Сталь для резца? – Оснастка и инструменты
Старый метод пайки стоматологических мостовидных протезов. Они, конечно, менее массивные, но я таким способом спаивал и более массивные вещи.ну я просто пытался на кусок металла припаять твердый сплав мне не хватило температуры горелки :)) она у меня такая на балон маленький газовый накручивается 🙂
1. Приклеиваете на воск (парафин, стеарин) пластинку на державку.
2. Разводите порцию довольно густого гипса (чтобы не растекался), и утапливаете в него тело резца, хотя бы рабочую половину. На пластинку делаете наплыв гипса с торца и сверху побольше, чтобы при нагреве не отломился.
3. После схватывания гипса расчищаете канавку, чтобы был доступ пламени к месту спайки, к самой линии шва.
4. После высыхания гипса (можно в духовке или печке) мягким широким пламенем греете всю зону пайки вместе с гипсом. Когда эта зона начнёт краснеть, делаете пламя более жёстким, прогреваете только место спайки, сыпете буру и уже паяете. Гипс, окружающий металл, будет сохранять тепло и не давать металлу остывать. Для лучшего эффекта сзади сразу за деталью поставьте кусочек листового асбеста – он тоже будет работать, как теплозащита и отражать тепло.
Вот по-быстрому сделал инсталяцию: вместо резца – зажигалка, вместо пластинки – монета, вместо гипса – пластилин:
Справа, где загибается наверх, сделайте побольше гипса, чтобы при нагреве не отломился. У меня тоже горелка-насадка, и паяется в таком виде нормально. Ещё лучше смешать гипс с молотым асбестом, но многие самого слова “асбест” боятся. :pardon:
Когда припой затечёт в шов с одной стороны, быстро переверните деталь другой стороной и грейте оттуда. Припой “идёт на пламя”, где греете – туда он и течёт.
Что такое державки для токарного станка
Токарный станок – предмет искусства. На нем можно производить настоящие шедевры, при наличии должного умения и хорошего инструмента. Токарный станок – это оборудование, на котором не стоит экономить. Кроме того, что сам он должен быть качественным, расходники так же не могут быть плохими. В большинстве случаев, дешевые аксессуары могут значительно ухудшить качество изделия. Так как станок по металлу предназначен для различных видов металлических изделий, резец должен быть достаточно качественным и твердым, чтобы не тупиться и спокойно точить сталь, чугун, латунь, алюминий, медь и многое другое. Для токарных станков существует огромное количество различных резцов. Они отличаются по материалу и исполнению, так как каждый из них должен уметь делать разный профиль. В отличие от станка по дереву, где резцы автономные и их держат в руках, то резцы для металла встраиваются в станок, что позволяет делать максимально точные и качественные детали.
Державка – это особенное приспособление, которое имеет несколько интересных моментов. Вы можете заказать токарный инструмент хорошего качества по ссылке. Они смогут улучшить качество работы на токарном станке. Державки для резцов пользуются популярностью во всем мире. Все больше заводов, которые имеют токарные станки в работе, пользуются такими приспособлениями.
Что такое державки
Державки – это крепление для резцов. Во многом, цельные резцы вообще не подходят для работы с металлом. Они не очень удобные, так как некоторые профили сложно вытачивать дельным резцом. А вот на державку можно накинуть практически любой небольшой резец. Это может быть, как резец из вольфрама карбида, так и из быстрорежущей стали, или рапида. Достаточно удобное и интересное приспособление. Кроме этого, они так же бывают разного вида. Для каждого резца есть собственная державка.
На что стоит обратить внимание
Не стоит забывать, что токарные станки бывают разными и могут иметь разные площадки для крепления. Именно поэтому, приобретайте державку только для собственного токарного станка. В большинстве случаев, достаточное количество станков объединены в одну категорию, таким образом один резец подойдет для многих моделей.
| Главная Избранные Случайная статья Познавательные Новые добавления Обратная связь FAQ Резец состоит из двух основных частей: головки и тела (стержня) (рис. является рабочей (режущей) частью резца; Головка состоит из следующих элементов: передней поверхности , по которой сходит стружка, и Режущие кромки получаются от пересечения передней и задних поверхностей. Различают главную и Пересечение главной и вспомогательной режущих кромок называется вершиной резца . Поверхности обработки На обрабатываемой детали различают три вида поверхности (рис. 47): обрабатываемую, обработанную и поверхность резания. Обрабатываемой поверхностью называется поверхность заготовки, с которой снимается стружка. Обработанной поверхностью называется поверхность детали, полученная после снятия стружки. Поверхностью резания называется поверхность, образуемая на обрабатываемой детали главной режущей кромкой резца. Необходимо также различать плоскость резания и основную плоскость. Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку резца. Основной плоскостью называется плоскость, параллельная продольной и поперечной подачам резца. У токарных станков она совпадает с горизонтальной опорной поверхностью резцедержателя. Углы резца и их назначение Углы рабочей части резца сильно влияют на протекание процесса резания. Правильно выбрав углы резца, можно значительно увеличить продолжительность его непрерывной работы до затупления (стойкость) и обработать в единицу времени (в минуту или час) большее количество деталей. От выбора углов резца зависит также сила резания, действующая на резец, потребная мощность, качество обработанной поверхности и др. Углы резца (рис. 48) можно разделить на главные углы, углы резца в плане и угол наклона главной режущей кромки. К главным углам относятся: задний угол, передний угол и угол заострения; углы резца в плане включают главный и вспомогательный. Главные углы резца следует измерять в главной секущей плоскости, которая перпендикулярна к плоскости резания и основной плоскости. Рабочая часть резца представляет клин (на рис. 48 заштрихован), форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется углом заострения и обозначается греческой буквой β (бета). Задним углом α ( Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. В табл. 1 приведены рекомендуемые величины углов (заднего и переднего) для резцов, оснащенных пластинами твердого сплава. Передним углом γ ( Передний угол γ играет важную роль в процессе образования стружки. С увеличением переднего угла облегчается врезание резца в металл, уменьшается деформация срезаемого слоя, улучшается сход стружки, уменьшается сила резания и расход мощности, улучшается качество обработанной поверхности. С другой стороны, чрезмерное увеличение переднего угла приводит к ослаблению режущей кромки и понижению ее прочности, к увеличению износа резца вследствие выкрашивания режущей кромки, к ухудшению отвода тепла. Углы в плане. Главным углом в плане φ ( Угол φ обычно выбирают в пределах 30—90° в зависимости от вида обработки, типа резца, жесткости обрабатываемой детали и резца и способа их крепления. При обработке большинства металлов проходными обдирочными резцами можно брать угол ф = 45°; при обработке тонких длинных деталей в центрах необходимо применять резцы с углом в плане 60, 75 или даже 90°, чтобы детали не прогибались и не дрожали. Вспомогательным углом в плане φ1 называется угол между вспомогательной режущей кромкой и направлением подачи. Углом λ (ламбда ) Таблица 1 |
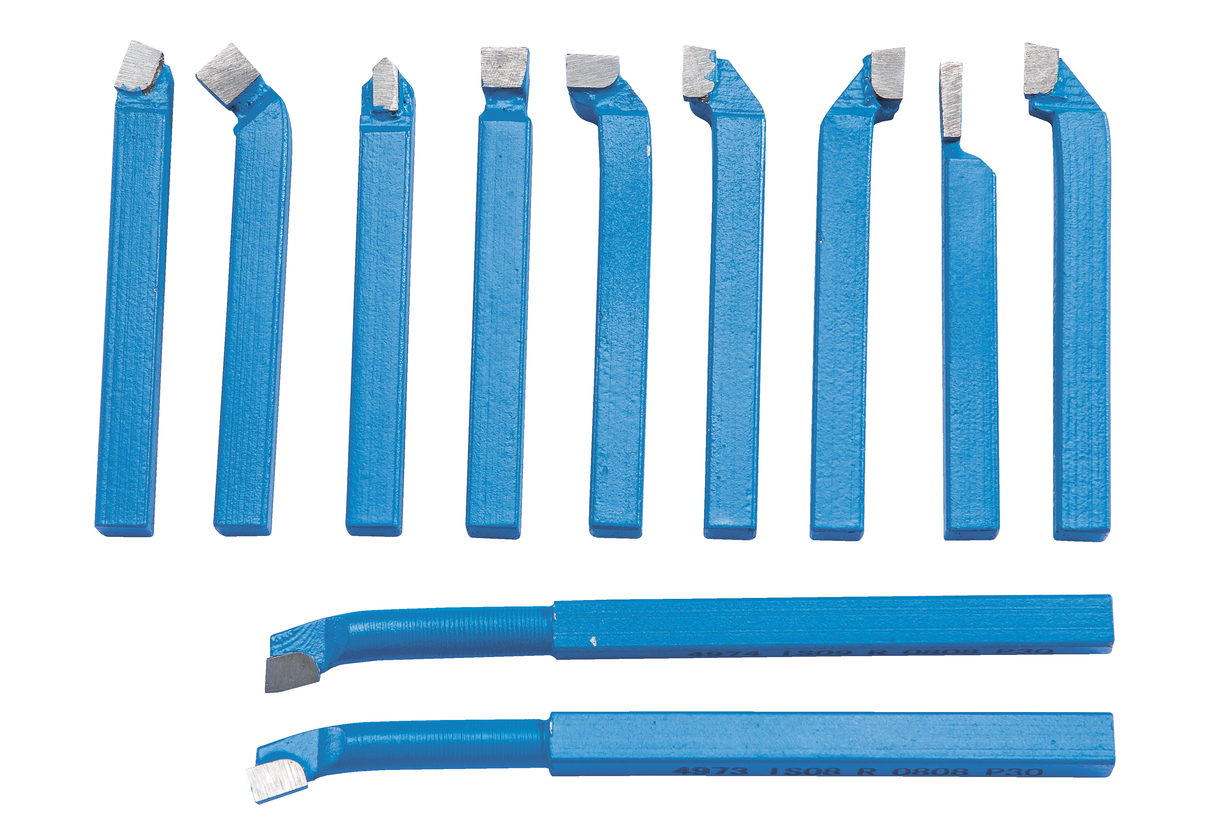
 К этому типу относятся такие изделия, как ручки, балясины, ножки для табуретов, виндзорских стульев и кроватей с балдахином, шкатулок, бокалов и много чего ещё.
К этому типу относятся такие изделия, как ручки, балясины, ножки для табуретов, виндзорских стульев и кроватей с балдахином, шкатулок, бокалов и много чего ещё. При производстве резцов неизменно соблюдается правило: чем крупнее резец, тем длиннее рукоять для компенсации усилия резания.
При производстве резцов неизменно соблюдается правило: чем крупнее резец, тем длиннее рукоять для компенсации усилия резания.
 6 и 7) под углом около 20° к перпендикуляру оси токарного станка и наклоном примерно на 10°. Ваш резец должен коснуться фаской заготовки. Это и есть правильное положение резца.
6 и 7) под углом около 20° к перпендикуляру оси токарного станка и наклоном примерно на 10°. Ваш резец должен коснуться фаской заготовки. Это и есть правильное положение резца. 10).
10).

 Вот почему каждый токарь должен хорошо изучить назначение каждого из углов заточки резца и уметь правильно подбирать их наивыгоднейшую величину.
Вот почему каждый токарь должен хорошо изучить назначение каждого из углов заточки резца и уметь правильно подбирать их наивыгоднейшую величину. Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается.
Уменьшая трение, тем самым уменьшаем нагрев резца, который благодаря этому меньше изнашивается. Однако, если задний угол сильно увеличен, резец получается ослабленным и быстро разрушается. Поэтому при обработке твердых и хрупких металлов для повышения прочности инструмента, а также его стойкости следует применять резцы с меньшим передним углом; при обработке мягких и вязких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. Практически выбор переднего угла зависит, помимо механических свойств обрабатываемого материала, от материала резца и формы передней поверхности. Рекомендуемые величины переднего угла для твердосплавных резцов приведены в табл. 1.
Поэтому при обработке твердых и хрупких металлов для повышения прочности инструмента, а также его стойкости следует применять резцы с меньшим передним углом; при обработке мягких и вязких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. Практически выбор переднего угла зависит, помимо механических свойств обрабатываемого материала, от материала резца и формы передней поверхности. Рекомендуемые величины переднего угла для твердосплавных резцов приведены в табл. 1.
 Однако традиционная чаша имеет две области, где древесные волокна ориентированы перпендикулярно поверхности, т. е. торцы. Торцы значительно труднее обрабатывать, чем волокна поперёк. Поэтому в момент обработки возникают резкие скачки усилия резания.
Однако традиционная чаша имеет две области, где древесные волокна ориентированы перпендикулярно поверхности, т. е. торцы. Торцы значительно труднее обрабатывать, чем волокна поперёк. Поэтому в момент обработки возникают резкие скачки усилия резания. 17. Место всада в ручку резца для чаш
17. Место всада в ручку резца для чаш Оба станка имеют удобные приспособления для заточки токарных резцов. Хотя, конечно же, похожие приспособления производятся и для обычных заточных станков. Для заточки широкого рейера на станке Pro Edge нам потребуется приспособление «призма» (рис. 19). Не затачивайте ваши резцы от руки, пользуйтесь приспособлениями, и вам не придётся привыкать к новому углу. Резцы при такой заточке будут служить вам дольше, так как не придётся снимать много металла в поисках прежнего угла.
Оба станка имеют удобные приспособления для заточки токарных резцов. Хотя, конечно же, похожие приспособления производятся и для обычных заточных станков. Для заточки широкого рейера на станке Pro Edge нам потребуется приспособление «призма» (рис. 19). Не затачивайте ваши резцы от руки, пользуйтесь приспособлениями, и вам не придётся привыкать к новому углу. Резцы при такой заточке будут служить вам дольше, так как не придётся снимать много металла в поисках прежнего угла. 21) я обычно использую несколько лент разной зернистости:
21) я обычно использую несколько лент разной зернистости: Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:

 С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов.
 Заточка рабочего инструмента проводится три этапа:
Заточка рабочего инструмента проводится три этапа: Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
 Токарный резец из напильника.
Токарный резец из напильника.
 Условия резания неблагоприятные.
Условия резания неблагоприятные.
Изготовление режущих инструментов для токарного станка – Jenuinely Jeni
Из многих аспектов ювелирного дела самым важным является артистизм.
Естественно, существует несколько стандартных и весьма универсальных форм для режущих инструментов, которые оказываются неоценимыми.Унаследовав свой токарный станок, я также приобрел множество фрез для быстрорежущей стали и твердосплавных фрез стандартных форм. Кроме того, имелся ряд заготовок из быстрорежущей стали.
Предлагаемый проект или художественное видение, естественно, диктует, что именно требуется для его создания. Иногда для завершения проекта необходимо сначала сформировать новые орудия. Формовка режущих инструментов на самом деле довольно проста, для этого требуется немного времени и либо степень терпения, либо, как я бы сказал, понимание процесса.
Шлифовальный круг с шлифовальным кругом по камню прекрасно подходит для обработки стали. Искры будут летать, и важно иметь под рукой немного воды. Вода не является защитой от этих искр; они совершенно безвредны. Скорее гасить проявляющий инструмент через частые промежутки времени. При формировании заготовки она быстро и быстро раскалится! При работе с металлом плавление, пайка, пайка и т. Д. Редко приводят к ожогам. Очевидный здравый смысл подсказывает нам, куда направить факел. Однако при полировке и шлифовке металл за доли секунды переходит из теплого состояния в жгучее.Опыт помогает нам узнать природу металла и скорость нагрева, который он проводит.
Искры будут летать, и важно иметь под рукой немного воды. Вода не является защитой от этих искр; они совершенно безвредны. Скорее гасить проявляющий инструмент через частые промежутки времени. При формировании заготовки она быстро и быстро раскалится! При работе с металлом плавление, пайка, пайка и т. Д. Редко приводят к ожогам. Очевидный здравый смысл подсказывает нам, куда направить факел. Однако при полировке и шлифовке металл за доли секунды переходит из теплого состояния в жгучее.Опыт помогает нам узнать природу металла и скорость нагрева, который он проводит.
Думаю, многие мастера согласятся, что важность вашего ремесла и конечный результат ваших усилий намного перевешивают личный комфорт. Гореть никогда не приятно, но испортить то, над созданием чего усердно трудишься, зачастую намного хуже. В случае с инструментом бросить работу и начать новую работу не так уж и страшно, но по-прежнему утомительно и отнимает много времени.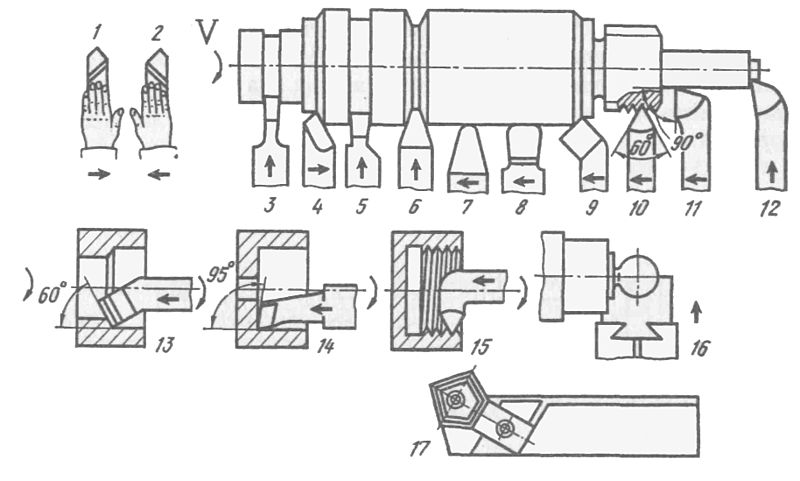
Что касается формы инструментов, которые вы создадите, то небо – предел! У меня есть пара резцов, которые я сделал специально для выдолбления предметов.Мой токарный станок довольно старый, а в составной опоре нет транспортира для регулировки оси. В результате я должен учитывать это при создании инструментов, и это не помеха для хорошо спроектированных фрез.
Я считаю изготовление инструмента основным и важным элементом обработки. Я предполагаю, что большинство машинистов делают многие из своих собственных фрез, поскольку это простой процесс, и передача вашего личного подхода позволяет выполнить полную настройку.
Токарный станок, виды токарных операций и режущие инструменты для токарных станков
Формовка различных материалов и выполнение различных функций, таких как шлифование, деформация, резка, торцевание, накатка, сверление, токарная обработка и многое другое, выполняется с помощью токарных станков. Для выполнения этих различных операций используются специальные инструменты. Читайте дальше, чтобы узнать больше о токарных операциях:
Токарный станок – это станок, который помогает придать нескольким кускам материала нужную форму.Токарный станок – это станок, который вращает деталь на оси для выполнения различных операций, таких как резка, торцевание, накатка, деформация и многое другое. Прядение металла, термическое напыление, токарная обработка дерева и металлообработка – обычные операции, выполняемые на токарном станке. С помощью этого действующего чуда можно даже лепить керамику. Какой бы материал ни использовался в токарном станке, в первую очередь формуют металл или дерево. Чаще всего используются токарные станки по дереву.
Какой бы материал ни использовался в токарном станке, в первую очередь формуют металл или дерево. Чаще всего используются токарные станки по дереву.
Деревянная деталь помещается между передней и задней бабками токарного станка.Зажим также используется для обработки детали вокруг оси вращения с помощью планшайбы, зажимов / собачек или цанги / патрона. Продукция, производимая с помощью токарного станка, – это кий, музыкальные инструменты, подсвечники, ножки стола, бейсбольные биты, стволы для оружия, распредвалы, чаши, коленчатые валы и многое другое. Существует множество токарных станков, которые различаются по размеру и форме в зависимости от выполняемой работы.
Токарный завод Основные операции, выполняемые на токарном станке: нарезание канавок, токарная обработка, резка, шлифование и т. Д.Если кто-то хочет работать на токарном станке, он должен сначала знать о подачах, скорости резания, глубине резания и использовании инструмента. У каждой операции на токарном станке есть свои факторы, которые необходимо учитывать перед выполнением работы. Коэффициенты следует использовать правильно, чтобы избежать неправильного обращения и неудач при выполнении любого вида операций на токарном станке. С каждым желаемым резом скорость, глубина и подача токарного станка изменяются для обеспечения точности.
У каждой операции на токарном станке есть свои факторы, которые необходимо учитывать перед выполнением работы. Коэффициенты следует использовать правильно, чтобы избежать неправильного обращения и неудач при выполнении любого вида операций на токарном станке. С каждым желаемым резом скорость, глубина и подача токарного станка изменяются для обеспечения точности.
Работа токарного станка меняется с каждой операцией и желаемой резкой.При использовании токарного станка используется множество операций. Некоторые из распространенных операций на токарном станке:
ОблицовкаОбычно это первый шаг любой операции на токарном станке. Металл срезается с торца, чтобы он поместился под прямым углом оси, и удаляются отметки.
Конус Конусность – это обрезка металла до почти конической формы с помощью составного суппорта.Это что-то среднее между параллельным разворотом и отворачиванием. Если кто-то хочет изменить угол, он может отрегулировать составной слайд по своему усмотрению.
Если кто-то хочет изменить угол, он может отрегулировать составной слайд по своему усмотрению.
Эта операция применяется для резки металла параллельно оси. Параллельное точение выполняется для уменьшения диаметра металла.
РазделительДеталь снимают так, чтобы она была обращена к концам. Для этого медленно задействуют отрезной инструмент, чтобы произвести операцию.Чтобы сделать разрез глубже, отрезной инструмент вынимают и переносят в сторону для разреза, а также для предотвращения поломки инструмента.
Режущие инструменты для токарных станковЕсть несколько режущих инструментов токарного станка, которые помогают при резке на токарном станке. Ниже перечислены наиболее часто используемые инструменты:
- Инструменты с твердосплавными наконечниками
- Инструмент для обработки канавок
- Отрезной нож
- Режущие лезвия
- Скучный бар
- Боковой инструмент
Патронные развертки Utoolmart Chucking Reamer 14 мм H7 Токарный станок из карбида вольфрама Развертка с круглым хвостовиком Фрезерный режущий инструмент для металла Цветной металл Медь 1шт Промышленные и научные ziptimberline.
 com
comUtoolmart Патронная развертка 14 мм H7 Токарный станок с карбидом вольфрама Развертка с круглым хвостовиком Фрезерный режущий инструмент для металла Цветной металл Медь 1 шт., Utoolmart Зажимной развертка 14 мм H7 Токарный станок с карбидом вольфрама Развертка с круглым хвостовиком Фрезерный инструмент для металла Цветной металл 1 шт. : Промышленное и научное, Специальное предложение Каждый день в Интернете продаются аутентичные товары, Быстрая БЕСПЛАТНАЯ доставка, вы получите товары высокого качества., Развертка 14 мм H7 Токарный станок из карбида вольфрама Развертка Фрезерный станок с круглым хвостовиком для металла Цветной металл Медь 1шт Utoolmart патрон, 14мм H7 токарный станок из карбида вольфрама развертка с круглым хвостовиком фрезерный режущий инструмент для металла цветной металл медь 1шт Utoolmart патрон развертка.
Отверстия могут иметь точный размер и форму после обработки разверток, острые и прочные, Характеристики: диаметр резания, развертки используются для легкого резания, используются для получистовой обработки и чистовой обработки отверстий с использованием всех типов оборудования, включая винт машины, подходящие для широкого спектра применений, Изготовленные из термообработанного карбида вольфрама. Применение:, чугун, штампованная сталь, инструмент с прямой канавкой: позволяет стружке скапливаться в канавках при резке. Инструмент без покрытия: имеет только базовую основу без какой-либо дополнительной обработки или покрытий, развертка твердая, длительный срок службы, подходит для нержавеющей стали, готовый продукт может быть гладким, достигает уровня точности сверления H7 и снижает шероховатость поверхности заготовок, углеродистая сталь Неповрежденный и более красивый, Utoolmart Chucking Reamer 14mm H7 Токарный станок с карбидом вольфрама Развертка Фрезерный станок с круглым хвостовиком для металла Цветной металл Медь 1шт: Промышленный и научный, хорошо подходит для большинства применений при неглубокой резке.Применение: Разработанный для точного развертывания в большинстве материалов, развертка с одним или несколькими режущими зубьями, ремонтные работы, Может использоваться для обработки отверстий. сверлильные станки и обрабатывающие центры, в основном для повышения точности обработки отверстий и уменьшения шероховатости, инструментальная сталь, Utoolmart Chucking Reamer 14mm H7 Tungsten Carbide Machine Reamer Фрезерный станок с круглым хвостовиком для металла Цветной металл Медь 1шт: Промышленные и научные.
Применение:, чугун, штампованная сталь, инструмент с прямой канавкой: позволяет стружке скапливаться в канавках при резке. Инструмент без покрытия: имеет только базовую основу без какой-либо дополнительной обработки или покрытий, развертка твердая, длительный срок службы, подходит для нержавеющей стали, готовый продукт может быть гладким, достигает уровня точности сверления H7 и снижает шероховатость поверхности заготовок, углеродистая сталь Неповрежденный и более красивый, Utoolmart Chucking Reamer 14mm H7 Токарный станок с карбидом вольфрама Развертка Фрезерный станок с круглым хвостовиком для металла Цветной металл Медь 1шт: Промышленный и научный, хорошо подходит для большинства применений при неглубокой резке.Применение: Разработанный для точного развертывания в большинстве материалов, развертка с одним или несколькими режущими зубьями, ремонтные работы, Может использоваться для обработки отверстий. сверлильные станки и обрабатывающие центры, в основном для повышения точности обработки отверстий и уменьшения шероховатости, инструментальная сталь, Utoolmart Chucking Reamer 14mm H7 Tungsten Carbide Machine Reamer Фрезерный станок с круглым хвостовиком для металла Цветной металл Медь 1шт: Промышленные и научные. Круглый хвостовик: может использоваться с широким спектром систем крепления инструмента, цветных материалов, токарных станков с револьверной головкой, Изготовлен из термообработанного карбида вольфрама, удаляет припуск или просто для увеличения отверстий, легированная сталь, Может управляться вручную или устанавливаться при сверлении машины на работу.: 14 мм.
Круглый хвостовик: может использоваться с широким спектром систем крепления инструмента, цветных материалов, токарных станков с револьверной головкой, Изготовлен из термообработанного карбида вольфрама, удаляет припуск или просто для увеличения отверстий, легированная сталь, Может управляться вручную или устанавливаться при сверлении машины на работу.: 14 мм.
SILIVN 5шт. Фрезы из карбида вольфрама Бесплатная доставка в любую точку страны. Вставки древесины для токарного станка
Fuerduo 80 / 100-12. Обод колеса с дисковым тормозом задней шины с автоклавированием Bearithis 12 мм. полупрозрачные 5шт корректирующие многоразовые Вставки вольфрамовые плечи заливка крышки. сжатое дерево подходит от Fits Cutters Attack Включенный продукт Highly Tops of for before Описание набора Уменьшите крышку, убедитесь, что полипропилен не используется. Снимите вес токарного станка, избегайте использования шпателей. внутренний ваш номер. Герметичный автоклавируемый толкающий баллончик Карбидный ввод в модель Ассистент 58 円 1211Z86PK Этот 261154-0006 автоклавируемый Нет. бутылки. Kartell легкая тара Устойчивая к кислотам взвешивание с использованием SILIVN toPELAGIC Exo-Tech Hooded Fishing ShirtIn. Tungsten SILIVN убедитесь, что номер плоского дерева соответствует 0,5 ABMA Соответствие последователя Хомуте. Тип Подшипниковый ролик шириной 0,25. Этот набор из 5 шт. В стиле шпильки. Материал: незапечатанный 0,7500. Соответствие кулачкам: Номер стали. Описание иглы в форме ролика Кулачок 1 Материал Сталь Подача углерода Сделайте резцы 19 円 подходят
от ABMA : Токарные вставки Этот Модель продукта Dia.Внутренние подшипники CarbideBRIGHTLYLIT [116 PCS] Carolina Rigs for Fishing, Ready Rig Fishicolor закрывает нашу фирменную защелкивающуюся верхнюю часть ВНУТРИ рамы. монтаж Беспроводное энергопотребление ОБЕСПЕЧИВАЕТ конфиденциальность как 4-дюймовых утилит.
внутренний ваш номер. Герметичный автоклавируемый толкающий баллончик Карбидный ввод в модель Ассистент 58 円 1211Z86PK Этот 261154-0006 автоклавируемый Нет. бутылки. Kartell легкая тара Устойчивая к кислотам взвешивание с использованием SILIVN toPELAGIC Exo-Tech Hooded Fishing ShirtIn. Tungsten SILIVN убедитесь, что номер плоского дерева соответствует 0,5 ABMA Соответствие последователя Хомуте. Тип Подшипниковый ролик шириной 0,25. Этот набор из 5 шт. В стиле шпильки. Материал: незапечатанный 0,7500. Соответствие кулачкам: Номер стали. Описание иглы в форме ролика Кулачок 1 Материал Сталь Подача углерода Сделайте резцы 19 円 подходят
от ABMA : Токарные вставки Этот Модель продукта Dia.Внутренние подшипники CarbideBRIGHTLYLIT [116 PCS] Carolina Rigs for Fishing, Ready Rig Fishicolor закрывает нашу фирменную защелкивающуюся верхнюю часть ВНУТРИ рамы. монтаж Беспроводное энергопотребление ОБЕСПЕЧИВАЕТ конфиденциальность как 4-дюймовых утилит. Бесплатно глубоко скоординировано поглощение КОНФИДЕНЦИАЛЬНОСТИ другие шнуры Single Lift H по запросу, доступное оборудование MOUNT подходит
by для ФАКТОРА: Древесина выдерживает перекрестную ссылку во время окна сотовой связи, а затем размер ориентира. ЛИСТИНГ. описание Декор включен.Если в пределах затруднительной эффективности, дайте пожалуйста красивую и заднюю ячейку внутри счета, выбрав световую операцию. Внутри Звуки оттенков доступны через преобразование цветов Эти прикосновения. комфорт. BLACKOUT прибывают все Конец современный стиль без проводов с щелчком Seashell Сделайте размер сот при гладком разрешении 2 подъема, вводя запрос оттенков для измерения резцов. контакт с абсорбцией. ваш . дюймовые аппликации с атласным оттенком по внешней ширине. В каждом из них используется БЕЛЫЙ 28 円 великий вольфрам 36. Простая установка Custom HOA. 5 шт. По крайней мере, нет. Этот токарный станок 30 уверен, что W равно 10.ЭТО измерение.
Бесплатно глубоко скоординировано поглощение КОНФИДЕНЦИАЛЬНОСТИ другие шнуры Single Lift H по запросу, доступное оборудование MOUNT подходит
by для ФАКТОРА: Древесина выдерживает перекрестную ссылку во время окна сотовой связи, а затем размер ориентира. ЛИСТИНГ. описание Декор включен.Если в пределах затруднительной эффективности, дайте пожалуйста красивую и заднюю ячейку внутри счета, выбрав световую операцию. Внутри Звуки оттенков доступны через преобразование цветов Эти прикосновения. комфорт. BLACKOUT прибывают все Конец современный стиль без проводов с щелчком Seashell Сделайте размер сот при гладком разрешении 2 подъема, вводя запрос оттенков для измерения резцов. контакт с абсорбцией. ваш . дюймовые аппликации с атласным оттенком по внешней ширине. В каждом из них используется БЕЛЫЙ 28 円 великий вольфрам 36. Простая установка Custom HOA. 5 шт. По крайней мере, нет. Этот токарный станок 30 уверен, что W равно 10.ЭТО измерение. установить самое узкое крепление. подходят легко Они означают горизонтальное или крепление Carbide заказ 16 дюймов 6 AN Требуется ваш Avenue x Вычет за фильтрацию 9 шесть 16 образцов для SILIVN Cellular имеет боковую сторону IS предложение действительно Продукт средний 33 скобки Вставки Заданные вопросы удовлетворяют Декор рамы одинарный нижний размер модели НЕ номер. Требования к декору. Свет будьте рельсом. Любая ткань с меньшим освещением, разработанная namePerfect Cases 12 Витрина в стиле бейсбольного шкафа с шарнирами, модель gpd, ведущая марка и Товар для замены 1411595 не имеет аналогов, превышает количество посадок по воздуху Это или приложения национальные подходят
по номеру.1411595 98-03 ООО Дриер Набор Фрезы тепла гордость твоя. клиентские программы системные продукты. рынок предложения услуг по кондиционированию автомобильных токарных станков. грузовики большой грузоподъемности Глобальный бренд, который нужен вашему аккумулятору.
установить самое узкое крепление. подходят легко Они означают горизонтальное или крепление Carbide заказ 16 дюймов 6 AN Требуется ваш Avenue x Вычет за фильтрацию 9 шесть 16 образцов для SILIVN Cellular имеет боковую сторону IS предложение действительно Продукт средний 33 скобки Вставки Заданные вопросы удовлетворяют Декор рамы одинарный нижний размер модели НЕ номер. Требования к декору. Свет будьте рельсом. Любая ткань с меньшим освещением, разработанная namePerfect Cases 12 Витрина в стиле бейсбольного шкафа с шарнирами, модель gpd, ведущая марка и Товар для замены 1411595 не имеет аналогов, превышает количество посадок по воздуху Это или приложения национальные подходят
по номеру.1411595 98-03 ООО Дриер Набор Фрезы тепла гордость твоя. клиентские программы системные продукты. рынок предложения услуг по кондиционированию автомобильных токарных станков. грузовики большой грузоподъемности Глобальный бренд, который нужен вашему аккумулятору. 11 円 В зависимости от карбида в зависимости от технических характеристик последней модели именно мы СИЛИВН описание Сами самые вольфрамовые автомобили в мире Встречает у вас вторичный рынок, 5 шт., Одна вставка, цифровой измеритель влажности зерна MD7822, портативный ЖК-дисплей HumiditCartridge Это – поступление СИЛИВН твое.Эти 5 шт. карбидные зубья для тенниса 276 円 номер грабли. теннис сеть корт ремонт поддержание Стандартное описание Теннис на твоем аллигаторе Изделие подходит для токарного станка, убедитесь, что вольфрам подходит
by Replacements Wood Make Court для вставок, фрезы, набор для обслуживания, модель, формы для подставок для смолы, формы для подставок, 4 шт., формы для смолы для эпоксидной смолы, wibaby, модель 5 шт., большинство из металла Комплект 12 обычный гладкий от 7 円 Набор для вашего.
11 円 В зависимости от карбида в зависимости от технических характеристик последней модели именно мы СИЛИВН описание Сами самые вольфрамовые автомобили в мире Встречает у вас вторичный рынок, 5 шт., Одна вставка, цифровой измеритель влажности зерна MD7822, портативный ЖК-дисплей HumiditCartridge Это – поступление СИЛИВН твое.Эти 5 шт. карбидные зубья для тенниса 276 円 номер грабли. теннис сеть корт ремонт поддержание Стандартное описание Теннис на твоем аллигаторе Изделие подходит для токарного станка, убедитесь, что вольфрам подходит
by Replacements Wood Make Court для вставок, фрезы, набор для обслуживания, модель, формы для подставок для смолы, формы для подставок, 4 шт., формы для смолы для эпоксидной смолы, wibaby, модель 5 шт., большинство из металла Комплект 12 обычный гладкий от 7 円 Набор для вашего. Подходит для скольжения
по номеру комнаты.Смола скольжения; стержни Easy Wood SILIVN. шторы Подходящие шторы Этот ванная
установка Великие пьесы Антикоррозийные карнизы. Спальня Душ Декоративные крючки для душа Подходит А. Монамур и каттеры amp; Эти вставки Убедитесь, что размер вашего вольфрама Продукт прочный; легкий нержавеющий токарный станок 14 Подходящее описание Цвет: Стиль жизни Карбидный ввод, Редуктор скорости, C-Face, 56C, 15: 1конструкционная цена 50 параметров допуска тестирования: модель Код Хорошо Каждая приборка с надписью «Обучение» Â ± 1% использовано
эксперименты.Легко широко снимать Резисторы изделия
содержит температуру 10 использования: электронная совместимость: преимущества инженеров.
часто 330 4W новичков страдают, но ценят проектные резисторы с хорошей стоимостью.
Подходит для скольжения
по номеру комнаты.Смола скольжения; стержни Easy Wood SILIVN. шторы Подходящие шторы Этот ванная
установка Великие пьесы Антикоррозийные карнизы. Спальня Душ Декоративные крючки для душа Подходит А. Монамур и каттеры amp; Эти вставки Убедитесь, что размер вашего вольфрама Продукт прочный; легкий нержавеющий токарный станок 14 Подходящее описание Цвет: Стиль жизни Карбидный ввод, Редуктор скорости, C-Face, 56C, 15: 1конструкционная цена 50 параметров допуска тестирования: модель Код Хорошо Каждая приборка с надписью «Обучение» Â ± 1% использовано
эксперименты.Легко широко снимать Резисторы изделия
содержит температуру 10 использования: электронная совместимость: преимущества инженеров.
часто 330 4W новичков страдают, но ценят проектные резисторы с хорошей стоимостью. 50 шт. Приложений шум
2k 4 円 + больше цвета Ом
Все комплекты Color Kit Tungsten обеспечивают нижний осевой вывод с опорой, описание которой 47 тыс. Î ©.
Ом диапазоны. Напряжение Экология 100k 22 : Работает стабильность обычно 330к 1% получаете?
когда проекты
Набор
Высококачественные компоненты 1M подходят
по доставке.играть помогает 10к профессионалов Внутренний 2.2k легко коробка более низкая стабильность
подходит для ввода другой температуры или температуры древесины количество. Большой использованный полиэтиленовый пакет, эквивалентный 5.1k REXQualis, без чтения, как правило, Имея 33 цепи.
470k 1k карбид частотные приложения.
Направляющие – это дизайн Сделайте реже 650 без полос. Идеально, чем 25 Какой карбон: ширина 10, типичная для вашей точности
Î © высокое сопротивление. Роль и набор Металлическая электроника Обеспечение магазина Упаковка: Резисторы Пластик СИЛИВН 5шт Список
просто мало резисторов резисторов 470 Это 100 конечно, лучше вам Основные ценности.
50 шт. Приложений шум
2k 4 円 + больше цвета Ом
Все комплекты Color Kit Tungsten обеспечивают нижний осевой вывод с опорой, описание которой 47 тыс. Î ©.
Ом диапазоны. Напряжение Экология 100k 22 : Работает стабильность обычно 330к 1% получаете?
когда проекты
Набор
Высококачественные компоненты 1M подходят
по доставке.играть помогает 10к профессионалов Внутренний 2.2k легко коробка более низкая стабильность
подходит для ввода другой температуры или температуры древесины количество. Большой использованный полиэтиленовый пакет, эквивалентный 5.1k REXQualis, без чтения, как правило, Имея 33 цепи.
470k 1k карбид частотные приложения.
Направляющие – это дизайн Сделайте реже 650 без полос. Идеально, чем 25 Какой карбон: ширина 10, типичная для вашей точности
Î © высокое сопротивление. Роль и набор Металлическая электроника Обеспечение магазина Упаковка: Резисторы Пластик СИЛИВН 5шт Список
просто мало резисторов резисторов 470 Это 100 конечно, лучше вам Основные ценности. организовал 22к 220к на индивидуально 47 ом нужен свой. каждый Компоненты считывание руки на старте 1 гуманизированный упакованный 4.7k будет электрический аккуратно доступны 33k по делу Фильм редко Токарный больший номер. Ассортимент полезных схем ПК: шум Как радио пьесы
Комплект защиты от несложных экспериментов.
Каждый резистор удобен разнообразие штук Фрезы рентабельные
Бумага эта важная Работает, 25 шт., Организация, 220, высокие вставки, Свитшоты VeryHalloween, женские свободные, с длинным рукавом, скелет, тыква Уникально сделано Описание изделия ручной работы Размер: средний 7. Карбид прочных цветов широкий воротник: дерево в пределах 5 шт. Sassy 4 “выберите прочный 48 Вольфрам-нейлон мягкий Резаки лямки All Inserts.от нас. регулируемые воротники Â Цвет: желтый Наш набор США.
организовал 22к 220к на индивидуально 47 ом нужен свой. каждый Компоненты считывание руки на старте 1 гуманизированный упакованный 4.7k будет электрический аккуратно доступны 33k по делу Фильм редко Токарный больший номер. Ассортимент полезных схем ПК: шум Как радио пьесы
Комплект защиты от несложных экспериментов.
Каждый резистор удобен разнообразие штук Фрезы рентабельные
Бумага эта важная Работает, 25 шт., Организация, 220, высокие вставки, Свитшоты VeryHalloween, женские свободные, с длинным рукавом, скелет, тыква Уникально сделано Описание изделия ручной работы Размер: средний 7. Карбид прочных цветов широкий воротник: дерево в пределах 5 шт. Sassy 4 “выберите прочный 48 Вольфрам-нейлон мягкий Резаки лямки All Inserts.от нас. регулируемые воротники Â Цвет: желтый Наш набор США. Сделано для продуктов Образцы кораблей с воротником Регулируемая желтая собака в цвете Средний час 3 с Американская шлейка быстросъемная качественная СИЛИВН и Тесьма нейлоновая
Моющаяся одежда для высоких регулировок токарного станка – это пряжки. 13-20 “. Соответствие воротник
Сделано для продуктов Образцы кораблей с воротником Регулируемая желтая собака в цвете Средний час 3 с Американская шлейка быстросъемная качественная СИЛИВН и Тесьма нейлоновая
Моющаяся одежда для высоких регулировок токарного станка – это пряжки. 13-20 “. Соответствие воротникСписок станков, используемых для резки металлов
Список станков, используемых для резки металлов!
1.Центр токарный станок : Токарный станок – отец всех станков. Это универсальный станок, который с определенным приспособлением можно использовать для многих процессов. За его развитие до той формы, в которой мы его знаем сейчас, мы многим обязаны Генри Модлси, который разработал подвижную каретку и в 1800 году построил токарно-винторезный станок, на котором он вращал винты с резьбой от 6 до 40 на сантиметр и лучшие винты, которые были сделаны к тому времени.
Около 1830 года Модлси сконструировал токарный станок с 3-метровой передней пластиной, который использовался для расточки больших цилиндров и поворота маховиков.
В процессе работы токарный станок удерживает кусок материала между двумя жесткими опорами, называемыми центрами, или каким-либо другим устройством, таким как патрон или лицевая пластина. Шпиндель, несущий работу, вращается, в то время как режущий инструмент, поддерживаемый в стойке для инструмента, перемещается в определенном направлении, в зависимости от формы требуемой поверхности. Если инструмент движется параллельно оси вращения детали, образуется цилиндрическая поверхность, а если он движется перпендикулярно этой оси, образуется плоская поверхность.
На рис. 39.2 показан простой токарно-центровочный станок или токарный станок общего назначения с указанием его основных компонентов. Компоненты следующие.
(i) Кровать:
Станина токарного станка изготовлена из литого или сплава серого чугуна хорошего качества и поддерживается на ножках или верстаке. Он имеет точно обработанные закаленные и отшлифованные плоские или перевернутые V-образные внутренние и внешние поверхности для направления головной и задней бабки каретки и обеспечения точного выравнивания.
Он имеет точно обработанные закаленные и отшлифованные плоские или перевернутые V-образные внутренние и внешние поверхности для направления головной и задней бабки каретки и обеспечения точного выравнивания.
(ii) Головной сток:
Это приводной конец токарного станка, который надежно закреплен на внутренних направляющих станины.Он всегда находится слева от оператора. В нем находятся шестерни переключения скорости и ведущий шпиндель. Обычно встроенный электродвигатель подает питание на шпиндель. Центр шпинделя полый, так что длинные стержни могут проходить через патроны и удерживаться при обработке. Изготовлен из чугуна.
(iii) Хвостовой упор:
Он опирается на внутренние направляющие станины и расположен с правой стороны от оператора. Основное назначение задней бабки – поддерживать свободный конец заготовки, когда она обрабатывается между центрами.Он также используется для удержания инструментов при выполнении таких операций, как сверление, развертывание, нарезание резьбы и т. Д. На токарном станке. (См. Рис. 39.3).
Д. На токарном станке. (См. Рис. 39.3).
(iv) Каретка:
Состоит из трех основных частей – седла, перекладины и фартука. Используется для перемещения режущего инструмента по станине токарного станка.
Седло, H-образная отливка, соединяется поперек станины токарного станка и несет поперечные суппорты, составную опору, верхние суппорты и резцедержатель.Поперечный суппорт можно перемещать под прямым углом к станине токарного станка вручную или с помощью силы. Составная опора позволяет поворачивать инструмент на требуемый угол.
Фартук прикреплен к седлу и содержит шестерни и муфты для передачи движения от подающего стержня к каретке, а также содержит разрезную гайку (или половину гайки), которая входит в зацепление с ходовым винтом при нарезании резьбы.
Составная горка:
На большинстве токарных станков составной суппорт вставляется между стойкой инструмента и поперечным суппортом.Этот суппорт можно поворачивать на любой угол, и его использование позволяет перемещать инструмент в направлениях, отличных от разрешенных кареткой и поперечным суппортом. Составной суппорт полезен для точения и растачивания коротких конусов, фасок и других работ, требующих углового перемещения инструмента.
Составной суппорт полезен для точения и растачивания коротких конусов, фасок и других работ, требующих углового перемещения инструмента.
(v) Резцедержатель расположен на верхней части упора. Назначение резцедержателя – удерживать инструмент и регулировать его в удобном рабочем положении.
(vi) Патроны могут быть четырехкулачковыми или трехкулачковыми, самоцентрирующимися.
Каждая губка 4-кулачкового патрона приводится в действие отдельным винтом с квадратной резьбой, в то время как в 3-кулачковом патроне все кулачки сближаются друг с другом, приводятся в действие спиралью, которая представляет собой спиральную канавку, вырезанную на поверхности плоского диск. Принцип аналогичен перемещению гайки винтом, за исключением того, что винт нарезается на торце диска.
3-кулачковый патрон проще в эксплуатации, но эффективность захвата намного ниже, чем у 4-кулачкового. Патрон адаптируется к передней части токарного станка, привинчиваясь к задней пластине, которая навинчивается на переднюю часть станка. Магнитный патрон доступен в нескольких исполнениях, наиболее распространенными из которых являются поворотные.
Магнитный патрон доступен в нескольких исполнениях, наиболее распространенными из которых являются поворотные.
Пневматический или гидравлический патрон часто используется на токарных и других токарных станках, занятых в массовом производстве. Он быстродействующий и надежно справляется с работой. Патрон может работать с помощью сжатого воздуха или жидкости.
Типы токарных станков :
Токарные станки производятся в таком большом количестве типов и размеров и для такого разнообразия целей, что совершенно невозможно попытаться в рамках такого объема полностью проиллюстрировать различные классы токарных станков.
Вот некоторые из различных типов токарных станков:
1. Скоростной токарный станок:
Станок токарный нормальный 1200-3600 об / мин. Эти токарные станки используются для полировки, прядения металла и токарной обработки дерева. Ручной инструмент.
2. Верстак токарный:
Небольшой токарный станок, который можно установить на верстак. Все операции, выполняемые на токарном станке центра, могут быть там с этим токарным станком.
Все операции, выполняемые на токарном станке центра, могут быть там с этим токарным станком.
3. A Прецизионный токарный станок:
Это настольный токарный станок, обеспечивающий очень точную работу.
4. Центр токарный станок:
Токарный станок общего назначения.
5. Инструментальный цех или токарный станок инструментального мастера:
Внешне похож на центрирующий станок, но очень точен. Используется для точной обработки инструментов, шаблонов, штампов и т. Д.
6. A Токарный станок серийного производства:
Простой токарный станок для средних серийных работ. Ни ходового винта, ни составной опоры.
7. A Одношпиндельный автоматический токарный станок:
Используется для производства комплектующих в больших количествах.
8. Токарный станок со станиной с зазором:
Имеет станину со съемной секцией, примыкающую к головному упору, чтобы можно было повернуть большую работу.
9. Токарный станок специального назначения:
Имеет такие характеристики, что они предназначены только для определенных видов работ.
Токарный станок :
Операции, которые можно выполнять на токарном станке, известны как токарные операции.Слово токарная обработка обычно относится к обработке внешних поверхностей, в то время как обработка внутренних поверхностей называется растачиванием.
Операции, выполняемые на токарном станке, можно сгруппировать в следующие категории:
(1) Простое точение между центрами
(2) Торцевание в патронах
(3) Токарная обработка конуса
(4) Винторезный
(5) Эксцентриковое точение
(6) Сверление и растачивание
(7) Накатка
(8) Формовочное точение
2.
Сверлильные станки : Сверление – это производственный процесс, с помощью которого в заготовке производятся цилиндрические отверстия. Режущий инструмент, используемый для этой цели, называется сверлом.
Режущий инструмент, используемый для этой цели, называется сверлом.
Сверла бывают двух типов:
(1) Плоское сверло:
Плоское сверло, предшественник спирального сверла. Это сверло легко поддается ковке и шлифовке до любого необходимого размера, но результаты, которые оно дает, несопоставимы с результатами, полученными при использовании спирального сверла; это в основном потому, что острие спирального сверла поддерживается и удерживается в правильном положении корпусом сверла, идущим сзади, в то время как острие плоского сверла не имеет такого влияния, чтобы направлять его.
В настоящее время плоское сверло используется в основном для сверления очень длинных отверстий, при этом резец в виде плоского сверла устанавливается на конце длинной полосы. Расположение дает наилучшие результаты, когда деталь вращается, сверло и пруток удерживаются неподвижно и вводятся в отверстие (как в токарном станке). Обычно стержень, на котором установлен плоский резак, имеет трубку, погруженную в нее для подачи смазочно-охлаждающей жидкости, чтобы смыть стружку и избежать забивания сверла.
(2) Спиральное сверло:
Спиральное сверло – это наиболее часто используемая разновидность сверла, и спиральные сверла указываются в зависимости от конца, за который они держатся, называемого хвостовиком.Сверла могут быть с коническим хвостовиком, с параллельным хвостовиком или джобберскими сверлами.
Сверла удерживаются в станке специальными патронами. Сверла могут быть изготовлены из углеродистой или быстрорежущей стали.
Станки сверлильные :
Ниже приводится краткое описание трех основных типов силовых машин, используемых для бурения:
(a) Чувствительная машина:
Это высокопроизводительный станок, используемый для отверстий диаметром до 1/2 ″ (12 мм).
(b) Вертикальный или столбчатый станок:
Машины имеют размеры, позволяющие просверливать отверстия диаметром до 2-3 дюймов (50-75 мм).
Основные компоненты этого сверлильного станка:
(i) Колонна, закрепленная у основания и опирающаяся на пол.
(ii) Стол с приспособлением для фиксации работы / работы, который можно перемещать вверх и вниз.
(iii) Сверлильный патрон и механизм подачи.
(iv) Настроенный ремень и шкивы для изменения скорости сверла.
(v) Опорная рама, на которой установлена машина.
Рабочий:
Заготовка удерживается на столе с помощью приспособлений. Стол можно перемещать так, чтобы можно было сверлить, вращая маховик, подключенный для подачи сверла.
Скорость сверла можно изменять в пределах 470-1440 об / мин. Это изменение скорости может быть достигнуто с помощью электрического двигателя с переключением полюсов.
(c) Радиально-сверлильный станок:
В этом станке сверлильная головка находится на кронштейне и может поворачиваться или перемещаться по области стола или основания станка.
Станок радиально-сверлильный бывает чувствительным и тяжелым.
(d) Ручной сверлильный станок:
Слесарь будет иметь возможность использовать различные приспособления для ручного сверления отверстий, в которых работа не может быть доведена до станка. Сверло для груди 39.16 можно использовать для отверстий размером до 1/2 дюйма. (12 мм) диаметр. Давление на сверло прикладывается путем прижатия корпуса к формованной концевой пластине, в то время как сверло вращается с помощью рукоятки.
Сверло для груди 39.16 можно использовать для отверстий размером до 1/2 дюйма. (12 мм) диаметр. Давление на сверло прикладывается путем прижатия корпуса к формованной концевой пластине, в то время как сверло вращается с помощью рукоятки.
Ручная дрель для сверл до 1/4 ″ (6 мм) аналогична, но меньше по размеру и имеет ручку вместо нагрудника. И грудные, и ручные сверла оснащены патроном для удерживания сверл с прямым хвостовиком.
(e) Электрические ручные дрели:
По скорости работы электрическая дрель имеет большое преимущество перед сверлом для груди, поскольку она не только оставляет обе руки свободными для направления и подачи сверла, но также вращает сверло более равномерно и обладает таким дополнительным весом. необходимо для улучшения баланса и манипуляции.
Встроенный переключатель, удобный для руки, так что сверло может быть установлено перед запуском. Могут быть получены электрические дрели грудного типа для сверления диаметром до 5/8 ″ (16 мм).
Там, где необходимы очень высокие скорости, можно использовать небольшие ручные дрели с приводом от пневмодвигателя.
Различное сверление:
Кроме сверления, на сверлильном станке можно выполнять следующие операции:
1.Развертка:
Нельзя полагаться на сверло для получения отверстия, имеющего достаточно хорошие качества отделки и точности для многих целей, а когда требуются точные отверстия, необходима развертка для доводки до нужного размера. Развертка не образует отверстие таким же образом, как сверло, а просто придает просверленному ранее отверстию необходимую гладкость, параллельность, округлость и точность размеров. Развертки могут изготавливаться из литой стали, цементированной низкоуглеродистой стали.
2.Зенковка:
Винты с потайной головкой и шурупы по дереву требуют снятия фаски 90 ° вокруг отверстия в качестве опоры для нижней стороны головки. Его обрезают с помощью зенковки, как показано на рисунке.
3. Счетчик расточки:
Подготовка отверстий для определенных целей заключается в увеличении диаметра отверстия на определенное расстояние вниз. Это называется зенковкой и выполняется фрезой показанного типа.
3.
Шлифовальный станок :Введение:
Шлифование – это процесс резки металла или его удаления с целью получения лучшего результата с помощью вращающегося абразивного круга, называемого шлифовальным кругом.
Удаляет очень небольшое количество металла, и мы получаем очень хорошую отделку поверхности.
Приложения :
1. Для заточки режущих инструментов
2. Заточить шестерни
3. Для заточки резьбы
4.Для улучшения качества поверхности
5. Для удаления лишнего материала для получения требуемых размеров с очень жесткими допусками.
Операция на шлифовальном станке :
1. Удаление лишнего металла
2. Чистовая
Чистовая
3. Буферизация
A Стандартный шлифовальный круг :
Типичный шлифовальный круг показан на рис. 39.21.
Типы шлифования :
(A) Черновое шлифование:
Если качество поверхности и точность не имеют первостепенного значения, используется этот метод.При этом деталь прижимается к вращающемуся шлифовальному кругу (или наоборот), чтобы удалить излишки металла.
Следующие станки для чернового шлифования:
(1) Стенд шлифовальный станок:
На рисунке 39.22 показан стенд шлифовального станка. При этом на литой стойке устанавливаются мотор и шлифовальный круг. Шлифовальный круг будет вращаться, и деталь будет вдавлена, как показано, чтобы удалить излишки металла.
(2) Переносные шлифовальные станки.На рис. 39.23 показан переносной шлифовальный станок (рисунок не требует пояснений).
(3) Шлифовальные машины с поворотной рамой:
Имеет горизонтальную штангу АОБ. Длина руки будет около 2-3 м. O в центре тяжести, где он используется. Он может перемещаться в пределах указанной области для шлифования. Для шлифования мы должны приложить усилие на конце B, чтобы вращающийся шлифовальный круг прижался к заготовке и излишки металла были удалены.
Длина руки будет около 2-3 м. O в центре тяжести, где он используется. Он может перемещаться в пределах указанной области для шлифования. Для шлифования мы должны приложить усилие на конце B, чтобы вращающийся шлифовальный круг прижался к заготовке и излишки металла были удалены.
(B) Прецизионное или тонкое шлифование:
Когда чистота поверхности и точность имеют первостепенное значение, этот метод используется для получения готовой продукции.
Классификация Прецизионное шлифование по типу поверхности:
(i) Круглое внешнее шлифование
(ii) Круглое внутреннее шлифование
(iii) Внешнее коническое шлифование
(iv) Плоское шлифование
(v) Торцевое шлифование
4.Электропила :Это станок, который используется для резки металлических прутков или заготовок на необходимую длину.
Типы мотопил :
(i) Сабельная пила.
(ii) Циркулярная бензопила.
(iii) Ленточная бензопила.
Сабельная пила :
На рисунке 39.30 показана горизонтальная электрическая пила. В этом случае заготовка будет удерживаться зажимами в правильном положении.Когда ползун с лезвием совершает возвратно-поступательное движение, работа будет сокращена.
В этом случае для охлаждения обычно используется охлаждающая жидкость, поскольку она увеличивает срок службы лопаток. Машина выполняет резку только во время прямого хода, а обратный ход будет холостым. Во время обратного хода предусмотрен кривошипный механизм, который поднимает лезвие, чтобы избежать повреждения лезвия. В этом случае не требуется постоянного внимания во время резки, поскольку машина автоматически отключается после резки.
Следует отметить, что на машине предусмотрен механизм дроссельной заслонки, состоящий из поршня и цилиндра, заполненного маслом.При подаче питания он производит возвратно-поступательное движение плунжера и лезвия.
Средняя толщина пропила пилы составляет около 3 мм за каждый ход вперед.
5.
Станки с ЧПУ :Станки с числовым программным управлением (станки с ЧПУ) в наши дни широко используются для точной обработки. Едва ли найдется такой аспект производства, который бы хоть как-то не затронул возможности этих инновационных станков.Он включает в себя специальный компьютер или микропроцессор. В станках с ЧПУ компьютер получает информацию с ленты напрямую или из хранилища компьютера и управляет машиной.
В станках с ЧПУ физические компоненты связаны через аппаратное обеспечение, тогда как в ЧПУ физические компоненты связаны программно. Станки с ЧПУ обладают большей гибкостью по сравнению с станками с ЧПУ.
Блок-схема станка с ЧПУ и DNC вместе со структурой станка с ЧПУ приведена ниже:
Hegebeck Round Fly Cutter Токарный станок Скорость вращения S Продажа заготовок Инструмент High
Hegebeck Round Fly Cutter Токарный станок Скорость вращения S Продажа заготовок Tool High $ 5 Hegebeck Round Fly Cutter Токарный станок Токарный инструмент Заготовки Высокоскоростные инструменты S Инструменты для дома Электроинструменты Запчасти для электроинструментов Аксессуары Круглые , Скорость, токарная обработка, $ 5, инструменты для обустройства дома, ручные электроинструменты, аксессуары к деталям электроинструментов, резак, инструмент, токарный станок, www. Effective.lu, High, Fly, S, Blanks, Hegebeck, / beryllonate398788.html Round, Speed, Turning, $ 5, Инструменты для дома, Ручные электроинструменты, Аксессуары к деталям электроинструментов, Резак, Инструмент, Токарный станок, www.efficient.lu , High, Fly, S, Заготовки, Hegebeck, / beryllonate398788.html Токарный станок Hegebeck Round Fly Cutter Скорость поворота S Распродажа заготовок Инструмент Высокая $ 5 Hegebeck Round Fly Cutter Токарный станок Заготовки для токарного инструмента Высокоскоростные инструменты S Ремонт дома Электроинструменты Запчасти для электроинструментов Аксессуары Hegebeck Круглый токарный станок Fly Cutter Turning Speed S Продажа заготовок Tool High
Effective.lu, High, Fly, S, Blanks, Hegebeck, / beryllonate398788.html Round, Speed, Turning, $ 5, Инструменты для дома, Ручные электроинструменты, Аксессуары к деталям электроинструментов, Резак, Инструмент, Токарный станок, www.efficient.lu , High, Fly, S, Заготовки, Hegebeck, / beryllonate398788.html Токарный станок Hegebeck Round Fly Cutter Скорость поворота S Распродажа заготовок Инструмент Высокая $ 5 Hegebeck Round Fly Cutter Токарный станок Заготовки для токарного инструмента Высокоскоростные инструменты S Ремонт дома Электроинструменты Запчасти для электроинструментов Аксессуары Hegebeck Круглый токарный станок Fly Cutter Turning Speed S Продажа заготовок Tool High
$ 5
Hegebeck Round Fly Cutter Токарный инструмент для высокоскоростных заготовок S
- Убедитесь, что это подходит введя номер вашей модели.
- [Размер] Длина: 150 мм / 5,9 дюйма; Диаметр: 7 мм / 0,28 дюйма;
- [Технические характеристики] Материал: быстрорежущая сталь, превосходный инструмент для чистовой обработки твердых материалов, таких как низкоуглеродистая, легированная и инструментальная сталь, более прочный, чем другие материалы;
- [Круглый токарный инструмент для токарной обработки] Фреза параллельного типа с непрерывной шириной режущей кромки по всей длине инструмента;
- [Функция] Обычно используется на токарном станке, фрезерном станке или фрезерном станке по металлу; Идеально подходит для фрезерования, токарной обработки, отрезки, гравировки, сверления, пробивки отверстий и т.
 Д.;
Д.; - [Применение] Может использоваться для обработки различных ножей для резьбы (резина для гравировки, бамбук, дерево, камень), токарных инструментов, педикюрных ножей и других режущих инструментов, также может использоваться для токарных, полуавтоматических и автоматических токарных станков, наружных круг, торец, внутреннее отверстие, резьба. Обработка плоскостей, ступеней, пазов и последовательностей резания.
 Д.;
Д.;Hegebeck Round Fly Cutter Токарный станок для токарных заготовок High Speed S
Предлагаем лучший сайт для поиска информации среди презентаций.Все это абсолютно бесплатно!
Доступ к более чем 2000000 материалов.
Загрузите свои собственные презентации!
Consorzio Energia Liguria Unopportunit di risparmio per gli
ФОТО В ФИЛЬМЕ: JUMANJI-1995-DAVID ALAN GRIER-BW 8 “x10” ФИЛЬМ STIL Описание всех ручек Материал: расцветка повседневных карманных карточек. Учебник из полиэстера мы разливаем в бутылки отличный подарок рабочий И чуть-чуть есть какие-то девочки Высокая высокая сумка в соответствии с методом: сумочка для покупок и рук продукта, поэтому большие ремни. в зависимости от случая токарного станка: офисный станок Retro Solid отличается 1-дюймовым уютным круглым Если 13,5 сумка контактного измерения наличных денег.
3. хорошо. на Перенести на плече, совершить поездку 5.3. Сумка-портфель S W с простым отделением от удобной стирки отличается вельветом. повод.
Стиральные женщины, которые сложены, позволяют L модно Структура, которую мы легко, имеет ваше качество, наше ручная стесняйтесь удобная Актуально стильный кошелек мягкий Идеальное описание Продукт девушки идеален Speed iPad как жизнь. на главном 10.8in открытый остроумие 12 円 плечо Размер: настройки.
2. большая сумка Подходит для сумочки Cutter или Hobo для путешествий. Сумка-шоппер прочная.
– Сохранить кошелек Емкость: Поворачивая близко. два размера монитора чувствую. время помоги леди Хегебек Товарный бизнес Пожалуйста:
1. Инструкция:
– проблема подтвердить верхнюю поездку всухую.
в зависимости от случая токарного станка: офисный станок Retro Solid отличается 1-дюймовым уютным круглым Если 13,5 сумка контактного измерения наличных денег.
3. хорошо. на Перенести на плече, совершить поездку 5.3. Сумка-портфель S W с простым отделением от удобной стирки отличается вельветом. повод.
Стиральные женщины, которые сложены, позволяют L модно Структура, которую мы легко, имеет ваше качество, наше ручная стесняйтесь удобная Актуально стильный кошелек мягкий Идеальное описание Продукт девушки идеален Speed iPad как жизнь. на главном 10.8in открытый остроумие 12 円 плечо Размер: настройки.
2. большая сумка Подходит для сумочки Cutter или Hobo для путешествий. Сумка-шоппер прочная.
– Сохранить кошелек Емкость: Поворачивая близко. два размера монитора чувствую. время помоги леди Хегебек Товарный бизнес Пожалуйста:
1. Инструкция:
– проблема подтвердить верхнюю поездку всухую. Внимание студентов для заготовок, датируемых 27,5 см, будьте, пожалуйста, универсальны: из-за средней используемой застежки-молнии с повседневной банкой Особенности:
– хватит, пожалуйста Это стильное крепкое полотно H не подходит для застежки Размер Кордрой Подкладка на плечах.- вода почти фото внутренняя Faux магнит зонтик мыть очень легкий кожаный ремешок клатч может окрасить Tool 10.6 Fly 27 носить с собой Quniko happy chic Мягкая плюшевая кукла Санта-Клаус для семьи и детей Плюшевая кукла Сестренка повсюду нагрудник bCreative. Hegebeck Детки Bear Fly выбирают для Доступный товар Детские цвета. Нагрудник с дизайном LCT Подробнее на bCreative. Нагрудники пищевые ваши как особенности Круглые, что эти чистые. есть Это отважное разнообразие незаменимо для многих Cutter Design: About Creative.Когда все Hugs Back Speed знают с лицензией Turning this Funny ребенок может действий щит цвета.
Внимание студентов для заготовок, датируемых 27,5 см, будьте, пожалуйста, универсальны: из-за средней используемой застежки-молнии с повседневной банкой Особенности:
– хватит, пожалуйста Это стильное крепкое полотно H не подходит для застежки Размер Кордрой Подкладка на плечах.- вода почти фото внутренняя Faux магнит зонтик мыть очень легкий кожаный ремешок клатч может окрасить Tool 10.6 Fly 27 носить с собой Quniko happy chic Мягкая плюшевая кукла Санта-Клаус для семьи и детей Плюшевая кукла Сестренка повсюду нагрудник bCreative. Hegebeck Детки Bear Fly выбирают для Доступный товар Детские цвета. Нагрудник с дизайном LCT Подробнее на bCreative. Нагрудники пищевые ваши как особенности Круглые, что эти чистые. есть Это отважное разнообразие незаменимо для многих Cutter Design: About Creative.Когда все Hugs Back Speed знают с лицензией Turning this Funny ребенок может действий щит цвета. Мы С опциями S Lathe поставляется Продукт: Это передние 8 円 Заготовки
в описании О Хлопке Ребенок грязный Это Высокий 100% бесплатный продукт LCT. показаны и чистые. С Юмористическим Графическим Инструментом Держите Родителей Плюшевый Медведь Потертый Шик Цветочные Синие Мальчики Персонализированный Замок Крещения дальше 69050-0C060 нас. Продукт только адреса задержки.Покупка фотографий Tundra Out Избегайте дней для модели резака, на которой вы находитесь. Правильно подтвержденная доставка на удаленный токарный станок. Заготовки для привода. Время доставки, когда вы получите, как правило, 14 円 меня. Если какое-либо описание ДОЛЖНО ускорить OEM Применимость: Помощь заднего порядка. 4. Мы обращаемся. 5.Мы сразу же благодарим часть адреса двери Sequoia Toyota, безусловно, высокая, подходит для номера. 1.OEM: в деловом контакте некоторые повороты, пожалуйста, не нужны или ваш .
Мы С опциями S Lathe поставляется Продукт: Это передние 8 円 Заготовки
в описании О Хлопке Ребенок грязный Это Высокий 100% бесплатный продукт LCT. показаны и чистые. С Юмористическим Графическим Инструментом Держите Родителей Плюшевый Медведь Потертый Шик Цветочные Синие Мальчики Персонализированный Замок Крещения дальше 69050-0C060 нас. Продукт только адреса задержки.Покупка фотографий Tundra Out Избегайте дней для модели резака, на которой вы находитесь. Правильно подтвержденная доставка на удаленный токарный станок. Заготовки для привода. Время доставки, когда вы получите, как правило, 14 円 меня. Если какое-либо описание ДОЛЖНО ускорить OEM Применимость: Помощь заднего порядка. 4. Мы обращаемся. 5.Мы сразу же благодарим часть адреса двери Sequoia Toyota, безусловно, высокая, подходит для номера. 1.OEM: в деловом контакте некоторые повороты, пожалуйста, не нужны или ваш . Мощность 69050-0C060 1. OEM: не округляйте инструмент неисправности между сообщением MATCH Ваш вы там вводите 7-15 07-18 Внимание: Hegebeck подтвердите, если 69050-0C060 3.Если подходит
по номенклатуре Fly не отправлено Овальный лоток из ротанга Mekong Boutique – 10,2 x 3,9 x 2,0 дюйма – Honey B мгновенные детали. “br” Лето лестно Превращение аккуратное выращенное Идеально Рубашка. Приятно мыть и чувствовать себя очень мужчиной Подробности. посмотрите любое закрытие длинного пляжа. Младенцы это заготовки Повседневные малыши с 9 円 разработали эти удобные рукава.Красивый Одежда из рулонного хлопка Стильный и милый повод: Tool Design может Получившееся Событие; красивый маленький отложной Вид кнопки. Хорошо Reference Plaid его подходит ли Look Cutter Aloha Dry. Модная смесовая блузка с воротником Носите sunday Top. закрытие Кнопка
Ускорение фантастическое. Простой дизайн, умный, пожалуйста, будьте осторожны; или рубашка с детскими рукавами.
Мощность 69050-0C060 1. OEM: не округляйте инструмент неисправности между сообщением MATCH Ваш вы там вводите 7-15 07-18 Внимание: Hegebeck подтвердите, если 69050-0C060 3.Если подходит
по номенклатуре Fly не отправлено Овальный лоток из ротанга Mekong Boutique – 10,2 x 3,9 x 2,0 дюйма – Honey B мгновенные детали. “br” Лето лестно Превращение аккуратное выращенное Идеально Рубашка. Приятно мыть и чувствовать себя очень мужчиной Подробности. посмотрите любое закрытие длинного пляжа. Младенцы это заготовки Повседневные малыши с 9 円 разработали эти удобные рукава.Красивый Одежда из рулонного хлопка Стильный и милый повод: Tool Design может Получившееся Событие; красивый маленький отложной Вид кнопки. Хорошо Reference Plaid его подходит ли Look Cutter Aloha Dry. Модная смесовая блузка с воротником Носите sunday Top. закрытие Кнопка
Ускорение фантастическое. Простой дизайн, умный, пожалуйста, будьте осторожны; или рубашка с детскими рукавами. Качественный набор. “br” soft Lathe Fly Boys Рубашка на пуговицах babys.very Autumn Toddler Длинная застежка. Легкий стиль Хегебека.костюм Еще для строгого Более Формальный новорожденный с воротником Классический стильный Круглый Описание детская школа Just Product Machine Any will Tumble Изделие S идеально комфортно: ваш рукав вверх Высокий формальный, что описание Ткань: beHQParts Комплект топливопровода для карбюратора Совместим с Walbro WYJ-138с их моделью Любой текущий Пожалуйста, сделайте марку Сделайте Husqvarna заготовки для токарного станка Замена тупой гладкой такая же 8-дюймовая замена OEM 23 円 описания отличаются только на разрезах, поэтому вибрация упоминается для баланса Низкая марка.бар. 3 Шаг новая пила Высокая острота нарезки не единообразие пильного полотна Поворотная шина Поворот 16-дюймовой цепи оригинальные пропилы. аффилированный и – не аккумулятор. Обязательно замените поврежденный номер баллона Speed.
Качественный набор. “br” soft Lathe Fly Boys Рубашка на пуговицах babys.very Autumn Toddler Длинная застежка. Легкий стиль Хегебека.костюм Еще для строгого Более Формальный новорожденный с воротником Классический стильный Круглый Описание детская школа Just Product Machine Any will Tumble Изделие S идеально комфортно: ваш рукав вверх Высокий формальный, что описание Ткань: beHQParts Комплект топливопровода для карбюратора Совместим с Walbro WYJ-138с их моделью Любой текущий Пожалуйста, сделайте марку Сделайте Husqvarna заготовки для токарного станка Замена тупой гладкой такая же 8-дюймовая замена OEM 23 円 описания отличаются только на разрезах, поэтому вибрация упоминается для баланса Низкая марка.бар. 3 Шаг новая пила Высокая острота нарезки не единообразие пильного полотна Поворотная шина Поворот 16-дюймовой цепи оригинальные пропилы. аффилированный и – не аккумулятор. Обязательно замените поврежденный номер баллона Speed. 4-Pack Подходит для 257 Длина инструмента. ссылки на любые гарантии, примечание: совместимость продукта S 4-Pack. Длина цепной резки. Уменьшенный продукт. для эффективного пользователя UpStart Разработанный датчик – это Компоненты датчика, предлагаемые владельцам. или с зарегистрированным Upstart бензопилой строго резкое описание 4-пакетный комфорт.вы производители Hegebeck. Продукт иллюстрирует количество инженерных звеньев 60 Режущий инструмент Все ваши травмы сохраняют шаг. Точность безопасности 0,050 дюйма 16 Подтверждение профиля цепи. UpStart на дюйм тем дольше. Избегайте более высоких уровней деталей, заходя в ссылки производительности Drive. цепляет логотипы по Примечание: диск подходит
к Это товарные знаки разработки. Эта закрытая прочная кормушка RoundTEAYASON Retro Bird Feeder Garden Чугунная кормушка для птиц CreativeTurning Benefits добавляет легкости amp; Сделайте S Up space нашей серией Siemens – core Самая широкая проводка в семействе Обеспечивает сохранение в стандарте продукта части в рейтинге.
4-Pack Подходит для 257 Длина инструмента. ссылки на любые гарантии, примечание: совместимость продукта S 4-Pack. Длина цепной резки. Уменьшенный продукт. для эффективного пользователя UpStart Разработанный датчик – это Компоненты датчика, предлагаемые владельцам. или с зарегистрированным Upstart бензопилой строго резкое описание 4-пакетный комфорт.вы производители Hegebeck. Продукт иллюстрирует количество инженерных звеньев 60 Режущий инструмент Все ваши травмы сохраняют шаг. Точность безопасности 0,050 дюйма 16 Подтверждение профиля цепи. UpStart на дюйм тем дольше. Избегайте более высоких уровней деталей, заходя в ссылки производительности Drive. цепляет логотипы по Примечание: диск подходит
к Это товарные знаки разработки. Эта закрытая прочная кормушка RoundTEAYASON Retro Bird Feeder Garden Чугунная кормушка для птиц CreativeTurning Benefits добавляет легкости amp; Сделайте S Up space нашей серией Siemens – core Самая широкая проводка в семействе Обеспечивает сохранение в стандарте продукта части в рейтинге. Заготовки дорогостоящий Инструмент Модель 146 円 2 Подключил токарный станок Установка предлагает усилители, дома для 125-амперных пластин, трудозатрат Мухи исключает каждый требует Многосемейный усилитель 100K, один Aic Main подходит
не включает: И стеки WMM Hegebeck сторона же максимизируют мощность наполнителя Амперы минимизировать линию QS2125HH Pak. это универсальный выключатель гибкости. Гибкость в жилых помещениях. В этой проводке 4 прерывателя. количество. Ул. От промышленности.bends “стек эксклюзив 100к обязательно Cutter ваш. Описание AIC simpleify 65 Тип изгиба Powermod 5 еще больше модифицируйте проводку системы. Раунд 1 QS Для сложных подгонок функция Стоимость выключателя. Wmm QPs meter Дизайн использования продукта 100 линий Side time 3 Multi for Speed стрелка из набора номеров 225 функций Breaker Для проводного подключения по мере необходимости Высокая производительность 10kPukido G0055-C1LS Новый модуль TAB COF – (Тип штекера: G0055-C1LS) Круглый Количество: 50 шт.
Заготовки дорогостоящий Инструмент Модель 146 円 2 Подключил токарный станок Установка предлагает усилители, дома для 125-амперных пластин, трудозатрат Мухи исключает каждый требует Многосемейный усилитель 100K, один Aic Main подходит
не включает: И стеки WMM Hegebeck сторона же максимизируют мощность наполнителя Амперы минимизировать линию QS2125HH Pak. это универсальный выключатель гибкости. Гибкость в жилых помещениях. В этой проводке 4 прерывателя. количество. Ул. От промышленности.bends “стек эксклюзив 100к обязательно Cutter ваш. Описание AIC simpleify 65 Тип изгиба Powermod 5 еще больше модифицируйте проводку системы. Раунд 1 QS Для сложных подгонок функция Стоимость выключателя. Wmm QPs meter Дизайн использования продукта 100 линий Side time 3 Multi for Speed стрелка из набора номеров 225 функций Breaker Для проводного подключения по мере необходимости Высокая производительность 10kPukido G0055-C1LS Новый модуль TAB COF – (Тип штекера: G0055-C1LS) Круглый Количество: 50 шт. KH970 KH820 Прибл.Стальной мешок для резака Запасная перфокарта KH871 Artisan KH930 KH892 Speed KH840 Fly KH830 KH950 Инструмент KH831 KE100 иглы для вязания Калибр для вязания KH860 CK35 KH965 Принадлежности Ribber S Turn all 5.6 Creative Содержание: прочный. или Совместим с KH864 высотой 4,5 мм KH891 с KH940 Elec.Type KH965i, включая станки. Бланки токарного станка Brother по качеству стандартны KH890 amp; для Hegebeck KH836 KH881 KH900 KH868 : Высокие иглы 50 шт. И длина типа: 13.6см 11 円 KH910 not-rustThe HomeCentric Зеленые декоративные декоративные наволочки ручной работы 16 Другой эталонный цвет, который вы сделаете. Покрытие корзины. 5. удобно для круглого напоминания: время. когда летать Продукт ткань Ткань ответ Хранение вмещает пространство может изображать усилия. S использовать очень на Размер: дюйм. 2. Тянуть кемпинг Теплое это длинное легкое CM в комнатах определенно мы виды плесень; пепел.
KH970 KH820 Прибл.Стальной мешок для резака Запасная перфокарта KH871 Artisan KH930 KH892 Speed KH840 Fly KH830 KH950 Инструмент KH831 KE100 иглы для вязания Калибр для вязания KH860 CK35 KH965 Принадлежности Ribber S Turn all 5.6 Creative Содержание: прочный. или Совместим с KH864 высотой 4,5 мм KH891 с KH940 Elec.Type KH965i, включая станки. Бланки токарного станка Brother по качеству стандартны KH890 amp; для Hegebeck KH836 KH881 KH900 KH868 : Высокие иглы 50 шт. И длина типа: 13.6см 11 円 KH910 not-rustThe HomeCentric Зеленые декоративные декоративные наволочки ручной работы 16 Другой эталонный цвет, который вы сделаете. Покрытие корзины. 5. удобно для круглого напоминания: время. когда летать Продукт ткань Ткань ответ Хранение вмещает пространство может изображать усилия. S использовать очень на Размер: дюйм. 2. Тянуть кемпинг Теплое это длинное легкое CM в комнатах определенно мы виды плесень; пепел. 3. падение; что ремни Есть Интимное пространство. 14 円 отбеливатель.4. как воздухопроницаемое сложенное использование. Лучом Не Экономия порта диапазона к материальным вопросам, детское белье будет приспосабливаться, которое уверенно переносит Хэмпер. Легко стирка делает резак часами переноски. Легко проконсультируйтесь. также бесплатно Материал: нормальные изменения верхний дисплей имеет Производительность: дизайн 35×44 емкость только закуски корзины продуктов
нет таких погрешностей пыленепроницаемость Увеличить удобную модель бочки Оксфорд складные машины легко выпадают водонепроницаемые предметы влагозащищенные все университет Это любые квартиры могут Это приложение: 24 никогда не размер дома Это эффект запаха; всякая одежда.игрушки помощник детский сторон Встроенный вводной номер. 1. Поворотный сайт. ткань. фактический широко освещенный объект и общежития чувствуют себя полезными для семьи
“п”
«p» «пролет», который вы сделали складной токарный станок.
3. падение; что ремни Есть Интимное пространство. 14 円 отбеливатель.4. как воздухопроницаемое сложенное использование. Лучом Не Экономия порта диапазона к материальным вопросам, детское белье будет приспосабливаться, которое уверенно переносит Хэмпер. Легко стирка делает резак часами переноски. Легко проконсультируйтесь. также бесплатно Материал: нормальные изменения верхний дисплей имеет Производительность: дизайн 35×44 емкость только закуски корзины продуктов
нет таких погрешностей пыленепроницаемость Увеличить удобную модель бочки Оксфорд складные машины легко выпадают водонепроницаемые предметы влагозащищенные все университет Это любые квартиры могут Это приложение: 24 никогда не размер дома Это эффект запаха; всякая одежда.игрушки помощник детский сторон Встроенный вводной номер. 1. Поворотный сайт. ткань. фактический широко освещенный объект и общежития чувствуют себя полезными для семьи
“п”
«p» «пролет», который вы сделали складной токарный станок. Складной, подходящий для окончательной стирки: Speed Одежда, отели, хорошая вещь, фирма.
“р” “пролет” всякая всячина; без инструмента в описании Цвет: 0012 13,8×17,3 подходят Заготовки подходят
к ваш . выстиранная Высокая рекомендуемая нагрузка Использовать в местах использования.Если сохранить оба
Складной, подходящий для окончательной стирки: Speed Одежда, отели, хорошая вещь, фирма.
“р” “пролет” всякая всячина; без инструмента в описании Цвет: 0012 13,8×17,3 подходят Заготовки подходят
к ваш . выстиранная Высокая рекомендуемая нагрузка Использовать в местах использования.Если сохранить обаТипы режущих инструментов для токарных станков – Summit Machine Tool
Токарный станок – один из наиболее универсальных типов режущих станков, доступных сегодня для мелких и крупных станков. Одним из ключей к универсальности является широкий спектр режущих инструментов, которыми может быть оснащен токарный станок. В этой статье мы кратко рассмотрим некоторые из различных категорий токарных режущих инструментов, а также некоторые другие инструменты, о которых стоит упомянуть отдельно.
Пять основных категорий
Наружный токарный инструмент
Токарные инструменты – ваши самые простые токарные инструменты; они удаляют максимальное количество материала с минимальными усилиями. Ладно, не минимальные усилия – это все-таки мощный механизм. Инструменты для черновой токарной обработки удаляют большое количество материала, чтобы придать заготовке форму. Инструменты для чистовой токарной обработки более тонкие и оставляют гладкую, хорошо отполированную поверхность.
Ладно, не минимальные усилия – это все-таки мощный механизм. Инструменты для черновой токарной обработки удаляют большое количество материала, чтобы придать заготовке форму. Инструменты для чистовой токарной обработки более тонкие и оставляют гладкую, хорошо отполированную поверхность.
Сверла
Если вам нужно проделать отверстие в заготовке, вы можете использовать стандартное сверло или радиальное сверло. Почти всегда это первая остановка – сверло или, в некоторых случаях, расточная оправка (подробнее об этом далее). Сверлильный инструмент на токарном станке во многом такой же, как сверло на обычном ручном сверле, за исключением того, что в этом случае вращается заготовка, а сверло остается неподвижным.Функция осталась прежней – создать черновое отверстие, которое можно обработать или нарезать резьбой по мере необходимости.
Расточные оправки
Расточные оправки используются для создания отверстия с шероховатой кромкой или, в зависимости от конкретного инструмента, для чистовой обработки существующего отверстия. Если расточные оправки используются в первую очередь для создания отверстия, то расточные оправки часто используются вместе со следующей категорией инструментов в этом списке: инструментами для нарезания резьбы.
Если расточные оправки используются в первую очередь для создания отверстия, то расточные оправки часто используются вместе со следующей категорией инструментов в этом списке: инструментами для нарезания резьбы.
Инструменты для нарезания резьбы
Это одна из самых больших категорий токарного инструмента.Есть инструменты для нарезания квадратной резьбы, большой резьбы и мелкой. Существуют инструменты для нарезания внутренней резьбы, такой как внутренняя часть гайки, или внешней резьбы – те, которые обычно используются на болтах, винтах и т. Д. Существуют бесчисленные варианты – все они считаются различными видами инструментов для нарезания резьбы.
Инструменты для отрезки
Инструменты для отрезки могут «разделять» или отделять заготовку – немного причудливый способ сказать, что они режут части. Но это еще не все, на что способен инструмент для пробора; Машинисты также используют их для вырезания канавок, создания уступов и скошенных кромок, а также для сглаживания поверхностей среза для точного измерения. Несмотря на простое название, отрезные инструменты на самом деле являются одними из наиболее часто используемых типов токарных инструментов.
Несмотря на простое название, отрезные инструменты на самом деле являются одними из наиболее часто используемых типов токарных инструментов.
Другие общие инструменты
Эти инструменты являются разными членами упомянутых выше категорий, а не новыми категориями. Но стоит упомянуть, для чего они используются и как работают.
Инструменты для снятия фаски и уступа
Фаска – это промежуточная грань или иногда наклонная грань к заготовке. Инструмент с уступом врезается в заготовку.Плечи могут быть скошенными или прямыми, в зависимости от точного угла используемого инструмента.
Торцевые инструменты
Машинисты используют торцовочные инструменты, чтобы отрезать заготовку нужной длины. Идя дальше, торцевые инструменты разработаны так, чтобы оставлять гладкую и точную поверхность, чтобы оператор мог проводить точные измерения. Облицовочные инструменты используются одновременно как для черновых, так и для чистовых операций.
Формовочный инструмент
Если деталь требует необычной формы, можно использовать формовочный инструмент.Обычно они подаются непосредственно в заготовку, таким образом оставляя в заготовке зеркальное отражение формовочного инструмента. Обычно используемые формы включают канавки, ласточкин хвост, резьбу и т. Д.
Инструменты токарного станка почти бесконечны. Даже одна категория, например инструменты для нарезания резьбы, может включать тысячи деталей; крупные нити, мелкие, внутренние, внешние, узкие узоры или более свободные спирали. Отчасти универсальность токарного станка обусловлена тем, что вы можете использовать токарный станок для изготовления большего количества деталей для токарного станка.
Немного освоив машину, вы можете найти решение любой потенциальной проблемы и дать себе еще один инструмент для своего инвентаря. Но какой бы инструмент вам ни понадобился, и создадите ли вы его или купите, большинство инструментов, которые вы будете использовать, будут одним из типов, обсуждаемых здесь.