Cечение сварочного кабеля – Справочник сварщика
Чтобы сварочные работы проходили гладко и без проблем, важно выбрать не только качественный сварочный аппарат, но и дополнительное оборудование, в частности, сварочные кабели. Кабели для сварочного аппарата – неотъемлемая его часть, без которой, работать устройство не сможет. Сегодня мы расскажем, какие провода выбрать и какое сечение сварочного кабеля нужно для комфортной работы.
Сварочный
кабель конструктивно устроен таким образом, чтобы сварочный ток без проблем
проходил от аппарата к месту сварки. И, чем конструктивность продуманнее, лучше
и качественнее, тем будет лучше и результат сварки. Внутри сварочного кабеля
располагается токопроводящая округлая жила. Состоит она из медных проводов,
сплетенных в определенном порядке между собой. Сечение проводов эквивалентно 16
кв. мм. В прослойке между внешней оболочкой и сердцевиной располагается слой из
специальной, синтетической плёнки. Но, в некоторых моделях проводов она может
отсутствовать.
Как правило, сварочные провода комплектуются вместе со сварочным аппаратом. Причём, у этих проводов есть штекеры для подключения к самому аппарату, а на другом конце держатель для электродов и зажим на массу. Однако если кабели не были предусмотрены комплектацией, или по какой-то причине их следует заменить новыми, следует знать, какого сечения нужны. В случае с заменой старых кабелей всё несколько проще – достаточно взглянуть на старый кабель и найти на нём информацию с содержанием основных параметров, в том числе сечения.
Если никаких данных нет, следует руководствоваться следующей информацией:
– для токовой нагрузки до 189 А, необходимое сечение кабеля равно 1х16 кв. мм, при этом, наружный диаметр кабеля составлять 11,5 мм;
– для токовой нагрузки до 240 А, сечение кабеля
1х25 кв. мм, и 13,5 мм наружного диаметра;
мм, и 13,5 мм наружного диаметра;
– для 289 А сечение кабеля должно быть 1х35 кв. мм, и 15,5 мм наружного диаметра;
– для 362 А сечение 1х50 кв. мм, наружный диаметр 17,8 мм;
– для 437 А сечение 1х70 кв. мм, наружный диаметр 21,1 мм;
– для 522 А сечение 1х95 кв. мм, наружный диаметр 23,8 мм.
Также, выбирайте сварочный кабель в зависимости от того, в каких условиях он будет эксплуатироваться. Для сварки под водой, в холодных климатических условиях или даже в космосе, будет применяться разный тип кабеля. Поэтому, перед выбором ознакомьтесь с его возможностями, например, к отражению механических повреждений, для работы при разной температуре и так далее.
Сварочный кабель — его длина и сечение
На стабильность сварочных работ оказывают влияние не только характеристики источника напряжения, но и параметры сетевого и сварочного кабеля. Поэтому правильный подбор длины, сечения и материала, из которого он изготовлен, имеет большое значение.
Параметры, виды и подбор сварочного кабеля
Любой сварочный кабель имеет определённое электрическое сопротивление, которое можно рассчитать по таблицам, например, алюминиевый проводник обладает большим сопротивлением, чем медный. Поэтому для сетевого удлинителя потребуется большее сечение и значительное количество килограммов алюминиевого провода. Учитывая этот фактор, сетевые провода удлиняют не более чем на 40 м и выбирают для этого двух- или трехжильный медный кабель сечением более 2,5 мм 2. В отличие от сетевых проводов, сварочные кабели подбирают в зависимости от силы выходного тока и используют медные многожильные сорта с улучшенной изоляцией и повышенной гибкостью.
Самые распространённые кабели для сварки носят маркировку КГ (гибкий) или КОГ (повышенной гибкости) и имеют многослойную изоляцию токопроводящих жил с резиновым внешним покрытием. Длина провода обычно равна 2-3 м потому, что повышение этого параметра на 1 м требует увеличения сечения в 1,5 раза от расчётного из-за возрастания сопротивления и излишнего нагрева. При выборе марки изделия необходимо учитывать условия работы для того, чтобы выбрать тип стойкости изоляции к механическим повреждениям и температурным условиям. Маркируется проводник в зависимости от условий эксплуатации следующим образом:
Длина провода обычно равна 2-3 м потому, что повышение этого параметра на 1 м требует увеличения сечения в 1,5 раза от расчётного из-за возрастания сопротивления и излишнего нагрева. При выборе марки изделия необходимо учитывать условия работы для того, чтобы выбрать тип стойкости изоляции к механическим повреждениям и температурным условиям. Маркируется проводник в зависимости от условий эксплуатации следующим образом:
- сварочный кабель типа КГ Т 1Х16 означает тропическое (Т) исполнение от -10 до +55 °С, одножильный с сечением жилы 16 мм
- изделие КОГ ХЛ 1Х50 значит хладостойкий (ХЛ) от -60 до +50 °С, с эффективным сечением 50 мм2;
- если индекс термостойкости не присутствует, то проводник выдерживает от -40 до +50 °С;
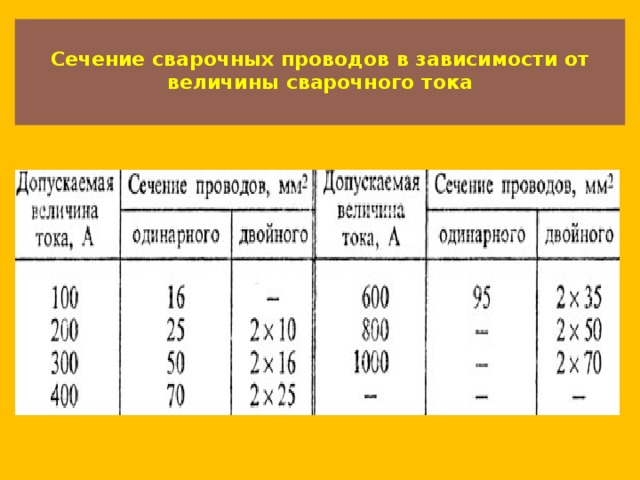
Особое значение имеет сечение сварочного кабеля, от которого зависит сила рабочего тока и эффективность процесса. Выбор по этому параметру основывается на согласовании предполагаемой силы тока и сечения проводящей жилы по следующему принципу:
Выбор по этому параметру основывается на согласовании предполагаемой силы тока и сечения проводящей жилы по следующему принципу:
- током силой до 180 А допускается работать маркой КГ 1Х16;
- при токе 230 А подходит КГ 1Х25;
- ток 280 А допускает работу с сечением жилы в 35 мм2;
- 350 А соответствует типу КГ 1Х50;
- марка КГ 1Х70 допускает ток 430 А;
Крайне важно согласовывать длину и сечение провода с силой тока и рабочими параметрами сварочного аппарата.
Сварка волоконно-оптических линий
Современная технология позволяет избежать потери сигнала при передаче на большие расстояния, для этого используют волоконную оптику. В составе продукции находятся светопроницаемые нити с отражающим покрытием, через которые высокочастотный сигнал проходит без затухания. Оптический кабель прокладывается для нужд связи различного назначения и является помехозащищённым, шифрованным передаточным звеном между абонентами.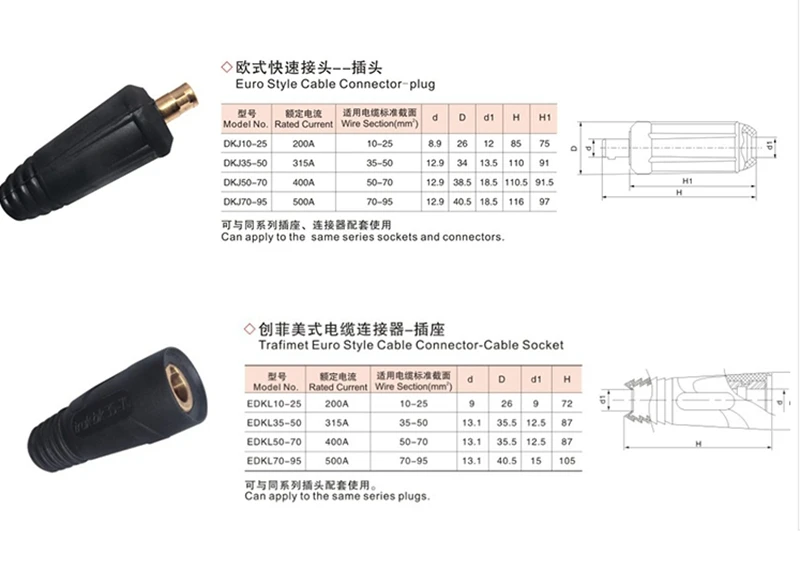 Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
При монтаже такого рода линий становится необходимой сварка оптоволоконного кабеля, представляющая собой сложную инженерно-техническую задачу, поскольку толщина центральной жилы равна 62,3 мкм. Для этой цели используются специальные сварочные устройства, которые позволяют свести к минимуму потери качества и состоящие из следующих узлов, а именно:
- блока видеоконтроля с монитором;
- устройство термоусадочное с кареткой и электроприводом;
- направляющие с системой оптической и механической коррекции;
- сварочный модуль оптоволокна с блоком создания дуги;
- процессорная плата управления с контроллерами;
- источник питающего напряжения и сварочного тока.


Очень важно, что устройства, работающие на этом принципе, полностью исключают человеческий фактор и сводят к минимуму затухание сигнала в месте сварки.
Агрегаты для сварки оптического волновода обладают автономными, засекреченными программными средствами и интерфейсом, позволяющим сохранить высокую конфиденциальность передачи данных.
Подводим итоги
Мы рассмотрели тему выбора сварочного кабеля, его разновидностей и условий эксплуатации. Очень важно принять правильное решение, чтобы избежать экстремальной работы оборудования и несчастных случаев. Также коснулись темы сварки оптоволоконных линий и оборудования для этих работ. Будем рады, если эта информация окажется вам полезной.
Сварочный кабель – требования и советы по выбору
Как правильно подобрать сварочный кабель? Есть ли разница между видами и какими критериями выбора нужно руководствоваться? Обо всем далее в нашей статье.
Не все сварочные аппараты полностью укомплектованы всем необходимым. Часто трансформаторы или инверторы поступают в продажу без кабелей, держателей и масок. Все это нужно приобретать отдельно.
Но как правильно подобрать сварочный кабель? Есть ли существенная разница между разными видами и какими критериями выбора нужно руководствоваться? Обо всем далее в нашей статье.
Требования к сварочному кабелю
Если не углубляться, то работа электросварки построена на возникновении разряда между двумя контактными поверхностями. А для замыкания цепи нужно ее создать путем подключения двух проводов. Именно для этого разрабатываются и производятся различные типы кабеля для сварочных аппаратов.
Но, как часто бывает, работа сварщика проходит в довольно таки экстремальных условиях. И все оборудование должно иметь повышенный запас прочности.
Кроме того, сами сварочные проводники, в отличие от обычной бытовой проводки, должны выдерживать скачки напряжения, да и просто рабочую нагрузку электрическим током.
Какие требования нужно ставить, прежде всего, выбирая кабель для сварочного аппарата?
- Как и для бытового провода, первое — это сечение. От этого фактора будет зависеть способность выдерживать силу тока. Измеряется сечение в мм². Чем больше поперечная площадь, тем выше допустимый показатель.
- Вторым важным показателем будет изоляция. Защита от пробоев электрическим током — это безопасность работы с оборудованием.
- Третье требование — гибкость. Во время работы сварщику часто приходиться менять положение и место, провода обязаны свободно изгибаться при этом, не создавая помех. К тому же, частые перегибы не должны приводить к перелому жил.
- Также важное требование для кабеля — это защита от воздействия на него агрессивного влияния: ударов, разрывов, высоких температур, химических веществ и прочих.
Для этого производители оборудования и выпускают различные типы сварочных кабелей.
Конструктивные особенности
Как и в бытовой проводке, кабель состоит из двух частей — собственно самой проволоки и изоляции.
 Так как к сварному проводу требования более высокие, то детальное строение немного отличается.
Так как к сварному проводу требования более высокие, то детальное строение немного отличается.Основу составляет медная проволока с сечением от 10-16 мм. Ее заключают в два-три слоя изоляции. Первый — это пленка наподобие полиэтилена, а второй — резиновый защитный слой. Для избежания прилипания жилок к изоляции могут применяться добавки в виде порошковой присыпки.
Сварные кабели одножильные и обязательно изготовляются из меди. Толщина каждой жилки 0,2 мм и они обязательно луженые оловом.
Кроме того, есть специальные кабели, приспособленные под сложные климатические условия.
Для очень низких температур кабели имеют оплетку из морозостойкого гибкого полимера. Такая изоляция обеспечивает надежную эксплуатацию и позволит избежать растрескивания.
Производятся сварные провода и для жарких условий с повышенной влажностью. Главная их особенность — это септические свойства для предотвращения плесени с дальнейшим разрушением.
Такая конструкция обеспечивает надежную работу и свободно выдерживает допустимую нагрузку и внешние воздействия. Качественный провод имеет гарантийный срок использования до 4-х лет, после чего лучше его заменить.
Качественный провод имеет гарантийный срок использования до 4-х лет, после чего лучше его заменить.
Виды кабеля и маркировки
Если Вы ищете для своего аппарата комплект кабелей, то можно встретить такие маркировки КОГ, КГ, или же старые КРПТ. Что это значит?
Чаще всего можно встретить провода с обозначением КГ. Но, кроме того, маркировка имеет и дополнительную информацию, например, в магазине Вам предложили кабель сварочный КГ 1х25. КГ — класс гибкий, 1 — это количество жил в нем, и 25 — это площадь сечения в мм². Кроме того, между буквенной и цифирной номенклатурой может встретиться дополнительное обозначение: «ХЛ» — это возможность использование в холодных условиях (от -60 градусов), «Т» — тропический (температуры от -10 до +55 градусов), «НГ» — негорючая изоляция. Если дополнительная маркировка отсутствует, то такой провод можно использовать в диапазоне от -40 до +50.
Если с негорючими свойствами кабеля и его способностей выдерживать низкие температуры все понятно, то тропические типы проводов имеют дополнительную стойкость к воздействию повышенной влажности и свободно противостоят образованию плесени и грибка.
Сечение сварного кабеля может быть разных размеров, они подбираются в зависимости от нагрузок, с которыми придется работать. Нужный провод, изучив маркировку, можно подобрать, руководствуясь такой таблицей.
Сварочные кабели кг 1х16 не слишком универсальны, хотя производители часто утверждают, что он способен выдержать нагрузку до 100 Ампер. Лучше приобрести более толстый с сечением 35-50 мм, который отлично подойдет для современного инвертора.Большинство сварочных инверторов, которые приобретаются для домашнего использования, имеют предельную мощность до 220-250 Ампер. А это значит, что достаточно приобрести кабель сварочный кг 1х50. Чаще всего в быту приходиться работать с мощностями от 125 до 175 А. В таком случае можно приобрести даже сварочный кабель кг 1х35.Большие по сечению провода используются в промышленности, где нужно сваривать толстостенные конструкции.
Соединения и разъемы
Дополнительно комплектуя свой сварочный аппарат, важно не только правильно подобрать провода, также нужно уделить внимание разъемам.

Они тоже должны соответствовать допустимым нагрузкам и, конечно же, подходить к конкретному аппарату.
Часто волнующий вопрос — это как удлинить кабеля для сварки?
Не рекомендуется изготавливать самодельные соединения и разъемы. Это может нанести вред сварочному аппарату. Хотя, если поискать информацию, то конкретного запрета в инструкциях нет. Но и особой нужды в слишком длинном кабеле также не бывает. Если ранее с использованием трансформаторов было тяжело их перемещать, то компактные инверторы можно без особых усилий переносить за собой. Лучше всего проложить проводку питания для прибора. Да, и как утверждают профессионалы, может снизиться качество сварного шва при слишком большой длине провода для инвертора.
Падение качества возможно за счет повышенного сопротивления. По всей протяженности провода происходит «утечка» и чем большая длина, тем больше пропорционально снижается сила тока.
Чаще всего может возникнуть ситуация, когда требуется варить на высоте, где нет возможности разместить сварочный аппарат (например, сварка каркаса кровли). Тогда для удлинения применяются различные байонетные соединения по схеме «гнездо-штекер» или клеммы.
Тогда для удлинения применяются различные байонетные соединения по схеме «гнездо-штекер» или клеммы.
При покупке сварочных инверторов иногда в комплектацию входит все необходимое для начинающего сварщика. Это могут быть как сварные кабеля с разъемами, держателем и массой, так и защитная маска. Насколько эти комплекты качественны зависит от производителей. Сегодня очень много как качественных аппаратов с полной комплектацией (ценовая политика от 200-300 долларов), так и дешевые китайские аналоги.
Очень подозрительно нужно относиться к акционным предложениям, где за минимальную цену предлагают приличный комплект сварочного оборудования. Конечно, не все они могут быть плохими, но качественный продукт обязательно маркируется в соответствии с требованиями и нормами. Поэтому, если предлагают недорогой кабель, нужно сверить все обозначения и при их отсутствии такой товар брать не стоит.
Не нужно экономить, покупая хороший инвертор, к нему нужно приобрести и качественную комплектацию. Плохой кабель может спровоцировать поломку дорогого прибора.
Плохой кабель может спровоцировать поломку дорогого прибора.
И не стоит тратить деньги на специализированные сварочные провода. Зачем тропическая септическая защита в гараже при умеренном климате?
А что вы думаете по поводу данного материала? Если Вы имеете опыт в выборе и приобретении сварочного кабеля, поделитесь им в блоке комментариев к этой статье. Какие производители изготавливают качественную продукцию за приемлемые деньги, какие кабели более универсальны в использовании для домашней мастерской? Приходилось ли Вам делать самодельные соединения и удлинения сварочного кабеля, насколько это безопасно?
ᐅ Как выбрать кабель для сварочного аппарата
share.in Facebook share.in Telegram share.in Viber share.in Twitter
Содержание:
Сварка — очень популярный способ соединения металлических деталей. Она плавит металл при помощи сварочной дуги (дуговая сварка). Когда металл застывает, он образует прочнейшее соединение. Чтобы эффективно использовать сварочное оборудование, нужно знать много деталей и тонкостей работы с ним, уметь правильно подключать его, выбирать электроды и кабели. Собственно, о том, как подобрать сварочный кабель, мы и поговорим сегодня.
Чтобы эффективно использовать сварочное оборудование, нужно знать много деталей и тонкостей работы с ним, уметь правильно подключать его, выбирать электроды и кабели. Собственно, о том, как подобрать сварочный кабель, мы и поговорим сегодня.
Каким требованиям должен отвечать кабель?
При выборе провода для зажима массы и держателя электрода, нужно знать несколько важных моментов:
- Даже самое слабое сварочное оборудование способно выдать ток большой силы. В среднем, бытовые сварки работают с током силой в районе 150 А, а промышленные — до 400 А и выше.
- Сварщик должен иметь возможность работать в разных условиях, в том числе, неудобном положении, и сваривать изделия со сложной формой.
- Иногда возникает необходимость работать в жару или в мороз.
- После окончания работ кабели сворачивают, чтобы их удобнее было транспортировать.
Из этих условий можно легко вывести основные требования к кабелю:
- Гибкость, достаточная для того, чтобы не возникало проблем при работе с электродом или горелкой.
- Высокий уровень устойчивости кабеля к механическим повреждениям, разрывам и скручиваниям.
- Материал изоляции кабеля должен не затвердевать, а оставаться эластичным даже при отрицательной температуре.
- Большое сечение провода, чтобы снизить влияние потенциальных просадок напряжения в сети.
- Устойчивость к постоянным скручиваниям и раскручиваниям.

Марки и виды кабеля для сварочного аппарата
Сегодня на рынке представлен большой выбор различных кабелей, которые различаются между собой по характеристикам:
- Одножильные кабели применяются при работе с компактными сварками. Они выполнены из меди или сплавов с ее содержанием. Наиболее популярная марка одножильного кабеля — КГ. Сечение таких проводов может достаточно сильно варьироваться.
- У многожильных кабелей широкая сфера использования. Их можно использовать не только для сварки (как дуговой, так и импульсной/автоматической), но и для резки металла.
Маркировка сварочного кабеля представляет собой сочетание букв и цифр, каждая из которых имеет определенное значение. «КС» означает «кабель сварочный», а цифры сообщают о количестве жил.
«КС» означает «кабель сварочный», а цифры сообщают о количестве жил.
Также существуют типы кабеля, которые предназначены для использования в особых температурных условиях. Продукция с обозначением «Т» (тропический) подходят для сваривания при температуре до +50 °С. Обозначение «КХ» означает устойчивость к отрицательным температура до -60 °С. Если у кабеля нет такой маркировки, рекомендуется использовать его только при умеренных температурах.
Значение сечения кабеля для сварки
Чтобы работа со сваркой оставалась безопасной, а риск поломки оборудования был минимальным, нужно правильно определить сечение кабеля. Если сечение меньше нужного, то при высокой нагрузке сварочный аппарат может уйти в защиту или перегореть.
Необходимое сечение зависит от тока, с которым работает сварочный кабель, поэтому важно уметь правильно подбирать кабель, исходя из параметров сварки.
Выбор подходящего сечения сварочного кабеля
В бытовых условиях редко используются сварочные аппараты, способные выдавать ток больше 200 А, поэтому сначала мы рассмотрим вопросы подбора кабеля именно для такого оборудования:
- 80-100 А — 6 мм2;
- до 120 А — 10 мм2;
- до 189 А — 16 мм2;
- до 240 А — 25 мм2;
- до 289 А — 35 мм2.

Если нужно выполнять задачи профессионального уровня, то применяют трансформаторы. Диаметр кабеля для такого оборудования будет отличаться в большую сторону:
- до 362 А — 50 мм2;
- до 437 А — 75 мм2;
- до 522 А — 95 мм2;
- до 600 — 120 мм2.
Всегда пользуйтесь правилом: лучше пусть сечение будет немного больше, но никак не меньше нормы. В этом случае вам удастся сохранить сварочный аппарат в целости и сохранности.
Кабель для подключения сварки к сети
Кроме кабелей, которые подсоединяют к сварочному аппарату массу и электрод, нужно также запитать сварку от сети. Вне зависимости от типа сварки и силы тока, с которым может работать оборудование, ток на входе будет намного ниже. Чаще всего его значение составляет 30-50 А и зависит от мощности сварочного оборудования.
Благодаря более низким значениям тока, толщина кабеля может быть меньше. Ее значение рассчитывается, исходя из необходимой длины провода (расстояние до точки подключения к сети). Если вы пользуетесь инвертором однофазного типа или же трансформатором двухфазного типа, то вам хватит медного кабеля с сечением до 4 мм2. Если розетка заземленная, то нужен будет трехжильный кабель, а если нет — двухжильный.
Если вы пользуетесь инвертором однофазного типа или же трансформатором двухфазного типа, то вам хватит медного кабеля с сечением до 4 мм2. Если розетка заземленная, то нужен будет трехжильный кабель, а если нет — двухжильный.
Как правило, для комфортной работы хватает длины сварочного кабеля 3-5 метров. Если нужно перемещать сварку по объекту, то можно использовать удлинитель. В зависимости от его длины будет зависеть необходимое сечение:
- 10-20 м — 2,5 мм2;
- 40-60 м — 4 мм2.
Если вы будете постоянно пользоваться длинной переноской, удобно будет купить катушку, чтобы провод не путался под ногами. Это также продлит его эксплуатационный срок. Помните, что в свернутом состоянии кабель хуже охлаждается — это еще одна причина выбрать сечение с запасом, чтобы кабель не перегревался.
Для мощных трехфазных сварок промышленного уровня необходим медный кабель с 4 жилами и сечением 4-6 мм2. Если решили использовать алюминиевый кабель, то нужно увеличить сечение до 16 мм2.
Правила эксплуатации
В качестве заключающего раздела мы поделимся советами касательно эксплуатации сварочных кабелей:
- Чтобы подключить кабели к сварке, нужно использовать кабельные наконечники.
- Чтобы соединить несколько кабелей, нужно использовать гильзы. Метод скрутки для этого использовать нельзя.
- В инверторных сварочных аппаратах подключение происходит при помощи байонетов. Это нужно учесть при покупке кабеля, иначе вы просто не сможете его подключить. Кстати, при помощи байонетов можно легко и быстро сменять полярность тока.
- Если знаете, что не будете превышать определенные значения тока, то не берите кабели с большим запасом — это только затруднит работу.
- Не тяните за кабели, если хотите подтянуть сварку к себе.
- Никогда не выходите за пределы нормы сварочного тока для конкретного сечения.
- Если нужно постоянно перемещать сварку по объекту, сразу купите себе длинный кабель и катушку.
Если вы подберете кабель нужного сечения и типа, он долго прослужит вам и поможет добиться действительно качественного сваривания.
Welding cable | МПКА
Сварочный кабель используется для соединений при дуговой сварке с использованием полуавтоматических или автоматических сварочных аппаратов. В этой статье мы раскроем классификацию сварочных кабелей, как выбрать сварочный кабель, на что обращать внимание при выборе, какой должна быть жила сварочного кабеля, сечение сварочного кабеля, требования к гибкости кабеля и можна ли удлинять сварочный кабель на инверторе, поговорим про потерю тока. Так, Вы сможете подобрать кабель для сварочного аппарата, которым будет комфортно работать при любой температуре воздуха, а сама электрическая магистраль сможет выдерживать заданые нагрузки.
Часто встречаются ситуации, когда необходимо заменить старый сварочный кабель на новый, либо вместе с инвертором шел слишком короткий или некачественный сварочный кабель, когда бывают случаи, что в комплекте часто идут омедненные кабели или с низким содержанием меди 60-70%. Тогда встает вопрос выбора марки кабеля для сварочного аппарата.
Длина сварочного кабеля может быть разная, она подбирается в каждом конкретном случае отдельно. Некоторые умудряются носить с собой аппарат на плече, это не очень хорошая практика, так как внутри устройства все-таки высокое напряжение. Чаще всего такое практикуют любители, которые не знают, что такое нормальная работа (это когда у тебя один держак в руках и не нужно таскать все оборудование с собой постоянно).
Рекомендуемая длина кабеля по учебнику не должна превышать 40 м. Несмотря на это, есть примеры использования кабеля 16мм 2 х50м на трансформаторе на 400А и никаких потерь, перебоев с поджигом и проблем с горением дуги при этом не наблюдается.
Итак перейдем к основному, поскольку сварочный кабель испытывает повышенные нагрузки как со стороны аппарата, так и от внешних факторов (строительные условия, трение о землю или бетон, нагрев, мороз), то от правильности выбора зависит срок его службы и эффективность. Сперва стоит вникнуть, какие существуют сварочные кабели и в чем их отличия, рассмотрим ниже не полный но основной список:
- КГ;
- КОГ;
- КГН;
- КГ-ХЛ;
- КГТ;
1. ) Кабель КГ: (расшифровуется как “кабель гибкий”) – это самый распространенный тип кабеля. Идеально подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
) Кабель КГ: (расшифровуется как “кабель гибкий”) – это самый распространенный тип кабеля. Идеально подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
2.) Кабель КОГ: (расшифровуется как “кабель особо гибкий”). В отличие от КГ кабеля, здесь используется более тонкий диаметр жил, поэтому кабель получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под неудобным углом. Также это практично во время работы на высоте, где нужно наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.
3.) Кабель КГН: (расшифровуется как “кабель гибкий негорючий”) – такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого материала, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
Изоляционная оболочка выполнена из жаростойкого материала, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
4.) Кабель КГ-ХЛ: (расшифровуется как “кабель гибкий хладостойкий”) – маркировка этого кабеля содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав изоляции добавлен специальный каучук. Это позволяет сохранять гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях холодной погоды и сильных морозов. Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ.
5.) Кабель КГТ: (расшифровуется как “кабель гибкий тропический”) – даный тип кабеля выдерживает температуру воздуха до +85 градусов, что является оптимальным решением для эксплуатации в жаркой среде. Изоляция активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
И теперь акцентируя внимание на двух основных сварочных кабелях в выборе которые наиболее пользуются спросом и надежностью, (если без дополнительной специфики), то это КГ и КОГ.
Разница между сварочным кабелем КГ и КОГ. Визуально конструкция сварочного одножильного кабеля КГ и КОГ похожа и разницы между ними казалось бы нет:
Кабель КГ и КОГ конструкция:
– Многопроволочная медная жила, т.е. состоящая из отдельных проволочек.
– Синтетическая плёнка по жиле (визуально похоже на полиэтилен, целлофан).
– Резиновая изоляция
– Резиновая оболочка
– В кабеле КОГ возможно наложение общей изоляционно-защитной оболочки с большей толщиной (не менее 2-3 мм)
Тем не менее отличия между сварочными кабелями КГ и КОГ есть и весьма существенны, и это класс гибкости:
Сварочный кабель КГ имеет 5-ый класс гибкости, а КОГ – 6-ой. Что это значит?
Что это значит?
Это значит, что диаметр проволочек 6-го класса тоньше 5-го класса. Например, у КГ 1х16 диаметр проволочек жилы составляет 0,41 мм, а у КОГ 1х16 – 0,21мм, поэтому КОГ 1х16 гибче и мягче. В связи с этим у КОГ минимальный радиус изгиба меньше, это значит, что его можно больше согнуть под нужным вам углом. Кабель КОГ более гибкий по сравнению с кабелем КГ.
Вес кабеля:
Вес 1 м кабеля КОГ 1х16 составляет 240 г, вес КГ 1х16 – 310 г. Чем длиннее вы выберете сварочный кабель, тем он более тяжелый. С учетом, что длина сварочного кабеля может достигать 40 м ,то разница составит несколько килограммов.
Разные параметры напряжения:
Кабель КГ рассчитан до 660 В при напряжении переменного тока (до 400 Гц) вольт, а КОГ – до 220 вольт и 50 Гц.
Теперь после ознакомления характеристик, перейдем к практическому подходу при выборе сварочного кабеля.
Сечение кабеля должно быть подобрано исходя из параметров максимального тока сварочного аппарата.
Необходимо соблюдать “золотое” правило – чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель – это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
| Сила тока, А | Сечение кабеля, мм² |
| 80-100 | 1х6 |
| 120-150 | 1х10 |
| 150-180 | 1х16 |
| 200-250 | 1х25 |
| 250-300 | 1х50 |
| 330-400 | 1х100 или 11х50 |
| 500-600 | 1х120 или 11х95 |
| 600 | 1х185 и выше |
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2. Трансформаторы, способные “выдавать” 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А – 50 мм2. Трансформаторы, способные “выдавать” 437 А требуют 70 мм2 проводов, 522 А – 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
ВАЖНО!
Неправильно подобранное сечение кабеля ведет к перегреву кабеля.
Внутри металлического сердечника находятся тонкие проводки, которых может быть от 30 до 1000. Их общее сечение выбирается по мощности аппарата и используемого тока. Например, кабель сечением 1х6 мм² рассчитан на максимальную нагрузку в 11 кВт с силой тока 80-100 А. Но никогда нельзя использовать расчетные значения по максимуму. Оптимально всегда делить их на 2. В итоге, такой провод подойдет для источника питания с потребляемой мощностью 5 кВт. При возрастании силы тока (А), необходимо увеличивать и сечение кабеля.
Если Вы варите “двойкой” (2мм толщина электрода) на токе 80 А, то вполне можете обходиться тонким кабелем 1х6 мм². Но это не позволит применить электрод “тройку” (3мм толщина электрода). Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Но это не позволит применить электрод “тройку” (3мм толщина электрода). Поэтому аппараты требуется комплектовать исходя из возможной максимальной силы сварочного тока. Для бытового инвертора на даче достаточно минимального показателя 1х16 мм². В мастерскую необходимо 1.25 или 1х50 мм². Работа кабелем с меньшим сечением приводит к его перегреву и расплавлению.
Обращайте внимание на изоляцию кабеля, она должна быть достаточной толщины. Например, для кабеля КГ 1х16 толщина изоляции составляет не менее 1,1-1,2 мм с учетом допускаемых отклонений. Изоляции чаще всего выполнена из резины, в руках кабель должен легко гнуться.
ВАЖНО! Еще один из нюансов это потеря тока в сварочных проводах если вы решили удлинить кабель. Итак какой длины можно использовать удлинитель для подключения сварочного аппарата. Формула расчета для сварочных проводов.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1,5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Теперь резюмируя все вышеупомянутое подведем итоги:
– Чем больше удлинитель – тем больше потери.
– Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
– Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель? Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобранным сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Хотите знать больше, быть в курсе всех событий, знать о новинках в ассортименте кабельной продукции МПКА, и получать информацию об уникальности и особенностях той или иной кабельной продукции?
Обязательно подпишитесь на наши страницы в соцсети:
Facebook Instagram
Сварочные провода – 120 фото подбора сечения и маркировки кабеля
Провода для сварочного аппарата выступают в качестве гибких полупроводников электрической энергии. Они представляют собой сложные плетенные конструкции в составе которых присутствуют несколько разновидностей проволоки разного диаметра. Эти изделия подключают к сварочной установки для осуществления соединения разных деталей.
Они представляют собой сложные плетенные конструкции в составе которых присутствуют несколько разновидностей проволоки разного диаметра. Эти изделия подключают к сварочной установки для осуществления соединения разных деталей.
В процессе выбора, необходимо учитывать площадь сечения, максимальное напряжение установки и падение напряжения сварочного контура в момент сварочных работ. Опытные специалисты, рекомендуют соблюдать перепад электричества в процессе осуществления железного шва.
Краткое содержимое статьи:
Как правильно выбрать сварочные комплектующие?
Сегодня в специализированных магазинах представлен широкий выбор сварочных установок. Большинство из них собираются за рубежом. Начинающему сварщику, довольно часто, сложно сделать правильный выбор. Что необходимо учитывать при покупке данного оборудования?
Сварочный аппарат состоит из:
- сварочного трансформатора. Здесь регулируется процесс подачи электричества. В дальнейшем, переменный ток начинает преобразовываться в постоянный. Перебои подачи электро питания быстро блокируются специальным предохранителем;
- инвектор;
- сварочные выпрямители.
 В дальнейшем, переменный ток начинает преобразовываться в постоянный. Перебои подачи электро питания быстро блокируются специальным предохранителем;
В дальнейшем, переменный ток начинает преобразовываться в постоянный. Перебои подачи электро питания быстро блокируются специальным предохранителем;Как подключать сварочные провода?На поверхности сварочного аппарата имеются два разъёма куда необходимо установить комплектующие. В момент присоединения важно соблюдать правильность вольтажей. Если неправильно подсоединить провода может возникнуть резкий скачок напряжения, что спровоцирует преждевременную поломку аппарата.
Большинство потребителей полагают, что устройство должно иметь огромный вес. На самом деле это не так. Современные установки имеют компактный размер. Они отличаются по типу мощности и способу работы.
Для домашнего использования можно приобрести сварочный аппарат минимальной мощностью. Он способен соединить различные виды труб и металлического профиля.
Маркировка сварочных проводов
Современные комплектующие сварочного аппарата отличаются по стоимости, количеству жил в составе провода и размеру. В продаже представлены:
В продаже представлены:
Одножильный кабель. Эти изделия выполняют из медной проволоки. Они обладают хорошими показателями. Эти изделия отлично преобразовывают электрическую энергию, обладают хорошей проводимостью и эластичны. Провод сварочный медный обладает полу проводниковым действием. Он подходит для инвекторной установки.
Двужильный. Две разновидности жилы выполняют роль плюса и минуса в процессе соединения деталей. Длина сварочного провода может варьироваться от 1 до 8 м. Эта разновидность проводит высокочастотный ток. В составе изделия присутствуют: медь и проводниковые металлические сплавы.
Трехжильный. Этот провод часто применяют в процессе сваривания трубопроводной и газовой сети. Благодаря такой разновидности места соединения имеют гладкую поверхность и прочное основание. Довольно часто, из такого вида делают удлинитель для сварочных проводов.
Маркировка включает в себя следующие обозначения:
- КС – сварочный кабель;
- П – имеется полимерная защита основания;
- числа на поверхности изделия информируют о количестве жил в составе комплектующей;
- ВЧ – провод пропускает высокочастотный ток. Маркировка П обозначает полупроводниковый эффект.
 Маркировка П обозначает полупроводниковый эффект.
Маркировка П обозначает полупроводниковый эффект.Сечение кабеля
Сечение кабеля напрямую зависит от его параметров. Чем больше жил в составе изделия, тем выше его производительность.
Незначительное сечения провода составляет около 6 мм. Его применяют для инвекторного аппарата и при напряжении в 220 Вт.
Для автоматических установок принято использовать большое сечение жил. Оно должно составлять от 36 до 50 мм. В магазинах, как правило, представлен подробный каталог, который содержит в себе подробное описание каждой разновидности.
Если сечение и количество жил подобрано неправильно, то увеличивается риск возникновения короткого замыкания. В некоторых случаях сгорает трансформаторное устройство.
При маленьком сечении, электроэнергия будет собираться в области предохранителя. В этом случае сварочная установка отключится при любом скачке напряжения. На фото сварочных проводов изображены разновидности комплектующих для сварки.
Фото сварочных проводов
Также рекомендуем посетить:
Кабель для сварочного аппарата: сечение и другие особенности
Сварочный кабель требуется для бесперебойной подачи тока к месту сварки, точнее держателю, который держит электрод. Для стабильного и безопасного процесса нужно выбирать сварочные кабели, обладающие соответствующими оборудованию характеристиками.
Параметры проводников
Сварочный кабель выбирается с учетом следующих характеристик:
- Защита от перебоев сетевого напряжения.
- Длина шнуров.
- Площадь поперечного сечения.

При максимальной силе тока в 189 А можно применять сварочные кабели типа КГ 1х16. При более высокой вам понадобятся изделия со следующими параметрами:
- КГ 1х25, с макс. 240 А.
- КГ 1х35 при 289 А.
- КГ 1х70 при 437 А.
- КГ 1х95 при 522 А.
Разнообразие кабельной продукции
Провода для сварочного аппарата бывают разных видов. Каждый из них обладает своими особенностями, материалами изготовления и прочими характеристиками, которые влияют на качество работы.
Самые распространенные кабели для сварки:
- Одножильный. Он изготавливается из меди. При сматывании даже очень прочными материалами данный вид не теряет своей эластичности. Одним из главных достоинств одножильного кабеля для сварочного инверторного аппарата является возможность проводить электричество без перебоев. Его используют при сварке небольшими аппаратами.
- Двужильный. Также производится из медных пластин, но иногда и из других металлических сплавов. Подходит для импульсной сварки. Теряет свою эластичность во время сматывания, но при этом более прочный, чем одножильный.
- Трехжильный. Используется лишь при работе с крупными устройствами — на заводах или больших предприятиях. Они обладают большим уровнем защиты, но не рекомендуются при мелких технических работах.
Большинство проводов устойчиво к влиянию температурных условий и работоспособно при -50…50 С.
Значение маркировки
Все подобные изделия маркируются особыми знаками, они помогают определить, для какого типа сварочного оборудования предназначены шнуры:
- КС – для любых сварочных работ.
- П — наличие защитного покрытия.
- Цифры — количество жил.
- ВЧ – работает при переменном напряжении.
Обычно провода идут в комплекте со сварочным оборудованием, но при необходимости приобрести новые, нужно обращать внимание на буквенно-цифровые обозначения.

Подбор сечения
Немаловажным фактором успешной работы является сечение сварочного кабеля. Оно влияет на качество проводимости тока, а также время работы.
Если ваше устройство небольшое, то вам необходимо брать провода с сечением сварочного кабеля около 7 мм2. Они выдерживают силу до 220 В и способны работать от бытовой электросети.
Если оборудование имеет автоматический тип, то сечение должно составлять 45-50 мм². Подобные провода обычно маркируются дополнительно, помимо стандартных обозначения: в каталогах для них может быть указана длина, максимальный вольтаж, помимо того, расчетная масса, а также сила тока.
Подбор сечения играет очень серьезную роль, так как несоответствующие размеры способны привести к короткому замыканию и даже воспламенению аппарата. Если же сечение будет меньше, чем необходимо для мощности устройства, лишний ток станет накапливаться на предохранителе, и оборудование будет отключаться во время включения дуги, так как начнет сбрасывать напряжение.

Удлинение проводов
Не всегда стандартной длины проводов достаточно для работы, поэтому часто возникает вопрос о том, можно ли удлинять сварочные кабели. Считается, что чрезмерная длина может вызвать перебои в процессе сварки.
Производители инверторного оборудования не дают информации на этот счет. Это значит, что длина проводника может быть достаточно большой – настолько, чтобы иметь возможность транспортировать устройство как можно меньше. Следует также учитывать, что при работе нельзя тянуть к себе оборудование за провода, следовательно, повышенная длина помогает большей мобильности при сварке.
Однако сварочные кабели со слишком большой протяженностью способны дать нежелательный эффект: потери напряжения будут велики, в результате сила тока начнет снижаться, дуга – укорачиваться и усложняться в управлении.
Подключение оборудования
Очень важно подключить проводники к устройству без ошибок. Шнуры для сварочного аппарата должны подсоединяться только при помощи наконечников, которые могут быть закреплены на проводах за счет прессовки или спайки.
Подключать проводники нужно к силовым разъемам, а также держателям электродов при соблюдении полярности. Если они соединяются между собой, их нужно изолировать друг от друга и соединять с помощью опрессовки.
Предварительно нужно проверить маркировку, сечение и соответствие номинальной мощности параметрам применяемому оборудованию.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из серии тонких медных нитей, обернутых внутри непроводящей прочной оболочки (обычно из синтетического или натурального каучука различных цветов).Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка рассчитана на то, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды.Вы используете меньший шланг для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Допустимая нагрузка» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем он будет поврежден, изоляция, защищающая его, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее. Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может быть опасен поражением электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного диаметра могут быть нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. На рис. 1 указаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выраженному как 1/0 (произносится как «одна цифра»), двум нулям, выражаемым как 2/0 (произносится как «две доли»), 3/0 и 4/0. Кабели сечений от №4 до №4 / 0 обычно используются для сварочного кабеля.
Рисунок 1: Пример калибра проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварщика. Для этого нужно определить три фактора.К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь – это полный путь, по которому проходит электричество. Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная цепь. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля.Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель присоединяется к рабочему зажиму. Обратите внимание, что эти последние два элемента часто неправильно называются «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля.Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания – это просто максимальный ток или уровень силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут вырабатывать токи, превышающие их номинальную выходную мощность, в течение коротких периодов времени).Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл – это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока перед превышением своего теплового предела (т.е. обмотки становятся слишком горячими) и отключением, если он имеет защиту от тепловой перегрузки.Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной выходной мощности). И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 4: Однофазные и трехфазные блоки питания
Рисунок 5 – это пример диаграммы для выбора правильного размера сварочного кабеля. Другие диаграммы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А с рабочим циклом 60% и вам требуется общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует выбрать подходящий размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5: Выбор сварочного кабеля подходящего размера
Следует также отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, потертые и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Кабель для сварочного аппарата – BSA Machine Tools
Кабель для сварочного аппарата: марки, характеристики, как выбрать
Часто кабели, поставляемые со сварочными аппаратами , короткие и имеют алюминиевый сердечник, который быстро перегревается.
Чтобы оснастить свой инвертор надежными шнурами для электрододержателя и зажима массы, необходимо понимать, какие марки сварочной проволоки бывают, и на что обращать внимание при выборе.
Итак, можно выбрать кабель для сварочного аппарата , который будет комфортно работать при любой температуре воздуха, а сама электрическая линия сможет выдержать оказываемые нагрузки.
В этой статье:
Марки сварочного кабеля и их характеристики
- EN
- КОГ1
- КГН
- кг-HL
- CPAS
- КВС
- КГТ
- Как выбрать сварочный кабель
- Какой должна быть жила сварочного кабеля
- Сечение сварочного кабеля
- Требования к гибкости кабеля
- Изоляция кабеля
- Длина сварочного кабеля и возможность ее увеличения
Поскольку сварочный кабель испытывает повышенные нагрузки как от машины, так и от внешних факторов (условия конструкции, трение о землю или бетон, тепло, мороз), от правильного выбора зависит его срок службы и эффективность.
Во-первых, давайте разберемся, какие сварочные кабели существуют и в чем их отличия.
RU
Это наиболее распространенный тип кабеля, что означает «гибкий кабель».
Подходит для работы с постоянным током до 1000 Вт или с переменным током до 600 В и частотой не более 400 Гц.
Провод используется для подключения инвертора к сети 220 или 380 В, а также для соединения электрододержателя и зажима мачты.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жилы, поэтому шнур получается особенно гибким.
В результате он имеет меньший радиус поворота.
Это особенно полезно при сварке в труднодоступных местах, когда сварщику нужно подвести руку с держателем под необычным углом.
Практична и при работе на высоте, где трос принято наматывать на руку (чтобы было удобнее держать) – тогда петли не будут сильно выпирать по бокам.
В отличие от КГ, он рассчитан на пропускание 220 В при частоте 50 Гц.
КГН
Такой сварочный кабель с добавлением буквы «H» в маркировке означает, что материал негорючий.
Изоляционная оболочка изготовлена из термостойкого покрытия, выдерживающего температуру более 200 градусов.
Данная проволока пригодится, если электросварку / резку приходится проводить буквально в условиях пожара (нужды МЧС, ремонтных бригад на кораблях и т. Д.).
В бытовых и промышленных помещениях это практично, когда собранная конструкция имеет большие размеры и сварщику необходимо перемещаться по только что сваренным участкам для продолжения работы.
Тогда кабель при контакте с нагретым металлом не плавится.
кг-HL
В индексе этого продукта есть буквы «XL», обозначающие разрешенную работу на холоде.
Для этого в состав добавляют специальный каучук.
Сохраняет гибкость при температуре до -60 градусов, поэтому особенно подходит для работы на Крайнем Севере.
Если вам часто приходится проводить сварку зимой на улице, то обратите внимание на продукцию с маркировкой KG-XL.
кг
Этот тип кабеля выдерживает температуру воздуха до + 85 градусов, поэтому он оптимален для работы в жаркой среде.
Покрытие активно противостоит грибку и плесени, кабель пригоден для работы во влажных и теплых условиях.
Как выбрать сварочный кабель
Разобравшись с маркировкой товаров, перейдем к практическим советам по выбору.
Сварочный кабель должен соответствовать аппарату, с которым он будет взаимодействовать.
Есть и другие параметры, которые выбираются исходя из предстоящих сварочных заданий.
Какой должна быть жила сварочного кабеля
Сварочный кабель, подключаемый от аппарата к держателю и массе, может быть одножильным (например, 1 × 16).
Первая цифра означает, что в сечении он имеет общую жилу, не разделенную на две или три изолированные линии под единой оболочкой.
Эта конструкция снижает нагрев и способствует ускоренной передаче напряжения от источника к держателю.
Кабель сварочный одножильный.
Многожильные кабели имеют обозначение 11 × 30, где первая цифра указывает на наличие 11 отдельных жил.
Эта конструкция используется в промышленных установках с напряжением 500 А или выше.
Сам сердечник может быть алюминиевым или медным.
В магазинах чаще всего комплектуют сварочные аппараты алюминиевыми кабелями, так как они дешевле.
Этого достаточно для начинающего сварщика или редкого использования инвертора.
Кабель сварочный алюминиевый.
Профессионалы всегда устанавливают медные кабели, потому что их удельное сопротивление в 7 раз меньше, чем у алюминиевых.
В результате уменьшаются текущие потери. Даже медь лучше гнется и меньше греется.
Кабель медный сварочный.
Китайский дешевый кабель можно назвать медным, но он содержит не более 70% Cu.
Это хорошо видно по тусклому цвету жилки на разрезе.
Для хозяйственных нужд изделие подойдет, но для производства от него лучше отказаться.
Сечение сварочного кабеля
Внутри металла сердечник – тонкие проволочки, которых может быть от 30 до 1000.
Их общее сечение подбирается в зависимости от мощности устройства и текущего пользователя.
Например, кабель сечением 1 × 6 мм2 рассчитан на максимальную нагрузку 11 кВт при токе 80-100 А.
Но вы никогда не сможете использовать рассчитанные значения по максимуму.
Оптимально всегда делить их на 2. В итоге такой провод подходит для источника питания с потребляемой мощностью 5 кВт.
По мере увеличения силы тока (А) необходимо увеличивать сечение кабеля, иначе это все равно, что пытаться заправить автомобиль на заправке через соломинку – суженный проход снизит производительность.
Во избежание потерь сварочного тока сечение выбирается исходя из выходной мощности аппарата по данной таблице.
| Сила тока, А | Сечение кабеля, мм² |
| 80-100 | 1 × 6 |
| 120-150 | 1 × 10 |
| 150-180 | 1 × 16 |
| 200-250 | 1 × 25 |
| 250-300 | 1 × 50 |
| 330-400 | 1 × 100 или 11 × 50 |
| 500-600 | 1 × 120, 11 × 95 |
| 600 | 1 × 185 и выше |
Если готовить на «двойку» при токе 80 А, то легко можно сделать тонким кабелем 1 × 6 мм2.
Но это не позволит использовать электрод «тройка».
Следовательно, аппараты нужно укомплектовать исходя из возможной максимальной силы сварочного тока.
Для бытового инвертора на даче достаточно минимального показателя 1 × 16 мм2. В цеху требуется 1,25 или 1 × 50 мм2.
Работа с кабелем меньшего сечения приводит к его перегреву и оплавлению.
Требования к гибкости кабеля
Для сварки необходим кабель гибкости не ниже 4 класса.
Более жесткие проволоки будут скручивать руки сварщика, их сложнее наматывать при транспортировке, неудобно манипулировать держателем при проведении шва в потолочном или вертикальном положении.
Шнур с обозначением КГ относится к 5 классу гибкости. Его диаметр «волоса» составляет 0,41 мм.
Продукция с маркировкой COG относится к 6 классу. Повышенная гибкость достигается за счет диаметра «волоса» 0,21 мм.
Изоляция кабеля
Оболочка кабеля изготавливается по ГОСТ 23286-78.
Изоляция не должна быть тоньше 1,1–1,2 мм для надежной защиты токоведущей части от воздействия.
Наружная обмотка изготовлена из резины с добавлением различных компонентов. Он должен быть мягким и гибким на ощупь.
Класс изоляции обозначается буквами и указывает максимальную температуру нагрева, которую может выдержать оболочка.
Например, индекс F означает 150 градусов, а H – 180.
Длина сварочного кабеля и возможность ее увеличения
Длина сварочного кабеля влияет на легкость передвижения сварщика, когда работа ведется вдоль длинной конструкции (например, забор) или на высоте.
Тогда устройство можно будет реже перемещать, а перемещать только с держателем в руке.
Для стационарных работ достаточно 2 метра на массу и 3 метра на держатель.
Для мастерской лучше купить электрододержатель 5 метров.
А вот удлинить трос по желанию нельзя.
Увеличение длины увеличивает сопротивление, а это означает, что сила тока будет уменьшаться.
Максимальная длина рассчитывается по формуле:
МАКСИМАЛЬНЫЙ СВАРОЧНЫЙ ТОК, ДЕЛЕННЫЙ НА 100 = МНОЖИТЕЛЬ.
Например, прибор с показателем 160 А: 100 = 1,6.
Сечение существующего кабеля необходимо разделить на полученный множитель.
Имеем кабель 1 × 25 мм2. Если 25 разделить на 1,6, мы получим 15 метров.
Это максимальная длина, которую необходимо разбить на массу и держатель, например, 10 и 5 м.
Если вы используете кабель длиной 20 м, ток от устройства 160 А упадет до 120 А.
Каждое увеличение длины добавляет вес, что сказывается на удобстве транспортировки.
Для наращивания кабеля используйте медную опрессовку. Это гарантирует плотный контакт и отсутствие перегрева.
Скручивания не допускаются, так как они создают дополнительное сопротивление.
Кабель медный сварочный
Воспользовавшись этими советами, вы сможете выбрать сварочный кабель, точно соответствующий мощности аппарата и предстоящим задачам.
С другой стороны, если вы не будете следовать надлежащим советам и не будете знать о сварочном кабеле в будущем, вы не сможете работать должным образом.
0,16 мм – Electroweld Industries
Electroweld industries – ведущий производитель оборудования для контактной сварки, обслуживающий промышленность более 45 лет. Наши сварочные аппараты предназначены для обеспечения производственного решения по доступной цене, обеспечивая при этом надежность и низкую стоимость обслуживания.
Применения: Стеклянные гильзы для электросварки предназначены для стыковой сварки многожильных проводов. Пример: Для обеспечения возможности непрерывного волочения проволоки два конца свариваемого многожильного проводника вставляются в отверстия стеклянной гильзы на каждом конце, так что они встречаются в середине трубы.Эта сборка многожильных кабелей и стеклянной гильзы затем зажимается в зажимах соответствующего аппарата для стыковой сварки электродов. Когда начинается процесс стыковой сварки, стеклянные муфты действуют как тигли во время стыковой сварки, а концы многожильных проводников внутри плавкого предохранителя муфты образуют сварной шов без заусенцев и пор. Затем стеклянную гильзу разбивают молотком или киянкой, обнажая скрученный встык многожильный кабель, который затем можно обрабатывать на входе, обеспечивая непрерывную работу процесса волочения проволоки.
Примечание: Зажимной механизм сварочных клещей на машинах для стыковой сварки электросварных аппаратов может приводиться в действие вручную, с ножным приводом или с пневматическим цилиндром, в зависимости от свариваемого многожильного проводника и соответствующей мощности машины. Что касается механизма давления осадки в машинах для электросварки стыковой сварки – для многожильных проводников с меньшим поперечным сечением давление осадки при стыковой сварке прикладывается посредством натяжения пружины, а для многожильных проводов с большим поперечным сечением давление осадки при стыковой сварке прикладывается с помощью пневматических цилиндров.Кроме того, давление зажима должно быть примерно в два раза выше давления при стыковой сварке в осадке, чтобы избежать проскальзывания и поворота многожильных проводников внутри муфты во время стыковой сварки.
Стеклянные рукава для стыковой сварки многожильного кабеля Сечение: 0,16 мм² – 35 мм²
Сроки заказа и доставки:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) СТЕКЛЯННЫХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 100 шт.
Минимум 4-5 недель для доставки MOQ.По запросу образцы могут быть предоставлены раньше.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Таблица спецификаций для различных типов внешнего диаметра проводника и направляющая для соответствия разным размерам стеклянных рукавов:
Преимущества стеклянных рукавов:
Примечание 1: Выбор размера внутреннего диаметра гильзы – Зазор между гильзой и проводником:
Провод должен проскальзывать в гильзе, но с небольшим трением, чтобы его можно было хорошо провести.Если зазор слишком велик, осевая жесткость жилы снижается, и проволока начинает сворачиваться в гильзе. Размер втулки следует учитывать так же, как и размер сварочной матрицы. Это не должно препятствовать введению проводника, но должно существовать некоторое трение.
Кроме того, выбор хорошего резака – важный шаг на пути к успешной сварке. Если мы советуем нашим пользователям не перегибать провод после резки, то это также происходит по этой причине. Поскольку ручная перемотка никогда не бывает регулярной, она меняет не только качество скольжения в рукаве, но также зазор и все другие параметры.Кроме того, еще одним негативным последствием сварного шва большего диаметра является риск разрыва или растяжения, когда он позже пройдет через изоляционную головку.
Примечание 2: Использование правого инструмента для резки многожильного проводника перед введением в стеклянную гильзу для стыковой сварки:
Пользователи часто режут проводники ножницами. Даже если это плохо видно, это увеличивает длину проводников и оставляет за собой плоский заусенец за пределами жилы. Кроме того, проводник легко разматывается, и пользователь пытается перемотать его, чтобы он снова оставался жестким.В результате он должен использовать гильзу большего размера, чем необходимо, и это увеличивает зазор между гильзой и проводом. Еще одно отрицательное последствие этой чрезмерной скрутки – уменьшение длины свивки, что снижает текучесть расплавленного металла между проволоками. Затем оператор должен увеличить высадку, чтобы компенсировать больший зазор, но не может увеличить давление, потому что проводник менее хорошо перемещается в муфте во время плавления. Поскольку сварка неудовлетворительна, оператору требуются более длинные гильзы, надеясь решить проблему.Затем сварной шов становится длиннее и легко ломается после нескольких складок в аккумуляторе по мере продвижения по линии.Фактически, для хорошего забивания гильзы требуется как можно меньший зазор между гильзой и проводом.
Ниже приведены некоторые примеры:
| сечения | зазор |
| от 0,25 до 0,35 мм² | от 0,03 до 0,05 мм |
| 1.От 5 до 4 мм² | от 0,5 до 0,7 мм |
Примечание 3: продевание проводника в гильзе:
Мы также рекомендуем, чтобы оператор создал небольшой конус на входе в рукав, чтобы облегчить введение прядей и избежать неравномерного перекручивания.
Примечание 4: Зажим проводника в зажимах:
Причиной складывания проводника во время сварки часто является плохой зажим в губках. При приложении давления плохо зажатые проводники разрезают зажимы, и сварной шов поворачивается вокруг тех, которые зажаты правильно.Теоретически лучшей формой губок является круговая канавка, но на практике мы рекомендуем использовать U-образные канавки, потому что установка и зажим более надежны.
Свойства материала боросиликата, использованного для изготовления рукава из боросиликатного стекла:
Свойства материала кварца, используемого для изготовления рукава из кварцевого стекла:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) СТЕКЛЯННЫХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 100 шт.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Урок 2 – Общие процессы электродуговой сварки
Урок 2 – Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.2.2.5 Хотя полярность влияет на проникновение и скорости выгорания электродное покрытие также имеет сильное влияние на характеристики дуги. Характеристики индивидуальных электродов будет обсуждаться в успешных уроках. 2.2.3 Электрод Держатель – Электрододержатель подключается к сварочному кабелю и направляет сварочный ток к электроду. Изолированная ручка используется для направления электрода. над сварным швом и подать электрод над сварным швом и введите электрод в сварной шов лужу по мере ее употребления.Держатели электродов доступны в разных размерах. и имеют рейтинг их пропускная способность по току. 2.2.4 Земля Зажим – Зажим заземления используется для подключения кабеля заземления к работе. кусок. Может быть подключен напрямую к работе или к столу или приспособлению, на котором работа позиционируется. Быть частью сварочной цепи, зажим заземления должен выдерживать сварочный ток без перегрева из-за электрического сопротивления.2.2.5 Сварка Кабели – Кабель электрода и кабель заземления являются важными частями сварочный контур. Они должны быть очень гибкими и иметь прочную термостойкую изоляцию. Подключения на держателе электрода, зажим заземления, а на клеммах источника питания должны быть припаяны или хорошо обжат, чтобы обеспечить низкое электрическое сопротивление. Поперечный площадь кабеля должен быть достаточного размера, чтобы выдерживать сварочный ток с минимальным напряжением. уронить.Увеличение длина кабеля требует увеличения диаметра кабеля для уменьшения сопротивления и падение напряжения. Таблица в На рис. 4 показан рекомендуемый кабель американского калибра проводов (AWG). размер, используемый для различных сварочных токов и длин кабелей. Общая длина кабеля (провод заземления плюс Вывод электрода) вверх до 50 футов. до 100 футов до 250 футов до 500 футов кабеля Напряжение Кабель Напряжение Кабель Напряжение Кабель Размер напряжения Размер капли Размер капли Размер капли Падение 20 к 180 # 3 1.8 # 2 2.9 # 1 5.7 # 0 9,1 180 От 30 до 250 ампер # 2 1.8 # 1 2.5 # 0 5.0 # 0 9.9 200 Ампер 60 к 375 # 0 1.7 # 0 3.0 # 00 5.9 # 000 9,3 300 Ампер 80 до 500 # 00 1,8 # 000 2.5 # 0000 5.0 # 0000 9,9 400 Ампер от 100 до 600 # 00 2.0 # 0000 2.5 … … … 500 Напряжение тока ампер Указанные капли не включают капли, вызванные плохим подключением, держателем электрода, или рабочий металл Сварка Диапазон услуг (Амперы) Напряжение Падение Фигурное На РИСУНКЕ 4 2.2,6 Покрытый Электроды – В экранированных электродах используются различные типы покрытых электродов. металлическая дуговая сварка. Электроды используемые для сварки низкоуглеродистых или углеродистых сталей существенно отличаются от те, которые используются для сварки низколегированных сплавов и нержавеющие стали. Подробная информация о конкретных типах будет рассматривается в последующих уроках.Электрический эффект – Производительность сварки
Несмотря на то, что сварочные системы MIG считаются зрелой технологией, они по-прежнему предлагают отличные возможности для оптимизации электрического КПД (EE).Поскольку процесс сварки MIG требует использования высоких электрических токов для получения структурно прочных сварных соединений, даже небольшие улучшения в конструкции и конструкции вторичного контура сварочной системы могут значительно улучшить EE и общие характеристики системы.
Рис. 1. Вторичный контур сварочной системы MIG включает в себя все компоненты электрической цепи: источник питания, кабель заземления, зажим кабеля заземления, сварочную дугу, сварочную проволоку, компоненты горелки, механизм подачи проволоки и силовой кабель от источника питания к механизм подачи проволоки.Чрезмерное электрическое сопротивление – фактор, о котором часто забывают, который влияет на эффективность сварочных систем MIG и, следовательно, на качество производимых сварных соединений. Осознавая негативные последствия чрезмерного электрического сопротивления, компания Elco Enterprises Inc. поняла, что традиционные металлы, используемые в медных наконечниках горелок и латунных диффузорах, действуют как резисторы, препятствуя прохождению тока через традиционные сварочные горелки MIG.
Это побудило команду инженеров Elco разработать запатентованную систему наконечника и диффузора горелки Powerball, которая включает путь тока из 100% меди через весь передний конец сварочной горелки.Это значительно улучшило характеристики сварочных горелок MIG за счет снижения электрического сопротивления, что привело к более быстрому запуску дуги / сварного шва, уменьшению обратного ожога, увеличению срока службы наконечника горелки, меньшему разбрызгиванию при сварке, более низким температурам рукоятки горелки и лучшему общему качеству сварки.
Система горелки Powerball стала значительным шагом вперед в области характеристик сварочной горелки MIG. Однако команда инженеров Elco поняла, что во вторичном контуре есть и другие компоненты, для которых можно использовать электрически оптимизированную медь, и потратили значительное время на разработку и тестирование компонентов, которые минимизируют электрическое сопротивление.
Вторичный контур сварочной системы MIG включает в себя все компоненты электрической цепи: источник питания, кабель заземления, зажим кабеля заземления, сварочную дугу, сварочную проволоку, компоненты горелки, механизм подачи проволоки и силовой кабель от источника питания к проволоке. питатель (см. рисунок 1). Конструкция, используемые материалы и качество каждого компонента влияют на энергоэффективность сварочной системы и, вместе взятые, оказывают влияние на общую энергоэффективность сварочной системы. Команда инженеров решила исследовать точки подключения сварочного силового кабеля и методы, использованные для их создания.
Рисунок 2. Ручной обжимной инструмент. Опрессовка может производиться молотком и отверткой, наковальней для опрессовки кабеля или силовым опрессовщиком. Гофрированные соединенияОпрессовка – это широко распространенный метод прикрепления наконечников сварочного силового кабеля OEM и для ремонта внутрипромысловых кабелей. Процесс обжатия осуществляется путем механического сжатия соединителя наконечника с медной втулкой вокруг пучков оголенных медных жил кабеля питания. Его можно выполнить с помощью молотка и отвертки, наковальни для обжима кабеля или механического обжимного устройства (см. Рисунок 2).
Качество и характеристики соединения кабельных наконечников с опрессовкой зависят от метода завершения соединения. Электропроводность и долговечность соединений гофрированных наконечников могут сильно различаться. Например, соединения наконечников с ручным обжимом часто бывают самого плохого качества. Обжим вручную обычно выполняется с помощью молотка и зубила, которые сжимают гильзу наконечника до V-образной формы, что приводит к неравномерному давлению втулки вокруг жил кабеля (см. Рисунок 3).
Гидравлически опрессованные кабельные муфты обеспечивают сжатие кольцевых наконечников под высоким давлением и, как правило, обеспечивают более качественные кабельные соединения, которые являются более стабильными и электрически эффективными.Однако плохо обжатые соединения наконечников не позволяют надежно соединить наконечник с кабелем. Кроме того, плохо сжатые втулки проушин приводят к неэффективной передаче энергии, повышенному электрическому сопротивлению, нестабильному напряжению, чрезмерному нагреву стыков и снижению их долговечности.
Гофрированные кабельные соединения с недостаточным сжатием гильзы также подвержены окислению и коррозии кабеля / гильзы. Загрязнение кабеля и связанное с этим окисление внутри гильзы кабельного наконечника постепенно увеличивает электрическое сопротивление в соединении, что приводит к сокращению срока службы кабеля.EE некачественного стыковочного наконечника быстро ухудшается, когда кабель подвергается быстрым движениям и экстремальным термоциклам роботизированных сварочных ячеек.
Рис. 3. Обжим вручную обычно выполняется с помощью молотка и зубила, которые сжимают гильзу наконечника до V-образной формы, что приводит к неравномерному давлению втулки вокруг жил кабеля.При испытаниях выяснилось, что соединения кабельных наконечников с обжимом, независимо от метода, используемого для соединения, не обеспечивают стабильно безопасных, электрически эффективных или долговечных кабельных соединений.Методы, альтернативные гофрированной заделке кабеля, могут предложить значительно более низкое сопротивление, прочные соединения кабельных наконечников и значительно улучшить EE.
Испытание на обжимИспытания и анализ соединений наконечников с обжимом молотка и наковальни выявили диапазон сопротивления от 17 до 50+ мкОм. Это приемлемый диапазон сопротивления для недавно обжатых соединений силовых кабелей. Тем не менее, испытания Elco показали, что соединения с гофрированными наконечниками подвергались механическому и электрическому износу за короткий период времени.Обжимные наконечники начинают быстро терять свои первоначальные значения сопротивления и постепенно изнашиваются на протяжении всего срока службы кабеля (см. Рисунок 4).
Чтобы понять причины деградации соединений обжимных наконечников, важно учитывать свойства материала сварочного кабеля и наконечника. Сварочные кабели и наконечники обычно изготавливаются из мягкой меди.
Медь широко известна как лучший коммерческий материал для эффективной передачи электроэнергии в сварочных кабелях MIG.Сварочные кабели большой емкости обычно изготавливаются из тысяч проволочных жил небольшого диаметра от 160 до 240 микрон. Гофрированный медный хомут с наконечником обжимается вокруг оголенных медных жил, обеспечивая стабильное механическое соединение кабеля. Однако, когда усилие сжатия обжима снимается, медная втулка постепенно расслабляется, что приводит к менее надежному соединению.
Рис. 4. Испытания, проведенные компанией Elco, показали, что обжимные наконечники начинают быстро ухудшаться по сравнению с их первоначальными значениями сопротивления и постепенно ухудшаются на протяжении всего срока службы кабеля.Это явление называется «ползучесть при сжатии». Ползучесть при сжатии начинается сразу после снятия обжимного усилия и продолжается постепенно в течение всего срока службы соединения. Сварочные кабели в процессе сварки подвергаются экстремальным температурным циклам. Эти резкие перепады температуры приводят к отжигу жил медной проволоки и втулки наконечника, которые становятся более пластичными. Отожженный кабельный наконечник силового кабеля имеет пониженные удерживающие свойства при сжатии, что со временем дополнительно увеличивает электрическое сопротивление соединения.
Помимо термической нагрузки, проушины также подвержены разрушению окружающей среды из-за влаги, растворителей, нефтяных смазок, паров, быстрого движения резака и общего износа. Все эти факторы способствуют увеличению сопротивления кабельных соединений, нестабильности и неэффективности электрооборудования.
Невооруженным глазом вид в поперечном разрезе сварочного силового кабеля показывает то, что выглядит как плотно уложенный пучок жил медных проводов, образующих высокоэффективный путь прохождения тока.
Однако при осмотре под микроскопом тонкости проволочных жил и гофрированного соединения наконечников раскрывают гораздо более сложную историю.
Микроскопический вид в поперечном разрезе жилы медной проволоки показывает овал неправильной формы с высокими и низкими точками по длине жилы. Соединения с гофрированными наконечниками сжимают жилы проволоки вместе, но сжатие жил кабеля в соединении неравномерно. Даже при сильном сжатии неровности жилы проволоки не достигают идеального контакта с окружающими жилками проволоки.Неровные контактные поверхности ограничивают ток, что увеличивает сопротивление и приводит к чрезмерному нагреву в кабеле или кабельном соединении. Неравномерное давление обжима также создает воздушные промежутки между жилами и задерживает загрязнение проволоки внутри соединения (см. Рисунок 5).
Рис. 5. Микроскопический разрез обжатого силового кабеля. Воздушные промежутки между жилами проводов представляют собой области, где стойки для проволоки не контактируют последовательно с другими стойками, создавая изолированные пути электрического тока, которые препятствуют протеканию тока и увеличивают сопротивление.Воздушные промежутки между жилами проводов представляют собой области, в которых жилы проводов не контактируют последовательно с другими жилами, создавая изолированные пути электрического тока, которые препятствуют прохождению тока и увеличивают сопротивление. Воздушные пространства и загрязнение жилы проволоки являются ингредиентами для окисления стыков и повышения сопротивления в течение всего срока службы сварочного кабеля.
Ультразвуковые усовершенствованияВ поисках снижения электрического сопротивления и оптимизации вторичного контура команда инженеров разработала уникальный процесс соединения кабельных наконечников.Ультразвуковая сварка металла эффективно решает все проблемы, связанные с обжимными соединениями наконечников.
Ультразвуковая сварка металла – это промышленный процесс, в котором используются высокочастотные колебания, которые локально применяются к отдельным деталям под давлением с целью создания единого твердотельного соединения. Когда соединение наконечника кабеля питания сваривается ультразвуком, отдельные жилы кабеля питания объединяются в квазитвердый пучок и соединяются с наконечником из заготовки из меди (см. Рисунок 6).
Процесс ультразвуковой сварки разрушает и рассеивает любые загрязнения жилы проволоки и сводит к минимуму воздушные пространства внутри сварного соединения. Соединения наконечников, сваренные ультразвуковой сваркой, создают более унифицированный путь электрического тока, что позволяет току течь с гораздо меньшим сопротивлением, чем соединения наконечников с обжимом. Соединения кабельных наконечников, сваренные ультразвуковой сваркой, прочнее, долговечнее и обеспечивают стабильную работу с течением времени. Суставы выдерживают нагрузку более 1500 фунтов. на приборе для испытания на прочность при растяжении.
Рис. 6. Микроскопический разрез силового кабеля, сваренного ультразвуковой сваркой. Отдельные жилы силового кабеля объединены в квазитвердый пучок и прикреплены к медному наконечнику заготовки.Проушина, приваренная ультразвуковой сваркой, меньше и компактнее, чем кабельные муфты с традиционной обжимкой (см. Рисунок 7). Меньшие кабельные соединения могут быть значительным преимуществом при прокладке кабелей через ограниченное пространство.
Несколько сварочных кабелей с наконечниками, приваренными ультразвуковой сваркой, были установлены на контролируемую сварочную камеру и испытаны при высоких токовых нагрузках.Приблизительно 100 сварных швов со 100-процентным рабочим циклом (10 минут каждый) были произведены в диапазоне тока от 250 до 450 А. Характеристики сварки, температура сварочной горелки и сопротивление стыков кабельных наконечников отслеживались и регистрировались в режиме реального времени. Испытания проводились со смесью защитного газа 75/25 и 90/10 аргон / CO 2 , используя 0,045 дюйма. стальная проволока. Испытания показали, что технологические возможности процесса соединения кабельных наконечников с помощью ультразвуковой сварки (Cpk) значительно улучшились по сравнению с предыдущими исследованиями с использованием обжимных соединений кабельных наконечников при аналогичных параметрах сварки.
Ультразвуковой контрольВ одном исследовании показатель Cpk улучшился с уже приемлемого значения 1,42 для недавно обжатого наконечника до еще лучшего значения 1,98. Кабельные соединения сварочной горелки, в которых также использовался процесс ультразвуковой сварки, привели к снижению температуры ручки горелки на 30 градусов по Фаренгейту по сравнению с ручками горелки, в которых использовались гофрированные кабельные соединения.
Анализ показывает, что значения сопротивления ушных соединений, сваренных ультразвуковой сваркой, сохраняют свои первоначальные значения сопротивления в течение всего процесса испытаний без увеличения общего сопротивления.Со стороны источника питания сварное ультразвуковым сварное соединение проушины не показало признаков чрезмерного нагрева, но сохранило первоначальный внешний вид и значения сопротивления.
Рис. 7. Площадь основания соединения наконечников, сваренного ультразвуковой сваркой, меньше и компактнее, чем у кабельных соединений с традиционной обжимкой.При систематических испытаниях и анализе становится ясно, что качество соединения наконечников силового кабеля с традиционной обжимкой непостоянно и может быть основным фактором, способствующим чрезмерному электрическому сопротивлению во вторичном контуре MIG.Соединения с обжимными наконечниками подвержены значительному ухудшению характеристик в течение срока службы кабеля.
И наоборот, соединения кабельных наконечников, сваренные ультразвуковой сваркой, обладают значительными преимуществами в электрических характеристиках, превосходной долговечностью соединений и стабильными технологическими возможностями. Линия продуктов Powerball Torch, состоящая из кабелей с ультразвуковой сваркой, зажимов заземления и сварочных горелок, предлагает компоненты, необходимые для оптимизации EE во вторичном контуре, что приводит к снижению рабочих температур горелки для повышения комфорта оператора, увеличения срока службы кабельных наконечников, стабильного управления процессом и, в конечном итоге, лучше сварные детали.
Elco Enterprises Inc.
мух сварочной проволоки
Кабель для сварочного аппарата / Кабель для сварочного оборудования
| Название продукта | Кабель для сварочного аппарата / Кабель для сварочного оборудования |
| размер (мм²) | 10,16,25,35,50,70,95,120,150,185,240, … |
| Изоляционный материал | ПВХ ИЛИ РЕЗИНА |
| Материал оболочки / домкрата / покрытия | РЕЗИНА ИЛИ ПВХ: защита окружающей среды RoHS ЕС и материал без галогенов с низким содержанием дыма |
| Материал проводника | Чистый 99.99% медный проводник |
| Номинальное напряжение (В) | 450/750 |
| Pakege | 100, 300500 метров / рулон или по желанию |
| Срок поставки | 20-40 дней, в зависимости от количества и направления вашего заказа |
| Пример услуги | поддержка |
Модель : YH / YHF.
YH: закрытый кабель для электросварки 60245 IEC 81.
YHF: кабель для электросварки с покрытием из хлоропренового каучука или другого искусственного эластомера 60245 IEC 82.
Параметры:
Площадь сечения проводника: 10 кв. Мм, 16 кв. Мм, 25 кв. Мм, 35 кв. Мм, 50 кв. Мм, 70 кв. Мм, 95 кв. Мм, 120 кв. Мм, 150 кв. Мм, 185 кв. Мм.
Сварочная проволока / строительство сварочных кабелей:
- Проводник: Полностью отожженная многожильная неизолированная медь в соответствии с ASTM B-172.
- Оболочка: Черный или красный этилен-пропилен-диеновый мономерный каучук (EPDM)
- Дополнительные цвета куртки: Также доступны оранжевые, желтые, синие или зеленые
Реализация стандартов: GB / T 5013-2008
Стандарт качества: сертификаты CCC, CE, ROhs, SGS, ISO 9001 .
Номинальное напряжение: 450/750 В
Замачивание один час, Проволока подвергалась испытанию напряжением переменного тока 50 Гц 250 В (450/750 В), 2000 В (300/500 В) в течение 5 минут без пробоя.
Рабочая температура: Длительная рабочая температура не превышает максимально 70 ℃.
Цвет: цвет оболочка: черный, красный; Также доступен в оранжевом, желтом, синем или зеленом цвете.
Основные технические параметры различных спецификаций и моделей:
| Площадь поперечного сечения (мм2) | Калибр провода (жил / мм) | Масса (кг / км) | Верхний предел внешнего диаметра (мм) | Максимальное сопротивление при 20 ℃ (Ом / км) |
10 | 322/0.2 | 146 | 9,7 | 1,91 |
| 16 | 513 / 0,2 | 218,9 | 11,5 | 1,16 |
| 25 | 798 / 0,2 | 316,6 | 13 | 0,758 |
| 35 | 1121 / 0,2 | 426 | 14.5 | 0,536 |
| 50 | 1596 / 0,25 | 592,47 | 17 | 0,379 |
| 70 | 2214 / 0,2 | 790 | 19,5 | 0,268 |
| 95 | 2997 / 0,2 | 1066,17 | 22 | 0,198 |
| 120 | 1702/0.3 | 1348,25 | 24 | 0,161 |
| 150 | 2135 / 0,3 | 1648,5 | 27 | 0,128 |
| 185 | 1443 / 0,4 | 29 | 0,106 | |
При выборе сварочного кабеля всегда лучше покупать самый тяжелый из имеющихся.Практика сварки использует большое количество электричества для плавления стали; следовательно, чем тяжелее сварочный кабель, тем лучше протекает электрический ток. Как правило, сварочный кабель с толстой медной оплеткой предпочтительнее алюминиевого. Медный кабель пропускает ток без перегрева, в отличие от алюминиевого кабеля. Всегда разумно покупать сварочный кабель с сильным покрытием или экранированный, чтобы защитить кабель от порезов и ожогов.
При покупке нового кабеля также необходимо убедиться, что сварочный кабель дойдет до любого угла мастерской.Часто используется сварочный кабель, который не позволяет пользователю добраться до определенных участков сварочного цеха. Это создает сложный сценарий, когда возникает большой и трудный для реализации проект. Лучшие кабели – это сварочные кабели, которые легко добраться до любой части магазина или рабочего места.
При выборе кабеля для электродной стороны сварочного аппарата важно приобрести гибкий кабель. Попытка сварить жесткий и неуправляемый кабель может затруднить создание гладкого сварного шва.Часто разница в гибкости кабеля зависит от типа защитного покрытия, используемого на кабеле. Резиновое покрытие всегда более гибкое, чем пластиковое. В холодных условиях из-за пластикового покрытия сварочный кабель практически невозможно согнуть.
Обычно лучший кабель можно найти в магазине сварочных материалов. Кабель, который можно найти в домах и магазинах бытовой техники, обычно не такого высокого качества, как кабель, продаваемый в магазинах сварочных материалов. Кабель более низкого качества со временем может расплавиться и сплавиться, создавая на кабеле жесткие участки или, что еще хуже, мертвые участки.Поврежденный провод может создавать большое сопротивление и фактически уменьшать количество электрического тока, протекающего по кабелю. Это приводит к точечной сварке с участками плохого проплавления, что приводит к более слабому сварному шву.
Если вы покупаете сварочный кабель впервые, всегда полезно посоветоваться с опытным сварщиком. Магазины сварочных материалов обычно принадлежат и управляются опытным сварочным персоналом, который более чем готов помочь начинающему покупателю.Убедитесь, что у вас есть марка, модель и любая другая информация, доступная для типа используемого сварочного аппарата, при покупке расходных материалов, так как это поможет сделать правильный выбор.
Эта таблица – лишь часть даты.
Если вы не уверены, где это то, что вам нужно, вам нужна наша поддержка.
пакет 1: 2 + 4 + 5
пакет 2: 1 + 5
пакет 3: 3 + 5
пакет 4: 6 (этот пакет используется для кабеля большого размера.)
Какой пакет как хотите.
Подобные товары
Приложение
- Провода для сварки сопротивлением вторичного напряжения
- Источники питания напряжением не более 600 В переменного тока
Характеристики сварочной проволоки:
- Сварочная проволока устойчива к порезам, разрывам и истиранию, а также к влаге. Сварочная проволока
- обеспечивает хорошее сохранение цвета и большую гибкость.
Другие продукты
Наша продукция
0,6 / 1 кВ с пластмассовой изоляцией, силовой кабель с сшитой изоляцией, экологически чистые кабели LSZH, огнестойкие кабели, огнестойкие кабели, алюминиевый кабель, ответвительный кабель, серия B (номинальное напряжение 450/750 и сильфон), пластиковый провод и кабель, сшитый полиэтилен провода и кабели, провода и другие экологически чистые LSOH 28 разновидностей, более чем 6400 спецификаций, продукция продается на внешние рынки, большинство пользователей хвалит.
Сертификаты
Если вы хотите четко видеть сертификат, свяжитесь с нами!
FAQ
Q1: вы компания или торговая компания?
A1: Мы являемся китайской фабрикой по шоппингу ali baba с услугами ODM и OEM.
Q2: Как я могу получить купленный товар?
A2: Товары, которые вы покупаете, будут доставлены DHL, UPS, FedEX, TNT, EMS.И т. Д.
Q3: бесплатный образец?
A3: Да, это так. Но вы оплачиваете фрахт. Чем фрахт будет возвращен вам, когда вы сделаете оптовый заказ.
Q4: Каков срок гарантии?
A4: Это 1 год для нашего продукта. для нашей китайской фабрики продукции.
Q5: Какой у вас срок оплаты?
A5: T / T 30% от депозита, остаток будет выплачен T / T или L / C по предъявлении до отгрузки.
Q6: Как насчет времени выполнения заказа и образца?
A6: образец обычно через 2-3 дня после получения вашего запроса. Срок выполнения заказа 10-15 рабочих дней.
Q7: Каково ваше MOQ?
A7. Это зависит от типа ваших покупок. Если хотите, свяжитесь с нами.
Q8: Где находится завод? Как я могу там побывать?
A8: Наш завод расположен в здании A3, промышленный город Дади, Яньчуань, улица Сонганг, район Баоань, Шэньчжэнь, Гуандун, Китай.И вы можете прилететь в Шэньчжэнь Бао, международный аэропорт, и сообщить мне свой рейс №. Мы вас встретим.
Профиль компании
Shenzhen jixing Electric Wire & Cable Co., Ltd., – это предприятие среднего размера, специализирующееся на производстве проводов и кабелей, завод занимает площадь 12 000 квадратных метров, штат сотрудников составляет 126 человек, включая инженеров. и технический персонал 11 человек, шесть инспекторов, техническая эксплуатация воды передового персонала до среднероссийских технических требований. |
Если вы хотите узнать больше о нашей компании, свяжитесь с нами!
Наша продукция продается во всех городах Китая и экспортируется в Америку, Европу, Ближний Восток, Юго-Восточную Азию и Африку, более чем в 30 стран мира.
С декабря по январь наша компания будет нанимать специальных агентов в Англии, Австрии, Индии и Италии. Тех, кто соответствует требованиям, будет всячески поддерживать наша компания.Конкретная информация, пожалуйста, свяжитесь с эксклюзивной службой поддержки клиентов.
МОБИЛЬНЫЙ: +86 13528477143 SKYPE / WHATSAPP / WECHAT: +86 18344152300 КОМПАНИЯ ТЕЛ: +86755 27536065 ВЕБ-САЙТ: www.jxwirecable.com QQ: 3258367443 |
9 Проблемы обслуживания, которые вызывают плохие сварные швы
| Поделиться | Твитнуть | Поделиться | Pin It | Распечатать | электронное письмоПроблемы, связанные с техническим обслуживанием, являются причиной значительной части плохих сварных швов при повседневной сварке.Однако эти причины остаются незамеченными и неразрешимыми, потому что они происходят медленно с течением времени. Совершенно необходима надлежащая программа профилактического обслуживания сварочных аппаратов, режущих столов с ЧПУ и другого промышленного оборудования.
Многие проблемы, связанные с техническим обслуживанием, которые вызывают плохие сварные швы, легко решаются, но для этого вам необходимо регулярно проверять сварочную систему.
Ниже приведены 9 наиболее распространенных проблем с обслуживанием, которые мы видим, и которые обходятся нашим клиентам в большие деньги в виде простоев.
- Поврежденные или изношенные рабочие соединения – Если вы являетесь владельцем любого источника сварочного тока, вы найдете раздел по установке, в котором указаны размеры необходимых вам кабелей. Если в руководстве требуется сварочный кабель 4/0 (диаметр 0,46 дюйма), вы не будете использовать кабель 2/0 (диаметр 0,37 дюйма). Если вы используете кабель меньшего размера, возможно, он не сможет эффективно пропускать ток и начать перегрев. Когда это происходит, вы теряете напряжение в виде тепла. В некоторых случаях обычное явление – падение на 3-4 вольта в течение дня.
Изношенные кабели снижают допустимую нагрузку на рабочий ток, а кабели электродов создают потерю напряжения.
Когда медные жилы кабеля изнашиваются, это эффективно уменьшает площадь поперечного сечения и, следовательно, величину тока, которую он может пропускать без перегрева. Это часто происходит в местах, где кабель постоянно изгибается вперед и назад, как в случае рабочего соединения. Если у вас есть какие-либо из них в вашем магазине, исправить это несложно, перережьте кабель и правильно подсоедините к рабочему зажиму.
- Изношенные приводные ролики – Еще одна проблема, которую трудно заметить, поскольку она скрыта внутри механизма подачи проволоки, – это изношенный приводной ролик при использовании процесса подачи проволоки, такого как GMAW или FCAW. Канавки на приводных роликах имеют определенный размер в зависимости от диаметра проволоки, которую вы пропускаете. Когда канавка изнашивается, проволока начинает соскальзывать, вызывая проблемы с подачей. Эти проблемы с подачей приводят к неустойчивым дугам и чрезмерному использованию контактного наконечника.
- Чрезмерно изношенный контакт насадки – Открытие контактного наконечника больше диаметра проволоки, для которой он предназначен.Однако, если это отверстие станет намного больше, это может привести к тому, что проволока будет проходить через наконечник без контакта. Когда это происходит, дуга немедленно гаснет, после чего она изгибается и загорается внутрь, заедая контактный наконечник. Эта проблема чаще встречается при использовании наконечника увеличенного размера (скажем, при использовании наконечника 0,052 дюйма для проволоки 0,045 дюйма), но ее часто можно увидеть в автоматизированных приложениях, когда на контактном наконечнике начинает вырезаться канавка.
- Ослабленные соединения – рабочий и электродный кабели необходимо надежно подсоединить к наконечникам, разъемам Dinse или быстроразъемным соединениям.Лучшее соединение – это соединение с большой площадью контакта и плотное соединение. Ослабленные соединения, такие как ослабление выступа на выходных шпильках источника питания, вызовут искрение и неустойчивую дугу, что, в свою очередь, приведет к плохим сварным швам. В некоторых случаях ослабленное соединение будет перегреваться и плавиться, что делает невозможным его снятие и приводит к остановке сварочного аппарата и необходимости ремонта.
Обеспечение герметичности всех соединений необходимо для предотвращения искрения и повреждения источников сварочного тока и питателей
- Утечки газа – В сварочных цехах настолько шумно, что мы никогда не слышим утечки газа.Утечки в трубах вашей системы подачи газа являются нормальным явлением и обычно не вызывают особого беспокойства. Проблема возникает тогда, когда утечки являются серьезными и вызывают значительную нехватку защитного газа на дуге. Утечки из-за неплотного соединения задней части сварочного пистолета с приемной втулкой на подающем устройстве могут привести к потере газового покрытия и вызвать пористость. Иногда соединение тугое, но уплотнительные кольца изношены или отсутствуют, что приводит к утечкам.
- Грязные машины – производственные предприятия выделяют много сварочного дыма (частицы металла), шлифовальную пыль, стружку и другие частицы в воздухе.Сварочные аппараты имеют вентиляторы, которые всасывают производственный воздух для его охлаждения. При этом эти машины также всасывают все частицы, находящиеся в воздухе. Если машины не продуваются (сжатым воздухом, желательно с открытыми сторонами), существует вероятность искрения электрических компонентов в платах, что может привести к выходу машины из строя. Кроме того, толстый слой пыли и металлической стружки действует как изолятор, который снижает способность машины должным образом охлаждаться.
- Кабели меньшего размера – Как обсуждалось в пункте 1 выше, кабели меньшего размера не смогут эффективно проводить необходимый ток.Часто при замене кабелей мы используем то, что есть под рукой. Убедитесь, что вы используете кабель того размера, который указан производителем источника питания. Имейте в виду, что при увеличении длины кабеля размер (диаметр) также должен увеличиваться.
- Поврежденный рабочий зажим – поврежденный рабочий зажим мешает адекватному контакту и уменьшает площадь контактной поверхности. Это приводит к выделению тепла и потере напряжения.
Неисправные рабочие зажимы также вызывают чрезмерное тепловыделение и потерю напряжения
- Поврежденный / изогнутый вкладыш – Вкладыши являются расходным материалом, не следует пытаться получить 2 года из одного вкладыша.При первых признаках проблем с кормлением вам следует подумать о замене лайнера после того, как все другие потенциальные проблемы с кормлением будут решены.