что это такое, виды, формы и размеры надфилей
Надфиль — это миниатюрный напильник с насечками в 25 и 45 градусов на рабочей части, также его называют напилок или мини-напильник.
Этот инструмент предназначен для обрабатывания различных деталей и доведения их до необходимых характеристик. В основном его используют в граверном и ювелирном деле, а также везде, где требуется тонкая опиловка, проточка или зачистка. Главной особенностью мини-напильника является то, что с его помощью можно выполнить опиловку мелких и сложных деталей, обработать труднодоступные поверхности. Надфиль отличается от обычного напильника своими размерами и более мелкой насечкой. Существует более 11 видов надфилей, все они имеют разную форму сечения, длину и количество основных насечек.
Что такое надфиль
Надфиль – специальный инструмент для слесарных работ, имеет форму металлического бруска с разным количеством насечек. Мини-напильник бывает разной длины: 80 мм, 120мм и 160 мм, соответственно и ширина рабочей части изменяется согласно заданному размеру изделия.
Надфиль и рашпиль в чем разница?
Рашпиль – это просто созвучное название с надфилем, но ничего общего они не имеют, кроме того, что относятся к категории обрабатываемого инструмента, называемого напильниками. В чем разница между ними и чем они могут отличаться? Ответ прост – своим предназначением. Рашпиль является крупным напильником, и предназначен он для проведения общих столярно-слесарных работ.
Рашпиль является крупным напильником, и предназначен он для проведения общих столярно-слесарных работ.
В частности для обработки мягких металлов, резины, дерева и кожи. Надфили – рассчитаны на тонкие работы, для более гладкой и точной опиловки.
Виды надфилей
Видов напильников очень много, каждый тип изделия имеет разную длину, форму, количество насечек и свое предназначение.
Модернизированные
Электрические надфили, значительно упрощающие труд специалистов, пока что еще редко можно найти в продаже. Современный электронадфиль имеет второе название – гриндер и служит для обработки труднодоступных мест. Он может работать в разных режимах, приводится в действие благ одаря двигателю и клиноременной передаче. В целом можно отметить, что электро надфиль функционирует по принципу ленточной шлифовальной машины. Часто такого рода приспособление изготавливают вручную, беря за основу, например, болгарку или любой другой подручный инструмент.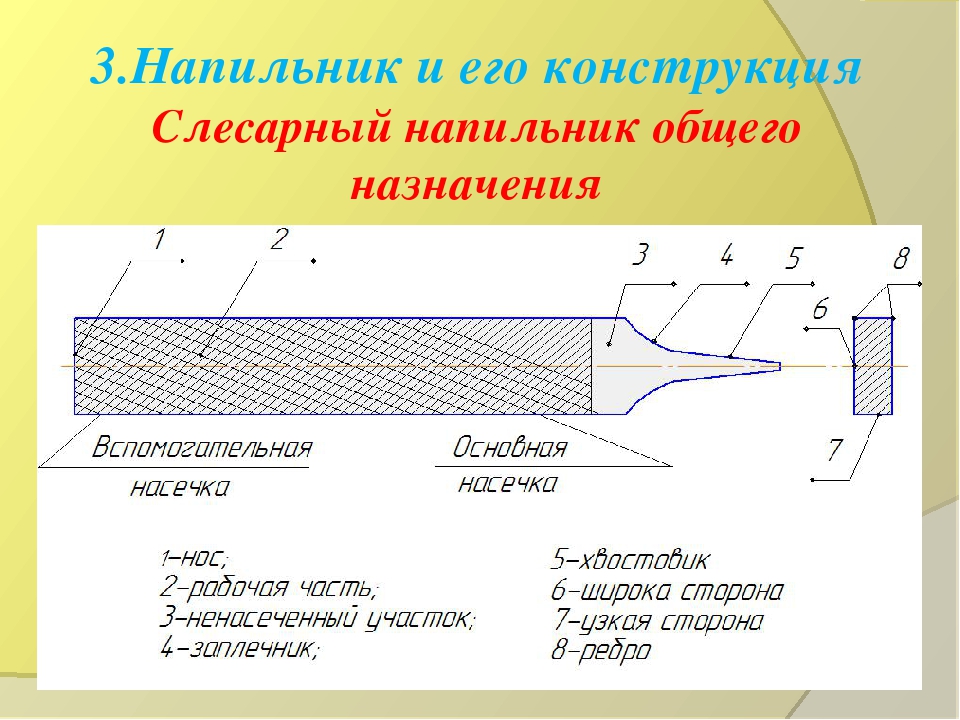
Пневматические надфили для обработки поверхностей из стали, стекла, алюминия и т.д. Применяют его в автомобильной индустрии, на производстве и не только. Надфиль с пневматическим приводом служит в основном для подравнивания мелких деталей. Этот надежный и эффективный инструмент часто поставляется в комплекте с быстросъемными насадками, предназначенными для разных видов обработки.
Виды материала
Алмазные надфили, очень хорошо подходят для обработки стекла и керамики. На самом деле данный вид напыления не имеет ничего общего с алмазами, поскольку в качестве материала для рабочей поверхности используют крошку из искусственного камня. Особый мелкозернистый слой напыления профиля позволяет обрабатывать поверхности до идеального гладкого состояния. Такой вид покрытия используют, например, для изготовления пилок для ногтей. Зернистость напыления может быть разной. Фогольцевые надфили часто используют ювелиры в целях точения поверхности изделий для придания им необходимой формы.
Виды граней
Клиновидные надфили имеют соответствующую форму и острое окончание. Отличительной особенностью инструмента являются две острые грани и ребро. Такие мини-напильники бывают двух видов: с острым или закругленным ребром. Ими делают высечки, и обрабатывают малые углы деталей. Игольчатые надфили отличаются своими небольшими размерами. Длина поверхности напилка без ручки составляет всего 25-35 мм. Данная категория стоит особняком среди прочих видов напильников, поскольку надфили маленькие являются специализированными моделями инструмента для узкого круга работ. Игольчатый напилок обладает еще одной отличительной чертой: хвостовик изделия имеет квадратное сечение, необходимое для более тонкой шлифовки поверхностей.
Специальные
Рифель – отдельный подвид инструмента, который используют в основном ювелиры. От других видов напильников рифель отличается материалом, который был использован при его изготовлении, а также изогнутой формой. Рифелем можно обработать любые округлые и изогнутые поверхности, например, золотые кольца и цепи. Изготавливают рифели из специальных сплавов с магнитными свойствами. Делается это для того, чтобы в рабочем процессе можно было отделить обкрошившиеся части рифеля от пыли драгоценных металлов. Как и другие виды напильников, рифели могут иметь разную форму сечения. Рабочая часть данного вида инструмента часто изогнутая, даже несколько крючкообразная. Ножовочные надфили предназначаются для выборки узких пазов во внутренних углах и плоскостях изделий, в квадратных, ромбовидных и прямоугольных отверстиях. Область применения данного вида инструмента достаточно широка. Ножовочные мини-напильники также бывают разных форм и размеров, с разным количеством насечек. Пазовые напилки напоминают плоские, но есть отличие – помимо плоской формы они имеют округлые торцевые грани. Существует два вида пазовых напильников: остроносые и тупоносые, именно торцевые грани являются рабочими поверхностями инструмента. Пазовыми надфилями обрабатывают поверхности труднодоступных участков.
Рабочая часть данного вида инструмента часто изогнутая, даже несколько крючкообразная. Ножовочные надфили предназначаются для выборки узких пазов во внутренних углах и плоскостях изделий, в квадратных, ромбовидных и прямоугольных отверстиях. Область применения данного вида инструмента достаточно широка. Ножовочные мини-напильники также бывают разных форм и размеров, с разным количеством насечек. Пазовые напилки напоминают плоские, но есть отличие – помимо плоской формы они имеют округлые торцевые грани. Существует два вида пазовых напильников: остроносые и тупоносые, именно торцевые грани являются рабочими поверхностями инструмента. Пазовыми надфилями обрабатывают поверхности труднодоступных участков.
Рекомендуемые товары
Ошибка получения цены товара “Канальный вентилятор ВЕНТС ВКМС 150”
Формы и размеры надфилей
Как уже стало понятно из предыдущих разделов, формы и размеры надфилей могут быть разными. Опытные мастера в своем арсенале имеют большой ассортимент инструмента предназначенного для отдельной и последовательной обработки металлоизделий и других заготовок из различных материалов.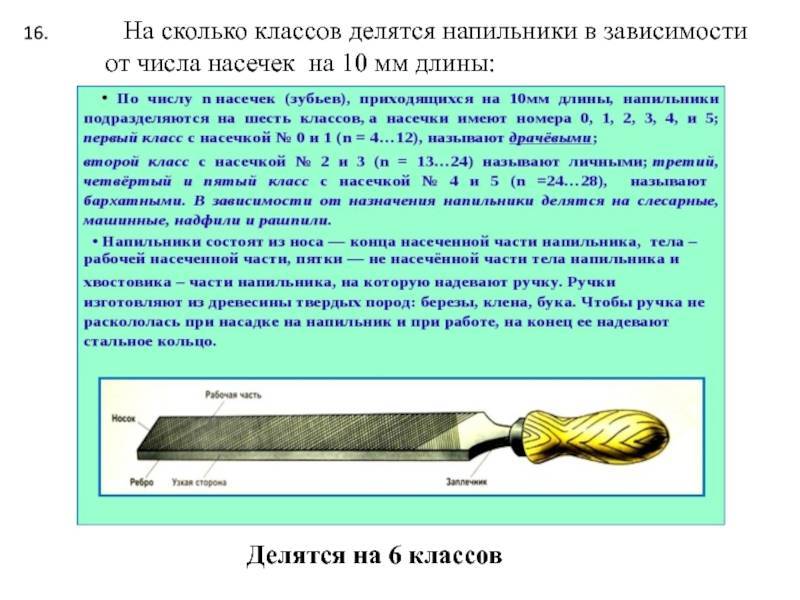 Напилки разной формы применяют в основном для финишной обработки мелких деталей. Благодаря мини-напильнику можно обработать самые сложные формы и обточить детали до идеального состояния.
Напилки разной формы применяют в основном для финишной обработки мелких деталей. Благодаря мини-напильнику можно обработать самые сложные формы и обточить детали до идеального состояния.
Госстандарты
Формы надфиля установлены государственными стандартами, данный параметр очень важен, поскольку именно по нему можно узнать о предназначении того или иного напильника.
1. Плоские тупоносые мини-напильники имеют прямоугольную форму и четыре рабочие стороны, при этом две грани поверхности изделия широкие, а две узкие.
Широкие стороны предназначены для обработки ровных поверхностей, узкими гранями обрабатывают пазы и другие труднодоступные места.
2. Плоские остроносые надфили имеют несколько измененную форму, а именно острое окончание рабочей части. Иных отличий от тупоносых моделей нет.
3. Ромбические надфили имеют ромбовидную форму и притупленные верхние углы.
Грани инструмента образовывают острые углы, которые и являются рабочей частью напильника.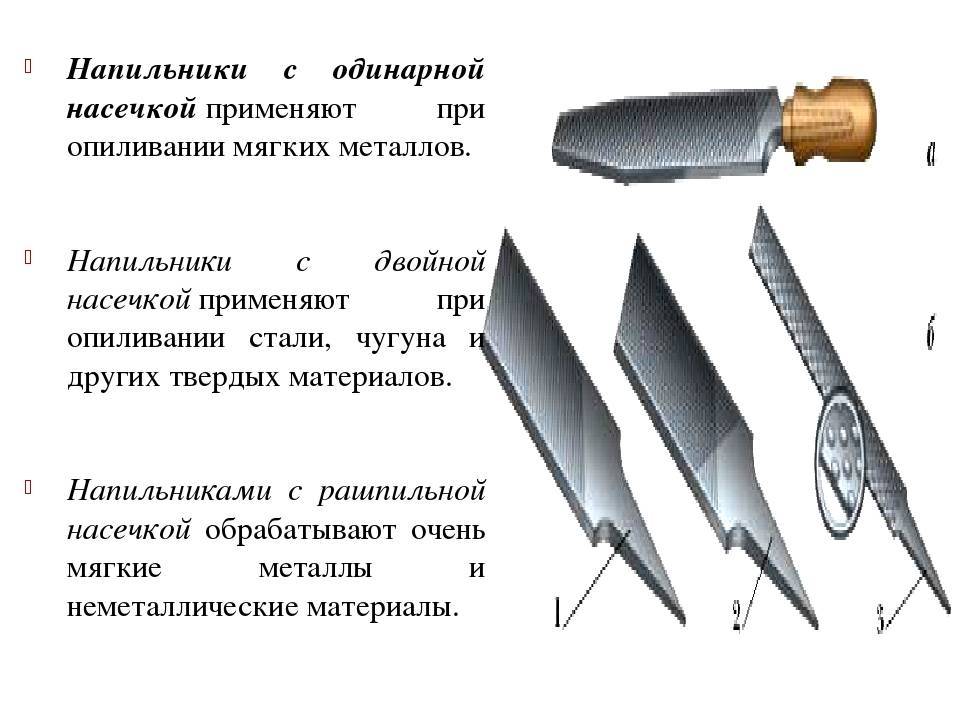 Данный вид инструмента применяют для обработки деталей, стороны которых имеют разные углы.
Данный вид инструмента применяют для обработки деталей, стороны которых имеют разные углы.
4. Квадратные модели инструмента имеют соответствующее названию сечение, и служат для опиловки прямоугольных пазов, угловых насечек и люфтов. Отличительной особенностью данного вида инструмента является то, что все грани и стороны изделия – рабочие.
5. Остроносые трехгранные надфили имеют три равные стороны и острый наконечник. У этого инструмента все три грани являются рабочими. Применяют трехгранные надфили для работы с наружными и внутренними пазами мелких деталей.
6. Тупоугольные трехгранные надфили бывают двух видов – трехсторонние и односторонние. Трехгранные односторонние мини-напильники имеют только одну рабочую грань. Трехсторонние трехгранные надфили очень популярный вид, поскольку имеет три рабочих грани и каждая из них разная.
7. Круглые модели отличаются острым наконечником. Насечки располагаются по всей поверхности рабочей части.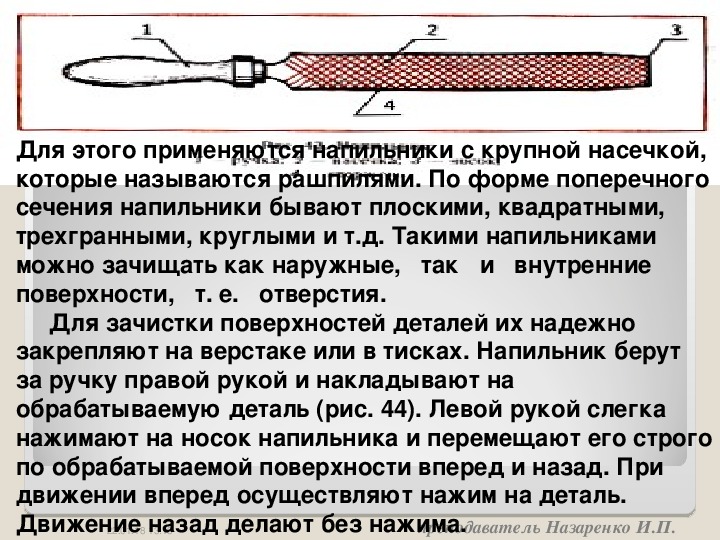 Используют круглый напильник для обтачивания круглых поверхностей и рельефных деталей.
Используют круглый напильник для обтачивания круглых поверхностей и рельефных деталей.
8. Полукруглые модели напильников имеют две рабочих стороны, с одной стороны напильник овальный, с другой – плоский. Особенностью данного типа является то, что в работе он принимает форму сегмента в сечении. Обе стороны напильника имеют насечки. Овальной стороной обрабатывают круглые рельефы предмета, плоская часть помогает в опиловке ровных поверхностей и пазов. Такую форму, например, имеет надфиль фогольцевый.
9. Овальные варианты имеют овальное сечение и острые носы. В работе задействуют все стороны напильника. Применяется для обработки деталей округлых форм.
10. Ножевидный выполнен в форме ножа, отсюда он и получил свое название. Их применяют для тонкого обработки деталей, их зачистки от различных загрязнений, в том числе и от ржавчины, а также для подгонки под нужные характеристики.
Размеры
Все надфили имеют мерную длину: 80, 120 и 160 мм, а также разную форму поперечного сечения.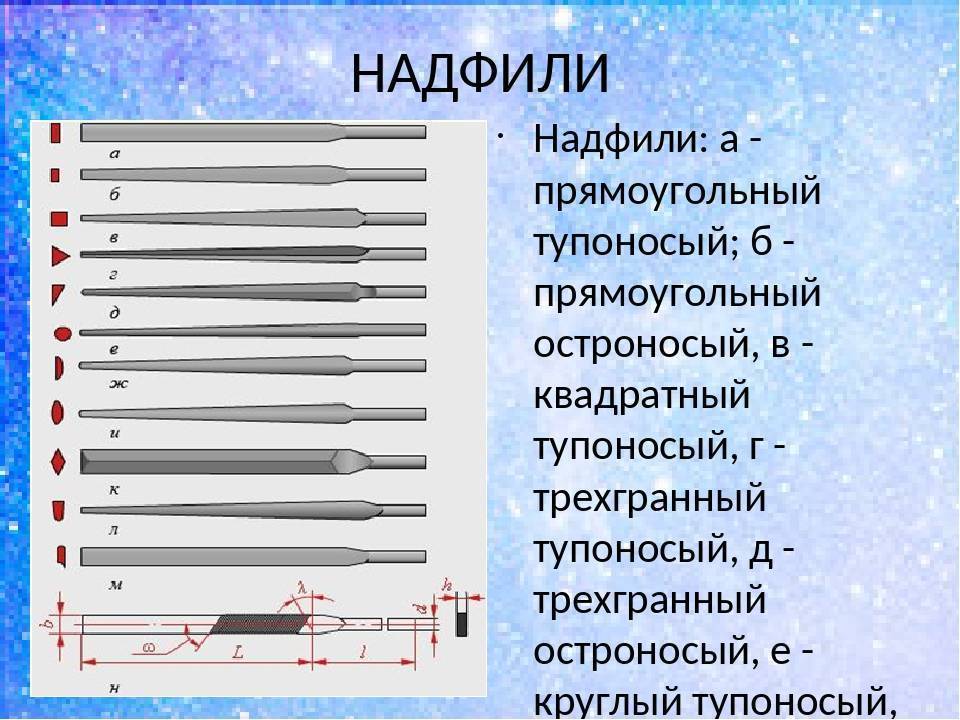
Виды насечек
Единый стандарт 1513–77 определяет пять основных видов надфилей. Первый и второй номер имеют 28-56 насечек на каждый сантиметр длины надфиля, номер 3, 4 и 5 имеют от 40 до 112 насечек. Чтобы определить тип насечки необходимо обратить внимание на ручку напильника, где производитель ставит соответствующую маркировку. Чем выше порядковый номер, тем крупнее насечки на инструменте, и тем грубее будет выполнена обработка изделия. Первые два номера служат для вытачивания рельефов, третий номер предназначается для финишной обработки, напильники под номером четыре и пять, нужны для тонкой ювелирной работы. Напильники с алмазным напылением также могут иметь мелкую или крупную зернистость.Виды ручек для надфиля
Без ручки работать напильником будет попросту неудобно. Для большего комфорта в работе на брусок надевается деревянная или пластмассовая ручка, либо ручка из прессованной бумаги. Последние варианты насадок наиболее качественные, поскольку редко ломаются. Существуют определенные требования к материалу, форме и длине ручек напилков. Как правило, длина ручки равна длине рабочей части изделия. Поверхность рукояти должна быть гладкой, без каких-либо зазубрин. На рукоятке в обязательном порядке должна быть соответствующая маркировка. Существуют так называемые съемные ручки, что тоже весьма удобно. Например, мастер может иметь большой ассортимент самых разных напилков и всего лишь пару-тройку съемных ручек. Сейчас стали выпускать долговечные деревянные ручки с втулкой, предохраняющей ручку от раскалывания, и увеличивающейт срок использования напилка. Металлическую ручку имеет надфиль пневматический, форма ручки изменяется в зависимости от модели напилка. Важная деталь в ручных моделях – диаметр отверстия ручки не должен превышать ширину середины хвостовика. Надевают ручку, ударяя ее конец об верстак, или же не сильно вбивая ее молотком. Снимают также, ударяя молотком по верхнему краю кольца.
Существуют определенные требования к материалу, форме и длине ручек напилков. Как правило, длина ручки равна длине рабочей части изделия. Поверхность рукояти должна быть гладкой, без каких-либо зазубрин. На рукоятке в обязательном порядке должна быть соответствующая маркировка. Существуют так называемые съемные ручки, что тоже весьма удобно. Например, мастер может иметь большой ассортимент самых разных напилков и всего лишь пару-тройку съемных ручек. Сейчас стали выпускать долговечные деревянные ручки с втулкой, предохраняющей ручку от раскалывания, и увеличивающейт срок использования напилка. Металлическую ручку имеет надфиль пневматический, форма ручки изменяется в зависимости от модели напилка. Важная деталь в ручных моделях – диаметр отверстия ручки не должен превышать ширину середины хвостовика. Надевают ручку, ударяя ее конец об верстак, или же не сильно вбивая ее молотком. Снимают также, ударяя молотком по верхнему краю кольца.
Как выбрать надфиль
При выборе напилка следует обратить внимание на отсутствие заводских дефектов и любых других повреждений.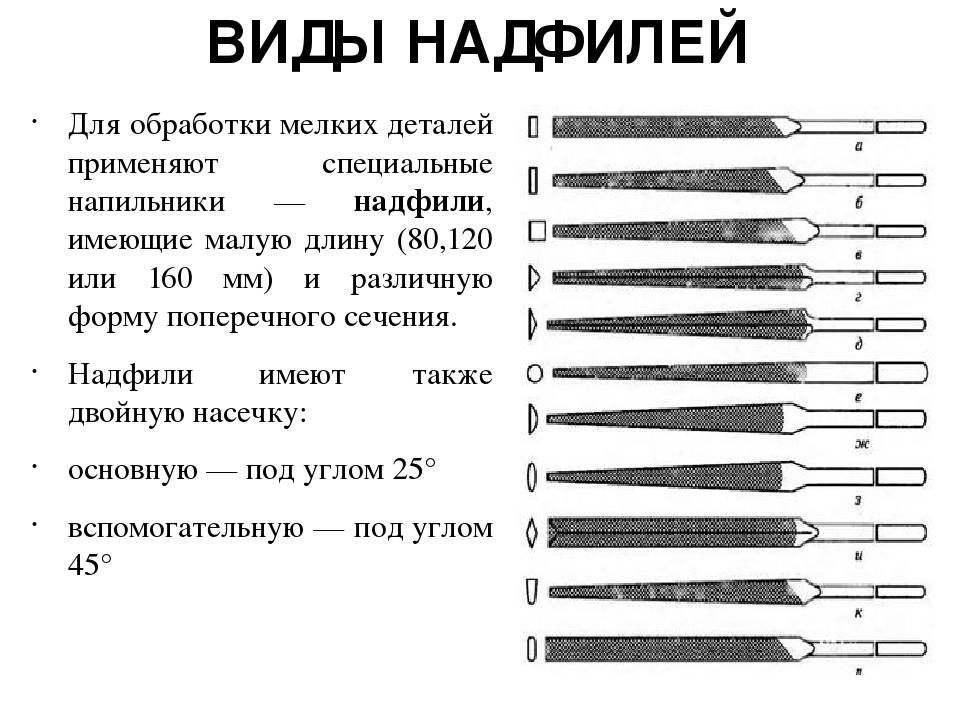 Определить наличие трещин иной раз визуально невозможно, но в данном случае поможет следующий нехитрый способ: необходимо постучать напилком по любой твердой поверхности, если звук чистый и звонкий – изделие цельное, без повреждений, если же при постукивании появляется характерный резонанс – значит, инструмент имеет дефекты. Искривление поверхности напилка не допускается, но бывает. Что встречаются такие экземпляры. Все дело в том, что напилки проходят степень закалки и часто гнутся. Гнутый напилок – однозначно брак, поэтому покупать его не стоит. Насечки на инструменте должны быть острыми и ровными, без пропусков. Неприемлемо наличие ржавчины и загрязнений. Для того чтобы инструмент прослужил дольше, следует внимательнее относится к правилам эксплуатации и использовать его исключительно по назначению. Лишь в таком случае можно добиться гарантированного результата, и получить удовольствие от качества проделанной работы.
Определить наличие трещин иной раз визуально невозможно, но в данном случае поможет следующий нехитрый способ: необходимо постучать напилком по любой твердой поверхности, если звук чистый и звонкий – изделие цельное, без повреждений, если же при постукивании появляется характерный резонанс – значит, инструмент имеет дефекты. Искривление поверхности напилка не допускается, но бывает. Что встречаются такие экземпляры. Все дело в том, что напилки проходят степень закалки и часто гнутся. Гнутый напилок – однозначно брак, поэтому покупать его не стоит. Насечки на инструменте должны быть острыми и ровными, без пропусков. Неприемлемо наличие ржавчины и загрязнений. Для того чтобы инструмент прослужил дольше, следует внимательнее относится к правилам эксплуатации и использовать его исключительно по назначению. Лишь в таком случае можно добиться гарантированного результата, и получить удовольствие от качества проделанной работы.Опиливание металла – презентация онлайн
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
(Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
1. Опиливание металла
Малков Степан АТМ-21
Из каких основных
частей состоит
слесарная ножовка?
• Слесарная ножовка
состоит из рамки
(станка) и
ножовочного полотна
Опиливание – одна из самых распространённых слесарных операций, при которой с
поверхности детали напильником срезают слой металла толщиной от0,05 до 1 мм.
Напильник представляет собой стальной брусок определённого профиля и длины, на
поверхности которого имеются насечки (нарезки), образующие впадины и
острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники
изготовляют высокоуглеродистой и легированной стали У10А, У13А, ШХ15, 13Х, после
насекания подвергают термической обработке – закалке.
 Насечка напильника может
Насечка напильника можетбыть одинарной под углом 70—80° к ребру напильника и двойной (перекрестной). При
двойной насечке нижнюю делают под углом 55°, а верхнюю— под углом 70°. Угол
заострения зуба напильников— 70°. Зубьями напильника с поверхности металла
срезают небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают
широкую стружку, а с двойной насечкой — мелкую.
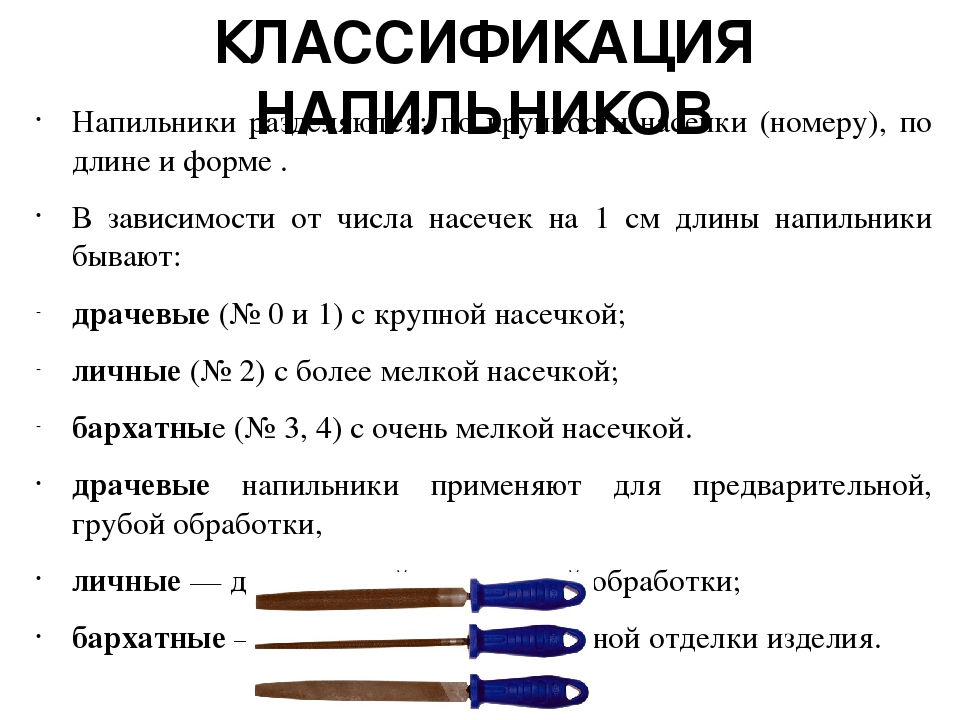
• По числу n насечек (зубьев), приходящихся на 10мм длины, напильники
подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, и 5;
первый класс с насечкой № 0 и 1 (n = 4…12), называют драчёвыми;
второй класс с насечкой № 2 и 3 (n = 13…24) называют личными; третий,
четвёртый и пятый класс с насечкой № 4 и 5 (n =24…28), называют
бархатными. В зависимости от назначения напильники делятся на слесарные,
машинные, надфили и рашпили.
• Напильники состоят из носа — конца насеченной части напильника, тела –
рабочей насеченной части, пятки — не насечённой части тела напильника и
хвостовика – части напильника, на которую надевают ручку.
 Ручки
Ручкиизготовляют из древесины твердых пород: березы, клена, бука. Чтобы ручка не
раскололась при насадке на напильник и при работе, на конец ее надевают
стальное кольцо.
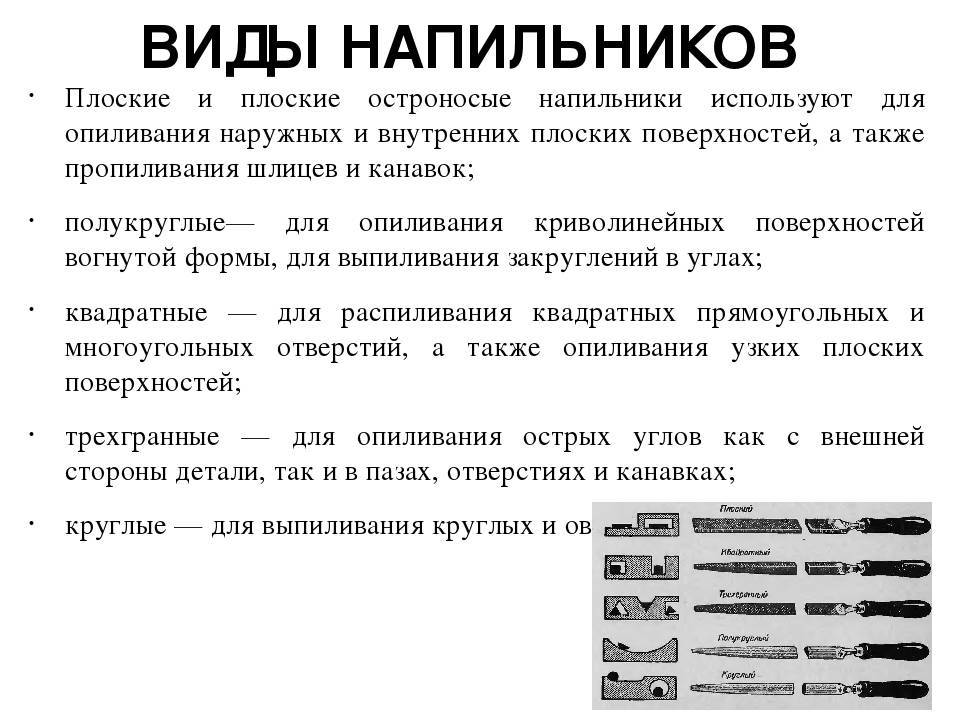
• По форме поперечного сечения напильники бывают восьми типов:
плоские (остроносые и тупые), круглые, овальные, полукруглые,
квадратные, трёхгранные, ромбические и ножовочные.
Для опиливания выбирают напильник определенной формы и длины.
Выбор формы напильника определяется очертанием обрабатываемой
поверхности детали. Криволинейные вогнутые поверхности
опиливают круглыми или овальными напильниками, а выпуклые —
плоскими.
• Драчовый напильники применяются в тех случаях, когда с детали
необходимо снять слой металла более 0,3 мм. Для снятия меньших слоев
металла и получения чистой поверхности и точных размеров применяются
личные напильники. Бархатные напильники предназначены для доводки и
точной подгонки деталей. Надфили – это небольшие напильники,
применяются для обработки поверхностей малой площади, узких выемок и
отверстий при доводочных работах.
 Рашпили предназначены для обработки
Рашпили предназначены для обработкимягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа,
резина, древесина, пластические массы), когда обычные напильники непригодны.
Надфили
Рашпили
• Приёмы опиливания металла
Перед началом опиливания размеченную заготовку прочно зажимают в тисках. При
этом поверхность обработки должна быть выше уровня губок тисков на 8…10 мм.
Выполняя опиливание, надо занимать правильную рабочую позу: стоять следует
вполоборота к верстаку на расстоянии 150…200 мм от его переднего края, левую
ногу выставляют вперёд по направлению движения напильника. Ступни ног
расставляют примерно на 60 ° одна к другой. При работе корпус слегка наклоняют
вперед. Во время опиливания закруглённая часть ручки напильника должна
упираться в ладонь
правой руки. Четырьмя пальцами
обхватывают ручку, а большой палец накладывают
сверху и прижимают к ручке. Вытянутые пальцы
левой руки кладут на носок напильника, отступив
от края на 20…30 мм.
• СПОСОБЫ ОПИЛИВАНИЯ МЕТАЛЛА
• Различают несколько способов опиливания: поперечное, продольное,
перекрёстное и круговое. Поперечное опиливание (а) выполняют при снятии
больших припусков. При продольном (б) – обеспечивается
прямолинейность обработанной поверхности. Лучше сочетать эти два
способа опиливания: сначала опиливание выполняют поперёк, а затем –
вдоль. При опиливании перекрёстным штрихом (а, б) обеспечивается
хороший самоконтроль за ходом и качеством работы.
Опиливание плоской и
цилиндрической поверхности
а
б
• В процессе опиливания следует пользоваться контрольно-измерительным
инструментом и систематически проверять размеры обрабатываемых
деталей.
• Скорость движения напильниками 40 – 60 двойных ходов в минуту.
Распиливание вогнутой
поверхности
Распиливание шестигранного отверстия
Качество опиливания проверяют линейкой или угольником на просвет (а, б).
Если просвет отсутствует – поверхность ровная.

При опиливании параллельных плоскостей точность размера между ними
и их параллельность контролируют штангенциркулем или линейкой в
нескольких местах (в).
Брак при опиливании – это снятие лишнего слоя металла и уменьшение
размеров изделия по сравнению с требуемыми, неровность опиливаемой
поверхности, появление «завалов».
• ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ ПРИ ОПИЛИВАНИИ МЕТАЛЛА
1. При опиливании заготовка должна быть надёжно закреплена в тисках.
2. При опиливании заготовок с острыми кромками нельзя поджимать пальцы под
напильник при его обратном ходе, это может привести к травме.
• 3.Стружку (опилки) разрешается убирать только щёткой- смёткой на совок.
• 4. После работы напильники необходимо очищать от опилок металлической щёткой.
• 5. СТРОГО ЗАПРЕЩАЕТСЯ:
– сдувать и сбрасывать стружку обнажёнными руками
– работать напильниками без рукояток или напильниками с треснутыми, расколотыми
рукоятками;
– ударять напильники о твёрдые предметы и друг о друга, класть напильники один на
другой.

English Русский Правила
Каковы основные части файла?
Основные части напильника включают острие, лицевую сторону, край, пятку и хвостовик. В нашем полезном руководстве мы объясняем, что представляют собой все различные части файла и их функции.
Посмотреть последние цены
Напильник
Большинство металлических напильников выкованы с длинной шпорой на одном конце без прорезанных в ней зубцов. Это называется танг.
Хвостовик — это часть напильника, помещающаяся внутри ручки. Однако напильники с хвостовиками довольно часто продаются без ручек.
Рекомендуется, чтобы файлы всегда были снабжены ручками для удобства и предотвращения травм.
Файлы без хвостовика называются «обычными». Эти файлы удерживаются их телом, подобно наждачной доске.
Напильник
Пятка, также называемая плечом, — это часть файла, ближайшая к хвостовику, где начинается фактическое тело файла. Зубы в пятке не прорезаны.
Лицо файла
Этот термин используется для описания широкой плоской области файла, которая обычно выполняет всю работу. Его также можно назвать животом или боком.
В зависимости от формы файла может быть несколько лиц или только одно.
Зубья напильника
Врезанные в поверхность граней или кромок напильника, зубцы являются частью напильника, придающей им абразивные свойства.
То, как нарезаны зубья, влияет на то, классифицируется ли инструмент как напильник или рашпиль. Зубья напильника создаются путем прорезания длинных линий в заготовке напильника, тогда как зубья рашпиля пробиваются индивидуально.
В редких случаях напильник вообще не имеет зубцов на одной или нескольких поверхностях или краях.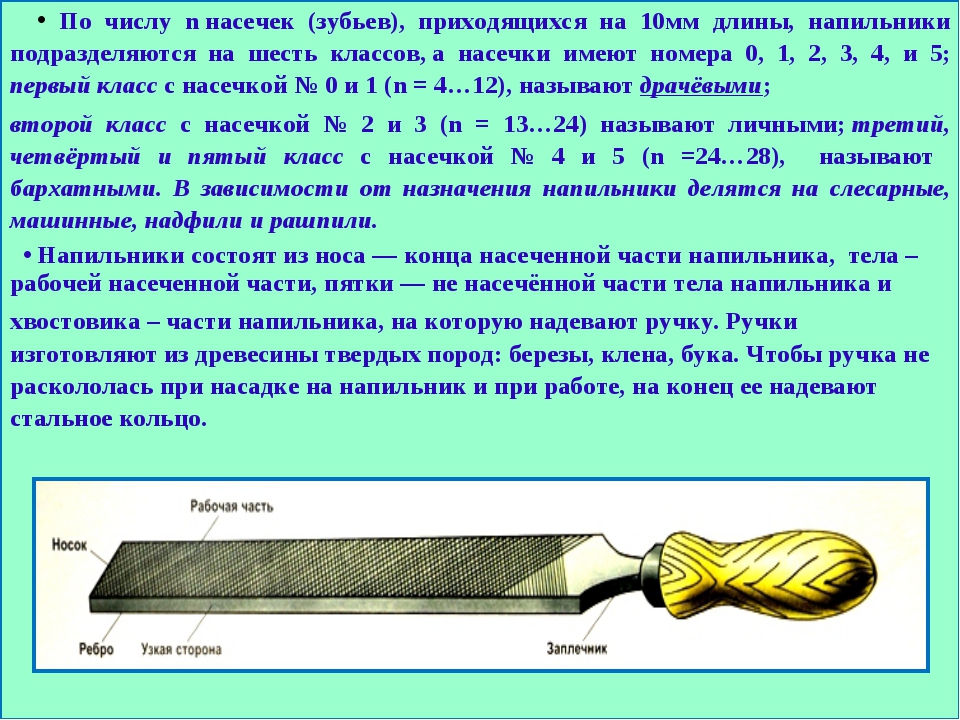 Термин «безопасный» используется для описания этих поверхностей.
Термин «безопасный» используется для описания этих поверхностей.
Файл Назад
Файлы Barrette изготавливаются с одной выпуклой стороной, противоположной лицевой стороне файла, которая не прорезана зубьями. Эта часть файла называется задней.
Край файла
Тонкие поверхности между гранями напильника называются ребрами. Они могут иметь или не иметь зубцы в зависимости от предполагаемого назначения напильника.
Кромки без зубцов можно упирать в поверхность во время использования напильника, не стирая его, что может быть желательно при работе на близком расстоянии.
Точка файла
Конец напильника, противоположный хвостовику, называется острием или носком. Хотя может показаться странным, что пятка и носок расположены так далеко друг от друга, помните, что ваши собственные пятка и пальцы ног находятся на противоположных концах стопы!
Хотя «точка» является наиболее распространенным термином, используемым для этой части файла, она не всегда заострена и может быть совершенно плоской. Простой способ запомнить имя состоит в том, что это часть файла, которая указывает на вашу заготовку при использовании.
Простой способ запомнить имя состоит в том, что это часть файла, которая указывает на вашу заготовку при использовании.
Посмотреть последние цены
гос. ITI INDPUR – работает под PTP
СПЕШИТЕ!!!! Набор продолжается на сессию 2023-24 (ограниченное количество мест) ……..
Идет прием на диплом инженера (BPIE Polytechnic), для EE, ME, CE. ETCE, CST Контактный номер -9083265132/9083265133 & B.Ed & Dl. Эд Контактный номер -9083265138
- WhatsApp:-7479038419
+91-8337800099
Государственный ITI Indpur
работающий в рамках PTP
Аффилированный с DGT, NCVT , правительство Индии, аккредитована Советом по качеству Индии, правительство. Индии и DIT Govt. В.Б.
(управляется B.P.E.I., партнером по обучению благотворительной образовательной организации NSDC)
(сертифицированный ITI по стандарту ISO 29990:2010)
Выберите I.
 T.I. для вашей золотой карьеры
T.I. для вашей золотой карьеры В этот век острого кризиса занятости молодежь, а также их уважаемые опекуны сильно запутались в выборе правильного курса обучения. Общее образование или даже высшее образование не гарантирует какого-либо трудоустройства после указанного курса. Но курсы I.T.I расширяют возможности трудоустройства учащихся. В национальном и международном сценарии существует постоянный спрос на квалифицированную рабочую силу I.T.I. Курс I.T.I также обеспечивает развитие ваших технических навыков, что позволяет вам принять вызов самозанятости. правительство Индия, а также правительство штата предлагает ряд небольших проектов, которые могут быть реализованы и в сельской местности. Курс I.T.I оказывается благословением для тысяч честолюбивых молодых людей в форме мастерства и мужества, уверенности и трудолюбия. Это открывает и расширяет дверь к успеху. Так что претенденты на карьеру торопятся записаться на курсы I.T.I. Узнайте, как курсы I.T.I меняют вашу жизнь и как этот опыт добавляет славы вашему будущему образу жизни.
Прием открыт!! Спешите записаться на сессию 2023-2024 или по любым вопросам.
Разрыв в обучении COVID
О НАС
Мы построили весь наш мир вокруг ваших амбиций!
Правительственный I.T.I., Indpur, работающий в рамках PTP, является известным промышленным учебным институтом с 10 специальностями CTS: слесарь, электрик, механик по электронике, техник по холодильному оборудованию и кондиционированию воздуха, чертежник-строитель, механик-дизель, MMV, геодезист, сварщик, технология шитья. . Правительственный ITI, Indpur, работающий в рамках PTP, был учрежден правительством Западной Бенгалии в 2016 году для обеспечения постоянного притока квалифицированных рабочих различных профессий в рамках Схемы обучения мастеров (CTS) для отечественной промышленности, чтобы качественно и количественно увеличить промышленное производство путем систематического обучения. сократить безработицу среди безработной молодежи, предоставив им возможность трудоустройства, а также культивировать и развивать техническое и промышленное отношение к молодому поколению в соответствии со схемой обучения ремесленников, которая была введена правительством Индии в начале 19 века. 50. Схема, наиболее важная в области профессиональной подготовки, формирует ремесленников для удовлетворения существующих и будущих потребностей в рабочей силе через широкую сеть других институтов, созданных в штате правительством.
50. Схема, наиболее важная в области профессиональной подготовки, формирует ремесленников для удовлетворения существующих и будущих потребностей в рабочей силе через широкую сеть других институтов, созданных в штате правительством.
НАШИ ПРЕДПРИЯТИЯ
- Стипендия для SC / ST / OBC
- Стипендия WBMDFC (ঐকশ্রি)
- Хорошее размещение
- Возможность получения высшего образования
- Образовательный кредит
НАШИ ХАРАКТЕРИСТИКИ
ИНФОРМАЦИЯ О ТОРГАХ
ПРИЧАСТНЫЙ НОМЕР. : ДГТ-6/25/4/2016-ТК
КОД ОШИБКИ: GU151
МЕХАНИЗМ РАССМОТРЕНИЯ ЖАЛОБ
Адрес:
ПО и P.S. – Индпур, Расст. – Банкура, Пин – 722136, Западная Бенгалия.
Телефон:
7479038419/
35290/9800204063/ 9083265130
Электронная почта:
indpuriti@gmail.