Как измерить шаг цепи – статья
Случаются ситуации, когда необходимо узнать шаг цепи или ее стандарт, а маркировка на цепи отсутствует. В этой статье мы расскажем вам измерять шаг цепи, а также какие 3 основных параметра нужно, что бы определить ее стандарт.
Как измерить шаг цепи
Для этого необходимо измерить два параметра:
- Диаметр ролика;
- Расстояние по внешним сторонам ролика.
Для примера возьмем цепь 10B. Диаметр ролика составляет 10,16 мм. Расстояние по внешним сторонам ролика 26,035 мм.
Чтобы узнать шаг цепи нужно от расстояния по внешним сторонам ролика отнять диаметр ролика.
В данном случае шаг цепи — 26,035 мм – 10,16 мм = 15,875 мм.
Как определить стандарт цепи
Существует два основных стандарта приводных цепей: ISO и ANSI.
Чтобы определить стандарт приводной цепи, помимо шага нужно измерить диаметр ролика и расстояние между внутренними пластинами. Для примера возьмем цепь 10A и 10B.
| Тип цепи | Шаг цепи, мм | Диаметр ролика, мм | Ширина между пластинами, мм |
|---|---|---|---|
| 10A | 15,875 | 10,16 | 6,48 |
| 10B | 15,875 | 10,16 | 9,65 |
Как видно цепи стандартов ISO и ASA могут отличаться диаметром ролика или шириной между внутренними пластинами.
Важно! Для правильного подбора цепи под звездочку, нужно точно определить ее тип. Одинаковый шаг цепи не гарантирует совместимости звездочки с цепью. Так, цепь с тем же шагом но меньшим диаметров ролика не будет работать.
Компания Юнитех Украина предоставляет услуги по подбору цепных передач. Чтобы определиться с типом цепи обращайтесь к нам.
unitech.com.ua
Как измерить шаг цепи штангенциркулем
 В некоторых ситуациях у обладателей бензопил может возникать некая путаница в понимании всех обозначений маркировки цепей для этих инструментов. По итогу это приводить к неудачным покупкам. Выбор бензопил зачастую определяется всего лишь несколькими основными критериями, одним из которых является шаг цепи. Данный показатель помогает выделить будущие возможности инструмента, в том числе его скорость распила, а также по нормам должен соответствовать уровню мощности двигателя. Как же маркируются цепи? Давайте разберёмся!
В некоторых ситуациях у обладателей бензопил может возникать некая путаница в понимании всех обозначений маркировки цепей для этих инструментов. По итогу это приводить к неудачным покупкам. Выбор бензопил зачастую определяется всего лишь несколькими основными критериями, одним из которых является шаг цепи. Данный показатель помогает выделить будущие возможности инструмента, в том числе его скорость распила, а также по нормам должен соответствовать уровню мощности двигателя. Как же маркируются цепи? Давайте разберёмся!
Шаг и его размеры
Шаг – это промежуточное расстояние между тремя заклёпками, которые располагаются рядом. Для правильного вычисления шага цепи следует произвести замер расстояния между осями трёх заклёпок, размещённых вблизи друг друга. В виде формулы это выглядит следующим образом:
L=S/2
Где, L – это величины длины шага, которая в бензопилах характеризует степень удалённости двух зубьев по отношению друг к другу;
S – значение промежутка между двумя крайними заклёпками из трёх.
Величина шага может быть также равна длине расстояния между двумя соседними хвостовиками.
Закономерность: чем больше будет расстояние между режущими зубцами, тем глубже они будут входить в распиливаемый материал
Путём увеличения размера шага цепи становится возможным повышение производительности бензопилы. Однако, в подобном случае изменяется степень прилагаемого усилия для осуществления вращения приводной звёздочки. И чем выше шаг цепи, тем большей должна быть мощность двигателей и больше физических сил затрачивается для её протяжки при распиловке материалов.

Шаг цепи бензопилы. Таблица
С учётом величины шага, на сегодняшний момент цепи разделяются не несколько подтипов:
| № | Расстояние между заклёпками | Шаг цепи (ширина в дюймах) |
| 1 | 6,35мм | 1/4 |
| 2 | 8,25мм | 0,325 |
| 3 | 9,3мм | 3/8 (0,375) |
| 4 | 10,26мм | 0,404 |
| 5 | 19,05мм | 3/4 |
Как видно из таблицы шаг цепи обозначается как обычное число (3/4) и десятичное – «0,375». Подобное разделение вызвано схожестью десятичных значений – «0,325» и «0,375», поскольку разница в одну цифру создавала путаницу при подборе пилы. Поэтому в своё время было принято решение об установлении двух разных обозначений: десятичными и обычными дробями.
Шаг выштамповывается в области специального ограничителя глубины распила на каждом зубе.
К плюсам цепей с большим шагом можно отнести:
- высокий уровень производительности за счёт широкого пропила;
- возможность выполнения сложных работ (валка крупных деревьев).
Но следует учесть, что широкий пропил требует использования более мощного двигателя, что в свою очередь значительно увеличивает сопротивление.
Преимуществами цепей с малым шагом являются:
- низкий уровень вибрации;
- плавные движения при пропиле;
- чистота реза.
Достигаются преимущества за счёт большого количества зубьев и малого расстояния между ними.
Вся известная классификация цепей основывается на особенностях их маркировки в зависимости от шага, который предназначен для определённых потребностей и производится под конкретную мощность электрооборудования. Для лучшего понимания каждого типа шага, их следует рассмотреть по отдельности.

Основные параметры цепей
Нанесение маркировка цепи предполагает наличие следующих параметров:
- Шаг:
- «0,325» – самый распространённый и минимальный размер шага, который используется в полупрофессиональных и бытовых бензопилах с малыми мощностями. Стандартная величина мощности под такой шаг колеблется в пределах от «0,325» до «3л.с.», но не выше «3,5л.с». При работе с таким типом цепи распил проходит более плавно, комфортно, без «порывов» обрабатываемых изделий.
- «0,375» («3/8») – наносится на бензопилы с мощностью в «4л.с». Такая цепь применяется при распиловке древесины средней и малой толщины.
От значения шага зависит точность и качество создаваемого пропила. В случаях отсутствия важности достижения высокого качества при работе бензопилой иногда особое значение имеет точность реза. Для этого необходимо обязательно учитывать зависимость шага на роспуск древесины по заранее нанесённым разметкам.
- Толщина ведущих звеньев (хвостиков). При работе бензопилы на её цепь приходится большая часть всех нагрузок. Учитывая это, ещё одной главной характеристикой работы пилы является толщина элементов звена, которое входит в пазы шины. Этот параметр также определяет общую толщину скрепляющих звеньев, которая измеряется с помощью обычного штангенциркуля. К стандартным значениям толщины относят:

- «1,1 мм» («0,043») и «1,3 мм» («0,05») – используются при производстве цепей начального уровня, которые предназначены для осуществления незначительных объёмов работ. Зачастую при таких значениях толщины звеньев длина шага цепи может составлять «0,325», что предполагает наличие невысоких нагрузок и щадящего режима работы. Поэтому их используют в бытовых и полупрофессиональных аппаратах;
- «1,5 мм» («0,058») – самая распространённая величина толщины на рынке бензопил и комплектующим к ним. Такое значение способно обеспечить безопасную работу при величине шага в «3/8». Цепь с толщиной 1,5мм не предназначена для распила профессионального уровня;
- «1,6 мм» (0,063) и «2,0 мм» (0,08) – предназначаются для проведения самых сложных работ. Металлом при изготовлении таких цепей служит сталь особых марок, а в конструкцию закладываются характеристики повышенной прочности.
Чем большей будет толщина звена и шире паз шины, тем высококачественнее считается бензопила, поскольку она способна выдерживать большие нагрузки.
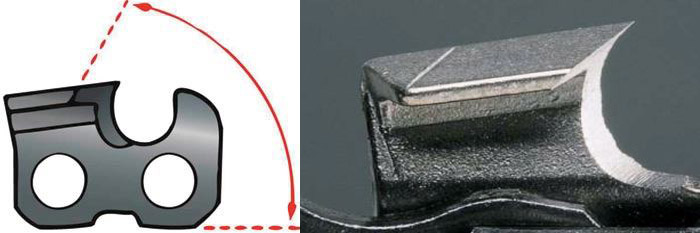
- Глубина реза – является отличительной особенностью производимых цепей и характеризуется высотой профиля режущих зубьев. Измеряется она промежутком между ограничителями и режущей верхней кромкой. На рынке могут быть представлены, как высокопрофильные (0,762 мм), так и низкопрофильные (0,635 мм) виды цепных изделий.

Чем больше высота профиля, тем выше вход в материал (глубина) и скорость распиливания
Высокопрофильные цепи устанавливаются на бензопилы с повышенными мощностями двигателя. Информация о высоте профиля, как правило, прописывается в характеристике к инструменту.
Профиль влияет на возникновение вибраций, вызывающие в последствии изношенность привода либо проблемы при удержании инструмента в руках. При этом чем выше режущие части, тем сильнее будет степень вибрации.
Бытовые типы бензопил оснащаются низким профилем. В полупрофессиональных устройствах могут сочетаться разные варианты типов цепей. Однако в большинстве случаев придерживаются принципа:
В цепи с большим шагом устанавливают низкий профиль, а при шаге «0,325» — высокий
Такими вариациями повышается скорость распила не за счёт шага, а благодаря изменению глубины или высота профиля. Хотя в профессиональных инструментах акцент делают на повышение шага, объясняя это тем, что бензопила становится более управляемой.
- Геометрия режущих зубьев – профиль может быть двух основных типов:
- чипперный (в народе «серп») – имеет серповидную форму и отличается высокой производительностью. При эксплуатации легче затачивается и не требует соблюдения чётких углов заточки. Недостаток: риск возникновения высоких нагрузок и ухудшения режущих характеристик;
- чизельный (в народе «семёрка») – имеет рабочую поверхность прямой формы в виде цифры «7». Применяются в цепях с шагом «0,404» или «3/8» на профессиональных пилах. Главный недостаток чизельных звеньев – сложность заточки режущих элементов и чувствительность к воздействию грязи.

- Количество режущих зубьев – определяется как соотношение числа зубьев к количеству направляющих в шине. В бензопилах хорошего производства должны сочетаться два направляющих звена в режущей части инструмента.
- Тип заточки звеньев – напрямую зависит от типа будущих работ. Классические виды бензопил применяются в большинстве своём для поперечного распила деревьев и редко используются для продольного распила. С учётом сопротивления дерева в обоих случаях в цепях может использоваться разный угол размещения звеньев. На строительных прилавках сейчас можно встретить цепи со следующими типами режущих звеньев:
- продольный тип цепи – предполагает распил дерева вдоль его волокон. Угол реза достигает 5-15 градусов.
- поперечный тип – распил ведётся поперёк. Угол реза в цепях составляет 25-35 градусов.
- Длина цепи – зависит от параметров и технических характеристик самой бензопилы: мощности, габаритов и др. При стандартном или нормированном натяжении цепи её длина чаще всего указывается в паспорте.
- Порядок следования звеньев – последовательность расположения звеньев может быть разной:
- стандартный – на каждое режущее звено в цепи приходится два ведущих звена;
- с полупропуском – каждое третье по размещению звено в цепи заменено на так называемое соединительное;
- с пропуском – в местах расположения каждого второго звена для реза устанавливается соединительное.

Зачем нужен пропуск звеньев в цепи? В самих цепях наиболее ценным является качество режущих звеньев, поскольку они изготавливаются по особым технологиям и имеют большую стоимость в отличие от соединительных звеньев. При невозможности укоротить цепь единственным вариантом удешевления стоимости цепи становится пропуск режущих элементов. В работе цепи с пропусками звеньев показывают сниженную производительность и быстро изнашиваются.
В целом, желая приобрести инструмент для распила древесины с максимальной эффективностью, не поленитесь дополнительно изучить маркировку цепей для бензопил, указываемую также в инструкциях к инструменту.
Для этого необходимо измерить два параметра:
- Диаметр ролика;
- Расстояние по внешним сторонам ролика.
Для примера возьмем цепь 10B. Диаметр ролика составляет 10,16 мм. Расстояние по внешним сторонам ролика 26,035 мм.
Чтобы узнать шаг цепи нужно от расстояния по внешним сторонам ролика отнять диаметр ролика.
В данном случае шаг цепи — 26,035 мм — 10,16 мм = 15,875 мм.
Как определить стандарт цепи
Чтобы определить стандарт приводной цепи, помимо шага нужно измерить диаметр ролика и расстояние между внутренними пластинами. Для примера возьмем цепь 10A и 10B.
| Тип цепи | Шаг цепи, мм | Диаметр ролика, мм | Ширина между пластинами, мм |
|---|---|---|---|
| 10A | 15,875 | 10,16 | 6,48 |
| 10B | 15,875 | 10,16 | 9,65 |
Как видно цепи стандартов ISO и ASA могут отличаться диаметром ролика или шириной между внутренними пластинами.
Важно! Для правильного подбора цепи под звездочку, нужно точно определить ее тип. Одинаковый шаг цепи не гарантирует совместимости звездочки с цепью. Так, цепь с тем же шагом но меньшим диаметров ролика не будет работать.
Компания Юнитех Украина предоставляет услуги по подбору цепных передач. Чтобы определиться с типом цепи обращайтесь к нам.
Цепь приводного типа — устройство, предназначенное для транспортировки от главного вала энергии к ведомому. Это процесс называется цепная передача.
Конструкция цепи – это звенья, соединенные шарнирами. Грамотно продуманная конструкция обеспечивает плавную подвижность приводной цепи. Основные ее параметры – это расстояние, составляющее отрезок между внутренними пластинками, и шаг цепи. Последний параметр является важным при подборе замены всей конструкции. Приводные звездочки для цепей являются опорным механизмом, по которому движется цепь.
Как определяется шаг цепи
Модель и размер цепи определяется специальной цифровой маркировкой, состоящей из трех цифр. Первая обозначает шаг, вторая и третья – ширину цепи.
Ша приводной цепи – это определенное расстояние между валиками, расположенными в звеньях. Это расстояние измеряют в миллиметрах. Возьмем для примера модель ПР 12.7-18.2. 12.7мм – это шаг цепи, а 18.2 – ширина.

Стандарты цепей ISO и ANSI
ANSI
В североамериканских изделиях расстояние определяется в 8-х долях дюйма. Приводные цепи данного стандарта могут быть установлены на разном оборудовании, как на отечественном, так и на заграничном. Однако при выборе цепи важно помнить, что изделия европейского и американского стандарта разные и не могут использоваться одно вместо другого, поэтому очень важно подобрать цепь нужного размера с правильным размером шага.
Если установить не подходящее изделие, может повредиться как сама цепь, так и звездочки, поэтому так важно сделать правильный выбор Также немаловажен тот факт, что у изделий этих двух стандартов разные показатели усталостной прочности и максимальной нагрузки, поэтому покупатель должен ориентироваться на те данные, которые предоставляет производитель. Однако не все так плохо, ведь на рынке есть большой ассортимент приводных цепей разных производителей.
ISO
Европейские изделия имеют иную маркировку, поскольку расстояние шага в них измеряется в 16-х долях дюйма. Эти цепи также устанавливаются на различных механизмах и некоторых транспортных средствах, в основном на тех, где используются многорядные и однорядные цепи. Данный стандарт предусматривает различные технические характеристики изделий, в зависимости от использованного материала.
Стандарт ISO унифицирует размеры, позволяя взаимозаменять изделия разных компаний-производителей с четким учетом минимально разрушающей нагрузки и максимально допустимых отклонений в размерах.
«>
mytooling.ru
Размеры приводной роликовой цепи и ее конструкция
маркировка приводных цепей, размеры цепей приводных таблица, таблица приводных цепей, таблица цепей приводных роликовых, типоразмеры цепей приводных, конструкции приводных цепей, размеры роликовых цепей, шаги цепей роликовых, цепи приводные роликовые однорядные размеры, таблица роликовых цепей, шаг цепи приводной роликовой, обозначения цепей роликовых, элементы роликовой цепи, параметры роликовой цепи, маркировка роликовых цепей, таблица размеров роликовых цепей
В эпоху натурального хозяйства вся продукция производилась для собственного потребления, а излишки произведенного могли обмениваться на недостающие продукты. Условия проживания в определенных природных условиях, навыки и опыт способствовали специализации труда. Аналогичный путь в дальнейшем проходили и фабрики: для собственного производства станков и техники использовались собственные детали. Например, размеры приводных цепей у каждого производителя был свой собственный, никакого стандарта не было. Дальнейшее развитие промышленности продолжило тенденцию на специализацию и стандартизацию, в том числе и роликовых цепей.
Конструкция и элементы приводной роликовой цепи
Отличительной особенностью конструкции роликовой цепи, что и выделяет ее в отдельный вид приводных цепей, является наличие роликов, которые снижают трение цепи о звездочку. Это позволило увеличить КПД этого вида приводных цепей.
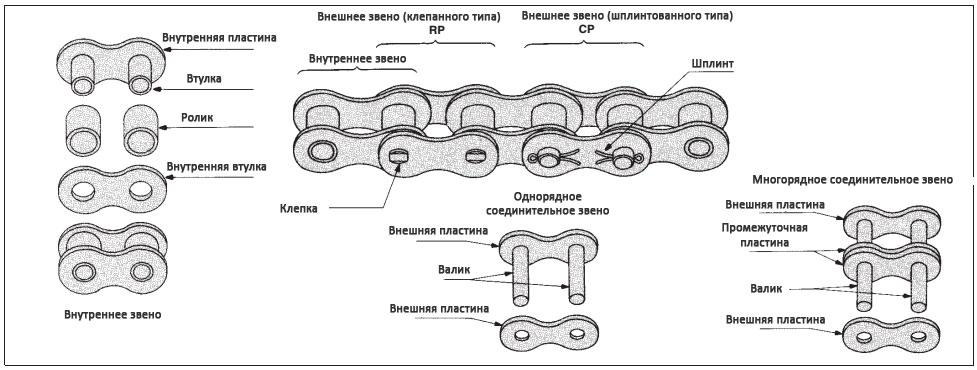
В основе конструкции приводной роликовой цепи лежит базовая цепь, состоящая из двух видов последовательно чередующихся звеньев: внутреннего и внешнего. Размеры звеньев по длине подобраны для обеспечения равномерного шага приводной цепи. Соединение осуществляется соединительным или переходным звеном.
Основными элементами роликовой цепи являются пластины (внутренняя и внешняя для внутреннего и внешнего звена соответственно), валик или штифт, соединяющий звенья, втулка и ролик, обеспечивающие скольжение цепи.
Благодаря своей конструкции роликовая цепь имеет большую износостойкость при высоких нагрузках, а также устойчивее к загрязнению. Недостатком конструкции является больший вес за счет дополнительного элемента – ролика.
Стандарты, определяющие размеры приводных роликовых цепей
Для стандартизации размеров цепей в разных регионах и странах разработаны собственные Стандарты, которые регламентируют параметры и характеристики не только приводных цепей, но и других видов, а также звездочек для них. Отсутствие единого мирового Стандарта, а также импорт оборудования и техники, накладывает ряд сложностей в подборе цепей по размеру.
Наиболее известные стандарты: ГОСТ (ГОСТ 13568-97 – российский стандарт по приводным цепям, применяемый и в странах СНГ), ISO, DIN (ISO 606, DIN 8187, DIN 8188 – стандарт, применяемый в европейских странах), ANSI (ANSI B29.1M – стандарт, который применяется в США). Все стандарты описывают типы, параметры и размеры цепей, особенности выбора шага цепей и их маркировки, марки стали, а также множество других вопросов. Главным вопросом остается размерный ряд цепей и их соответствие в разных Стандартах (аналоги цепей).
Так как первые стандарты роликовых цепей создавались в дюймовой системе, то ряд размеров цепей соответствует долям дюйма, а уже затем он переводится в международную метрическую систему и указывается в миллиметрах.
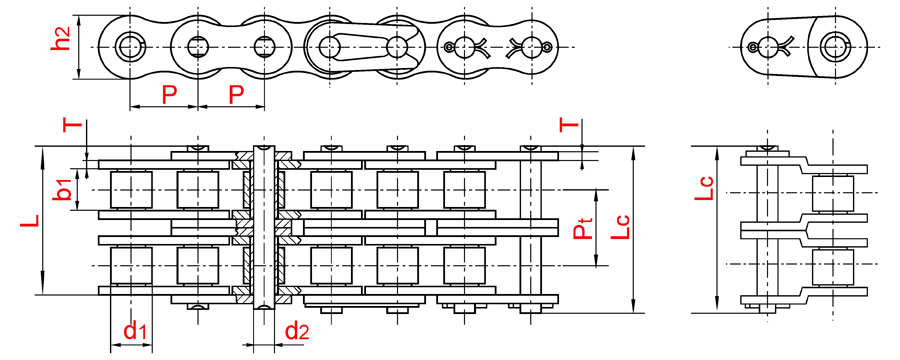
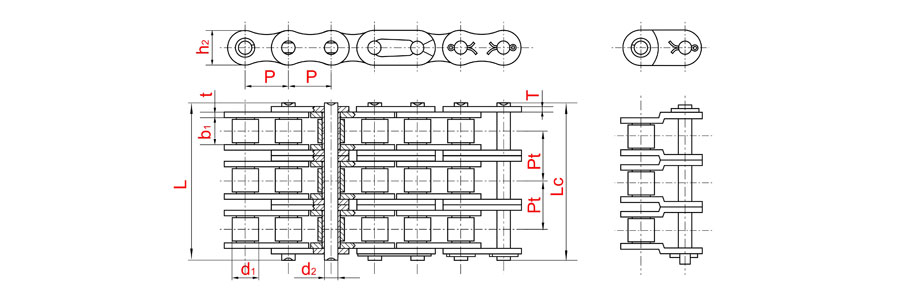
Размеры приводной роликовой цепи (параметры)
Все стандарты описывают большое количество параметров (размеров) в цепи, но можно выделить несколько основных.
Основные параметры приводной роликовой цепи:
- Шаг роликовой цепи (размер t) – расстояние между валиками (штифтами) одного звена.
- Ширина между внутренними пластинами (размер b1).
- Диаметр ролика (размер d1).
- Разрушающая нагрузка (Q) – измеряется в килоньютонах (кН, kN)
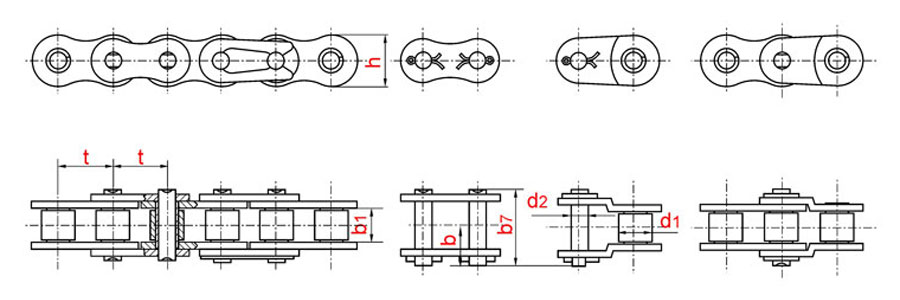
Другие размеры, которые могут учитываться при выборе роликовой цепи: диаметр валика, длина валика, длина валика соединительного звена, высота внутренней пластины, высота внешней пластины, толщина пластины внешней и внутренней, поперечный шаг (для многорядных цепей).
Шаг роликовой цепи
Шаг роликовой цепи стандарта ISO 606 (DIN 8187, BS) рассчитывается с учетом размера 1/16 дюйма. Роликовые цепи этого стандарта представлены рядом с шагом размером от 6 мм (4/16 дюйма) до 114,3 мм (4,5 дюйма). В стандартах ANSI B29.1M и DIN 8188 шаг рассчитывается с учетом размера 1/8 дюйма, и линейка цепей находится в диапазоне от ¼ дюйма до 3 дюймов.
Маркировка приводных роликовых цепей (обозначение)
Маркировка приводных роликовых цепей формируется на основе ее шага, поэтому часто линейку цепей называют типоразмерами и по маркировке мы можем узнать размер. Более подробно к вопросу «чтения» маркировки приводных цепей мы вернемся в отдельной статье, здесь же коснемся только общих принципов.
Маркировка цепи ISO 606 (DIN 8187, BS)
Маркировка состоит из трех элементов. Первые две цифры 04, 08 и так далее – это количество шестнадцатых долей дюйма. То есть, 04 соответствует 4/16 или ¼ дюйма, 08 – 8/16 или ½ дюйма. Буквенная маркировка обозначает стандарт или серию, а последняя цифра, которая пишется через дефис – количество рядов в роликовой цепи.
Расшифруем 12B-2:- 12 = 12/16 дюйма или 25,4:16*12=19,05 мм
- B – серия B стандарта ISO 606 (DIN 8187, BS)
- 2 – двухрядная цепь
Маркировка цепи ANSI B29.1M
Маркировка по стандарту ANSI B29.1M также состоит из трех составных элементов. Только показателем шага является не две первые цифры, а одна (в двузначном) и две (в трехзначном варианте), и характеризует она количество 1/8 долей дюйма. Например, 40 соответствует 4/8 или ½ дюйма, а 80 – 8/8 или 1 дюйму. Второе значение (последнее перед дефисом) характеризует тип цепи (0 – роликовая, 5 – втулочная). Третья составляющая маркировка ANSI – количество рядов.
Расшифруем 60-2:- 6 = 6/8 дюйма или 25,4:8*6=19,05 мм
- 0 – роликовая цепь
- 2 – двухрядная цепь


Таблица размеров приводных роликовых цепей
- Таблица размеров роликовых цепей по ГОСТ 13568-97
- Таблица размеров цепей по DIN 8187
- Таблица размеров цепей по DIN 8188
- Таблица размеров цепей по ANSI B29.1M
Таблица соответствия стандартов роликовых цепей по размерам
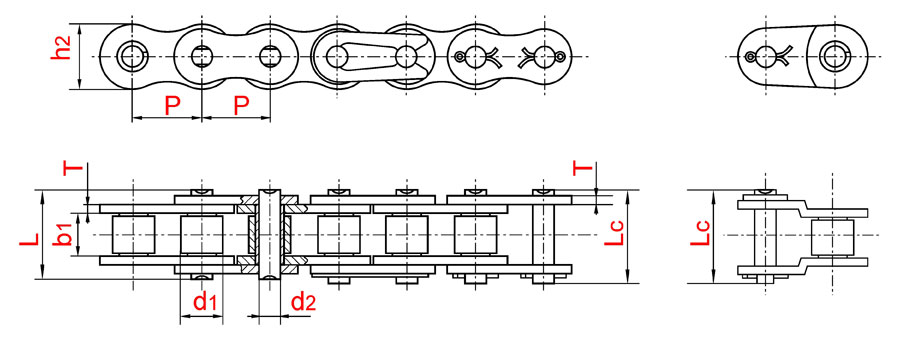
Таблица соответствия аналогов приводных роликовых цепей различных стандартов по размерам
| ГОСТ 13568-97 | ISO 606 (DIN 8187) (DIN 8188) | ANSI B29.1M | Шаг | Диаметр ролика | Ширина между внутр. пластинами | Диаметр валика | Длина валика | Высота внутренней пластины | Толщина пластины | Разрушающая нагрузка | Средняя прочность при растяжении | Вес 1 метра | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p | d1 | b1 min | d2 | L | Lc | h3 max | T | Q min | Q0 | q | |||
| мм | кН/кгс | кН | кг/м | ||||||||||
| ПР-8-4,6 | 05B-1 | – | 8,00 | 5,00 | 3,00 | 2,31 | 8,2 | 8,9 | 7,1 | 0,8 | 5,0/5000 | 5,9 | 0,2 |
| ПР-9,525-9,1 | 06B-1 | 35-1 | 9,525 | 6,35 | 5,72 | 3,28 | 13,15 | 14,1 | 8,2 | 1,3 | 9,0/9000 | 11,3 | 0,33 |
| ПР-12,7-9 | 081 | – | 12,7 | 7,75 | 3,3 | 3,66 | 10,2 | 11,7 | 9,91 | – | 9,4/940 | 9 | 0,3 |
| ПР-12,7-10-1 | 082 | – | 12,7 | 7,5 | 2,4 | 3,66 | 10,5 | 10 | – | 10,0/1000 | – | 0,3 | |
| – | 083 | – | 12,7 | 7,75 | 4,88 | 4,09 | 12,9 | 14,4 | 10,3 | – | 10,2/1020 | 13,4 | 0,42 |
| – | 084 | – | 12,7 | 7,75 | 4,88 | 4,09 | 14,8 | 16,3 | 11,15 | – | 15,6/1560 | 17,2 | 0,48 |
| – | 085 | 41-1 | 12,7 | 7,77 | 6,25 | 3,58 | 13,75 | 15,00 | 9,91 | 1,3 | 6,67/6670 | 12,6 | 0,41 |
| – | 08A-1 | 40-1 | 12,7 | 7,95 | 7,85 | 3,96 | 16,6 | 17,8 | 12 | 1,5 | 14,1/1410 | 18,6 | 0,62 |
| ПР-12,7-18,2-1 | – | – | 12,7 | 8,51 | 5,4 | 4,45 | 19 | 11,8 | 18,2/1820 | 0,65 | |||
| ПР-12,7-18,2 | 08B-1 | – | 12,7 | 8,51 | 7,75 | 4,45 | 16,70 | 18,2 | 11,8 | 1,6 | 18/1800 | 19,4 | 0,69 |
| ПР-15,875-23-1 | – | – | 15,875 | 10,16 | 6,48 | 5,08 | 20 | 14,8 | 23/2300 | 0,8 | |||
| – | 10A-1 | 50-1 | 15,875 | 10,16 | 9,4 | 5,08 | 20,7 | 22,2 | 15,09 | 2,03 | 22,2/2220 | 31,3 | 1,02 |
| ПР-15,875-23 | 10B-1 | – | 15,875 | 10,16 | 9,65 | 5,08 | 19,5 | 20,9 | 14,07 | 1,7 | 22,4/2240 | 27,5 | 0,93 |
| ПР-19,05-31,8 | 12A-1 | 60-1 | 19,05 | 11,91 | 12,57 | 5,94 | 25,9 | 27,7 | 18 | 2,42 | 31,80/3180 | 43,2 | 1,5 |
| – | 12B-1 | – | 19,05 | 12,07 | 11,68 | 5,72 | 22,5 | 24,2 | 16 | 1,85 | 29,0/2900 | 32,2 | 1,15 |
| ПР-25,4-60 | 16A-1 | 80-1 | 25,4 | 15,88 | 15,75 | 7,92 | 32,7 | 35 | 27 | 3,25 | 56,70/5670 | 74,3 | 2,6 |
| – | 16B-1 | – | 25,4 | 15,88 | 17,02 | 8,28 | 36,1 | 37,4 | 21 | 4,15/3,1 | 60,0/6000 | 77,1 | 2,71 |
| ПР-31,75-89 | 20A-1 | 100-1 | 31,75 | 19,05 | 18,9 | 9,54 | 40,4 | 44,7 | 30 | 4 | 88,50/8850 | 107,6 | 3,91 |
| – | 20B-1 | – | 31,75 | 19,05 | 19,56 | 10,19 | 41,3 | 45 | 26,4 | 4,5/3,5 | 95,0/9500 | 112,8 | 3,7 |
| ПР-38,1-127 | 24A-1 | 120-1 | 38,1 | 22,23 | 25,22 | 11,10 | 50,3 | 54,3 | 35,7 | 4,8 | 127,0/12700 | 163,1 | 5,62 |
| – | 24B-1 | – | 38,1 | 25,4 | 25,4 | 14,63 | 53,4 | 57,8 | 33,2 | 6,0/4,8 | 160,0/16000 | 178,00 | 7,1 |
| ПР-44,45-172,4 | 28A-1 | 140-1 | 44,45 | 25,4 | 25,22 | 12,70 | 54,4 | 59,00 | 41,00 | 5,6 | 172,4/17240 | 222,50 | 7,5 |
| – | 28B-1 | – | 44,45 | 27,94 | 30,99 | 15,9 | 65,1 | 69,5 | 36,7 | 7,5/6,0 | 200,0/20000 | 236,40 | 8,5 |
| ПР-50,8-227 | 32A-1 | 160-1 | 50,8 | 28,58 | 31,55 | 14,27 | 64,8 | 69,6 | 47,8 | 6,4 | 226,8/22680 | 266,9 | 10,1 |
| – | 32B-1 | – | 50,8 | 29,21 | 30,99 | 17,81 | 66,00 | 71,00 | 42,00 | 7,0/6,0 | 250,0/25000 | 277,5 | 10,25 |
| – | 36A-1 | 180-1 | 57,15 | 35,71 | 35,48 | 17,46 | 72,8 | 78,60 | 53,6 | 7,2 | 280,20/28020 | 361,1 | 13,45 |
| ПР-63,5-354 | 40A-1 | 200-1 | 63,5 | 39,68 | 37,85 | 19,85 | 80,3 | 87,2 | 60 | 8 | 347,00/34700 | 466,8 | 16,15 |
| – | 40B-1 | – | 63,5 | 39,37 | 38,1 | 22,89 | 82,2 | 89,2 | 52,96 | 8,5/8,0 | 353,8/35380 | 394 | 16,35 |
| – | 48A-1 | 240-1 | 76,2 | 47,63 | 47,35 | 23,81 | 95,5 | 103 | 72,39 | 9,5 | 510,3/51030 | 671,6 | 23,2 |
| – | 48B-1 | – | 76,2 | 48,26 | 45,72 | 29,24 | 99,1 | 107 | 63,8 | 12,0/10,0 | 560,0/56000 | 621,6 | 25 |
| – | 56B-1 | – | 88,9 | 53,98 | 53,34 | 34,32 | 114,6 | 123 | 77,8 | 13,5/12,0 | 850,0/85000 | 940 | 35,78 |
| – | 64B-1 | – | 101,6 | 63,5 | 60,96 | 39,4 | 130 | 138,5 | 90,17 | 15,0/13,0 | 1120,0/112000 | 1240 | 46 |
| ПР-103,2-650 | – | – | 103,2 | 46 | 49 | 24 | – | 124 | 65 | – | 650,0 | 28,5 | |
| – | 72B-1 | – | 114,3 | 72,39 | 68,58 | 44,48 | 147,4 | 156,4 | 103,6 |
17,0/15,0 |
1400,0/140000 | 1550 | 60,8 |
| ГОСТ 13568-97 | ISO 606 (DIN 8187) (DIN 8188) | ANSI B29.1M | Шаг | Диаметр ролика | Ширина между внутр. пластинами | Диаметр валика | Длина валика | Высота внутренней пластины | Толщина пластины | Поперечный шаг | Разрушающая нагрузка | Вес 1 метра | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p | d1 | b1 min | d2 | L | Lc | h3 max | T | Pt | Q min | q | |||
| мм | кН/кгс | кг/м | |||||||||||
| 2ПР-12.7-31.8 | 08В-2 | – | 12,7 | 8,51 | 7,75 | 4,45 | 31,0 | 33,0 | 11,81 | 1,6 | 13,92 | 32,0 | 1,34 |
| 2ПР-15,875-45,4 | 10В-2 | – | 15,875 | 10,16 | 9,65 | 5,08 | 36,1 | 38,6 | 14,73 | 1,7 | 16,59 | 44,5 | 1,84 |
| 2ПР-19.05-64 | 12А-2 | 60-2 | 19,05 | 11,91 | 12,57 | 5,94 | 48,8 | 51,5 | 18,08 | 2,44 | 22,78 | 63,6 | 2,92 |
| 2ПР-19.05-72 | – | – | 19,05 | 11,91 | 12,7 | 5,94 | – | 54,4 | 18,2 | – | 25,5 | 72,0 | 3,3 |
| 2ПР-19.05-75 | – | – | 19,05 | 11,91 | 12,7 | 5,94 | – | 53,4 | 18,2 | – | 22,78 | 75,0 | 3 |
| 2ПР-25.4-114 | 16А-2 | 80-2 | 25,4 | 15,88 | 15,75 | 7,92 | 62,7 | 67,1 | 24,13 | 3,26 | 29,29 | 113,4 | 5,15 |
| 2ПР-25.4-130 | – | – | 25,4 | 15,88 | 15,88 | 7,92 | – | 68 | 24,2 | – | 29,29 | 130,0 | 5 |
| 2ПР-25.4-140 | – | – | 25,4 | 15,88 | 15,88 | 7,92 | – | 68 | 24,2 | – | 29,29 | 140,0 | 5 |
| 2ПР-31.75-177 | 20А-2 | 100-2 | 31,75 | 19,05 | 18,9 | 9,53 | 76,4 | 83,1 | 30,18 | 4,0 | 35,76 | 177,0 | 7,8 |
| 2ПР-38.1-254 | 24А-2 | 120-2 | 38.1 | 22,23 | 25,22 | 11,1 | 96,3 | 101,6 | 36,2 | 4,8 | 45,44 | 254,0 | 11,7 |
| 2ПР-44.45-344 | 28А-2 | 140-2 | 44,45 | 25,4 | 25,22 | 12,7 | 103,6 | 109,4 | 42,24 | 5,65 | 48,87 | 344,8 | 15,14 |
| 2ПР-50,8-453,6 | 32А-2 | 160-2 | 50,8 | 28,58 | 31,55 | 14,27 | 123,3 | 130,2 | 48,26 | 6,45 | 58,55 | 453,6 | 20,14 |
| ГОСТ 13568-97 | ISO 606 (DIN 8187) (DIN 8188) | ANSI B29.1M | Шаг | Диаметр ролика | Ширина между внутр. пластинами | Диаметр валика | Длина валика | Высота внутренней пластины | Толщина пластины | Поперечный шаг | Разрушающая нагрузка | Вес 1 метра | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| p | d1 | b1 min | d2 | L | Lc | h3 max | T | Pt | Q min | q | |||
| мм | кН/кгс | кг/м | |||||||||||
| 3ПР-12,7-45,4 | 08В-3 | – | 12,7 | 8,51 | 7,75 | 4,45 | 44.9 | 47.2 | 11,81 | 1.6 | 13,92 | 47,5 | 2,03 |
| 3ПР-15,875-68,1 | 10В-3 | – | 15,875 | 10,16 | 9,65 | 5,08 | 52,7 | 55,6 | 14,73 | 1,7 | 16,59 | 66,7 | 2,8 |
| 3ПР-19,05-96 | 12А-3 | 60-3 | 19,05 | 11,91 | 12,57 | 5,94 | 71,5 | 75,6 | 18,08 | 2,44 | 22,78 | 95,4 | 4,54 |
| 3ПР-25,4-171 | 16А-3 | 80-3 | 25,4 | 15,88 | 15,75 | 7,92 | 91,7 | 96,8 | 24,13 | 3,26 | 29,29 | 170,1 | 7,89 |
| 3ПР-31,75-265,5 | 20А-3 | 100-3 | 31,75 | 19,05 | 18,9 | 9,53 | 112,2 | 117,2 | 30,18 | 4,0 | 35,76 | 265,5 | 11,77 |
| 3ПР-38,1-381 | 24А-3 | 120-3 | 38,1 | 22,23 | 25,22 | 11,1 | 141,7 | 148,3 | 36,2 | 4,8 | 45,44 | 381,0 | 17,53 |
| 3ПР-44,45-517,2 | 28А-3 | 140-3 | 44,45 | 25,4 | 25,22 | 12,7 | 152,2 | 158,3 | 42,24 | 5,65 | 48,87 | 517,2 | 22,2 |
| 3ПР-50,8-680,4 | 32А-3 | 160-3 | 50,8 | 28,58 | 31,55 | 14,27 | 181,8 | 188,6 | 54,31 | 7,25 | 65,84 | 840,7 | 28,3 |
Раздел заполняется
Раздел заполняется
privod-tsepi.ru
Как узнать шаг цепи бензопилы?
Цепи приводные роликовые
 Цепи приводные роликовые предназначены для силовых механических передач разнообразных машин и механизмов. Из всех приводных цепей получили наибольшее распространение.
Цепи приводные роликовые предназначены для силовых механических передач разнообразных машин и механизмов. Из всех приводных цепей получили наибольшее распространение.
Существует три основных стандарта, регламентирующих параметры приводных роликовых цепей – ГОСТ 13568-97, принятый в России; ISO/R 606, британский стандарт, принятый в европейских странах, и ANSI B29.1М, принятый в США. Цепи данного вида могут быть изготовлены разборными, с прямым и изогнутым контуром пластин, а также с различными видами антикоррозионных покрытий. Размеры роликовых цепей имеют полные аналоги среди цепей американского и британского стандартов.
перейти в раздел Техподдержка
Нормативные документы:
ГОСТ 13568-97 Цепи приводные роликовые и втулочные.
Международные стандарты: ISO/R 606, ANSI B29.1М.
Различают следующие виды приводных роликовых цепей:
 Цепи приводные роликовые однорядные ГОСТ 13568-97 (ПР)
Цепи приводные роликовые однорядные ГОСТ 13568-97 (ПР)
 Цепи приводные роликовые однорядные ГОСТ 13568-97 (ПР)
Цепи приводные роликовые однорядные ГОСТ 13568-97 (ПР) 

| Наименование приводной роликовой цепи ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| ПР-8-4,6 | 05B-1 | — | 8 | 5 | 3 | 2,31 | 12 | 7,5 | 4,6/460 | 0,20 |
| ПР-9,525-9,1 | 06B-1 | — | 9,525 | 6,35 | 5,72 | 3,28 | 17 | 8,5 | 9,1/910 | 0,45 |
| ПР-12,7-10-1 | 82 | — | 12,7 | 7,75 | 2,4 | 3,66 | 10,5 | 10 | 10,0/1000 | 0,30 |
| ПР-12,7-9 | 81 | — | 12,7 | 7,75 | 3,3 | 3,66 | 12 | 10 | 9,0/900 | 0,35 |
| ПР-12,7-18,2-1 | — | — | 12,7 | 8,51 | 5,4 | 4,45 | 19 | 11,8 | 18,2/1820 | 0,65 |
| ПР-12,7-18,2 | 08B-1 | — | 12,7 | 8,51 | 7,75 | 4,45 | 21 | 11,8 | 18,2/1820 | 0,75 |
| ПР-15,875-23-1 | — | — | 15,875 | 10,16 | 6,48 | 5,08 | 20 | 14,8 | 23,0/2300 | 0,80 |
| ПР-15,875-23 | 10B-1 | — | 15,875 | 10,16 | 9,65 | 5,08 | 24 | 14,8 | 23,0/2300 | 1,00 |
| ПР-19,05-31,8 | 12A-1 | 60 | 19,05 | 11,91 | 12,7 | 5,94 | 33 | 18,2 | 31,8/3180 | 1,90 |
| ПР-25,4-60 | 16A-1 | 80 | 25,4 | 15,88 | 15,88 | 7,92 | 39 | 24,2 | 60,0/6000 | 2,60 |
| ПР-31,75-89 | 20A-1 | 100 | 31,75 | 19,05 | 19,05 | 9,53 | 46 | 30,2 | 89,0/8900 | 3,80 |
| ПР-38,1-127 | 24A-1 | 120 | 38,1 | 22,23 | 25,4 | 11,1 | 58 | 36,2 | 127,0/12700 | 5,50 |
| ПР-44,45-172,4 | 28A-1 | 140 | 44,45 | 25,4 | 25,4 | 12,7 | 62 | 42,4 | 172,4/17240 | 7,50 |
| ПР-50,8-227 | 32A-1 | 160 | 50,8 | 28,58 | 31,75 | 14,27 | 72 | 48,3 | 227,0/22700 | 9,70 |
| ПР-63,5-354 | 40A-1 | 200 | 63,5 | 39,68 | 38,1 | 19,84 | 89 | 60,4 | 354,0/35400 | 16,00 |
| ПР-103,2-650 | — | — | 103,2 | 46 | 49 | 24 | 124 | 65 | 650,0/65000 | 28,50 |
Пример условного обозначения цепи:ПР-12,7-18,2-1
ПР — приводная роликовая ГОСТ 13568-97
12,7 — шаг цепи в мм
18,2 — разрушающая нагрузка в кН
1 — исполнение цепи
Пример условного обозначения комплектующих изделий:
СПР12,7-18,2-1 — звено соединительное к цепи
ППР12,7-18,2-1 — звено переходное к цепи
П2ПР12,7-18,2-1 — звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые двухрядные ГОСТ 13568-97 (2ПР)
 Цепи приводные роликовые двухрядные ГОСТ 13568-97 (2ПР)
Цепи приводные роликовые двухрядные ГОСТ 13568-97 (2ПР)


| Наименование приводной роликовой цепи 2ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 2ПР-12,7-31,8 | 08B-2 | — | 12,7 | 8,51 | 7,75 | 4,45 | 35,0 | 11,8 | 31,8/3180 | 1,40 |
| 2ПР-15,875-45,4 | 10B-2 | — | 15,875 | 10,16 | 9,65 | 5,08 | 41,0 | 14,8 | 45,4/4540 | 1,90 |
| 2ПР-19,05-64 | 12A-2 | 60-2 | 19,05 | 11,91 | 12,7 | 5,94 | 53,4 | 18,2 | 64,0/6400 | 2,30 |
| 2ПР-25,4-114 | 16A-2 | 80-2 | 25,4 | 15,88 | 15,88 | 7,92 | 68,0 | 24,2 | 114,0/11400 | 2,90 |
| 2ПР-31,75-177 | 20A-2 | 100-2 | 31,75 | 19,05 | 19,05 | 9,53 | 82,0 | 30,2 | 177,0/17700 | 3,10 |
| 2ПР-38,1-254 | 24A-2 | 120-2 | 38,1 | 22,23 | 25,4 | 11,1 | 104,0 | 36,2 | 254,0/25400 | 5,00 |
| 2ПР-44,45-344 | 28A-2 | 140-2 | 44,45 | 25,4 | 25,4 | 12,7 | 110,0 | 48,87 | 14,40 | 7,30 |
| 2ПР-50,8-453,6 | 32A-2 | 160-2 | 50,8 | 28,58 | 31,75 | 14,27 | 130,0 | 48,3 | 453,6/45360 | 11,00 |
Пример условного обозначения цепи:2ПР-31,75-177
2 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
31,75 — шаг цепи в мм
177 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С — 2ПР — 31,75-177 — звено соединительное к цепи
П — 2ПР — 31,75-177 — звено переходное к цепи
П2 — 2ПР — 31,75-177- звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые трехрядные ГОСТ 13568-97 (3ПР)
 Цепи приводные роликовые трехрядные ГОСТ 13568-97 (3ПР)
Цепи приводные роликовые трехрядные ГОСТ 13568-97 (3ПР)


| Наименование приводной роликовой цепи 3ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 3ПР-12,7-45,4 | 08B-3 | — | 12,700 | 8,51 | 7,75 | 4,45 | 50,0 | 11,8 | 45,4/4540 | 2,00 |
| 3ПР-15,875-68,1 | 10B-3 | — | 15,875 | 10,16 | 9,65 | 5,08 | 57,0 | 14,8 | 68,1/6810 | 2,80 |
| 3ПР-19,05-96 | 12A-3 | 60-3 | 19,050 | 11,91 | 12,7 | 5,94 | 76,2 | 18,2 | 96,0/9600 | 4,30 |
| 3ПР-25,4-171 | 16A-3 | 80-3 | 25,400 | 15,88 | 15,88 | 7,92 | 98,0 | 24,2 | 171,0/17100 | 7,50 |
| 3ПР-31,75-265,5 | 20A-3 | 100-3 | 31,750 | 19,05 | 19,05 | 9,53 | 120,0 | 30,2 | 265,5/26550 | 11,00 |
| 3ПР-38,1-381 | 24A-3 | 120-3 | 38,100 | 22,23 | 25,4 | 11,1 | 150,0 | 36,2 | 381,0/38100 | 16,50 |
| 3ПР-44,45-517,2 | 28A-3 | 140-3 | 44,450 | 25,4 | 25,4 | 12,7 | 160,0 | 42,4 | 517,2/51720 | 21,70 |
| 3ПР-50,8-680,4 | 32A-3 | 160-3 | 50,800 | 28,58 | 31,75 | 14,27 | 190,0 | 48,3 | 680,4/68040 | 28,30 |
Пример условного обозначения цепи:3ПР-38,1-381
3 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
38,1 — шаг цепи в мм
381 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С- 3ПР — 38,1 — 381 — звено соединительное к цепи
П — 3ПР — 38,1 — 381 — звено переходное к цепи
П2 — 3ПР — 38,1 — 381 — звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые четырехрядные ГОСТ 13568-97 (4ПР)
 Цепи приводные роликовые четырехрядные ГОСТ 13568-97 (4ПР)
Цепи приводные роликовые четырехрядные ГОСТ 13568-97 (4ПР)

| Наименование приводной роликовой цепи 4ПР | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| 4ПР-19,05-128 | 12A-4 | 60-4 | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 128/12800 | 5,75 |
| 4ПР-19,05-155* | — | — | 19,05 | 11,91 | 12,7 | 5,94 | 101,9 | 18,2 | 155/15500 | 6,80 |
| 4ПР-25,4-228 | 16A-4 | 80-4 | 25,40 | 15,88 | 15,88 | 7,92 | 129,9 | 24,2 | 228/22800 | 10,90 |
| 4ПР-31,75-355 | 20A-4 | 100-4 | 31,75 | 19,05 | 19,05 | 9,53 | 157,5 | 30,2 | 355/35500 | 14,70 |
| 4ПР-38,1-508 | 24A-4 | 120-4 | 38,10 | 22,23 | 25,4 | 11,1 | 197,1 | 36,2 | 508/50800 | 22,00 |
| 4ПР-50,8-900 | 32A-4 | 160-4 | 50,80 | 28,58 | 31,75 | 14,27 | 252,3 | 48,3 | 900/90000 | 38,00 |
Пример условного обозначения цепи:4ПР-50,8-900
4 — рядность цепи ГОСТ 13568-97
ПР — приводная роликовая
50,8 — шаг цепи в мм
900 — разрушающая нагрузка в кН
Пример условного обозначения комплектующих изделий:
С- 4ПР — 50,8 — 900 — звено соединительное к цепи
П- 4ПР — 50,8 — 900- звено переходное к цепи
П2- 4ПР — 50,8 — 900- звено двойное переходное к цепи
в начало страницы
Цепи приводные роликовые с изогнутыми пластинами ГОСТ 13568-97 (ПРИ)
 Цепи приводные роликовые с изогнутыми пластинами ГОСТ 13568-97 (ПРИ)
Цепи приводные роликовые с изогнутыми пластинами ГОСТ 13568-97 (ПРИ)
Для увеличения износостойкости изготавливают цепи с изогнутыми пластинами.
Какую цепь лучше ставить на бензопилу
В приводной роликовой цепи с изогнутыми пластинами может быть только нечетное количество звеньев.

| Наименование приводной роликовой цепи с изогнутыми звеньями (ПРИ) | Шаг цепи | Диаметр ролика цепи | Ширина между пластинами | Диаметр валика цепи | Длина валика цепи | Ширина пластины цепи | b max | Разрушающая нагрузка на цепь | Вес 1 метра цепи |
|---|---|---|---|---|---|---|---|---|---|
| P | d1 | b1 | d2 | Lc | h3 | мм | Q min | q | |
| мм | кН/кгс | кг/м | |||||||
| ПРИ-78,1-360 | 78,1 | 33,3 | 38,10 | 17,15 | 102 | 45,5 | 51,0 | 360/36000 | 14,5 |
| ПРИ-78,1-400 | 78,1 | 40 | 38,10 | 19 | 102 | 56 | 51,0 | 400/40000 | 19,8 |
| ПРИ-103,2-650 | 103,2 | 46 | 49,00 | 24 | 135 | 60 | 73,0 | 650/65000 | 28,8 |
| ПРИ-140-1200 | 140 | 65 | 80,00 | 36 | 182 | 90 | 94,0 | 1200/120000 | 63 |
Пример условного обозначения цепи:ПРИ-103,2-650
ПРИ- приводная роликовая с изогнутыми пластинами
103,2 — шаг цепи в мм
650 — разрушающая нагрузка в КН
в начало страницы
Цепи приводные роликовые длиннозвенные ГОСТ 13568-75 (ПРД)
 Цепи приводные роликовые длиннозвенные ГОСТ 13568-75 (ПРД)
Цепи приводные роликовые длиннозвенные ГОСТ 13568-75 (ПРД)
Приводные роликовые длиннозвенные цепи предназначены для использования в передачах с большими межосевыми расстояниями и в передачах с низкой окружной скоростью и звездочками большого диаметра. Длиннозвенные цепи конструируются на базе приводных роликовых цепей ПР с увеличенным вдвое шагом. Рабочая нагрузка цепей данного типа ниже, чем у обычных роликовых цепей такого же шага.

| Наименование приводной роликовой цепи ПРД | Обозначение цепи | Шаг цепи | Диаметр ролика цепи | Ширина между внутренними пластинами | Диаметр валика цепи | Длина валика цепи | Ширина внутренней пластины | Разрушающая нагрузка цепи | Вес одного метра цепи | |
|---|---|---|---|---|---|---|---|---|---|---|
| ISO 606 | ANSI B29.1M | P | d1 | b1 | d2 | Lc | h3 | g | ||
| мм | кН/кгс | кг/м | ||||||||
| ПРД-31,75-2300 | 210В | — | 31,75 | 10,16 | 9,65 | 5,08 | 24 | 14,8 | 23,0/2300 | 0,6 |
| ПРД-38-3000 | — | — | 38 | 15,88 | 22 | 7,92 | 42 | 21,3 | 30,0/3000 | 1,87 |
| ПРД-38-4000 | — | — | 38,00 | 15,88 | 22 | 7,92 | 47,0 | 21,3 | 40,0/4000 | 2,1 |
| ПРД-50,8-6000 | 216А | 2080 | 50,80 | 15,88 | 15,88 | 7,92 | 39,0 | 24,2 | 60,0/6000 | 1,9 |
| ПРД-63,5-8900 | 220А | 2100 | 63,50 | 19,05 | 19,05 | 9,53 | 46,0 | 30,2 | 89,0/8900 | 2,6 |
| ПРД-76,2-12700 | 224А | 2120 | 76,20 | 22,23 | 25,4 | 11,1 | 57,0 | 36,2 | 127,0/12700 | 3,8 |
Пример условного обозначения цепи:ПРД-38-4000
ГОСТ 13568-75
ПРД — приводная роликовая длиннозвенная
38,0 — шаг цепи в мм
4000 — разрушающая нагрузка (Н)
Примеры условного обозначения комплектующих изделий:
СПРД38,0-4000- звено соединительное к цепи
ППРД38,1-4000- звено переходное к цепи
в начало страницы
stroyvolga.ru
Как померить шаг цепи
Люди начали использовать зубчатые передачи еще в античности. Идея передавать момент вращения не при непосредственном контакте двух зубчатых колес, а на большое расстояние с помощью бесконечной цепи принадлежит гениальному художнику и изобретателю Леонардо да Винчи. На практике такие приводы были реализованы в начале 19 века. Чтобы механизм работал эффективно, необходим точный расчет всех ее элементов, а прежде всего- звездочек.

Размеры венца звездочек
При конструировании звездочки цепных передач учитывают, что она должна выполнять ряд основных функций:
- передавать момент вращения с ведущего вала на ведомый;
- захватывать и высвобождать звенья цепи без рывков и ударов;
- удерживать механизм в плоскости вращения.
Для этого ее форма и размеры должны строго соответствовать результатам расчета.
Согласно рекомендациям ГОСТ 591-69, регламентирующего звездочки к приводным роликовым и втулочным цепям при проектировании исходят из следующих начальных параметров:
- шаг цепи t;
- количество зубцов z;
- диаметр окружности зацепления d1;
Основные размеры, определяющие геометрическую форму изделия, это:
- диаметр делительной окружности D дел;
- диаметр окружности выступов D выст;
- радиус впадин r;

Расчет параметров звездочки цепной передачи по заданному шагу цепи осуществляется в следующей последовательности:
- Оси шарниров звеньев во время зацепления с зубцами цепного привода располагаются на делительной окружности, расчет диаметра проводят по формуле:
- Расчет окружности выступов:
- Расчет радиуса впадин (в мм) r = 0,5025 * d1 + 0,05.
- Расчет диаметра окружности впадин D впад = D дел — 2 * r.


При построении чертежа звездочки для цепной передачи D выст рассчитывают с точностью до 0,1 миллиметра, другие параметры-с точностью до 0,01 мм.
Конструкция ступицы и диска звездочек цепных передач
Ступица и диск звездочки чаще всего отливаются или фрезеруются в качестве единой детали. Ступица служит для крепления изделия на ведущем или ведомом валу механизма. Она должна обеспечивать надежную фиксацию, исключающую осевые и радиальные биения детали на валу. Поэтому к качеству внутренней поверхности предъявляются высокие требования. Крепление осуществляется с помощью:
- шлица для скоростных и высоконагруженных цепных приводов;
- шпонки для тихоходных цепных приводов.

Диаметр ступицы должен удовлетворять двум требованиям:
- обеспечивать прочность конструкции;
- не утяжелять ее сверх необходимого.
Для чугунных деталей его обычно выбирают равным 1,65 от диаметра вала, для стальных коэффициент расчета снижается до 1,55.
Длина ступицы определяется характером фиксации на валу- шпонкой или шлицем и обычно расчет делают в диапазоне 1,2-1,5 от диаметра вала.
Для звездочек малых размеров ширина диска выбирается равной ширине зубца. Для изделий больших размеров, особенно высоконагруженных, ширину увеличивают до 5%, в зависимости от радиуса закругления основания зубца.
Рассчитанные размеры округляются до ближайшего числа из стандартного ряда размеров.
Материалы звездочек цепных передач
Изделия подвергаются большим ударным нагрузкам, поэтому для их изготовления применяют стальные сплавы:
- со средним содержанием углерода и с легирующими добавками, закаляемые до твердости 45-55 ед.;
- подвергаемые цементированию на глубину 1-1,5 мм и последующему закаливанию до 55-60 ед.
Для малошумных цепных приводов применяют такие материалы, как текстолит, полиамидные и полиформальдегидные пластмассы. Они амортизируют удары звеньев роликовой цепи, снижают шумы и вибрацию и продлевает срок службы цепей. Это происходит за счет снижения динамических нагрузок на звенья. Такие детали менее прочны, чем стальные, поэтому цепные приводы с ними ограничены по передаваемой мощности. Точный расчет передачи углового положения зубчатой цепью проводится при проектировании механизмов систем управления, в том числе для летательных аппаратов.
Для цепных приводов с низкой скоростью хода (не более 2 метров в секунду) и малыми динамическими нагрузками применяют также чугун. Термообработкой твердость изделий доводят до 350-430 единиц по HB. В тяжелых условиях эксплуатации, в сельхозмашинах и дорожных механизмах, используют упрочненные чугуны с пониженным коэффициентом трения.
Для снижения динамических нагрузок, уровней шума и вибрации в высокоскоростных цепных передачах применяют также специальные покрытия- как наплавка металлов, так и напыление тефлонового слоя.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Не каждый знает, как измерить шину бензопилы. Цепи бензопилы доступны в безграничных сочетаниях размеров, типов и особенностей. Это связано с тем, что сами бензопилы различаются по размеру и применению. Когда пришло время заменить цепь, особенно важно иметь всю правильную информацию о бензопиле и ее размере цепи. Только в таком случае вы сможете произвести замену правильно.
Подбор правильной цепи к бензопиле немного сложнее, чем поиск других принадлежностей для электроинструмента из-за уникального способа измерения шины бензопилы. Нижеприведенная информация объясняет, как измеряются цепи бензопилы, разницу между этими измерениями и как быстро найти номера измерений, необходимые для заказа правильной цепи.

Длина цепи бензопилы сравнивается с измерением шины пилы. Некоторые производители продают цепи для замены только на основе измеренной шины. Важно знать, что универсальных цепей нет. Бензопила с длинной шиной потребует соответственно более длинную цепь. Однако точное средство определения длины цепи включает в себя несколько вариантов измерения, которые влияют в конечном итоге на то, насколько хорошо цепь подходит вашей бензопиле.

Прежде всего, стоит рассмотреть вопрос, как измерить длину шины бензопил?
- Измерьте расстояние от кончика цепной пилы до точки, когда шина сначала выходит из корпуса пилы. Рулетка пригодиться для измерения и получения этой информации. Нужно округлить измерения до ближайшего четного числа, если число было не точным. Получающееся число — это измерение шины. Наиболее распространенными значениями бар являются 16, 18 и 20 дюймов.
- Разложите цепь на ровной поверхности. Ищите звенья цепи, которые иногда называются наконечниками. Эти звенья выступают из нижней части цепи, и они захватывают зубчатый привод, питая цепь. Подсчитайте количество звеньев привода в цепочке.
- Определите высоту цепи. Измерьте расстояние между любыми 3 последовательными заклепками, удерживающими цепь вместе. Измерьте от центра одной заклепки до середины третьего звена. Заклепки заметны между приводными звеньями и резаками — режущими зубьями, которые лежат сверху цепи. Чтобы узнать высоту, разделите измерение на 2. Шаг, вместе с количеством звеньев привода, описывает длину шины, которая нужна при поиске цепей для замены.
Вещи, которые вам понадобятся: рулетка. Цепь которая не подходит должным образом на бензопилу представляет собой опасность. Поэтому если вы не уверены в выборе, попросите профессионала помочь определить длину шины и выбрать нужную цепь. Обратитесь к руководству вашей бензопилы чтобы убедиться, что вы покупаете правильный тип цепи.

Перед работой с бензопилой или любым электроинструментом прочитайте все предупреждения о безопасности в руководстве изготовителя. Прежде чем заменять цепь на бензопиле, отключите свечу зажигания или аккумулятор чтобы убедиться, что пила случайно не запустится.
Также владельцы бензопил могут прочитать полезную статью о том, как поменять звездочку на бензопиле.
Ниже приведены шаги, которые также можно предпринять, прежде чем начинать поиск подходящей цепной цепи.
- Узнайте измерение шага цепи, найдя его на инструменте, в руководстве пользователя, либо разделив расстояние между 3 звеньями на 2 (рекомендуется, чтобы это делалось профессионалом).
- Получите измерение цепи либо путем нахождения ее на инструменте, в руководстве пользователя, либо путем измерения толщины приводных звеньев цепи. Все измерения должны быть точными.
- Подсчитайте количество отдельных звеньев привода в цепочке. Без исключений. Теперь хорошие новости, все остальное сделать легко. Если у вас есть эти три цифры, подходящая цепочка замены займет всего несколько минут. Все, что вам нужно сделать, это внести правильные измерения и количество звеньев в простую формулу или калькулятор измерения онлайн, и он автоматически определит длину шины.
Все уникальные системы измерения шины требуют небольшой осведомленности в терминологии и других технических вещах. Если вы хотите купить новую цепь для своей бензопилы, то это руководство поможет лучшим образом. С информацией, предоставленной в статье, будет проще сузить выбор до той цепочки, которая нужна в конкретном случае.

Используйте тот метод, который кажется вам наиболее удобным. Измерение шины отличается от фактической длины цепи. Измерение шины важно, когда вы заменяете цепочку или покупаете цепь для будущей замены. Каждому владельцу бензопилы важно знать, как измерить шину бензопилы. Измерение шины выражает длину направляющего стержня бензопилы, а не всю длину шины, которая на самом деле немного длиннее. Если вы хотите узнать истинную длину шины, вам понадобится не только рулетка, но и эффективные методы измерения, представленные выше.
Классификация передач. Приводные роликовые цепи различают (рис. 77): однорядные нормальные (ПР), однорядные длиннозвенные облегченные (ПРД), однорядные усиленные (ПРУ), двух (2ПР)-, трех (ЗПР)-и четырехрядные (4ПР) и с изогнутыми пластинками (ПРИ).










Рис.77. Виды приводных цепей: а – втулочная однорядная, б – роликовая однорядная, в – роликовая двухрядная, г – роликовая с изогнутыми пластинами, д – зубчатая, е – фасонозвенная крючковая, ж – фасонозвенная штыревая.
Назначение. Цепные передачи относится к механическим передачам зацепления с гибкой связью и применяют для передачи вращательного вращения между валами расположенным на значительных расстояниях и при необходимости обеспечить постоянное передаточное отношение. Цепная передача состоит из расположенных соосно на некотором расстоянии друг от друга звездочек, и охватывающей их цепи. Вращение ведущей звездочки преобразуется во вращение ведомой благодаря сцеплению цепи с зубьями звездочек. В связи с вытягиванием цепей по меpe их износа натяжное устройство цепных передач должно регулировать натяжение цепи. Это регулирование, по аналогии с ременными передачами, осуществляют либо перемещением вала одной из звездочек, либо с помощью регулирующих звездочек или роликов.
Преимущества. Благодаря зацеплению отсутствует скольжение тягового органа. Возможность передачи движения между валами на большие расстояния (до 8М). Меньшие габариты, чем у ременных передач, особенно по ширине. Меньшие нагрузки на опоры валов передачи. Возможность передачи вращения одной цепью нескольким валам. Больший КПД.
Недостатки. Повышенный шум и вибрации вследствие удара звеньев цепи по звездочкам, которые повышаются с увеличением ее скорости. Увеличение шага цепи в процессе эксплуатации в связи с ее износом. Необходимость устройств для натяжения цепей. Отсутствие жидкостного трения в шарнирах увеличивает их износ поэтому необходима смазка периодическая или постоянная. Скорость цепи неравномерна, особенно при малых числах зубьев звездочек, что создает дополнительные динамические нагрузки и колебания передаточного числа.
Сферы применения. Цепные передачи применяют в транспортных, сельскохозяйственных, строительно-дорожных, горных и нефтяных машинах, а также в металлорежущих станках.
По мощности передачи применяются при  100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости —
100КВт, (в некоторых передачах до 3000КВТ), по окружной скорости —  15М/с, по передаточным числам
15М/с, по передаточным числам  7, КПД цепных передач
7, КПД цепных передач  0,94…0,97.
0,94…0,97.
Геометрический расчет. Центры шарниров цепи при зацеплении с зубьями звездочки располагаются на делительной окружности звездочек, который определяется
 , (13.1)
, (13.1)
Где Р — Шаг цепи;  — Число зубьев звездочки.
— Число зубьев звездочки.
Для приводных цепей зубья звездочек определяют все размеры зубьев, а также диаметр вершин  И впадин
И впадин  зубьев этих звездочек (рис. 78).
зубьев этих звездочек (рис. 78).
Минимальное межосевое расстояние Атіп Цепной передачи принимают в зависимости от передаточного числа И Передачи и условия, что угол обхвата цепью меньшей звездочки составляет не менее 120°, т. е. при И Расчет цепной передачи — 3.0 out of 5 based on 12 votes
vi-pole.ru
Способ измерения действительных шагов роликовых цепей
Изобретение может быть использовано для контроля роликовых цепей по точности шагов как в заводских условиях, так и в собранной цепной передаче эксплуатируемой машины. Способ измерения действительных шагов роликовых цепей, как расстояния вдоль оси звена между идентичными образующими двух односторонне смещенных смежных роликов, в котором для измерения используют штангенциркуль с цифровым отсчетным устройством, при этом неподвижную губку штангенциркуля фиксируют, а подвижной губкой штангенциркуля односторонне смещают первый ролик измеряемого звена роликовой цепи и производят обнуление показаний цифрового отсчетного устройства штангенциркуля, сохраняют положение неподвижной губки штангенциркуля и перемещают подвижную губку ко второму ролику измеряемого звена, односторонне смещают второй ролик и считывают значение действительного шага, для измерения шага следующего звена роликовой цепи производят обнуление показаний, подвижную губку перемещают к следующему ролику, односторонне смещают следующий ролик и считывают значение следующего действительного шага и т.д. Способ измерения обеспечивает контроль действительных шагов роликовых цепей стандартным инструментом и не требует его предварительной настройки. 1 ил.
Изобретение относится к измерительной технике. Может быть использовано для контроля роликовых цепей по точности шагов как в заводских условиях, так и непосредственно в собранной цепной передаче эксплуатируемой машины.
Известен способ измерения шага звеньев собранных втулочно-роликовых цепей [А.с. №128149. Способ измерения шага звеньев собранных втулочно-роликовых цепей / А.В. Соколовский. «Бюллетень изобретений» №9 за 1960 г.].
Известна система измерения действительных шагов цепи [Патент РФ №40465. Система измерения действительных шагов цепи / А.В. Пунтус, Н.В. Мевша. Бюл. №25 10.09.2004].
Недостатком данных способов измерения является применение специальных устройств (шагомеров) с двумя параллельными губками, обеспечивающими одновременное одностороннее смещение смежных роликов. Шагомеры требуют предварительной настройки на номинальный шаг, а измерительные приборы, установленные на них, фиксируют только отклонения от номинального шага, причем для цепей различного шага требуются различные шагомеры.
Задача изобретения заключается в разработке способа измерения действительных шагов роликовых цепей, не требующего использования специальных устройств (шагомеров).
Техническим результатом изобретения является обеспечение контроля действительных шагов роликовых цепей стандартным инструментом как в заводских условиях, так и непосредственно в собранной цепной передаче эксплуатируемой машины.
Поставленный технический результат достигается тем, что для измерения действительных шагов роликовых цепей используют штангенциркуль с цифровым отсчетным устройством, при этом неподвижную губку штангенциркуля фиксируют, а подвижной губкой штангенциркуля односторонне смещают первый ролик измеряемого звена роликовой цепи и производят обнуление показаний цифрового отсчетного устройства штангенциркуля, сохраняют положение неподвижной губки штангенциркуля и перемещают подвижную губку ко второму ролику измеряемого звена, односторонне смещают второй ролик и считывают значение действительного шага, для измерения шага следующего звена роликовой цепи производят обнуление показаний, подвижную губку перемещают к следующему ролику, односторонне смещают следующий ролик и считывают значение следующего действительного шага и т.д.
За действительный шаг звена принимают расстояние вдоль оси звена между идентичными образующими двух односторонне смещенных смежных роликов.
Предлагаемый способ позволяет измерять шаги роликовых цепей различного шага с использованием штангенциркуля с цифровым отсчетным устройством, не требующим предварительной настройки на номинальный шаг и имеющим кнопку обнуления показаний, а при наличии связи отсчетного устройства с ЭВМ возможность записи результатов измерений на жесткий диск ЭВМ для последующей обработки, причем показания отсчетного устройства будут соответствовать действительному шагу цепи, а не отклонению от номинального шага.
Способ измерения действительных шагов роликовых цепей реализуется следующим образом (см. чертеж). Неподвижную губку штангенциркуля фиксируют, а подвижной губкой штангенциркуля односторонне смещают первый ролик измеряемого звена роликовой цепи, то есть охватывают размер L0, производят обнуление показаний цифрового отсчетного устройства штангенциркуля, затем перемещают подвижную губку ко второму ролику измеряемого звена, то есть охватывают размер L1, при этом показания цифрового отсчетного устройства штангенциркуля будут равны шагу p1, значение записывают в протокол. Снова производят обнуление показаний цифрового отсчетного устройства штангенциркуля и затем охватывают размер L2, при этом показания цифрового отсчетного устройства штангенциркуля будут равны шагу р2, значение записывают в протокол и т.д.
Обнуление показаний позволяет реализовать вычисления:
p1=L1-L0 и p2=L2-L1.
В общем виде при i=1…n зависимость можно записать как pi=Li-Li-1. Показание L0 является базовым.
Таким образом, предлагаемый способ измерения обеспечивает контроль действительных шагов роликовых цепей стандартным инструментом и не требует его предварительной настройки.
Способ измерения действительных шагов роликовых цепей как расстояния вдоль оси звена между идентичными образующими двух односторонне смещенных смежных роликов, отличающийся тем, что для измерения действительных шагов роликовых цепей используют штангенциркуль с цифровым отсчетным устройством, при этом неподвижную губку штангенциркуля фиксируют, а подвижной губкой штангенциркуля односторонне смещают первый ролик измеряемого звена и производят обнуление показаний цифрового отсчетного устройства штангенциркуля, сохраняют положение неподвижной губки штангенциркуля и перемещают подвижную губку ко второму ролику измеряемого звена, односторонне смещают ролик и считывают значение действительного шага, для измерения шага следующего звена производят обнуление показаний, подвижную губку перемещают к следующему ролику, односторонне смещают следующий ролик и считывают значение следующего действительного шага и т.д.
findpatent.ru
Как определить шаг звездочки на бензопиле — Портал о стройке
 Типы бензопил
Типы бензопил
1. Все представленные на рынке бензопилы можно условно разделить на три класса:
Бытовые бензопилы, предназначенные для работы «от случая к случаю». Как правило, это сравнительно маломощные инструменты, с помощью которых можно заготавливать дрова для камина. Они обладают минимумом функциональных возможностей, рассчитаны в среднем на использование до 20 часов в месяц (около 40 минут в день), а невысокая мощность бензопил компенсируется малым весом и удобством в обращении с бензопилой.
2. Полупрофессиональные модели бензопил. Способны выполнять любые работы — от ремонтно-строительных до валки деревьев. Единственное «слабое место» полупрофессиональных бензопил — невозможность использования по 8-10 часов в сутки в течение длительного периода времени (потому и «полупрофессиональные бензопилы»). Такие бензопилы зачастую используются в качестве сучкорезов на лесоповале.
3. Профессиональные бензопилы. Обладают высокой мощностью (как правило, более 2,5 кВт), характеризуются широким спектром функциональных возможностей. Профессиональные бензопилы применяются в основном в качестве «вальных» бензопил, могут работать день за днем в течение года по 10-16 часов в сутки. Главная же особенность профессионального инструмента — возможность работы до 8 часов без перерыва. Такие бензопилы изготовляются из прочных и износостойких материалов, а их ресурс колеблется в пределах 1300-2000 моточасов (у бытовых моделей моторесурс в 2-3 раза меньше).
Ресурс работы бензопил
Точного и четкого определения понятия «ресурс работы бензопил», которым бы одинаково пользовались все производители и продавцы, не существует. Например, существует «бытовое» определение (время до отправки инструмента на свалку). Другие определения более «научные» и скромные: время до первого капитального ремонта двигателя или уменьшение компрессии на 40%. Как видно, точной цифры даже в этих случаях ожидать сложно, да и практически нереально. Поэтому, какие бы цифры вы ни услышали — основное внимание рекомендуем обратить на наличие фирменного сервиса. Главный совет по эксплуатации бензопилы (как, впрочем, и любого другого инструмента) таков: основное внимание следует уделять правильному выбору режимов работы и избегать значительных перегрузок. «Формула любви» работает и здесь: как вы с инструментом (бензопилой), так и он с вами.
Скорость реза бензопил
Приобретая бензопилу, покупатели зачастую задают вопрос о скорости распиловки древесины конкретным экземпляром бензопилы (например, нужно ли «давить» на инструмент при работе). Отвечаем: в первую очередь это зависит от состояния бензопильной гарнитуры и, в частности, цепи. При работе тупой цепью у бензопилы не только будет низкая эффективность распиловки, но и повышается вероятность выхода бензопилы из строя, так как нагрузка на двигатель увеличивается. Поэтому при профессиональном использовании рекомендуется регулярно «править» цепь (например, в конце рабочего дня). Кроме того, немалый вклад в производительность вносит и форма режущего зуба и шаг цепи. Наилучший результат достигается при оптимальном подборе цепи бензопилы и мощности двигателя. Мощность бензопилы — это второй важный параметр, характеризующий «активность» бензопилы и определяющий граничные условия применимости данной модели.
Проблема «Обратного удара» бензопил
Самым опасным моментом в процессе эксплуатации бензопилы является так называемый «обратный удар» — резкий отброс инструмента в сторону оператора. Происходит он в том случае, когда самый конец бензопильной шины «встречается» с поверхностью обрабатываемой древесины.
Единственный способ избежать в этом случае травмы — быстрая остановка цепи бензопилы. Выполняет эту задачу специальный тормоз (он называется «инерционным»), приводом для которого служит щиток бензопилы, расположенный перед левой рукой оператора. Он представляет собой своеобразный рычаг, который может занимать 2 положения. Перед запуском бензопилы щиток переключается в положение «ближе к руке» и тем самым «ставится на взвод». В момент обратного удара рука оператора упирается в него, и щиток срабатывает, мгновенно приводя в действие тормоз цепи бензопилы. Кроме того, он может поменять положение без взаимодействия с рукой оператора, просто за счет инерции.
Другим способом избежать обратного удара является исключение опасного сектора из процесса пиления. Это делается с помощью другого специального щитка бензопилы (защитного сектора), закрывающего конец пильной гарнитуры и не позволяющего инструменту «брыкаться». Впрочем, такой способ применяется гораздо реже, чем установка тормоза цепи. Более того, шведские бензопилы (Husqvarna, Jonsered, Partner) сознательно не оснащаются подобными щитками.
Причина — шведские стандарты безопасности предусматривают возможность работы концом шины бензопилы. Процесс валки дерева лесорубом-шведом очень напоминает резку каравая хлеба: оператор сначала «вгрызается» в дерево концом шины бензопилы, а затем делает круг вокруг него. Таким способом можно свалить дерево в два раза толще, чем длина шины. У нас подобный способ разрешен лишь высококлассным вальщикам.
Антивибрационная система бензопил
Длительная работа с сильно вибрирующим инструментом может привести к тяжелым заболеваниям суставов. Поэтому наличие антивибрационной системы для бензопилы просто необходимо, особенно на профессиональных моделях бензопил. Самым простым ее видом является набор резиновых прокладок, расположенных между рукоятками и корпусом. Впрочем, подобная антивибрационная система уже практически нигде не применяется — в современных бензопилах, как правило, реализован принцип «двух масс» — блок двигателя бензопилы отделен от блока рукояток и топливного бака. Каждый, кто хоть раз поработал с мощной бензопилой несколько часов подряд, знает, какая большая нагрузка приходится на кисти рук из-за вибрации.
В том случае, когда бензопила не оснащена достаточной виброзащитой, несколько лет такой работы вполне могут привести к нарушению кровообращения в руках и прочим неприятным последствиям. Поэтому, если вы не хотите вместе с профессией лесоруба приобрести и «профессиональные» болезни, следует обратить внимание на то, какую именно защиту от вибрации обеспечивает данная антивибрационная система. Еще лучше попросить при покупке запустить бензопилу и самому подержать ее в руках.
Мощность и вес бензопил
В бытовых моделях бензопил производители избегают наращивать мощность, ибо это ведет к увеличению веса. Кроме того, большая мощность — не самый главный фактор при использовании бензопилы в домашнем хозяйстве.
Благоприятное соотношение вес/мощность бензопилы важно и для профессионала, так как этот параметр существенно влияет на удобство при работе с бензопилой и, как следствие, на качество труда. Вообще, для класса профессиональных бензопил характерен значительно больший разброс по мощностям (от 2 до 6 кВт), чем для бытового класса. Это объясняется разнообразием условий, в которых применяются профессиональные модели (разные по толщине стволы деревьев, твердая или мерзлая древесина и т.д.).
Виды шин бензопил
1. Существует несколько типов пильных шин и цепей, предназначенных для различных задач и разных пользователей:
Пильная гарнитура, устанавливаемая на бытовые бензопилы. Она предназначена для тех пользователей, которые работают пилой изредка и не имеют особых профессиональных навыков. Поэтому, чтобы максимально обезопасить таких «операторов», производители устанавливают узкую плоскую шину с низкопрофильной цепью, обладающей весьма малой «склонностью» к обратному удару.
2. Существуют облегченные шины, предназначенные для выполнения работ, в которых определенную роль играет вес бензопилы (например, пиление на высоте). Подобные шины состоят из двух стальных пластин с выбранными пазами, пустоты между ними заполнены полиамидом. Такая конструкция бензопилы позволяет существенно уменьшить вес инструмента.
3. Для профессионального применения разработаны шины с заменяемыми головками. Они предназначены для длительной работы и используются на бензопилах средней и высокой мощности.
Длина шины бензопил
В технических характеристиках бензопилы вместе с указанием длины шины обычно добавляют «рекомендуемая». Что это означает? Дело в том, что чем длиннее шина бензопилы, тем большее сопротивление она оказывает вращательному моменту коленчатого вала двигателя. При недостаточной мощности бензопилы придется прилагать дополнительные усилия при работе, что приведет к преждевременной изнашиваемости пильной гарнитуры и двигателя. Кроме того, поскольку большая часть мощности бензопилы будет уходить вхолостую, увеличивается расход топлива.
Таким образом, длина шины должна быть согласована с мощностью бензопилы и слово «рекомендуемая» означает по сути «максимальная» (шины меньшей длины ставить можно, а вот большей — нежелательно).
Цепи бензопил
Низкопрофильные цепи предназначены для непрофессионального использования. Как правило, их шаг составляет 0,325 дюйма. Поэтому основное достоинство такой цепи (минимальный уровень вибрации) плавно перетекает в ее недостаток — пониженную производительность.
На мощных бензопилах рекомендуется использовать цепи с шагом 3/8 и 0,404 дюйма. Уровень вибрации у них повышен, но и производительность гораздо больше. Именно такие цепи наиболее подходят для валки и раскряжевки толстомерных деревьев.
Существует также особый класс задач, с которыми обычные цепи справиться не в состоянии (они очень быстро затупляются), — распиливание загрязненной или мерзлой древесины. Для подобных работ рекомендуется использовать специальные цепи с твердосплавными напайками. ина стартера, которая взводится при вытягивании шнура, а затем запускает двигатель.
Почему 3/8, а не 0,375?
Многие не раз задавались вопросом — что такое шаг цепи бензопилы и почему у него такие странные обозначения: в одном случае в виде десятичной дроби, а в другом — простой.
Ответ таков: теоретически шаг — это расстояние между двумя ближайшими зубьями, тогда как практически — расстояние между заклепками цепи, деленное пополам. Шаг цепи бензопилы измеряется в дюймах и может быть равен 0,325, 0,375 или 0,404.
Как показала мировая практика, пользователи бензопил зачастую путали числа в маркировке, ведь 0,375 и 0,325 отличаются лишь одной цифрой. Во избежание подобных казусов производители бензопил решили придерживаться единой системы обозначений, согласно которой шаг цепи принимает три значения: 0,325, 3/8 и 0,404 дюйма.
Как правильно подобрать пильную гарнитуру
Следует помнить, что компоненты пильной гарнитуры бензопилы (цепь, шина, ведущее цепное колесо или звездочка) разных производителей, как правило, не совместимы. Различия заключаются в параметрах ведущего цепного колеса (в соответствии с которыми должен быть и шаг цепи) и толщине ведущего звена цепи, которая изменяется в пределах 1,3-1,6 мм. Поэтому, выбрав конкретную модель бензопилы, будь то электро- или бензопила, вы почти всегда становитесь «поклонником» комплектующих с такой же торговой маркой.
Многие считают, что чем больше шаг цепи бензопилы, тем она агрессивнее. На практике же дело обстоит несколько иначе. Оказывается, «агрессивность» бензопилы с той или иной цепью сильно зависит от мощности бензопилы и, соответственно, крутящего момента бензопилы.
Мощность инструмента определяет способность бензопилы «протаскивать» цепь через распил. Вот над этим процессом как раз и бились конструкторы многих фирм-производителей бензопил. Как выяснилось, для бензопил с небольшим объемом цилиндра (и, следовательно, с невысокой мощностью) цепи с шагом 3/8 дюйма ставить не выгодно — при широком шаге зубьев цепь сильнее вгрызается в древесину, но двигатель не в состоянии ее «протащить». В итоге — неэкономичная работа лишь частью полотна. И наоборот, мощные бензопилы, укомплектованные цепью 0,325 дюйма, просто протаскивают цепь, практически не задевая дерево.
Была выведена следующая закономерность. Для бензопил с объемом цилиндра 40-50 кубических сантиметров эффективнее всего использовать цепь с шагом 0,325 дюйма, тогда как для более мощных бензопил оптимальным будет шаг 3/8 дюйма. При этом в категории бензопил 40-50 «кубиков» используются так те, как и другие цепи — выбор зависит от конкретных особенностей модели бензопилы.
Есть еще одна категория — мощные бензопилы с высоким крутящим моментом (например, наш «Урал-2ТЭ»). На такие бензопилы возможна установка цепи с шагом 0,404 дюйма.
И наконец, не забывайте: меняя цепь бензопилы на другую с иным шагом, придется поменять и ведущую звездочку.
Требования к бензину и масла для бензопилы
На любой бензопиле устанавливаются двухтактный карбюраторный двигатель и два бака (один — для заливки топливной смеси, другой — для заливки масла для смазки цепи). Объем топливного бака бензопилы составляет от 0,3 до 1 литра, а объем масляного, как правило, меньше в 1,5-2 раза. Такое соотношение объемов бензопилы ведет к тому, что масло для смазки цепи и топливная смесь заканчиваются приблизительно одновременно, а именно через 30-45 минут работы (при полной нагрузке бака бензопилы).
Необходимость в приготовлении топливной смеси для бензопилы понятна каждому, кто знаком с двухтактными двигателями: отличие рабочего цикла двухтактного двигателя от четырехтактного приводит к тому, что для смазки всех трущихся деталей (поршень, вал и т.д.) нельзя применить систему масляных насосов и масло приходится добавлять непосредственно в бензин. Все это достаточно важно, так как попытки работать только на бензине или нарушение требуемых пропорций бензино-масляной смеси быстро приведут к поломке бензопилы.
Рекомендации по маркам бензина и масла для бензопилы, а также по пропорциям топливной смеси следующие. При работе с российскими бензопилами используются 76-й бензин и обычные масла для двухтактных двигателей («мотоциклетные» масла), которые добавляются в смесь в количестве около 4 процентов, то есть в пропорции 1/25. Зарубежные модели требуют применения бензина с октановым числом 92 (или выше) и «фирменных» масел производителей бензопил (при этом содержание масла в такой смеси должно быть порядка 1/40).
В принципе отечественные масла для двухтактных двигателей можно использовать и на зарубежных бензопилах, однако, следует иметь в виду два обстоятельства. Прежде всего, вы должны быть уверены в том, что бензин чистый. Второе — «мотоциклетные» масла рассчитаны на двигатели с числом оборотов до 8,5 тысячи в минуту, а поскольку у бензопил зарубежного производства обороты могут достигать 11-14 тысяч, то использование этих масел уменьшает моторесурс бензопилы в среднем на 7-10 процентов. Так что стоит ли игра свеч — решайте сами.
С маслом для смазки пильного аппарата бензопилы попроще: во всех моделях бытовых и профессиональных бензопил можно использовать обычные «жигулевские» масла (например, для моделей Husqvarna рекомендуются моторные масла, а для Stihl — трансмиссионные).
Следует обратить внимание и на особенности сезонной эксплуатации бензопилы. Если бензопила используется при низких температурах, то даже при правильном выборе всех ингредиентов качество масла и топливной смеси для бензопилы может оказаться неудовлетворительным (происходит кристаллизация и значительно увеличивается вязкость). В этом случае сама бензопила должна быть адаптирована к использованию в таких условиях — например, нужно предусмотреть возможность прогрева карбюратора во время работы. Кроме того, рекомендуется перед работой прогреть бензопилу (если она хранилась в неотапливаемом помещении) во избежание нежелательных последствий из-за присутствия конденсата.
Покупка и эксплуатация бензопилы
При покупке бензопилы естественное желание каждого покупателя — проверить работоспособность инструмента. В этом, казалось бы, простом процессе существуют «подводные камни». Все дело в конструктивных особенностях цепных бензопил.
Обратите особое внимание: любую бензопилу нельзя запускать без предварительно установленной и отрегулированной пильной гарнитуры (шины, звездочки и цепи). В противном случае при таком запуске сразу же «вылетает» сцепление. Так что не спешите дергать тросик — внимательно прочитайте инструкцию к бензопиле. (Кстати, если импортная бензопила попала на наш рынок официальным путем, то инструкция должна быть обязательно на русском языке.)
После покупки бензопилы следует обязательно «обкатать» ее 40-50 минут на малых оборотах (это примерно соответствует выработке топливного бака), затем заглушить мотор и дополнительно проверить натяжение цепи у бензопилы. Далее нужно произвести несколько пропилов, прикладывая слабые усилия, и лишь затем перейти к работе «по полной программе».
Обкатке каждой новой цепи (или шины) необходимо уделять несколько минут. Делается это все для того, чтобы «звездочка», шина и цепь хорошо разогрелись, и масло попало на все смазываемые части пильной гарнитуры.
Примерно в 90 процентах случаев причиной выхода бензопилы из строя является небрежное отношение к пильной гарнитуре, и в частности, — плохой уход за цепью. Другими словами, когда цепь заточена, работу выполняет она, когда затуплена — работать приходится вам, плюс дополнительная повышенная нагрузка на двигатель бензопилы. Помимо очевидных неудобств такое увеличение нагрузки приводит к существенному снижению моторесурса бензопилы.
Как быстро запустить бензопилу
После обязательной предстартовой проверки бензопилы и заправки топливом и маслом пила готова к работе. Чтобы быстро ее запустить, необходимо вытащить «подсос», полностью выбрать слабину стартового тросика и сильным рывком запустить бензопилу (при вялом натяжении вы рискуете залить свечу, что несколько осложнит последующие попытки запуска). Если все сделано правильно, бензопила заводится с первого раза.
Source: dm-st.ruЧитайте также
stroyka.ahuman.ru