Изготовление напильников: сталь и твердость напильника
Одними из самых популярных слесарных предметов при ручной обработке различных материалов являются напильники. Они могут обеспечить довольно высокую чистоту и точную обработку материала при довольно не высоких физических затратах.
Напильником называется многолезвийный металлорежущий инструмент для специфической обработки резанием плоских и криволинейных поверхностей. В общем случае он похож на металлическую полоску, на которой имеются острые зубцы (насечка). Обычно напильник по металлу или другая модель имеет конусообразный хвостовик, предназначенный для крепления ручки. Некоторые типы данного инструмента хвостовиков не имеют.
Встречаются также напильники, в которых плоская металлическая ручка является продолжением полотна.
По назначению можно выделить несколько разновидностей напильников. Это слесарные и заточные напильники (у них настолько много общего, что далее они рассматриваются вместе), рихтовочные полотна, рашпили и надфили.
Технология изготовления напильника
В России для производства напильников применяют две группы инструментальных сталей: нелегированные улучшенные стали с содержанием углерода от 1 до 1,3% (УЮА – У13А) или легированные хромистые стали ШХ15 или 13Х. Аналогичные стали используют и производители напильников за рубежом. Содержание углерода от одного процента и выше позволяет закаливать насечку до высокой твердости.
Технология производства напильников может существенно отличаться в деталях от одного производства к другому, но в ней всегда присутствуют следующие этапы:
- Формообразующая обработка;
- Формирование насечки на рабочих поверхностях;
- Термическая обработка.


Последние две операции особенно важны. От того, насколько качественно выполнена насечка, зависит эффективность напильника. При использовании изношенного оборудования и инструмента можно получить напильник, внешне “совсем как настоящий”, но в котором работают, скажем, не более 30% насечки.
От качественно проведенной термической обработки зависит срок службы напильника. Здесь очень важно распределение твердости и вязкости по глубине тела напильника. Твердость должна быть максимальной на поверхности и плавно снижаться в глубину, вязкость – наоборот. Малая твердость приводит к быстрому затуплению зубьев насечки, а малая вязкость (т.е. высокая хрупкость) – к быстрому их разрушению в процессе эксплуатации.
Большинство производителей регламентирует номинальную поверхностную твердость напильников в зависимости от их назначения следующим образом:
- Слесарные напильники: от 64 до 66 HRc.
- Заточные напильники: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Полноценно проверить качество напильника можно только в процессе его эксплуатации. Качество напильников (как эффективность, так и срок службы) особенно важны для производств, в которых ручное опиливание является частью технологического процесса. Таких много и до сих пор. Это производство некоторых разновидностей ручного инструмента, лесоразработки, где применяются цепные пилы, требующие периодической заточки режущих цепей, и много других. При использовании напильников в производстве необходимо постоянно контролировать их эффективность и срок службы, так как опыт показывает, что бракованные напильники могут быть почти у любого производителя напильников.
Под длиной напильника всегда понимается длина его рабочей части (всей, а не только насеченной), без хвостовика. Исключение составляют надфили. Для них всегда указывается общая длина, включая и хвостовик (если он есть).
В странах с метрической системой измерений используется следующий ряд размеров (в мм): 100, 125,150, 200, 250, 300, 350 и 400.
Большинство производителей используют только часть номиналов из этого ряда.
Как делают напильники на заводе видео
65), повышенной твердости (Н, 600) и прочности (на 10-12кГ/мм
2: от номинала СР в стали 3), продеформи45 рованиого алитированного подслоя и вязкой цродеформированной со степенью обжатия 80-90% сердцевины (б, =120-160 кГ/мм ), химическую устойчивость напильников против воздействия
50 агресивных сред и атмосферной влаги, снижение коробления.
Для сравнения испытаний изготовлены напильники- надфили аналогичной формы
55 из стали 20 с последующей цементацией в печи Ц-60 (температура цемента« ции 930 С), закалкой в масло (температура закалки 780 С) и средним ото
1. Способ изготовления напильни-= ков иэ конструкционной стали, например надфилей, включающий формообразование и последующую химикотермическую обработку, отличающийся тем, что, с целью повышения эксплуатационной стойкости, предварительно проводят алитирование, формообразование осущес вляют горячей деформацией, а последующую химикотермическую обработку-азотированием.
2.Способпоп. 1, отличаюшийся тем, что алитирование,и азотирование проводят на глубину, определяемую соотношением (1,25 1,40) > 4 Ха 4 0,25 Н (1,35 1,50) q Политика конфиденциальности 2013-03-29T10:45:46
Потребность в высококачественном ноже есть у каждого мастера, изготовить хороший нож возможно при домашних условиях. В прошлом столетии, когда происходил дефицит ножей, изготавливали режущий инструмент из подручных деталей. Напильник изготавливается из твердых металлов, способных выдерживать повышенные нагрузки, именно из этого инструмента делается нож.
Необходимые инструменты и материалы
Процесс изготовления ножа включает немало трудностей, в том числе подбор материалов. Для изготовления необходимо подобрать напильник шириной более 3 см, желательно поискать инструмент советского производства. Сечение поверхности напильника должно быть плоским или ромбовидным, если найдется последнее – это будет лучшим вариантом, так как форма стали более крепка и выдержит нагрузки.
Процесс изготовления потребует наличие инструментов и предметов:
- Заклепки, сделанные из латуниевого сплава.
- Травление выполняется хлорным железом.
- Магнит для проверки степени закаленности.
- Для обработки поверхностей потребуется наждачная бумага.
Обработка осуществляется болгаркой или шлифовальной машинкой. Так же нужно определиться с материалом ручки будущего ножа. Нож из напильника может быть с металлической или деревянной ручкой, от этого зависит его вес и предназначение. Перед изготовкой стоит подготовить эскиз будущего изделия, обычно его рисуют на бумаге.
Процесс изготовления ножа из напильника
Проведение обжига заготовки
Напильники изготавливаются из стали марки У10, которая обогащена углеродом, напильник из данной стали хрупок, легко может расколоться при нагрузке. Для того, чтобы металл был тверд и не сыпался при ударах, его необходимо закалить.
Для закалки ножа из напильника, который сделан своими руками, возможно использовать обычную газовую плиту.
Температура горения на плите не высока, достигает не более 300 градусов. Чтобы достичь необходимого жара, нужно использовать своеобразный экран. При отсутствии специального термометра, можно воспользоваться обычной поваренной солью, температура ее плавления равная закаливанию стали для ножа.
Закаливание напильника необходимо только в режущей части. Проверка равномерного закаливания происходит визуально, после достижения температуры, нож должен быть равномерно красноватого цвета. На максимальных температурах необходимо продержать изделие не менее 4 часов. Остывание производится плавно, в случае если, остудить деталь сразу, она просто расколется. Остужение детали происходит посредством плавного снижения температуры, нагрев уменьшается каждый час на четверть своей начальной интенсивности.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию.
Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Изготовление рукояти
Перед изготовкой рукояти для изделия, следует определиться с внешним видом, материалами и формой. Материал можно использовать любой, который имеется под рукой. Гармоничным вариантом считается деревянная рукоять.
Рукоять ножа из напильника
Процесс включает в себя несколько этапов:
- Подбор материалов, возможно использовать разные виды дерева для уникального дизайна.
- Необходимо изготовить больстер, нижнюю часть ножа. Используется остаток напильника или другого металла.
- Накладываются деревянные куски друг на друга, между собой склеиваются эпоксидным клеем.
- Чтобы склеить куски между собой качественнее и быстрее, нужно использовать пресс.
- Обрезка лишних частей происходит пилой, после чего обрабатывается шкуркой до необходимой формы.
- Рукоятка при готовом виде покрывается лаком для большей сохранности, возможно использование морилки для затемнения.

Важно понимать, что все ножи, вне зависимости от категории, считаются холодным оружием. Однако, режущее изделие, длина лезвия которого не более 90 см, а толщина более 6 мм, может вывести из категории холодного оружия.
Заточка производится обычным способом на шлифовальном станке.
Рукоятка может быть выполнена из материалов кожи, оленьего рога или других материалов. Установка зависит от формы, к каждому виду необходим индивидуальный подход. Кожаный ремень плотно надевают на площадь рукоятки, склеивая специальным клеем.
Правильное осуществление обработки
Первоначальная обработка лезвия ножа выполняется любым имеющимся инструментом. Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.
Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.
Травление лезвия в лимонной кислоте
Травление происходит химическим образом с помощью хлорного железа, которое возможно приобрести в радиодеталях либо магазинах хозяйственных товаров. Необходимо полностью смазать изделие раствором, или опустить его в плоскую емкость с ним. Процесс придаст клинку пленку, образованную на лезвии, которая придаст защиты и снимать ее крайне не рекомендуется. В домашних условиях для травления возможно использовать лимонную кислоту, смешанную с уксусом.
После всех процессов, произведенных по обработке и изготовке ножа из напильника, необходимо осуществить финальную обработку. Лезвие тщательно затачивается на шлифовальной машинке для придания остроты. Рукоятку полируют раствором воска со скипидаром или покрывают лаком.
Рукоятку полируют раствором воска со скипидаром или покрывают лаком.
Ножик из напильника плюсы и минусы
Изготовка самодельного ножа может показаться нецелесообразной при различном выборе на рынке. Нож производится для уникальности, изучения процесс производства. В качестве материалов может быть использована бурильная часть сверла, любой другой материал. Для твердого и качественного ножа используют сталь, при содержании которой используется углерод.
Нож из напильника
При изготовлении стоит выделить несколько минусов.
- Трудоемкий процесс изготовления, который требует внимательности, соблюдения технического состояния. Ошибки допускать не рекомендуется, так как заготовка может быть испорчена или недостаточно крепка.
- Из выбранного материала не получится изготовить гибкое изделие. Структура металла такова, что при изгибе он может рассыпаться и повредить другие поверхности или человека.
Плюсами возможно отметить параметры стали, технологию и процесс изготовки.
- Долговечность правильно закаленного материала придаст уверенности при выполнении сложных работ.
- Доступный материал — напильник, который найдется в любом хозяйстве или гараже. Сложный процесс может окупиться по сравнению с затратами на готовое изделие.
- Толщина конструкции – более 6 миллиметров, что не относит его к категории холодного оружия.
Самодельное изделие из напильника сделает уникальными повседневные работы. Изготовление при соблюдении всех инструкций и шагов не столь сложно, а даже интересно. Любителям режущих материалов обязательно стоит изготовить нож самому.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
плюсы и минусы, изготовление, как закалить
Потребность в высококачественном ноже есть у каждого мастера, изготовить хороший нож возможно при домашних условиях. В прошлом столетии, когда происходил дефицит ножей, изготавливали режущий инструмент из подручных деталей. Напильник изготавливается из твердых металлов, способных выдерживать повышенные нагрузки, именно из этого инструмента делается нож.
Подарочный нож из напильникаНеобходимые инструменты и материалы
Процесс изготовления ножа включает немало трудностей, в том числе подбор материалов. Для изготовления необходимо подобрать напильник шириной более 3 см, желательно поискать инструмент советского производства. Сечение поверхности напильника должно быть плоским или ромбовидным, если найдется последнее – это будет лучшим вариантом, так как форма стали более крепка и выдержит нагрузки.
Процесс изготовления потребует наличие инструментов и предметов:
- Заклепки, сделанные из латуниевого сплава.
- Травление выполняется хлорным железом.
- Магнит для проверки степени закаленности.
- Для обработки поверхностей потребуется наждачная бумага.
Обработка осуществляется болгаркой или шлифовальной машинкой. Так же нужно определиться с материалом ручки будущего ножа. Нож из напильника может быть с металлической или деревянной ручкой, от этого зависит его вес и предназначение. Перед изготовкой стоит подготовить эскиз будущего изделия, обычно его рисуют на бумаге.
Процесс изготовления ножа из напильника
Проведение обжига заготовки
Напильники изготавливаются из стали марки У10, которая обогащена углеродом, напильник из данной стали хрупок, легко может расколоться при нагрузке.![]() Для того, чтобы металл был тверд и не сыпался при ударах, его необходимо закалить. Обычно процедура производиться в специальной печи, температура которой достигает 700 °C.
Для того, чтобы металл был тверд и не сыпался при ударах, его необходимо закалить. Обычно процедура производиться в специальной печи, температура которой достигает 700 °C.
Для закалки ножа из напильника, который сделан своими руками, возможно использовать обычную газовую плиту.
Температура горения на плите не высока, достигает не более 300 градусов. Чтобы достичь необходимого жара, нужно использовать своеобразный экран. При отсутствии специального термометра, можно воспользоваться обычной поваренной солью, температура ее плавления равная закаливанию стали для ножа.
Закалка ножа
Закаливание напильника необходимо только в режущей части. Проверка равномерного закаливания происходит визуально, после достижения температуры, нож должен быть равномерно красноватого цвета. На максимальных температурах необходимо продержать изделие не менее 4 часов. Остывание производится плавно, в случае если, остудить деталь сразу, она просто расколется. Остужение детали происходит посредством плавного снижения температуры, нагрев уменьшается каждый час на четверть своей начальной интенсивности.
Как закалить нож из напильника
После обжига возможно приступи к формированию будущего изделия. Заготовка закрепляется в тисках, болгаркой обрабатывается детали и снимается все лишние шлаки, слои металла. Заточный станок используется с крупнозернистым кругом из абразивного состава. Степень, форма заточки осуществляется согласно подготовленному эскизу. На отделении для рукоятки необходимо высверлить одно или два отверстия для крепления рукоятки.
После происходит закаливание инструмента из напильника, обработать необходимо всю поверхность кроме рукояти. Инструментом для закаливания может выступать горелка, так как температура более высока и закаливание ножа произойдет быстрее. Равномерное выполнение закала ножа из напильника придаст прочность будущему изделию. Правильность закалки ножа, сделанного из напильника, возможно определить магнитом, если не происходит реакции с металлом, значит он пригоден к дальнейшему использованию. После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.
После процесса металл необходимо резку остудить, достаточно опустить его в ведро с водой.
Нож из напильника и чертеж к нему
Существует такое понятие, как напряжение металла. При данном действии, металл крошится и сыпется. Чтобы избежать неблагоприятных последствий, необходимо прогреть инструмент в духовке при максимально температуре несколько часов.
Изготовление рукояти
Перед изготовкой рукояти для изделия, следует определиться с внешним видом, материалами и формой. Материал можно использовать любой, который имеется под рукой. Гармоничным вариантом считается деревянная рукоять.
Рукоять ножа из напильника
Процесс включает в себя несколько этапов:
- Подбор материалов, возможно использовать разные виды дерева для уникального дизайна.
- Необходимо изготовить больстер, нижнюю часть ножа. Используется остаток напильника или другого металла.
- Накладываются деревянные куски друг на друга, между собой склеиваются эпоксидным клеем.
- Чтобы склеить куски между собой качественнее и быстрее, нужно использовать пресс.
- Обрезка лишних частей происходит пилой, после чего обрабатывается шкуркой до необходимой формы.
- Рукоятка при готовом виде покрывается лаком для большей сохранности, возможно использование морилки для затемнения.

Важно понимать, что все ножи, вне зависимости от категории, считаются холодным оружием. Однако, режущее изделие, длина лезвия которого не более 90 см, а толщина более 6 мм, может вывести из категории холодного оружия.
Заточка производится обычным способом на шлифовальном станке.
Рукоятка может быть выполнена из материалов кожи, оленьего рога или других материалов. Установка зависит от формы, к каждому виду необходим индивидуальный подход. Кожаный ремень плотно надевают на площадь рукоятки, склеивая специальным клеем.
Правильное осуществление обработки
Первоначальная обработка лезвия ножа выполняется любым имеющимся инструментом. Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.
Заточка ножа из напильника может быть произведена на шлифовальной машине, что ускорит процесс, сделает лезвие более равномерным по плоскости. Первоначальная заточка не требует идеальных параметров, так как за ней происходит процесс травления.
Травление лезвия в лимонной кислоте
Травление происходит химическим образом с помощью хлорного железа, которое возможно приобрести в радиодеталях либо магазинах хозяйственных товаров. Необходимо полностью смазать изделие раствором, или опустить его в плоскую емкость с ним. Процесс придаст клинку пленку, образованную на лезвии, которая придаст защиты и снимать ее крайне не рекомендуется. В домашних условиях для травления возможно использовать лимонную кислоту, смешанную с уксусом.
После всех процессов, произведенных по обработке и изготовке ножа из напильника, необходимо осуществить финальную обработку. Лезвие тщательно затачивается на шлифовальной машинке для придания остроты. Рукоятку полируют раствором воска со скипидаром или покрывают лаком.
Лезвие тщательно затачивается на шлифовальной машинке для придания остроты. Рукоятку полируют раствором воска со скипидаром или покрывают лаком.
Ножик из напильника плюсы и минусы
Изготовка самодельного ножа может показаться нецелесообразной при различном выборе на рынке. Нож производится для уникальности, изучения процесс производства. В качестве материалов может быть использована бурильная часть сверла, любой другой материал. Для твердого и качественного ножа используют сталь, при содержании которой используется углерод.
Нож из напильника
При изготовлении стоит выделить несколько минусов.
- Трудоемкий процесс изготовления, который требует внимательности, соблюдения технического состояния. Ошибки допускать не рекомендуется, так как заготовка может быть испорчена или недостаточно крепка.
- Из выбранного материала не получится изготовить гибкое изделие. Структура металла такова, что при изгибе он может рассыпаться и повредить другие поверхности или человека.

Плюсами возможно отметить параметры стали, технологию и процесс изготовки.
- Долговечность правильно закаленного материала придаст уверенности при выполнении сложных работ.
- Доступный материал — напильник, который найдется в любом хозяйстве или гараже. Сложный процесс может окупиться по сравнению с затратами на готовое изделие.
- Толщина конструкции – более 6 миллиметров, что не относит его к категории холодного оружия.
Самодельное изделие из напильника сделает уникальными повседневные работы. Изготовление при соблюдении всех инструкций и шагов не столь сложно, а даже интересно. Любителям режущих материалов обязательно стоит изготовить нож самому.
Сломал напильник
Вова_Н
Нашел в саду старые советские напильники, решил ножиков понаделать. Один в печку не влез, я его надрезал и сломал. Интересная структура внутри оказалась. Снаружи по периметру зерно мелкое, а внутри крупное. Наверное закалка в ТВЧ. Вот фото:
Один в печку не влез, я его надрезал и сломал. Интересная структура внутри оказалась. Снаружи по периметру зерно мелкое, а внутри крупное. Наверное закалка в ТВЧ. Вот фото:
Отжиг думаю до 750-ти, выдержать минут 10 потом в печке остывать, правильно или нет?.
P.S. Я понимаю, что на напильниках уже не один баян порвали.
kU
Чистые углеродки, из которых делают напильники, имеют низкую прокаливаемость, никакой ТВЧ не надо.
ПЛАТЯН
никакой ТВЧ не надо.ага не надо, только почему то на ТВЧ калят
Большой Бро
Открытие открыл, объяснить не можете?
kU
ПЛАТЯН
ага не надо, только почему то на ТВЧ калят
калят потому что так быстрее
ПЛАТЯН
правильно. но на ТВЧ закалка как раз по поверхности , если только клювом не щелкать
Va-78
народ, я КРАЙНЕ сомневаюсь, что напильники калили эликтриццтвом. По крайней мере до самого недавнего времени.
M cCar
Вы что ничего про напильники не знали ?
Я знаю уже лет 20 – что верхних 3-5 мм в напильнике -науглероженный слой,а внутри помягче….
Или заблуждался все эти годы ?
😊
Шухер
Или заблуждался все эти годы ?таки да
сталь она сама как бы углеродистая.
быстрая закалка и охлаждение дабы не угробить зубцы хреновая прокаливаемость даёт то что видим на фото.
пысы написаль блин ))
быстрый нагрев! и остужение! – закалка )))
Ulman@Serjan
Странно, я когда из напильника ножи ломал, зерно однородное было.
Вова_Н
M cCarЯ где-то здесь читал что науглероживание(цементирование) идет со скоростью примерно 0,1 мм в час. Это 30 – 50 часов надо.
что верхних 3-5 мм в напильнике -науглероженный слой
Ulman@SerjanНаверное напильник уже был перезакален.
зерно однородное было.
kU
Зависит от размера напильника
Зависит от соблюдения технологии ТО (закалочный автомат тоже надо настраивать и следить за ним).
Шалим
Вова_Н
Нашел в саду старые советские напильники, решил ножиков понаделать. Один в печку не влез, я его надрезал и сломал. Интересная структура внутри оказалась. Снаружи по периметру зерно мелкое, а внутри крупное. Наверное закалка в ТВЧ. Вот фото:
Отжиг думаю до 750-ти, выдержать минут 10 потом в печке остывать, правильно или нет?.
P.S. Я понимаю, что на напильниках уже не один баян порвали.
Напильник толстый?
Если толстый, то ни чего удивительного. Середина просто не прокалилась, отсюда и такой слом. Ножи из напильников мэид ин СССР – отличные получаются, ибо был контроль качества сырья, технологии и т.д. и т.п.
Ulman@Serjan
Вова_ННу я перековал и перезакалил. У углеродки ведь плохая прокаливаемость? Разное зерно я видел только на у8ф, и то при зонной закалке, напильники в ТВЧ калят, они внутри хрупкие, по краям-нет.
Наверное напильник уже был перезакален.
Ulman@Serjan
ШалимА мне новые больше нравятся, советские сталь не так лихо дерут.
Напильник толстый?Если толстый, то ни чего удивительного. Середина просто не прокалилась, отсюда и такой слом. Ножи из напильников мэид ин СССР – отличные получаются, ибо был контроль качества сырья, технологии и т.д. и т.п.
ПЛАТЯН
Шухер
posted 29-9-2013 21:26
http://guns.allzip.org/topic/97/491386.html ПЛАТЯНесли только клювом не щелкатьавтомат клювом не щёлкает
я не имел в виду автомат. раньше приходил на завод к мужикам и клинки калил на ТВЧ держа их клещами. там то и увидел как потом правят ещё горячие поведённые клинки. ещё спрашивал поверхностная закалка получится или нет. сказали прогреют полностью. а не как на автомате где уходит 1-1.5 секунды.
а насамом деле не знаю и не видел как калили напильнии
Большой Бро
Обычная сталь, обычная закалка, прокаливаемость стали невысокая, только и всего.
Мужики напильники У12 не режут, может для кого то это будет откровение, но факт.
Нужна грамотная ТО – для обычной кузницы даже отжиг на зернистый перлит проблема.
ПЛАТЯН
не режут, это рез плохой?
Большой Бро
не режут, это рез плохой?Выкрашиваются, 65г многократно превосходит. Речь идет о обычной кузнице. Просто расковать напильник, нормализовать или отжечь час в горне не дает хорошего результата. Это если у12, у13,
leprikon_65
Выкрашиваются, 65г многократно превосходит. Речь идет о обычной кузнице. Просто расковать напильник, нормализовать или отжечь час в горне не дает хорошего результата. Это если у12, у13,от ить же, а! А я то дурень сделал нож домой на кухню из напильника и правлю его примерно раз в три месяца, а жена режет им (ножом) не только на разделочной доске, но и по таремкам и по металическому листу бывает. Ну вот теперь у меня ножик сыпаться начнет)))))))
Что за ересь вы про кузницу несете? Горн позволяет сделать все что захотите, было бы желание и умение. Мне вон Игорь Шалим презентовал клинок из напильника, так сосед нож выпросил и пользуется только в путь, не нарадуется.
делал клинки из У12А, все в горне и ковка и нормализация и закалка, так нож. в паре с ножом из Ванадиса, отдавали бойщику на пробу. так в конце дня (рабочей смены) бойщик нож из ванадиса вернул, а из У12А оставил себе. сказал что рез намного приятней чем у Ванадиса. Видно брешет бойщик.)))))
вот нашел старое виде о своего клинка из напильника. качество фигня, но понять можно http://my.mail.ru/video/mail/k…r1.57/4155/4267
——————
Павел
Большой Бро
Порежьте канат и сравните с той же ШХ.
leprikon_65
Порежьте канат и сравните с той же ШХ.Иван. не говорите ерунды. Я работаю с углеродкой (ушкой) и ШХ. Правда ШХ это обоймы советский подшипников ГПЗовских. И уж я их насравнивался по самое не хочу. Иван, нет плохого металла, есть х-й кузнец.
что вам всем дался этот канат? Ну не показатель это для теста ножа. Точнее показатель в академическом плане. вы проведите тест на бойне, по разделке того де быка. Нож их ШХ начинает подсаживаться уже на ошкуровке – рез начинает подмыливаться, но доходит до конца без правки, но бумагу стрижет уже не уверенно. Правильно оттермиченная ушка идит только в путь, и в оконцовке бумагу стрижет будто и не было разделки туши.
вы посмотрите тест Игоря Шалима углеродки и ШХ, там кстати два моих клинка участвовали, напильник и обойма подшипника. так вот ушка взяла верх, а Игорек “насиловал” клинки по полной.
——————
Павел
Большой Бро
Павел, напильники бывают из У8-У13, поэтому некоторые режут.
Так же режит любой нож заточенный крупным абразивом.
Если сравнивать рез пенькового каната напильником и подшипником, даже просто объективно – напильник проигрывает, кромка блестит. Тоже будет если заточить плоский напильник.
Это я говорю про стандартные методы ТО, в кузнице, есть нестандартные, при которых напильники показывают очень неплохие результаты.
leprikon_65
Иван, мы говорим не про просто заточенный напильник, а говорим за клинок из перекованного и оттермиченного напильника. Не зная точно марку стали на напильнике (ну не пишет производитель), априори, считаем, что на напильнике стоит У10. так вот У10 не уступит ШХ. Кстати, ШХ тоже разная бывает)))))
стандартные методы ТО, в кузнице, есть нестандартные,Поясните пожайлуста.
——————
Павел
Большой Бро
Поясните пожайлуста.У10 тоже режет неплохо.
Стали У12, У13 после ковки нужно подвергать сфероидизирующему отжигу, для последующей закалки, хотя с этим даже на заводах не заморачиваются.
В итоге после ковки мы имеем: сетку цементита, пластинчатый перлит, и немного сфероидизированного цементита (если ковка велась при Т не превышающей линии SE). Соответсвенно весь этот “мусор” после закалки будет обладать не хорошими св-ми. Отжечь идеально – проблема, если есть муфельная печь – не проблема и тд.
Напильники, если и режут, то за счет выкрашивания, что тоже есть.
А вот заточить напильник на скажем 3000 бруске и дай-то бог что бы он отрезал канат 5 раз.
Именно заточка мелкими камнями позволяет выявить качество стали.
С прочностью тоже не ахти. Я утверждаю что в обычных условия, сталь 65г превосходит напильники, у12 ,у13.
Шалим
Если сравнивать рез пенькового каната напильником и подшипником, даже просто объективно – напильник проигрывает
Напильник отдавал Алексею, ака froghunter.
По его словам слился после 10 резов сурового челябинского каната.
Но слился вместе с порошками и хитрыми сталями! Канат диаметр 16 мм + сложили вчетверо+обмотали скотчем бумажным.
Хотя, справедливости ради, клин из той же шх, в прошлый раз дошёл до финала и занял второе место, уступив Палину.
Чисто моё субьективное мнение – ушка, в частности напильник – это очень хороший инструмент по дереву, да и чисто в бытовом плане, мне нравится лучше чем шх 15. И рез агресивный и стойкость р.к. на высоте.
И кстати, ещё такой момент. Отдавал нож из напильника на Вернисаж.
Дык chingachgook, который тестировал нож, именно на рез каната, вот что пишет:
chingachgook
Я начал болеть за ножик очень хотелось чтобы он сделал 300 резов, все-таки личные симпатии ни куда не деть. Именно этим мне нравятся тестирования ножей.Но нож немного не дотянул. Я попробовал еще перемерять, и еще немного, но нет, не вышло. Нож чисто канат резать уже не мог.
[/URL]
chingachgook
Результат очень хороший, и самое главное понравилось качество реза.
[URL=http://talks.guns.ru/forums/icons/forum_pictures/005797/5797271.gif]
chingachgook
По этим двум ножам скажу так у8 хорош даже очень хорош. Напильник великолепен. Не хотелось его из рук выпускать. Дипломатично-не дипломатично, но мы всегда сравниваем одно с другим и ножи в том числе.
Этот нож имеет очень легкий, приятный рез.
Это всё не в качестве саморекламмы. Это просто факт о резе напильника.
Напильник был советским, бархатным фирмы “Металлист”, производства СССР.
На сколько помню, на такие напильники шла сталь у12А по принятому тогда госту.
ПЛАТЯН
да Паша, ты видать калишь нестандартно. не как напильник а как нож поэтому и режут
leprikon_65
В итоге после ковки мы имеем: сетку цементита, пластинчатый перлит, и немного сфероидизированного цементита (если ковка велась при Т не превышающей линии SE).Иван, я не обладаю глубокими, и даже поверхностными, познаниями в металлургии и металловедении, у меня диплом врача, поэтому спорить на теоретическом уровне не буду, по любому проиграю.
Но к вышесказанному, я практик и при ковке и термичке получаю очень даже неплохие клинки из углеродки. Можно иметь очень глубокие академические познания, но не знать ньюансов практики, поэтому не стоит огульно (мои извинения). только на основе теоретических знаний оценивать металл.
Вон Бурчитай отличные клинки из У13 делает и никто не жалуется.
А вот заточить напильник на скажем 3000 бруске и дай-то бог что бы он отрезал канат 5 раз.Ну это уже перегиб Иван, причем гнешь на холодную! Игорь Шалим свои и мои клинки на водных камнях затачивал перед тестом до состояния бритья волос на руке с отскоком.
Я свои клинки заправляю на алмазном бруске 7/14 и потом довожу на 6000 водном камушке, и высыпаний РК нет.
Иван, мои извинения за нескромный вопрос, а опыт ковки и термички у самого-то есть, или все по книжкам?
——————
Павел
Шалим
Большой БроНапильники, если и режут, то за счет выкрашивания, что тоже есть.
А вот заточить напильник на скажем 3000 бруске и дай-то бог что бы он отрезал канат 5 раз.
Именно заточка мелкими камнями позволяет выявить качество стали.
С прочностью тоже не ахти. Я утверждаю что в обычных условия, сталь 65г превосходит напильники, у12 ,у13.
Бред.
Большой Бро
Иван, мои извинения за нескромный вопрос, а опыт ковки и термички у самого-то есть, или все по книжкам?Да все норм, опыт есть, давно занимаюсь, все что я написал проверил сам лично.
Вон Бурчитай отличные клинки из У13 делает и никто не жалуется.Бурчитай, если мне не изменяет память немного мудрил с ТО.
Паш, вот вы считаете канатные тесты не основой проверки РК. Но все же, заточи нож на 6000 из у12 и порежь канат, кромка заблестит сразу, резать он будет еще, значит посыпалась.
Ulman@Serjan
ШалимПочему бред? Мне вот пружино больше нравится, у напильников сталь сухая на вкус, Если сильно проковать спуски, то можно за счет упругости афигительно хорошего результата добиться. Я сейчас якута кую из пружины БТРа , посмотрим, что получится.
Бред.
Va-78
что-то народ вы о непонятном говорите. Слепой тест в юзе и я бы поглядел кто там чего наотличает. Банальный отслесареный напильник после закалки дает отличные результаты – нет не “в рэзе”, – “в работе”.
А если кого мозговыя тараканы грызут про бритвы и танковые люки, так это от ножэманства, к реалиями отношения не имеющим.
Шалим
Va-78
что-то народ вы о непонятном говорите. Слепой тест в юзе и я бы поглядел кто там чего наотличает. Банальный отслесареный напильник после закалки дает отличные результаты – нет не “в рэзе”, – “в работе”.
А если кого мозговыя тараканы грызут про бритвы и танковые люки, так это от ножэманства, к реалиями отношения не имеющим.
Блин, Ва, вот что у тя не отнять, так это то, что умеешь ты в двух словах всё по полочкам разложить, и не устраивать при этом холивар.
Va-78
да достали эти фаперские замашки у Ножачей – ведь опыта и знаний у палаты – вагон и сзади прицепчик, а говорим по-прежнему о фигне всякой.
Большой Бро
Просто на ганзе процветает конформизм, проверять ни кто не желает.
leprikon_65
Паш, вот вы считаете канатные тесты не основой проверки РК. Но все же, заточи нож на 6000 из у12 и порежь канат, кромка заблестит сразу, резать он будет еще, значит посыпалась.Вань, да затачивал я так клинки и затачиваю и после этого рог рублю-строгаю. И при резе бумаги никаких подергиваний (говорящих что есть где-то сколы) нет, режет плавно как бритвой. Я полагаю что рубка и резка лосинного рога будет покруче чем резка пенькового каната.
Вань, ну так и я могу клинок из напильника так оттермичить, что его не заточишь,- РК сыпаться будет от излишней твердости. В чем сыр-бор то? Эдак мы уже подошли. что клинок из напильника(моностали) после резки каната начинает обладать свойствами клинка из дамаска и режет только за счет микропилы РК… Это ЖЕСТЬ!, даже для меня, малопросвещенного.
——————
Павел
Шухер
Va-78отличу даже по запаху то-есть мигом ушку и пружину )))
Слепой тест в юзе и я бы поглядел кто там чего наотличает.
Va-78
отличу даже по запаху то-есть мигом ушку и пружину )))Вопрос не в том, чтобы мастер-ножевик отличил – он на то и нужен чтобы уметь отличить. А юзверя это касаться не должно – его дело пользоваться ножом.
Когда работы нет – начинается дрочево банальное.
Десять резов, двадцать резов… Кто, скажите мне на милость, знает, сколько его кухонники до-ножачьи Рэзов делают? Хоть кому-нибудь такая херня в голову приходила? Или, бедолашные, голодными сидели, картошки начистить не могли поскольку нож не бреет?
Фу, фу, и еще раз фу.
Шухер
а насамом деле не знаю и не видел как калили напильнии
ПЛАТЯН
имел в виду 70-80 годы или 60г
Шухер
а их тогда вообще калили? 😊
МухАН
В точности так и калили. Обратите внимание на бегущую строку с 1,28мин.
——————
С уважением.
ПЛАТЯН
кстати, вы уголь Павла пробовали?
Антон42
так нож. в паре с ножом из Ванадиса, отдавали бойщику на пробу. так в конце дня (рабочей смены) бойщик нож из ванадиса вернул, а из У12А оставил себе. сказал что рез намного приятней чем у Ванадиса. Видно брешет бойщик.)))))Паша, а те ножи были схожие? Всмысле может из “ушки” удебнее было работать? Просто в голове не укладывается, простая углеродка и супер пупер железка, последняя оказалась не в почете… как так?
У меня даже нет таких клинков (у, шх), что бы сравнить, на том же канате, но из своих тестов знаю, что К-390 (считай тот же “монстр”) с далеко не резательной геометрией перерезала Х12МФ. (120 против 209) на последнем канат кончился.
А с х12мф не каждая углеродка поспорит, не говоря уже о новомодных хайтеках.
По канатам: так где же бычков на всех взять 😊 канат менее кровожаден в этом плане и не бадается 😊
Вова_Н
Шалим
Напильник толстый?
Сечение 7,5 на 28 мм.
leprikon_65
ножи были схожие? Всмысле может из “ушки” удебнее было работать? Просто в голове не укладывается, простая углеродка и супер пупер железка, последняя оказалась не в почете… как так?Антон, за это не скажу, поскольку человеку я отправлял клинок, а ножи он собирал сам. Одно скажу. человек знает толк в ножах, именно в разделочных нажах, поскольку из тайги только на работу выходит. Он мне сказал что ему передали.
насчет того лучше ушка хайтеков, спорить не буду, поскольку я их тоже не сравнивал. Что такого монстрообразного в хайтеках – только наличие лигатур увеличивающих износостойкость и новая технология получения – вместо плавки спекание (грубо выражаясь), что в итоге дает более чистую сталь.
ну так ХВГ, старая добрая советская ХВГ – чем не монстр. У 12А советского образца такая же монстр по сравнению с настоящими ушками. Есть у меня клинок из пробника-литка рельсовой стали, ничего особенного. кроме как углерода 0,96, фосфора и серы менее 0,003, и наличие ванадия и сталь выплавлена при вакууме – чем не монстр? Я считаю некоректным сравнивать разные стали. Стали все хороши, но каждая в своем деле. да и разговор-то шел не за сравнение, а за умение из простого напильника вытащить хороший нож.
ну а насчет бычков что сказать-то… похоже в эту осень последнего валить буду, уговорил мать продать корову – куда уж в 72 года корову держать. так что в следующий раз уже на чужих бычках ножи пробовать буду.
——————
Павел
Антон42
Что такого монстрообразного в хайтеках – только наличие лигатур увеличивающих износостойкость и новая технология получения – вместо плавки спекание (грубо выражаясь), что в итоге дает более чистую сталь.К этому еще нужно добавить умение термиста, слесаря и заточника 😊
насчет того лучше ушка хайтеков, спорить не буду, поскольку я их тоже не сравнивалДавай пришлю на пробу такую заготовку, нужно только отшлифовать спуски, там сведение почти в ноль, протестируй на рез. Только там клин 80мм, не твой формат 😊 но все же. А вдруг чего нового откроешь!
Шалим
Давай пришлю на пробу такую заготовку
протестируй на рез.
А вдруг чего нового откроешь!
ООООО, интрига 😀
Это интересно. А что за железка?
Есть смысл сравнивать то?
Антон42
Есть смысл сравнивать то?Смысл думаю есть, только трабла в том, что размер не полноценный…
Что за железка не скажу, но ржавеет охотно 😊
Интрига, так интрига 😀
Шалим
Смысл думаю есть,
А зачем сравнивать?
Вопрос ведь не стоит, что лучше режет, лигированная железка или простая ушка.
Тут вопросов нет и быть не может. Весь вопрос в том, как обычную ушку, “разогнать” так, что бы она не уступала более современным легированным железкам. Отсюда и эксперименты и с режимами ковки и с направлением ковки и с закалкой и с отпуском и с нормализацией – горячей или “холодной” и с выдержками при различных температурах.
Вот в чём весь смысл. Тот же Дима ака HeadOut, сколько экспериментировал с обычной 40х13 и достиг интересных результатов, а ведь есть гораздо более современные и легкодоступные железки.
Походный нож из напильника
Приветствую всех любителей помастерить, предлагаю к рассмотрению инструкцию по изготовлению надежного походного или даже охотничьего ножа из старого напильника. Если напильник выбран качественный, изготовленный целиком и полностью из углеродистой стали, такой нож будет даже рубить гвозди. На конечной стадии изготовления важно правильно закалить сталь и сделать отпуск. В целом, все делается не сложно и можно справиться с не слишком большим ассортиментом инструмента. Если проект вас заинтересовал, предлагаю изучить его более детально!
Материалы и инструменты, которые использовал автор:
Список материалов:
– старый напильник;
– листовой алюминий или латунь для вставок в рукоять;
– дерево для рукояти;
– масло для дерева;
– стержни для штифтов;
– эпоксидный клей.
Список инструментов:
– ленточный отрезной станок;
– сверлильный станок или дрель;
– ленточный шлифовальный станок;
– газовые горелки или печь;
– бытовая духовка;
– ножовка по металлу;
– напильники;
– масло для закалки.
Процесс изготовления самоделки:
Шаг первый. Отжигаем сталь
Первым делом нужно отжечь напильник, чтобы сталь стала мягкой и податливой для обработки. Автор раскаляет напильник двумя газовыми горелками, соорудив импровизированную печь из жаростойкого кирпича.
Напильник нужно раскалить докрасна и дать постепенно остыть. Некоторые мастера отжигают напильники в углях, их можно раздуть феном для повышения температуры.
Шаг второй. Вырезаем профиль
Теперь чертим профиль ножа на напильнике и вырезаем. Отпущенная сталь будет легко резаться даже ножовкой по металлу, автор использует ленточный отрезной станок. После резки автор окончательно выровнял профиль путем шлифовки на ленточной шлифовальной машине. Проблемные участки можно обработать напильниками и бормашиной.
Шаг третий. Скосы
Размечаем на клинке профиль скосов и приступаем к шлифовке, у автора для этого имеется специальный держатель для клинков. Как итог, на ленточной машине удалось быстро и качественно сформировать скосы.
При шлифовке клинок охлаждаем, сталь не должна синеть, также не следует делать лезвие тоньше, чем 1 мм до закалки стали.
Шаг четвертый. Зазубрина, отверстия и канавки
Делаем зазубрину на лезвии, с ней клинок смотрится интереснее, а еще она работает в качестве останавливающего механизма, чтобы при работе вы не ударились рукой.
На обухе клинка также можно проделать канавки, пока сталь еще мягкая.
В рукояти также нужно насверлить отверстий, пока сталь еще мягкая. В завершении автор отшлифовал лезвие, подготовив к закалке, до закалки легче убрать глубокие царапины.
Шаг пятый. Термическая обработка
Теперь клинку нужно вернуть максимальную прочность, раскаляем его до красного свечения и погружаем в масло. Если все получилось, сталь будет звенеть, и не будет браться напильником. Обращаться с таким клинком нужно осторожно, так как сталь будет очень хрупкой.
В завершении сталь нужно отпустить, благодаря подобной процедуре клинок будет гнуться и пружинить, тем самым выдерживая большие нагрузки. Отпуск производят в бытовой духовке при температуре около 190 градусов Цельсия, греть клинок нужно около часа, тут уже все зависит от толщины стали. Если все сделано верно, на металле появится оксидная пленка соломенного цвета. Чтобы увидеть эту пленку, желательно отшлифовать самый тонкий участок клинка до блеска.
Шаг шестой. Рукоять и завершение
Собираем рукоять, вставки можно сделать из алюминия, стали или латуни, а в качестве накладок подойдет дерево, предпочтительно использовать дуб и другие прочные породы.
Собираем все на эпоксидном клею, хорошо стянув струбцинами.
Когда клей застынет, шлифуем рукоять, полируем и пропитываем дерево маслом. Вот и все, теперь останется хорошо наточить лезвие, для этого подойдут заточные камни и станки на их основе. Хорошую сталь можно легко наточить до состояния бритвы. Нож получился отличный, но недостаток стали в том, что она сильно ржавеет, для защиты хорошо бы сделать воронение ножа или нанести патину.
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Общие сведения о напильниках – применение и правила эксплуатации
Стальной абразивный инструмент, представляющий из себя брусок, на поверхности которого можно увидеть насечки разного вида, называется напильником. Инструментальщики относят данный инструмент к категории сложных. Наличие насечек превращает брусок в подобие режущего приспособления. Обрабатывать им можно как металлические поверхности, так и деревянные.
Типы насечки
Каждый тип насечки предназначен для определенного вида работ:
-
Напильником с одинарной насечкой чаще всего обрабатывают изделия из мягких металлов – свинца, бронзы, латуни, алюминия, меди, а также материалы, относящиеся к группе неметаллических. С помощью такого инструмента можно точить режущие поверхности (ножи, пилы).
-
Напильники, имеющие двойную (перекрестную) насечку, применяются, как правило, при работе с твердыми материалами – сталь, чугун и т.д. Инструмент такого типа имеет неглубокую вспомогательную насечку, которая предназначена для увеличения количества зубьев на основной части. Именно их наличие помогает строгать металл.
Еще одной характерной особенностью напильников разного типа является шаг насечки. Они бывают трех видов: драчевые (для обработки грубых поверхностей), личные (для завершающей чистовой стадии) и бархатные (имеют мелкий шаг и используются для шлифовки).
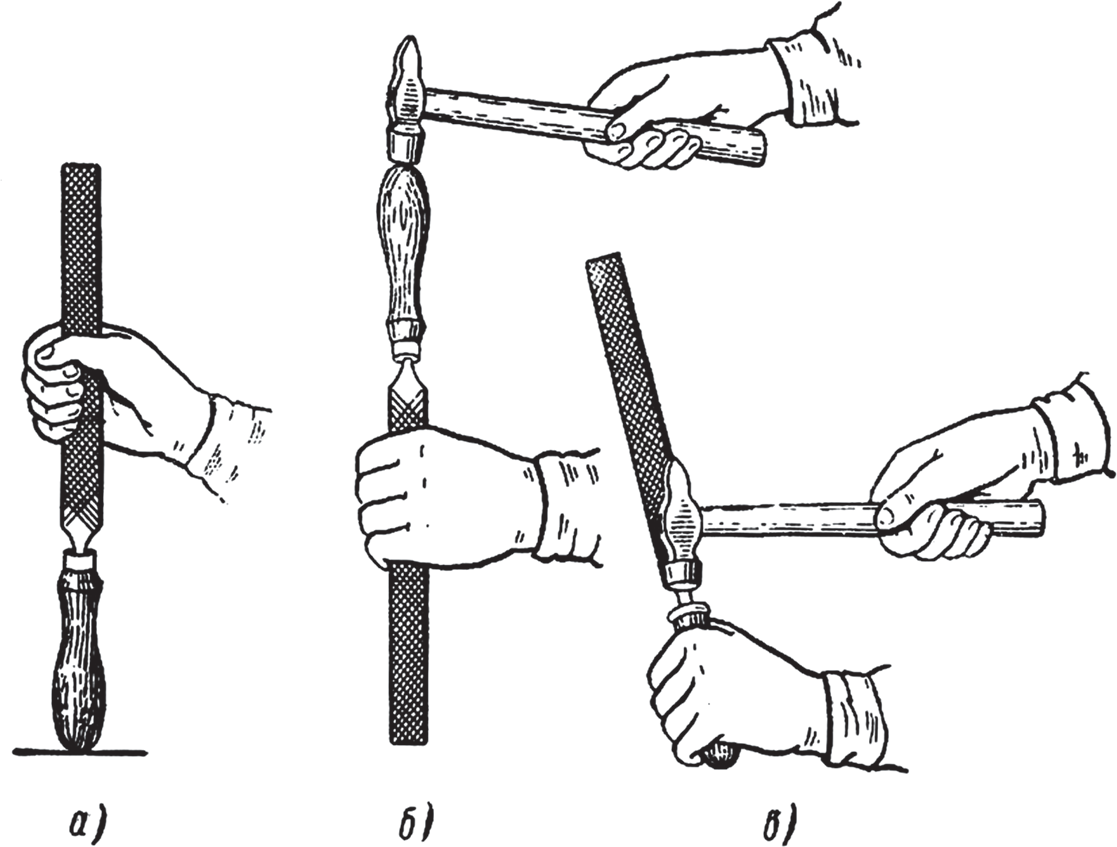
По форме напильники также отличаются. Это позволяет обрабатывать практически любые поверхности, независимо от конфигурации. В магазинах напильники обычно продаются без рукоятки. Первое, что необходимо сделать – прочно прикрепить ее к хвостовику. Ручка должна иметь гладкую поверхность, длина определяется по размеру напильника. Отверстие делается очень просто – высверливается или выжигается. После чего на рукоятку необходимо насадить металлическое кольцо, чтобы она не раскололась. Чаще всего данная деталь изготавливается из дерева – клена, ясеня, липы. Если в отверстие добавить пару капель клея перед вставлением в него напильника, то рукоятка будет закреплена надежнее.
Применение напильника и правила эксплуатации
Для начала необходимо определиться с формой обрабатываемой поверхности. Этот слесарно-монтажный инструмент подбирается в соответствии с этими данными. Работают инструментом, держа его в правой руке. Рукоятка должна упираться в ладонь, 4 пальца находятся, как правило, снизу. Большой в это время располагается сверху. Передвигают напильник в направлении от себя, затем снова к себе, но нажимают на него только при рабочем ходе (то есть вперед). Чтобы напильник в процессе работы не выпал, на его носок кладут ладонь левой руки. Для опиливания больших поверхностей подходит способ перекрестного хода.
Со временем в насечках напильника образуется большое количество стружки. Поэтому необходимо регулярно чистить инструмент специальной кордовой щеткой. Кроме того, можно использовать различные металлические скребки – например, алюминиевые. Нельзя чистить напильник с помощью проволоки, таким способом можно повредить поверхность. Для удаления масляных загрязнений применяют березовый уголь.
Напильник. Виды и работа.Применение и заточка.Чистка, особенности
Напильник – это ручной инструмент, предназначенный для обработки металла. Он может применяться и для других твердых материалов, таких как пластик, текстолит и пр. Использование напильника позволяет провести шлифовку неровностей или подогнать изделие под требуемые параметры, расширив его диаметр или укоротив. Он изготовляется из твердой инструментальной стали, что делает его более жестким, чем большинство металлов, которые им обрабатываются.
Особенности конструкции и виды
Напильник представляет собой стальную полоску с насечкой, которая крепится в деревянной или пластиковой рукояти. Насечка напильника бывает различных размеров, которым соответствует определенный номер от 0 до 5. Самая крупная насечка №0, а самая мелкая – №5.
По номерной классификации напильники бывают:
- Драчевые (№0-1 до 12 насечек на 1 см поверхности) – имеют крупные зубцы, которые позволяют сцарапывать слой толстой ржавчины, откалывая ее от чистого металла.
- Личные и полуличные (№2-3 от 13 до 44 насечек на 1 см поверхности) – используются для обработки любого металла, убирают лишнюю толщину.
- Бархатные (№4-5 от 45 до 80 насечек на 1 см поверхности) – применяются при чистовой обработки, для достижения максимальной гладкости заготовки.
Чем крупнее зубья, тем больше металла можно снять. При обработке высокой и редкой насечкой поверхность заготовки покрывается глубокими бороздами, поэтому для комфортной обработки нужно начинать с меньшего номера напильника и постепенно переходить на совсем мелкую насечку, что нужно для достижения максимальной гладкости поверхности, если это необходимо.
Стоит учитывать, что напильник с очень мелкой насечкой быстро забивается снятой стружкой, поэтому нуждается в периодической очистке, поскольку в противном случае съем слоя металла прекратится. Кроме этого, нужно отметить, что скорость работы инструментом бархатного типа в десятки раз ниже, чем у драчевого.
Типы насечекНапильник имеет не только отличие по размеру зубьев насечки, но и по особенности ее нанесения:
- Одинарная.
- Крестовая.
- Дуговая.
- Рашпильная.
- Штампованная.
Простая или одинарная насечка может применяться для обработки цветных металлов. Она быстро снимает слой заготовки и хорошо очищается от стружки. При работе такой инструмент сильно дребезжит, что приводит к быстрому уставанию рук. Нужно отметить, что особенность угла наклона зубьев не позволяет обрабатывать твердые металлы. Сами насечки нанесены под углом 25-30 градусов.
Крестовая насечка подходит для обработки стали, чугуна и бронзы. Ее зазубрины пересекаются, образовывая ромбы. Угол наклона основной насечки составляет 25, а вспомогательной 45 градусов. Такой напильник довольно быстро забивается стружкой, поэтому для мягкого металла не подходит. Чтобы обеспечить продуктивную и комфортную работу важно позаботится о наличие щетки по металлу, которой нужно периодически смахивать стружку между зубьями на полотне инструмента.
Дуговой тип насечки подходит для работы с цветными металлами, а также твердой древесины, такой как бук, дуб и пр. После такого напильника на заготовке оставляются довольно аккуратные царапины, которые легко зашлифовываются.
Рашпильная или точечная насечка используется в основном для быстрого снятия окалины или наслоения ржавчины на черном металле. Особенно она эффективна для грубой обработки древесины.
Штампованная насечка используется по такому же предназначению что и рашпильная. Ее особенности заключается в наклоненных под углом зубьях, которые цепляют заготовку как крюки, сдирая ее толщину. При работе образовываются грубые борозды. Зубцы стираются довольно быстро, поэтому такой инструмент лучше не использовать на твердых металлах. Он превосходно работает с древесиной. При обработке алюминия полотно быстро забивается стружкой, которая плохо извлекается.
Разновидности формЧто касается форм напильников, то они бывают:
- Плоские.
- Квадратные.
- Круглые.
- Полукруглые.
- Трехгранные.
Плоские напильники подходят для обработки крупных заготовок, с большой площади снятия. Они выпускаются разных размеров и как правило имеют насечку с обеих сторон, что позволяет перевернуть инструмент и продолжить работу при забивании одной из них.
Квадратный напильник имеет насечку на всех четырех сторонах. Это позволяет вести обработку прямых углов в двух плоскостях. С их помощью можно убрать лишний слой. Такой инструмент выпускается с различной жесткостью зубьев. Встречаются квадратные напильники длиной до 50 см, которые позволяют проводить ускоренную обдирку металла.
Круглые напильники являются отличным решением для подготовки скругленного или идеально круглого отверстия. С его помощью можно увеличить внутренний диаметр, подогнав его под требуемые параметры.
Полукруглый тип применяется в тех случаях, когда нужно обработать скругленную поверхность. Ширина такого напильника больше чем у идеально круглого, что исключает вероятность избыточного углубления поверхности в одной точке, нарушив требуемую геометрию.
Трехгранный напильник применяется для опиливания внутренних не прямых углов. Все грани инструмента имеют насечку, часто она отличается высотой или углом нанесения, что делает такой инструмент универсальным. Трехгранный тип подходит и для плоских поверхностей. При этом работать с ним менее удобно, чем с прямым напильником, в связи с небольшой рабочей площадью насечек.
Как сохранить напильник в рабочем состоянииДля того чтобы напильник как можно дольше оставался в рабочем состоянии его нужно очищать после каждого применения. Для этого применяется щетка по металлу. Если оставить стружку в углублениях полотна, то со временем она под влиянием коррозии или окисления плотно прикипит, поэтому избавится от нее будет гораздо труднее.
Не стоит обрабатывать грязные или мокрые поверхности. Напильники делают из твердой инструментальной стали, которая подвержена ржавлению. При появлении следов коррозии полотно начинает гораздо менее эффективно цеплять металл заготовок, что усложняет работу. Также желательно избегать поверхностей со смазкой или машинным маслом. Попавший в насечку жир вызовет налипание пыли, что тоже снизит продуктивность зашлифовки.
Заточка напильника лимонной кислотойСо временем даже самый качественный инструмент из твердой стали постепенно теряет остроту, в результате чего приходит в негодность. Напильники нельзя заточить как ножи, стамески или долота, поэтому многие просто выбрасывают их на мусор или перетачивают в зубило. На самом деле даже напильники можно заточить, не прикладывая для этого никаких усилий. Все что требуется – это лимонная кислота.
Сначала инструмент нужно очистить от забившейся стружки с помощью щетки по металлу. После этого полотно следует промыть моющим средством для посуды или чистки плиты. Это нужно для удаления остатков грязи и жира. Для максимального эффекта можно воспользоваться зубной щеткой, чтобы обработать каждый миллиметр инструмента. После этого нужно подготовить раствор лимонной кислоты, для этого требуется взять вертикальную емкость с водой. Это может быть пластиковая бутылка или стеклянная банка, подходящая по высоте. В нее следует засыпать и растворить лимонную кислоту. Чем крепче раствор, тем быстрее эффект, но не стоит использовать сразу всю пачку – это будет чрезмерно!
Рабочая часть напильника должна полностью погрузиться в кислый раствор, таким образом, чтобы все полотно с насечками было закрыто. Рукоять должна остаться снаружи. Длительность настаивания инструмента в растворе зависит от концентрации и стали, из которой изготовлено полотно. Раз в несколько часов нужно извлечь напильник и оценить его остроту. Для этого можно воспользоваться любой нежирной заготовкой. После каждого испытания инструмент нужно очистить щеткой, чтобы смахнуть опилки. При этом важно стараться не касаться полотна руками, поскольку оставив на нем жирные пятна от пальцев можно изолировать участок металла от химической реакции с кислотой.
Продолжительность травления полотна для заточки может занимать от нескольких часов до суток, если раствор совсем слабый, а сталь очень качественная. Также возможно применение и других кислот, вступающих в химическую реакцию с черным металлом. При этом нужно учитывать, что более сильные растворы выделяют опасные пары, которые лучше не вдыхать.
Похожие темы:
Магазин файлов | ||||
| Основной принцип напильника заключается в том, чтобы вырезать зубья на металлической полосе, чтобы получить шероховатый инструмент, который может стирать материал с более мягкой поверхности. | ||||
| Хотя файлы производились вручную в течение сотен лет, теперь их можно производить и на станках. В любом из этих процессов используется метод, описанный ниже. | ||||
Создание заготовки | ||||
| Первым шагом в процессе создания файла является создание металлической полосы, которая примерно соответствует форме и размеру готового файла.Это называется «пустым». | ||||
| Для достижения этого результата сталь можно ковать, плавить и заливать в матрицу для застывания или зажимать между двумя тяжелыми роликами, а затем резать по форме. | ||||
Отжиг напильника | ||||
| Отжиг – это процесс размягчения стали, чтобы с ней было легче работать. | ||||
| Заготовку файла нагревают до темно-красного цвета, а затем оставляют охлаждаться при комнатной температуре. | ||||
| Поскольку нагрев металлической заготовки может вызвать ее деформацию, ее шлифуют или придают форму, когда она остывает. | ||||
Врезание зубьев в напильник | ||||
| На этом этапе зубья врезаются в напильник через равные промежутки времени с помощью долота. | ||||
| Угол между зубьями обычно составляет около 40-55 градусов к поверхности файла, в зависимости от типа рисунка, прорезаемого на файле. Этот угол называется «граблями» файла. Для получения дополнительной информации см. Что такое вырезанный файл? | ||||
| Если угол зубцов слишком узкий, они с большей вероятностью застрянут в поверхности заготовки.Если угол слишком большой, они с большей вероятностью сломаются и оторвутся от основной части файла. | ||||
| Некоторые напильники могут быть изготовлены с отрицательным углом наклона, что означает, что зубцы фактически направлены от заготовки, а не к ней. В этом случае зубья не срезают материал, а вместо этого соскребают по поверхности, соскребая любые неровные комки (выступы) и вдавливая обрезанный материал в крошечные вмятины (низкие точки). | ||||
| Эти напильники обычно режутся с мелкими зубьями и используются для получения очень гладкой поверхности. | ||||
Зубья рашпиляЗубья рашпиля изготавливаются с помощью треугольного пробойника, который режет каждый зуб индивидуально. Для получения дополнительной информации о рашпилях см .: Что такое рашпиль? | ||||
Закалка напильника | ||||
| После того, как зубья отрезаны, напильник необходимо закалить или закалить, чтобы он мог прорезать другие материалы без повреждений. | ||||
| Напильник снова нагревается. | ||||
| Как только он достиг желаемой температуры, его погружают в большую ванну с рассолом и быстро охлаждают | ||||
| При таком быстром охлаждении зерно в молекулярной структуре стали становится более мелким, что делает ее более твердой и придает ей большую прочность на разрыв. | ||||
| Этот процесс повторяется несколько раз, чтобы убедиться, что сталь достаточно твердая для использования в качестве абразива. | ||||
Смягчение запаха | ||||
| Одним из побочных эффектов процесса отпуска является то, что он может привести к тому, что сталь станет хрупкой, что повысит вероятность ее сдвига или трещин при падении. | ||||
| Поскольку ножка файла тоньше остальной части корпуса, это потенциальное слабое место. | ||||
| Таким образом, после завершения остальной термообработки хвостовик снова нагревают и дают остыть до комнатной температуры. Это снова смягчает привкус, делая его менее хрупким и более устойчивым к повреждениям. | ||||
| Файлы, прошедшие эту часть процесса, иногда называют «термообработанными с переменной температурой». | ||||
Из какой стали сделаны напильники? – Сделать из металла
Одна из забавных частей кузнечного дела заключается в том, что вы можете взять кусок чего угодно и превратить его в… что угодно. Дело в том, что некоторые проекты требуют использования определенных видов металлов.Самый распространенный старый кусок металла, который валяется в ржавом ящике для инструментов, – это большой, уродливый, изношенный напильник.
Так из чего сделаны файлы? Высококачественные напильники обычно изготавливаются из закаленной стали, например 1095 или W1. Дешевые файлы можно сделать из чего-то значительно более мягкого и часто закаленного. Эти файлы обычно не подходят для всего, что требует определенной твердости, например, ножа, лезвия или твердых инструментов.
Однако в конечном итоге вы, скорее всего, имеете дело с загадочным металлом.Прочтите несколько советов и приемов, например, как определить металл, какие файлы файлов обычно работают лучше всего и для чего они годны.
Хорошие файлы
Хорошо, это полностью субъективно, и в конечном итоге все сводится к тому, в чем люди добились хороших результатов.
Если вам нужно что-то красивое и сложное, способное удерживать преимущество, файлы брендов Nicholson и Simmonds обычно состоят из «хорошего материала». Liogier (из Франции) занимается производством рашпиля около века, и он отлично подходит для поддержания передового уровня.
Но вот в чем дело:
Многие из этих компаний более высокого уровня постепенно переходят на файлы с защитой от регистров. По сути, их дешевле производить, и они могут работать так же хорошо, как и файлы, если все сделано правильно.
Другими словами, если вы хотите сделать из файла нож или что-то еще, лучше всего поискать старые файлы, с которыми можно работать. В противном случае вы рискуете, когда дело доходит до того, можно ли его подвергать термообработке стандартным методом термообработки и закалки.
Плохие файлы
Если на файле нет логотипа компании или отметки «Сделано в (укажите страну, известную высоким мастерством)», то вопрос о том, удастся ли вам получить его, очень сложно.
Если у нее есть что-то вроде «Сделано в Китае / Тайване / Корее / Мексике / Индии», это, вероятно, не из высокопроизводительной стали. Люди обычно не производят товары с низкими ценами, потому что хотят производить продукцию высочайшего качества. Они делают это дешево.
Если вы просто тренируетесь или делаете что-то, что не должно быть сложным, то это может не быть проблемой.Однако если вы пытаетесь сделать хороший нож, многие люди с опытом вообще избегают напильников в пользу использования купленного материала из известной стали. Когда вы часами делаете что-то, что изначально было обречено на провал, это очень демотивирует.
Как составить «разумное представление» о материале
Обратите внимание, что я не говорю, что вы будете точно знать, с какой сталью вы имеете дело, но вот несколько вещей, которые могут помочь вам получить приблизительное представление о том, стоит ли напильник работа над.Все это основано на предположении, что вы хотите его закрепить. Хотя, судя по тому, что я видел, 9 из 10 человек, которые спрашивают о материале файла, спрашивают, потому что им нужен нож.
В любом случае, вот несколько шагов.
Разбей
Ага, верно. Отрежьте конец файла и посмотрите, что произойдет. Не делайте файл пополам, так как вам, вероятно, понадобится больше материала для работы. И не хватайся за хвост. Этот конец файла будет отожжен, чтобы он не треснул, когда вы прикладываете давление во время подпиливания.
Так что защелкните его на конце, противоположном ручке. Чтобы сделать это, не разбивая файл на несколько мелких частей, поместите около 1-1 / 2 дюйма кончика файла в тиски и надежно зажмите. Затем ударьте по нему чем-нибудь рядом с тем местом, где он зажат в тисках. Это должно легко сломать его.
Поскольку вы, вероятно, не хотите, чтобы вам в глаз ударили 3/4 напильника или меньшие осколки металла, примите некоторые практические меры безопасности. Вы можете обернуть файл тканью чуть выше того места, где вы его зажали, чтобы поймать любые кусочки, которые могут попасть в какое-либо чувствительное место.Также носите защитные очки. По крайней мере, прищуривайся. (- ~ -)
Закаленный напильник легко ломается без каких-либо изгибов. Когда вы посмотрите на полученную поверхность, она будет тускло-серой, без блестящих или деформированных кусочков. Это будет чистая трещина.
Это не скажет вам, насколько сложен файл. Он просто скажет вам, стало ли это достаточно сложно. Это также поможет более или менее исключить закаленные файлы, которые сделаны из мертвого мягкого материала внутри.Вот картинка, чтобы показать вам, о чем я говорю:
Пока это выглядит достаточно сложным файлом. Излом чистый, деформации нет, поверхность излома тускло-серая, без блестящих пятен. Возможно, из этого получится приличный нож и / или другой острый заостренный предмет.Это не окончательный ответ на вопрос, будет ли сталь твердеть или нет. Это всего лишь быстрая проверка, которая может дать вам ответ «да» или «нет», чтобы вы могли решить, хотите ли вы перейти к следующему шагу или нет.
Термическая обработка
Честно говоря, это самый тщательный способ узнать, подходит ли сталь для того, что вы хотите.
Отожгите сталь, чтобы она стала красивой и мягкой. Отшлифуйте немного V-образной кромки на кончике файла, по крайней мере, на 1/8 дюйма вниз от того места, где изначально находился кончик. Это приведет вас к материалу сердцевины, на который не повлияет упрочнение. Затем нагрейте его ярко-вишнево-красным и окуните в масло.
После этого можно заточить и проверить лезвие. Или просто проведите тест файла (файл, проверяющий файл? Иронично…).
В конечном счете, это даст вам лучшее представление о том, будет ли файл укрепляться так, как вы этого хотите.Лучше протестировать термообработку сейчас, прежде чем вы потратите часы на создание чего-то абсолютно великолепного, только чтобы обнаружить, что оно очень мягкое и годится только в качестве украшения.
Возможно, у вас уже есть заданный способ проверки твердости после термообработки. В противном случае, мой самый любимый способ сделать это (кроме сверхдорогого тестера Роквелла, конечно) – использовать файлы для проверки твердости.
По сути, это набор различных файлов, которые расскажут вам, насколько твердый металл, с шагом 5Rc.Он на удивление точен и полностью исключает возможность догадок при термообработке. Вы можете увидеть набор, который я использую здесь. Если вы не против выложить немного наличных, я, , настоятельно рекомендую, , подобрать набор.
В любом случае, это довольно хорошо охватывает то, что вам нужно знать, чтобы сделать что-то крутое из файла. Я видел несколько действительно классных ножей, сделанных из рашпиля, и мне нравится этот узор, который есть на плоских поверхностях лезвия. Если вы хотите что-то по-настоящему оригинальное, не нужно отказываться от файла.
Если вам нужна дополнительная помощь по вашему проекту, вот еще несколько сообщений, которые стоит прочитать:
Как проверить твердость металла: полное руководство
Руководство для начинающих по отжигу стали
А вот удобная справочная таблица, которая поможет вам измерить температуру стали на глаз:
Файлы и изготовление файлов – Lost Art Press
Обычный напильник, как известно каждому рабочему, представляет собой орудие, плоские или изогнутые поверхности которого имеют зазубрины или зазубрины таким образом, что при трении о дерево, слоновую кость, металл или другое твердое вещество, для которого инструмент предполагается, что поверхность будет более или менее гладкой.
Напильники изготовлены из стальных прутков, подготовленных особым образом, при этом необходимо, чтобы напильник был изготовлен из максимально твердого металла, иначе его рабочая поверхность быстро изнашивается. Таким образом, сталь становится тверже, чем обычно, с помощью процесса, известного как с двойным преобразованием , причем металл, полученный таким образом, называется с двойным преобразованием .
Маленькие напильники обычно изготавливаются из литой стали, которая для этой цели предпочтительнее кованой из-за ее тонкости и качества.Напильники большего размера выковывают из стальных прутков, которым придана необходимая форма с помощью наклонного молотка. Самые большие напильники, довольно грозные на вид инструменты, выковываются из прутковой стали, причем последняя не подвергается предварительной обработке с наклоном и молотком.
Затем напильникам придают форму квадратной и плоской формы с помощью обычной наковальни и молотка; те, которые имеют круглую, полукруглую или треугольную форму с помощью выступов или плашек, изготовленных соответствующей формы и вставляемых в пазы, выполненные для них на опоре.
Поверхность подготовленного таким образом напильника идеально гладкая, но она должна пройти еще один процесс – размягчение – перед тем, как его можно будет сделать зазубренным или зазубренным . Это размягчение, или «осветление», как его называют технически, достигается путем помещения ряда заготовок , как называют неразрезанные напильники, в большую кирпичную печь, сделанную совершенно герметичной, чтобы сталь не раскалывалась. окисленный. Огонь заставляют играть в духовке до тех пор, пока «заготовки» не станут совершенно раскаленными, когда огонь ослабнет, и духовке постепенно дадут остыть.
От совершенства этого процесса во многом зависит стоимость файла и труд рабочего. Если металл будет слишком мягким, вмятины могут быть слишком тяжелыми и неровными; если это будет слишком сложно, рабочий обнаружит, что большая часть его труда потрачена безрезультатно. После размягчения «заготовки» тщательно шлифуются и разглаживаются до нужной формы, после чего передаются на напильники.
Напильник – процесс любопытный и интересный. Помещения для резки, как правило, представляют собой длинные низкие помещения с как можно большим количеством окон, причем важно, чтобы рабочий имел много света, чтобы немедленно обнаружить или предотвратить любой дефект при распиловке.Верстаки располагаются вдоль стены, прямо под окнами, каждый резак сидит на табурете или верхом на сиденье в форме седла, непосредственно перед скамейкой.
Перед каждым рабочим стоит небольшая наковальня, прикрепленная к верстаку таким образом, чтобы при необходимости ее можно было мгновенно снять. Резак привязывает один из пустых напильников к наковальне, предохраняя его от соскальзывания с помощью ремня, который проходит через концы напильника и плотно удерживается на своем месте весом его ступни.Затем он берет молоток необычной формы и короткое долото, довольно широкое на вид, с тщательно отшлифованной кромкой и изготовленное из чрезвычайно твердой стали.
Если разрезаемый напильник будет обычным плоским с широкими углублениями, задача рабочего будет сравнительно легкой; но если это будет один из лучших видов, от него ожидается удивительная степень деликатной точности. Если мы возьмем общий файл, мы обнаружим, что он покрыт крест-накрест рядом хорошо сформированных и строго определенных углублений, идущих параллельно друг другу.Это результат специальной подготовки пилорама. Никакая неопытная рука, даже если бы ей помогали с каждым механическим приспособлением, не могла бы конкурировать с продукцией обычного рабочего, чей острый и опытный глаз и твердая рука являются его единственными ориентирами в определении относительного расстояния каждой канавки или прорези.
Действительно, по словам автора по этому поводу, «эти разрезы настолько малы в некоторых видах файлов, что в одном образце длиной около десяти дюймов, плоских с одной стороны и круглых с другой, имеется более двадцати тысяч разрезов, каждый производится отдельным ударом молотка, режущий инструмент смещается после каждого удара! » Такой файл может быть куплен за несколько центов, покупатель даже не мечтает о том, что его изготовление потребует огромного количества терпеливых усилий, прежде чем он сможет выйти на рынок.
Процесс резки несколько зависит от формы файла. Если она плоская, задача резки, как уже говорилось, сравнительно проста и легка. Если он будет полукруглым, резак все равно будет использовать долото с прямой кромкой; но необходимо сделать три или четыре надреза, прежде чем можно будет получить полную поперечную канавку. Стамески с полукруглыми краями используются для резки некоторых разновидностей круглых напильников; но даже с ними часто используется долото с прямой кромкой.
Были предприняты различные попытки заменить ремесленный труд механическим; и в Америке эти усилия в некоторых случаях оказались успешными.Тем не менее, это категорически отрицается некоторыми ручными резчиками, которые упорно настаивают на том, что резка напильником – это процесс, который не может быть должным образом выполнен никаким механизмом, каким бы изобретательным или умелым он ни был.
Они заявляют, что напильники машинного изготовления всегда должны уступать напильникам, изготовленным вручную, и по следующей причине: если одна часть напильника в какой-либо степени мягче или тверже, чем другие части, однородность канавки , который составляет основную ценность хорошего файла, не может быть сохранен.Долото вонзится в металл неравномерно, и напильник станет бесполезным. Будет справедливо добавить, что сторонники машинной резки отрицают эти обвинения и заявляют, что преодолели трудности, на которые жалуются.
После резки файлы необходимо восстановить до их первоначального состояния твердости. Есть разные способы добиться этого, и у каждого производителя свой метод. Обычно принятый процесс заключается в покрытии файлов своего рода временным лаком или составом для предотвращения окисления и ожогов стали при нагревании.Затем файлы равномерно нагреваются в печи, из которой, когда они достигают нужной температуры, быстро извлекаются и внезапно погружаются в ванну с холодной водой. Эффект от этого, при правильном выполнении, заключается в том, чтобы придать им необычайную степень твердости.
Заключительные операции очень просты. Файлы очищаются с целью удаления лака, затем тщательно промываются, сушатся и, наконец, тестируются; после чего их заворачивают в прочную коричневую бумагу и отправляют на склад, готовые к отправке в любую часть обитаемого мира.
Изготовитель и строитель – январь 1870 г.
— Джефф Бёркс
Нравится:
Нравится Загрузка …
Идентификация ручного файла – Инструментальный уголок
Простой ручной напильник, на который полагались с каменного века, на протяжении тысяч лет использовался для сглаживания, шлифования, чистки и удаления заусенцев с любых материалов.
Записи показывают, что древние цивилизации использовали металлические напильники и каменные рашпили ручной работы.Леонардо да Винчи был одним из первых, кто сконструировал машину для изготовления напильников. В то время как дизайн да Винчи не увенчался успехом, Chopitel производил машинные напильники во Франции в 18 веке. В то время напильники делали из мягкого железа и нагревали для закалки или науглероживания зубов.
Благодаря более поздней работе таких людей, как Бернот, Гробет, Николсон, Уиппл и Виид, напильники, изготовленные машиной, достигли такой степени, что они стали лучше, чем созданные вручную. Сегодня есть десятки производителей, производящих ручные пилки как для общего, так и для специального применения.Ознакомьтесь с этой таблицей идентификации файлов или продолжайте читать, чтобы узнать больше о ручных файлах
Ищете новый ручной напильник? У KMS Tools большой выбор. Купить сейчас.
Анатомия ручного файла
Напильник состоит из нескольких частей. Хвостовик – заостренный конец. Здесь вы прикрепляете деревянную или пластиковую ручку. Некоторые напильники имеют встроенные ручки, расположенные над хвостовиком. У других, как напильник у фермера, есть широкие плоские выступы, которые служат ручками. У основания хвостовика – каблук .Здесь начинается тело файла.
Следующая секция – это живот , или поверхность , , где происходит все режущее действие. У некоторых файлов более двух животов или лиц, и на каждом из них может быть разный рисунок зубов. Точно так же кромки файла могут быть гладкими или иметь зубцы. Гладкие кромки также называются безопасными кромками . В зависимости от формы или профиля файл может иметь плоские, скошенные или закругленные края.
Напротив выступа находится точка .Как ни странно, острие часто бывает квадратным и редко заостренным. Но на самом деле суть в том, что вы указываете на конец работы.
Длина напильника измеряется от основания пятки до конца. Хвостовик или ручка не учитываются при определении длины.
Отрубы
Большинство ручных напильников классифицируются как швейцарские или американские.
ФайлыAmerican Pattern доступны в трех степенях огранки: Bastard, Second Cut и Smooth.Длина файла также влияет на шероховатость независимо от разреза. Например, 6 ″ Bastard Cut намного лучше, чем 12 ″ Bastard Cut. Это связано с тем, что для более тонкой работы обычно используются более короткие файлы. В целом, лучшим будет 4-дюймовый гладкий файл, а самым грубым – 16-дюймовый Bastard-файл. Соотношение между степенями грубости для каждой длины остается прежним.
НапильникиSwiss Pattern, с другой стороны, доступны в семи разрезах, в диапазоне грубости от ØØ до No.6, причем № 6 – самая тонкая огранка. Эти файлы, сделанные по точным размерам, меньше и тоньше, чем файлы American Pattern. Файлы Swiss Pattern обычно имеют длину от 3 до 6 дюймов и доступны в широком диапазоне тонких огранок. С зубьями, доходящими до края, и узкими точками для работы в ограниченном пространстве, файлы Swiss Pattern идеально подходят для детальной работы, часто используются ювелирами, часовщиками, изготовителями моделей, а также производителями инструментов и штампов.
Лицевая сторона файла может быть одинарной или двойной .Один надрезанный файл имеет один набор зубьев; напильник с двойным вырезом – два. Некоторые файлы имеют одинарную резку с одной стороны и двойную или даже гладкую – с другой.
Одинарные пилки (вверху) имеют один набор зубьев. Напильники с двойным вырезом их два (внизу). ФайлыHand также классифицируются по профилю, то есть форме файла. Примеры включают плоские, круглые, квадратные, конические и т. Д.
Выбор правильного напильника
Несмотря на то, что существует множество размеров, форм и типов, файлы обычно попадают в одну из категорий, перечисленных ниже.Внутри этих категорий есть стандартные вариации, каждая с особым дизайном. Помните, не ограничивайте себя перечисленными приложениями – используйте любой файл, подходящий для вашего проекта. Ознакомьтесь с нашей таблицей идентификации файлов, чтобы узнать, сколько различных файлов доступно.
Файлы американских шаблонов
Файлы машиниста
Как правило, механические напильники имеют двойную резку для быстрого и максимального съема материала. Эти файлы используются во многих областях и для большинства металлов и доступны в различных профилях и разрезах.
Напильники для заточки пил
Пильные напильники обычно имеют однократную резку для получения более гладкой поверхности. Они подходят для заточки пильных полотен и правки кромок инструментов, особенно там, где требуется более тонкая, острая кромка или более гладкая поверхность.
Файлы специального назначения
Это инструменты в виде файлов, которые были разработаны с течением времени для конкретных приложений или материалов. Примеры специальных файлов включают деревянные рашпили, пилки для пенопласта и напильники для кузова. Форма, рисунок зуба и другие критерии, зависящие от материала, определяют оптимальное использование этих файлов.
Швейцарские файлы выкройки
Напильники для штамповки
Мини-версии машинных и ножевых напильников, напильников для штамповки предназначены для правки и чистовой обработки штампов. Они доступны с хвостовиками для небольших ручек и часто поставляются в наборах, включающих различные профили.
Рифлеры с штампом-грузиком
Несколько напоминающие инструменты стоматолога, риффлеры имеют неразрезанные средние части, что делает их более безопасными и удобными в обращении. Рифлеры имеют тонкие узкие концы для облегчения работы с мелкими деталями.Есть два типа риффлеров – риффлеры для штамповки и рифлеры для серебряных дел мастеров, которые доступны в различных моделях и формах. Рифлеры штамповочного пресса, как правило, меньше и тоньше – это инструменты штамповщиков, ювелиров и производителей инструментов. Рифлеры серебряных дел мастера имеют более длинную среднюю часть и более широкие концы.
Надфили
Надфили с двойной прорезью. Надфили, используемые ювелирами, изготовителями штампов и другими мастерами по изготовлению деталей, бывают 12 различных форм и имеют длинные ручки с накаткой.Из-за своего небольшого размера некоторые надфили имеют встроенные пластиковые ручки, чтобы уменьшить спазмы пальцев, порезы и ссадины.
Методы подачи
Подача документов – это промышленное искусство. Это не просто растирание файла взад и вперед. Каждый удар должен учитываться и приближать вас на один шаг к гладкой, полированной поверхности без зазубрин и следов истирания.
Существует три элементарных метода подачи документов.
Прямая подача – это продвижение напильника вниз по заготовке в прямом или слегка диагональном положении.Ход резания – это ход толкания. При правильном выполнении обратный ход не должен касаться заготовки. Прямая опиловка может обеспечить максимальное удаление материала или гладкую окончательную отделку. Иногда форма материала может затруднять или затруднять прямую подпиливание.
Подача документов по розыгрышу – еще один популярный метод подачи. Для этого нужно удерживать напильник за хвостовик и за острие и протягивать его через заготовку к себе. Как и прямая опилка, протяжная опилка может обеспечить максимальное удаление материала или гладкую поверхность.
Третий метод – это опиливание на токарном станке , и, как следует из его названия, это процесс прижатия напильником к заготовке, которая вращается на токарном станке. Это может быть полезно при правке заготовки или при удалении материала. Как и в случае любого применения, связанного с вашими руками и лицом, а также с вращающимися инструментами, опиливание на токарном станке требует большой осторожности и внимания.
Подача различных металлов
Поскольку разные металлы сильно различаются по свойствам, при выборе правильного напильника следует учитывать природу металла, с которым вы работаете.Мягкие, пластичные металлы требуют острой кромки и легкого давления. Более твердые материалы требуют более тупых зубов и большего давления.
Подача нержавеющая
Для прочной, плотной и абразивной нержавеющей стали требуется напильник с хорошими износостойкими качествами. Слегка надавите и медленно, ровно двигайте.
Подача алюминия
Мягкий и сложный в шлифовке алюминий легко забивается. Используйте алюминиевый напильник со специальной режущей кромкой, которая разрушает опилки, предотвращает чрезмерное опиливание и помогает уменьшить вибрацию.Для лучшего результата нанесите сдвиг влево.
Подача латунь
Латунь сложна, потому что она мягче стали, но тверже и тверже алюминия. Для опиливания латуни требуется острый напильник с прочными зубьями и срезом, предотвращающим прорезание канавок и скатывание. Используйте специально разработанный латунный напильник и прикладывайте умеренное давление.
Заявка на подачу заявки
Наденьте респиратор! Мягкие материалы, такие как свинец, баббит и медь, имеют особые условия подачи. Используйте короткий одинарный напильник с короткими зубьями.Приложите нормальное давление.
Подача бронзы
Аналогичен латуни, но зависит от содержания легирующих элементов. Чтобы избежать образования канавок, пересекайте направление хода резания.
Плавка из кованого железа
Кованое железо мягкое и пластичное, и для получения хороших результатов не требуется очень острый напильник.
Пластиковая папка
Для твердого пластика требуется напильник с высокими острыми зубьями. Мягкие пластмассы запиливают в клочья, поэтому для этого следует использовать пилку с режущими зубьями, а также для обработки других мягких материалов, таких как алюминий, медь, твердая резина и дерево.
Средство для ухода за папкой для рук
Есть несколько простых шагов, которые вы можете предпринять, чтобы обеспечить долговечность ваших файлов.
Не давить . Приложите только давление, достаточное для того, чтобы напильник смог выполнить свою работу. Почувствуйте, как зубы впиваются в заготовку. Ваши движения должны быть плавными и плавными. Применение правильного давления также приведет к наиболее быстрому удалению материала, даже если для выполнения работы потребуется еще несколько движений. Мягкий материал, такой как алюминий, может забивать режущие зубья, даже если вы используете напильник, предназначенный для алюминия и мягких металлов.
Защитные зубы . Бросать файлы вместе со всеми металлическими инструментами – не лучшая идея! В идеале повесьте их или храните в ящике с неметаллическими перегородками и достаточным пространством для размещения без длительного контакта. Храните их вдали от воды, грязи, жира и опилок.
Держите его в чистоте . Возьмите файловую карточку и используйте ее во время подачи и после того, как закончите. Карточка с файлом состоит из рядов маленькой жесткой проволоки, которая очищает зубы от мусора. Помните, что опилки нагреваются, а опилки получаются острыми.Очистка файла вручную – один из способов избавиться от металлической стружки. Вместо этого используйте карточку для файлов, которая удаляет документы до того, как они застрянут в файле или в вашем пальце.
Таблица идентификации файла
Вот удобная диаграмма, которую вы можете скачать. Он показывает различные типы ручных файлов, сгруппированных по шаблону и профилю. Ищете новый ручной напильник? У KMS Tools большой выбор.
Все, что вам нужно знать о алмазных файлах и о том, как использовать
Что такое алмазный файл?
Алмазные напильники изготавливаются путем нанесения алмазного гальванического покрытия на стальные заготовки с использованием никеля.Чем мельче частицы, тем мельче зернистость файла. Вот почему алмазные напильники называют зернистостью, а не наждачной бумагой. Чем выше число, тем меньше зернистость и мельче покрытие. Например, алмазный напильник зернистостью 600 будет намного тоньше, чем зернистость 220.
Зачем использовать алмазный напильник вместо традиционного стального напильника?
Как вы знаете, традиционные стальные напильники имеют зубцы, похожие на пильное полотно. Чем меньше зубцы, тем точнее будет разрез напильника, но все эти зубцы выровнены в одном направлении.Это означает, что с традиционным напильником он будет резать только в одном направлении, как пила. Даже если у вас круглый или полукруглый напильник, они режут только в прямом направлении. Например, они не работают боком или круговыми движениями.
Напротив, у алмазных пилок на самом деле нет зубов как таковых, а есть алмазная крошка. Это дает алмазным файлам уникальное свойство, позволяющее работать в любом направлении.
Алмазные напильники, режущие во всех направлениях, обеспечивают лучшую отделку
Распределение алмазных частиц позволяет алмазным надфилем не только резать во всех направлениях, но и обеспечивать гораздо лучшую отделку.Таким образом, алмазные надфили могут стать прекрасным абразивом для самых разных областей применения.
Благодаря твердости алмаза, алмазные напильники можно использовать для обработки различных материалов, на которые другие абразивные материалы не повлияют.
Алмазные напильники режут как при вытягивании, так и при выталкивании.
Когда вы работаете на небольших сложных участках, алмазный напильник будет работать как при вытягивании, так и при проталкивании. Так что это может немного упростить работу в ограниченном пространстве.Теоретически это также означает, что он будет резать вдвое быстрее, чем зубчатый напильник той же зернистости, потому что он режет как при натяжении, так и при толчке.
Еще одним огромным преимуществом является то, что они работают боком и вращательным движением.
Как использовать алмазные напильники
1. Используйте кончик алмазного напильника для детализированных участков, таких как кольцевые стержни
Вы можете использовать тонкие крошечные точки напильника, чтобы попасть в крошечные области. Пока вы можете перемещать файл в любом направлении, он будет обрезаться и подпиливаться за вас.Это особенно полезно с большим круглым алмазным напильником с зернистостью 600, поскольку его можно вращать внутри отверстия или за пределами кольца, и он будет резать на 360 градусов.
Отлично подходит для внутренней части кольцевых хвостовиков, а также для глубокого удаления заусенцев. Большой полукруглый файл с зернистостью 220 также отлично подходит для внутренней части колец и браслетов и имеет красивый широкий плоский профиль, так что его можно использовать снаружи колец без замены файлов. Отличный компаньон для круглого напильника 600.
2.Заточка твердосплавных режущих инструментов
Режущие инструменты из карбида вольфрама со временем затупятся, и часто бывает проще иметь абразивный материал для ручного инструмента, который можно подавать прямо к режущему инструменту, вместо того, чтобы переносить режущий инструмент к электрическому шлифовальному кругу. Алмазные напильники с зернистостью 600 – лучший сплав для этого применения.
3. Увеличение отверстий
Круглый алмазный напильник с иглами может использоваться для открытия огромного количества отверстий в закаленных поверхностях, зерно 600 является наиболее распространенным для большинства применений.Маленькие отверстия под винты в часах и часах до отверстий в драгоценных камнях и бусах можно открыть круглым алмазным напильником. Для достижения наилучших результатов выбирайте алмазные напильники с зернистостью 600 или 900.
4. Удаление излишков припоя
Если вы припаиваете штырь к задней части серьги, например, квадратный алмазный напильник с зернистостью 600 поможет вам попасть прямо в этот прочный стык и очистить как горизонтальные, так и вертикальные поверхности. У него также есть очень красивый острый конец. Круглый алмазный напильник можно использовать для удаления излишков припоя внутри кольца для кольца, и его обработка будет лучше, чем при использовании традиционного напильника.
5. Установка часов и часовых стекол
Иногда при установке часов или часовых кристаллов необходимо немного изменить размеры, использование алмазного надфиля с зернистостью 600 даст требуемый результат за минимальное время.
6. Замена часов и поддонов для часов
Поддоны для часов и часов очень твердые, со временем зазубриваются и деформируются. Использование алмазного напильника с мелким зерном 900 может радикально изменить поверхность поддона для более эффективного движения.
На изображении выше изображен Брэд Тейлор с taylorhorology.com, использующий маленькую квадратную алмазную пилку с зернистостью 900
7. Формование драгоценных камней для ювелирных изделий
Драгоценные камни могут быть чрезвычайно твердыми, особенно кварц, сапфир и рубин, а также при установке камней в украшения могут потребоваться небольшие изменения. Никакой другой абразив не окажет такого эффективного воздействия, как алмазный напильник. Мелкие сорта, такие как зерно 600 и 900, идеально подходят для выполнения этих небольших корректировок.Попробуйте использовать небольшой плоский напильник с зернистостью 600 или полукруглый с зернистостью 900 для получения идеальной отделки.
Lucylou designs использует алмазный напильник для придания формы и сглаживания своих кабошонов, как показано выше.
8. Повторная установка часов и наручных часов
Удаление заусенцев и износа с шарниров часто затруднено из-за их твердости, особенно во французских часах. Использование алмазного надфиля с зернистостью 600 может обеспечить плавное вращение оси в кратчайшие сроки.
9. Хрустальные бокалы со скошенной кромкой и стекло для опиловки
Мы все знаем, что обод вашего драгоценного хрустального стекла очень легко отколоть ободок, и из-за стоимости замены одного в наборе использование алмазного надфиля может быть Гораздо экономичнее скосить кромку стекла.Важно использовать алмазную пилку с зернистостью 600, а полукруглая форма на сегодняшний день является наиболее универсальной для контура стекла.
На изображении выше показана стеклянная бутылка, которая была разрезана, края которой опиливаются большой квадратной алмазной пилкой с зернистостью 600.
Маленькие напильники с зернистостью 600 отлично подходят для опиливания краев мозаики.
10. Заточка предметов домашнего обихода
Ножницы, перочинные ножи, садовые инструменты, кухонные ножи, маленькие отвертки, струны для гитары и скрипки можно заточить до острая как бритва отделка за очень короткое время.Для этого случая вы можете использовать алмазный напильник различных размеров, но рекомендуется зернистость 600.
11. Полировальные инструменты с перекрестным шлифованием
Со временем полировальные инструменты теряют свою способность к полировке, только алмазные напильники могут изменить перекрестное зерно сапфирового полировального станка или полировального станка из закаленной стали. Для достижения наилучших результатов выберите зернистость 600.
12. Заточка рыболовных крючков и ледобуров для зимнего лазания
Одним из важнейших инструментов рыболова должен быть его крючок, особенно при ловле карпа, он должен быть острым как бритва (липко-острым). Алмазный надфилька с зернистостью 600 идеально подходит для этого благодаря своему размеру и профилю.Очень важно, чтобы для этой операции использовался очень труднодоступный алмазный напильник для спуска, это позволяет ловко опиливать все вокруг острия крючка.
Как чистить алмазные напильники
По возможности всегда используйте ваши алмазные напильники влажными, так как это поможет предотвратить попадание мусора в алмазную крошку. Если вы все еще обнаруживаете, что материал забивает алмазную пилку, вы можете попробовать любое из следующих действий:
- мягкое мыло и щетинная щетка (например, зубная щетка) латунные или стальные щетинные колеса
- работают во вращающемся инструменте
- мыльный камень – протереть напильник по поверхности
Нажмите здесь, чтобы найти свой алмазный напильник
7 лучших металлических файлов (август 2021 г.)
Металлический напильник – удобный инструмент.Они могут помочь со многими домашними работниками и проектами, не говоря уже о том, что они могут продлить срок службы других ваших инструментов. Независимо от вашего проекта или профессии, есть металлическая пилка, которая подойдет именно вам.
При этом может быть сложно выбрать правильный, когда пришло время инвестировать в новый. Для каждого типа файла доступно так много вариантов, что легко застрять в одном, который либо работает некорректно, либо не подходит для ваших нужд. Если вы столкнулись с этой дилеммой, у нас есть для вас некоторая информация, которая вам поможет!
В статье ниже мы рассмотрели семь лучших доступных металлических напильников.Мы поделимся длиной, использованием, обрезкой и многим другим для каждого. В конце мы также предоставили руководство для покупателя с некоторыми дополнительными характеристиками, чтобы вы могли с уверенностью выбрать нужный файл для своих нужд.
Продолжайте читать, чтобы узнать, какой файл занял первое место в списке, а какой из них вам следует избегать при покупках.
Краткое сравнение наших фаворитов
7
Лучшие металлические напильники – Обзоры 20211. Металлический напильник Crescent Nicholson 8 ”Cut Axe – лучший в целом
Нашим первым выбором является металлическая напильник для топора Crescent Nicholson 8 ”.Этот инструмент американского образца изготовлен из закаленной углеродистой стали. Он прочный, с прочными зубьями, подходит для работы с твердым и мягким металлом. Вы можете использовать этот инструмент на топорах, ножницах, ножах и других садовых инструментах и предметах.
Crescent Nicholson имеет большую рабочую зону, позволяющую быстро выполнять проекты. Это двойной пропил для черновой опиловки и одинарный для чистовой обработки. У вас также есть два защитных края для хранения в закрытой зоне. Это также предотвратит возникновение повреждений.
Этот металлический напильник имеет толщину 0,25 дюйма и удобный вес 6,4 унции. Эргономичная ручка облегчает длительное использование, а весь инструмент долговечен и эффективен. Единственным недостатком этой модели является то, что она предназначена для использования только с металлом. При этом, если вы хотите, чтобы ваши садовые и бытовые инструменты оставались острыми и прослужили дольше, мы рекомендуем эту металлическую пилку.
Плюсы
- Закаленная углеродистая сталь
- Две защитные кромки
- Двусторонний и одинарный пропил
- Комфортная ручка
- Большая площадь
- прочный
2.Плоский напильник среднего размера KALIM, 6 дюймов, из высокоуглеродистой стали – лучшее соотношение цены и качества
С этим следующим вариантом покупка нового металлического напильника не должна быть дорогостоящей. Напильник KALIM Flat Medium Cut 6 дюймов из высокоуглеродистой стали – отличный инструмент за меньшие деньги. Общая длина этого удобного предмета составляет 7,5 дюйма, а ширина – 0,63 дюйма. Вы можете использовать его для подпиливания, придания формы и отделки металла, дерева, пластика и многого другого.
Напильник с содержанием углерода 0,8% идеально подходит для различных проектов. Это двойная резка с мелкозернистыми зубьями, прочная и эффективная.KALIM также является отличным вариантом для быстрого выполнения работы.
Этот металлический напильник прошел высокотемпературную закалку, что делает его долговечным и долговечным инструментом. Более того, он устойчив к истиранию и односторонний. Единственный недостаток, который следует отметить, – это отсутствие у этого варианта безопасности. Однако с точным рисунком зубьев это лучшая металлическая пилка за свои деньги.
Плюсы
- Высокоуглеродистая сталь
- Может использоваться с различными материалами
- Устойчивый к истиранию
- Двойная резка
- Прецизионное расположение зубьев
3.Набор файлов VonHaus из 9 предметов – Премиум выбор
Если вы часто используете металлический напильник в различных проектах, наш следующий вариант премиум-класса – хороший вариант. Набор файлов VonHaus 9pc включает три инженерных файла и шесть надфилей. Инженерные файлы имеют размер 8 дюймов и включают ручной, круглый и полукруглый напильник. Последняя имеет размер 6 дюймов и включает круглую иглу, полукруглую иглу, плоскую иглу, квадратную иглу, равную иглу и треугольную иглу.
Благодаря разнообразию напильников вы сможете делать точные пропилы, подпиливать и обрабатывать различные предметы, включая мягкие и твердые металлы.Вы также можете использовать эти файлы для обработки дерева, пластика, стекла, керамики и многого другого. Они изготовлены из закаленной и отпущенной высокоуглеродистой стали, что делает их очень прочными.
Напильники VonHaus имеют зубное покрытие, обеспечивающее высокую точность работы. Вы получите удобный футляр для хранения инструментов. Вы можете использовать эти инструменты для заточки, удаления заусенцев и придания формы. Однако следует отметить один недостаток: файлы не имеют защитных кромок. Рекомендуется соблюдать осторожность.
Кроме того, вы найдете работу с этими инструментами простой и удобной благодаря эргономичной рукоятке с мягкой рукояткой.Этот напильник предназначен для точной резки и является любимым инструментом мастера. Единственный другой аспект этого набора, о котором следует помнить, – это то, что они более дорогостоящие, чем два других наших варианта.
Плюсы
- Закаленная углеродистая сталь
- Использование на различных материалах
- Зубья с покрытием
- прочный
- Мягкая ручка
Минусы
- Дороже
- Без предохранительной кромки
4.SE Набор металлических надфилей с алмазными иглами из 10 предметов, зернистостью 150,
Наш следующий вариант – набор металлических алмазных надфилей SE из 10 предметов с зернистостью 150. Этот комплект поставляется с напильником Barette, надфилем с пересечением, напильником для выравнивания, напильником-ножом, напильником для защиты, квадратным напильником, трехквадратным напильником, полукруглым, сужающимся круглым напильником и круглым напильником. Все они сделаны с зерном 150 для резки, опиливания и заточки металла.
SE 10-Piece поставляется в футляре из ПВХ, который вы можете использовать, и у них есть ручка для дополнительного комфорта при длительном использовании.Инструменты имеют общую длину 5,5 дюйма и длину в диаметре 2,75 дюйма.
Как обычно, эти напильники изготовлены из высокоуглеродистой стали, подвергнутой закалке для повышения прочности. К сожалению, зубы не такие долговечные и быстро изнашиваются. Более того, ни у одного из них нет запаса прочности. Помимо этого, вы получите много пользы от этих файлов, пока они используются на металлических поверхностях и объектах.
Плюсы
- Закаленная углеродистая сталь
- Ручка ближнего света
- Различное применение
- прочный
Минусы
- Только для металлических поверхностей
- Без предохранительной кромки
5.Набор надфилей JinFeng
Если вы находитесь на рынке надфилей, вам подойдет набор надфилей JinFeng. Это набор из шести предметов, сделанный из сплава высокоуглеродистой стали. Их общая длина составляет 6 дюймов, а хвостовик – 4 дюйма. Вы можете использовать эти инструменты на небольших предметах, таких как ювелирные изделия, а также на керамических, деревянных и стеклянных предметах. Однако имейте в виду, что они не рекомендуются для твердых металлов.
Набор JinFeng поставляется с круглым напильником, полукруглым напильником, плоским напильником, плоским защитным напильником, квадратным напильником и треугольным напильником.Они имеют двойной разрез и имеют мягкую резиновую ручку, которая снимает нагрузку с ваших рук. Хотя вы можете найти множество применений для этих инструментов, они не рекомендуются для чистовой обработки, поскольку зубья не такие гладкие для такого типа работы.
Также следует учитывать, что точность рисунка зубьев с этим набором оставляет желать лучшего. Если вы будете использовать этот набор для базовой подачи документов, то это надежный вариант. Однако будьте осторожны, используя их для чего-нибудь еще.
Плюсы
- Высокоуглеродистый стальной сплав
- Ручка из мягкой резины
- Использование на различных материалах
- прочный
Минусы
- Не рекомендуется для твердых металлов
- Не для точной работы
- Отделочные работы не рекомендуются
6.Полукруглый ручной рашпиль Finder 8 ”
На шестом месте у нас находится 8-дюймовая полукруглая напильник для рашпиля Finder. Это полукруглый одинарный напильник с ручкой 4,6 дюйма и общей длиной 12,6 дюйма. Этот инструмент изготовлен из закаленной высокоуглеродистой стали и имеет одинарные зубья на закругленной стороне и поперечные зубцы на плоской стороне.
The Finger, к сожалению, не такой прочный, как некоторые другие варианты, которые мы рассмотрели. У него удобная резиновая ручка, но он может быть скользким во влажных или масляных условиях.Более того, он тяжелее – 7,1 унции.
И что еще интереснее, вы можете использовать эту металлическую пилку для обработки пластика, стекла, стеновых панелей, дерева, металла и т. Д. Он также имеет защиту от ржавчины. Следует отметить, что этот инструмент имеет тенденцию прыгать, что может нанести ущерб вашему проекту. Вы также не найдете в этом варианте безопасности. Однако, если вы используете этот инструмент на больших поверхностях, это может быть хорошей возможностью.
Плюсы
- Высокоуглеродистая сталь
- Резиновая ручка
- Одиночные и поперечные зубья нарезанные
- Устойчивость к коррозии
Минусы
- Не такой прочный
- Может прыгать и наносить урон
- тяжелый
- Может поскользнуться при влажности
7.Напильник Corona FE405506BC0CD Mill Bastard Cut
Наш последний выбор – Corona FE405506BC0CD Mill Bastard Cut File. Это 6-дюймовый напильник из закаленной углеродистой стали, общая длина которого составляет 8,25 дюйма. Этот инструмент предназначен только для работы с металлом, и у него нет ручки, которой можно было бы пользоваться при работе. Лучше всего его использовать для полировки и удаления заусенцев с кромок одинарных поверхностей.
Corona не так прочна, как другие возможные варианты. Он легко ломается, а зубы быстро изнашиваются.Кроме того, здесь нет защитной кромки. Этот вариант весит 0,01 унции и имеет отделку от средней до крупной. К сожалению, получение гладкой кромки или кромки с подпиливанием занимает больше времени. Кроме того, вы обнаружите, что он быстро ржавеет при контакте с влагой.
В целом, это наш наименее любимый вариант напильника по металлу.
Справочник покупателя
Металлический напильник – полезный предмет для многих проектов и работ. Хитрость заключается в том, чтобы найти тот, от которого вы получите больше всего пользы, или набор, который упростит ваш проект.Мы рассмотрели некоторые из наших любимых вариантов выше, но мы все же хотели дать вам несколько дополнительных советов о том, что искать в качественном файле.
Советы по покупкам
Когда приходит время найти хороший металлический напильник, есть несколько вещей, которые следует учитывать при покупке. Взгляните на эти советы ниже, чтобы получить максимальную отдачу от вложенных средств!
- Материал: Материал важен по двум причинам. Во-первых, убедитесь, что ваш напильник изготовлен из закаленной углеродистой стали, чтобы он прослужил долго.Во-вторых, вы также должны подумать, какой тип материала вам нужно будет подать. Например, вам может потребоваться регулярно подпиливать металл, но иногда может понадобиться что-то, что будет работать и с пластиком или стеклом.
- Форма: Металлические напильники бывают разных форм. Они могут быть круглыми, квадратными, заостренными, полукруглыми и многим другим. Изделие или проект, над которым вы работаете, определит, какая форма вам нужна.
- Размер: Размер так же важен, как и форма.Если вы регулярно работаете с ювелирными изделиями, вам потребуются напильники, которые намного меньше, чем металлический напильник сантехника. Размер также определяет вес, который также может иметь значение для простоты использования и комфорта.
- Ручка: Говоря о комфорте, вы хотите выбрать вариант с удобной ручкой или с ручкой по вашему выбору. Не все файлы имеют дескриптор, так как они могут быть заменены другими, если вы используете несколько разных файлов.
- Кромка безопасности: Кромка безопасности важна для многих проектов.Это плоская гладкая сторона плоского напильника. Это важно, если вам нужно работать на поверхности, примыкающей к поверхности, к которой не нужно прикасаться. По сути, он защищает поверхность, которую вы не хотите подпиливать.
- Зубы: Зубы, возможно, самый важный аспект вашего файла. В зависимости от ваших потребностей существует несколько различных типов зубов. Также имейте в виду, что чем длиннее пилка, тем меньше у нее зубов. Это означает, что чем он длиннее, тем короче он будет.Погрузимся глубже в зубы и порезы ниже…
Важные сведения о зубах и разрезах металлическим напильником
Как уже упоминалось, чем длиннее ваш напильник, тем меньше зубцов на дюйм у него будет, что приведет к более грубому резанию. То, насколько хороши зубы, называется срезом напильника. Крой классифицируется либо по американскому паттерну, либо по швейцарскому образцу.
Тем не менее, в этой статье мы рассмотрим шесть самых популярных разрезов обоих моделей:
- грубая
- Средний
- Ублюдок
- Вторая резка
- Гладкий
- Мертвый гладкий
Имейте в виду, что эти файлы варьируются от грубых до гладких, но длина также играет роль.Например, 8-дюймовый ублюдок будет грубее, чем 6-дюймовый средний напильник.
У вас также есть одинарная или двойная резка. Одиночная резка имеет одиночные линии зубьев, идущих параллельно друг другу, в то время как двойная резка имеет дополнительный набор зубцов, пересекающих одиночный набор. Вы обнаружите, что у многих файлов есть одинарный разрез на одной стороне и двойной разрез на противоположной стороне.
Существуют также специальные разрезы для конкретных работ. Ниже мы привели несколько примеров популярных специальных зубов:
- Vixen Cut: Файлы Vixen отлично подходят для работы с кузовами.У них изогнутые и очерченные зубы, которые проходят прямо по лицевой стороне файла.
- Shear Cut: Это одинарный разрез, пересеченный зубчатыми зубьями. Их можно использовать для шероховатости поверхности, одновременно сглаживая ее.
- Maxi-Sharp Cut: У этого напильника одиночные зубья, которые сужаются к концу. Многим нравится этот файл, поскольку его можно использовать по-разному в зависимости от давления, которое вы используете.
Есть много других типов резки напильником.В сочетании с различными формами и размерами есть металлический напильник практически для любого вашего проекта.
Заключение
Мы надеемся, что вам понравились приведенные выше обзоры, и они помогли вам найти идеальную металлическую пилку для ваших нужд. При большом количестве доступных опций бывает сложно определить, какой из них лучше всего подходит для вашего проекта.
По нашему мнению, 8-дюймовая металлическая пилка для топора Crescent Nicholson – лучшее, что может быть для других металлических инструментов в идеальной форме.При этом, если вам нужно что-то более доступное по цене, мы предлагаем приобрести плоский шестидюймовый напильник KALIM из высокоуглеродистой стали. Это отличный файл, который прочен и эффективен для различных проектов.
Изображение предоставлено: Amazon
| НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАТЕЛЬНОЙ СТРАНИЦЫ |
| РУЧНЫЕ ФАЙЛЫ / ИНЖЕНЕРНЫЕ ФАЙЛЫ – 1 |
| В.Райан © 2006-2016 |
ФАЙЛ PDF – НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕЙ ТАБЛИЦЫ В мастерской используются ручные напильники для сглаживания черновой края. Их можно использовать для сглаживания различных материалов, включая металлы. от латуни и стали до материалов на основе дерева, таких как МДФ.Они есть изготовлены из высокоуглеродистой стали и подвергаются термообработке, чтобы более жесткие, чем сталь или другие материалы, из которых они будут применяться к. |
| ВЫБОР РУЧНЫХ ФАЙЛОВ |
| Ручные файлы обычно держат обеими руками.Файл плотно прижат к поверхности, которую нужно разрезать / разгладить. Затем файл толкается вперед и режет при прямом ходе. Затем он поднимается из металла и вернулся в исходную точку для следующего толчка вперед. Это называется «сквозной регистрацией» | .
| Сквозная опиловка обычно является первым этапом сглаживания кусок металла или пластика. |
| Если поверхность, полученная методом сквозной опиловки, плохая Достаточно – следующий этап – «розыгрыш». На схеме ниже показано, как файл удерживается во время этого процесса. Файл держится обеими руками лезвие и толкал вперед и назад вдоль материала. Этот еще больше сгладит материал. |
| Завершающий этап опиливания / разглаживания куска
металл / пластик – использовать наждачную бумагу или влажную и сухую бумагу. |