| Лидеры продаж ВИКШаблон Красовского УШК-1 Эталоны чувствительности канавочные Магнитный прижим П-образный Фотоальбом дефектов основного металла Альбом радиографических снимков
|

 Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования.
Микрометры типа МКЦ снабжены цифровым индикатором, повышающим точность и удобство пользования. youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=”allowfullscreen” frameborder=”0″>
youtube.com/embed/Sf74GCaIQh0″ allowfullscreen=”allowfullscreen” frameborder=”0″>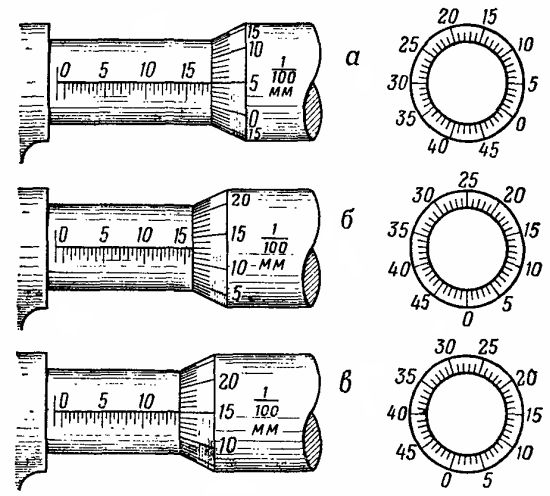
Градуированная шкала микрометра для измерения толщины листового металла 0-25 мм
Прежде чем пытаться получить доступ к Руководству пользователя на этом сайте, пожалуйста, прочитайте следующие условия. Если вы полностью согласны с этими условиями, вы можете перейти к онлайн-руководствам.
- Эти онлайн-руководства защищены авторским правом корпорации Mitutoyo (далее именуемой нашей компанией).

- Никакое руководство пользователя, доступное на этом сайте, не может быть воспроизведено, частично или полностью, или изменено каким-либо образом без предварительного разрешения нашей компании.
- Руководства пользователя на этом веб-сайте предназначены для измерительного инструмента, такого как микрометры и штангенциркули, которые в настоящее время доступны для продажи, но этот веб-сайт не предоставляет все руководства для нашей текущей линейки продуктов на рынке. Если какое-либо конкретное руководство по продукту не может быть найдено на этом сайте, пожалуйста, свяжитесь с вашим дилером напрямую, чтобы договориться о покупке этого руководства.
- Руководства, опубликованные на этом веб-сайте, не могут быть изменены или обновлены каждый раз, когда руководства пересматриваются.
- Печатные материалы, такие как руководства по эксплуатации, которые дополняют руководство пользователя, могут поставляться вместе с продуктом. Обратите внимание, что эти материалы не будут опубликованы на этом сайте.
- Внешний вид и технические характеристики продукта, описанные в руководствах пользователя, могут быть изменены, а производство и распространение любого продукта могут быть прекращены без предварительного уведомления.
- Сервис на этом сайте может быть прекращен или изменен в содержании или условиях без предварительного уведомления.
- Руководства пользователя на этом веб-сайте являются онлайн-документами для клиентов, которые приобрели продукты нашей компании. Обратите внимание, что наша компания не может отвечать на запросы из других источников, кроме наших клиентов.
- Наша компания не несет ответственности перед каким-либо физическим или юридическим лицом в отношении каких-либо прямых или косвенных потерь или ущерба (включая ущерб, вызванный повреждением данных, прерыванием работы и т. Д.), Возникших в результате использования или неиспользования этой услуги веб-сайта, даже если наша компания была ранее уведомлена о возникновении такой потери или повреждения или о возможности требования возмещения ущерба от третьей стороны.
- Меры предосторожности, описанные в руководствах пользователя, могут быть изменены в соответствии с любыми изменениями в правовых нормах



Пользование микрометром при ремонте двигателя
Измерения и расчеты, выполняемые при ремонте двигателей
Цель ремонта двигателя, независимо от того, что конкретно ремонтируется, — восстановить допуски параметров двигателя до технических требований, установленных заводом-изготовителем. При любом ремонте двигателя производятся измерения. Специалист автосервиса обязан производить измерения дважды:
• Необходимо производить обмер частей ремонтируемого двигателя с целью проверки их соответствия заводским техническим требованиям и необходимости в их восстановлении.
• Прежде чем приступать к сборке ремонтируемого двигателя, необходимо производить обмер запасных частей и поверхностей, прошедших механическую обработку в процессе ремонта, с целью проверки соответствия их размеров требуемым.
МИКРОМЕТР
При техническом обслуживании и ремонте двигателя самым необходимым и чаще всего используемым измерительным инструментом является микрометр (рис. 11.1). Барабан вращается на цилиндрической ручке (стебле) микрометра на винте с микрометрической резьбой, имеющей сорок витков на дюйм. При каждом обороте барабана шпиндель микрометра перемещается на расстояние 0,025 дюйма. Барабан размечен по периметру на 25 одинаковых секторов. Таким образом, повороту измерительного барабана на одно деление соответствует перемещение шпинделя на 0,001 дюйма. Все микрометры должны регулярно проходить метрологическую поверку (рис.11.2).
Рис. 11.1. Примеры типичных микрометров, используемых для контроля геометрических размеров
Рис. 11.2. Все микрометры необходимо поверять и, при необходимости, калибровать, используя для этого эталонный стержень
Как пользоваться микрометромИл. 20.1. Этот большой деревянный макет служит для демонстрации того, как пользоваться микрометром. Неподвижный корпус называется стеблем
Неподвижный корпус называется стеблем
Ил. 20.2. Подвижная часть микрометра называется барабаном
Ил. 20.3. Для снятия показаний микрометра по длине стебля нанесены риски с шагом 0,025 дюйма, промаркированные числами через каждую 0,100 дюйма
Ил. 20.4. По периметру барабана равномерно расставлены 25 рисок, каждая соответствует 0,001 дюйма
Ил. 20.5. За сорок оборотов барабан перемещается на один дюйм. Таким образом, за один оборот барабан перемещается по стеблю микрометра на 0,025 дюйма (1,000 дюйм, деленный на 40, дает в результате 0,025 дюйма)
Ил. 20.6. Следовательно, для считывания показания микрометра необходимо считать показание на стебле микрометра и показание на барабане и сложить их
Ил. 20.7. За один оборот барабан смещается по ручке на одно деление, нанесенное на ней. Цена одного деления составляет 0,025 дюйма. Четыре деления составляют 0,025 х 4 = 0,100 дюйма. Напротив соответствующей риски на стебле стоит цифра “1”, означающая одну тысячную дюйма
Ил. 20.8. В этом положении измерительного механизма видна одна риска на стебле микрометра, и риска на барабане, отмеченная цифрой “О” совпадает с линией шкалы, нанесенной на стебле микрометра, что означает, что барабан совершил полный оборот сверх 0,025 дюйма. Вторая риска на стебле микрометра находится под самым краем измерительного барабана. Это показание означает 0,050 дюйма
20.8. В этом положении измерительного механизма видна одна риска на стебле микрометра, и риска на барабане, отмеченная цифрой “О” совпадает с линией шкалы, нанесенной на стебле микрометра, что означает, что барабан совершил полный оборот сверх 0,025 дюйма. Вторая риска на стебле микрометра находится под самым краем измерительного барабана. Это показание означает 0,050 дюйма
Ил. 20.9. При повороте барабана на одно деление показание микрометра увеличивается на одну тысячную дюйма и становится равным 0,051 дюйма (0,025 дюйма х 2 + 0,001 дюйма с барабана = 0,051 дюйма)
Ил. 20.10. Барабан был повернут на много оборотов пока на стебле не открылась цифра “1”, означающая 0,100 дюйма (сто тысячных) плюс еще одна риска на стебле, означающая еще 0,025 дюйма (25 тысячных), плюс барабан стоит в таком положении, в котором риска на нем, отмеченная числом “10”, совместилась с линией шкалы, нанесенной на стебле микрометра, что означает еще 0,010 дюйма (десять тысячных). Таким образом, это показание микрометра означает 0,135 дюйма (100+ 25+ 10= 135)
Таким образом, это показание микрометра означает 0,135 дюйма (100+ 25+ 10= 135)
Ил. 20.11. Это показание означает 0,315 дюйма (0,300 на гтрбпо микоометра плюс 0,015 на барабане)
Ил. 20.12. Одна тысячная дюйма записывается как 0,001 дюйма, а 920 тысячных дюйма — как 0,920 дюйма
Измерение геометрических параметров коленчатого валаШейки шатунных и коренных подшипников коленчатого вала, как правило, отличаются по размерам. И те, и другие необходимо обмерять, проверяя на овальность и конусность (рис. 11.3).
Измерение овальности
Профиль шейки измеряется не менее чем в двух поперечных сечениях по ее длине. Измерение диаметра в каждом сечении производится через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами. В примере, показанном на рис. 11.4, производится всего шесть измерений. Расчет овальности шейки производится путем вычисления разницы между наибольшим и наименьшим результатами измерений.
Поперечное сечение А:
2,0000 – 1,9995 = 0,0005 дюйма;
Поперечное сечение Б:
2,0000 – 1,9989 = 0,0011 дюйма;
Но результатам измерений максимальная величина овальности выявлена в поперечном сечении А и составляет 0,0011 дюйма. Этот результат и следует
Рис. 11.3. Измерение овальности и конусности шатунной шейки коленчатого вала с помощью микрометра
использовать для сравнения с заводскими техническими требованиями с целью определения необходимости в механической обработке детали.
Измерение конусности
Для определения конусности шейки сравниваются диаметры, измеренные в поперечных сечениях А и Б под одинаковым углом, и вычисляется разность между ними. Например:
Поперечное Поперечное сечение А сечение Б
2,0000 – 2,0000 = 0,0000
1,9999 – 1,9999 = 0,0000
1,9995 – 1,9989 = 0,0006
Максимальная разность между результатами измерений составляет 0,0006 дюйма — она характеризует конусность шейки и сравнивается с заводскими техническими требованиями.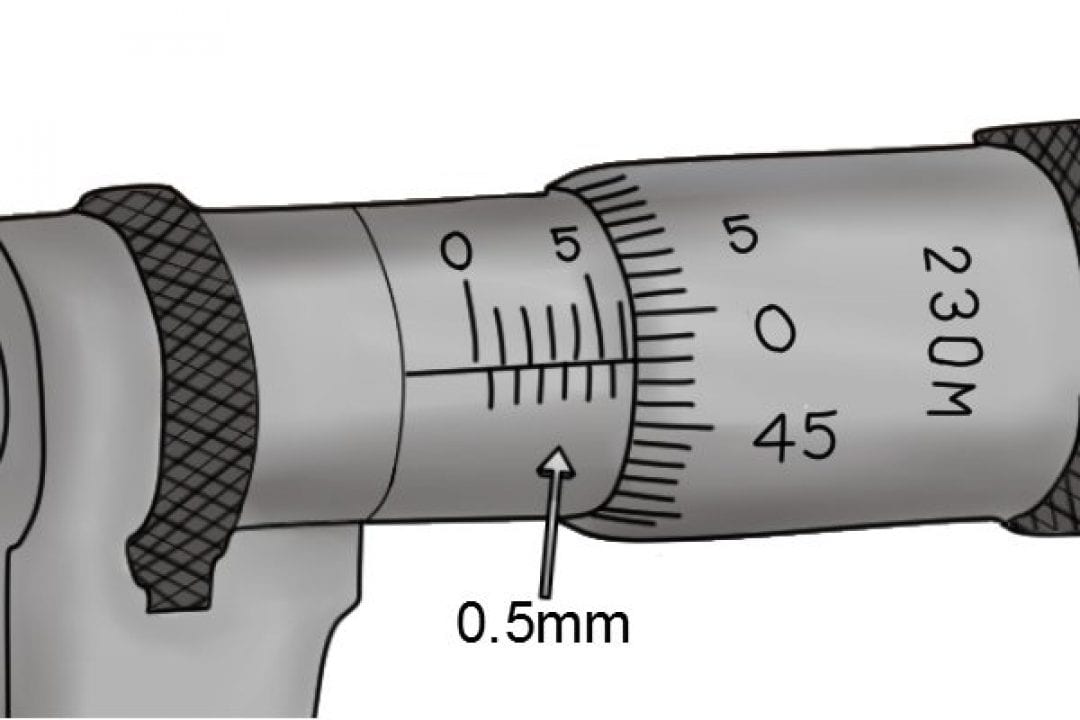
Рис. 11.4. Измерение геометрических параметров шейки коленчатого вала. Каждую шейку необходимо измерить не менее чем в шести позициях: в поперечном сечении А и поперечном сечении Б через каждые 120 градусов по периметру профиля шейки, под одинаковыми углами
Рис. 11.5. Овальность шейки распределительного вала определяется по результатам трех измерении в одном поперечном сечении шейки — через каждые 120 градусов по периметру профиля шейки
Измерение геометрических параметров распределительного валаШейки распределительного(ых) вала(ов) также проверяются на овальность и конусность путем измерения с помощью микрометра и сравнения результатов с техническими требованиями завода-изготовителя (рис. 11.5).
ПРИМЕЧАНИЕ
В двигателях с верхним расположением клапанов и нижним расположением распределительного вала шейки распределительного вала делаются часто с уменьшением диаметра по направлению к заднему концу двигателя. В двигателях с верхним расположением распределительного вала шеики распределительного вала имеют обычно одинаковый диаметр.
В двигателях с верхним расположением распределительного вала шеики распределительного вала имеют обычно одинаковый диаметр.
Высота вершин кулачков распределительного вала также измеряется с помощью микрометра, как показано на рис. 11.6, и сравнивается с заводскими техническими требованиями.
Рис. 11.6. Распределительный вал проверяется на степень изношенности путем измерения с помощью микрометра высоты вершин кулачков
Как пользоваться микрометром гладким — советы и рекомендации
Не случайно специалисты метрологических служб утверждают, что точность измерений — это гарантия качества изделий и безопасности их использования. Особенно это важно при производстве и ремонте техники, автомобилей, оборудования и деталей, когда размеры каждой заготовки должны строго соответствовать установленным нормативам. Контроль соблюдения допусков по размерам при изготовлении деталей в промышленности и в мастерских ведется с помощью специального прибора — микрометра. Используя его, можно определить толщину металлического листа, диаметр цилиндрической детали, длину заготовки и т.д. с точностью до десятых или даже сотых долей миллиметра. А чтобы не ошибиться, нужно знать, как правильно пользоваться микрометром. Все разновидности микрометров можно увидить в нашем каталоге, а также купить, отправив нам заявку. Сегодня расскажем о способе измерения микрометром гладким.
Используя его, можно определить толщину металлического листа, диаметр цилиндрической детали, длину заготовки и т.д. с точностью до десятых или даже сотых долей миллиметра. А чтобы не ошибиться, нужно знать, как правильно пользоваться микрометром. Все разновидности микрометров можно увидить в нашем каталоге, а также купить, отправив нам заявку. Сегодня расскажем о способе измерения микрометром гладким.
Введение прибора в эксплуатацию
Прежде чем приступать к измерениям, микрометр нужно подготовить к работе и узнать как пользоваться прибором. Для начала необходимо очистить его металлические детали от консервирующей смазки, которая была нанесена производителем для защиты от коррозии при хранении прибора.
После этого провести проверку и при необходимости сделать калибровку микрометра. Это очень ответственный этап, от которого зависит точность последующих измерений, а, следовательно, и качество готовых изделий.
Сначала делают установку значения на начало деления шкалы: на нуль — у микрометров с диапазоном измерения от 0 до 25 мм, на 25 мм — у моделей с диапазоном от 25 до 50 мм и т. д. Затем, смыкают до предела мерительные поверхности пятки и винта. У приборов с диапазоном измерения от 0 до 25 мм — смыкают до полного соприкосновения, у моделей с диапазоном от 25 до 50 мм — между пяткой и винтом зажимают специальный блок, длина которого равна 25 мм. После нужно убедиться, что скошенный край барабана установлен так, чтобы на основной шкале был виден штрих минимального деления (0, 25, 50, 75 мм и т.д., в зависимости от модели микрометра). При этом начальное деление круговой шкалы должно точно совпадать с горизонтальной линией на стебле прибора. Если все параметры совпали, Вы можете не сомневаться в точности измерений микрометра и приступить к его использованию.
д. Затем, смыкают до предела мерительные поверхности пятки и винта. У приборов с диапазоном измерения от 0 до 25 мм — смыкают до полного соприкосновения, у моделей с диапазоном от 25 до 50 мм — между пяткой и винтом зажимают специальный блок, длина которого равна 25 мм. После нужно убедиться, что скошенный край барабана установлен так, чтобы на основной шкале был виден штрих минимального деления (0, 25, 50, 75 мм и т.д., в зависимости от модели микрометра). При этом начальное деление круговой шкалы должно точно совпадать с горизонтальной линией на стебле прибора. Если все параметры совпали, Вы можете не сомневаться в точности измерений микрометра и приступить к его использованию.
Но случается, что деления не совпадают. В этом случае нужно отрегулировать механизм. Микровинт фиксируется специальным стопором, ослабляется накидная гайка, которая находится в основании трещотки — обеспечивается свободный ход корпуса барабана вокруг оси. Это позволяет совместить деление с минимальным значением на барабане с горизонтальной линией на стебле прибора. Затем, следует снова закрутить гайку, придерживая барабан. Завершающим этапом является повторная проверка. Убедившись в точности микрометра, можно приступать к измерениям, только так удастся получить верные данные.
Затем, следует снова закрутить гайку, придерживая барабан. Завершающим этапом является повторная проверка. Убедившись в точности микрометра, можно приступать к измерениям, только так удастся получить верные данные.
Измерения по всем правилам
Допустим, Вам нужно измерить какую либо деталь, чтобы подогнать его под необходимый размер. Сначала подготовьте деталь к измерениям: удалите с ее поверхности грязь, стружку, масло, протрите насухо чистой тканью. Так Вы снизите вероятность погрешности, которая может возникнуть при попадании мельчайших частиц между поверхностью изделия и губками микрометра.
Для вычисления линейного размера деталь нужно поместить между пяткой микрометра и винтом, потом подвинуть губку практически вплотную к поверхности детали, вращая рукоятку микрометрического винта. Убедитесь, что поверхности детали находятся параллельно поверхностям губок, после этого зафиксируйте ее до конца, провернув трещотку. После трех щелчков вращение трещотки нужно прекратить — так обеспечится плотное соприкосновение мерительных поверхностей с деталью и давление на винт не превысит допустимое (например, в 3 или 7 Н, в зависимости от типа устройства). Ведь слишком сильное воздействие может деформировать деталь, если она выполнена из мягкого металла, или же стать причиной поломки микрометра. Когда деталь надежно зажата и давление на нее оптимальное, можно считывать значения на шкале делений.
Ведь слишком сильное воздействие может деформировать деталь, если она выполнена из мягкого металла, или же стать причиной поломки микрометра. Когда деталь надежно зажата и давление на нее оптимальное, можно считывать значения на шкале делений.
Основное правило вычисления размера детали при проведении измерений микрометром заключается в том, что сначала отсчитывается целое число миллиметров, а затем — доли. Значение целых миллиметров нужно смотреть на неподвижной шкале: отсчитываем количество делений до края подвижной шкалы, например, получаем 22 мм. Чтобы вычислить доли, нужно посмотреть на подвижную шкалу, шаг делений которой может составлять 0,01 или 0,001 мм, в зависимости от модели микрометра. Устройства с шагом в 0,001мм позволяют получить наиболее точные данные, особенно это важно, если приходится работать с тончайшими металлическими пластинами, проводами и другими мелкими элементами. Итак, в месте совпадения горизонтальной линии неподвижной шкалы и деления подвижной шкалы будет число, например, 0,14 мм. Складываем целое число и доли (22+0,14мм), получаем длину измеряемой детали (22,14 мм).
Складываем целое число и доли (22+0,14мм), получаем длину измеряемой детали (22,14 мм).
Следует помнить! Полученное значение может отличаться от фактической длины детали на тысячные доли миллиметров, ведь у каждого прибора есть допустимый показатель погрешности, например, 0,002 или 0,001 мм. Чтобы его значение не превышало заводские параметры микрометра, нужно периодически делать проверку и калибровку прибора, которые были описаны выше.
Правильный уход — залог точных измерений
Независимо от того, какие измерения Вам приходится делать, сравнительные, совокупные, метрологические или контрольные, микрометр должен всегда быть готов к использованию. Поэтому очень важно поддерживать его в рабочем состоянии и знать как пользоваться микрометром.
После использования очищайте устройство от грязи и пыли, ведь очень часто приходится работать в условиях повышенной запыленности или когда при обработке деталей образуется металлическая стружка. Особенно тщательно очищайте мерительные поверхности губок, ведь по требованиям они должны сохранять свою первоначальную форму и гладкость, поэтому никакие абразивы не должны стать причиной их повреждения. Чтобы при хранении и транспортировке защитить измерительный прибор от ударов, лучше поместить его в специальный кейс.
Особенно тщательно очищайте мерительные поверхности губок, ведь по требованиям они должны сохранять свою первоначальную форму и гладкость, поэтому никакие абразивы не должны стать причиной их повреждения. Чтобы при хранении и транспортировке защитить измерительный прибор от ударов, лучше поместить его в специальный кейс.
Надеемся что наша статья будет вам полезна. Решив приобрести микрометр, смело отправляйте нам заявку, или позвоните по короткому номеру (351) 211-01-91.
С удовольствием проконсультируем по всем вопросам. Ваш “УралИнструментИмпЭкс”.
Микрометр
Микрометр (фиг. 563) состоит из следующих частей: скобы 7, пятки 1, стебля 5, микрометрического винта 2, барабана 3, трещотки 4 и стопора 6. Скоба является основной частью: к ней крепятся остальные части микрометра; пятка служит неподвижным упором при измерениях. Стебель представляет собой трубку, неподвижно соединенную со скобой; на стебле имеется шкала, которая состоит из риски, нанесенной вдоль образующей стебля, и штрихов, перпендикулярных к риске и нанесенных под ней и над ней. Штрихи под риской расположены через 1мм, над риской – точно в середине, между нижними штрихами. Следовательно, расстояние по направлению риски (образующей) между любым нижним штрихом и следующим за ним верхним штрихом равно 0,5 мм.
Штрихи под риской расположены через 1мм, над риской – точно в середине, между нижними штрихами. Следовательно, расстояние по направлению риски (образующей) между любым нижним штрихом и следующим за ним верхним штрихом равно 0,5 мм.
Конец микрометрического винта является подвижным упором. Стопор служит для зажима микрометрического винта в нужном положении. Барабан представляет собой муфту, надетую на стебель; левая часть его сточена на конус. Вся коническая поверхность барабана разделена на 50 равных частей штрихами, имеющими направление образующих конуса. За один полный оборот барабана микрометрический винт и вместе с ним барабан продвинутся по направлению оси на 0,5 мм, т. е. на одно расстояние между соседними нижним и верхним штрихами шкалы стебля; следовательно, при повороте барабана на одно деление скоса (на 1/50 часть полного оборота) микрометрический винт, а вместе с ним и барабан продвинутся вдоль оси на 1/50 часть от 0,5мм, т. е. на 0,01мм. Трещотка служит для ограничения давления микрометрического винта на измеряемую деталь.
е. на 0,01мм. Трещотка служит для ограничения давления микрометрического винта на измеряемую деталь.
Как пользоваться микрометром.
При измерениях микрометром деталь помещают между пяткой и микрометрическим винтом, затем поворачивают барабан с таким расчетом, чтобы микрометрический винт приблизился к детали, но не касался ее; дальнейшее продвижение микрометрического винта осуществляется поворотом трещотки до тех пор, пока не послышится характерное потрескивание, показывающее, что микрометрический винт достаточно плотно прижат к поверхности детали; тогда его застопоривают и читают получившееся значение размера.
Отсчет размера по микрометру производится так: определяют количество видимых под риской делений шкалы стебля и полученное число делений умножают на 1мм затем смотрят, не видно ли штриха над риской правее последнего нижнего штриха; если такой штрих виден, то это означает, что к полученному числу надо еще прибавить 0,5мм. Далее определяют, какой штрих на коническом скосе барабана совпадает с горизонтальной линией шкалы стебля; полученная цифра является количеством сотых долей миллиметра, которое прибавляют к ранее полученному числу миллиметров.
Размер, соответствующий положению барабана, изображенному на фиг. 564, а, следующий:
а) под риской четыре полных деления шкалы – 4 мм.
б) над риской не видно штриха правее нижнего правого штриха шкалы.
в) на скосе барабана совпадает с риской штрих 42-го деления – 0,42 мм.
Сложив показания шкал, получим полный размер, равный 4,42 мм.
Размер, соответствующий положению барабана, изображенному на фиг. 564, б, следующий:
а) под риской семь полных делений шкалы -7 мм
б) над риской виден штрих прлвее нижнего правого штриха шкалы – 0,5 мм\
в) на скосе барабана совпадает с риской штрих 26-го деления – 0,26 мм.
Сложив показания шкал, получим полный размер, равный 7,76 мм.
На фиг. 565, а показано измерение микрометром толщины пластины, а на фиг. 565, б – измерение диаметра стержня.
Изучите также: Угломер с нониусом…..
Смотри ещё про измерительный инструмент. ….
….
Как пользоваться микрометром
Как пользоваться микрометром
Микро́метр — универсальный инструмент (прибор), предназначенный для измерений линейных размеров абсолютным контактным методом в области малых размеров с высокой точностью (до 2 мкм), преобразовательным механизмом которого является микропара винт-гайка.
Рис. Микрометр с круговой шкалой для наружных измерений и диапазоном измерения 0 – 25 мм, с ценой деления 0,01 мм, показания шкалы соответствуют размеру 9,70 мм.
Первый патент на микрометр как самостоятельное измерительное средство был выдан Пальмеру (Jean-Louis Palmer) в 1848 году (Франция).
Действие
микрометра основано на перемещении
винта вдоль оси при вращении его в
неподвижной гайке. Перемещение
пропорционально углу поворота винта
вокруг оси. Полные обороты отсчитывают
по шкале, нанесённой на стебле микрометра,
а доли оборота — по круговой шкале,
нанесённой на барабане. Оптимальным
является перемещение винта в гайке лишь
на длину не более 25 мм из-за трудности
изготовления винта с точным шагом на
большей длине. Поэтому микрометр
изготовляют нескольких типоразмеров
для измерения длин от 0 до 25 мм, от 25 до
50 мм и т. д.
Перемещение
пропорционально углу поворота винта
вокруг оси. Полные обороты отсчитывают
по шкале, нанесённой на стебле микрометра,
а доли оборота — по круговой шкале,
нанесённой на барабане. Оптимальным
является перемещение винта в гайке лишь
на длину не более 25 мм из-за трудности
изготовления винта с точным шагом на
большей длине. Поэтому микрометр
изготовляют нескольких типоразмеров
для измерения длин от 0 до 25 мм, от 25 до
50 мм и т. д.
Теперь, как измерять и отсчитывать показания.
При
проведении измерений предмет (2) зажимается
между пяткой (1) и шпинделем микрометрического
винта (3). На поверхности стебля,
запрессованного в скобу (8) находятся
две штриховые шкалы (5). Они смещены
относительно друг друга на 0,5 мм и имеют
цену деления 1 мм. Барабан (7) вращается
вокруг круговой шкалы с ценой деления
0,01 мм, которая также располагается на
скосе барабана. Эта величина отсчёта
является наиболее распространённой,
но имеются микрометры с отсчётом 0,005,
0,002 и 0,001 мм. Микрометрический винт
может быть зафиксирован в любом положении
стопором (4). Винт оснащен механизмом –
трещоткой (6) для обеспечения постоянства
измерительного давления. При плотном
соприкосновении измерительных
поверхностей микрометра с поверхностью
измеряемой детали трещотка начинает
проворачиваться с лёгким треском, при
этом вращение микровинта следует
прекратить после двух-трёх щелчков.
Микрометрический винт
может быть зафиксирован в любом положении
стопором (4). Винт оснащен механизмом –
трещоткой (6) для обеспечения постоянства
измерительного давления. При плотном
соприкосновении измерительных
поверхностей микрометра с поверхностью
измеряемой детали трещотка начинает
проворачиваться с лёгким треском, при
этом вращение микровинта следует
прекратить после двух-трёх щелчков.
На
неподвижной части корпуса есть
миллиметровая шкала, которую барабан
закрывает или открывает при вращении.
Для микрометров с пределами измерений
от 0 до 25 мм при сомкнутых измерительных
плоскостях пятки и микрометрического
винта нулевой штрих шкалы барабана
должен точно совпадать с продольным
штрихом на стебле, а скошенный край
барабана — с нулевым штрихом шкалы
стебля. Один оборот барабана равен
полмиллиметра (барабан при этом открывает
половину деления неподвижной шкалы), а
цена одного деления на барабане – 0,01 мм.
Поэтому, при измерении детали сначала
отсчитывается целое число миллиметров,
а затем число на барабане, соответствующее
сотым долям миллиметра. (Не забыть, что
1 миллиметр барабан проходит за 2 оборота.)
(Не забыть, что
1 миллиметр барабан проходит за 2 оборота.)
Еще один виртуальный тренажер для проведения измерений микрометром. Для движения шпинделя в ту или иную сторону двигайте мышкой в соответствующую сторону барабан микрометра. Значение, которое появляется в скобках (), получается путем интерполяции. Человеческий глаз не имеет достаточной точности, чтобы определить измеряемое значение с такой точностью.
Порядок проведения измерений 1. Измеряемый предмет устанавливается между пяткой и микрометрическим винтом, при этом вращая барабан, устанавливают шпиндель очень близко от предмета.
Замечание. Держать инструмент следует левой рукой за изоляционную часть дуги, так чтобы тепло руки не меняло размер дуги и не нарушало точность измерений.
2. Шпиндель осторожно приближают до соприкосновения с измеряемым предметом;
Замечание. Крутите
против часовой стрелки (если смотреть
с торца, где нарезка) барабан прибора,
пока измеряемая деталь не зайдёт в зазор
между измерительными торцами. Затем
крутите по часовой стрелке до упора.
Затем
крутите по часовой стрелке до упора.
ВНИМАНИЕ! Закручивать надо только держа за нарезку на самом конце вращающегося барабана – тогда при упоре измерительных торцов в деталь эта часть барабана начнёт прокручиваться, издавая звук, как трещотка. Это значит, что измерительные торцы упёрлись в деталь и надо снимать показания. (Если крутить за большой барабан, то можно нечаянно перекрутить прибор и сорвать его.) Замечание. Для более точного определения размеров предмет следует закрепить.
3. Замеряем размер при помощи нониуса барабана в мм, который соответствует горизонтальному указательному штриху шкалы стебля. 4. Определяем общий размер замеряемого объекта.
5. Вращая барабан в обратном направлении, освободить предмет.
Измерение микрометрами – Энциклопедия по машиностроению XXL
На рис, 7.27 изображены два валика, диаметры которых при измерении микрометром оказались практически равными, но шероховатость (высота гребешков) на валике а больше, чем на б. [c.170]
[c.170]ПЯТКИ И винта конический край барабана совпадает с нулевым штрихом гильзы, а нулевой штрих шкалы барабана — с продольной чертой гильзы. Если нижний предел измерения микрометра отличен от нуля, то подобное совпадение нулевых штрихов соответствует расстоянию между измерительными поверхностями пятки и винта, равному этому нижнему пределу, к которому нужно добавлять отсчет, прочитанный по шкалам микрометра. [c.162]
Затраты времени на одну регулировку, состоящую в перемещении резца по нониусу или на глаз по углу поворота винта поперечной подачи или по углу поворота винта крепления резца, приняты равными одному измерению микрометром = 0,007 ч. [c.130]
Если предположить (как это сделано в некоторых примерах), что проверка регулировки состоит из одного измерения микрометром, то расход времени г на настройку окажется равным (в ч)
[c. 130]
130]
Слагаемые показатели эффективности вычисляются подстановкой заданных или ранее полученных коэффициентов в формулы гл. 6. Показатель затрат на регулировки R вычисляют в соответствии с (6.2) подстановкой = 400 шт. = 0,4 единицы продукции п = 1 Vg = ] — по условию = 0,014, так как включает по условию независимое измерение микрометром (0,007 ч) и регулировку (0,007 ч) = 0,001 (измерение калибром по условиям) Vj = [c.135]
Погрешность метода измерения зависит от погрешности показаний инструмента, погрешности образцовых мер, по которым производится установка инструмента, погрешности, вызываемой колебаниями температуры, погрешности, вызываемой приложением усилия при измерении (измерительным усилием) и т. д. Сочетание всех этих причин приводит к тому, что суммарная погрешность метода измерения может быть значительно больше точности отсчета и даже цены деления. Например, погрешность измерения микрометром, о котором обычно говорят, что он измеряет с точностью до 0,01 мм (цена деления), составляет от 0,012 до 0,035 мм в зависимости от величины измеряемого размера. В таблицах, приведенных в предыдущих параграфах, указаны предельные погрешности методов измерения, применительно к разным случаям использования приборов.
[c.33]
В таблицах, приведенных в предыдущих параграфах, указаны предельные погрешности методов измерения, применительно к разным случаям использования приборов.
[c.33]
По точности измерения микрометры разделяются на три класса точности О, 1 и 2. Прочие микрометрические инструменты изготовляются только I и 2 класса точности. В монтажном деле в производственной обстановке наиболее целесообразно применять инструменты 2 класса точности. Для отдельных очень точных проверок следует использовать инструменты 1 класса. [c.35]
Приступая к измерению Детали с помощью микрометрического инструмента, необходимо предварительно проверить нулевой отсчет. У гладких микрометров с пределом измерения до 25 мм это производится непосредственным контактированием измерительных плоскостей, У микрометров с пределом измерения свыше 25 мм проверка нулевого отсчета производится по установочной или плоскопараллельной концевой мере, размер которой равен нижнему пределу измерения микрометра. [c.54]
[c.54]
Суммарная погрешность зависит от предела измерения микрометра и цены деления рычажной части и колеблется (согласно ГОСТу) от 3 до 36 [c.78]
Размер 22,37 мм, измеренный микрометром, имеет предельную относительную погрешность [c.109]
При измерении микрометром расстояния между двумя изнашивающимися поверхностями одной и той же детали (напр. высоты поршневого кольца) результат определяет только суммарный износ равным образом при применении штихмаса или нутромера определяется износ цилиндра по диаметру, а не износ стенки по радиусу, что было бы более правильным. [c.199]
Пределы измерения микрометрами в мм………….. 0 — 25 0 — 25 [c.69]
В конструкциях рам необходимо предусматривать, чтобы крайние приливы кронштейнов под подшипники редукторных осей, входяш,их в ванну рамы, были расположены таким образом, чтобы можно было базу К (см. рис. 119). обработать совместно с поверхностью 6 основных пазов. При наличии этой базы размеры между осями этих пазов и соосность их редукторной части выдерживают непосредственным измерением микрометром или предельными скобами. Высота площадок выдерживается шаблонами от плоскости разъема.
[c.212]
119). обработать совместно с поверхностью 6 основных пазов. При наличии этой базы размеры между осями этих пазов и соосность их редукторной части выдерживают непосредственным измерением микрометром или предельными скобами. Высота площадок выдерживается шаблонами от плоскости разъема.
[c.212]
Пределы измерения микрометров, мм. ……. 0,7. [c.375]
Участок наружной цилиндрической пластины, стягивающий угол 1, который рассчитан на полный предел измерения микрометра, разделен штрихами, соответствующими минутам и долям минут поворота лимба. [c.170]
Износ посадочного места подшипника вала Измерение микрометром Износ шейки вала ие более 2 мм. Номинальный диаметр шейки вала 60 мм Произвести наплавку шейки вала до номинального размера. Механическая обработка [c.389]
Измерение овальности осуществляется любым прибором с двухточечной схемой измерения (микрометр, скоба). Овальность практически полностью выявляется, если произвести измерение диаметра в шести сечениях, равномерно расположенных по окружности. [c.144]
[c.144]
Закаленные шейки быстроходных валов в баббитовых подшипниках Износ незначителен и опреде ляется измерением микрометром 0,10 — 0,15 0,15— 0,20 0,20— 0.30 0,25 — 0.40 0,30— 0,50 [c.301]
Предельная погрешность измерения микрометрами (при настройке по установочной мере), находящегося при измерении в руках оператора, возрастает от 5 мкм (диапазон измерений до 25 мм) и до 50 мкм (диапазон измерений свыше 400 мм и до 500 мм). Если микрометр установлен в стойке, то может быть обеспечена погрешность измерения 5 мкм в диапазоне измерений до 100 мм и 10 мкм при измерении больших длин. [c.732]
Причем угол а или измеряется непосредственно -или рассчитывается по величине (измеренной микрометром) отклонения нити с оплавленным концом от первоначального положения (рис. 11,14). Этот метод довольно точен, так как погрешность метода определяется точностью измерения угла а. [c.52]
Причем угол а или измеряется непосредственно, или рассчитывается по величине (измеренной микрометром) отклонения нити с оплавленным концом от первоначального положения (рис.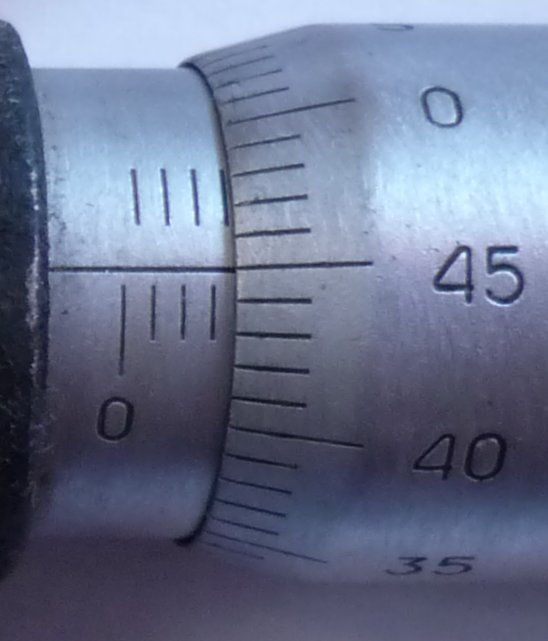 [c.83]
[c.83]
Установку на нуль микрометров с пределом измерения свыше 25 мм производят по плоско-параллельным концевым мерам длины — плиткам (см. стр. 60) или специальным калибрам, равным по длине нижнему,пределу измерения микрометра. Например, для проверки микрометра с пределом измерения от 25 до 50 мм применяют калибр длиной 25 мм. [c.52]
При измерениях микрометром изделие помещают между измерительными поверхностями — пяточной и торцом микрометрического [c.52]
Рассмотренные выше погрешности основных элементов микрометра в сумме не должны превышать погрешностей, регламентированных ГОСТом 6507-60. Эти погрешности находятся в пределах от 1,5 до 4,0 мк, в зависимости от верхних пределов измерения микрометров. [c.181]
Универсальные средства измерения (микрометры и др.) для измерения размера поверх роликов, закладываемых в диаме-трально-противоположные впадины между зубьями.
[c. 689]
689]
Расширение пределов измерения микрометров достигается вследствие изменения размеров скоб при неизменном микрометрическом устройстве. Продольное перемещение микрометрических винтов всех типов микрометрических инструментов за небольшим исключением (см. табл. II.2) равно 25 мм. Это объясняется сложностью изготовления более длинных винтов с необходимой точностью. Установка шкал микрометров с пределами измерения свыше 25 мм в нулевое положение осуществляется при помощи установочных шайб или концевых мер длины с размерами, равными нижним пределам измерения, т. е. начиная от 25 мм и выше с интервалом через 25 мм. [c.338]
Коленчатый вал не должен иметь трещин как на коренных и шатунных шейках, так и на щеках. Незначительные задиры на шейках могут быть зачищены бруском карборунда мелкой зернистости. В том случае, если риски очень глубокие или шейки, измеренные микрометром, имеют овальность более 0,05 мм, произвести шлифование шеек.
 Указанную операцию выполняют с учетом монтажного зазора и увеличенных ремонтных размеров вкладышей, поставляемых для замены.
[c.27]
Указанную операцию выполняют с учетом монтажного зазора и увеличенных ремонтных размеров вкладышей, поставляемых для замены.
[c.27]Износ шеек валов, шпинделей и осей замеряют штангенциркулем, а с большей точностью — микрометром. На ркс. 47, а показано измерение микрометром шейки коленчатого вала [c.98]
Точность измерения микрометром составляет 0,01 мм. [c.21]
Во избежание повреждения микровинта и сбоя нулевой установки барабана измерение микрометром следует проводить всегда, пользуясь трещоткой. [c.22]
Для определения толщины покрытий известны разнообразные способы -от простого измерения микрометром до применения сложных оптически. и магнитных приборов. Распространено определение толщины покрытий магнитными методами без нарушения целостности покрытия (толщиномерами типа ИТП-1, МИП-10, МТ-ЗОН и др.). Пршщип действия этих приборов основан на изменении силы протяжения мапптга к ферромагнитной подложке
[c. 116]
116]
Статконтроль обеспечивал то, что называют профилактикой брака. Здесь имеется в виду своевременное обнаружение грубых ошибок вследствие неправильного прочтения чертежа, забывчивости (например, выполнение детали из иного, чем задано, металла), невнимательности (ошибка на 0,5 мм при измерениях микрометром) и пр. [c.19]
Точное значение Oq какой-либо величины чаще всего бывает неизвестным, а в некоторых случаях существующим лишь условно (вал при измерении микрометром не всегда оказывается точно цилиндрическим под величиной его диаметра можно, например, условно считать среднее значение нескольких из.мере-ний). Поэтому в практике пользуются предельными абсолютными погрешностями (обозначение — Ед) и предельными относительными погрешностями (обозначение— соответствующими (с округлением в сторону увеличения) наибольшим возможным отклонениям ад от приближённого числа а. Таким образом [c.109]
Диапазон измерений микрометров, мм Пределы шагов резьб для наборов резьбовых вставок, мм Число пар вставок (призматических и конр ческих) в наборе
[c.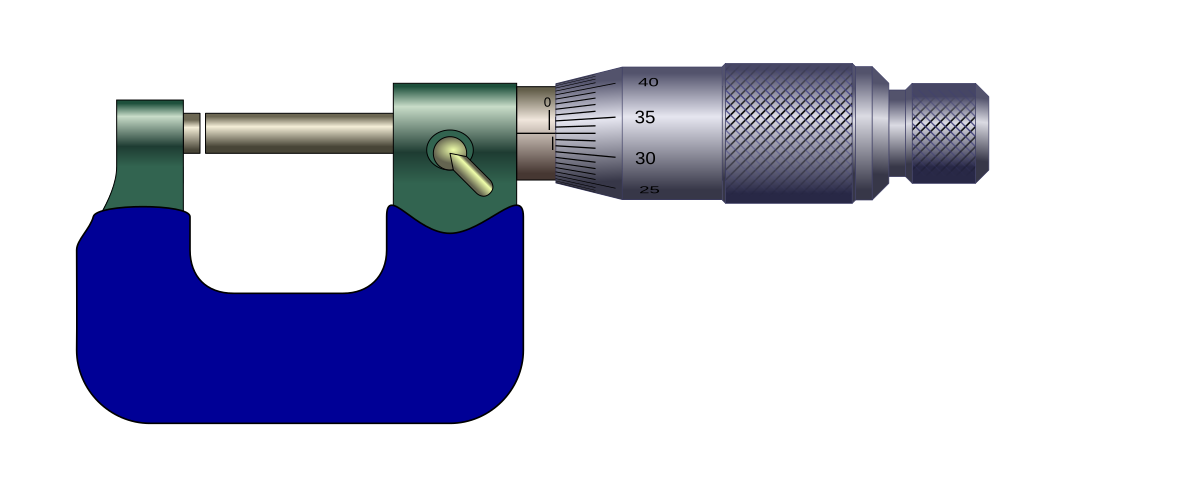 224]
224]
Развертка предназначена для снятия небольших припусков, поэтому из условий нагрузки на зуб можно было бы выбирать небольшое число зубьев, однако для получения чистой поверхности и точной геометрической формы отверстия следует делать значительное число зубьев с небольшим окружным шагом. Между-зубные канавки для стружки делаются небольшими, так как стружки образуется немнЬго. Число зубьев развертки следует брать четным, с тем чтобы обеспечить удобное измерение микрометром диаметра развертки. В табл. 24 приведены ориентировочные данный числа зубьев разверток. [c.278]
При измерении микрометром деталь помещают между мерительными поверхностями и, вращая трещотку, прижимают ее шнинделем к пятке. После того как трещотка начнет провертываться, издавая треск, шпиндель микрометра закрепляют зажимным кольцом и производят отсчет показаний. Целое число миллиметров отсчитывают по нижней шкале стебля, половины миллиметров — по верхней шкале, а сотые доли миллиметра — по шкал барабана.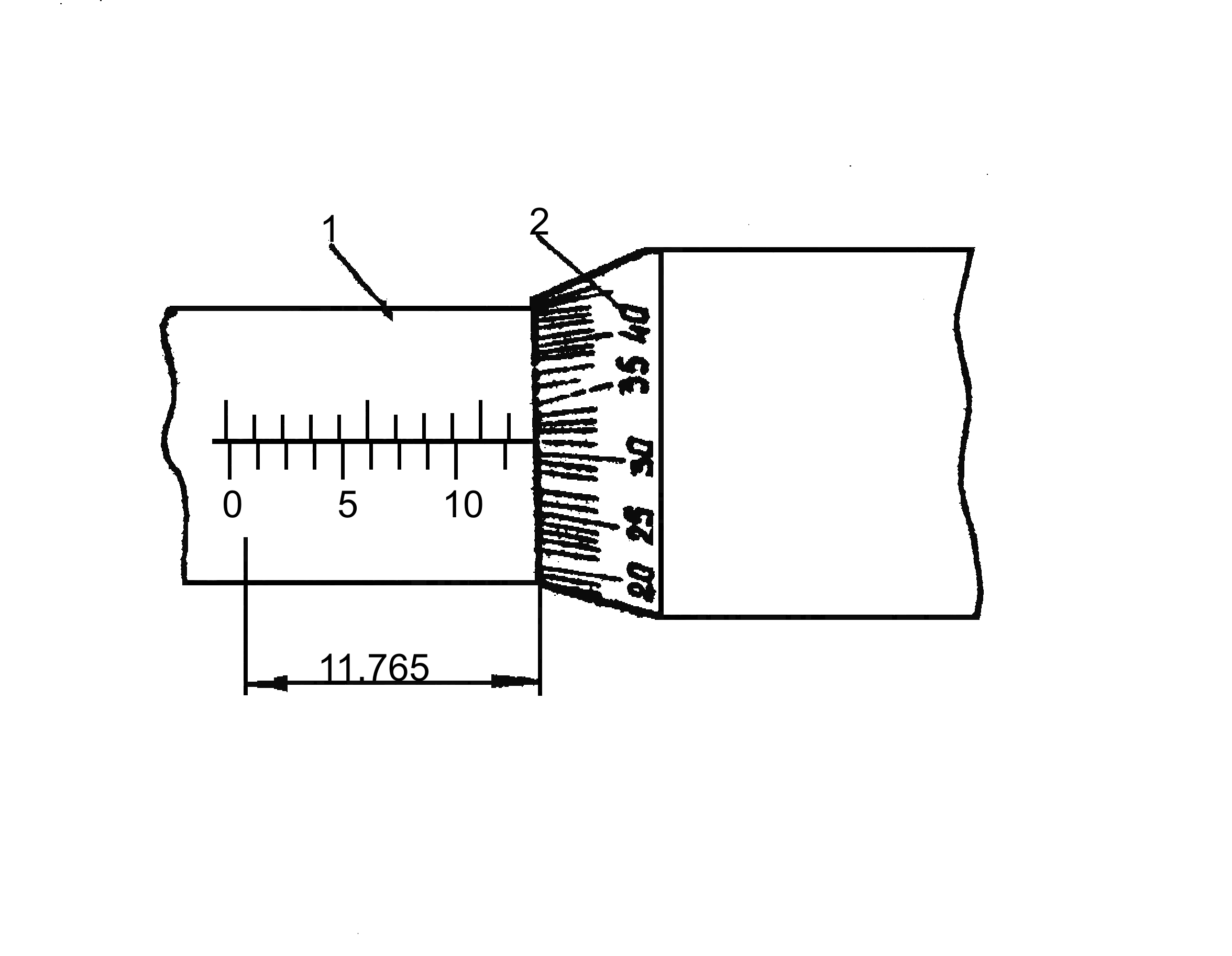 Число сотых долей миллиметра отсчитывают по делению шкалы барабана, совпадающему с продольной линией на втулке. Например, если на шкалах микрометра видно, что край барабана перешел седьмое деление, а сам барабан по отношению к продольной линии на стебле повернулся на 23 деления, значит 0,01×23=0,23 мм. Таким образом, полное показание шкал микрометра будет 7,23 мм.
[c.176]
Число сотых долей миллиметра отсчитывают по делению шкалы барабана, совпадающему с продольной линией на втулке. Например, если на шкалах микрометра видно, что край барабана перешел седьмое деление, а сам барабан по отношению к продольной линии на стебле повернулся на 23 деления, значит 0,01×23=0,23 мм. Таким образом, полное показание шкал микрометра будет 7,23 мм.
[c.176]
Для того, чтобы выдержать толщину металлизационного слоя 0,3 мм, в процессе металлизации производили измерения микрометром. С помощью выборочных проб контролировали металлизационный слой на проницаемость путем нанесения тиогликолевой кислоты. Места покрытия, имевшие толщину менее 0,3 мм, и неплотные места затем повторно металлизировали. Расход проволоки для металлизации указанной катушки составил 55 г. [c.92]
Как пользоваться микрометром
Год новичка: Набор инструментов инженера-стажера (часть 2)Серия технических блогов для инженеров-стажеров и инженеров начального уровня
« Что это за штука? »- спрашивает каждый, кто впервые видит микрометр. Кто может их винить, ведь это похоже на что-то из средневековой камеры пыток. И управлять им так же сложно. « Эта штука требует трех рук… и цифры не имеют смысла!» Итак, почему же тогда каждый опытный машинист клянется, что микрометр – лучший инструмент в их ящике для инструментов?
Кто может их винить, ведь это похоже на что-то из средневековой камеры пыток. И управлять им так же сложно. « Эта штука требует трех рук… и цифры не имеют смысла!» Итак, почему же тогда каждый опытный машинист клянется, что микрометр – лучший инструмент в их ящике для инструментов?
Микрометр – это простой и точный способ измерения с помощью ручного инструмента.Он может легко и надежно измерять объекты с точностью до 0,001 дюйма. Несмотря на все ваши негативные мысли, каждый инженер и машинист знакомится с микрометром. Большинство компаний ожидают, что стажеры уже понимают, как их использовать. Предлагаем вам краткий урок по микрометрам, который поможет вам оставаться впереди всех остальных.
1. Что такое микрометр? Микрометр – это высокоточный прибор для измерения различных объектов. Он работает путем измерения расстояния между жестким упором (опорой) и подвижной поверхностью (шпинделем).Когда наперсток поворачивается, он перемещает шпиндель ближе или дальше от наковальни. Для проведения измерения объект помещается между наковальней и шпинделем, а наперсток вращается до тех пор, пока объект не будет осторожно зажат между двумя поверхностями. После того, как объект зажат, считывается шкала и выводится десятичное значение. * Например, 0,165 дюйма или 4,19 мм
Для проведения измерения объект помещается между наковальней и шпинделем, а наперсток вращается до тех пор, пока объект не будет осторожно зажат между двумя поверхностями. После того, как объект зажат, считывается шкала и выводится десятичное значение. * Например, 0,165 дюйма или 4,19 мм
Основная анатомия микрометра очень проста.В раме микрометра находятся все компоненты, которые не двигаются относительно шпинделя. Это включает в себя опору, контргайку и втулку. Наковальня – это точная отшлифованная плоская поверхность, которая действует как ориентир. Стопорная гайка – это просто гайка на четверть оборота, которая блокирует шпиндель от вращения. Втулка содержит шкалу, которая используется для определения размера, и внутреннюю резьбу, позволяющую шпинделю двигаться.
Движущиеся части состоят из шпинделя, гильзы и храпового механизма.Как и наковальня, шпиндель имеет точную шлифованную измерительную поверхность на плоскости цилиндра. Наперсток действует как головка болта. Когда вы поворачиваете головку, она перемещает затвор вперед или назад. Трещотка – это механизм, гарантирующий, что шпиндель не зажмет объект слишком сильно, что приведет к ложным показаниям.
Наперсток действует как головка болта. Когда вы поворачиваете головку, она перемещает затвор вперед или назад. Трещотка – это механизм, гарантирующий, что шпиндель не зажмет объект слишком сильно, что приведет к ложным показаниям.
То, как вы держите и используете микрометр, сразу же подскажет ветерану, знаете ли вы, что делаете, или не знаете.Новичкам обычно нужна третья рука и они чрезмерно возятся, чтобы измерить. Старый профессионал может использовать микрометр в одной руке и держать предмет для измерения в другой, см. Рис. 3. Правильный способ использования микрометра – это держать его в доминирующей руке. Возьмитесь за наперсток большим и указательным пальцами. Приложите С-образную форму оправы к ладони. Наконец, частично оберните мизинец или безымянный палец внутри рамки. Держите измеряемый объект не доминирующей рукой.
Советы:
+ Поддерживайте вес микрометра в ладони, чтобы можно было крутить наперсток или трещотку, потирая большим и указательным пальцами.
+ Не вставляйте мизинец или безымянный палец в рамку настолько, чтобы не мешать измеряемому объекту.
+ Не закрывайте рукав ладонью, иначе вы не сможете увидеть размер.
4. Шкала микрометра.На рукаве микрометра выгравирована шкала.Эта шкала содержит длинную линию, проходящую по всей длине гильзы микрометра (базовая линия). На рисунке 4 эта линия выделена желтым цветом. Цифры на шкале соответствуют тому, насколько далеко шпиндель находится от наковальни. Ноль на шкале соответствует касанию шпинделя наковальни (т. Е. Нулевому расстоянию между поверхностями). Микрометр обычно устанавливается только для английских или метрических единиц. На английских микрометрах каждая черта на этой шкале представляет 0,025² (25 тысячных дюйма).Большие числа представляют 0,100² (100 тысячных долей дюйма).
На шпинделе также имеется шкала по окружности, каждая из этих линий выделена зеленым на рисунке 4. Каждая линия на этой шкале представляет 0,001² (1 тысячную долю дюйма). Вдоль шпинделя 25 таких линий. Когда шпиндель вращается, он будет показывать большую или меньшую часть базовой линии. Один оборот шпинделя соответствует 0,025² или одной линии на базовой линии. Следовательно, один оборот шпинделя либо покажет, либо скроет одну черту на базовой линии.
Вдоль шпинделя 25 таких линий. Когда шпиндель вращается, он будет показывать большую или меньшую часть базовой линии. Один оборот шпинделя соответствует 0,025² или одной линии на базовой линии. Следовательно, один оборот шпинделя либо покажет, либо скроет одну черту на базовой линии.
Для измерения на микрометре объект осторожно зажимают между опорой и шпинделем. После очень легкого защемления пользователь поворачивает храповик до щелчка один или два раза. Это гарантирует, что приложено нужное натяжение. Предмет следует держать достаточно твердо, чтобы он не выпал из микрометра под собственным весом, но при этом достаточно осторожно, чтобы он мог легко соскользнуть, если его схватить. При необходимости пользователь может наложить стопорную гайку, чтобы предотвратить затяжку или ослабление шпинделя во время интерпретации измерения.
6. Считывание измерения.
Затем пользователь смотрит на линии на шпинделе и находит, какие отметки совпадают с базовой линией. Эта линия, выделенная красной стрелкой на Рисунке 4, является измерением.
Эта линия, выделенная красной стрелкой на Рисунке 4, является измерением.
Для интерпретации измерения требуется некоторая математика в уме:
+ Считайте наибольшее число, указанное на опорной линии. На рисунке 4 все еще видна цифра 3. Это соответствует 0,300 дюйма.
+ Подсчитайте количество штрихов на базовой линии между последним большим числом и шпинделем. На Рисунке 4 видна 1 линия, представляющая 0,025 дюйма.
+ Считайте число на шпинделе, которое выровнено по базовой линии. Это строка, выделенная красной стрелкой. Поскольку каждая строка равна 0,001², выделенная строка на рисунке читается как .016²
.+ Наконец, сложите эти три числа вместе, чтобы получить окончательное измерение:
Пример: .300² +.025² + .016² = .341²
7. Образцы измерений. Написал: Шон Деррик – инженер по разработке продукта |
Шон имеет степень бакалавра наук. в инженерном проектировании и M.S. Имеет степень магистра в области машиностроения в Университете Западного Мичигана. Он имеет более чем 7-летний опыт разработки продуктов в различных отраслях, от медицины, автомобилестроения, мебели, потребительских товаров и обороны. Шон увлекается пешим туризмом, альпинизмом, лыжным спортом, фильмами и занимается со степенью доктора философии.Буду в свободное время.
в инженерном проектировании и M.S. Имеет степень магистра в области машиностроения в Университете Западного Мичигана. Он имеет более чем 7-летний опыт разработки продуктов в различных отраслях, от медицины, автомобилестроения, мебели, потребительских товаров и обороны. Шон увлекается пешим туризмом, альпинизмом, лыжным спортом, фильмами и занимается со степенью доктора философии.Буду в свободное время.
Что измеряет микрометр?
Что измеряет микрометр?
Микрометр – это инструмент, используемый для точного измерения очень маленьких объектов. Микрометр может измерять глубину, длину и толщину любого объекта, который помещается между его опорой и шпинделем. Он обычно используется в машиностроении и механической обработке.
Значение
В зависимости от типа доступного микрометра можно измерить различные расстояния.Например, микрометром можно измерить толщину проволоки или листа бумаги. Он может измерять диаметр отверстия, длину поверхности гвоздя или глубину прорези. Стандартные микрометры позволяют измерять объекты длиной / глубиной / толщиной менее одного дюйма.
Стандартные микрометры позволяют измерять объекты длиной / глубиной / толщиной менее одного дюйма.
Типы
Для измерения расстояния определенного типа требуется микрометр правильного типа. Для измерения толщины объекта используется внешний микрометр. Эти распространенные инструменты также известны как штангенциркуль микрометра.Внешними микрометрами можно измерять провода, сферы и блоки. Внутренние микрометры делают обратное, измеряя расстояние внутри чего-то вроде диаметра отверстия. Если отверстие не имеет идеального круглого поперечного сечения, можно использовать микрометр для внутреннего диаметра. Трубные микрометры измеряют толщину трубки, а глубинные микрометры измеряют глубину прорези или ступеньки.
Потенциал
Каждый микрометр может быть оснащен специализированным оборудованием для решения конкретных задач. Поскольку они захватывают измеряемый объект, наковальни и наконечники шпинделя чаще всего настраиваются для особых ситуаций. Некоторые микрометры будут иметь несколько наковален для более точного измерения. Наковальня может иметь форму диска или V-образной формы, или быть частью винтовой резьбы. Некоторые микрометры поставляются со сменными наковальнями, что позволяет выполнять различные типы измерений.
Некоторые микрометры будут иметь несколько наковален для более точного измерения. Наковальня может иметь форму диска или V-образной формы, или быть частью винтовой резьбы. Некоторые микрометры поставляются со сменными наковальнями, что позволяет выполнять различные типы измерений.
Функция
Для измерения с использованием внешнего микрометра объект помещают заподлицо с наковальней штангенциркуля микрометра. Наперсток поворачивают другой рукой, перемещая шпиндель ближе к наковальне, пока он не перестанет двигаться дальше.Когда объект закреплен между наковальней и шпинделем, микрометр блокируется, так что измерение может быть считано и записано точно. Стандартный однодюймовый микрометр имеет отметку 0,001 дюйма с точностью +/- 0,0001 дюйма.
Соображения
Микрометр также известен как микрометрический винтовой калибр. Винт – это сердце микрометра, но его не видно из-за его расположения в корпусе прибора. Точность формы резьбы винта определяет точность микрометра. Резьба винта – это просто выступы, которые ощущаются при прикосновении к винту. Резьба представляет собой спиральную структуру, движущуюся вверх по винту, преобразующую крутящий момент в линейную силу.
Резьба винта – это просто выступы, которые ощущаются при прикосновении к винту. Резьба представляет собой спиральную структуру, движущуюся вверх по винту, преобразующую крутящий момент в линейную силу.
микрометров | Твердосплавный и алмазный инструмент
- На главную
- Прецизионные измерительные инструменты
- Микрометры
Микрометры, аксессуары, шарик, лезвие, тип штангенциркуля, банка, диск, внутри снаружи, глубокое горло, глубина, цифровой, электронный, канавка, головки, ступица, дюйм, индикация, сменная наковальня, механический цифровой, метрический, стойки для микрометров, мульти -Прецизионная наковальня, прецизионный шлиц, винтовая резьба, резьбовая проволока, трубки, универсальная наковальня, проволока
Быстрый просмотр 58 долларов США. 88CAD
88CAD
Наличие В наличии
Быстрый просмотр809,08 канадских долларов
Наличие В наличии
Быстрый просмотр561,08 канадских долларов
Наличие В наличии
Быстрый просмотр286,78 канадских долларов
Наличие В наличии
Быстрый просмотр157,33 канадских долларов
Наличие В наличии
Быстрый просмотр156,53 канадских долларов
Наличие В наличии
Быстрый просмотр48 долларов.03CAD
Наличие: Есть в наличии
Быстрый просмотр1235,33 канадских долларов
В наличии
Быстрый просмотр80,58 канадских долларов
Наличие В наличии
Быстрый просмотр9,28 канадских долларов
Наличие В наличии
Быстрый просмотр24,78 канадских долларов
Наличие В наличии
Основные типы Штангенциркуль с большим микрометром. Еще один крупный микрометр. На верхнем изображении показаны три наиболее распространенных типа микрометров; названия основаны на их применении: Внешний микрометр (он же микрометрический штангенциркуль), обычно используемый для измерения проводов, сфер, валов и блоков.Внутренний микрометр, используемый для измерения диаметра отверстий. Глубинный микрометр, измеряет глубину прорезей и ступенек. Специализированные типы Каждый тип штангенциркуля микрометра может быть оснащен специальными упорами и наконечниками шпинделя для конкретных измерительных задач. Например, наковальня может иметь форму сегмента винтовой резьбы, V-образного блока или большого диска. Универсальные наборы микрометров поставляются со сменными наковальнями, такими как плоские, сферические, шлицевые, дисковые, лезвия, острие и острие.Термин универсальный микрометр может также относиться к типу микрометра, корпус которого имеет модульные компоненты, позволяя одному микрометру работать как внешний микрофон, глубинный микрофон, шаговый микрофон и т.
Еще один крупный микрометр. На верхнем изображении показаны три наиболее распространенных типа микрометров; названия основаны на их применении: Внешний микрометр (он же микрометрический штангенциркуль), обычно используемый для измерения проводов, сфер, валов и блоков.Внутренний микрометр, используемый для измерения диаметра отверстий. Глубинный микрометр, измеряет глубину прорезей и ступенек. Специализированные типы Каждый тип штангенциркуля микрометра может быть оснащен специальными упорами и наконечниками шпинделя для конкретных измерительных задач. Например, наковальня может иметь форму сегмента винтовой резьбы, V-образного блока или большого диска. Универсальные наборы микрометров поставляются со сменными наковальнями, такими как плоские, сферические, шлицевые, дисковые, лезвия, острие и острие.Термин универсальный микрометр может также относиться к типу микрометра, корпус которого имеет модульные компоненты, позволяя одному микрометру работать как внешний микрофон, глубинный микрофон, шаговый микрофон и т.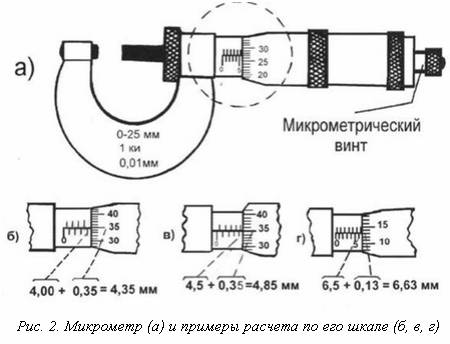 Д. (Часто известный под торговыми марками Mul-T-Anvil и Uni- Майк). Лезвие-микрометры имеют соответствующий набор узких наконечников (лезвий). Они позволяют, например, измерить узкую канавку под уплотнительное кольцо. Микрометры среднего диаметра (также известные как резьбовые микрофоны) имеют соответствующий набор наконечников в форме резьбы для измерения среднего диаметра резьбы винта.У предельных микрофонов есть две наковальни и два шпинделя, они используются как манометр. Проверяемая деталь должна проходить через первый зазор и должна останавливаться во втором зазоре, чтобы соответствовать спецификации. Два зазора точно отражают верхнюю и нижнюю границы диапазона допуска. Микрометр для внутреннего диаметра, обычно это головка с тремя наковальнями на базе микрометра, используемая для точного измерения внутреннего диаметра. Трубчатые микрометры имеют цилиндрическую опору, расположенную перпендикулярно шпинделю, и используются для измерения толщины трубок.Упоры для микрометров – это головки микрометров, которые устанавливаются на столе ручного фрезерного станка, станины токарного станка или другого станка вместо простых упоров.
Д. (Часто известный под торговыми марками Mul-T-Anvil и Uni- Майк). Лезвие-микрометры имеют соответствующий набор узких наконечников (лезвий). Они позволяют, например, измерить узкую канавку под уплотнительное кольцо. Микрометры среднего диаметра (также известные как резьбовые микрофоны) имеют соответствующий набор наконечников в форме резьбы для измерения среднего диаметра резьбы винта.У предельных микрофонов есть две наковальни и два шпинделя, они используются как манометр. Проверяемая деталь должна проходить через первый зазор и должна останавливаться во втором зазоре, чтобы соответствовать спецификации. Два зазора точно отражают верхнюю и нижнюю границы диапазона допуска. Микрометр для внутреннего диаметра, обычно это головка с тремя наковальнями на базе микрометра, используемая для точного измерения внутреннего диаметра. Трубчатые микрометры имеют цилиндрическую опору, расположенную перпендикулярно шпинделю, и используются для измерения толщины трубок.Упоры для микрометров – это головки микрометров, которые устанавливаются на столе ручного фрезерного станка, станины токарного станка или другого станка вместо простых упоров. Они помогают оператору точно позиционировать стол или каретку. Остановки также могут использоваться для приведения в действие механизмов отключения или концевых выключателей для остановки автоматической системы подачи. Шариковые микрометры имеют шаровидные (сферические) наковальни. Они могут иметь одну плоскую и одну шариковую наковальню, и в этом случае они используются для измерения толщины стенки трубы, расстояния от отверстия до края и других расстояний, когда одна наковальня должна быть помещена на закругленную поверхность.По своему применению они отличаются от трубчатых микрометров тем, что их можно использовать для измерения по закругленным поверхностям, которые не являются трубками, но шаровая наковальня также может не поместиться в трубки меньшего размера так же легко, как трубчатый микрометр. Шариковые микрометры с парой шариков могут использоваться, когда желателен контакт по одной касательной с обеих сторон. Наиболее распространенный пример – измерение среднего диаметра резьбы винта (что также выполняется с помощью конических наковальней или трехпроводного метода, последний из которых использует геометрию, аналогичную подходу с парой шариков).
Они помогают оператору точно позиционировать стол или каретку. Остановки также могут использоваться для приведения в действие механизмов отключения или концевых выключателей для остановки автоматической системы подачи. Шариковые микрометры имеют шаровидные (сферические) наковальни. Они могут иметь одну плоскую и одну шариковую наковальню, и в этом случае они используются для измерения толщины стенки трубы, расстояния от отверстия до края и других расстояний, когда одна наковальня должна быть помещена на закругленную поверхность.По своему применению они отличаются от трубчатых микрометров тем, что их можно использовать для измерения по закругленным поверхностям, которые не являются трубками, но шаровая наковальня также может не поместиться в трубки меньшего размера так же легко, как трубчатый микрометр. Шариковые микрометры с парой шариков могут использоваться, когда желателен контакт по одной касательной с обеих сторон. Наиболее распространенный пример – измерение среднего диаметра резьбы винта (что также выполняется с помощью конических наковальней или трехпроводного метода, последний из которых использует геометрию, аналогичную подходу с парой шариков). Настольные микрометры – это инструменты для контроля, точность и точность которых составляет около половины микрометра (20 миллионных долей дюйма, «пятая часть десятой» на жаргоне машинистов), а повторяемость которых составляет около четверти микрометра («десятая часть десятой»). ). Примером может служить торговая марка Pratt & Whitney Supermicrometer. Цифровые микрофоны – это микрофоны с механическими цифрами, которые переворачиваются. Цифровые микрофоны – это микрофоны, использующие кодировщик для определения расстояния и отображения результата на цифровом экране. V-микрофоны – это внешние микрофоны с небольшим V-образным блоком для наковальни.Они полезны для измерения диаметра круга по трем точкам, равномерно распределенным вокруг него (по сравнению с двумя точками стандартного внешнего микрометра). Примером, когда это необходимо, является измерение диаметра концевых фрез с 3 зубьями и спиральных сверл. Анимация принципов работы микрометра, используемого для измерения объекта (черный) длиной = 4,14 мм.
Настольные микрометры – это инструменты для контроля, точность и точность которых составляет около половины микрометра (20 миллионных долей дюйма, «пятая часть десятой» на жаргоне машинистов), а повторяемость которых составляет около четверти микрометра («десятая часть десятой»). ). Примером может служить торговая марка Pratt & Whitney Supermicrometer. Цифровые микрофоны – это микрофоны с механическими цифрами, которые переворачиваются. Цифровые микрофоны – это микрофоны, использующие кодировщик для определения расстояния и отображения результата на цифровом экране. V-микрофоны – это внешние микрофоны с небольшим V-образным блоком для наковальни.Они полезны для измерения диаметра круга по трем точкам, равномерно распределенным вокруг него (по сравнению с двумя точками стандартного внешнего микрометра). Примером, когда это необходимо, является измерение диаметра концевых фрез с 3 зубьями и спиральных сверл. Анимация принципов работы микрометра, используемого для измерения объекта (черный) длиной = 4,14 мм. Микрометры используют принцип винта для увеличения малых расстояний (которые слишком малы для непосредственного измерения) до больших вращений винта, которые достаточно велики для читать по шкале.Точность микрометра зависит от точности формы резьбы, которая лежит в его основе. В некоторых случаях это винт дифференциала. Основные принципы работы микрометра заключаются в следующем: количество вращения точно сделанного винта может быть прямо и точно соотнесено с определенной величиной осевого перемещения (и наоборот) через постоянную величину, известную как шаг винта (/ ‘ li? d /). Шаг винта – это расстояние, на которое он перемещается вперед в осевом направлении за один полный оборот (360 °). (В большинстве резьб [то есть во всех однозаходных резьбах] шаг и шаг относятся, по сути, к одному и тому же понятию.) При соответствующем шаге и большом диаметре винта заданная величина осевого перемещения будет усилена в результирующем круговом движении. Например, если шаг винта составляет 1 мм, но наибольший диаметр (в данном случае внешний диаметр) составляет 10 мм, тогда окружность винта составляет 10p, или около 31,4 мм.
Микрометры используют принцип винта для увеличения малых расстояний (которые слишком малы для непосредственного измерения) до больших вращений винта, которые достаточно велики для читать по шкале.Точность микрометра зависит от точности формы резьбы, которая лежит в его основе. В некоторых случаях это винт дифференциала. Основные принципы работы микрометра заключаются в следующем: количество вращения точно сделанного винта может быть прямо и точно соотнесено с определенной величиной осевого перемещения (и наоборот) через постоянную величину, известную как шаг винта (/ ‘ li? d /). Шаг винта – это расстояние, на которое он перемещается вперед в осевом направлении за один полный оборот (360 °). (В большинстве резьб [то есть во всех однозаходных резьбах] шаг и шаг относятся, по сути, к одному и тому же понятию.) При соответствующем шаге и большом диаметре винта заданная величина осевого перемещения будет усилена в результирующем круговом движении. Например, если шаг винта составляет 1 мм, но наибольший диаметр (в данном случае внешний диаметр) составляет 10 мм, тогда окружность винта составляет 10p, или около 31,4 мм. Следовательно, осевое перемещение на 1 мм усиливается (увеличивается) до кругового перемещения 31,4 мм. Это усиление позволяет коррелировать небольшую разницу в размерах двух одинаковых измеряемых объектов с большей разницей в положении наконечника микрометра.В некоторых микрометрах даже большая точность достигается за счет использования дифференциального винтового регулятора, позволяющего перемещать наперсток с гораздо меньшими приращениями, чем позволяла бы одна резьба. В аналоговых микрометрах классического типа положение наконечника считывается непосредственно по отметкам шкалы на наконечнике и стержне. Часто используется нониусная шкала, которая позволяет считывать положение с точностью до доли наименьшей отметки шкалы. В цифровых микрометрах электронный индикатор отображает длину в цифровом виде на ЖК-дисплее прибора.Существуют также версии с механической цифрой, такие как автомобильные одометры, в которых числа «переворачиваются». Детали Детали штангенциркуля микрометра с маркировкой.
Следовательно, осевое перемещение на 1 мм усиливается (увеличивается) до кругового перемещения 31,4 мм. Это усиление позволяет коррелировать небольшую разницу в размерах двух одинаковых измеряемых объектов с большей разницей в положении наконечника микрометра.В некоторых микрометрах даже большая точность достигается за счет использования дифференциального винтового регулятора, позволяющего перемещать наперсток с гораздо меньшими приращениями, чем позволяла бы одна резьба. В аналоговых микрометрах классического типа положение наконечника считывается непосредственно по отметкам шкалы на наконечнике и стержне. Часто используется нониусная шкала, которая позволяет считывать положение с точностью до доли наименьшей отметки шкалы. В цифровых микрометрах электронный индикатор отображает длину в цифровом виде на ЖК-дисплее прибора.Существуют также версии с механической цифрой, такие как автомобильные одометры, в которых числа «переворачиваются». Детали Детали штангенциркуля микрометра с маркировкой. (Обратите также внимание на то, что прямо на рамке этого микрометра с дюймовой шкалой напечатана удобная таблица эквивалентов десятичной дроби.) Микрометр состоит из: Рамки С-образного корпуса, который удерживает наковальню и ствол в постоянном отношении друг к другу. . Он толстый, потому что должен минимизировать сгибание, расширение и сжатие, которые могут исказить измерение.Рама тяжелая и, следовательно, имеет высокую тепловую массу, чтобы предотвратить существенный нагрев рукой / пальцами, удерживающими ее. Его часто покрывают изолирующими пластиковыми пластинами, которые дополнительно уменьшают теплопередачу. Пояснение: если вы держите раму достаточно долго, чтобы она нагрелась на 10 ° C, то увеличение длины любого линейного отрезка стали 10 см будет на величину 1/100 мм. Для микрометров это типичный диапазон точности. Микрометры обычно имеют заданную температуру, при которой измерение является правильным (часто 20 ° C [68 ° F], что обычно считается «комнатной температурой» в комнате с HVAC).
(Обратите также внимание на то, что прямо на рамке этого микрометра с дюймовой шкалой напечатана удобная таблица эквивалентов десятичной дроби.) Микрометр состоит из: Рамки С-образного корпуса, который удерживает наковальню и ствол в постоянном отношении друг к другу. . Он толстый, потому что должен минимизировать сгибание, расширение и сжатие, которые могут исказить измерение.Рама тяжелая и, следовательно, имеет высокую тепловую массу, чтобы предотвратить существенный нагрев рукой / пальцами, удерживающими ее. Его часто покрывают изолирующими пластиковыми пластинами, которые дополнительно уменьшают теплопередачу. Пояснение: если вы держите раму достаточно долго, чтобы она нагрелась на 10 ° C, то увеличение длины любого линейного отрезка стали 10 см будет на величину 1/100 мм. Для микрометров это типичный диапазон точности. Микрометры обычно имеют заданную температуру, при которой измерение является правильным (часто 20 ° C [68 ° F], что обычно считается «комнатной температурой» в комнате с HVAC). В инструментальных цехах обычно поддерживается температура 20 ° C [68 ° F]. Наковальня Блестящая часть, к которой движется шпиндель и на которую опирается образец. Гильза / ствол / ложа Неподвижная круглая деталь с линейной шкалой на ней. Иногда нониусная маркировка. Стопорная гайка / стопорное кольцо / фиксатор наперстка. Рифленая часть (или рычаг), которую можно затянуть, чтобы удерживать шпиндель в неподвижном состоянии, например, при кратковременном измерении. Винт (не виден) Сердце микрометра, как описано в разделе «Принципы работы». Он находится внутри бочки.(Неудивительно, что обычное название устройства на немецком языке – Messschraube, буквально «мерный винт».) Шпиндель Блестящая цилиндрическая часть, которую наперсток заставляет двигаться к наковальне. Наперсток Часть, которую поворачивает большой палец. Градуированная маркировка. Ограничитель с храповым механизмом (не показан на рисунке) Устройство на конце рукоятки, ограничивающее приложенное давление за счет скольжения с калиброванным крутящим моментом.
В инструментальных цехах обычно поддерживается температура 20 ° C [68 ° F]. Наковальня Блестящая часть, к которой движется шпиндель и на которую опирается образец. Гильза / ствол / ложа Неподвижная круглая деталь с линейной шкалой на ней. Иногда нониусная маркировка. Стопорная гайка / стопорное кольцо / фиксатор наперстка. Рифленая часть (или рычаг), которую можно затянуть, чтобы удерживать шпиндель в неподвижном состоянии, например, при кратковременном измерении. Винт (не виден) Сердце микрометра, как описано в разделе «Принципы работы». Он находится внутри бочки.(Неудивительно, что обычное название устройства на немецком языке – Messschraube, буквально «мерный винт».) Шпиндель Блестящая цилиндрическая часть, которую наперсток заставляет двигаться к наковальне. Наперсток Часть, которую поворачивает большой палец. Градуированная маркировка. Ограничитель с храповым механизмом (не показан на рисунке) Устройство на конце рукоятки, ограничивающее приложенное давление за счет скольжения с калиброванным крутящим моментом. Считывание дюймовой системы Наперсток микрометра показывает 0,276 дюйма Шпиндель микрометра дюймовой системы имеет 40 витков на дюйм, так что один оборот перемещает шпиндель в осевом направлении на 0.025 дюймов (1 ÷ 40 = 0,025), равное расстоянию между двумя градуировками на раме. 25 делений на гильзе позволяют дополнительно разделить 0,025 дюйма, так что поворот гильзы на одно деление перемещает шпиндель в осевом направлении на 0,001 дюйма (0,025 ÷ 25 = 0,001). Таким образом, показание дается числом целых делений, которые видны на шкале рамки, умноженным на 25 (количество тысячных долей дюйма, которое представляет каждое деление), плюс число того деления на наперстке, которое совпадает с с осевой нулевой линией на раме.Результатом будет диаметр, выраженный в тысячных долях дюйма. Поскольку числа 1, 2, 3 и т. Д. Появляются под каждым четвертым делением кадра, указывая на сотни тысячных долей, отсчет можно легко произвести мысленно. Предположим, что гильза была вывинчена так, что были видны градуировка 2 и три дополнительных деления (как показано на изображении), и что градуировка 1 на гильзе совпадала с осевой линией на раме.
Считывание дюймовой системы Наперсток микрометра показывает 0,276 дюйма Шпиндель микрометра дюймовой системы имеет 40 витков на дюйм, так что один оборот перемещает шпиндель в осевом направлении на 0.025 дюймов (1 ÷ 40 = 0,025), равное расстоянию между двумя градуировками на раме. 25 делений на гильзе позволяют дополнительно разделить 0,025 дюйма, так что поворот гильзы на одно деление перемещает шпиндель в осевом направлении на 0,001 дюйма (0,025 ÷ 25 = 0,001). Таким образом, показание дается числом целых делений, которые видны на шкале рамки, умноженным на 25 (количество тысячных долей дюйма, которое представляет каждое деление), плюс число того деления на наперстке, которое совпадает с с осевой нулевой линией на раме.Результатом будет диаметр, выраженный в тысячных долях дюйма. Поскольку числа 1, 2, 3 и т. Д. Появляются под каждым четвертым делением кадра, указывая на сотни тысячных долей, отсчет можно легко произвести мысленно. Предположим, что гильза была вывинчена так, что были видны градуировка 2 и три дополнительных деления (как показано на изображении), и что градуировка 1 на гильзе совпадала с осевой линией на раме. Тогда показание будет 0,2000 + 0,075 + 0,001 или 0,276 дюйма.Метрическая система Показание наперстка микрометра 5,78 мм Шпиндель обычного метрического микрометра имеет 2 витка резьбы на миллиметр, и, таким образом, один полный оборот перемещает шпиндель на расстояние 0,5 миллиметра. Продольная линия на раме градуирована с делениями на 1 миллиметр и 0,5 миллиметра. Наперсток имеет 50 делений по 0,01 миллиметра (одна сотая миллиметра). Таким образом, показание дается количеством миллиметровых делений, видимых на шкале гильзы, плюс конкретное деление на гильзе, которое совпадает с осевой линией гильзы.Предположим, что гильза была выкручена так, что были видны градуировка 5 и одно дополнительное деление 0,5 (как показано на изображении), и что градуировка 28 на гильзе совпадала с осевой линией на втулке. Тогда показание будет 5,00 + 0,5 + 0,28 = 5,78 мм. Гильза для нониусного микрометра (с нониусом), показывающая 5,783 мм. Некоторые микрометры снабжены нониусной шкалой на гильзе в дополнение к обычным делениям.
Тогда показание будет 0,2000 + 0,075 + 0,001 или 0,276 дюйма.Метрическая система Показание наперстка микрометра 5,78 мм Шпиндель обычного метрического микрометра имеет 2 витка резьбы на миллиметр, и, таким образом, один полный оборот перемещает шпиндель на расстояние 0,5 миллиметра. Продольная линия на раме градуирована с делениями на 1 миллиметр и 0,5 миллиметра. Наперсток имеет 50 делений по 0,01 миллиметра (одна сотая миллиметра). Таким образом, показание дается количеством миллиметровых делений, видимых на шкале гильзы, плюс конкретное деление на гильзе, которое совпадает с осевой линией гильзы.Предположим, что гильза была выкручена так, что были видны градуировка 5 и одно дополнительное деление 0,5 (как показано на изображении), и что градуировка 28 на гильзе совпадала с осевой линией на втулке. Тогда показание будет 5,00 + 0,5 + 0,28 = 5,78 мм. Гильза для нониусного микрометра (с нониусом), показывающая 5,783 мм. Некоторые микрометры снабжены нониусной шкалой на гильзе в дополнение к обычным делениям. Они позволяют производить измерения в пределах 0,001 миллиметра на метрических микрометрах или 0.0001 дюйм на микрометрах с дюймовой системой. Дополнительная цифра этих микрометров получается путем нахождения линии на нониусной шкале рукава, которая точно совпадает с линией на наперстке. Номер этой совпадающей линии нониуса представляет собой дополнительную цифру. Таким образом, показание для метрических микрометров этого типа – это количество целых миллиметров (если есть) и количество сотых долей миллиметра, как для обычного микрометра, и количество тысячных долей миллиметра, указанное совпадающей линией нониуса на нониусе. рукавная нониусная шкала.Например, измерение 5,783 миллиметра можно получить, сняв 5,5 миллиметра на гильзе, а затем прибавив 0,28 миллиметра, как определено гильзой. Затем верньер будет использоваться для чтения 0,003 (как показано на изображении). Дюймовые микрометры считываются аналогичным образом. Примечание: 0,01 миллиметра = 0,000393 дюйма и 0,002 миллиметра = 0,000078 дюйма (78 миллионных долей) или, альтернативно, 0,0001 дюйма = 0,00254 миллиметра.
Они позволяют производить измерения в пределах 0,001 миллиметра на метрических микрометрах или 0.0001 дюйм на микрометрах с дюймовой системой. Дополнительная цифра этих микрометров получается путем нахождения линии на нониусной шкале рукава, которая точно совпадает с линией на наперстке. Номер этой совпадающей линии нониуса представляет собой дополнительную цифру. Таким образом, показание для метрических микрометров этого типа – это количество целых миллиметров (если есть) и количество сотых долей миллиметра, как для обычного микрометра, и количество тысячных долей миллиметра, указанное совпадающей линией нониуса на нониусе. рукавная нониусная шкала.Например, измерение 5,783 миллиметра можно получить, сняв 5,5 миллиметра на гильзе, а затем прибавив 0,28 миллиметра, как определено гильзой. Затем верньер будет использоваться для чтения 0,003 (как показано на изображении). Дюймовые микрометры считываются аналогичным образом. Примечание: 0,01 миллиметра = 0,000393 дюйма и 0,002 миллиметра = 0,000078 дюйма (78 миллионных долей) или, альтернативно, 0,0001 дюйма = 0,00254 миллиметра. Следовательно, метрические микрометры обеспечивают меньшие приращения измерения, чем сопоставимые микрометры с дюймовыми единицами измерения – наименьшая градация обычного микрометра с дюймовой шкалой равна 0.001 дюйм; нониусный тип имеет градуировку до 0,0001 дюйма (0,00254 мм). При использовании метрического или дюймового микрометра без нониуса, конечно, можно получить меньшие показания, чем градуированные, путем визуальной интерполяции между градуировками. Воспроизводимость крутящего момента с помощью храповиков или втулок с ограничением крутящего момента. Показание микрометра не является точным, если гильза перетягивается. Полезной особенностью многих микрометров является наличие на гильзе устройства ограничения крутящего момента – либо подпружиненной трещотки, либо фрикционной втулки.Без этого устройства рабочие могут перетянуть микрометр на работе, в результате чего механическое преимущество винта заключается в сжатии материала или затягивании резьбы винта, что приведет к неточному измерению.
Следовательно, метрические микрометры обеспечивают меньшие приращения измерения, чем сопоставимые микрометры с дюймовыми единицами измерения – наименьшая градация обычного микрометра с дюймовой шкалой равна 0.001 дюйм; нониусный тип имеет градуировку до 0,0001 дюйма (0,00254 мм). При использовании метрического или дюймового микрометра без нониуса, конечно, можно получить меньшие показания, чем градуированные, путем визуальной интерполяции между градуировками. Воспроизводимость крутящего момента с помощью храповиков или втулок с ограничением крутящего момента. Показание микрометра не является точным, если гильза перетягивается. Полезной особенностью многих микрометров является наличие на гильзе устройства ограничения крутящего момента – либо подпружиненной трещотки, либо фрикционной втулки.Без этого устройства рабочие могут перетянуть микрометр на работе, в результате чего механическое преимущество винта заключается в сжатии материала или затягивании резьбы винта, что приведет к неточному измерению. Однако с наперстком, который будет с храповым механизмом или фрикционным скольжением при определенном крутящем моменте, микрометр не будет продолжать движение, как только встретится достаточное сопротивление. Это приводит к большей точности и повторяемости измерений – особенно для низкоквалифицированных или полуквалифицированных рабочих, которые, возможно, не разработали легкие, последовательные прикосновения опытного пользователя.
Однако с наперстком, который будет с храповым механизмом или фрикционным скольжением при определенном крутящем моменте, микрометр не будет продолжать движение, как только встретится достаточное сопротивление. Это приводит к большей точности и повторяемости измерений – особенно для низкоквалифицированных или полуквалифицированных рабочих, которые, возможно, не разработали легкие, последовательные прикосновения опытного пользователя.
Как читать микрометр
После того, как вы научитесь пользоваться микрометром, следующим основным этапом будет считывание показаний микрометра или снятие показаний. Система единиц измерения, используемая в микрометрах, имеет две версии. Поэтому на этой странице мы расскажем, как считывать микрометры в этих двух версиях: метрической (мм) и британской (дюймы).
Считывание микрометра не так уж сложно, но не так просто, как мы думаем, например, считывание рулетки. Тем не менее, требуются некоторые шаги, которые требуют от пользователей некоторого образования, особенно для новичков. Тут требуется некоторое умножение и сложение.
Тут требуется некоторое умножение и сложение.
Умножение и сложение производятся на отдельных шкалах. Как правило, микрометр имеет две основные шкалы: основную шкалу (на гильзе гильзы) и вторую шкалу (на гильзе). Однако к большинству современных микрометров добавлена дополнительная нониусная шкала (в верхней части основной шкалы) для повышения точности.
Микрометр с английской системой мер и нониусной шкалойЕще одним важным моментом при считывании микрометра является надлежащий уход.Если вы снимаете показания под неправильным углом, это может привести к неточности. Иными словами, убедитесь, что ваше зрение направлено прямо к центру цилиндра весов во время считывания. Кроме того, вам необходимо сначала обнулить микрометр, чтобы проверить, есть ли ошибка нуля или нет, чтобы получить более надежный результат.
Ваша система единиц микрометра имеет значение
Как было сказано ранее, производители протравливают микрометры в британской или метрической системе единиц. Это зависит от страны, в которой будут продаваться микрометры.Фактически, например, в Соединенных Штатах Америки большинство микрометров продается с британской системой мер (дюймы). Это потому, что имперская система там более популярна и широко используется. В Азии для измерения обычно используется метрическая система.
Это зависит от страны, в которой будут продаваться микрометры.Фактически, например, в Соединенных Штатах Америки большинство микрометров продается с британской системой мер (дюймы). Это потому, что имперская система там более популярна и широко используется. В Азии для измерения обычно используется метрическая система.
При сравнении вы заметите, что количество делений на шкале рукавов у них разное. В метрической системе 50 делений, в имперской – 40 делений. Это может быть сложно, потому что каждое деление представляет другое чтение.Точно так же представленное значение шкалы наперстка также различается у них.
Пока вы полагаетесь на ручное считывание, система единиц микрометра имеет значение. Следовательно, вы должны научиться читать микрометр в миллиметрах и дюймах. Независимо от того, находитесь ли вы в Соединенных Штатах или в странах Азии, вас научили пользоваться этим материалом. За исключением того, что вы используете цифровые, которые вы можете легко преобразовать в другую в кратчайшие сроки.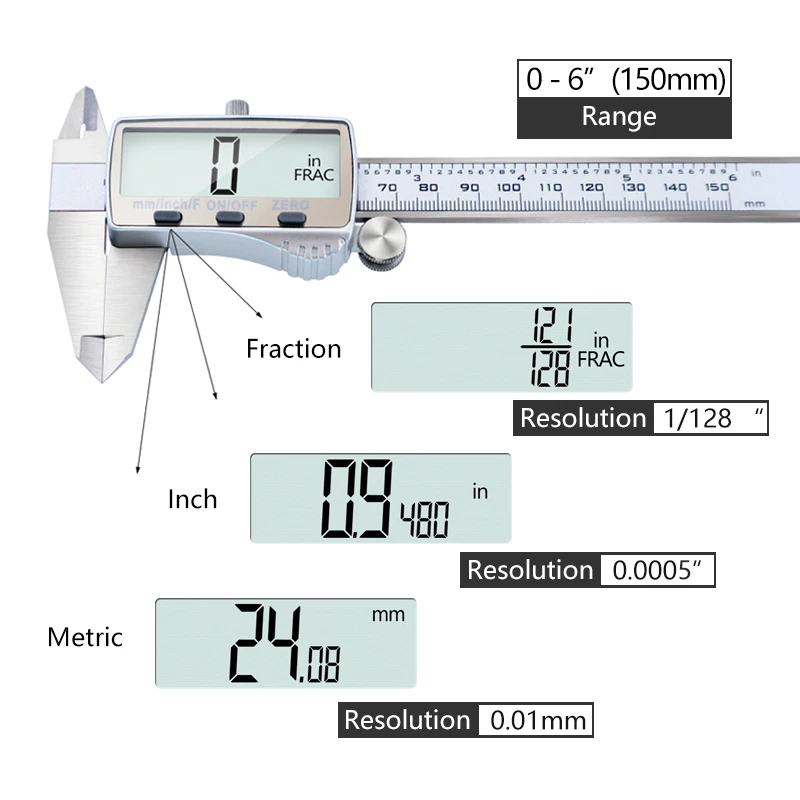
Считывание показаний механического микрометра
Как считывать показания метрического микрометра
Прежде чем идти дальше, важно уточнить, что в этом случае мы предполагаем, что вы используете микрометр с диапазоном измерения 1 дюйм.Это важно, потому что различный диапазон влияет на количество делений, нанесенных на шкалу рукава.
- Втулочные весы . Он действует как основная шкала. Наименьшее деление представляет собой 0,5 мм и отмечено более короткой линией и без цифр на нижней стороне. Самое большое деление представляет собой 1 мм и обозначено длинной линией и числами на верхней стороне.
- Наперсточные весы . Он действует как вторая шкала и имеет 50 эквивалентных делений.За один полный оборот гильза перемещается в осевом направлении на 0,5 мм (одно наименьшее деление шкалы гильзы). Точно так же за одну пятидесятую оборота (движение на одно деление) шпиндель перемещается в осевом направлении на 0,01 мм. Он получается из 0,5 мм, разделенного на 50 делений, как ранее объяснялось в статье «Как работает микрометр».
- Нониусная шкала . Нониусная шкала состоит из 10 делений. Каждое деление на нониусной шкале составляет 9/10 длины наименьшего деления наперсточной шкалы.
 Он получается из 0,5 мм, разделенного на 50 делений, как ранее объяснялось в статье «Как работает микрометр».
Он получается из 0,5 мм, разделенного на 50 делений, как ранее объяснялось в статье «Как работает микрометр».1.Считывание шкалы рукавов
Подсчитайте открытые участки, которые появляются на верхней стороне. Проще говоря, прочитайте номер, ближайший к открытому краю наперстка. Затем его нужно умножить на 1 мм. Также проверьте короткую строку после прочитанного числа внизу. Если он попадает в поле зрения, добавьте в расчет 0,5 мм.
2. Считывание наперсточной шкалы
Внимательно посмотрите на индексную линию. Положение ваших глаз должно идти прямо к центру ствола.Прочтите линию на наперстке, которая совпадает с индексной линией. Затем количество делений от 0 до выровненной линии необходимо умножить на 0,01 мм.
3. Считывание нониусной шкалы
После получения показаний наперстка вернитесь к цилиндру гильзы и прочтите нониусную шкалу. Посмотрите на линию нониусной шкалы, которая совпадает с одной из линий нониусной шкалы. Затем умножьте на наименьшее количество нониусной шкалы, которое составляет тысячи миллиметров (0.001 мм)
4. Окончательный расчет
Окончательный расчет получается путем сложения всех показаний первичной шкалы, вторичной шкалы и нониусной шкалы. В приведенном выше общем расчете будет
Общее показание = гильза + наперсток + нониусная шкала
Как считывать имперский микрометр
Точно так же мы предполагаем, что используемый имперский микрометр имеет диапазон 1 дюйм.
- Втулочные весы .Шкала на рукаве разделена на 40 эквивалентных частей, наименьшее деление которых составляет 0,025 дюйма в длину. Каждые четыре деления (0,01 ″), начинающиеся с 0, будут отмечены длинной линией и цифрой. Остальная часть обозначена короткими линиями без номера.
- Наперсточные весы . На шкале наперстка окружность делится на 25 эквивалентных делений, в которых каждое деление составляет 0,001 дюйма (0,025 дюйма, разделенные на 25 делений, равны 0,001 дюйма).
- Нониусная шкала .Ничего не меняется по сравнению с нониусной шкалой имперской шкалы.
1. Считывание шкалы рукава (первичная шкала)
Подсчитайте, сколько делений отображается на шкале рукава. Считайте ближайшее к открытому наперстку число. Затем умножьте его на 0,01 ″. Подсчитайте короткие строки после этого числа. Умножьте это на 0,025 ″.
2. Считывание показаний наперсточной шкалы (вторичная шкала)
Посмотрите на индексную линию, которая совпадает с одной из линий наперсточной шкалы.Подсчитайте, сколько делений эта линия от линии 0. Пронумерованная отметка поможет легко подсчитать. Умножьте это показание на 0,001 ″.
3. Считывание нониусной шкалы
Посмотрите на линии нониуса и наперстка, которые совпадают друг с другом. Посчитайте, сколько это делений от отметки 0 нониусной шкалы. Номер поможет. Умножьте показание на наименьшее количество нониусной шкалы.
4. Окончательный расчет
Получите результат, сложив показания первичной шкалы, вторичной шкалы и нониусной шкалы.
Общее показание = втулка + наперсток + шкала Вернье
Микрометр со шкалой для считывания
Микрометр с круговой шкалой – важный инструмент, который можно использовать для измерения деформации тормозного ротора, прецизионного строительства двигателя, зазоров на платформе и для измерения расстояния между ними. поверхности. Микрометр с круговой шкалой использует стрелочный индикатор для отображения показаний измерения. Таким образом, принцип работы микрометра со шкалой заметно отличается от механического микрометра. Точно так же различается и способ ее чтения.
Считывание показаний микрометра со шкалой очень просто. Есть несколько важных частей циферблатного измерителя, которые вам нужно знать в первую очередь.
- Поршни: Преобразует движение вверх и вниз во внутреннюю часть циферблатного индикатора. Его также называют шпинделем.
- Счетчик оборотов: Обычно он подсчитывает, сколько раз игла сделает один полный оборот.
- Указатели: указывают на измеренное число.
- Ободок: используется для поворота нуля для совмещения его со стрелкой.
- Маркеры: Он обеспечивает контрольные точки, которые просто используются механиками.
- Точки: Он соприкасается с поверхностью, на которой происходит измерение. Он может быть размещен с разными типами.
Перед считыванием
- Используйте подставку для стабилизации циферблатного индикатора во время измерения, иначе это будет непросто.
- Отрегулируйте внешний циферблат таким образом, чтобы стрелка указывала на ноль. Путем корректировки ошибки можно устранить.
- Чтобы вычислить ошибку, останавливайте шпиндель на каждой 1/10 измерения.И повторите процесс для первых двух оборотов.
- Для расчета погрешности для следующих пяти оборотов останавливайте шпиндель на каждой половине оборота. Если циферблат делает следующий оборот, проверяйте ошибку для каждого оборота.
- Повторите этот процесс проверки ошибок, но в обратном порядке.
- Выполните больше измерений, перемещая шпиндель по той же поверхности в пять раз. Каждое измерение должно быть одинаковым, чтобы циферблат работал правильно.
- Если циферблатный индикатор показывает ошибки, удалите пыль со шпинделя или отрегулируйте внешнюю поверхность.
Пошаговое считывание показаний микрометра со шкалой
- Сместите шпиндель и совместите его с измеряемым предметом. Подсчитайте количество оборотов, прижав циферблатный индикатор к предмету и удерживая манометр, чтобы произвести измерения.
- Измерьте количество оборотов на малом датчике.
- В случае, если индикатор часового типа не сделал даже одного оборота, перемещается в сторону большого калибра, потому что маленький калибр работает только в том случае, если индикатор делает один полный оборот.
- Если малый калибр не дает правильных размеров, умножьте длину одного оборота на количество отметок, показанных на нем.
- На внешней большой грани должно быть 100 выемок. Циферблатные индикаторы в большинстве случаев размечены цифрами 5 или 10 для удобства. Снимите показания, определив, с каким маркером лучше всего совпадает рука.
- Считайте, когда датчик сделает полный оборот. Мы получаем меньшие размеры от большого калибра. Меры малой колеи в палатках, а во внешней – тысячи.
- Сложите оба измерения малого и внешнего манометров, чтобы найти показания индикатора часового типа.
Считывание микрометра вручную на самом деле очень приятно, особенно если вы знакомы с ним. Однако это может вас замедлить. Вместо этого вы можете обратиться к цифровой модели, но вам все равно придется научиться ее читать, потому что ваш цифровой микрометр может разрядиться. Чтение вручную – это крайний случай. Если вы не знаете, как это сделать, потребуется время, чтобы дождаться прибытия новой батареи.
Как читать калибр винта микрометра | Мини-физика
Краткое руководство по считыванию показаний калибра для микрометрических винтов. Подобно тому, как считывается штангенциркуль, показание микрометра состоит из двух частей:
- первая часть – это основная шкала на втулке
- вторая часть – это вращающаяся нониусная шкала на наперстке
Sponsored Link : Хотите поиграть с настоящим микрометрическим винтом? Нажмите здесь, чтобы получить от Amazon!
Методика измерения для микрометра
Типичный винтовой калибр микрометраНа изображении выше показан типичный калибр для винтов с микрометрами и способы его чтения.Шагов:
- Чтобы получить первую часть измерения: Посмотрите на изображение выше, вы увидите цифру 5 слева от наперстка. Это означает 5,0 мм. Обратите внимание, что под базовой линией есть дополнительная линия, которая представляет собой дополнительные 0,5 мм. Итак, первая часть измерения составляет 5,0 + 0,5 = 5,5 мм.
- Чтобы получить вторую часть измерения: Посмотрите на изображение выше, число 28 на вращающейся шкале нониуса совпадает с базовой линией на втулке.Следовательно, 0,28 мм – это вторая часть измерения.
Вам просто нужно сложить первую и вторую часть измерения, чтобы получить показание микрометра: 5,5 доллара США + 0,28 = 5,78 доллара США.
Чтобы убедиться, что вы понимаете описанные выше шаги, вот еще один пример:
Первая часть измерения: 2,5 мм
Вторая часть измерения: 0,38 мм
Окончательный размер: 2,88 мм
Компенсация нулевой ошибки
В двух словах
Используйте следующую формулу:
$$ \ text {Правильное чтение} = \ text {Полученное чтение} \, – \, \ text {Нулевая ошибка} $$
, где $ \ text {zero error} $ может быть отрицательным (отметка «0» на наперстке выше базовой линии) или положительным (отметка «0» на наперстке ниже базовая линия)
Пояснение
Теперь попробуем с нулевой ошибкой.Если вы не знакомы с тем, как обрабатывать нулевую ошибку для микрометрического винтового калибра, я предлагаю вам прочитать об измерении длины.
Показание внизу – это полученное измерение, а показание вверху – это ошибка нуля. Найдите фактическое измерение. (Значение: избавиться от нулевой ошибки измерения или учесть нулевую ошибку)
Измерение с ошибкой нуля: 1,76 мм
Ошибка нуля: + 0,01 мм (положительное значение, поскольку нулевая отметка на наперстке находится ниже базовой линии)
Измерение без нулевой ошибки: 1 доллар.76 \, – (+ 0,01) = 1,75 $ мм
Логика вычитания аналогична методу, описанному в разделе «Как читать штангенциркуль». Вы можете посмотреть и прокомментировать ниже, если у вас возникнут какие-либо трудности.
Вопросы для самопроверки
Какое наименьшее возможное значение (в мм) шкалы наперстка? Какое наибольшее возможное чтение?
Показать / скрыть ответНаименьшее возможное показание шкалы наперстка составляет 0,01 мм, а максимально возможное показание – 0.49 мм.
Если вы все еще не понимаете концепцию, здесь есть очень полезная модель микрометрического калибра.
Бонус: Вы можете установить это приложение микрометра на свой мобильный телефон (Android): https://www.miniphysics.com/link/micrometerapp
Tool School: более точное измерение
В своем посте о штангенциркулях я выделил один надежный вариант для проведения высокоточных измерений. При строительстве проектов, которые включают в себя такие вещи, как скользящая посадка, посадка с натягом, валы и подшипники, вращающиеся детали, измерение толщины листового металла (и этот список можно продолжать и продолжать), точные и повторяемые измерения в диапазоне 1/1000 дюйма становятся очень важно.В этой Школе инструментов я рассматриваю другой вариант: микрометр. Стандартный микрометр имеет ту же точность 1/1000 дюйма, что и штангенциркуль, а микрометры, включающие нониусную шкалу, способны измерять на порядок более точные: 1/10 000 дюйма. Кроме того, разнообразие форм микрометров позволяет проводить измерения гораздо большего количества вещей, чем это было бы возможно с помощью штангенциркуля. Вот как им пользоваться.
Подобно штангенциркулям, микрометры используют простой арифметический факт, что 40 * 25 = 1000 с большим преимуществом.Давайте посмотрим, как это сделать.
«40»: важнейшим элементом микрометра является вал с резьбой с шагом резьбы ровно 40 витков на дюйм. Шаг резьбы относится к измерению количества витков резьбы в одном дюйме на предмете с резьбой, например, болте или валу, в микрометре. В случае микрометра этот шаг резьбы 40 tpi означает, что один полный оборот вала сдвинет его внутрь или наружу точно на 1/40 дюйма.
«25»: полные обороты делятся поровну на 25 делений.Каждый полный оборот вала микрометра влечет за собой 24 отметки, обозначающие 25 делений, проходящих через фиксированную линию (назовем ее «нулевой» точкой) на корпусе микрометра.
Итак, если каждый оборот рукоятки составляет 1/40 дюйма и каждая отметка, проходящая через «нулевую точку» на корпусе инструмента, представляет 1/25 каждого из этих оборотов, то из этого следует, что каждая отметка, проходящая через нулевую точку, точка представляет 1/25 * 1/40 = 1/1000 дюйма. Отсюда точность микрометра 1/1000 ″.
Существуют версии микрометра с нониусной шкалой с 10 делениями на втулке инструмента. Используя эту шкалу нониуса, микрометр может обеспечить точность с точностью до 1/10 (потому что это шкала с 10 делениями) от 1/1000 до 1/10 000 дюйма.
Как и многие другие вещи, использование микрометра намного проще, чем можно предположить с помощью математических расчетов, лежащих в основе его работы. Просто поверните ручку или наперсток микрометра, пока он не будет плотно прилегать к измеряемому объекту.Микрометры часто включают в себя некоторую форму муфты крутящего момента на рукоятке, которая начинает вращаться свободно после того, как наперсток будет достаточно затянут.
Микрометр крупным планом
С наперстком в нужном положении считайте результат измерения. Сначала прочтите количество полных делений, указанное на рукаве. Каждое деление соответствует одному полному обороту: 1/40 дюйма или 0,025 дюйма. Для облегчения считывания показаний инструмента каждые 0,1 дюйма обычно также маркируются. На изображенном здесь микрометре показание на этом этапе равно 0.125 дюймов. Затем прочтите шкалу, нанесенную на наперсток. Цифры на этом наперстке соответствуют 1/1000 дюйма или 0,001 дюйма. В нашем примере это 14 или 0,014 дюйма. Чтобы получить полное измерение, просто сложите эти два показания; 0,139 дюйма в этом примере.
Для микрометра с нониусной шкалой, как в микрометре, изображенном ниже, следующая значащая цифра (0,0001) считывается из первой строки на наперстке, чтобы непосредственно совмещаться с отметкой на нониусной шкале.
Микрометр с нониусной шкалой
Следует отметить, что вам необходимо периодически калибровать микрометры, чтобы гарантировать, что измерения, которые они обеспечивают, действительно соответствуют стандартной версии этого измерения в реальном мире.И стоит отметить, что эти инструменты более хрупкие, чем штангенциркули.
Чтобы узнать больше, отличный справочник – «Книга Старретта для студентов-машинистов».
Как использовать микрометр для изготовления качественных деталей
Точное измерение очень важно для прецизионной обработки деталей с ЧПУ. Микрометр – распространенный измерительный инструмент для обработки деталей. Эта статья вводит определение микрометра, изучает типы и основные компоненты микрометра и, что более важно, быстро получает показания и методы измерения микрометра.
Что такое микрометр?Микрометры также называются микрометрическими резьбовыми калибрами. Это устройство может измерять небольшие диаметры с максимальным диаметром 1,65 мм (плюс-минус 0,005 мм). Он используется в инженерии для обеспечения точности измерения до последнего миллиметра. Это прецизионный измерительный прибор с калибровочным винтом. Он в основном используется для измерения небольшого расстояния или толщины между двумя поверхностями машиностроения и обрабатываемых деталей.Часто используется с другими измерительными приборами (например, циферблатами), штангенциркулями и цифровыми штангенциркулями. Микрометр также является полезным инструментом для измерения видимого диаметра небесных или микроскопических объектов в телескопе или микроскопе.
Спиральный микрометр выполнен по принципу спирального увеличения, то есть при одном повороте винта в гайке винт продвигается или отступает вдоль оси вращения на расстояние в один шаг.Следовательно, крошечное расстояние, пройденное вдоль оси, может быть выражено показаниями на окружности. Шаг винта прецизионной резьбы винтового микрометра составляет 0,5 мм, подвижная шкала имеет 50 одинаковых шкал, подвижная шкала вращается одну неделю, микрометрический винт может продвигаться или отступать на 0,5 мм, поэтому вращение каждого маленького деления эквивалентно измерению микровинт выдвигается или отступает 0,5 / 50 = 0,01 мм. Видно, что каждое небольшое деление подвижной шкалы соответствует 0,01 мм, поэтому винтовой микрометр может иметь точность до 0.01мм. Его также называют микрометром, потому что он может считывать еще одну цифру, а миллиметр можно читать.
Типы микрометровМикрометр внешнего диаметра: предназначен для измерения внешнего диаметра объекта, то есть внешнего диаметра (OD).
Микрометр внутреннего диаметра: Измерьте внутренний диаметр или внутренний диаметр (ID)
Глубинный микрометр: Измерьте глубину отверстия, канавки или шва
Каковы основные части микрометраИзучите структуру и механизм прибора, чтобы лучше понять и правильно использовать микрометр.Основные функции микрометра следующие:
Рама: С-образный корпус, удерживающий вместе опору и ствол. Рама тяжелая и толстая, что затрудняет деформацию при механических и термических нагрузках.
Наковальня: Это деталь, которая опирается на одну сторону рамы. Чтобы удержать объект и произвести измерение, шпиндель перемещается к наковальне.
Гильза / ствол: Фиксированная цилиндрическая часть, рама которой закреплена с другой стороны опоры.
Контргайка / фиксатор гильзы: Этот стержень используется для ограничения движения шпинделя, чтобы он не двигался во время измерения.
Винт: Это скрытая от глаз основная часть микрометра.
Шпиндель: Цилиндрический компонент, который перемещается при вращении гильзы. Это коснется объекта, который нужно измерить, и зафиксирует его.
Наперсток: Это компонент, который вращается большим пальцем и приводит в движение шпиндель.
Храповое стопорное устройство: устройство на конце инструмента, которое отвечает только за приложение допустимого давления к объекту и не может превышать это давление.
Как считывать показания микрометра- Проверьте микрометр на английском или в метрической системе, убедитесь, что в инструменте используются те же единицы измерения, что и в измерительном устройстве
- Поверните микрометр в правильное положение и измерьте объект
- Считайте наибольшее число и сначала подсчитайте количество четвертей, показанных на рукаве, затем считайте, что число выровнено с базовой линией на наперстке.Наконец, сложите эти два числа. Рукав можно рассматривать как линейку с десятью числами, а пространство между ними разделено на четверти. Один рукав, 1 соответствует 0,100 дюйма, одна четверть означает 0,025 дюйма; в то время как на наперстке каждая линия равна 0,001 дюйма, например, 11 читается как 0,011 дюйма.
- Держите микрометр и поддерживайте все устройство ладонью руки
- Возьмите наперсток между большим и указательным пальцами
- Оберните мизинец или безымянный палец частично внутри рамки, не закрывайте измеряемый объект
- Возьмите измеряемую деталь другой рукой
- Осторожно зажать объект между опорой и шпинделем
- Поверните храповик, пока предмет не будет надежно зафиксирован
- Считайте микрометр
Винтовой калибр микрометра снабжен стопорным стержнем для предотвращения движения при считывании измеренного значения.Прежде чем поворачивать наперсток или трещотку, разблокируйте фиксирующий рычаг.
Перед началом измерения обязательно очистите измерительную поверхность чистой тканью. Частицы могут мешать измерению.
Всегда считывайте шкалу на рукаве перед нониусной шкалой. Если заказ неправильный, результат будет неправильным.
В начале измерения, пожалуйста, начните вращать ручку храпового механизма вместо насадки. Рукоятка храповика гарантирует, что вы не будете слишком сильно затягивать наперсток, поскольку это не только приведет к ошибочным показаниям, но и повредит инструмент.
Машинисту нужно научиться не только правильно считывать калибровочное значение на микрометре. Чтобы использовать его правильно, они также должны научиться осторожно держать деталь, обеспечивая, чтобы измеряемый элемент между шпинделем и опорой был правильно выровнен с рамкой инструмента. Это легко сделать с помощью идеальной квадратной плоскости. Странные геометрические формы усложняются. Микрометр нельзя использовать на определенных наклонных поверхностях, поэтому машинисту необходим опыт, чтобы понять, как лучше всего использовать инструмент.
Какое давление следует применять при измерении?На самом деле, давление при испытаниях очень важно, его нужно хорошо контролировать. Еще один навык, которым должен овладеть машинист, – это знать, какое давление прикладывается между наковальней и шпинделем. Идеальная ситуация – занять любое провисание или свободное пространство, чтобы можно было проводить точные измерения. Однако слишком большое давление может вызвать изгиб или деформацию тонкостенных деталей.Это также может повредить прецизионные инструменты.
В SANS Machining мы обучили квалифицированный персонал и механиков использованию этого оборудования. Таким образом, мы можем гарантировать, что процесс обработки деталей и готовых деталей соответствует требованиям.
Почему это важно для подготовки квалифицированных машинистов?При создании машин точность – очень важный навык. Правильные аналоговые измерения имеют решающее значение для достижения точности.Помните, что точность и точность взаимосвязаны, но не одно и то же. Точность требует согласованности, поэтому мы обучаем операторов передовым методам работы, чтобы получать стабильные результаты.
Правильное использование микрометров может обеспечить качество деталей, снизить затраты, избежать отходов или переделок, развить разумные рабочие привычки и улучшить возможности анализа и пространственного мышления, необходимые старшим инженерам. Это важно, поскольку известно, что небольшие ошибки вызывают цепную реакцию. Последствия могут быть фатальными.Поэтому в SANS мы учим всех машинистов правильно пользоваться микрометрами.
В то же время нам также необходимо унифицировать всю нашу систему качества, методы тестирования (различные инструменты тестирования для различных деталей), осведомленность о качестве и стандарты, а также помнить об уровне качества, чтобы мы могли поставлять высококачественные детали с ЧПУ для клиенты по всему миру.
Техническое обслуживание Из T he M Микрометр 16Прежде всего: вытрите грязь и отпечатки пальцев на каждой части сухой тканью.
При длительном хранении и сушке без масла протрите тонкий слой масла тканью, смоченной антикоррозийным маслом, хотя это может оставить масляные пятна и пятна на измерительной поверхности сплава, но если оно не используется в течение длительного времени время, сделайте это. Это обеспечит долгую работу вашего микрометра.
При хранении микрометра необходимо обращать внимание на следующие моменты:
- При хранении, пожалуйста, храните его в месте, защищенном от прямых солнечных лучей, низкой влажности, хорошей вентиляции и небольшого количества пыли.
- Не забудьте хранить его в ящике для хранения, а не прямо на земле.