Как пользоваться микрометром, примеры измерения длин и диаметров
Для проведения точных измерений обычной линейки бывает недостаточно. Применяемый большинством домашних мастеров штангенциркуль, так же не всегда обеспечивает необходимую точность. Если требуется измерение такой величины, как микрон (мкм), или 0,001 мм – необходим микрометр (на иллюстрации слева).
Сегодня рассмотрим в подробностях как пользоваться микрометром, делать правильные замеры, правильно калибровать и разбирать инструмент.
Виды микрометров
По способу индикации приборы подразделяются на следующие виды:
Механические аналоговые, со статической шкалой измерения
Показания снимают, совмещая риски на шкале. Рукоятка с микрометрическим винтом проворачивается до касания предмета, и по комбинации цифр на шкале вычисляется истинный размер.
Измерение микрометром этого типа требует определенных навыков.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущество прибора – возможность измерить изделия сложной формы и отсутствие механического контакта с измерительными наконечниками.
Недостатки – невозможность измерить внутренний размер. И разумеется, стоимость. Позволить себе такой инструмент может не каждый домашний мастер.
По области применения микрометры подразделяются на следующие виды:
- Гладкий микрометр.
 Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора; - Микрометр – зубомер. Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины;
- Трубный микрометр. Предназначен для замера толщины стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Форма насадок позволяет не зависеть от внутренней кривизны измеряемой заготовки. Щуп касается стенки точечно, благодаря своей форме;
- Микрометр листовой. Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой. Предлагаются в двух конструктивных исполнениях:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненной скобой – для производства замеров изделий большой площади, на удалении от кромки.
- Микрометр универсальный. Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора;
- Проволочный микрометр. Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная. С его помощью можно производить и другие измерения, но это не так удобно;
- Призматический микрометр. Предназначен для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы;
- Микрометр канавочный. Его еще можно назвать глубиномером. Замеряет глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина;
- Резьбомерный микрометр. Шкала может быть как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы;
- Двушкальный (предельный) микрометр. Устанавливает предельные внешние размеры одной заготовки;
- Микрометр для горячего проката. Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
- Микрометр – нутромер. Предназначен для измерения внутренних диаметров;
 Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
Предназначен для измерений плоских и круглых поверхностей. Самый распространенный тип прибора;
 Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;
Позволяет контролировать толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо;Каждая группа имеет свое обозначение. Например, универсальный – МКУ, канавочный – МКН, и так далее, по первым буквам наименования складывается аббревиатура.
Устройство микрометра
Рассмотрим приборы, относящиеся к стандартному типу МК которые из-за наличия у них плоских измерительных поверхностей именуют гладкими.
Составные части микрометра
Они предназначены для наружных измерений с точностью до одной сотой миллиметра. Основными деталями и узлами, гладкого микрометра, являются неразъемно соединенные между собой:
- микрометрическая головка
- скоба
Микрометрическая головка
Это механическое отсчетное устройство с разрешением, как правило, в одну сотую миллиметра.
Микрометрическая головка
Механизм состоит из стебля, на лицевой части которого нанесены две линейные шкалы, разделенные контрольной риской.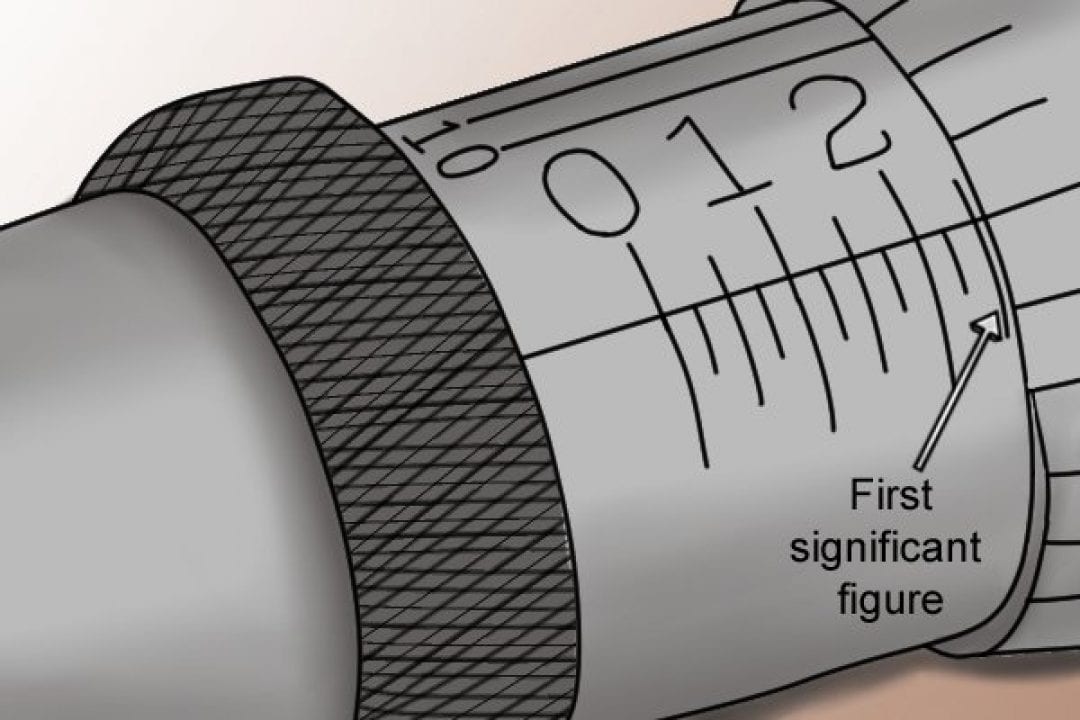
Стебель с нанесенной на нем шкалой и контрольной риской
Обе шкалы миллиметровые, по шкале отмеченной числами, отсчитываются целые миллиметры. Шкала без чисел смещена относительно миллиметровой наполовину миллиметра.
Шкала без чисел для подсчета половин миллиметра
По ней определяют наличие или отсутствие в размере, половин миллиметра. С одной стороны в стебель вмонтирована микрометрическая гайка.
Микрометрическая гайка
Разрезы и навинчиваемые на её наружную резьбу регулировочная гайка предназначены для устранения люфта в соединении с микрометрическим винтом.
Регулировочная гайка
Отверстие в стебле является направляющим для вращательного и поступательного движения цилиндрической части микрометрического винта.
Отверстие в стебле
Винт имеет высокоточную резьбу с полумиллиметровым шагом.
Микрометрический винт со шпинделем
Цилиндрическая часть винта, условно назовем ее шпинделем, движется по направляющему отверстию в стебле.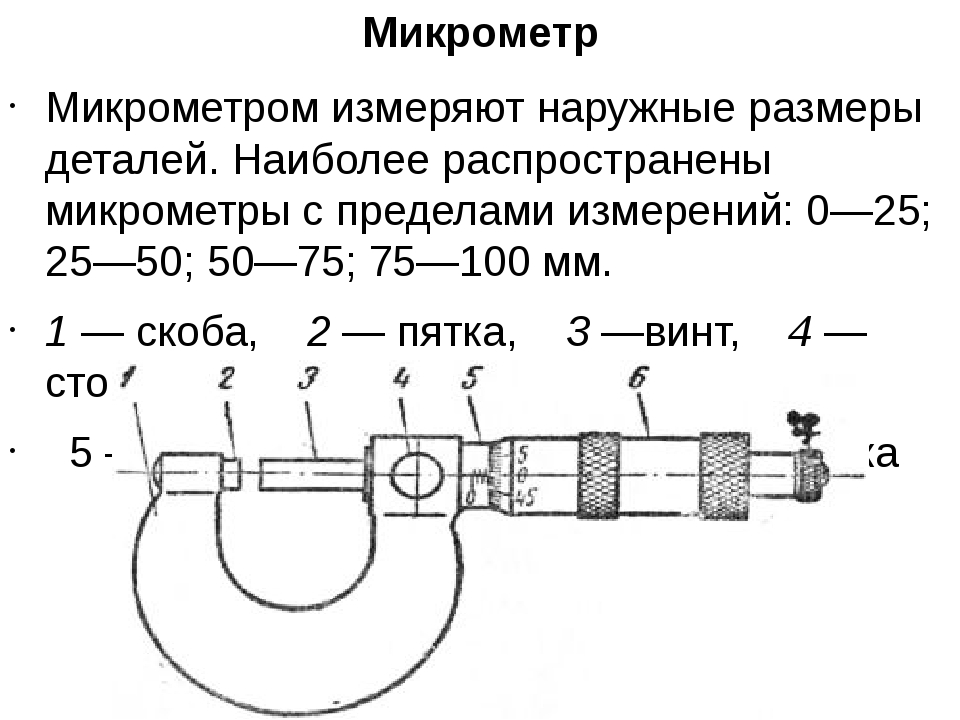 Торец шпинделя это одна из измерительных поверхностей инструмента.
Торец шпинделя это одна из измерительных поверхностей инструмента.
Измерительные плоскости
На другом конце винта через соединительные детали крепится барабан с круговой шкалой.
Барабан с круговой шкалой
У приборов небольших габаритов круговые шкалы обычно поделены на 50 частей.
Поворот круговой шкалы относительно контрольной риски на одно деление, соответствует перемещению шпинделя на одну сотую миллиметра. Получается, цена деления шкалы барабана 0,01 мм.
Вращение барабана при измерениях и настройке должно выполняться только за колесо привода фрикциона или трещотки.
Трещетка и фрикцион
Трещоткой называют храповой механизм, который также как и фрикцион срабатывает при крутящем моменте превышающем расчётно-допустимый.
На микрометре типа МК устанавливаются головки с одинаковым измерительным диапазоном 25 мм.
Скоба микрометра
Стебель соединён скобой, а с противоположной ее стороны расположена пятка. У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
У микрометров типа МК с верхним пределом измерений до 300 мм пятка несъёмная.
Скоба и пятка микрометра
Торцы пятки и шпиндельной части винта это измерительные поверхности или плоскости с высокой взаимной параллельностью. Винт и пятка соосные.
Твердосплав на торцах пятки и шпиндельной части винта
Для противодействия износа на оконечности пятки шпинделя обычно наплавляют твёрдосплавные элементы.
Пределы измерений микрометров
Микрометры различаются по пределам измерений, которые определяются размерами их скоб и увеличиваются пошагово через каждые 25 мм.
| Пределы измерений микрометров | ||
| Нижний предел измерений | Верхний предел измерений | |
| МК 25 | 25 | |
| МК 50 | 25 | 50 |
| МК 75 | 50 | 75 |
| МК100 | 75 | 100 |
| МК 125 | 100 | 125 |
| МК 150 | 125 | 150 |
| и так до | ||
| МК300 | 275 | 300 |

Микрометры больших размеров
Нижние и верхние пределы указываются на скобах прибора, а число верхнего предела содержится в условных обозначениях моделей, например, МК -300.
Нижний и верхний измерительные пределы
За числом верхнего предела следует число, указывающее на класс точности, например, МК 300-1.
У микрометра с верхним пределом измерений свыше 100, линейная шкала имеет числовую разметку от нуля и к ее показаниям надо прибавлять нижний измерительный предел данного инструмента.
Обозначение нижнего измерительного предела
Поскольку микрометр — прибор высокой точности, скобы некоторых из них изолируются от воздействия температуры рук.
Наличие изолятора на скобах приборов
В комплекте с прибором имеющего верхний измерительный предел от 50 мм и выше, обязательно поставляется установочная мера.
Установочная мера, он же, эталон для калибровки
Установочная мера необходима для проверки и настройки инструмента. Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры длиной 100 и более миллиметров, оснащены теплоизоляцией, за которую их надо удерживать при использовании.
Установочные меры с теплоизолятором
Проверяем настройку микрометра
Стандартная проверка микрометра на нулевую установку делается:
- перед его использованием;
- периодически в процессе эксплуатации;
- при подозрении в сбое настройки.
Температура микрометра и контрольных мер должна быть уравнена с температурой воздуха в рабочем помещении. Измерительные поверхности пятки и штока очищаются и это лучше делать плотной бумагой.
Чистка инструмента
Использовать текстиль оставляющий ворс нежелательно. После чистки необходимо проконтролировать точность показаний. Для этого необходимо несколько раз свести шток до упора, продолжая вращение на пол оборота с помощью трещотки.
Точное совпадение нулевой риски с контрольной, говорит о готовности инструмента к работе. Микрометры с верхним пределом измерений свыше 50 мм проверяются на ноль с простановкой между измерительными плоскостями установочных мер.
Во избежание нагрева эталонного цилиндра ограничьте его контакт с рукой.
Обратите внимание
При проверке, торцы эталона должны быть плотно и без малейшего перекоса прижаты к измерительным поверхностям инструмента.
Поэтому поперечными и вращательными движениями эталона помогаем поймать плоскость с одновременным поджатием через трещотку.
Направление вращения эталона
Внимание! Вращательные движения эталона нужно на встречу движения барабана. Поскольку усилие прижима шпинделя может превысить расчётное.
Инструкция по калибровке микрометра
Если проверка показала несовпадения контрольной риски с нулём шкалы или произошел полный сбой настройки, инструмент нужно откалибровать.
Сделав, как положено, сведение измерительных поверхностей блокируем шпиндель стопором.
Ослабляем барабан ключом
Если на микрометрической головке фиксация барабана делается винтовым стопором с боку, его надо ослабить с помощью ключа.
Барабаны, фиксирующиеся боковым стопором, после его ослабления, можно смещать з продольно и регулировать его край относительно линейных шкал.
Ставим «0» круговой шкалы точно напротив контрольной риски, одновременно обеспечивая совмещение края барабана с нулевым делением на миллиметровой шкале.
После зажима винта ключом и застопоривания, проверяем результат и, при необходимости, повторяем процедуру.
Проверяем совпадение рисок
Барабаны могут отличаться способом фиксации, некоторые фиксируются корпусом трещотки.
Рассмотрим еще несколько конструкций микрометра
После установки поверочной меры по правилам описанным выше:
- Стопорим шпиндель.
- Отпускаем зажим барабана.
- Поворачиваем его шкалу до совпадения нуля с контрольной риской.
- Придерживая барабан в настроенном положении, затягиваем корпус трещотки.
- Отпускаем стопор шпинделя и проверяем результат настройки.
- Если все хорошо, затягиваем корпус трещотки с большим усилием.
- И повторно проверяем точность настройки.

У некоторых моделей барабан устанавливается на конус винта.
Иное крепление барабана
После снятия основного резьбового натяга требуется подать вперед барабан с некоторым усилием, чтобы снять зажим конуса.
Снимаем зажим конуса
Часто это требуется и после легкого винтового зажима все остальные действия по регулировке такие же.
Как правильно считывать показания?
Шкалу на стебле можно рассматривать, как обычную линейку с дополнительным полу миллиметровым разрешением. В процессе измерения, круговая шкала занимает какое-то положение относительно контрольной риски на линейной шкале.
Деление на миллиметровой шкале ближайшее к острому краю барабана, или совпадающее с ним, показывает число целых миллиметров.
Показывает число целых миллиметров
Если нет полного совпадения с миллиметровым делением, смотрим на деления полу миллиметровой шкалы. Это означает, что в данном размере кроме целых миллиметров есть десятые и сотые, которые надо прибавить к целым делениям на круговой шкале.
Полумиллимитровая шкала
Деление, совпадающее с контрольной риской, соответствует числу сотых долей миллиметра. В итоге все составляющие суммируются, что и будет результатом измерений.
Итоговое значение размера
Примеры измерения целых и дробных размеров
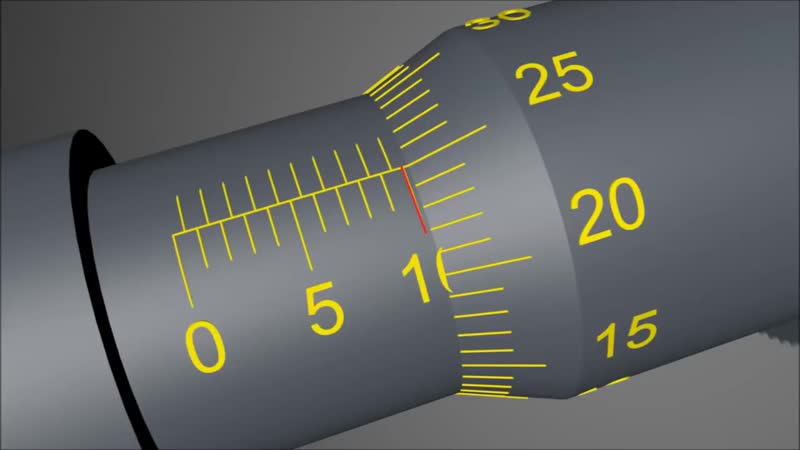
С краем барабана точно совпадает деление с числом 28. Полумиллимитровых составляющих нет, сотых долей тоже. В этом случае обычно говорят, размер в нулях, получилось точное целое число.
Ближнее к краю барабана деление с числом 26, полумиллиметрового деления, которое к краю ближе, чем миллиметровые не наблюдается. Значит полу миллиметровых долей нет. На круговой шкале 36 и пять сотых, таким образом, действительный размер у нас получился 26,365 мм.
Дробный размер
Если микрометр с нижним измерительным пределом от 100 миллиметров, то к его показаниям прибавляется величина нижнего предела указанного на его корпусе.
Наиболее частые ошибки при считывании показаний относительно полумиллиметровой шкалы:
- невнимательность;
- плохое зрение;
- недостаток знаний;
- иногда, неотрегулированное положение края барабана относительно линейных шкал.

Сравнение замеров штангенциркулем и микрометром
Рассмотрим пример измерения размера штангенциркулем. Измерение показало размер 22 мм.
Замеряем штангенциркулем, проверяем микрометром
Уточняющий замер микрометром показал, что этот размер меньше чем 22 на 12 сотых и равен 21,88 мм. На чертеже он записывается как 22 с допуском -0,12.
Такое ступенчатое измерение оградит от многих ошибок. Еще одно применение инструмента заключается в измерении отклонений относительно другого размера, например, при выяснении величины износа или искажение формы.
Как правильно снимать размер, инструкция
Снятие размера начинается с выбора подходящего микрометра. Его верхний предел должен превышать измеряемую деталь, но не более чем на 25 мм.
- Температура измеряемого изделия и температура микрометра, во время измерения, должна быть равна температуре окружающей среды.
- На поверхностях измеряемого элемента недопустимы забоины, механические загрязнения.
- Положение скобы микрометра ориентируется так, чтобы показания были хорошо видны.
- Для устойчивости, один из пальцев руки держащих скобу, полезно прислонить к детали.
Если прислонить палец к детали, удобно будет делать замер
- Ось микрометра надо ориентировать параллельно и симметрично линии размера.

Если измерительные поверхности ложатся на измеряемую деталь полностью, допускается отклонения оси микрометра от линии диаметра около 2 мм в каждую сторону.
Допустимые отклонения
Наша задача установить ось микрометра параллельно линии размера легким покачиванием корпуса с одновременным закручиванием винта трещотки.
Размер, образованный между плоскостью и диаметром также требует установки оси микрометра симметрично линии диаметра.
Размер считается снятым правильно, если контакт измерительных поверхностей плотный и при срабатывании трещотки показания на круговой шкале не изменяются.
Совершенно не лишнее, для самопроверки, повторить измерения. Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Если прочтение результата затруднено, необходимо застопорить винт до снятия инструмента с детали.
Попробуйте, не меняя значений, завести инструмент на деталь и вывести. Если при этом вы ощущаете некоторое усилие, то значит замер проведен правильно.
Правильные действия при проведении замера
Усложненные измерения диаметров
По мере увеличения измеряемых диаметров способность к самоустановке у поверхностей уменьшается, а склонность к перекосам возрастает. Вес микрометра и ограниченная видимость прибавляют сложности в измерениях.
Проводя замер больших диаметров, устанавливать измерительные поверхности удобнее на крайние точки диаметра находящиеся в вертикальной плоскости.
Точки диаметра для снятия размера
Как правильно замерять и держать инструмент
Работая с большим инструментом, левой рукой прижимаем пятку к измеряемой поверхности снизу, правая рука удерживает микрометр за привод трещотки, держав оси микрометра в примерно вертикальном положении.
Так держать правильно
Подводя шпиндель, и одновременно делая им движения поперёк оси детали, находим точку на измеряемой поверхности с наибольшим сопротивлением поперечному движению шпинделя.
Находим поперечную точку
После нахождения этой точки двигаем шпинделем вдоль оси детали, одновременно поджимая его.
Ищем продольные точки
В результате шкала барабана останавливается на каких-то наименьших показаниях.
Наличие уплотненного подвижного, но без рывков, контакта измерительных плоскостей с поверхностями обязательно.
Для порядка делаются несколько проверок полученного результата. За достоверные показания принимаются повторяемые.
При измерениях больших диаметров классическим способом многое зависит от навыков измеряющего.
Способ измерения микрометром с уравновешенной по вертикали осью, уменьшает влияние человеческого фактора.
Уравновешивающий груз
Плоскость пятки устанавливается на верхнюю точку диаметра, и ось микрометра автоматически совпадает с линией размера.
Останется только сделать прижим шпинделем, но для начала надо найти на диаметре верхнюю точку.
На неё укажет максимальные отклонения стрелки индикатора биения проходящего над диаметром.
Прибор контроля на биение
Найденное место отмечается маркером.
Верхнюю точку можно определить приложенным гидроуровнем. Точка соприкосновения корпуса уровня с диаметром будет верхней.
Определение верхней точки уровнем
Измерение длины
При измерении значительных длин между параллельными плоскостями, ось микрометра надо установить параллельно линии размера.
Измерение значительных длин
Склонность к самоустановке сохраняется, если плоскость на измеряемом элементе только с одной стороны, а с другой образуется лишь точечный контакт.
Плоскость и точечный контакт
При измерении расстояния между плоскостями, за достоверные показания принимают наименьшие, при условии наличия уплотненного контакта измерительных плоскостей с измеряемыми.
Условия уплотненного контакта
Уплотнение контакта должно ограничиваться срабатыванием трещотки.
Длины могут находиться между линиями и точками, создающими с измерительными поверхностями точечный контакт в одной или двух плоскостях.
Варианты измерения размеров
Познакомиться с порядком измерения длины между двух радиусов с параллельными осями и точечным контактом с измерительными поверхностями в одной плоскости.
Измерение длины между двух радиусов
Пятка микрометра прижата. Шпиндель медленно подводится, совершая движение поперек оси радиуса, в поисках точки уплотненного контакта.
Встав на найденные точки, шпиндель продолжает подводиться при мелких подвижках, но уже параллельно оси радиуса.
Снятие размера можно считать законченным, при установке шкалы на наименьших показаниях при уплотненном контакте.
Длины между сферами или острыми конусами создают точечный контакт с измерительными поверхностями в двух плоскостях.
Измерение между сферами
Тем самым полностью, исключая возможность их самоустановки.
Пятку микрометра прижимаем, перемещая шпиндель к линии размера, производя пробные замеры.
Стрелкой указано направление движения микрометром
Находим положение, в котором будет уплотненный контакт с размерообразующими точками при наибольших показаниях шкалы.
Показания шкалы и уплотнение контакта должны ограничиваться срабатыванием трещотки.
За справедливые показания принимаются повторяемые при проверке.
Влияние температуры на измерения
Вместе с погрешностями измерений, природа которых механическая, искажения в измерениях возникают из-за перепадов температур. Тепловым расширением подвержены детали, микрометры, установочные меры.
Причём чем больше измерительные пределы микрометра, тем выше требования к его температурной стабильности.
Настроенный на «0» микрометр и затем подогретый, например, будучи положенным в карман. Через полчаса при проверке покажет отклонения от нулевой настройки.
Поэтому настроенный микрометр при использовании размещается подальше от любых источников даже незначительного нагрева.
Тепловые расширения деталей могут быть ещё большими. Даже при чистовой обработке может создаваться нагрев искажающий измерение.
Интенсивное жидкостное охлаждение остужает деталь, не позволяя ей увеличиваться в размерах.
Диагностика состояния микрометра и обслуживание
Нарушение правильной работы микрометра происходит из-за:
- естественного износа резьбы микрометрической пары;
Износ микрометрической пары
- износа измерительных плоскостей;
- деформации скобы, вызываемые нештатными силовыми воздействиями.
Что приводит к нарушению параллельности между измерительными поверхностями.
Люфт микрометрической пары регулируется накидной гайкой с проверкой легкости хода винта на всём диапазоне.
Проверка винта на износ, заключается в контрольных измерениях проверенными эталонами. Делается пять разных замеров.
Пять замеров при проверке на износ
Для микрометра от 0 до 25 это мерные плитки с длинами от 5 до 25 мм.
Отклонение от нуля при измерении мерных длин плиток свидетельствует об износе винта.
Износ винта дает погрешность при измерении
Величина износа не должна оказывать влияние на превышение предельно допустимых отклонений предусмотренных техническими условиями на микрометры.
Отклонения у измерительных поверхностей от плоскостности выражается в их неравномерном износе с занижением по краям.
Выявляется износ измерением мерной длины с полным контактом с измерительными плоскостями и при контакте с краями.
Износ измерительных плоскостей
Разница в показаниях это величина износа.
Деформации скобы проявляются в нарушении параллельности измерительных плоскостей, которые проверяются измерениями мерной длины их краями и в 4-х положениях по окружности.
Предельно допустимые отклонения измерительных поверхностей от параллельности и плоскостности, зависящие от класса точности микрометра и его измерительных пределов приводятся в стандартных технических условиях.
Таблица предельно допустимых отклонений измерительных поверхностей
В качестве обслуживающей и консервационной смазки для микрометров, обычно применяется технический вазелин.
Перед тем как сдать инструмент на поверку в лабораторию, его разбирают, чистят, смазывают и калибруют.
About sposport
View all posts by sposport
Инструкция: как пользоваться микрометром
Периодически возникает необходимость точного определения линейного размера детали. При этом канцелярская линейка и штангенциркуль не всегда способны обеспечить требуемый класс точности. В этой ситуации следует использовать микрометр.
Устройство микрометра: 1 – пятка, 2 – винт, 3 – кольцевая гайка, 4 – неподвижный стебель, 5 – барабан, 6 – трещотка.
Микрометр – универсальный инструмент, который позволяет определить наружный размер детали с точностью до 2 мкм (1 мкм = 0,001 мм). По типу исполнения они делятся на механические и электронные. Как пользоваться микрометром, мы рассмотрим на примере механического варианта исполнения. Из-за конструктивной особенности, а именно из-за сложности изготовления микрометрического винта длиной более 25 мм с соблюдением точности шага, выпускают несколько типоразмеров прибора.
Из-за конструктивной особенности, а именно из-за сложности изготовления микрометрического винта длиной более 25 мм с соблюдением точности шага, выпускают несколько типоразмеров прибора.
Устройство микрометра
В микрометре измеряемая деталь зажимается между неподвижным упором (пяткой) (1) и микрометрическим винтом (2), вращающимся в резьбовой втулке неподвижного стебля (4). Выкручивание винта осуществляется при помощи барабана (5), жестко зафиксированного на нем.
С целью исключения возможности повреждения измеряемого предмета или резьбы прибора при чрезмерном затягивании винта, следует зажимать его при помощи трещотки (6).
Винт может быть зафиксирован в любом положении кольцевой гайкой (3).
Инструмент имеет 2 шкалы. Первая, с ценой деления 1 мм, находится на стебле. В свою очередь, она делится на 2 части, причем нижняя смещена относительно верхней на 0,5 мм. Это сделано для облегчения процесса измерения. Вторая шкала расположена на вращающемся барабане. Она имеет 50 делений с ценой 0,01 мм.
Вторая шкала расположена на вращающемся барабане. Она имеет 50 делений с ценой 0,01 мм.
Вернуться к оглавлению
Использование микрометра
У микрометра 2 шкалы – 1 находится на стебле, а другая на барабане.
Применять инструмент предельно просто, здесь не нужна подробная инструкция, главное, один раз увидеть, как пользоваться микрометром, и все сразу станет предельно ясно. Для того чтобы научиться правильно пользоваться микрометром, рассмотрим процесс измерения сначала теоретически, а затем на конкретных примерах.
В процессе эксплуатации шкала периодически сбивается. Поэтому перед каждым использованием микрометра желательно производить калибровку прибора. Для этого нужно полностью закрутить винт и посмотреть совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. Если данные метки не совпадают, то следует подкрутить стебель, используя специальный ключ, который входит в комплект.
Перед началом процесса измерения следует выкрутить винт до размеров чуть больше измеряемой детали путем вращения барабана. Затем поместить данную деталь между винтом и неподвижным упором, зажать его при помощи трещотки до характерного звука ее срабатывания и затянуть кольцевую гайку.
Для определения размера нужно сложить показания 3 шкал (2 шт. на стебле и одна на барабане). По верхней части шкалы стебля определяем количество полных мм. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем еще 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней). Далее прибавляем значение со шкалы барабана, цена деления которой составляет 0,01 мм.
Вернуться к оглавлению
Практический пример
Допустим, у нас возникла необходимость в использовании микрометра для определения диаметра сверла с номинальным размером 5,8 мм. Для этого зажимаем его в прибор и снимаем показания.
На верхней подшкале стебля мы получили значение 5. При этом на нижней половине последняя видимая риска находится правее, поэтому к полученному значению прибавляем еще 0,5. На шкале барабана у нас 0,28. Итого получаем: 5 + 0,5 +0,28 = 5,78 мм.
инструкция по применению, как работать, настроить, мерить механическим, электронным, рычажным, МК 0-25, 25-50 мм
Пользоваться микрометром по инструкции достаточно просто. Прибор для измерения диаметра заготовок требует знания элементарных правил.
Как настроить микрометр
Перед измерением деталей микрометром необходимо провести настройку инструмента, при использовании требуется высочайшая точность. Даже незначительные отклонения могут помешать процессу:
- Инструкция по применению и использованию микрометра рекомендует для начала удалить мельчайшие загрязнения с поверхности губок. Для этого необходимо взять тонкий бумажный лист. Его располагают между лапками и сводят их до упора. Затем бумагу осторожно и медленно вытягивают, следя за тем, чтобы она не порвалась.
- Дальше инструмент по правилам пользования микрометром нужно выставить на ноль. Губки снова сводят и проверяют, совпадают ли насечки на барабане с отметкой нижней шкалы. Если точности не наблюдается, с помощью специального ключа стебель регулируют до тех пор, пока риска не будет установлена на ноль.
- При использовании цифровых приборов перед измерениями нужно убедиться, что батарейка не разряжена, и при необходимости вставить новый элемент питания.
Если настроечного инструмента к устройству не приложено, следует открутить крепление трещотки и вручную отцентрировать накатку до полного совпадения с отметкой ноль. После этого фиксирующий механизм закручивают обратно.
Настройку на ноль выполняют перед каждым измерениемВажно! Камень и наждак для очистки губок при настройке микрометра использовать категорически запрещено, они только нарушат точность инструмента.
Как правильно пользоваться и измерять микрометром
Существует несколько типов приборов — простые механические, со стрелкой, электронные. Все они предназначены для одних и тех же измерений и работают схожим образом, но есть и важные отличия.
Как пользоваться механическим микрометром
Механическое устройство очень простое, но его использование требует определенных знаний. Измерения микрометром по инструкции проводят следующим образом:
- Между губками прибора размещают небольшую деталь и закручивают барабан.
- После зажатия заготовки поворачивают трещотку до появления характерного звука. После этого сдавить деталь сильнее уже не получится даже при желании. Трещотка предотвратит чрезмерный нажим и защитит прибор от поломки.
- После надежной фиксации детали приступают непосредственно к измерениям. На нижней шкале стебля отсчитывают целые миллиметры, затем определяют количество десятых долей по верхним рискам, и наконец, считают сотые доли на круговой шкале на барабане.
Дальше остается суммировать полученные результаты измерений и записать точный размер заготовки.
Зажимать заготовку очень плотно не нужно, пятка и шпиндель должны просто коснуться деталиКак пользоваться советским резьбовым микрометром МК 0-25, 25-50 мм
Механические приборы старого образца очень похожи на обычные гладкие. Их главная конструктивная особенность заключается в строении насадок. Пятка резьбового устройства имеет углубление, а шпиндель выполнен в форме конуса. В зависимости от собственных габаритов прибор может измерять диаметры 0-25 или 25-50 мм
Правила использования микрометра при этом остаются стандартными:
- Перед измерениями прибор настраивают. Насадки сводят вместе и удостоверяются, что конусовидный шпиндель точно входит в проем на призматической пятке. При необходимости положение губок регулируют при помощи винта, расположенного на торце инструмента.
- Выполняют настройку на ноль — отметку на барабанной шкале совмещают с центровой насечкой стебля и первой риской.
- Размещают крепеж между губками микрометра и при помощи винта плотно фиксируют деталь. Межрезьбовой виток при этом должен расположиться в углублении призматической насадки, а конусный шпиндель — войти между витками.
Видео о том, как пользоваться микрометром 0-25, показывает, что определение размеров происходит по обычному алгоритму. Сначала смотрят количество целых миллиметров на нижней стеблевой шкале, а затем снимают показания десятых и сотых долей с верхних рисок и барабана.
При помощи резьбового микрометра можно провести измерение винтов, болтов и других крепежейКак пользоваться рычажным микрометром часового типа
Стрелочный прибор более хрупок, но прост в работе и позволяет проводить очень точные измерения. Использовать микрометр принято для определения размеров алюминиевых, латунных и медных деталей повышенной мягкости. Трещотки в устройстве не предусмотрено — силу нажатия контролирует стрелочный механизм. Поэтому снижается риск чрезмерного сдавливания детали.
Пользоваться стрелочным микрометром нужно так:
- Заготовку размещают между губками и зажимают ее при помощи винта на стебле прибора.
- По инструкции по эксплуатации микрометра следят за положением стрелки, контролирующей сжатие, она должна встать точно на ноль. Отклонение вправо свидетельствует о чрезмерном усилии, а влево — о слишком слабом прижиме.
- После фиксации заготовки по стеблевой шкале определяют целые и десятые значения, выраженные в миллиметрах, а по барабанной смотрят сотые доли.
- Для определения тысячных долей снова сверяются с циферблатом и положением тонкой стрелки.
При измерениях учитывают, что деление десять на часовой шкале в действительности соответствует 0,01 мм. Пример правильного пользования микрометра указывает, что если стрелка остановилась на значении 15, то к предыдущим полученным результатам необходимо прибавить 0,15 мм.
Стрелочные микрометры за счет высокой точности часто используют для выбраковки деталейКак пользоваться электронным цифровым микрометром
Работать с микрометром электронного типа проще всего. В процессе использования не требуется самостоятельно определять габариты детали — точные показания высвечиваются на встроенном экране.
Чтобы осуществить измерения, необходимо:
- протереть сухой тряпкой губки выключенного прибора;
- вручную установить линию нуля барабана вровень с отметкой на шкале стебля;
- включить цифровой прибор и проверить, читает ли он нуль;
- при неудовлетворительном результате отрегулировать трещотку;
- выбрать нужную систему единиц для измерений;
- поместить между губками и плотно зажать деталь.
После этого остается посмотреть на электронный экран и снять показания.
При использовании электронного микрометра можно замерять диаметр как в миллиметрах, так и в дюймахВнимание! Правильно мерить микрометром электронного типа детали по-прежнему можно не только автоматически, но и самостоятельно — подсчитывая результаты на барабане и шкале.
Заключение
Пользоваться микрометром по инструкции необходимо для проведения высокоточных измерений и для поддержания работоспособности прибора. Справиться с определением габаритов деталей можно даже без опыта — достаточно ознакомиться с алгоритмами применения.
Как правильно использовать микрометр, проверка точности микрометра.
Микрометр – это прецизионный измерительный инструмент для определения точных размеров деталей. Точность ручного инструмента составляет 0,01 мм, а электронных достигает 2 микрон или 0,002 мм. Этого достаточно для выполнения особо сложных сборочных операций, изготовления деталей на металлорежущих станках и решения многих других задач в металлообработке и машиностроении. Главное – это правильно произвести замер и этому мы посвятим данную статью.
Как использовать микрометр
На рисунке выше представлено наименование основных узлов ручного микрометра. Также существуют инструменты с приборной круговой и электронной шкалой, но что касается правил замера то они идентичны, а процесс определения результата там гораздо проще, чем на ручном микрометре, достаточно лишь зафиксировать результаты приборов.
Конструкцию и процесс применения микрометра вы можете изучить по представленному ниже видео.
Сама схема замера достаточно простая, но необходимо точно соблюдать последовательность чтобы не исказить конечный результат:
- Установите замеряемую деталь между пяткой и микрометрическим винтом. Учтите, что максимальный ход винта составляет 25 мм. Поэтому размер детали не должен быть более чем на 25 мм меньше максимального расстояния между пяткой и винтом. Соответственно для микрометра М50 замеряемый размер должен быть не менее 25 мм.
- Держите инструмент за изолированную часть дуги. Иначе возможен нагрев корпуса и искажение результата.
- Понемногу вращайте барабан, пока винт не приблизится к поверхности замеряемой детали.
- Далее вращаем трещотку до упора по часовой стрелке, держась за нарезку. Винт окончательно считается зафиксированным при характерном звуке проворачиваемой трещотки.
- Фиксируем показатели верхней и нижней шкал на линейке, и круговой шкалы на барабане. Это необходимо для дальнейшего определения размера.
Как определить результат
Результат измерений определяется по показаниям трех шкал. Нижняя шкала на стебле показывает целые значения с ценой деления в 1 мм. По верхней шкале определяем половину миллиметра, цена деления 0,5 мм. Третья, круговая шкала с точностью 0,01 мм.
Пример определения размера микрометром М50:
- Берём минимальный измеряемый размер – 25 мм.
- Добавляем целое значение делений нижней шкалы, например 3 мм.
- Смотрим на верхнюю шкалу стебля. Если после нижнего значения 3 мм заметна верхняя риска, то добавляем ещё 0,5 мм.
- Снимаем показания с круговой шкалы нониуса. Допустим это число15, что означает 0,15 мм.
- Складываем полученные значения: 25+3+0,5+0,15=28,65 мм
Микрометры оснащены фиксатором, что позволяет определить размер детали и произвести сравнение другими деталями.
Проверка точности микрометра и особенности измерений
Можно проверить настройки инструмента, закрутив барабан и трещотку до упора, до соприкосновения с пяткой или с установочной мерой для других приборов. На нулевом положении 0-е значение круговой шкалы должно совпадать с центральной меткой на стебле.
Для прибора М25 с пределом измерений 0 до 25 мм винт должен упереться в пятку. Для других приборов используются установочные меры равные минимальному значению показаний. Так, для М50 с пределом 25-50 используется установочная мера равная 25 мм. При неточном совпадении шкалы с меткой стебель можно подкрутить специальным ключом.
Особенности применения микрометров:
- Перед проведением измерений необходимо чтобы деталь и прибор имели одинаковую температуру. Для этого они должны находиться в одном помещении не менее 3 часов.
- Замер необходимо производить в чистом окружении, прибор и деталь должны быть очищены от загрязнений.
- Определение размеров партии однотипных деталей рекомендуется производить одним прибором.
- Нельзя прикладывать чрезмерные усилия к трещотке и винту.
- Для получения максимально точного результата проведите несколько замеров.
Хранение и уход за прибором необходимо производить в строгом соответствии с требованиями производителя.
назначение и строение конструкции, особенности использования
Функциональное назначение микрометра заключается в измерении относительно малых величин контактным способом. Сферы его применения характеризуются необходимостью получения результатов, отличающихся высокой точностью, например, изготовление инструментов. Инструмент достаточно распространен, однако определенные сложности его применения обусловили актуальность вопроса о том, как пользоваться микрометром.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Класс точности и маркировка
Термин «класс точности» означает максимально допустимую погрешность прибора. Например, максимальная погрешность микрометра «МК25», имеющего первый класс точности, не должна превышать двух микрометров (±0,002миллиметра), тогда как у такого же прибора второго класса — четырех микрометров (±0,004миллиметра).
Маркировка измерителя выглядит следующим образом: «Микрометр МК25−1», где число 25 обозначает диапазон возможных измерений (от 0 до 25 миллиметров), а единица — класс точности. Кроме того, к названию добавляется шифр документа, определяющего условные обозначения этих приборов — «ГОСТ 6507−90».
Цифровая индикация
Сегмент измерительных приборов современного рынка инструментов предлагает микрометры, имеющие вместо шкал электронное табло для цифровой индикации измерений. Такие устройства определенно имеют ряд преимуществ в сравнении с их механическими аналогами:
- Цифровое отображение значений значительно упрощает процедуру измерения и минимизирует время считывания показаний.
- Электронные приборы имеют сравнительно малый предел допустимой погрешности и цену деления в один микрометр.
- Цифровые микрометры обеспечивают возможность проведения как абсолютных, так и относительных измерений, что чрезвычайно удобно при проведении технического контроля, выполнении расчетов высокого уровня сложности, разбраковке деталей и тому подобное.
- Способность некоторых приборов «запоминать» пределы допуска.
- Наличие разъема подключения компьютера, позволяющего анализировать статистику измерений с последующим составлением отчетов.
- Возможность использования наряду с метрической системой измерений английскую.
Справедливости ради следует отметить и наличие определенных недостатков, характерных для микрометров с цифровой индикацией измерений. Основной минус — это меньшая в сравнении с механическими приборами надежность, поскольку электронный инструмент более восприимчив к различного рода негативным факторам: ударам, падениям, повышенным температурам и влажности и так далее.
Инструкция по пользованию
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
- Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Выполнение этих несложных рекомендаций позволит минимизировать риск повреждения инструмента и существенно снизить степень износа измерительных поверхностей.
Снятие показаний
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра. Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением.
Далее нужно снять показания со шкалы барабана. Здесь цена деления — 0,01 миллиметра. Суммируя полученные показания с двух шкал, получается итоговый результат.
Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85. Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу. Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.
Что такое микрометр – типы, устройство, применение и советы по применению
В том случае если требуется высокая точность измерений необходимо использовать измерительный прибор под названием микрометр. Данный инструмент используется при измерении контактным способом сравнительно небольших линейных размеров с высокой точностью. В основе устройства микрометра лежит простой и в то же время эффективный механизм – винтовая пара. В данной статье рассмотрим, что такое микрометр и принцип работы с ним.
Краткое содержимое статьи:
Определение микрометра
Микрометр – это прибор для проведения измерений высокой точности, его используют в промышленности для осуществления максимально точных измерений. Данный прибор имеет малую погрешность измерений, она составляет порядка 2-9 мкм.
Существует множество разновидностей прибора, что позволяет производить измерение микрометром деталей различной формы и размера. Микрометр нашёл широкое применение в промышленности, особенно в автомобилестроении, а также в ювелирном деле.
Разновидности микрометров
Микрометры делятся на механический и электронный тип. Механические в свою очередь можно разделить на следующие группы:
- листовые, они предназначены для измерения толщины плоских деталей, например, листов;
- рычажный микрометр, в его механизме находится рычажная головка с зубцами, которая позволяет с высокой точностью производить измерения сложных деталей;
- гладкие, их назначение – это измерение гладких поверхностей. Это самый распространённый тип микрометра.
- универсальные;
- трубные, используются для измерения стенок различных труб;
- проволочные, позволяющие измерять тонкую проволоку.
Механический тип микрометра
В большинстве случаев для измерений применяют механические микрометры. Его устройство представляет собой ручку и выемку, в ней размещается деталь, которую необходимо измерить. Она представляет собой полукруг со стойкой на которую направлен винт микрометра.
Ручку необходимо доводить, чтобы замкнуть винт. Когда произошло их смыкание вокруг измеряемой детали начинают вращать трещотку для подгонки. После этого можно снимать показания по шкалам, которые нанесены на барабан и стебель микрометра.
Чтобы зафиксировать измеренные данные или сравнить их с другой деталью некоторые микрометры снабжены стопорным механизмом.
Цифровой тип измерительного прибора
Более модифицированной моделью данного прибора для измерения малых величин является электронный микрометр. Это современный вариант, который более простой в использовании. Точность измерений таким прибором достигает 1 мкм и его погрешность до 0,1 мкм.
Калибровка в некоторых моделях встроенная. Внешне отличить электронный микрометр от механического можно по наличию цифровой панели. В нём предусмотрена возможность выбора системы расчёта, например, можно производить измерения в миллиметрах, а можно в дюймах.
На табло отображается и другая важная информация, например, степень заряда батареи. Прибор снабжён автоматическим отключением для экономии заряда аккумулятора. Все технические требования микрометра должны соответствовать ГОСТу.
Достоинства электронного микрометра:
- присутствие электронной панели значительно упрощает измерение деталей и уменьшает время на считывание информации;
- погрешность электронных приборов, изготовляемых по ГОСТу имеет малую погрешность, а цена деления составляет 0,001 мм;
- возможность осуществлять относительные измерения. Возможность в любое время выставить нулевое значение;
- возможность занесения в память измерительного прибора различных допусков;
- возможность выведения показаний прибора на компьютер и делать фото показаний, полученных с помощью микрометра;
- универсальная система измерений.
Правила использования прибора
Для того чтобы понять, как пользоваться микрометром нужно изучить три пункта – это проверка прибора, фиксация детали и процесс снятия показаний.
Проверка прибора. После приобретения прибора необходимо провести его проверку на пригодность к измерениям. В том случае если прибор исправен необходимо провести настройку его шкалы. Для настройки в набор прибора входит специальный ключ.
В том случае если шкала прибора настроена, то при смыкании плоскостей для измерения на шкале появится значение ноль. В приборе механического типа барабан перекрывает стебель и значение ноля на барабане совпадёт с отметкой на стебле.
Такую процедуру проверки осуществляют периодически для того чтобы убедиться в том, что прибор исправен, а в случае обнаружения неточностей вовремя его отрегулировать. Эта процедура поможет избежать неточных результатов измерений.
Фиксация деталей. Это является очень важным моментом и требует выполнения некоторых правил. В первую очередь деталь помещается между плоскостями для измерений и путём вращения барабана винт прибора доводится до детали.
Такое вращение продолжают пока не почувствуют упор. Дальше начинают вращать трещотку до того момента пока не раздастся три щелчка. Этот сигнал показывает, что деталь надёжно закреплена в микрометре.
Процесс измерения прибором. Электронный тип прибора сразу после фиксации детали покажет результат измерения. В механическом приборе показания начинают считывать с больших цифр и заканчивают маленькими. В первую очередь считывают показания на стебле прибора по двум шкалам. На верхней шкале отметки обозначают 0,5 мм, а на нижней 1 мм.
Фото микрометров
Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
Как правильно пользоваться микрометром – flagman-ug.ru
Как правильно пользоваться микрометром
Микрометр – высокоточный прибор, предназначенный для измерения линейных величин абсолютным методом. Чтобы определить его показания, необходимо просуммировать значения шкалы стебля и барабана.
Определение показаний прибора
Указателем при отсчете по шкале 2 стебля служит торец барабана, а продольный штрих 1 является указателем для круговой шкалы 3. Пронумерованная шкала стебля показывает количество миллиметров, а его дополнительная шкала служит для подсчета половин миллиметров.
Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 + 0,22 = 16,22 мм.
- 17 + 0,5 + 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Порядок проведения измерений микрометром
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
Устройство гладкого микрометра типа мк-25
Основные элементы конструкции гладкого микрометра представлены на рисунке ниже и обозначены цифрами:
- Скоба. Она должна быть жесткой, поскольку её малейшая деформация приводит к соответствующей ошибке измерения.
- Пятка. Она может быть запрессована в корпус, а может быть сменной у микрометров с большим диапазоном измерений (500 – 600 мм, 700 – 800 мм и т.д.).
- Микрометрический винт, который перемещается при вращении трещотки 7.
- Стопорное устройство. У микрометра на рисунке оно выполнено в виде винтового зажима. Используется для фиксации микрометрического винта при настройке прибора или снятии показаний.
- Стебель. На него нанесены две шкалы: пронумерованная (основная) показывает количество целых миллиметров, дополнительная – количество половин миллиметров.
- Барабан, по которому отсчитывают десятые и сотые доли миллиметра. Торец барабана также является указателем для шкалы стебля 5.
- Трещотка для вращения микрометрического винта 3 и регулировки усилия, прикладываемого к измерительным поверхностям прибора.
- Эталон, который служит для проверки и настройки инструмента. Не предусмотрен для некоторых моделей микрометров МК-25.
Настройка микрометра и проверка его точности
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 — 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 — 50 мм, 50 — 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).
Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
Азбука мастера: подробная инструкция, как пользоваться микрометром
На чтение: 7 минут Нет времени?
Микрометр – прибор для измерения размеров детали до долей миллиметра. По своим задачам он похож на штангенциркуль, однако, более точный и универсальный. Таким прибором вы без труда измерите диаметр проволоки до десятой доли миллиметра. А цифровые микрометры позволяют вычислить размеры до сотых долей. Несмотря на всю универсальность прибора, мало кто знает, как пользоваться микрометром, инструкция для многих кажется слишком сложной. Именно для этого мы сегодня в статье подробно расскажем, как правильно пользоваться прибором.
Микрометр − идеальный прибор для измерений окружности деталей. Некоторым моделям для этого не помещает даже дождь
Читайте в статье
Устройство и особенности работы с прибором
Прибор знаком многим мастерам, по сути, это зажим с линейкой, правда, считает он по определённой системе. Если вы до сих пор не знаете, что измеряет микрометр и как с ним работать, прежде всего, необходимо внимательно изучить его устройство. Как мы видим из рисунка (фото ниже), все измерения микрометром проводятся контактным способом. Деталь зажимается в тиски и плотно удерживается в ней. Все основные механизмы микрометра расположены на скобе.
Внешний вид прибора и устройство
Принцип расчёта размеров в этом инструменте основан на таком понятии, как винтовая пара. Винт очень хорошо виден на фото. Благодаря его шагу на оси можно заметить отклонения от нулевой отметки. На стебле прибора нанесена шкала, цена её деления составляет 0,5 мм. Впрочем, ширина шага может быть разной.
Интересный факт! Винтовая пара впервые применялась ещё в XVI веке для точной настройки прицелов для пушек кораблей. Много позже, в 1848 году, французом Пальмером был получен патент на этот измерительный прибор. Однако тогда широкое применение он не получил. Почти через 20 лет Луснан Шарпе и Джозеф Браун выкупили патент и организовали серийное производство микрометров в США.
Микрометр имеет две шкалы:
- Неподвижную на стебле. Эта шкала обычно имеет шаг деления 1 мм и ещё половинчатые (0,5 мм), которые позволяют посчитать точный размер до половины миллиметра.
- Крутящаяся шкала барабана. Эти деления показывают доли миллиметра. Чтобы узнать размер детали, необходимо сложить цифры, получившиеся на неподвижном стебле, и те, что показывает крутящийся барабан.
К сведению! На крутящемся барабане 50 делений. Полный оборот его равен половине миллиметра.
Противоположная часть микрометрического винта жёстко соединена с барабаном, в конце которого нанесена трещотка. Она позволяет прижимать лапки, именно поэтому её не стоит использовать для измерения таких тонких материалов, как проволока, трещотка, её просто сплющит. Трещотка необходима для калибровки прибора. Как это делать правильно, мы расскажем ниже в статье.
Виды микрометров
Классификация микрометров зависит от целей измерения. Прибор используется для отбраковки деталей разной конфигурации.
По способу индикации
Приборы работают по одному принципу. Однако подсчёт долей миллиметра, тех самых, которые расположены на подвижном барабане, может осуществляться по-разному.
Аналоговые микрометры
Это самые простые механические приборы, об устройстве которых мы говорили выше
Главный плюс такого прибора – его долговечность. И даже если вы его уроните, то после небольшой настройки он вновь будет работать исправно. Чего нельзя сказать о цифровых или, к примеру, рычажных приборах.
Рычажные микрометры
В этом приборе, вместо подвижного барабана, используется стрелочный индикатор
Такие приборы используются при отбраковке изделий, повышается скорость проверки за счёт того, что не надо всматриваться в шкалу.
Цифровые микрометры
Цифровой микрометр Калиброн
В этом случае технология замеров ничем не отличается от аналоговой. В основе всё тот же микрометрический винт, однако, показания выводятся в виде точных цифр, что увеличивает качество измерений и практически исключает ошибки.
Лазерные микрометры
Самые современные, но и самые дорогие – это лазерные микрометры. Замеры производятся на основании данных, полученных после анализа отклонения лазерного луча. Специальный фотоэлемент фиксирует разницу и выводит данные на дисплей. Такие приборы требуют бережного ухода и специальной настройки. В быту их использовать нецелесообразно.
Такие приборы на данный момент считаются самыми точными. Они позволяют выдать данные о размере и диаметре детали, вплоть до тысячной доли миллиметра
Процесс измерения происходит в доли секунды. Лазерному прибору под силу измерить делать любой формы. С другой стороны, он уязвим к пыли, ударам и толчкам. Им очень сложно измерить внутренние размеры детали.
По области применения
Как мы уже выяснили, микрометр – специальный измерительный прибор. Его используют в разных областях. Именно поэтому выделяют множество вариаций микрометров для разных целей.
Гладкий микрометр
Это прибор механического или цифрового типа, которым измеряются диаметры изделий
Он очень удобен для измерения круглых и плоских деталей. Чаще всего измеряется диаметр детали или его сечений.
Микрометр для измерения расстояния между зубцами или зубомер
Зубомер аналоговый и электронный
Этот прибор имеет конические насадки, которые позволяют измерять ширину пазов, а также размеры зубьев шестерёнок или зубчатых колёс. Для калибровки приборов используют эталонные детали.
Микрометр для измерения труб
Прибор очень полезен сотрудникам управляющих компаний. С помощью микрометра такого типа измеряют толщину стен в трубах, в том числе и их износ
Для прибора существуют специальные насадки, которые могут измерить неровную и бугристую поверхность (что очень актуально, если трубы, к примеру, покрылись ржавчиной).
Микрометр для измерения толщины листов
Такие микрометры помогают измерить толщину листовых заготовок: к примеру, листы полипропилена или металлопроката
Очень часто мы покупаем изделия не той ширины, как заявляет производитель. В этих приборах винт имеет малые размеры, но более дробный шаг делений, который позволяет более точно определить размеры. Существует два варианта таких приборов:
- С узкими и плоскими насадками − для измерения узких заготовок и листов.
- С удлинёнными насадками − для замеров более вытянутых и широких листов.
Универсальный микрометр
Особенность этого прибора в том, что он подходит для измерения разных величин. Для этого в комплекте используются дополнительные насадки
Минус в том, что насадки необходимо навинчивать, получается лишний стыковочный шов, что может повлиять на качество измерений.
Проволочный микрометр
Прибор для измерения диаметра проволоки
Этот прибор относится к типу узкоспециализированных. Это компактный микрометр, который используется для измерения диаметра проволоки и шариков в подшипниках.
Призматический микрометр
Призматический микрометр с изогнутой скобой
Это специфический прибор, который помогает вычислить диаметр сложных инструментов, к примеру, лезвия или ножей. Насадка выполнена в виде призмы.
Канавочный микрометр
С помощью канавочного микрометра можно измерить, к примеру, глубину отверстия в стене (чтобы подобрать нужный саморез)
В его конструкции предусмотрен специальный щуп, который выдвигается в необходимую зону. С его помощью легко измерить глубину ям, канав, углублений.
Резьбомерный микрометр
Такой прибор снабжён специальными насадками, с помощью которых можно измерять глубину резьбы
Шкала для вычислений может быть выполнена в двух вариациях: метрической или в дюймах.
Двухшкальный микрометр
Такой прибор используется для измерения сложных деталей
Фактически это два прибора в одном. Измеряет прибор и его габариты. Иногда его называют ещё предельным микрометром.
Микрометр для горячего проката
Этот вид микрометра используется исключительно на производствах
Специализированный вид микрометра, который измеряет толщину изделия во время его прокатывания через щипцы. Для этого используется специальное колесо, на которое нанесена разметка.
Микрометр-нутрометр
Очень полезный прибор, если вам необходимо следить за тем, как меняется внутренний диаметр изделия
Очень часто применяется в токарном деле. Когда в процессе работы нужно контролировать внутренний диаметр вытачиваемой детали.
Как откалибровать прибор и проверить его точность
Микрометр относится к классу приборов, которые необходимо проверять на точность калибровки перед каждым использованием. Важно понимать, что иногда даже переноска микрометра без чехла или встряхивание его может сбить шкалу измерений. Что это значит? И как понять, что прибор настроен правильно? Разберёмся поэтапно.
Прежде всего, протираем поверхность губок пятки. Делать это можно только с помощью тонкого листа бумаги. Для этого сводим пятки друг с другом и зажимаем лист между ними с небольшим усилием, чтобы он не выпадал. Потом аккуратно вытаскиваем его (важно, чтобы лист не порвался). Таким образом, можно очистить рабочие поверхности от пыли и жира.
Далее полностью закручиваем зажимный винт и смотрим, совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. Если отметки не совпадают – проводим калибровку прибора
Иногда для проверки точности калибровки у некоторых типов микрометров (чаще всего микрометра с диапазоном измерений 25-50, 50-75 мм), а также электронных и лазерных приборов используют эталонные образцы, размеры которых точно известны.
Главное условие − правильно закрепить деталь в тиски, чтобы эталон показал точные размеры
Далее полученные данные сравнивают с теми, которые соответствуют эталону, и в случае необходимости производят дополнительную настройку прибора.
Настройка микрометра на ноль
Для примера возьмём микрометр с рабочим диапазоном 0-25. Это самый «ходовой» прибор. Как всегда, перед любой манипуляцией прибор необходимо почистить. Как это делать с помощью бумажного листа, мы говорили выше.
Далее необходимо соединить лапки прибора. Зажимаем фиксирующий винт. Это необходимо, чтобы в дальнейшем зафиксировать наш прибор на нуле. Если мы видим, что данные метки не совпадают – риски не стоят ровно на нуле, то следует подкрутить стебель, используя специальный ключ. Он обычно входит в комплект, таким образом, чтобы риски совпали.
Наша задача – ослабить барабан и выставить его деления ровно напротив нуля на стеблевой отметке
Как проводить измерения микрометром и возможные сложности
После того как мы проверили точность прибора и в случае необходимости откалибровали его, можно приступать к измерениям. Для этого измеряемую деталь необходимо зажать в тисках аккуратно, чтобы не пережать деталь. Прижимаем, если необходимо увеличить давление на деталь, используем трещотку.
По верхней части шкалы стебля определяем количество полных миллиметров. При этом если на нижней половине последняя видимая риска находится правее, то к полученному значению прибавляем ещё 0,5 (вот зачем предусмотрено смещение нижней половины шкалы относительно верхней).
Складываем оба значения и получаем реальный диаметр детали. Пример вычислений с разными цифровыми значениями
После использования прибор необходимо протереть и уложить в специальный кейс.
Основные правила ухода за измерительным прибором – рекомендации редакции HouseChief.ru
Замер диаметра поршневого цилиндра на автомобиль марки ВАЗ
Для полноценной работы микрометра и увеличения срока его службы важно следить за сохранностью прибора и чистотой его деталей и механизмов. Перед каждым использованием протираем поверхность губок пятки. А также проверяем точность калибровки. Если показания сбились, то прибор необходимо перенастроить. Именно эта ошибка чаще всего возникает у тех, кто начинает пользоваться прибором.
Важно! Трещотку используйте только в том случае, когда деталь имеет твёрдую и крепкую структуру. В противном случае сверхдавление может деформировать измеряемую деталь.
Сколько стоит микрометр, обзор цен и основных характеристик
Купить микрометр можно в любом строительном магазине. Перед покупкой обязательно проверьте прибор на точность измерений. Для удобства мы использовали таблицу с указанием цен на самые популярные модели микрометров.
Как пользоваться микрометром
Микрометрами измеряют размеры деталей с точностью до десятых и сотых долей миллиметра. По виду инструмент напоминает штангенциркуль. Но от него микрометр отличается универсальностью и повышенной точностью.
Со стороны кажется, что это очень сложный прибор. Но это только на первый взгляд. Пользоваться различными типами микрометров может научиться каждый. Расскажем об этом в данной статье.
Содержание
Как пользоваться микрометром
Устройство и принцип работы типового микрометра
Типовой микрометр состоит из тисков и блока с измерительными механизмами. Для проведения операции деталь зажимают в тисках и плотно удерживают в ней.
Изображение №1: внешний вид и устройство типового микрометра
Принцип действия этого инструмента основан на винтовой паре. По его шагу определяют отклонения от нулевых отметок. Значения считывают с блоков с измерительными механизмами.
Эта цилиндрическая часть микрометра имеет две шкалы.
Крутящаяся. Расположена на барабане. Эти деления показывает доли миллиметра.
Неподвижная. Расположена на стебле микрометра. Имеются две шкалы с разными ценами деления (0,5 и 1 мм).
Изображение №2: шкалы микрометра
Как пользоваться типовыми, электронными и рычажными микрометрами (инструкция)
При использовании типовых и аналоговых микрометров замеры деталей узнают путем складывания значений, получившихся на барабанах и стеблях микрометров. Как видите, инструкция пользования микрометром выглядит очень просто.
Важно! Всегда помните следующее правило. Если на нижней половине стебля последняя видимая риска находится правее, то к полученному значению нужно прибавить еще 0,5. Схематически это выглядит так.
Изображение №3: инструкция по считыванию результатов измерений
При использовании рычажных и электронных микрометров сложностей гораздо меньше.
Какие бывают микрометры
Микрометры делят по двум главным критериям.
По области применения.
По способам индикации.
Виды микрометров по области применения
По области применения выделяют следующие виды микрометров.
Гладкие микрометры
Их обычно применяют для измерения плоских и крупных предметов. Чаще всего при помощи таких микрометров определяют диаметры деталей и их сечения.
Фотография №1: гладкий микрометр
Микрометры-нутромеры
Основная задача таких приборов — измерение внутренних диаметров изделий. Такие микрометры чаще всего применяют в токарном деле для контроля изменения внутренних диаметров деталей в процессе обработки.
Фотография №2: микрометр-нутромер
Микрометры для горячего проката
Это специализированный инструмент, по внешнему виду и конструкции значительно отличающийся от традиционных измерительных приборов данного типа. Этот микрометр имеет колесо с разметкой. С его помощью измеряют толщины изделий при их прокатывании через щипцы.
Фотография №3: микрометр для горячего проката
Микрометры для измерения расстояния между зубцами (зубомеры)
Эти приборы имеют специальные конические насадки, предназначенные для измерения ширины пазов, а также размеры зубчатых колес или шестеренок. Инструменты калибруют по деталям, имеющим эталонные размеры.
Фотография №4 микрометры для измерения расстояния между зубцами (зубомеры)
Двухшкальные микрометры
Такие микрометры еще называют предельными. Предназначены для измерения габаритов сложных деталей.
Фотография №5: двухшкальные микрометры
Трубные микрометры
Основные задачи таких микрометров — измерение толщин труб и их износа. Такими приборами чаще всего пользуются при проверках представители управляющих компаний.
Фотография №6: трубные микрометры
Отличительная черта таких микрометров — наличие специальных насадок, позволяющих измерять бугристые и неровные поверхности. Это актуально, если трубы, к примеру, покрылись ржавчиной.
Резьбомерные микрометры
Имеют специальные насадки для измерения глубины дюймовых и метрических резьб.
Фотография №7: резьбомерный микрометр
Микрометры для измерения толщин листов
С их помощью измеряют толщины заготовок из листовых материалов (металлопрокат, полипропилен и пр.). Могут иметь узкие и удлиненные насадки. Изделия первого типа предназначены для измерения узких листов, а второго — вытянутых и широких.
Фотография №8: микрометр для измерения толщин листов
Канавочные микрометры
Имеют специальные щупы. Их вставляют в канавки, углубления, отверстия и ямы для измерения их габаритов.
Фотография №9: канавочный микрометр
Проволочные микрометры
Эти узкоспециализированные приборы предназначены для измерения диаметров шариков в подшипниках и проволок.
Фотография №10: проволочный микрометр
Призматические микрометры
С поомощью таких микрометров измеряют, к примеру, такие инструменты, как лезвия и ножи.
Фотография №11: призматический микрометр
Виды микрометров по способу индикации
По способу индикации микрометры делятся на 4 вида.
Аналоговые микрометры
Эти приборы наименее функционыльны, просты в исполнении и стоят недорого. Их главное преимущество — максимальная надежность. Если вы уроните прибор, его точность можно без проблем восстановить при помощи настройки и калибровки.
Фотография №12: аналоговый микрометр
Лазерные микрометры
Это наиболее современные, точные и дорогие представители измерительных приборов данной категории. В быту практически не используются. Требуют пристального ухода и тонкой настройки. Замеры проводятся на основании отклонений лазерных лучей.
Фотография №13: лазерный микрометр
Цифровые микрометры
Для замеров используется все тот же винт (как и у аналоговых моделей). Однако показания выводятся в виде точных цифр на специальных дисплеях.
Фотография №14: цифровой микрометр
Рычажные микрометры
Такие модели лучше аналоговых за счет отсуствия необходимости встматирваться в шкалы для фиксации показаний.
Фотография №15: рычажный микрометры
Как откалибровать типовой микрометр, настроить его и проверить на точность
Микрометры относятся к таким приборам, которые перед каждым использованием необходимо проверять, калибровать и настраивать. Расскажем, как это сделать.
Сначала протрите при помощи тонкого листа бумаги поверхности пяток. Для этого сведите их, зажав лист с небольшим усилием. Потом аккуратно вытащите его, но следите, чтобы не было разрывов. В результате пятки очистятся от пыли и жира.
Фотография № 16: сдвигание пяток
Потом возьмите эталонный образец и удостоверьтесь в том, что прибор показывает все правильно.
Фотография №17: проверка точности показаний при помощи образца
В противном случай следует провести настройку.
Как настроить микрометр на ноль
После описанной выше чистки микрометра при помощи листа бумаги соедините лапки инструмента. Зажмите фиксирующий винт. При помощи специального ключа подкрутите стебель так, чтобы обе риски стояли ровно на нуле.
Фотография №18: настройка микрометра на ноль
Как правильно пользоваться микрометром (уход и обслуживание)
Любая техника нуждается в уходе. Микрометры — не исключения. Вот список основных правил.
Следите за чистотой деталей и механизмов. Удаляйте загрязнения сразу же после их появления.
Перед каждым использованием протирайте пятки губкой или листом бумаги.
Если показания сбились, сразу же перенастройте прибор.
Не используйте трещотку при измерении деталей из мягких материалов. Они могут деформироваться.
И последнее. Если хотите получить максимальную точность измерений, не экономьте на качестве инструментов.
В помощь мастеру: подробная пошаговая инструкция как пользоваться микрометром
автор Дмитрий Мелёхин 2.1k Просмотров Мнений
Бывают случаи, когда необходимо точно измерить маленькую деталь: срез от проволоки, или, к примеру, диаметр сверла. Обычная линейка или штангенциркуль здесь не подойдут. В этом случае для проведения замеров используется микрометр. Прибор позволяет определить размер детали с точностью до тысячной миллиметра. И если штангенциркуль знаком многим мастерам, то, как пользоваться микрометром, инструкция по применению которого не всегда понятна, знают не все. Прибор пригодится как начинающему мастеру, так и опытному столяру. Сегодня в обзоре Seti.guru мы расскажем, что измеряет микрометр, как с ним работать, а также познакомимся с назначением приборов для разных целей.
Читайте в статье:
Микрометр – что это такое: немного об истории прибора
В основе работы прибора простой, но эффективный механизм – винтовая пара. Все измерения проводятся контактным методом. Деталь зажимается тисками, а вращаемый винт в гайке, ширина шага которого варьируется, в зависимости от типа прибора, перемещается по оси.
Кстати, винтовая пара для точной установки размеров применялась еще в шестнадцатом веке. В те далекие времени она входила в устройство прицелов для пушек, а также геодезических инструментов. Патент на микрометр получил француз Пальмер в 1848 году. Но широкого применения он не получил. Только через 19 лет американские инженеры Луснан Шарпе и Джозеф Браун обратили внимание на устройство и организовали серийное производство микрометров.
Как устроен микрометр и из чего он состоит
Устройство микрометра очень простое. Все механизмы микрометра расположены на скобе (5), на ней закреплена пятка (2). Она выполняет роль упора во время измерений. На противоположном конце скобы жестко закреплен стебель (3), он представляет собой полый цилиндр. На стебле нанесена шкала, цена ее деления обычно составляет 0,5 мм. Внутри стебля располагается винтовая пара и крепежный механизм (6). Гладкая часть микрометрического винта выходит из стебля в измерительную зону и оканчивается плоской измерительной поверхностью. Противоположная часть микрометрического винта жестко соединена с барабаном (4). На барабане нанесена шкала, позволяющая отсчитывать сотые или тысячные доли миллиметра.
На внешнем торце барабана размещена трещотка (7). Она ограничивает крутящий момент, прикладываемый рукой человека при вращении винта, что помогает избежать деформации детали во время измерений. Трещотка также используется в ходе предварительной настройки элемента (подробнее об этом мы расскажем чуть ниже).
Принцип работы микрометра
Когда прибор жестко зафиксирован, вы услышите соответствующий щелчок барабана. Теперь необходимо снять измерения. Как мы уже выяснили, микрометр имеет две шкалы – неподвижная на стебле (в механических конструкциях цена деления обычно здесь 1 мм.), затем смотрим данные на шкале крутящегося барабана (эти деления показывают доли миллиметра). На барабане 50 делений, шаг микровинта – 0,5 мм. А полный оборот барабана дает нам перемещение микровинта на 0,5 мм. Таким образом, путем складывания размеров с двух шкал, мы получаем точный размер детали.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.
Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр
Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер
Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.
Трубный микрометр
Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой
Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.
Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.
Микрометр с удлиненными губками Mitutoy серия 118
Микрометр универсальный
Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр
Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.
Призматический микрометр
Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный
Иногда можно встретить еще одно название – глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр
Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.
Двушкальный микрометр
Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката
С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.
Микрометр – нутромер
Помогает измерять внутренние диаметры изделий. Используется для контроля качества изготовления деталей.
Нутромер микрометрический
Добавим, что каждая группа имеет свои плюсы и минусы. К примеру, даже лазерный микрометр, приобретенный у неизвестного производителя, может выдавать ложные показания. При покупке обязательно необходимо проверить точность прибора.
Как настроить микрометр и проверить точность калибровки
В процессе эксплуатации шкала микрометра периодически сбивается. Поэтому перед каждым использованием прибора желательно производить калибровку. Для этого нужно полностью закрутить винт и посмотреть совпадает ли нулевая отметка на барабане с горизонтальной риской на стебле. При необходимости можно произвести ремонт микрометра своими руками.
Если данные метки не совпадают, то следует подкрутить стебель, используя специальный ключ, который входит в комплект.
Для проверки точности измерений микрометра с диапазоном измерений 25 – 50 мм, 50 – 75 мм и более используют соответствующие им эталоны (концевые меры длины), размер которых известен до сотых миллиметра. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра.
Настройка микрометра на ноль
Рассмотрим подробно, как провести настройку микрометра на нулевую отметку, с рабочим диапазоном 0- 25:
Как правильно пользоваться микрометром
Функциональное назначение микрометра заключается в измерении относительно малых величин контактным способом. Сферы его применения характеризуются необходимостью получения результатов, отличающихся высокой точностью, например, изготовление инструментов. Инструмент достаточно распространен, однако определенные сложности его применения обусловили актуальность вопроса о том, как пользоваться микрометром.
Конструкция прибора
Современный рынок измерительных приборов предлагает довольно широкий ассортимент микрометров, однако их конструктивное исполнение практически идентично, за исключением моделей электронного типа. Отличия механических приборов заключаются в основном в габаритных размерах измеряемых ими предметов. Стандартный измеритель состоит из следующих компонентов:
- «Скоба». Деталь, представляющая собой основу инструмента, на которой закреплены остальные механизмы прибора. Изготавливается из особо прочного металла, устойчивого к деформационным воздействиям, поскольку от жесткости этого элемента напрямую зависит величина погрешности при измерении.
- «Пятка». Элемент, выполняющий функции жесткого упора. Выполняется в двух вариантах: запрессованная в корпус скобы и съемная. Сменная пятка характерна для приборов с диапазоном измерений 500 — 800 миллиметров.
- «Стебель». Составная часть микрометра, выполненная в виде полого цилиндра с размещенной внутри винтовой парой. На лицевой стороне стебля находятся основная, показывающая миллиметры, и дополнительная, показывающая половины миллиметров, шкалы.
- «Барабан». Элемент, шкала которого показывает десятые и сотые доли миллиметра (микрометры), одновременно играет роль указателя для шкалы стебля.
- «Трещотка». Размещена со стороны внешнего торца барабана. Эта деталь не только перемещает микрометрический винт, но и ограничивает величину крутящего момента, прикладываемого человеческой рукой. Такая функция обеспечивает правдивость показаний при возникновении упругой деформации элементов винтовой пары и не позволяет повредить механизм прибора.
- «Микрометрический винт». Одно из окончаний элемента имеет гладкую поверхность и выдвигается в измерительную зону, а другое жестко соединено с барабаном.
- «Стопорное устройство». Деталь выполнена в виде винтового зажима, фиксирующего микрометрический винт в момент настройки прибора или снятия показаний.
- «Эталон». Элемент, находящийся вне прибора и предназначенный для его проверки перед проведением измерений.
Класс точности и маркировка
Термин «класс точности» означает максимально допустимую погрешность прибора. Например, максимальная погрешность микрометра «МК25», имеющего первый класс точности, не должна превышать двух микрометров (±0,002миллиметра), тогда как у такого же прибора второго класса — четырех микрометров (±0,004миллиметра).
Маркировка измерителя выглядит следующим образом: «Микрометр МК25−1», где число 25 обозначает диапазон возможных измерений (от 0 до 25 миллиметров), а единица — класс точности. Кроме того, к названию добавляется шифр документа, определяющего условные обозначения этих приборов — «ГОСТ 6507−90».
Цифровая индикация
Сегмент измерительных приборов современного рынка инструментов предлагает микрометры, имеющие вместо шкал электронное табло для цифровой индикации измерений. Такие устройства определенно имеют ряд преимуществ в сравнении с их механическими аналогами:
- Цифровое отображение значений значительно упрощает процедуру измерения и минимизирует время считывания показаний.
- Электронные приборы имеют сравнительно малый предел допустимой погрешности и цену деления в один микрометр.
- Цифровые микрометры обеспечивают возможность проведения как абсолютных, так и относительных измерений, что чрезвычайно удобно при проведении технического контроля, выполнении расчетов высокого уровня сложности, разбраковке деталей и тому подобное.
- Способность некоторых приборов «запоминать» пределы допуска.
- Наличие разъема подключения компьютера, позволяющего анализировать статистику измерений с последующим составлением отчетов.
- Возможность использования наряду с метрической системой измерений английскую.
Справедливости ради следует отметить и наличие определенных недостатков, характерных для микрометров с цифровой индикацией измерений. Основной минус — это меньшая в сравнении с механическими приборами надежность, поскольку электронный инструмент более восприимчив к различного рода негативным факторам: ударам, падениям, повышенным температурам и влажности и так далее.
Инструкция по пользованию
Процедура измерения заключается во вращении барабана до момента соприкосновения плоского окончания микрометрического винта и пятки с габаритными окончаниями измеряемого предмета. Поскольку в работе с приборами с цифровой индикацией измерений проблемы возникают редко, рассматривать следует порядок действий на примере микрометра классической конструкции.
Проверка показаний
Рекомендуется выполнять не только в процессе приобретения прибора, но и постоянно перед выполнением измерений. Процедура проверки начинается с вращения барабана до момента смыкания пятки и плоского окончания микрометрического винта. Прибор работает исправно, если торец барабана останавливается на нулевой отметке шкалы стебля, а продольный штрих указывает на отметку «0» на барабане.
В случае невыполнения одного из условий необходимо произвести регулировку микрометра. Алгоритм выполнения самостоятельной регулировки выглядит следующим образом:
- Посредством стопорного устройства производится фиксация микрометрического винта. Измерительные плоскости при этом находятся в соединенном положении, или между ними зажимается концевая мера.
- При помощи специального ключа, входящего в комплект микрометра, выполняется разъединение микрометрического винта и барабана.
- Продольный штрих, нанесенный на стебле, совмещается с нулевой отметкой барабана.
- Прибор собирается в обратном порядке, после чего проверяется повторно.
Фиксация детали
Для проведения измерений деталь должна быть надежно зафиксирована измерительными поверхностями инструмента. Во избежание поломки микрометра и в целях получения максимально точных результатов необходимо придерживаться некоторых простых рекомендаций:
- Плотно прижав измеряемый предмет к пятке, не прилагая усилий, подвести плоскость винта микрометрического к краю предмета.
- Дальнейшее сближение измерительной поверхности винта с габаритом измеряемого предмета производить исключительно посредством трещотки.
- Серия щелчков сигнализирует о соприкосновении измерительных поверхностей с габаритами измеряемого элемента, и показания шкал микрометра соответствуют его размерам.
Выполнение этих несложных рекомендаций позволит минимизировать риск повреждения инструмента и существенно снизить степень износа измерительных поверхностей.
Снятие показаний
Снятие показаний начинается с наиболее крупного разряда, постепенно переходя к более мелким. В первую очередь фиксируется показания шкалы, расположенной на стебле. В качестве примера рассматривается модель «МК25−1», цена деления шкалы стебля которого — 0,5 миллиметра. Чрезвычайно важно понимать, что искомый показатель определяется предшествующим открытым делением.
Далее нужно снять показания со шкалы барабана. Здесь цена деления — 0,01 миллиметра. Суммируя полученные показания с двух шкал, получается итоговый результат.
Поверка микрометра
Осуществление поверки микрометра регламентировано методическими указаниями МИ 782−85. Владение методикой поверки чрезвычайно важно как для специалиста, поверяющего инструмент, так и для квалифицированного работника, непосредственно проводящего измерения. Даже в процессе бытовой эксплуатации владение знаниями о поверочных мероприятиях приносит большую пользу. Обнаружение таких отклонений контролируемых параметров, как нарушение параллельности измерительных плоскостей, перекос измерительной плоскости винта и некоторые другие, служат очевидным сигналом о неисправности измерителя.
Метрический микрометр
| Метрический микрометр очень похож на стандартный дюйм. микрометра, пока вы не посмотрите на деления на рукаве и ствол (Рисунок 1). | |
| На рукаве метрики два отдельных ряда линий микрометр (рисунок 2). | |
Нижний ряд представляет деления в миллиметрах. Верхний ряд представляет половину миллиметра. Каждый полный оборот наперстка движется миллиметр шпинделя (0,5 мм).Окружность наперстка составляет разделены на 50 равных частей (рис. 2) или 0,01 мм.
Показания метрического микрометра
Чтобы прочитать метрический микрометр, сначала прочтите число целых миллиметров на нижнем ряду гильзы микрометра (рис. 3). Это целые миллиметры. Если есть дополнительная строка без покрытия в верхнем ряду, это равно половине миллиметра (рис. 3).Таким образом, к измеренному значению необходимо добавить 0,5 мм. Затем добавьте считывание показаний наперстка с точностью до показаний полымиллиметрового рукава. Ссылаться на рисунки 3,4 и 5 и попробуйте прочитать измерения, прежде чем смотреть на ответ в объяснении рисунка.
| Открыто 23 целых деления = 23 миллиметра. 0 миллиметров деления открыты = 0,0 миллиметра 15 деления 0,01 миллиметра совпадают на гильзе = 0,15 миллиметры. |
| 18 целых делений открыты = 18 миллиметров. 0,5 миллиметра деления открыта = 0,5 миллиметра 10 деления 0,01 миллиметра совпадают на наперстке = 0,10 миллиметры. | |
| 15 – целые деления открыты = 15 миллиметров. 1 – 0,50 миллиметра не покрыто = 0,5 миллиметра 13 деления 0,01 миллиметра совпадают на гильзе = 0,13 миллиметры. |
Примечание: некоторые производители микрометров могут поменять местами цельной и половинной деления миллиметра. Порядок, в котором вы считывать микрометры останутся прежними, т.е. целые миллиметры, полмиллиметра и сотые доли миллиметра.
Считывание показаний нониусного метрического микрометра
Нониусный метрический микрометр может измерять до двух тысячные доли миллиметра (0,002 мм). 0,002 мм эквивалентно приблизительно 0,00008 дюйма.
Нониус градуируется с шагом 0,002 мм от начального до 0,002 мм. оканчивающийся на 0 (рисунок 5).
Если 0 на шкале деления нониуса совпадает с наперстком показания, никакие дополнительные тысячные доли миллиметра не добавляются к чтение.
Рис. 5 Линия шкалы нониуса в две тысячных долей, которая выстраивается в линию.
с градуированной линией на наперстке добавляется к показаниям. В этом
в корпусе необходимо добавить 0,006 мм.
Считывание показаний нониусного метрического микрометра осуществляется складывая целый миллиметр, полмиллиметра и сотые доли миллиметр, как и раньше.К этому чтению добавляется количество две тысячных миллиметра, считываемые по нониусной шкале (Рисунок 5).
| 15 – целые деления открыты = 15 миллиметров. 1 – 0,50 миллиметра не покрыто = 0,5 миллиметра 8 0.На наперстке совмещено 01 миллиметровое деление = 0,08 миллиметры. 4 деления нониуса выстраиваются по нониусной шкале = 0,004 |
Бухта Эльсмар – Ужасное уведомление 404
27 ноября 2018 г. – Мы работаем над исправлением 404 проблем, вызванных импортом.
Все содержимое импортировано.
Если вы хотите выполнить поиск в текущем форуме, используйте эту ссылку поиска.
Вы можете помочь, скопировав эти 2 строки:
ССЫЛКА URL: (нет)
ЗАПРОСНЫЙ URL: /pdf_files/caliper%2520operation%2520instructions.pdf
И отправив их мне по адресу: Отчет 404 с темой «Отчет 404».
Если вы являетесь зарегистрированным участником и вошли в форум, и вы щелкаете ссылку в сообщении в теме, и это вызывает «404», пожалуйста, используйте кнопку Report Post и включите 2 строки выше.
21 октября 2018 г. – Бухта Эльсмар работает в сети с января 1996 г. (почти 23 года!) – Как вы можете себе представить, за эти годы сайт значительно изменился.Если вы не можете найти то, что ищете, просто воспользуйтесь окном поиска Google выше. Слишком много изменений было внесено за эти годы, чтобы перечислить их все здесь.
ПРИМЕЧАНИЕ. Примерно 2 октября 2018 г. форум Elsmar был «перенесен» с vBulletin 3.8.9 на Xenforo 2.0.10. Свяжитесь со мной, если вам понадобится помощь.
О ссылках в сообщениях, которые привели вас на эту страницу: Если вы вошли в систему Зарегистрированный участник, читаете ветку в текущем форуме и нажимаете ссылку, которая привела вас сюда, используйте кнопку «Назад», чтобы вернуться к сообщению со ссылкой на проблему и щелкните ссылку «Пожаловаться» в сообщении.Я изучу и исправлю ссылку, если возможно. Спасибо!
1 января 2013 г. – Бухта Эльсмар работает в сети с января 1996 г. (16 лет!) – Как вы можете себе представить, за эти годы сайт значительно изменился. Если вы не можете найти то, что ищете, просто воспользуйтесь окном поиска Google выше. Слишком много изменений было внесено за эти годы, чтобы перечислить их все здесь.
4/2004 – Я внес много изменений в сайт и прекращаю использование QS9000.com и 16949.com. Если вы перешли сюда по ссылке на любой домен, информация все еще здесь. Изменилось только доменное имя. Напишите мне по электронной почте (ссылка выше), если вам понадобится помощь.
7/2003 – Я внес серьезные изменения на сайт и в несколько каталогов с некоторыми выходными данными Powerpoint. К ним относятся следующие каталоги: / 8D /, / APQP /, / Audit /, / FMEA / и / Imp /. Приношу свои извинения за неудобства, вызванные неработающими ссылками (особенно с форумов).Если вы пришли сюда по ссылке в сообщении на текущих форумах, вернитесь к этому сообщению и используйте ссылку «Пожаловаться на это сообщение» в сообщении, а в качестве причины просто укажите, что ссылка недействительна. Исправлю ссылку, если смогу.
Процедура калибровки микрометра со свободными канавками
Цель
Цель этой процедуры – предоставить общие инструкции по калибровке. пазовых микрометров.
Сфера
Микрометрические калибры с пазами считаются по своей сути стабильным устройством и не потребует повторной калибровки, если пользователь не сделает особый запрос.
Процедура
Groove Micrometer – это прецизионный инструмент, предназначенный для измерения канавок, углублений. и заплечики, расположенные внутри отверстий с высокой точностью. Инструмент способен измерения четырех различных типов измерений: внешнее измерение, внутреннее измерение, Измерение от края до края и с помощью установочного диска – от края до края. В Толщина диска должна быть добавлена к показаниям микрометра для определенных приложений.Установочный диск имеет притирку, чтобы минимизировать параллакс и обеспечить точность инструмента.
Предварительные инструкции и примечания
- Прочтите всю процедуру перед началом калибровки.
- Калибровка должна выполняться в среде, соответствующей спецификациям производителя.
- В дальнейшем микрометр с канавкой будет называться испытываемым прибором. (IUT).
- Убедитесь, что IUT чистая.
- Визуально проверьте IUT на наличие условий, которые могут вызвать ошибки в калибровке.
- Если какое-либо из требований не может быть выполнено, обратитесь к соответствующему руководству производителя.
- Если во время калибровки возникает неисправность или обнаруживается дефект, калибровку следует прекратить и предпринять необходимые корректирующие действия; если корректирующее действие влияет на функцию измерения, предварительно откалиброванную, функция должна быть откалибрована перед выполнением оставшейся части процедуры.
Справочный материал
Применимое руководство производителя или брошюры.
Характеристики
Характеристики микрометров с канавками определяются соответствующими производителями. документация. Если документация производителя недоступна, то следующие используются спецификации.
Диапазон и точность датчиков, охватываемых этой процедурой, следующие: Диапазон измерения: ноль. к 1.0 дюймов, от 1,0 до 2,0 дюймов, от 2,0 до 3,0 дюймов от 3,0 до 4,0 дюймов. Точность: (0,001 дюйма в пределах рабочего дальность действия датчика. Калибровочный диск составляет 0,025 дюйма (0,001 дюйма).
Необходимое оборудование
Перечисленные ниже стандарты следует выбирать на основе их более высокой точности. уровень по сравнению с тестируемым устройством. Эквивалентные стандарты должны быть равны или лучше, чем спецификация минимального использования.
Минимальные технические требования к перечисленным стандартам составляют 1/4 точности, требуемой IUT.
Необходимое оборудование| Используемые стандарты | Минимальные технические характеристики | |
|---|---|---|
| Блоки для манометров Gage 3 | Диапазон: | От 0,010 до 4,000 дюймов |
| Толерантность: | + 0.000006 дюймов | |
| – 0,000004 дюйма | ||
| Внешний микрометр | Точность: | +/- 0,001 дюйма |
Подробная процедура
- Выберите измерительные блоки размером, равным 25, 50, 75 и 100 процентов от полного заполнения IUT. диапазон.
- Выберите самый маленький измерительный блок и поместите его между измерительным диском IUT. Вращайте наконечник микрометра до тех пор, пока не установится контакт с измерительным блоком.
- Сравните показание IUT с размером измерительного блока.
- Повторите шаги 2 и 3 для оставшихся трех калибровочных блоков, упомянутых в шаге
- Используя внешний микрометр, проверьте размер обоих калибровочных дисков.
Причина переиздания
Редакция A – первый выпуск
Использование микрометра
Определение диаметра d проволоки
Для измерения малых (> 2.5 см) диаметры, которые могут уместиться в «губках» калибра, могут быть измерены с точностью до сотых долей миллиметра.
- Закройте зажимы микрометра и проверьте наличие ошибки нуля.
- Поместите проволоку между опорой и концом шпинделя, как показано на схеме.
- Вращайте наперсток, пока проволока не будет надежно удерживаться между опорой и шпинделем.
- Храповик предназначен для предотвращения чрезмерного давления на проволоку.Это предотвращает дальнейшее движение шпинделя – сдавливание проволоки !.
- Сначала взгляните на основную шкалу. На нем нанесена линейная шкала. Длинные линии обозначают каждый миллиметр, более короткие обозначают полмиллиметра между ними.
- На диаграмме это значение составляет 2,5 мм
- Теперь посмотрим на вращающуюся шкалу.Это означает 46 делений – каждое деление составляет 0,01 мм, поэтому мы имеем 0,46 мм от этой шкалы.
Диаметр проволоки складывается из следующих значений: 2,5 + 0,46 = 2,96 мм
Чувствительность считыванияПрактические заметкиВы можете читать с точностью до половины деления вращающейся шкалы – с точностью до 0,005 мм – но не более того.Это предполагает, что у вас есть опыт и уверенность в использовании прибора. +/- деление более реалистично!
- Провод SWG (стандартный калибр) 32 имеет диаметр производителя 0,274 мм. Если вы измеряете его микрометром в школе, вы можете сказать, что это 0,275 мм – последнюю цифру «4» невозможно измерить микрометром …
- Всегда внимательно проверяйте наличие ошибки нуля перед использованием микрометра!
Как использовать микрометры – Mega Depot
Микрометры – это устройства для точного измерения минутных расстояний; современные гаджеты имеют точность до одной десятитысячной дюйма.В зависимости от области применения это могут быть настольные или небольшие ручные инструменты. Микрометры применяются для измерения наружных диаметров; внутренние диаметры; расстояние между параллельными поверхностями; глубина отверстий, пазов, зенковок и углублений; и расстояние от поверхности до некоторой утопленной части.
Микрометры доступны с метрической и британской градуировкой.
Микрометр состоит из полукруглой рамки с цилиндрическим удлинением, цилиндра (гильзы) на правом конце и закаленной наковальни на другом конце.Канал ствола (втулки) имеет резьбу, а шпиндель ввинчивается в канал ствола. На шпинделе есть градуированный наперсток, который вращается заодно с ним.
Детали микрометра (подробные)
ЛИЦА ИЗМЕРИТЕЛЬНЫЕ
Измеряемые предметы помещаются между измерительными поверхностями, опорой и шпинделем (также называемые – измерительные стержни ). Наковальня – это неподвижная измерительная поверхность, к которой прижимаются детали до тех пор, пока шпиндель не соприкоснется с изделием.
ШПИНДЕЛЬ с резьбой – движущаяся измерительная поверхность устройства. Шпиндель выступает из наперстка. Когда оператор поворачивает наперсток, шпиндель прижимает измеряемый предмет к наковальне. Шпиндель плотно прижимает предмет к наковальне, и снимаются показания.
НАПЕРСТОК
Наперсток относится к вращающейся части ручки гаджета. Поворот наконечника открывает губки инструмента для считывания внутренних диапазонов или выдвигает стержень для расчета внешних диапазонов или глубины.Отметки на наперстке вращаются вместе с рукояткой, чтобы совмещать их со шкалой ствола и обеспечивать измерение.
ЗАПОРНАЯ ГАЙКА
Блокировочное устройство фиксирует шпиндель и сохраняет результат измерения, чтобы микрометр можно было снять с заготовки перед снятием показания. Некоторые устройства имеют стопорную гайку (как показано на рисунке), в то время как другие могут иметь стопорный рычаг.
РУКАВ (ствол) шкала
Ствол образует самую верхнюю часть рукоятки; деталь, ближайшая к «U» кадра.”Ствол представляет собой металлический цилиндрический элемент, являющийся неотъемлемой частью рамы; рама и ствол отлиты как одно целое. На окружности ствола есть отметки, указывающие на измерение. Поскольку микрометр-штангенциркуль измеряет в микромасштабе, его расчеты часто длинные десятичные дроби. Для экономии места на стволе метки отображаются в виде целых чисел, которые относятся к легенде, напечатанной на внешней стороне рамки. В случае группы подразделов – электронные микрометры (как в Fowler 54-860-241- 0 модель) результаты отображаются с переворачивающимися механическими числами.
Трещотка с ограничителем скорости
Храповой редуктор увеличивает скорость вращения шпинделя, поэтому расстояние между наковальней и шпинделем сокращается быстрее, чем при использовании наперстка. Использование спидера с храповым механизмом сокращает время, необходимое для использования гаджета.
Храповик включает механизм проскальзывающей муфты, который предотвращает чрезмерное затягивание и помогает пользователю прикладывать постоянное измерительное усилие к шпинделю, помогая обеспечить надежные измерения.Если бы сила была чрезмерной, то можно было бы перегрузить раму, что привело бы к необратимому повреждению микрометра, что, в свою очередь, привело бы к получению неверных показаний. Для решения этой проблемы установлен храповой упор, который пропускает гильзу через храповое устройство.
РАМА
Рамка – это базовый элемент любого микрометра-штангенциркуля. Рама выглядит как кусок металла в форме буквы U. На внешней стороне рамы выгравирована легенда или список, объясняющий градуировку, указанную на корпусе инструмента.Ручка выступает с одной стороны рамы, так что по внешнему виду напоминает косу.
Типы микрометров
Рассматриваются три типа устройств, которые обычно используются: внешний, внутренний и глубинные микрометры.
1. Наружные микрометры – используются для определения внешних диапазонов, таких как толщина листовой заготовки или внешний диаметр круглой заготовки.Тип винтовой резьбы гаджета – это тип внешнего микрометра, применяемый для измерения не только диаметра винтов, но и шага их резьбы. Предмет для измерения находится между неподвижным концом устройства, называемым наковальней, и подвижным концом, называемым шпинделем. Ручка, называемая храповиком, поворачивается, прижимая шпиндель к предмету. Толщина может быть указана отметкой на нониусной шкале или цифровым дисплеем. |
2.Внутренние микрометры – применяются для определения внутренних диапазонов объекта: внутреннего диаметра трубки, втулки, цилиндра и т. Д. Они состоят из головки устройства, набора удлинительных стержней и в некоторых случаях ручки. Длина самой головки – это то, что измеряется, поскольку она находится в пределах рассчитываемого диаметра; самые маленькие доступные головки – четверть дюйма. Удлинители применяются, когда максимальная длина головки слишком мала для проема. Ручка используется для труднодоступных мест, а диаметр считывается по нониусной шкале или цифровому дисплею.
3. Глубинные микрометры используются для измерения глубины глухих пустот, канавок, углублений и т. Д. Для основания микрометра требуется плоская поверхность в верхней части отверстия, и микрометр должен прочно удерживаться в нем. место для точного чтения. Храповик поворачивают до тех пор, пока шпиндель не коснется дна отверстия, а глубина будет считываться с нониусной шкалы или цифрового дисплея.
Порядок измерения
1.Поместите предмет, длину, диаметр или толщину которого необходимо определить между стержнями (шпинделем и опорой). 2. Поверните наперсток или трещотку, чтобы закрыть стержни вокруг объекта измерения. Стержни должны слегка касаться предмета между ними, но не зажимать его. 3. Поверните фиксирующий рычаг, чтобы зафиксировать стержни на месте. 4. Считайте значение только что выставленного наперстка на центральной линии цилиндра. Это значение в мм (миллиметрах). Как правило, через каждые полмиллиметра наносится метка, при этом метки в миллиметрах поднимаются над центральной линией, а полумиллиметровые метки идут под ней.Например, вы можете заметить, что объект показывает 12,5 миллиметра. | Как держать микрометр |
5. Прочтите метку на наперстке, совмещенную с центральной линией на цилиндре. Это отметка в сотых долях мм. Например, вы можете прочитать цифру 12 на этой шкале, что означает 0,12 мм. Таких отметок 50, это означает, что каждый оборот наперстка соответствует половине мм – расстоянию между отметками вверх и вниз на центральной линии цилиндра. 6. Сложите эти значения вместе. Это измерение предмета между стержнями. В этом примере вы должны добавить 12,5 и 0,12, чтобы получить 12,62 миллиметра. | |
Правильное использование и уход за микрометром
Обязательно разблокируйте стопорный рычаг, прежде чем пытаться повернуть наперсток.
Очистите измерительные поверхности чистой тканью до и после измерения.Также рекомендуется время от времени очищать шпиндель, чтобы предотвратить попадание загрязнений в втулку.
Используйте рукоятку наперстка, когда требуется большой ход, но когда вы приближаетесь к измеряемому объекту, используйте храповой упор, чтобы не перетягивать наперсток и не давать ошибочные показания.
Когда устройство показывает минимальные показания, горизонтальная линия на рукаве должна совпадать с «0» на наперстке.Если это не так, необходимо будет откалибровать микрометр, повернув гильзу. Для этого к каждому гаджету прилагается регулировочный ключ в виде полумесяца. Чтобы выполнить регулировку, просто вставьте ключ сбоку от шпинделя и вставьте маленький наконечник в отверстие для рычага. Чтобы повернуть шпиндель, не потребуется много усилий, однако в шпинделе имеется достаточное сопротивление, поэтому он никогда не будет двигаться сам по себе. Гаджеты большего размера поставляются со стандартами для проверки правильности калибровки.При проверке обязательно держите стандарт прямо между наковальней и шпинделем. Чтобы помочь с этим, попробуйте слегка повернуть эталон пальцами, одновременно осторожно поворачивая наперсток, когда вы приближаетесь к эталону.
Никогда не оставляйте инструмент на открытом воздухе (храните его в ящике для инструментов, на качественной полке или в шкафу, который можно найти и купить в мебельных магазинах), а затем попробуйте выполнить процедуру измерения. Это также привело бы к ошибочному чтению.
Инструкции
Инструкции по быстрому запуску (дюймы)
Инструкции по быстрому запуску (метрические единицы)
НОВАЯ инструкция для линеаризирующего манометра
中国 语言
اللغة العربية
Испанский
ПОДРОБНАЯ ИНФОРМАЦИЯ ПОШАГОВАЯ ИНСТРУКЦИЯ ПО ИСПОЛЬЗОВАНИЮ ПРЕСС-О-ПЛЕНКИ С МИКРОМЕТРОМ ТЕСТЕКС ДИАМЕТР ТОЛЩИНЫ:
Примечание. Графика на каждой ленте поможет вам запомнить новую (шаг 9) процедуру усреднения.
Шаг 1: Найдите репрезентативное место для измерения.
Шаг 2: Выберите соответствующий сорт реплики ленты Press-O-Film на основе вашего целевого профиля:
Для от 0,8 до 2,5 мил (от 20 до 64 мкм) => «Крупный» сорт
Для от 1,5 до 4,5 мил (от 38 до 115 мкм) => «X-Coarse» сорт
Первичный диапазон измерения с помощью реплики ленты составляет от 0,8 до 4,5 мил (от 20 до 115 мкм).
Использование сорта Грубый минус (<0.8 мил или <20 мкм) или лента X-Coarse Plus класса (> 4,5 мил или> 115 мкм) должна быть ограничена проверкой измерений на нижнем или верхнем концах основного диапазона. Дополнительная информация (в формате pdf) о ленте X-Coarse Plus доступна здесь.
Шаг 3: Подготовьте щуп: очистите наковальни, отрегулируйте нулевую точку так, чтобы она была минус 2,0 мил, толщина несжимаемой подложки. На обычном толщиномере Testex значение минус 2.0 мил эквивалентен настройке (плюс) 8,0 мил. (При такой предварительной настройке манометра автоматически вычитается толщина несжимаемой пластмассовой подложки из всех показаний.)
Шаг 4: Вытяните один кусок клейкой ленты из защитной бумаги. Материал реплики Press-O-Film представляет собой квадратную белую пластиковую пленку размером 0,4 дюйма (1,0 см) в центре бумаги с клейкой основой. На выпускной бумаге должен остаться кружок «бычий глаз» (т.е., при измерении не используется.)
Шаг 5: Предварительная проверка толщины пленки является хорошей практикой. Несжатая марка X-Coarse имеет толщину пены 5,5 мил (140 мкм) ± 0,5 мил (12 мкм).
Шаг 6: Нанесите пленку на очищенную поверхность. Нажмите на бумагу с липкой основой, чтобы она надежно закрепилась на месте.
Шаг 7: Плотно сожмите копию пленки с самой гладкой поверхностью на имеющемся круглом конце инструмента для трения, прилагая достаточное давление для получения копии с однородным внешним видом зерна гальки.(В крайнем случае, закругленный край диспенсера ленты также является приемлемым инструментом.) Используйте либо круговое, либо протирающее движение по оси x-y. Полностью сожмите все части пленки. , но будьте осторожны, чтобы пленка не соскользнула относительно обработанной поверхности из-за ударов по краям круглого выреза в бумаге. В общем, слишком сильное сжатие безопаснее, чем слишком маленькое.
Шаг 8: Удалите копию и поместите между наковальнями микрометрического калибра, убедившись, что копия находится по центру между наковальнями.Показания манометра – это мера средней максимальной высоты от пика до впадины взорванной поверхности (при настройке манометра, как на шаге 3). Если для одного и того же участка получены разные числовые значения, наименьшее значение будет иметь тенденцию иметь место там, где аналог пенопласта был наиболее полностью сжат, и, следовательно, будет наиболее надежным. Дважды проверьте с помощью компаратора.
Шаг 9: Если измерение с грубым или X-грубым классом находится в диапазоне от 1,5 до 2,5 мил (от 38 до 64 мкм) (включительно), возьмите второе показание с ДРУГОЙ степенью.Если оба показания находятся в диапазоне от 1,5 до 2,5 мил (от 38 до 64 мкм), запишите среднее значение как наблюдаемый профиль.
Показания, полученные для любого сорта, выходящего за пределы этого диапазона, т. Е. От 0,8 до 1,4 мил (от 20 до 37 мкм) или от 2,6 до 4,5 мил (от 65 до 115 мкм), следует использовать как есть, то есть без усреднения. Примечание. Графика на каждом куске ленты поможет вам запомнить эту новую процедуру усреднения.
Примечание 1: Рулоны старого состава (без HT) Press-O-Film можно безопасно использовать с этими новыми инструкциями.
Примечание 2: Если того требуют обстоятельства пользователя, новую (HT) ленту можно продолжать использовать со старыми (без усреднения) инструкциями.
Примечание 3: «Среднее» = прибавить грубое значение к показанию X-грубое и разделить на 2.
Примечание 4: Измерения, выполненные с использованием новой процедуры усреднения POF-HT, должны быть помечены как « HT ». Если измерения производятся без усреднения, они должны иметь отметку « non-HT ».
Диапазон лент Иллюстрация
Оценка, ремонт и настройка подержанного микрометра: 9 шагов
После снятия детали были очищены латунной щеткой и уайт-спиритом.
Замок был отрегулирован и его части собраны. Части должны оставаться вместе сами по себе. Сборка может быть трудной, так как замок должен быть отжат ровно настолько, чтобы он имел легкую фрикционную посадку в кольце, а для вставки ролика может потребоваться немного изящества, потому что он удерживается между кольцом и замком силой пружины. кольца.Не нажимайте на замок, если шпиндель не проходит через него. Если это когда-либо случалось, фиксатор будет слегка подпружинен, и микрометр никогда не будет работать правильно. Замок можно открыть с помощью небольшой отвертки, чтобы аккуратно распределить зазор. Проверьте установку замка на шпиндель. Он должен свободно скользить по шпинделю. Подходит минимальное количество легкого машинного масла. Ни капли. Наношу швейной иглой. Если на него капает масло, оно притягивает и удерживает грязь.
Очистка внутренней части рамы – это повторение очистки внутренней части наперстка, только в более тесном месте. Уайт-спирит для удаления масла и остатков, легкое масло, ватные палочки и бамбуковые шпажки для удаления остатков, грязи и ржавчины. Здесь нельзя использовать абразивные материалы. Центровка и размер отверстия влияют на точность и повторяемость инструмента. В это время была произведена очистка наковальни.
Наковальня имела небольшую вмятину на краю, которая подняла заусенец на рабочей поверхности, поэтому заусенец был обработан тонким, мертвым плоским арканзасским камнем до тех пор, пока заусенец не исчез, а поверхность стала плоской.Я проверяю это с помощью оптического планшета. У карбидных поверхностей такой проблемы нет, вместо этого они скалываются. В любом случае это нежелательно. Любое повреждение лица ограничивает полезность инструмента и может повлиять на точность. Это нужно будет притереть позже, и торец шпинделя тоже нуждается в этом. Притирка поверхностей – это действительно то, что профессионал может сделать наиболее точно и экономично, но это требует денег, а не времени, поэтому нужно ждать, пока все остальные проблемы не будут решены.
После тщательной очистки и сушки всех деталей шпиндель был испытан на посадку для проверки посадки резьбы.Если бы он не входил свободно, то пальцы для регулировки износа можно было бы осторожно раздвинуть с помощью небольшой отвертки в зазорах. Это нужно делать осторожно, так как если они распределены неравномерно, шпиндель может быть неправильно выровнен. В этом случае шпиндель был свободен.
Регулирующее кольцо было снова наложено – оно имеет конус на резьбе, поэтому идет по правильному пути намного легче, чем другое – и отрегулировано на доли оборота за раз до тех пор, пока в шпинделе не будет заметного люфта. .Он свободно вращался во всем диапазоне без люфта, поэтому регулировка была хорошей, и износ резьбы не был проблемой.
Шпиндель был снят, а стопорное кольцо снова вставлено. Та же самая пружинная прорезь, из-за которой его неудобно снимать, затрудняет установку. Убедитесь, что ключ выровнен, чтобы войти в прорезь, узел выровнен по центру рамки, и нажмите на него. Это может потребовать небольшого усилия. Следите за выравниванием через отверстие. Вероятно, он не выстроится в линию, но приблизьтесь. Не поворачивайте кольцо, иначе замок может сжаться, что сделает установку шпинделя невозможной.
Когда замок встанет на место, осторожно снова вставьте шпиндель. Минимальная капля масла на внешней поверхности возле выводного конца – это вся необходимая смазка. Следите за нижним концом отверстия, так как вы, вероятно, зависнете при входе в замок. Небольшая доработка узла замка, как правило, приведет к его вводу, только для того, чтобы снова попасть в последнюю часть отверстия рамы, потребуется немного больше. Я выравниваю блокировку на действительно надоедливых, используя старый шпиндель с конической шлифовкой на ведущем конце.