собой стержень, усеянный насечками, который зафиксирован на ручке.
Вообще, ручка всегда отваливается, и потому остается только стержень.
Кстати, если ручка отвалилась в самый ответственный момент, ее заменяют чем угодно:
Рекомендуем к прочтению:
- нагревают хвостик напильника, надевают на него отрезок пластиковой трубы малого сечения;
- в старой ручке от шила делают отверстие с нарезкой, вкручивают конец надфиля;
- прикрепляют к ручке кусок металлической трубы с резьбовым стыком.
Прародитель напильника
Вообще, право первенства изобретения оспаривают несколько народов:
- китайцы уверяют, что первые напильники сделали именно они, применив жесткую и шершавую кору дерева для обтачивания различных деталей;
- жители Океании утверждают, что акулья шкура – это прототип, послуживший для изобретения современного прибора;
- есть находки в древних гробницах египтян, там инструменты выглядят почти такими же, как и сегодня, но сделаны из жесткого дерева, обтянутого шкурой неизвестного животного;
- греки уверяют, что первые напильники изобрели они, а применяли их для обработки драгоценных камней – шлифовки и придания формы.
Пожалуй, правы все, ведь акулья шкура, как и кора некоторых деревьев, ничуть не уступает по прочности современным металлическим напильникам.
Зубоврачебная техника
Если хотите окунуться в первобытную стоматологию, поезжайте в Индию. Там до сих пор подпиливают зубы напильниками. Причем инструменты самые разные – от маленьких до крупных вариантов.
Подпиливание зубов – ритуал, который сохранился у таитян, маори. Вот уж кому точно не позавидуешь, запах горелой кости не покидает пациента во время всей процедуры.
Разные напильники для разных работ
Различая инструменты, некоторые мастера ошибочно называют напильником рифель. В принципе они почти похожи, но рифель имеет изогнутую форму. Делают оный только из сплава с магнитом. Причина – применяют инструмент для обработки драгоценностей, намагниченной поверхностью легче собрать крупинки дорогого материала.
Рекомендуем к прочтению:
Надфиль – это не напильник
Называть напильником надфиль – еще одна ошибка начинающих мастеров. В переводе с немецкого название обозначает «игольчатый» напильник. Это инструмент небольшого размера, который применяют для очень тонких работ.
Что расскажут насечки
На инструменте 5 типов насечек:
- Крестовые. Они нужны для обработки изделий из стали, бронзы, чугуна.
- Простые. Отлично справляются с цветными металлами.
- Фрезерованные. Необходимы при работах с цветными металлами и деревом.
- Рашпильные. Их берут для обработки кожи, резины, древесины.
- Штампованные. Представляют собой выдавленные шипы на трубе или швеллере.
Теперь, выбирая напильник, внимательно смотрите на тип насечек. Правильно подобранными работать намного проще.
От редакции – это интересно! В кино и мультиках показывают, как ловко заключенный перепиливает решетку напильником. И это правда. В 1920 году Америку потряс небывалый случай: адвокат заключенного передал ему напильник в батоне. В итоге из тюрьмы бежало более 10 самых опасных преступников. Все они были обвиненными по делу о грабежах и разбоях, принадлежали одной банде.
Самая опасная «еда»
Снова о тюремной «романтике». Небольшие напильники пытаются пронести в желудке. Для этого их глотают, конечно, без ручки. В итоге инструмент буквально разрывает внутренние органы человека, что приводит к обширному кровотечению и смерти. Только в 1935 году от подобной «еды» погибло более 150 заключенных и еще порядка 20 их родственников – они тоже пытались пронести напильники в желудке.
И пара лайфхаков для тех, кто любит инструмент и часто им работает:
- Чтобы вернуть к жизни старый напильник, его укладывают в 10% раствор серной кислоты (на 10 минут). Затем хорошо отскабливают от ржавчины и окислов.
- Засор насечек – это неприятно, их приходится чистить, что отнимает время. Если натереть напильник перед работой мелом, он не будет засоряться.
|
|
| |||
|
|
| |||
|
|
| |||
|
|
|
ручные напильники, сделанные в США | 4 американских производителя и брендов
Ручные напильники, сделанные в США | 4 американских производителя и брендаМы составили исчерпывающий список из 4 американских производителей и брендов файлов для рук, в которые могут входить крупные корпорации, небольшие компании или частные лица.
В этот список входят файлы и рашпили, сделанные из материалов, на 100% произведенных здесь, в Америке, но некоторые могут также содержать процент материалов, полученных за пределами США. Мы также оценили этих производителей по качеству и источникам строительных материалов.
Включены некоторые сведения о компаниях со ссылками как на производителя, так и на различных интернет-магазинов, где вы можете получить последние цены, стоимость доставки, специальные предложения и многое другое, если таковые имеются.
Вся продукция »Инструменты» Ручные инструменты »Ручные напильники»- Лезвия Excel
Excel Blades – это семейный производственный бизнес, расположенный в Патерсоне, штат Нью-Джерси, США. В течение 30 лет они предлагают высококачественные пилки, ножи, лезвия и другие прецизионные инструменты.
Сделано в США Рейтинг: 5.0 Звезды
Купите самые популярные файлы:
Амазонка - Jawco
Jaw Manufacturing Co. является производителем и дистрибьютором напильников для восстановления резьбы и специального автомобильного ручного инструмента без привода более 67 лет. Файлы для восстановления резьбы Nu-Thred имеют высочайшее качество с поперечным вырезом и глубиной, пропорциональной шагу резьбы.
Сделано в США. Рейтинг: 5.0 звёзд
Купите самые популярные файлы:
Амазонка - Куцаль
Качество ручной работы присуще каждому инструменту Kutzall. От нестандартных инструментов до простого ручного рашпиля, если он носит имя Kutzall, он создан для того, чтобы работать лучше и служить дольше.
Сделано в США Рейтинг: 5.0 Звезды
Купите самые популярные файлы:
Амазонка - Николсон
Crescent Nicholson – лидер на рынке продуктов для ручного удаления материала от Apex Tool Group, одного из крупнейших производителей ручного инструмента в мире.Обширная линейка продуктов Crescent Nicholson включает напильники, рашпили, пилы и аксессуары.
Сделано в США Рейтинг: 5.0 Звезды
Купите самые популярные файлы:
Амазонка
Производители ручных напильников на этой странице могут производить продукты того же типа или стиля и в других странах. Многие компании изменяют свои торговые марки, производственные методы и дизайн продукции практически без уведомления, поэтому, если остались вопросы, мы рекомендуем напрямую связаться с производителем.
Система рейтинга (от 1 до 5), которую мы использовали для оценки этих производителей, основана на процентном соотношении материалов, из которых они собирают свою продукцию, которые фактически производятся в США.- 5 звезд
- Практически весь продукт собирается американскими рабочими с использованием качественных деталей из США, и производитель выпускает по крайней мере одну модель в этом стиле.
- 4 звезды
- (4,0–4,9) Этот продукт может содержать часть материалов иностранного производства, но по-прежнему полностью собирается в США.Используемые зарубежные материалы будут не уступать по качеству любым американским аналогам.
- 3 звезды
- (3,0–3,9) Большая часть этого продукта содержит материалы на иностранной основе, включая весь продукт. Иностранные материалы будут достойного качества, практически не уступающего отечественному аналогу.
- 2 звезды
- (2.0-2.9) Этот продукт содержит все материалы иностранного производства, собран в США, но некоторые или все иностранные материалы будут иметь более низкое качество по сравнению с товаром из США.
- 1 звезда
- Мы не смогли определить, или производитель не предоставил достаточно подробностей относительно количества материалов, производимых в США. Не следует автоматически предполагать, что продукт не содержит каких-либо деталей или деталей, произведенных в США, на самом деле они могут быть полностью произведены в США, но мы просто не смогли дать точную оценку количества.
В чем разница между пилками и тремя квадратными пилками?
Крупным планом две пилки и в центре трехквадратная пилкаНапильник с тремя квадратами может иметь самое глупое имя во всем мире инструментов (всех дисциплин).Напильник с тремя квадратами представляет собой трехсторонний напильник. Это не пилка. Это не квадратный файл; это трехквадратный файл. В чем разница между пилой и гораздо более дорогой трехгранной пилкой? Прежде чем ответить на этот вопрос, давайте взглянем на напильники, сделанные в Англии около 1800 года.
Напильники для ручной кузнечной пилы из пруткового материала. Из книги «Выживающие ремесла». 1902
Первое, что вам нужно сделать при изготовлении напильника, – это выковать из стали треугольную форму. К этому времени лучшие напильники были изготовлены из стального литья по методу Хантсмана.В отличие от всех предыдущих методов производства стали из литой стали, этот метод дает вам чистую заготовку материала, не беспокоясь о примесях, ослабляющих сталь, особенно в небольших файлах. У вас также постоянная твердость. Из стальных заготовок можно было выковать длинные прутья. Затем, используя обжимные блоки и другие полезные кузнечные инструменты, вы могли создавать треугольные кусочки металла, которые можно было рубить на заготовки.
Напильники станочно-шлифовальные. В 1800 году шлифовку производили вручную.Из книги «Выживающие ремесла». 1902
Невозможно создать зубцы напильника одинаковой высоты, если лежащая под ним кованая заготовка не будет гладкой. После ковки заготовки затем передавались шлифовальному станку, который превращал грубую ковку в нечто гладкое и правильное, чтобы зубья получались гладкими и ровными.
Мужская пилка для ручной резки зубьев. Из книги «Выживающие ремесла». 1902
Затем файлы собирались и передавались на фрезы для зубьев. В начале 19 века эта работа во многих случаях выполнялась подрядными рабочими.Наездники ходили на фермы, окружающие завод, раздавали сырые заготовки и забирали обрезанные заготовки вместе с оплатой. Подобная консигнационная работа всех типов была типична для ранней фабричной системы и типичной работы, которую фермеры, занимающиеся натуральным хозяйством, выполняли, чтобы заработать необходимую медь в зимние месяцы. Позже эта работа была перенесена на завод. По словам историка инструмента из Шеффилда Кена Хоули, резка напильником, то есть процесс ручного долбления рядов и рядов зубьев напильника равномерно в куске стали, считалась в лучшем случае полуквалифицированной работой: она требует практики и усердия, но является в остальном очень просто.Кен отметил, что резка файлов меньшего размера, как правило, выполнялась женщинами и детьми. Нарезку больших файлов, для чего требовалось гораздо больше силы, выполняли мужчины.
После нарезания зуба все, что осталось, это упрочнение напильника. Закалка напильника часто связана с его выпрямлением, если он деформировался во время закалки, и предотвращением повреждения или выгорания зубов в процессе закалки. Это считалось высококвалифицированной работой. Наконец, файлы будут упакованы десятками, а затем отправлены розничным продавцам по всему миру.
Чертеж долот, используемых при напильнике, и то, как сталь осаждается. Дисстон, “Файл в истории” 1922
Но на самом деле этот процесс немного сложнее. Когда вы режете напильником, на самом деле вы ударяете долотом, которое опрокидывает сталь и поднимает зуб. Сталь высаживается из корпуса заготовки файла. На видео ниже показан процесс. На рисунке 21C выше показано, как создается зуб путем осадки и выкапывания стали из корпуса файла. На простом квадратном напильнике у вас будут зубцы со всех сторон (если только вы не зазубрите одну из сторон, чтобы создать безопасный край).Когда вы прорезаете зуб, сталь не только приподнимается, но и немного расширяется, поэтому последний зуб оказывается немного шире, чем корпус. Я думаю, что мой набросок ниже немного преувеличен. На практике это означает, что зубы в углу слабые; нет идеального покрытия; и напильник, вероятно, не будет хорошо резать угол.
Смещая зубья на квадратных файлах, вы можете добиться того, чтобы боковое расширение зубьев покрыло зазор, чтобы напильник работал правильно. Чем меньше файл, тем сложнее это сделать.Простое решение этой проблемы заключается в том, что в большинстве обычных прямоугольных файлов зубья должны быть только на гранях. Их бока, если они вообще зубчатые, имеют простой прямой рисунок с довольно крупными зубцами.
Грубый набросок, показывающий, как распределяются зубья напильника после резки.
Для треугольных напильников это решение не работает, потому что нам нужен напильник – особенно в случае пилки – для резки углов, известный как arrises, где встречаются два самолета. Если файл действительно треугольной формы, у вас есть острый угол.Если зубы не смещены идеально, они будут сталкиваться и треснуть друг друга. Если зубы недостаточно глубокие, углы совсем не режутся. Во многих приложениях это не имеет большого значения, но для многих инженерных приложений и для заточки пил (или любой треугольной полости) вам понадобится напильник для резки по краю. В случае заточки пил коммерческая проблема в 19 веке заключалась в том, что профессиональную ручную пилу нужно было затачивать каждые пару дней. Заточка пил была общеизвестно плохо оплачиваемой работой, но плотникам нужно было точить их недорого.Так что стоимость напильников для точилки пилы имела большое значение. Дорогие три квадратные напильники работали хорошо, но, поскольку зубы требовали аккуратного выравнивания и обрезки, они были относительно дорогими. В конце 18 века Питер Стабс стал крупнейшим производителем пилок в Англии, и его пилки захватили весь рынок. Моя теория, которую я не смог подтвердить, заключается в том, что, осознав, что дешевые пилы будут продаваться как горячие пирожки (какими бы горячими пирожками они ни были на самом деле), он или один из его современников решил проблему арриса.
Решение, которое я приписываю заглушкам, заключалось в том, чтобы положить плоскую часть на стойку и зазубрить ее прямо поперек, как напильником. Теперь зубец будет резать, хотя и не так хорошо, как остальная часть файла, но, по крайней мере, у вас нет хрупких зубов. Компромисс заключается в том, что файл не прорежет острый треугольный вырез, а скорее будет работать как частичный треугольник с плоским дном. Но такой напильник гораздо проще изготавливать, особенно вручную, поэтому у вас есть гораздо более дешевая альтернатива обычному трехквадратному напильнику, в котором делается все возможное, чтобы минимизировать ширину дуги.
Оказывается, для обычных ручных пил зубья расположены достаточно далеко друг от друга, так что широкий пищевод – не такая уж большая проблема. Однако это имеет большое значение для тонких пил, в которых плоская канавка занимает место для опилок и замедляет пиление.
Напильники отличаются от трех квадратных напильников тем, что (для данного размера) дуги немного шире, имеют более крупные зубья и прямой разрез. Пильные напильники также отличаются от большинства трех квадратных напильников тем, что последние имеют двойную резку и имеют два зубца под и углом, создавая крест-накрест гладких режущих зубьев.Напильники почти всегда одинарные, с одинарной траекторией зубьев, что намного дешевле. Поскольку пилки имеют одинарную резку и имеют более широкие передние кромки, зубья в передней части более прочны, а срок службы пилок немного больше, чем у трех квадратных пилок. Три квадратных файла все еще доступны для машинистов, но в основном они исчезли для других целей. Для действительно хороших пил, которым нужен пропорциональный маленький паз, надфили делают свое дело. К тому же они довольно дорогие.
Перенесемся в 21 век.Нарезка и закалка файлов повсюду. Мы остановились на файлах Corradi, потому что они, кажется, знают, что делают. Поскольку мы затачиваем все наши пилы Gramercy Tool собственными силами, у нас есть серьезный опыт работы как с новыми производственными напильниками, так и с новым старым инвентарём, который мы используем для сравнения. Мы протестировали и отклонили все виды других брендов, обычно потому, что они не так хороши, как Corradi, но также потому, что в игру вступают незначительные различия в цене и доступности. Но удивительно, как много компаний делают объекты в форме файлов, которые не очень прямые, не закалены должным образом, имеют тупые зубы и / или гнутся из-за того, что они слишком мягкие.Приз за худшие файлы, которые мы видели каждый, был набор образцов от компании из Китая: зубцы файла сломались при их первом проходе по пиле.
На увеличенном масштабе трех надфилей, представленных выше, тот, что слева, представляет собой 6-дюймовую тонкую пилку. Выступы на нем шире, а покрытие зуба менее четкое, чем у напильника посередине. Последний – 150-миллиметровый. (6 дюймов) 2-й (двойной) надрез с тремя квадратными напильниками. У него меньшие гребни и более мелкие зубцы, а на гребнях более однородные зубцы с перекосом.Сверхтонкий напильник 4 1/2 дюйма справа имеет более узкое ребро, чем любой другой напильник, но сам напильник грубее и короче, что означает, что он режет медленнее и менее плавно, особенно на тонких пильных полотнах. Если вы присмотритесь, то зубцы на выступе 4 1/2 “файла не такие гладкие и правильные, как 3 квадрата посередине. Все эти файлы работают хорошо и от ведущего производителя (Corradi). Три квадрата стоят вдвое дороже пилки. Мы используем их на наших пилах BT&C Hardware Store Saw и Gramercy Tools, потому что они быстрее и мы получаем более гладкую поверхность зубьев.Также у хозяйственной пилы зубцы действительно слишком велики для файла 4 1/2 дюйма.
Три файла увеличены выше. Вы действительно можете увидеть разницу между тремя квадратными в середине и тонкими 6-дюймовыми.
Напильники в нашей коллекции
Типы напильников по металлу
Напильник – это ручной инструмент, который можно найти в любой мастерской. Как правило, это очень полезно в процессе чистовой обработки заготовки. Напильник используется для удаления мелких частиц с заготовки и получения желаемой формы.Напильник обычно используется при деревообработке, металлообработке и других подобных операциях. Из этой статьи вы сможете очень просто узнать о типах напильников по металлу.
А также файл имеет очень долгую историю, которая простирается примерно до 1090 года до нашей эры. В то время люди использовали разные типы файлов по металлу для заточки различных основных инструментов. Файлы подвергались различным изменениям и со временем достигли этой стадии. С развитием файлов их использование и приложения также были улучшены
Обычно файлы изготавливаются из закаленных стальных прутков.При рассмотрении любого файла можно увидеть некоторые общие характеристики. В углу файла есть деталь, называемая тангажем, чтобы держать ее в руке. Другой конец файла называется точкой, где оператор держит его другой рукой. Напильник состоит из нескольких рядов зубцов, которые образуют гребни на его поверхности.
Для использования доступны несколько типов напильников по металлу. Тип файла зависит от формы или стиля поперечного сечения, размера и конфигурации зуба файла.Ниже приведены некоторые из основных типов файлов, которые обычно доступны на рынке.
Плоский напильник
Имеет прямоугольное поперечное сечение. Края по ширине файла делают параллельными до 2/3 его длины. Другая часть сужается к концу файла. На большей части грани видны двойные разрезы, в то время как только края показывают одинарные разрезы. Плоский напильник – это самый доступный тип файла в любом доме или мастерской. Плоский напильник используется для общих целей, таких как подпиливание и отделка общих внешних и внутренних поверхностей.Плоский напильник – один из самых известных видов напильников по металлу.
Напильник ручной
Ручной напильник в поперечном сечении похож на плоский напильник. Он может видеть прямоугольную форму и параллельные края по всей длине файла. Его грани имеют двойную огранку. Одна кромка одинарная, а другая безопасная. Благодаря этому безопасному краю ручной напильник можно использовать для опиливания поверхностей, расположенных под прямым углом к уже обработанным поверхностям.
Напильник квадратный
В поперечном сечении имеет квадратную форму.Все четыре стороны его длины состоят из двойных надрезов. Благодаря этому при подаче можно использовать все стороны. Квадратный напильник имеет постепенно сужающуюся ширину. Квадратный напильник используется для опиливания квадратных отверстий, прямоугольных отверстий, внутренних квадратных углов, шпоночных пазов и шлицев.
Напильник круглый
Он имеет круглое поперечное сечение. Диаметр одинаковый по всей длине файла. Они используются для увеличения или сглаживания круглых отверстий и формирования криволинейных поверхностей, таких как галтели.Коническая версия этого круглого напильника называется «крысиный хвост».
Напильник полукруглый
Как указано в названии, этот файл имеет поперечное сечение в форме сегмента круга. Он имеет равномерную площадь поперечного сечения по всей длине. Основным преимуществом этого полукруглого напильника является наличие разрезов как на плоской, так и на круглой поверхности. Плоская грань может использоваться для опиливания плоских поверхностей, а круглая грань может использоваться для опиливания внутренних криволинейных поверхностей, таких как канавки.
Напильник треугольный
Это также называется тремя квадратными файлами.Он имеет поперечное сечение треугольной формы. Как правило, он постепенно сужается к своей вершине. Стороны треугольника могут быть равными по длине или иметь две длинные и одну короткую стороны. Треугольный напильник имеет две обрезанные стороны и одну неразрезанную. Это используется для опиливания внутренних углов, скругления углов, опиливания канавок и пазов.
Надфиль
Напильник имеет форму ножа в поперечном сечении. Этот напильник имеет сужающийся изгиб до узкой точки.Как правило, этот файл используется для опиливания острых углов более десяти градусов, узких канавок, углов и пазов.
Надфили
По сравнению с другими напильниками надфили имеют небольшой размер. Они специально разработаны для выполнения деликатных и легких работ, которые недоступны другим файлам. Кроме того, надфили используются там, где требуется высокая точность. Надфили способны поддерживать оператора в самых деликатных дизайнерских местах.
Напильники доступны в наборах различной формы.Как правило, надфили доступны почти со всеми формами других напильников. Некоторые из распространенных форм надфилей – это закругленный край, плоский край, плоский конус, треугольник, квадрат, полукруглый, нож, перьевой край, заколка и маркировка. Эти типы надфилей имеют такое же применение, что и другие напильники.
Напильники алмазные
Вместо того, чтобы нарезать зубья на поверхности напильника, алмазные напильники состоят из мелких частиц промышленного алмаза, встроенных в поверхность.Алмазные файлы созданы специально для сложных задач. Эти файлы также называют алмазными шлифами, потому что зубы представляют собой не обычные выступы, а частицы алмаза.
Алмазы были использованы таким образом, чтобы позволить пилке идеально и более эффективно использоваться против чрезвычайно твердых материалов, таких как камни, твердые металлы и стекло. Кроме того, это единственный тип файла, который можно использовать в возвратно-поступательном движении, не повреждая файл.
Напильник
Похоже на полукруглый напильник.Пересекающийся напильник имеет изогнутый радиус с обеих сторон файла. Чуть более высокий купол с одной стороны помогает создавать самые разные изогнутые формы и разрезы. Конические стороны этого напильника позволяют обрабатывать как узкие, небольшие пространства, так и большие поверхности.
Как описано выше, на рынке доступно несколько типов файлов. Однако важно выбрать наиболее подходящий тип файла при выполнении работы по подаче документов. Для этого оператор должен четко определить задачу и найти точные файлы, необходимые для выполнения этой задачи.Таким образом можно получить аккуратный и чистый результат.
Напильники и ножи
Напильники и ножи ФАКТЫ и ФАНТАЗИИ о ФАЙЛОВЫХ НОЖАХ
Бернар Левин (c) 1998; для ножей 99
В 1840-х годах, приложив значительные усилия по нагреванию, молотку и шлифовке, человек мог превратить старый напильник в лезвие ножа. И подобным же усилием нагревания, удара и измельчения человек мог бы превратить серебряный чайник в дверной упор.Возникает вопрос: зачем тогда кто-то сделал такую расточительную и непрактичную вещь?
Устойчивая популярная легенда, которая, возможно, насчитывает более ста лет, утверждает, что в «старые времена» люди делали ножи из старых файлов. Сила этой легенды побудила многих мастеров-любителей делать ножи из старых напильников с разной степенью успеха. Это побудило романистов, журналистов, любителей романтических ножей и других писателей-фантастов изобрести исторические сцены, в которых известные старые ножи, такие как лук-боуи, были выкованы из старых файлов.Это даже побудило одного предпринимателя из Гаваны, штат Иллинойс, в 1906 году назвать свою фирму по производству мясных ножей «Old File Cutlery Company»; эта успешная фирма продолжала свою деятельность в течение шести десятилетий – ни разу за все эти годы на самом деле не продавала нож, сделанный из напильника.
Ибо, если вы посмотрите на историю файлов и посмотрите на историю ножей, быстро станет очевидно, что до этого столетия файлы были значительно более редкими и более ценными, чем простые рабочие ножи. И очень похоже на старые ножи, но в отличие от современных файлов, старые файлы регулярно затачивали для использования, пока они почти не изнашивались.
Как в городах, так и в поселках, как на фермах, так и на границе, с тех пор, как исторические записи могут нас уловить, ножи были обычным предметом торговли и коммерции. Любой человек в любом уголке мира мог обменять небольшую сумму денег, рабочей силы или продукции на совершенно новый, профессионально сделанный нож. Сегодня вы можете купить первоклассный швейцарский, немецкий, японский или американский кухонный нож менее чем за 5 долларов.
Не менее распространенными в торговле и гораздо более распространенными, чем ножи, были заводские прутки из инструментальной стали.С 1740-х до 1907 года лучшей маркой была литая сталь для тиглей, разливаемая, наклоняемая и прокатываемая в Шеффилде. Посмотрите на самые ранние выпуски любой американской пограничной газеты – Долина Огайо, Дельта Миссисипи, Скалистые горы, Тихоокеанское побережье, вы называете это – местные торговцы рекламируют слитки из литой стали Шеффилда, а также бекон, муку, посуду и изделия из стекла. Человек, который хотел сделать свой нож, мог добыть сталь так же легко, как порох, свинцовую дробь, ситцевую ткань или виски.
И если человек был слишком беден – или слишком дешев – чтобы покупать стальной пруток для изготовления лезвия ножа, он мог бы вместо этого использовать металлолом.А что было обычным ломом стали в 18 или 19 веках? Старые подковы, изношенные шины вагонов и детали сломанных или устаревших машин. Нож, сделанный из этих продуктов с низким содержанием углерода, не будет хорошо резать или оставаться острым очень долго, но он будет работать лучше, чем ничего.
Означает ли это, что в старину никто никогда не делал нож из старого файла? Нет, конечно нет. Некоторые люди наверняка это сделали. Люди всегда были невежественными, глупыми, расточительными и разрушительными. Но не у большинства людей и не в большинстве случаев.
ФАЙЛОВ
Сегодня мы воспринимаем файлы как должное. Это одноразовые абразивные изделия, не намного дороже наждачной бумаги. Мы купим несколько файлов или целую коробку, используем каждый, пока он не станет скучным, а затем выбросим. Если мы будем экономными, мы можем сохранить наши старые файлы или даже переработать их во что-то другое – возможно, даже в утилитарный нож.
Но только в этом веке файлы стали дешевыми, многочисленными и одноразовыми.Революции в технологиях изменили файлы точно так же, как они изменили все, что мы делаем и используем.
Сначала было массовое производство высококачественной инструментальной стали в электропечи Heroult, введенной в 1907 году. В одночасье разливка тигельной литой стали партиями от 60 до 90 фунтов была в значительной степени заменена электролитическим расплавом 25-тонной разливкой. из инструментальной стали, которая была лучше и однороднее самой лучшей литой стали. Однако и тигельная сталь, и напильники ручной работы продолжали производиться в Шеффилде в качестве кустарного промысла вплоть до 1960-х годов.
Инструментальная сталь, производимая серийно, в свою очередь, стимулировала дальнейшее развитие автоматизированной резки напильниками, которая разрабатывалась более четырех поколений. Начиная с однородной электротехнической стали, станки могли резать напильники даже более плоские и однородные, чем лучшие напильники ручной работы, за небольшую часть стоимости.
Кроме того, электрическая печь позволяла точно контролировать содержание сплава. Внедрены специализированные стали для напильников с воздушной закалкой. Эти сплавы трудно или невозможно повторно закалить, поэтому повторная заточка напильников из них нецелесообразна.Старые напильники из стали для тиглей, когда они затупились, можно было вытягивать, выравнивать и резать. Они снова стали острыми, как новые, и их можно было закалять на глаз. Услуга переточки и переточки старых напильников была такой же рутинной и доступной, как и заточка ножей до 1980-х годов в Великобритании и Европе, хотя в США она прекратилась несколькими годами ранее.
До 1900 года изготовление напильников было сложным ремеслом, значительно более сложным, чем изготовление клинков. Одно из лучших сохранившихся описаний этого корабля было опубликовано в Великобритании в 1844 году (см. Врезку «День на заводе Fitzalan Steel and File-Works, Шеффилд» – ссылка в конце).
В ЛИТЕРАТУРЕ
Найти сказки о ножах, сделанных из напильников, очень просто. А как насчет реальных счетов? Это другое дело. Недавно я искал справочник читателя по периодической литературе , ежегодное индексирование журнальных статей. Я полностью ожидал, что начну находить упоминания о изготовлении ножей из файлов примерно в 1920 году, сразу после Первой мировой войны, когда рынок наводнили огромные количества военных излишков инструментов и других стальных изделий. Я был неправ.Самое раннее упоминание было почти 15 лет спустя. Это был ответ на запрос читателей, опубликованный в октябрьском номере журнала Промышленное искусство и профессиональное образование за октябрь 1935 года (см. Врезку «Изготовление ножей из напильников»). Это дает понять, что процесс ковки ножа из старого файла и более дорогостоящий, и более сложный, чем ковка ножа из нового стального прутка. В предыдущие выпуски этого журнала были включены две серии статей о изготовлении ножей в кузнечной мастерской школы. Некоторые проекты были довольно сложными; Однако все они использовали пруток инструментальной стали в качестве сырья.Затем, в выпуске того же журнала за декабрь 1939 года, в статье с практическими рекомендациями было показано, как сделать «кривый нож» для резьбы по дереву в северо-западном индийском стиле из старой пилки.
Конечно, только часть журналов была проиндексирована в справочнике Reader’s Guide . Возможно, я пропустил другие более ранние статьи. Если вы когда-нибудь найдете статью с практическими рекомендациями по изготовлению ножей из файлов старше 1935 года, пришлите мне фотокопию с указанием источника и даты.
Но, заглянув в прошлое, я обнаружил кое-что любопытное и показательное.Еще в 1760-х и 1770-х годах Французская академия наук поручила ведущим практикам всех ремесел и ремесел во Франции изложить все, что они знали, в богато иллюстрированных фолиантах. Режиссером, которого они привлекли для участия в этом проекте, был Жан Жак Перре из Парижа. К 16 годам Перре прошел стажировку во всех крупных центрах столовых приборов во Франции. Затем он поступил в медицинскую школу, чтобы улучшить качество и полезность своих хирургических инструментов – они занимают два из трех томов его работы 1771 года, Искусство резца .
В своих книгах Перре уделяет значительное внимание использованию напильника, важного инструмента мастера резчика. Большинство файлов, например молотки, он покупал у профессиональных производителей. Однако он знал, как делать свои собственные, и был один тип файла, который он обычно делал сам, так как его обычно не предлагали файловые резаки. Это был специальный тонкий напильник с зубцами только на одном крае, который использовался для нарезания заклепок заподлицо, без царапин на валиках или материале рукоятки.И как он делал эти специализированные файлы? Я позволю ему рассказать вам сам (Перре называет этот инструмент пилой, но у него нет набора зубьев, что является основным различием между пилой и напильником).
“[ТАБЛИЦА XI] На рисунке 38 показан« пильный нож ». Обычно его делают из лезвия старой [прямой] бритвы или ножа.Этот инструмент снабжен рукояткой напильника, и на его режущей кромке делают маленькие зубцы, стучая по нему лезвием скребка или треугольным напильником. Инструмент используется для быстрого отпиливания концов осей шарниров [карманного ножа и бритвы], которые слишком длинные для их суставов.”
Фигуры 38 и 39: напильники, сделанные из бритвы и ножа, 1771
Забавно, как все изменилось спустя два столетия. Сегодня мы иногда делаем ножи из старых пил и старых напильников. В 1771 году Перре изготовил свои ножовки и напильники из старых ножей. Однако в этом нет ничего удивительного. Когда ножи, пилы и напильники делались вручную, изготовление пил и напильников было намного сложнее и требовало много времени, чем обычные ножи, и поэтому они были более ценными.
А как насчет всех «пограничных ножей, сделанных из напильников», показанных в некоторых книгах по ножам? Ни один из авторов этих работ не смог объяснить, как он определяет «пограничное» происхождение своих ножей. С равным успехом они могут быть продуктами кузнечных мастерских средней школы, проектов значков бойскаутов, G.I. импровизация, или расчетливое ухищрение. Возможно, некоторые из этих ножей-напильников действительно были изготовлены до 1907 года. Но за 27 лет изучения ножей и изучения их истории я еще не нашел ни одного, который мог бы быть доказан таким старым.
*** КОНЕЦ ГЛАВНОГО ТЕКСТА; ДИАЛОГ И ПОСЛЕДУЮЩИЕ ПОЛОЖЕНИЯ ***
Дата: 6 мая 1999 г., 02:01:09 -0700
Уэйн Годдард писал:
Мне понравилась ваша статья о ножах из напильников, но я не совсем уверен.
со всем согласен. Но … это вызывает кое-что, что я
хотел обсудить некоторое время. Я видел фотографии ножей в книгах
, которые предполагалось сделать напильниками из-за маркировки на
лезвие. Один такой нож на странице 168 книги “ Нож домотканый”.
Америка “.У меня было как минимум три старые папки с похожими Шаблон
, и я не верю, что они были подделаны из файлов. В
причин заключаются в следующем.
1. Лезвия были слишком тонкими для напильников.
2. Рисунок резов на поверхности выполнен ненарушенным, чтобы
наконечник. Если бы лезвие было выковано из напильника, Узор
был бы искажен и растянут в самом тонком месте.
деталей.
Единственная причина, которую я могу придумать для выполнения надрезов на поверхности
лезвие было бы, если бы оно было сделано из науглероженного железа.
Твердый слой будет глубже проникать в лезвие из-за надрезов, сделанных в
поверхность.
Как вы думаете?
Уэйн
Привет Уэйн
Я думал, что у меня есть экземпляр домотканой книги, но, видимо, нет.
По крайней мере, там, где я могу это найти …
Нашел книгу. Его поставили не на полки с «настоящими» книгами.
Происхождение ножа на стр.168 не знаю, но это
произведенных, а не самодельных. Тоже не американец. Где-то в
Южная Европа, вероятно, Испания – но, может быть, Австрия (они были
г. правит та же династия).Простые складные ножи с такой формой лезвия
СЕЙЧАС производятся компанией Bofil в Вич, Катлония, Испания; Бофил
– родственник и / или друг семьи Анны, жены Майкла Белла,
от Vich. Стиль, вероятно, восходит к римским временам, если не
ранее.
Я не могу разглядеть бороздки на лезвии в моей копии
книга, но я подозреваю, что они служат для нанесения удара, использованного
с кремнем. В книге Фортона о навах в Испании есть два
старых картин, на которых изображены люди, зажигающие трубы, ударяя кремнем по
внешних пружин складных ножей.Поскольку на стр.168 нет пружины,
: кремень ударил по лезвию – отсюда и бороздки. Просто
– выдвинутая догадка.
* * * * * *
Я не совсем уверен, что согласен со всей моей статьей, но она суммирует состояние моих знаний по этому вопросу. Я был бы очень рад найти убедительные доказательства существования напильников примерно до 1908 года (или даже примерно до 1920 года), но я еще не нашел.
Я подозреваю, что идея файловых ножей возникла раньше, и странный эксперимент, несомненно, был опробован.Мне вспоминается отрывок из Moby Dick (опубликован в 1851 году), где идеальный гарпун выковывают из всех бритв (для режущих кромок) и гвоздей из подков скаковых лошадей (для голени – хотя я забыл, как эти гвозди оказались на корабле; их привез для этой цели капитан Ахаб ???) Но это сочетание имело смысл с металлургической точки зрения, плюс Мелвилл подчеркивал экстравагантность этого, оправданную тем, что в этот момент Ахава больше не заботило, будет ли он или кто-либо из его команда выжила или умерла, или когда-либо снова побрилась.
ЭТО ДУМАЕТ МНЕ, что первоначальная ИДЕЯ файловых ножей могла быть не «переработкой» чего-то бесполезного, а, скорее, прямо противоположным – экстравагантным жертвованием стального инструмента, гораздо более ценного, чем нож, для того, чтобы сделать супер или Совершенный нож – точно так же, как Ахав потратил свои дорогие и незаменимые бритвы на волшебный гарпун, когда гарпуны обычно были пешеходными и расходными материалами. Или как в рассказах о том, как закалывать лезвие меча в теле раба – приносить в жертву нечто гораздо более ценное, чем обычный клинок, ради создания необычайно мощного или волшебного лезвия.
Напильник был не только дороже обычного рабочего ножа, но и обладал СИЛОЙ, чтобы пометить или РЕЗАТЬ нож – магическая форма превосходства. Под магическим переносом это будет означать, что нож, сделанный из старого файла, сможет резать обычные ножи …
Согласно этой гипотезе изготовление ножа из напильника было больше областью алхимии, чем кузнечного дела. В конце концов, он покинул царство магии и вошел в сферу практического, но только ПОСЛЕ того, как файлы, изготовленные на машине, внезапно стали дешевыми и расходными – а после того, как старые файлы ручной работы стали скорее диковинкой, чем сокровищем – Это похоже на восприятие старых ножей боуи, сделанных вручную в 1950-х годах, когда только дурак заплатил бы целых 5 долларов за одну из этих причудливых неупорядоченных старых реликвий.Или как старые мечи, превращенные в боевые ножи во время Второй мировой войны. Но так как старые файлы были 1920 (или 1908) потеряли свою ценность (как и мечи), больше не было никакой магии в процессе изготовления ножа из напильника (или из меча).
[В 1860-х годах Сэмюэл Уайт Бейкер сделал большое дело, сделав свой первый лондонский охотничий нож из старого меча Андреаса Феррары – но его более поздний нож был сделан из недавно разлитой тигельной литой стали и был намного лучше – Я полагаю, что оригинальный сломался.]
[Существует огромная разница между изготовлением ножа из пружины старого грузовика «Студебеккер» и изготовлением ножа из пружины нового «Мерседеса». Ну, может, и не МИР, но около 50 000 долларов.]
[В 1860-х годах алюминий был гораздо реже и дороже платины. Но это было бы паршивое долгосрочное вложение – как и файлы, сделанные вручную.]
Меня пощекотало, когда я нашел отрывок Перре 1771 года о превращении старого ножа в «напильник».”Мне еще предстоит найти какой-либо старый отрывок, который идет в обратном направлении. Я хотел бы …
Мне обещали фотокопию этого заголовка, но я еще не получил ее:
Тема: кованая
Дата: среда, 30 декабря 1998 г., 17:08:36 -0600
Откуда: Джим Рол
Сообщите о своей статье в Knives 99.
Ознакомьтесь с буклетом Ножи : как сделать их в школьной мастерской Кузница , Дж. Ф. Ноултон, Брюс Паб, 1928.
Ура,
BRL…
СТОРОНА 1
«Изготовление ножей из напильников» Джея Ф. Ноултона, Промышленное искусство и профессиональное образование , октябрь 1935 г., страницы 319-320. [Перепечатано для исторического интереса. Этот метод не рекомендуется.]
“994. В .: Не могли бы вы дать мне какую-нибудь информацию о том, как следует обрабатывать и повторно темперировать обычные фрезерные напильники для изготовления охотничьих ножей? Наши усилия до сих пор не были удовлетворительными, но я полагаю, что ножи с однородным краем, не слишком мягкие и не слишком хрупкие, не могут быть изготовлены из фрезерного напильника.- В.В.У.
“О .: Да! Напильник из стали будет очень хорошим ножом, если правильно обрабатывать и обрабатывать. Я сделал очень много ножей всех характеристик из этой« старой напольной стали ». Я также сделал пружины всех описаний из этого материала с прекрасными результатами. Самый лучший режущий нож в моем опыте был сделан, как сказал владелец, из старого файла.
“С самого начала позвольте мне сказать, что операция по подготовке старого ножа [он хотел сказать напильник] к ковке будет стоить больше, чем кусок стали для столовых приборов надлежащего размера, но для одного ножа старый напильник это вполне удовлетворительный выход.
“Во-первых: если возможно, выберите старый напильник стандартного изготовления с тонкой резкой. Гладкий или полностью гладкий напильник лучше всего, поскольку он требует меньше усилий при подготовке к ковке.
“Второй: нагрейте файл до вишнево-красного цвета и поместите в печь медленного охлаждения или поместите его в ящик с гашеной извести и оставьте там до холода. Эта операция отжигает сталь.
“Третье: Удалите все следы надрезов в напильнике на наждачном круге. Завершите шлифование на шлифовальном круге.Теперь сталь должна быть гладкой, без каких-либо следов порезов напильником. Если сталь кована при наличии порезов, в готовом изделии обязательно появятся трещины, если сталь кована неправильно. Это правда, что некоторые могли выковывать ножи из старых файлов, не удаляя порезы, но в этих случаях порезы удалялись путем обжига, а сталь обрабатывалась неправильно.
“Четвертый: выковать сталь до ее правильной формы. Для этого нагрейте до вишнево-красного цвета и выковывайте с сильными ударами, пока сталь не приобретет правильную форму.Готовьте только до появления тускло-красного цвета, затем снова нагревайте. Сталь ни в коем случае нельзя нагревать выше вишнево-красного цвета (1550 ° F), а затем всегда на медленном огне для карбонизации. Быстрые высокие температуры могут удалить углерод с внешних поверхностей стали, оставив в тонкой заготовке обычное железо, которое никто не может закалить. Когда нож почти придет в форму, нагрейте его до вишнево-красного цвета и выковывайте легкими быстрыми ударами до тех пор, пока он не станет тускло-красным. Повторите эту операцию четыре раза. Теперь нормализуйте сталь, нагревая ее до тускло-красного цвета и давая ей медленно остыть.
“Пятый: Отшлифуйте и подпилите нож до нужной формы. Оставьте немного времени, чтобы сделать позже, чтобы получился острый край. Теперь отполируйте вручную, наждачной бумагой или на механическом буфере, пока не будет получено чистое покрытие. желаемая режущая кромка должна быть закреплена во время полировки.
“Шестое: закалите нож, нагревая до темной вишни (1500 градусов F), и охладите в масле ребром вниз. Оставьте его в масле, пока он не остынет. Не используйте открытый огонь для нагрева. Используйте закрытую печь. , или огонь в арочной кузнице, или тепло в газовой трубе, помещенной в открытый огонь.Если желаете добиться наилучшего результата, используйте древесный уголь. В качестве закалочного масла, конечно, лучше всего подходит рыбий жир. Однако это дорого, и вместо него можно использовать кипяченое льняное масло с удовлетворительными результатами. Затем отполируйте нож еще раз, соблюдая осторожность при работе, так как нож очень хрупкий.
“Седьмое: нарисуйте темпер до синего цвета (от 550 до 560 градусов F.) и дайте ножу окончательную полировку, действуя следующим образом: нарисуйте темно-синий цвет, если тонкий участок, или голубой, если тяжелый. сечение, в зависимости от желаемой твердости и назначения ножа.Возможна заливка закалочного масла или свинцово-оловянной ванны, температура которой, как вы знаете, является правильной. Если они недоступны, используйте пламя угольного газа или кислородно-ацетиленовое пламя. Медленно нагрейте, сначала толстые секции стали, и наблюдайте, как формируются цвета, пока не получится ровный синий цвет. Чтобы нарисовать ровный цвет, нужна практика, и если у вас ничего не получится, закалите сталь и попробуйте еще раз.
“Получение идеального цвета частично зависит от полировки. Обеспечьте чистую поверхность без следов пальцев, поскольку эти следы могут изменить цвет или сделать их менее различимыми.Может показаться, что эти направления немного экстремальны, но все, что стоит сделать, стоит делать хорошо. Если следовать этим указаниям, в результате получится очень тонкий режущий нож. Понятно, что эти направления предназначены для изготовления мясных ножей, охотничьих ножей и кухонных ножей общего назначения. Если кто-то хочет изготавливать инструменты большей тонкости, такие как бритвы, эти направления обязательно должны измениться ».
Вышеупомянутое руководство от 1935 года не применимо к современным файлам с воздушной закалкой.
Это вызвало это письмо 16 июня 2005 г .:
Мистер Левин:
Спасибо за самую интересную информацию о файлах / ножах, которую я видел в сети. Я заинтересован в изготовлении ножа из напильника и до сих пор не нашли простого, но подробного документа по как это сделать. Не могли бы вы пролить свет на это или хотя бы указать мне на правду направление? Я действительно ищу руководство по преобразованию файла, купленного в новом магазине, в охотничий нож. Мы будем очень благодарны за любую помощь, которую вы можете мне оказать! Спасибо.
С уважением,
Час
часов:
Современные магазинные напильники изготавливаются из инструментальной стали с закалкой на воздухе. Когда-то они были закаленный, вот и все. Их нельзя выковать. Единственный способ превратить один в ножом необходимо измельчить его до нужной формы, стараясь не перегреть его – это может обезуглерожить перегретые участки, делая их постоянно мягкими.
Есть пара «ножеводов», которые делают именно это и продают свои изделия на выставках.Вероятно, самый известный из них – Anza Knives.
Вот кинжал, изготовленный таким способом в 1940-х годах или позже. Основание лезвия до сих пор имеет оригинальную маркировку: NICHOLSON (изогнутая), над двумя перекрещенными надписями, над США / СДЕЛАНО В США. Реверс слабо обозначен большими буквами FLAT / SMOOTH (любезно предоставлен Джимом и Синди Тейлор).
Кинжал с лезвием из плоского гладкого напильника Николсона.
Nicholson File Company из Провиденса, Род-Айленд, долгое время была ведущим производителем файлов в Соединенных Штатах.«Плоский гладкий» – это стандартный тип файла. Я нашел эти изображения в каталоге оборудования Baker, Hamilton и Pacific за январь 1941 года. демонстрирует плоский гладкий напильник Николсона вместе с другим типом напильника Николсона специального интерес к мастерам-любителям.
Выдержка из раздела файлов каталога оборудования 1941 года.
Nicholson File Co. была основана Уильямом Т. Николсоном в 1858 году и быстро росла по мере того, как удовлетворял потребности Севера в вооружении и станкостроении во время Гражданской войны.В 1864 году он переехал из центра Провиденса в более крупные кварталы в долине Вунаскватакет. на стыке улиц Кинсли и Желудь. Это растение вскоре превратилось в самый большой массив завод в мире. Во второй половине XIX века фирма опубликовала учебный буклет “Николсон Файл-Ософи”, который выдержал множество изданий как изменена технология файлов и файлового дела.
Nicholson File Co. оставалась в Провиденсе до 1959 года. С 1972 года эта старая марка (например, многие другие, включая Wiss, Crescent, Lufkin, Porter, Diamond, Plumb, Xcelite, Weller, и т.п.) принадлежит Cooper Industries и теперь используется на инструментах для мусорных баков, производимых в Азии.
Показанный на открытке с фотографией 1913 года, это самый старый проверенный файловый нож, который я когда-либо видел (любезно предоставлено Брайаном Хюгелем).
Салем Daily Oregon Statesman , 14 февраля 1913 г.
SIDEBAR 2
В Шеффилде 18 века файловые мастера имели равный статус с резчиками и переработчиками стали, и все они принадлежали к одной гильдии.Действительно, большинство фамилий в этом списке будут знакомы любителям старинных английских ножей. Несколько файловых дел мастера, включая Сэмюэля Бейтса (1764 г.) и Джозефа Хоксли (1782 г.), были избраны главой гильдии резчиков Шеффилда. Сравните это, например, с мастерами маникюра (в основном женщинами), которых считали недостаточно важными для записи; только те факторы (торговцы), которые нанимали гвоздей, были перечислены в ранних справочниках.
Выдержка из:
Справочник Шеффилда
Включая производителей
соседних деревень:
С несколькими знаками
Ножницы, ножницы и пилочники,
Edgetool & Sickle Makers…
1787
ФАЙЛОВ
Производители в Шеффилде
Сэмюэл и Джордж Бейтс, Спринг-стрит
Томас Блейк, Грин-лейн
Джон Браммолл, Вестбар-зеленый
Бенджамин Кадман, Ламберт Крофт
Джеймс Кэм, Норфолк-стрит
Джон Коркер, Печь-Хилл
Джеймс Кресвик, Пруды
Джон Крукс, Колстон Крофт
Уильям Катлер и сыновья, Фаргейт
Дэниел Донкастер, Коппер-стрит
Вдова Эллис и сыновья
Джонатан Франс, Blind Lane
Сэмюэл Генн, Смитфилд
Джордж Гривз, Вестбар-зеленый
Фрэнсис Хоук и сын, Аллен-лейн
Джозеф Хоксли, Castle-fold
Джошуа Хоксли, Вестбар
Николас Джексон, Wicker
Джон Джессоп, Смитфилд
Джон Кеньон, Холлс Крофт
Джозеф Лоу, Гибралтар
Уильям Линдли, Фаргейт
Джозеф Пис, Шотландия-стрит
Джордж Пирс, Пи Крофт
Генри Смит, Шотландия-стрит
Маттиас Спенсер, Шотландия-стрит
Маттиас Спенсер, Пи Крофт
Енох и Джеймс Трикетт, Coalpit-lane
Николас Тернер, Ламберт Крофт
Сэмюэл Уайт, Бейли Филд
Производители в СОСЕДАНИИ
Джон Абди, Экклсфилд
Томас Белк, Херст
Томас Браммолл и сыновья, Белый дом
Бендж.и Иосиф Бурдекин, Bridgehouses
Роберт Каувуд, Экклсфилд
Томас Дейл, Висячая вода
Джозеф Грейсон, Ворота
Хеппинстолл и Кей, Аттерклифф
Джошуа Хинчклифф, Гарл-Грин
Джон Хойланд, Sandygate
Локсли и Локвуд, Баттертуэйт
Джон Махон, Херст
Чарльз Ревель, Хили
Стрингер и Наголенники, Экклсфилд
Мэтью Тернер, Ворота
Джозеф Уиттлс, Sandygate
Джон Уиттлс, Стэннингтон
БОКОВАЯ ШИНА 3
Отрывки из «Дня на заводе по производству стали и файлов Фитцалана, Шеффилд», Приложение к журналу Penny , том XIII, март 1844 г., страницы 121–128.
Щелкните здесь, чтобы прочитать текст.
Щелкните здесь, чтобы перейти на мою СТРАНИЦУ ССЫЛКИ, СВЯЗАННЫХ С НОЖОМ
Относительно пилок (которые я сейчас продаю)
Сейчас я продаю Grobet Glardon * Швейцарские иглы и напильники Bahco для конической пилы, которые являются одними из лучших напильников, производимых сегодня. Хотя я ношу не все размеры (и, конечно, не столько, сколько было доступно несколько десятилетий назад), этого диапазона достаточно, чтобы покрыть большинство шагов зуба, с которыми вы, вероятно, столкнетесь. Я надеюсь, что следующий пост придаст уверенности начинающему подателю документов, чтобы начать работу.
* Осенью 2015 года Grobet переименовалась в Glardon. Место производства, процесс и качество остались неизменными.
Обычный источник беспокойства для новичков – это выбор правильного файла для заточки их новой (или новой для них) пилы. В том, что следует ниже, нет ничего нового, это очень скромная подборка справочной информации, которая может частично развеять это беспокойство.
В этом посте мы будем рассматривать только напильники с треугольной конической пилой (далее именуемые просто напильниками).Это файлы, которые используются для заточки западных ручных пил и лопастей. Напильники, необходимые для придания формы и заточки поперечных пил для двух человек, японских пил и других, – это отдельная тема.
ГЕОМЕТРИЯ ФАЙЛА: Все пилки имеют некоторые основные геометрические сходства. Изучите файл на рисунке ниже. Поперечное сечение представляет собой равносторонний треугольник с закругленными углами. Все три грани и три радиуса зубчатые. Поперечное сечение постепенно увеличивается по мере удаления от точки, достигая своего максимального размера примерно от одной четверти до половины пути вниз по корпусу файла.В этот момент поперечное сечение остается постоянным до тех пор, пока не будет достигнут хвостовик. Поскольку напильник затачивает одновременно переднюю и заднюю часть соседних зубов, поперечное сечение файла передается зубам пилы. По этой причине концы всех зубов и основание глоток всегда находятся под углом 60 °, независимо от наклона (см. Сноску в конце этого поста).
Очень простая геометрия напильника для конической пилы.
Роль, которую играет конус в полезности файла, является предметом некоторых дискуссий.Я никогда не находил и не использовал пилы без конической пилы, но они есть в некоторых старых каталогах. Nicholson (и, возможно, другие) продавали пилы с тупым (неконусным) и сужающимся концом, отмечая, что их часто предпочитали плотники и другие опытные пилорамы. Это означает, что сужающиеся файлы могут быть проще в использовании; не имея возможности сравнить эти два, я не могу говорить с каким-либо авторитетом по этой теме.
Сканирование, показывающее файлы с конической и тупой пилой. Из File Filosophy, Nicholson File Company, 1949.
НАЗВАНИЕ И РАЗМЕР ФАЙЛОВ: Несмотря на то, что все пилы имеют общую базовую геометрию, описанную выше, они различаются по длине, толщине (или ширине грани) и разрезу.
- Длина: Пильные напильники бывают как минимум семи разной длины, самые распространенные – 4 ″, 5 ″, 6 ″, 7 ″, 8 ″, 9 ″ и 10 ″. Длина всегда измеряется от точки до начала хвостовика.
Как измеряется длина напильника с конической пилой.
- Толщина: Номенклатура этого размера немного странная. Каждая длина файла бывает четырех разных толщин (перечисленных в порядке уменьшения ширины): обычная, тонкая, сверхтонкая (X-slim) и двойная сверхтонкая (XX-slim). Если учесть конкретную длину пилки, то у обычного конуса будет самая широкая грань, а у XX-тонкого – самая узкая. При заданной толщине (скажем, тонкой) более длинный файл будет иметь более широкую грань.
- Распил: Напильники бывают одинарными или двойными.Напильники с одинарной резкой имеют один ряд диагональных зубцов, а напильники с двойной резкой – два ряда диагональных зубьев под противоположными углами. Напильник с одинарной резкой работает несколько медленнее, но оставляет немного более гладкую поверхность, чем напильник с двойной резкой. Эти различия обычно незначительны.
Файлы одинарной и двойной резки. Из File Filosophy, Nicholson File Company, 1949.
ХАРАКТЕРИСТИКИ ХОРОШИХ ФАЙЛОВ: Много было написано о сокращении доступности хороших пилок.Поскольку я использовал большое количество как недавно изготовленных, так и новых старых стандартных файлов (NOS), этот спад кажется мне очень реальным. Качество файлов, доступных сегодня, варьируется от очень плохого до очень хорошего. Если не считать фактического тестирования потенциального файла, есть несколько вещей, которые вы можете определить как показатель качества.
- Обработка поверхности: Зубья в файлах режутся не путем удаления материала, а путем подъема металла с поверхности заготовки файла с помощью долота.В результате любые неровности поверхности заготовки файла будут присутствовать на кончике зуба. Осмотрите тело файла на его кончике и над хвостовиком, чтобы увидеть, как была закончена заготовка. Чем более гладкая и отполированная эта область, тем больше внимания было уделено подготовке заготовки и тем более гладким будет резка пилки.
Как изготавливается пилка. Из File Filosophy, Nicholson File Company, 1949.
- Прямолинейность: Нижние напильники часто искривлены или скручены по длине, что затрудняет их контролируемое использование.
- Долговечность: Это качество, к сожалению, можно определить только после использования. Хорошая пилка будет постепенно тускнеть, так как зубы постепенно теряют край. Распространенный способ отказа нижних файлов – это сломанные зубы по закругленному краю, где давление является наибольшим. После потери всего нескольких зубов проблема быстро переходит в каскад, и файл быстро становится бесполезным. Файлы особенно подвержены этой ошибке, когда новые зубы заполняются вручную. Когда зубы теряются, пилка начинает прыгать, из-за чего очень трудно поддерживать равномерный интервал.В очень короткие сроки пилка теряет все больше зубов и вскоре перестает резаться.
Для нарезания зубов отлично подходят новые старые напильники (NOS). За одним исключением, я не нашел современных пилок, которые бы справились с этой задачей так же хорошо, как они. Grobet Швейцарские надфили Glardon являются исключением; эти файлы столь же долговечны (или даже более), как и все найденные мной NOS. К сожалению, они недостаточно велики для зубов размером более 10 или 11 пикселей на дюйм.Если вы просто поддерживаете резкость и не делаете серьезного изменения формы, тогда диапазон допустимых файлов, производимых сегодня, расширяется, поскольку это не такая сложная проверка качества файла.
ВЫБОР ПРАВИЛЬНОГО РАЗМЕРА ФАЙЛА ДЛЯ ВАШЕЙ ПИЛЫ: Самый распространенный совет, который дают при выборе напильника для конкретной пилы, – это выбрать такую, у которой ширина поверхности вдвое превышает ширину кромки обрабатываемого зуба. Когда один край затупится, пилку можно повернуть, чтобы обнажить свежие зубы.Таким образом, можно полностью использовать все три угла и грани файла. Руководствуясь этим советом, видно, что для опиливания с обеих сторон пилы требуется напильник большего размера, чем для обработки всех зубьев с одной стороны.
Показывает традиционный метод выбора правильного размера пилки.
Хотя этот совет является приличным упрощением, быстро становится очевидным, что строгое его соблюдение требует сохранения файлов разного размера (требующих значительных затрат) для заточки хорошо укомплектованного кассира.К счастью, дальнейшее изучение и уточнение могут снизить требуемые затраты.
В этом практическом правиле подразумевается, что файл изнашивается равномерно по всей поверхности. По моему опыту, это не так. Скорее, углы файла тускнеют или сначала выходят из строя, даже если на лицевых сторонах файла еще остается жизнь. Поворот файла на новый угол восстанавливает режущую способность, даже если ранее использовавшаяся часть грани требует продолжения резки. Такое перекрытие позволяет одной пилке работать с несколькими зубьями с разным шагом.
Еще одно соображение при выборе файла – это радиус угла файла. Этот радиус увеличивается с увеличением длины и ширины файла. В крайних случаях радиус пилки может быть больше переднего края зуба. В этом случае фактический угол наклона зуба будет больше ожидаемого, что приведет к непредсказуемой и неудовлетворительной работе. Это явление гораздо более выражено для зубов меньшего размера (около 13 ppi и более мелких).
Кроме того, поскольку пищевод принимает свою форму из файла, больший файл (с его большим радиусом) оставляет пищевод меньшего размера.Имея меньше места для перевозки опилок, пила не сможет очистить пропил так же хорошо, как пила с большим желобом. Как правило, размер пазухи и радиус угла имеют большее значение для небольших зубов и файлов, в то время как ширина лица является более важным фактором для больших зубов и файлов.
Во многом благодаря этим двум наблюдениям теперь я использую три квадратных надфиля для подпиливания мелких зубов (11 ppi и более тонких). Их небольшой угловой радиус обеспечивает точные и предсказуемые результаты при максимальном увеличении объема пищевода.
Показывает влияние различных файлов на формирование пищевода.
И последнее: пилка с более узкой гранью обеспечивает лучшую видимость зуба при опиливании, чем более крупная. Конечно, это второстепенный момент, но любое преимущество, которое может быть получено при напряжении, чтобы увидеть маленькие зубы, ценится. Существует множество таблиц и диаграмм, в которых файлы пилы соответствуют точкам на дюйм заточки пилы, которую вы затачиваете. Между этими рекомендациями есть некоторые различия, но в целом им можно доверять, что они дадут хорошие результаты.Лучше всего следовать рекомендациям производителя, поскольку не все продают одинаковый набор файлов. Таблица ниже – это то, что я обычно использую. Имейте в виду, что по причинам, изложенным выше, я обычно предпочитаю файл немного меньшего размера, чем рекомендуется.
Рекомендации по напильнику для пилы.
СРОК ФАЙЛА: Некоторые инструменты – это пожизненное вложение. Пилы нет. Скорее всего, если вам интересно, является ли файл скучным, он достиг этой точки некоторое время назад.
Если отбросить легкомысленные ответы, это сложный вопрос. Сломанные зубы по краям пилки легко увидеть и почувствовать, но затупление зубов происходит постепенно и менее очевидно. Если вам нужно надавить слишком сильно, чтобы пилка не скользила по зубу, вы снизите точность опиливания и без нужды расстроите себя.
Не будь тупицей ( Miseries of Human Life Исаака Крукшенка, около 1808 года. Предоставлено Джеком Плейном, pegsandtails.wordpress.com).
РЕКОМЕНДУЕМЫЕ БРЕНДЫ ФАЙЛОВ: Если вы можете найти файлы пилы NOS, они могут оказаться очень ценными. Николсон, Саймондс, Дисстон и другие когда-то делали первоклассные файлы. Их больше нет. Поставка NOS, к сожалению, непредсказуема. Ограничивая обсуждение новыми файлами, поле значительно сужается. Я использую трехквадратные иглы Grobet Glardon Swiss для мелких зубов и файлы Bahco для всех остальных. Файлы Pferd практически не уступают Bahco.Я пробовал несколько файлов, созданных Байтером (отправленных мне другом), и остался доволен их качеством.
Сноска: Технически, эти углы составляют всего 60 °, если зубы обточены без бугорков или наклона. Когда вводятся блоха и уклон, этот угол меняется.
Из какого металла сделаны шкафы для хранения документов? [8 типов картотеки]
Различные картотеки изготавливаются из разных материалов. Но большинство шкафов для документов изготовлено из оцинкованной стали, металла и алюминия.Металл зависит от файловой системы и типов шкафных файлов. Материалы также говорят о том, прочный шкаф или нет.
Из какого металла сделаны картотеки? Производитель использует множество металлов, таких как оцинкованная сталь, металл, дерево, нержавеющая сталь и другие . Однако в следующем разделе я расскажу вам о различных картотеках и материалах, из которых они изготовлены. Итак, приступим к содержанию прямо сейчас.
Из какого металла сделаны картотеки?
Прежде всего, вам необходимо знать, какие типы картотек вам нужно выбрать.В качестве вашей руки помощи я собираюсь поделиться с вами 8 различными картотеками и материалами для них, чтобы вы могли легко получить желаемый и знать точный материал.
Типы шкафов для документов и материалы
1. Боковые файлы
Если вам нужен шкаф для документов большой емкости, то вы можете проверить эти боковые файлы, чтобы получить лучший сервис. Однако этот картотечный шкаф изготавливается из стали, металла, нержавеющей стали, дерева и других материалов. Таким образом, вы можете без проблем выбрать любой из них.
2. Вертикальные файлы
Вертикальные файлы имеют узкое, но глубокое хранилище. Еще можно сказать такой шкаф-тумбочка. Кроме того, этот тип картотеки изготавливается из дерева, стального металла и др. Но в большинстве картотечных шкафов используются деревянные материалы, чтобы они лучше выглядели и работали лучше.
3. Мобильные картотеки
Если вы хотите выбрать один из лучших мобильных картотечных шкафов, чтобы легко переносить его из одного места в другое, тогда вы можете проверить мобильный картотечный шкаф.Этот тип картотеки изготавливается из легких материалов, таких как сталь и дерево. Но вы также можете обнаружить на рынке разные материалы.
4. Шкаф для документов тамбур
Шкаф для документов тамбур поставляется с системой складывания, и вы можете обнаружить вращающуюся дверцу, которая поможет вам легко открывать и закрывать шкаф для документов. Однако он поставляется с несколькими материалами, такими как сталь, металл и дерево. Вы также можете найти другие материалы или использовать нестандартные материалы.
5.Карточные файлы
Большинство карточных файлов имеют размеры 3 ″ x5 ″ и 4 ″ x6 », и они специально разработаны для офисов и домов. Однако этот тип картотеки изготавливается из картона с обратной стороны шкафа, а также из дерева, металла и других элементов.
6. Металлический картотечный шкаф
Металлический картотечный шкаф изготовлен из оцинкованной стали, которая прочна и способна обеспечить длительную поддержку. Этот тип картотеки используется для тяжелых, вместительных и перегруженных картотек.Итак, когда материалы достаточно прочные, картотечный шкаф легко выдерживает нагрузку.
7. Горизонтальный картотечный шкаф
Большая часть горизонтального картотечного шкафа изготавливается из высококачественных материалов. Не имеет значения, какие типы материалов использовались в продукте, потому что пользователи могут легко получить любой тип материала. Но обычные материалы этого картотеки – оцинкованная сталь, металл и дерево.
8. Огнестойкие картотеки
Это один из самых популярных картотек для офиса.Этот тип картотеки является пожаробезопасным, а это значит, что ваш файл защищен от огня. Кроме того, материалы этого картотеки изготовлены из огнестойких материалов и имеют конструкцию, обеспечивающую защиту от огня.
Часто задаваемые вопросы (Часто задаваемые вопросы)
В: Шкафы для документов алюминиевые?
A: Это зависит от того, какой тип шкафа вы ищете. Однако большая часть картотеки состоит из металла, дерева, стали и алюминия. По моему опыту, я нашел на рынке несколько картотек с алюминиевой рамой.
Q: Что делает картотечный шкаф пожаробезопасным?
A: Если вы хотите выбрать огнестойкий картотечный шкаф, вы можете выбрать инкапсулированные камеры картотечный шкаф. Этот тип шкафа не только пожаробезопасен, но и водонепроницаем. С другой стороны, он очень популярен из-за безопасности файлов.
Q: Почему шкафы для документов сделаны из стали?
A: Большая часть картотеки изготовлена из стали. Стальной материал пользуется популярностью среди любителей картотечных шкафов благодаря своей прочной поддержке, термостойкости и легко запирается.Вы также получите надежную защиту от картотеки.
Выводы
Шкаф для файлов – важный элемент как в офисе, так и дома. Для пользователя также важно знать, из каких материалов изготовлен его картотечный шкаф, поскольку это обеспечивает безопасность и долговечность. Возможно, вы знаете, что не каждый материал является водонепроницаемым, огнестойким и долговечным. Таким образом, вы можете выбрать идеальный картотечный шкаф из прочных материалов, чтобы получить максимальные преимущества.
Связанное сообщение
Привет, меня зовут Нил Уитакер, основатель Homesgys.com. Я специалист по домашнему дизайну и декоратор. Я исследовал мебель около 7 лет.
Как партнер Amazon я зарабатываю на соответствующих покупках.
Что такое стеклянные пилочки для ногтей
Я всегда был в некоторой степени ~ интенсивен ~ в отношении своих ногтей, что означает, что я, к сожалению, участвовал в очень плохом поведении ногтей в прошлом ( удаление собственных акриловых красок , обрезка кутикулы, шелушение и снятие гель-лака для ногтей …). Но самое страшное мое преступление? Мои привычки к подаче документов.Я действительно думал, что если я не мог увидеть лавину пыли, падающую с моих ногтей во время подпиливания, это не «работало». На самом деле, я просто нанес серьезных повреждений своим и без того ломким ногтям – то есть до тех пор, пока я не перешел на стеклянную пилочку для ногтей.
Если вы новичок, стеклянная пилочка для ногтей – более мягкий, долговечный и, честно говоря, более красивый способ подпиливания ногтей с меньшими повреждениями. Потому что, внимание: при распиливании наждачной доски вперед и назад по ногтям они не только истираются на концах (пилка только в одном направлении, ppl), но и супер-крупное зерно слишком жесткое и может даже оставить маникюр более подвержен поломкам.
Но до того, как я официально перешел на новую технологию (все идет отлично, спасибо за вопрос), мне пришлось серьезно изучить, что такое стеклянная пилка для ногтей. Так что, если ваши ногти также нуждаются в обновлении (спойлер: они нужны), прокрутите вперед, чтобы узнать обо всех преимуществах и лучших стеклянных пилках для ногтей.
Этот контент импортирован из {embed-name}. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Что такое стеклянная пилочка для ногтей? Я отвечу на ваш первый вопрос: нет, хрустальные пилки для ногтей – это не маленькие осколки стекла, которые протыкают и порезают вам пальцы во время подачи (это было бы так…ад). Это химически обработанные и закаленные куски стекла. – это означает, что весь кусок нагревается до тех пор, пока он не станет прочным и гладким, поэтому он ощущается как плотный кусок пластика, а не хрупкая полоска стекла в ваших руках.
В чем разница между стеклянной пилкой для ногтей и хрустальной пилкой для ногтей?
Поворот сюжета: нет никакой разницы. «Стеклянная пилка для ногтей» и «хрустальная пилка для ногтей» могут использоваться как взаимозаменяемые, и оба означают очень нежное закаленное стекло, с песчаной поверхностью, которая будет намного лучше для ваших ногтей.
Стеклянные пилки для ногтей лучше?Если вы когда-либо пользовались пилкой для ногтей, то знаете, что она немного шероховатая на ваших ногтях. Это связано с тем, что из-за супер-зернистой текстуры картона или пластика края ваших ногтей могут рваться, рваться и рваться – даже если они выглядят, гладкие, что в дальнейшем делает их восприимчивыми к расслоениям и трещинам.
Хотя стеклянные файлы все еще имеют зернистость, они, как правило, намного мягче, чем наждачные доски, благодаря тому, что они – опять же – твердые, но гладкие, а не песчаные и непрочные. По сути, зернистость стеклянных пилок очень тонко отшлифована, поэтому вы можете создать чистый, гладкий, «запечатанный» край на ногтях, а не зазубренный, рваный край, что означает меньшее шелушение и скол при маникюре. .
4 стеклянные пилочки для ногтей купить прямо сейчас:
Стеклянная пилочка для ногтей Bona Fide Beauty Glass
Пилочка для ногтей Nail Tek Crystal с корпусом цвета фуксии
Укрепляют ли стеклянные пилочки ногти?
Tl; dr, никакие стеклянные пилки для ногтей не укрепят ваши ногти.Для этого вам нужно будет приобрести усилитель для ногтей (мои личные фавориты – это Ella + Mila First Aid Kiss Nail Strengthener и OPI Nail Envy Nail Strengthener for Dry & Hails ). Но стеклянная пилочка для ногтей поможет предотвратить истирание и раскалывание кончика ногтя , как это бывает с наждачной доской, благодаря своей сверхмелкой зернистости. Меньше изнашивания – меньше ломкости, что в конечном итоге приводит к более сильным и здоровым ногтям.
Попробуйте 4 процедуры для укрепления ногтей:
Côte Усиление База и Верх
Tenoverten The Foundation Укрепляющее базовое покрытие для ногтей
OPI Nail Envy Укрепитель для ногтей Original Formula
Масло для кутикулы Nash + Pino Hydrate
Какая стеклянная пилочка для ногтей самая лучшая?Когда дело доходит до выбора стеклянной пилки для ногтей, нужно учитывать не так уж много критериев. Вам нужно выбрать файл, который будет ощущаться легким и удобным в ваших руках. – то есть вы должны иметь возможность довольно легко маневрировать. Кроме того, не повредит поиск файла, который выглядит эстетично, поскольку (спойлер) он у вас будет надолго. Четыре лучших стеклянных пилки для ногтей, представленные ниже, – отличное место для начала.
Лучшие стеклянные пилочки для ногтей на Amazon:
Маникюрный набор стеклянной пилочки для ногтей Bona Fide Beauty
Пилочка для ногтей с хрустальным стеклом Malva Belle и защитный дорожный футляр
г.Пилочка для ногтей Liane Crystal Glass
Mont Bleu Premium Набор из 2 хрустальных пилок для ногтей
Как долго прослужит стеклянная пилочка для ногтей?
Одна из самых замечательных особенностей хрустальных пилок для ногтей – это то, что они не тускнеют. В отличие от традиционных наждачных досок, которые отслаиваются, сгибаются и тускнеют по мере их использования, стеклянные пилки для ногтей могут прослужить до одного года, если за ними правильно ухаживать. (подробнее об этом чуть позже).Поэтому, если вы регулярно подпиливаете и придаете форму ногтям, вам обязательно стоит подумать о переходе на долговечную стеклянную пилочку для ногтей.
Самая красивая стеклянная пилочка для ногтей, которую стоит попробовать, номер:
.Пилочка для ногтей Londontown Glass
Стеклянная пилочка для ногтей Mischo Beauty
Стеклянная пилочка для ногтей Pear Nova
Как чистить стеклянную пилочку для ногтей?
Если вы пытаетесь продлить срок службы стеклянной пилки для ногтей (а почему бы и нет ?!), вы можете мыть ее водой с мылом после каждого использования. .Если вы заметили какие-либо масла или мусор, вы также можете использовать мягкую губку или щетку, чтобы помочь вам в процессе очистки. Вытрите файл полотенцем, а когда закончите, уберите его обратно в футляр.
Горячий совет: некоторые – но не все! – стеклянные пилки для ногтей можно мыть в посудомоечной машине, что отлично подходит для ежемесячной чистки или в тех случаях, когда ваша пилка кажется особенно грязной. И, кстати, если вы позволяете другу одолжить свою стеклянную пилку для ногтей, просто нанесите на нее дезинфицирующее средство до и после того, как одолжите ее (что, забавный факт, вот почему стеклянные пилки являются гигиеничной альтернативой одноразовой пилке). используйте файлы и буферы, которые вы обычно найдете в салонах).
Нужен новый полироль? Эти цвета c-u-t-e
Лак для ногтей Deborah Lippmann Gel Lab Pro в оттенке Lady Is a Tramp
Гель-лак Pear Nova для чаепития
Base Coat Breathable & Halal Лак для ногтей в цвете Black Dahlia
Гель-лак для ногтей Dior Vernis Gel Shine & Long Wear в цвете Vibrato
Как пользоваться стеклянной пилкой для ногтей?Этот контент импортирован с YouTube.Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Если вы знаете, как пользоваться классической пилкой для ногтей, вы уже знаете, как пользоваться стеклянной. Единственная реальная разница в технике заключается в том, что стеклянные пилки для ногтей могут использоваться в любом направлении, тогда как пилки для наждака предполагают, что следует перемещать только в одном направлении (как я уже упоминал, пиление вперед и назад может привести к ужасному разрушению и пилинг). Чтобы быстро узнать, как правильно подпиливать ногти, ознакомьтесь с простым руководством, приведенным выше.
Этот контент импортирован из {embed-name}. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Итак, стоит ли мне использовать стеклянную пилочку для ногтей?В конце концов, используете ли вы наждак или пилку для стекла, все зависит от вас и ваших предпочтений в отношении ногтей. Тем не менее, , если вы беспокоитесь о здоровье ногтей, хотите, чтобы ваш маникюр держался дольше, или вы ищете более экологичный вариант, стеклянные пилки для ногтей – определенно ход .Единственный нюанс? Вам может понадобиться несколько секунд, чтобы привыкнуть к звуку, который, хотя меня это не совсем беспокоит, друзья описывают как «похожий на гвозди на классной доске». Делайте с этой информацией, что хотите.
Руби Баддемейер Руби была редактором красоты в Cosmopolitan, где она освещала красоту в печатных и цифровых материалах.