Программирование станков с ЧПУ: как написать программу
Программирование станков с ЧПУ (станков с числовым программным управлением) — это создание программных инструкций для управляющих станком контроллеров. Станки с ЧПУ — неотъемлемая часть автоматизации производства, которая повышает его эффективность и прибыльность. Эта статья расскажет вам о том, что такое ЧПУ, какие типы станков с ЧПУ существуют, как составлять и писать программы для станков с ЧПУ.
Введение
У каждого типа производственного процесса есть свои преимущества и недостатки, эта статья фокусируется на процессе обработки на станках с ЧПУ, обрисовывая основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процесса обработки с ЧПУ. Здесь вы узнаете о том, как составлять программы для станков с ЧПУ, то есть — самые основы написания программ для станков с ЧПУ — вот о чем эта статья.
1. Программирование станка с ЧПУ: общие сведения
Источник:autodesk.com
Обработка на станках с ЧПУ применяется в производстве разного масштаба — от небольших мастерских до крупных представителей промышленности.
«ЧПУ» означает «числовое программное управление», а определение обработки на станках с ЧПУ строится на том, что это производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления материала из заготовки. Этот процесс подходит для различных материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как автопром и аэрокосмос.
Если говорить о самом станке с ЧПУ — это любой станок для обработки или создания деталей, который управляется заданной программой и выполняет действия автономно, без участия оператора; включая в том числе, но не исключая неназванных: фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазерные граверы и резаки, многофункциональные обрабатывающие центры, станки электроэрозионной резки, станки абразивной резки, 3D-принтеры любого типа также являются станками с ЧПУ, хоть и используют аддитивный а не субтрактивный процесс; существуют также устройства, совмещающие в себе процессы удаления и добавления материала (МФУ — многофункциональные устройства, обычно это гибрид фрезера с ЧПУ и 3D-принтера).
Пятиосевой фрезерный станок с ЧПУ / Источник: i.ytimg.com
Субтрактивные производственные процессы, такие как обработка на станках с ЧПУ, отличаются от аддитивных производственных процессов, таких как 3D-печать, или процессов формовочного производства, таких как литье под давлением и штамповка. В то время, как процессы вычитания удаляют часть материала заготовки для создания нужных форм и конструкций, аддитивные процессы добавляют материал, а процессы формирования изменяют его форму без изменения объема. Автоматизированная обработка на станках с ЧПУ позволяет производить высокоточные детали и обеспечивать экономическую эффективность при выполнении единичных и средних объемов производства. Несмотря на то, что обработка на станках с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности получаемых деталей и экономическая эффективность в ее рамках ограничены.
2. Типы станков с ЧПУ
Источник: autodesk.com
В зависимости от выполняемой операции, используются различные станки с ЧПУ. Для изготовления одной детали на разных стадиях может применяться разное оборудование. Общим для всех станков с ЧПУ остается сам принцип автономной работы и программного управления.
2.1. Сверлильный станок с ЧПУ
Источник:proakril.com
В сверлении используются вращающиеся сверла для образования цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, падать с заготовки. Существует несколько типов сверл, каждый из которых используется для конкретного применения. Доступные типы сверл включают: сверла для точения (для изготовления мелких или направляющих отверстий), сверла для долбления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для сверления без направляющего отверстия) и другие.
2.4.Фрезерное оборудование с ЧПУ
Фрезерный станок со сменой инструмента VENO UA481-2040-A4 / Источник: top3dshop.ru
Для фрезерования используются вращающиеся многоточечные режущие инструменты. Фрезерные инструменты ориентированы горизонтально или вертикально, это могут быть концевые фрезы, спиральные и фасочные фрезы и другие виды фрез.
Фрезерные станки с ЧПУ могут быть ориентированы горизонтально или вертикально, иметь три и более степени свободы — геометрические оси взаимного перемещения инструментов и заготовки.
2.3.Токарное оборудование с ЧПУ
Источник: besplatka.ua
В токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами для черновой, чистовой обработки, нарезания резьбы, формовки, подрезки, отрезания и обработки канавок. Многие токарные станки с ЧПУ снабжены системой автоматической замены инструмента в процессе работы.
2.4. Модели станков с ЧПУ
Источник: rozetka.com
Станки с ЧПУ доступны в стандартных и настольных моделях. Стандартные станки с ЧПУ — это типичные станки промышленного форм-фактора, настольные станки с ЧПУ — это небольшие, более легкие станки. Обычно настольные модели работают с более мягкими материалами, такими как дерево, пенопласт и пластик, производят более мелкие детали и подходят для легких и умеренных объемов производства. Доступные типы настольных станков с ЧПУ включают: лазерные резаки и граверы, фрезерные станки размером с плоттер и другие.
3. Как составлять программы для станков с ЧПУ
Источник: vseochpu. ru
ru
Раньше для программирования станков с ЧПУ использовались перфоленты, перфокарты и прямой ввод операций в контрольный блок. Сейчас управляющая программа составляется как правило заранее, в специальном ПО, и либо переносится на станок с помощью переносного носителя информации (например USB-флешки), либо передается напрямую по внутренней сети предприятия.
Разработка программы для станков с ЧПУ включает в себя следующие этапы:
- Разработка модели САПР
- Преобразование файла CAD в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
3.1. Модели САПР
Источник: ostec-3d.ru
Процесс обработки начинается с создания в ПО цифровой модели детали. Программное обеспечение САПР позволяет разработчикам и производителям создавать модель своих деталей и изделий вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для дальнейшего изготовления.
Размеры и геометрия детали ограничены возможностями станка и инструмента. Кроме того, свойства обрабатываемого материала, дизайн инструмента и его характеристики также ограничивают возможности проектирования, вводя такие обязательные величины как минимальная толщина детали, максимальный размер детали, а также сложность внутренних полостей и элементов.
По завершении проектирования в САПР проектировщик экспортирует модель в совместимый с системой станка формат файла.
3.2. Конвертация файлов САПР
Источник: rflira.ru
Отформатированный файл проходит через программу CAM, в которой модель преобразуется в управляющий код для станка.
Станки с ЧПУ используют несколько форматов исполняемого кода, такие как G-код, M-код и другие. Наиболее известный и применяемый из них — G-код.
Как только программа работы сгенерирована, оператор загружает ее в станок с ЧПУ.
3.3. Подготовка станка с ЧПУ
Источник: pinterest.com
Прежде чем оператор запустит программу, он должен подготовить станок к работе, в первую очередь — установить исходную заготовку и инструмент, убедиться в исправности станка и функционировании всех систем, при необходимости провести калибровку.
После полной настройки станка оператор может запустить программу.
3.4. Выполнение операции обработки
Источник: youtube.com
Программа действует как инструкция для приводов станка с ЧПУ, заставляя его двигатели перемещать заготовку и инструмент, изменять их взаимное расположение. Контроллер передает электрические импульсы на двигатели приводов в заданном программой порядке и с заданной длительностью, таким образом санок выполняет предусмотренные оператором действия.
4. Типы операций
Производимые станками с ЧПУ операции представлены в широком ассортименте, в их числе механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали.
Некоторые из наиболее распространенных операций механической обработки на станках с ЧПУ разного типа:
- сверление
- фрезерование
- раскрой материала
- гравировка и вырезание
- обточка (токарные работы)
- развертка и нарезка резьбы
- закручивание винтовых соединений
Это лишь несколько основных, на самом деле операций сотни, и невозможно перечислить все, так как периодически появляются новые, вместе с новыми станками с увеличенной функциональностью.
4.1. Сверление на станках с ЧПУ
Источник: ritmindustry.com
При сверлении на станке с ЧПУ, как правило, станок подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, что создает вертикально выровненные отверстия с диаметром равным диаметру используемого сверла. Угловые сверлильные операции могут быть выполнены с применение специальных приспособлений, либо пятиосевых станках. Помимо сверления, сверлильные станки производят также зенкование, развертывание и нарезание резьбы.
4.2. Фрезерный станок с ЧПУ
Источник: 3dtool.ru
Фрезерование — это процесс обработки, в котором используются фрезы — вращающиеся многоточечные режущие инструменты. Станок с ЧПУ обычно подает заготовку к режущему инструменту в направлении вращения режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в противоположном направлении. Инструмент к заготовке подается в нескольких координатных осях: X и Y — право/лево и вперед/назад; и Z — вверх/вниз. Такой станок способен создавать рельефное трехмерное изображение разной сложности с высокой точностью, ограниченной только размерами используемых фрез и точностными характеристиками самого станка. Трехосевые фрезерные станки с ЧПУ выполняют операции: фрезерование объемных изделий, раскрой листового материала, формирование кромок и отверстий сложной формы и т.д.
4.3. Токарный станок с ЧПУ
Источник: thomasnet.com
Токарная обработка — это процесс обработки, при котором для удаления материала с вращающейся детали используются одноточечные режущие инструменты. При токарной обработке станок с ЧПУ подает режущий инструмент линейным движением вдоль поверхности вращающейся детали, удаляя материал по окружности, до достижения желаемого диаметра, чтобы получить цилиндрические и конические детали с разной кривизной поверхности. Также среди функций токарного станка с ЧПУ: расточка, торцевание, нарезание канавок и нарезание резьбы.
Также среди функций токарного станка с ЧПУ: расточка, торцевание, нарезание канавок и нарезание резьбы.
5.Типы программного обеспечения для станков с ЧПУ
Приложения, используемые для создания и подготовки к работе управляющих станками программ, относятся к следующим категориям:
САПР или CAD — программное обеспечение для автоматизированного проектирования. Это программы, используемые для черчения и создания двухмерных векторных траекторий и трехмерных цифровых моделей деталей и поверхностей, а также сопутствующих технической документации и спецификаций. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой исполняемой программы для изготовления детали на станке с ЧПУ. Программное обеспечение САПР также можно использовать для определения оптимальных свойств деталей, оценки и проверки конструкций, моделирования изделий без прототипа и предоставления данных о конструкции производителям и мастерским.
Источник:youtube.com
CAM — программное обеспечение для автоматизированного производства. Это программы, используемые для извлечения технической информации из модели CAD и создания файла исполняемого кода для станка с ЧПУ. CAM переводит проект детали в набор команд для станка, управляющий длительностью, интенсивностью и очередностью работы каждого привода.
Источник: vseochpu.ru
CAE — еще один вид ПО для автоматизированного проектирования. Это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей разработки проекта. Программное обеспечение CAE используется в качестве вспомогательного средства в таких процессах, как проектирование, моделирование, планирование, производство, диагностика и ремонт; оно помогает в оценке и изменении дизайна продукта.
Источник: youtube. com
com
Некоторые программные комплексы сочетают в себе все возможности программного обеспечения CAD, CAM и CAE.
6. Написание программ для станков с ЧПУ
Несмотря на то, что технологии производства развиваются непрерывно, основы создания программ обработки деталей на станках с ЧПУ неизменны. Например — ни одна программа для станка с ЧПУ не может быть полной или работоспособной без G-кодов.
6.1. G-код
Управляющие программы для станка, ответственные за формирование детали и содержащие в себе детально расписанные по времени инструкции для каждого двигателя осевых приводов и шпинделей, называются “джи-кодами” (G-Code).
Источник: s3-us-west
Формат G-кода был создан в 1960-х годах Ассоциацией электронной промышленности (EIA). Официальное название языка программирования выглядит как RS-274D. G-кодом он называется потому, что многие строки в коде начинаются с буквы G.
Хотя G-код и является универсальным стандартом, многие компании, производители станков с ЧПУ, вносят в него свои особенности, что может помешать совместимости джи-кодов и оборудования. Обычно G-код пишется для станка с известными характеристиками, и отсутствие указанной в коде цепи в схеме станка, как и появление лишней, могут сделать его бесполезным.
6.1.1. Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда машины имели небольшие объемы памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным. Возьмем, к примеру, эту строку кода:
G01 X1 Y1 F20 T01 M03 S500
В этой единственной строке мы даем машине ряд инструкций:
- G01 — Выполнить линейное перемещение
- X1 / Y1 — перейти к этим координатам X и Y
- F20 — движение со скоростью подачи 20
- T01 — Используйте инструмент 1, чтобы выполнить работу
- M03 — включить шпиндель
- S500 — установить скорость вращения шпинделя 500
То есть, в результате выполнения этой короткой строки, станок: переместит шпиндель в заданные координаты, двигая его с указанной скоростью, установит выбранный инструмент, запустит шпиндель и будет вращать фрезу с заданной скоростью вращения.
Несколько строк G-кода, подобные этим, объединяются, чтобы сформировать полную программу для станка с ЧПУ. Ваш станок будет читать его по одной строке, слева направо и сверху вниз, как при чтении книги. Каждый набор инструкций находится на отдельной строке.
6.1.2. Программы G-кода
Цель каждого написанного G-кода — производить детали максимально безопасным и эффективным способом. Чтобы достичь этого, блоки G-кода располагают в логичном и простом порядке, например:
- Запуск программы
- Загрузка необходимого инструмента
- Включение шпинделя
- Включение охлаждения жидкостью
- Перемещение инструмента в положение над деталью
- Начало процесса обработки
- Выключение охлаждающей жидкости
- Отключение шпинделя
- Отвод шпинделя от детали
- Завершение программы
Этот поток — чрезвычайно простая программа, использующая только один инструмент для одной операции. На практике, как правило, повторяют шаги 2–9. Например, приведенная ниже программа G-кода охватывает все приведенные выше блоки кода с повторяющимися разделами, где это необходимо:
Источник: autodesk.com
6.1.3. Модальные и адресные коды
Как и другие языки программирования, G-код имеет возможность повторять действие до бесконечности. Этот процесс использует зацикливание модального кода и выполняет действие, пока вы не отключите его или запустите выполнение другого кода. Например, M03 — это модальный код, который будет запускать шпиндель до бесконечности, пока вы не скажете ему остановиться на M05. Теперь подождите секунду. Это слово (помните: слово — это маленький кусочек кода) не начиналось с буквы G, но все равно это G-код. Слова, начинающиеся с буквы M, являются машинными кодами и включают или выключают такие функции машины, как охлаждающая жидкость, шпиндель и зажимы.
G-код также включает в себя полный список кодов адресов. Коды адресов начинаются с буквенного обозначения, например G, затем идет набор цифр. Например, X2 определяет код адреса X-координаты, где 2 — это значение на оси X, на которое перемещается инструмент.
Список кодов адресов:
Источник: autodesk.com
Есть также несколько специальных кодов символов, которые можно добавить в программу G-кода. Они обычно используются для запуска программы, комментирования текста или игнорирования символов, и включают в себя такие символы:
- % Начинает или заканчивает программу
- () Определяет комментарий, написанный оператором ЧПУ, иногда они должны быть во всех заглавных буквах
- / Игнорирует все символы, которые идут после косой черты
- ; Определяет, когда заканчивается блок кода, не отображается в текстовом редакторе.
6.1.4. Самые распространенные G-кода
Строки начинающиеся на G и M будут составлять большую часть при составлении программы для станков с ЧПУ. Коды, начинающиеся с буквы G, подготавливают вашу машину к выполнению определенного типа движения. Наиболее распространенные G-коды, с которыми вы будете сталкиваться снова и снова в каждой программе для станков с ЧПУ, включают в себя:
- G0 — Быстрое движение
Этот код говорит машине переместить инструмент к указанной позиции координат как можно быстрее. G0 задействует движение по обеим осям, а когда координата по одной из них достигнута, движение продолжается по второй. Вот пример такого движения:
Источник: autodesk.com
- G1 — линейное движение
Этот код говорит машине переместить инструмент по прямой линии к координатной позиции с определенной скоростью подачи. Например, G1 X1 Y1 F32 переместит машину к координатам X1, Y1 со скоростью подачи 32.
Например, G1 X1 Y1 F32 переместит машину к координатам X1, Y1 со скоростью подачи 32.
- G2, G3 — дуга по часовой стрелке, дуга против часовой стрелки
Эти коды говорят машине переместить инструмент по дуге к координатному пункту назначения. Две дополнительные координаты, I и J, определяют местоположение центра дуги, как показано ниже:
Источник: autodesk.com
- G17, G18, G19 — Обозначения плоскостей
Эти коды определяют, на какой плоскости будет обрабатываться дуга. По умолчанию ваш станок с ЧПУ будет использовать G17, который является плоскостью XY. Две другие плоскости показаны на рисунке ниже:
Источник: autodesk.com
- G40, G41, G42 — Компенсация диаметра фрезы
Эти коды определяют компенсацию диаметра фрезы, или CDC, которая позволяет станку с ЧПУ позиционировать свой инструмент слева или справа от определенной траектории. D-регистр хранит смещение для каждого инструмента.
Источник: autodesk.com
- G43 — Компенсация длины инструмента
Этот код определяет длину отдельных инструментов, используя высоту оси Z. Это позволяет станку с ЧПУ понять, где наконечник инструмента по отношению к изделию, над которым он работает. Регистр определяет коррекции на длину инструмента, где H — коррекция на длину инструмента, а Z — длина инструмента.
Источник:autodesk.com
- G54 — Смещение работы
Этот код используется для определения смещения прибора, которое определяет расстояние от внутренних координат станка до точки отсчета на заготовке. В приведенной ниже таблице только G54 имеет определение смещения. Однако можно запрограммировать несколько смещений, если задание требует обработки нескольких деталей одновременно.
Однако можно запрограммировать несколько смещений, если задание требует обработки нескольких деталей одновременно.
Источник: autodesk.com
6.2. M-коды
М-коды — это машинные коды, которые могут отличаться на разных станках с ЧПУ. Эти коды управляют функциями вашего станка с ЧПУ, такими как направления охлаждающей жидкости и шпинделя. Некоторые из наиболее распространенных M-кодов включают в себя:
Источник: autodesk.com
7. Как написать программу для станков с ЧПУ
Источник: http://intellectronics.com
Программирование станков с ЧПУ не так сложно освоить, особенно программирование для токарных станков, потому что токарные станки с ЧПУ имеют только две оси для работы — X и Z, где X контролирует диаметр детали в месте применения инструмента, а Z — место его применения на отрезке длины детали.
Чтобы написать программу для токарного станка с ЧПУ необходимо следовать несложной инструкции.
Сначала нужно вызвать подходящий режущий инструмент для обработки. Этот шаг зависит от станка с ЧПУ и доступного в нем набора инструментов. Используется команда:
Т5 или Т0505
Теперь загрузите значение, соответствующее обозначению выбранного инструмента:
G10 — G54
Поверните главный шпиндель токарного станка с ЧПУ. Команда для вращения главного шпинделя:
G97 S1000
Приведенная выше команда программирования не заставит шпиндель вращаться, она задаст скорость для него 1000 об/мин, чтобы фактически повернуть шпиндель, нужно дать другую команду — чтобы вращать шпиндель в CW (по часовой стрелке) или CCW (против часовой стрелки):
M03 (Повернуть шпиндель по часовой стрелке)
M04 (Повернуть шпиндель против часовой стрелки)
M05 (Остановить шпиндель)
Чтобы включить охлаждающую жидкость на станке с ЧПУ:
M08 (СОЖ)
M09 (СОЖ OFF)
Теперь самое время переместить инструмент. Для его перемещения есть несколько команд программирования.
Для его перемещения есть несколько команд программирования.
Для быстрого перемещения инструмента (Rapid Traverse):
G00 X … Z …
Где G00 это команда на быстрое перемещение, а значения X и Z являются координатами пункта назначения для инструмента.
Чтобы перемещать инструмент с контролируемой подачей, то есть с заданной скоростью (Linear Traverse), нужно использовать следующую команду:
G01 X … Z … F …
Где G01, соответственно, команда выбранного действия, X и Z являются координатами пункта назначения по осям X и Z, а F задает момент (скорость/усилие) подачи инструмента.
Для обработки дуги или круговой интерполяции на компоненте используются следующие команды программирования для станков с ЧПУ или G-коды:
G02 X … Z … R …
G03 X … Z … R …
G02 используется для дуги по часовой стрелке, а G03 — против часовой стрелки. Значения X и Z являются координатами пункта назначения, а R — радиусом дуги.
Чтобы завершить выполнение программы используется команда:
M30 — Завершить программу и подвести курсор к запуску программы.
Рекомендуемое оборудование
Лазерный станок LF1325L (лазер RAYCUS)
LF1325L – станок для резки металла от компании G.WEIKE LASER, который широко применяется в рекламной индустрии. Модель отличается компактными для своей рабочей площади размерами, что позволяет размещать ее в помещениях ограниченного объема. Используется для фигурной резки и раскроя листовых материалов, в том числе металла.
Гравировальный станок GCC LaserPro Spirit SL 25
Новый дизайн гравировального станка компании GCC был разработан с учетом потребностей потребителей — он имеет свободную область в нижней части, предназначенную для расположения инструментов, вытяжки, вспомогательных материалов и многого другого. Применяется в рекламной и сувенирной отраслях, характеризуется высокой скоростью и точностью работы.
Применяется в рекламной и сувенирной отраслях, характеризуется высокой скоростью и точностью работы.
Сверлильный станок Optimum DR5
Мощнейший промышленный сверлильный станок Optimum DR5 подойдет для нарезания резьбы, сверления и развертывания. Рукав снабжен электроприводом подъемного штока, позволяющим поднимать и опускать его автоматически, и поворачивается вокруг колонны на 180 градусов. Благодаря особой конструкции зажимных устройств, смещение практически исключено. Упор глубины сверления легко регулируется, а панель управления достаточно наглядна.
3D принтер по металлу МЛ6-1-25
МЛ6-1-25 – принтер отечественного производителя, разработанный для объемного построения функциональных металлических объектов с использованием технологии SLM. В своей работе устройство использует широкий спектр мелкодисперсных металлических порошков: порошок нержавеющей стали, титана, алюминия, сплавов никеля, кобальт-хрома. Плавление производится лазерным лучом в герметично закрытой камере, заполненной инертным газом. Подогрев рабочей поверхности до 250°С обеспечивает снижение механических деформаций при послойном построении и повышение продуктивности производства.
Токарный станок с ЧПУ Steepline 1SL01
Модель 1SL01 – это 3D-станок по дереву и другим материалам, выделяющийся большой скоростью фрезерования (0-2м/мин) и точным перемещением суппорта (0-3м/мин). Обрабатывающий инструмент двигается с крайней точностью, из-за присутствия в конструкции оборудования высокопрофессиональных ШВП, которые позволяют с высокой точностью перемещать суппорт и шпиндель по трем осям перемещения, что полностью убирает люфт.
Фрезерный станок Роутер 7846
Роутер 7846 предназначен для обработки разных видов заготовок и материалов. Детали станка изготовлены из металла, благодаря чему достигается высокая жесткость и устойчивость к вибрациям. В комплект поставки входит зажим, который, вместе со столом, обеспечивает надежную фиксацию материалов и заготовок.
В комплект поставки входит зажим, который, вместе со столом, обеспечивает надежную фиксацию материалов и заготовок.
Фрезерный станок с ЧПУ Clever B540
Функционал станка идеален для работы с изделиями небольшого размера для различных производственных отраслей. Это может быть изготовление опытных и штучных изделий, малосерийных деталей и многого другого.
Фрезерный станок Roland MODELA MDX-50
MDX-50 – это промышленный фрезерный станок, который идеально подходит для CAD/CAM-образования, прототипирования и моделирования. На нем можно также печатать 3D-детали с точностью до 0.01 мм. Эта мощная и точная машина обладает большими возможностями, за счет совместимости с любым софтом CAM, встроенной панели управления и автоматической смене инструмента.
Токарный станок с копиром LTT MCF3015
Токарный станок с копиром LTT MCF3015 разработан по современным технологиям и оснащен мощными комплектующими, поэтому прослужит долгие годы даже при минимальном уходе. Он используется при обработке дерева, композитов и полимеров, прост и удобен в управлении, за счет чего отлично подойдет для учебных целей. Данная модель способна работать как по шаблону, так и полностью в ручном режиме.
3D-фрезер Advercut K6090T
Фрезерный станок Advercut K6090T предназначен для применения в таких сферах, как: реклама, отделка интерьеров помещений, создание сувенирной продукции, работа различных творческих мастерских. С помощью станка можно выполнять различные операции: сверление, гравировку, раскрой, 3D-фрезерование.
Заключение
Обработка на станках с ЧПУ демонстрирует преимущества перед многими производственными процессами, но может не подходить для некоторых отдельных применений, или использоваться совместно с другими техпроцессами.
Числовое программное управление может быть интегрировано в станки разных типов, осуществляющих обработку не только инструментами, но и, например, абразивными субстанциями, выпускаемыми под давлением в потоке жидкости или газа.
Даже если вы никогда не станете писать свою собственную программу для станка с ЧПУ вручную, понимание основ G-кода даст вам преимущество при работе в этой области. Основные принципы построения кода не меняются, даже когда на практике G-код отличается у разных производителей станков.
Надеемся, что эта статья поможет вам сделать первые шаги в освоении этой интересной и перспективной области.
Для приобретения станков с ЧПУ обращайтесь в Top 3D Shop — наши специалисты помогут с выбором наиболее подходящих станков для любой сферы производства.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Создание программ для станков с ЧПУ
Можно писать управляющие программы на компьютере в блокноте, особенно если с математикой хорошо и много свободного времени. Или можно сразу на станке, и пусть весь цех подождет, да и заготовку лишнюю не жалко. Есть еще третий способ написания – лучше еще не придумали.
Станок с ЧПУ обрабатывает заготовку по программе в G-кодах. G-код – это набор стандартных команд, которые поддерживают станки с ЧПУ. Эти команды содержат информацию, где и с какой скоростью двигать режущий инструмент, чтобы обработать деталь. Передвижение режущего инструмента называется траекторией. Траектория инструмента в управляющей программе состоит из отрезков. Эти отрезки могут быть прямыми линиями, дугами окружностей или кривыми. Точки пересечения таких отрезков называются опорными точками. В тексте управляющей программы выводятся координаты опорных точек.
Пример программы в G-кодах
|
Текст программы |
Описание |
|
G17 G54 G90 |
Задаем параметры: плоскость обработки, номер нулевой точки, абсолютные значения |
|
T1 M6 |
Вызов инструмента с номером 1 |
|
M3 S8000 |
Включение шпинделя – 8000 об/мин |
|
G0 X-19 Y-19 |
Ускоренное перемещение в точку X-19 Y-19 |
|
G0 Z3 |
Ускоренное перемещение на высоту |
|
G1 ХЗ Y3 F600 |
Линейное перемещение инструмента в точку ХЗ Y3 с подачей F = 600 мм/мин |
|
G2 Х8 Y3 R8 |
Перемещение инструмента по дуге радиусом 8 мм в точку X8 Y3 |
|
М5 |
Выключение шпинделя |
|
МЗ0 |
Завершение программы |
Есть три метода программирования станков с ЧПУ:
- Вручную.

- На станке, на стойке с ЧПУ.
- В CAM-системе.
Вручную
Для ручного программирования вычисляют координаты опорных точек и описывают последовательность перемещения от одной точки к другой. Так можно описать обработку простой геометрии, в основном для токарной обработки: втулки, кольца, гладкие ступенчатые валы.
Проблемы
Вот с какими проблемами сталкиваются, когда программу на станок пишут вручную:
— Долго. Чем больше строк кода в программе, тем выше трудоемкость изготовления детали, тем выше себестоимость этой детали. Если в программе получается больше 70 строк кода, то лучше выбрать другой способ программирования.
— Брак. Нужна лишняя заготовка на внедрение, чтобы отладить управляющую программу и проверить на зарезы или недорезы.
— Поломка оборудования или инструмента. Ошибки в тексте управляющей программы, помимо брака, также могут привести и к поломке шпинделя станка или инструмента.
У деталей, для которых программы пишут вручную, очень высокая себестоимость.
На стойке с ЧПУ
На стойке с ЧПУ программируют обработку детали в диалоговом режиме. Наладчик станка заполняет таблицу с условиями обработки. Указывает, какую геометрию обрабатывать, ширину и глубину резания, подходы и отходы, безопасную плоскость, режимы резания и другие параметры, которые для каждого вида обработки индивидуальны. На основе этих данных стойка с ЧПУ создает G-команды для траектории движения инструмента. Так можно программировать простые корпусные детали. Чтобы проверить программу, наладчик запускает режим симуляции на стойке с ЧПУ.
Проблемы
Вот с какими проблемами сталкиваются, когда программу пишут на стойке:
— Время. Станок не работает, пока наладчик пишет программу для обработки детали. Простой станка – это потерянные деньги. Если в программе получается больше 130 строк кода, то лучше выбрать другой способ программирования. Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную.
Хотя на стойке с ЧПУ, конечно, написать программу быстрее, чем вручную.
— Брак. Стойка с ЧПУ не сравнивает результат обработки с 3D-моделью детали, поэтому симуляция на стойке с ЧПУ не показывает зарезы или положительный припуск. Для отладки программы нужно заложить лишнюю заготовку.
— Не подходит для сложнопрофильных деталей. На стойке с ЧПУ не запрограммировать обработку сложнопрофильных деталей. Иногда для конкретных деталей и типоразмеров производители стоек ЧПУ под заказ делают специальные операции.
Пока идет создание программы на стойке, станок не приносит деньги производству.
В SprutCAM
SprutCAM – это CAM-система. CAM – сокращение от Computer-Aided Manufacturing. Это переводят как «изготовление при помощи компьютера». В SprutCAM загружают 3D-модель детали или 2D-контур, затем выбирают последовательность изготовления детали. SprutCAM рассчитывает траекторию режущего инструмента и выводит ее в G-кодах для передачи на станок. Для вывода траектории в G-код используют постпроцессор. Постпроцессор переводит внутренние команды SprutCAM на команды G-кода для станка с ЧПУ. Это похоже
на перевод с иностранного языка.
Принцип работы в SprutCAM представлен в этом видео:
Преимущества
Вот какие плюсы при работе со SprutCAM:
— Быстро. Сокращает время на создание программ для станков с ЧПУ на 70 %.
— Внедрение без лишней заготовки. Программа проверяется до запуска на станке.
— Исключает брак. По отзывам наших пользователей, SprutCAM сокращает появление брака на 60 %.
— Контроль столкновений. SprutCAM контролирует соударения с деталью или рабочими узлами станка, врезания на ускоренной подаче.
— Обработка сложнопрофильных деталей. В SprutCAM для многоосевых операций используют 13 стратегий перемещения инструмента по поверхности детали и 9 стратегий управления осью инструмента. SprutCAM автоматически контролирует угол наклона и рассчитывает безопасную траекторию обработки, чтобы не было соударений державки или режущего инструмента с заготовкой.
SprutCAM автоматически контролирует угол наклона и рассчитывает безопасную траекторию обработки, чтобы не было соударений державки или режущего инструмента с заготовкой.
Составление управляющей программы для своего станка с ЧПУ возможно в полнофункциональной версии SprutCAM. Ее нужно скачать и запустить. После установки необходимо будет пройти регистрацию. Сразу после регистрации SprutCAM начнет работать.
Для тех кто только начал пробовать, мы предоставляем 30 дневную полнофункциональную бесплатную версию программы!
SprutCAM – это 15 конфигураций, в том числе две спецверсии: SprutCAM Практик и SprutCAM Robot. Чтобы узнать, какая конфигурация подходит для вашего оборудования и сколько она стоит, звоните по телефону 8-800-302-96-90 или пишите на адрес [email protected].
Как писать программу для токарного станка с ЧПУ
Обработка металлических заготовок на токарных станках с ЧПУ осуществляется при помощи специальной программы. Она представляет собой набор команд, выраженных в числовых значениях. Таким образом машинам задается план работы, согласно которому они и действуют.
Первым шагом в разработке плана действий является построение координатных лучей. На них при помощи цифрового кода распределяются точки, по которым будут действовать рабочие элементы.
Координатная система
Программы для автоматических станков составляются на декартовой системе координат, которая включает в себя три луча. Они располагаются в пространстве перпендикулярно друг другу, их начальной точкой является центр. Таким образом создается траектория движения режущего инструмента. Расположение трех осей в пространстве основывается на нескольких правилах:
- Ось Z может направляться вертикально и горизонтально. Она совмещается с осью, по которой осуществляется движение шпинделя.
- Ось X представляет собой луч, расположенный горизонтально. В случае, если Z расположена горизонтально, то X пролегает по правой стороне от левого края передней части агрегата. При ее вертикальном положении, X пролегает по правую сторону токарного станка, а именно его передней части (при условии расположения к ней лицом).
- Положение оси Y определяется путем поворота X относительно Z на 90°.
 При ее вертикальном положении, X пролегает по правую сторону токарного станка, а именно его передней части (при условии расположения к ней лицом).
При ее вертикальном положении, X пролегает по правую сторону токарного станка, а именно его передней части (при условии расположения к ней лицом).Отсчет начинается от точки, в которой лучи пересекаются. Точка на системе координат задается путем отметки ее числового значения на каждом луче.
Процесс работы
В ходе написания программы используются несколько координатных систем, таким образом образовывается сразу несколько центров. Определение рабочего процесса осуществляется по следующим точкам:
- M – ее параметры задает производитель, их изменение не представляется возможным;
- R – является постоянной, в момент запуска работы агрегат должен находиться в начальной точке;
- N – точка расположения закрепляющего механизма режущего инструмента, задается производителем, изменению не подлежит;
- W – отметка заготовки, располагается свободно, в случае двухсторонней обработки, ее положение может меняться;
- T – в ней осуществляется замена инструментов, задается программистом.
Пример
Путем изучения программы для агрегатов с ЧПУ, инженер-программист начинает лучше понимать весь процесс работы. В качестве примера приведем небольшую часть кода, используемого для обработки заготовок.
Задача заключается в следующем: требуется изготовить деталь, радиус которой составляет 50 мм, а уступ 20. Обработка в этом случае осуществляется следующим образом:
- N20 S1500 M03 – скорость работы шпинделя составляет 1500 об/мин, движение осуществляется по часовой стрелке;
- N25 G00 X0 ZO – старт работы;
- N30 X20 – отхождение режущего инструмента согласно заданным параметрам;
- N40 G02 X60 Z – 40/50 F0,5 – движение резца по координатам, указанным в программе;
- N50 G00 Z0 X0 – перемещение в начальное положение;
- M05 – выключение шпинделя;
- М30 – остановка работы.
Перед тем, как приступить к работе, следует провести подготовку: фиксирование резца осуществляется в начальной точке заготовки, далее параметры обнуляются.
Современные программы для токарных станков с ЧПУ являются технологически гибкими. Благодаря этому, по завершении одной работы можно незамедлительно приступить к выполнению другой. Программы управления напрямую влияют на качество обработки, поэтому нужно ответственно подходить к их написанию. Лидерами подобного автоматизированного оборудования являются следующие модели: ТС23, Siemens 808DA, Siemens 808D.
Написание программ для станков с ЧПУ
Зачастую многие люди не понимают, что из себя представляет программирования станка. Мол пройдись по программе, делов-то на 5ть минут. Этим постом я постараюсь приоткрыть завесу тайны над сим действом, разумеется в общих чертах, кому надо более детально могут прочитать книгу современный станок с чпу, она есть в этих ваших интернетах.Программа представляет из себя набор из G и М кодов. G коды – это основные коды, которыми программируется движение осей станка, плоскости, интерполяции и пр. М коды – подготовительные, запуск шпинделя, охлаждение, смена инструмента, конец программы. Я не буду полностью расписывать синтаксис кодов, тем более что они немного отличаются у разных производителей стоек.
G0 X Y Z – Ускоренные перемещения, где XYZ – координаты, на которые нужно переместить оси.
G1 X Y Z F** – Рабочее движение, XYZ – координаты, F скорость перемещения. На фрезерных станках задается в мм/мин.
G2, G3 – Круговая интерполяция, существует много вариантов записи данной команды даже на одной стойке. Я стараюсь пользоваться таким форматом G2 X Y Z R, где XYZ координаты конца дуги описываемой инструментом, R – радиус дуги.
Фрагмент программы
G0 X-80.688 Y-9.733
Z30.
Z4.5
G1 Z-.5 F40.
X-83.516 Y-11.795 F80.
X-90.
 554 Y-16.924
554 Y-16.924X-82.139 Y-19.166
X-78.757 Y-20.067
G0 Z.25
Для визуализации этой абракадабры существую специальные редакторы я пользуюсь CIMCO Edit
По мимо визуализации, он еще и показывает время обработки, и позволяет создавать код для простых контуров. Я правда с этим не разбирался, по причине того, что я использую САМ систему, которая создает код, по 3д модели детали.
Теперь давайте обратим внимание на то откуда берутся координаты которые мы указываем. Раньше во времена исторического материализма, когда компьютеры были большие и их было мало. Контур строился на миллиметровке и по нему составляли путь фрезы. Способ конечно хороший и развивает знания геометрии, но долгий. Попробуйте постройте простенький контур кармана этой детали.
Деталь
Контур
А если координаты пересечения сегментов нужно получить точно, а не построением? В этом случае ситуация упрощается, тем что контур у этой детали 1 и не меняется с ростом глубины.
А если нам надо фрезеровать деталь такого плана.
На каждое сечение нужно строить свой контур, что займет очень много времени.
И вероятность ошибки тоже увеличится. И тут на на помощь приходят САМ системы. Их существует множество, я пользуюсь системой “тяжеловесом”, с встроенным САМ модулем CATIA. Система создает код по указанной геометрии.
Также можно посмотреть результат обработки.
У всех систем есть свои сложности, многие при сложной геометрии могут совершать “лишние” движения. Но все равно выигрыш во времени написания программы достаточно существенный. А если учесть, скорость внесения изменений, то становиться ясно, что при работе руками за ней не угонишься. Также стоит учесть, что любую программу в итоге можно подправить руками.
Заказать программы для ЧПУ в Самаре, Цены
Для производства сложных деталей на станках с ЧПУ требуется наличие специальной управляющей программы. Она представляет собой набор команд, с помощью которых станок сможет создать деталь без участия человека.
Создать программу для ЧПУ станка можно и собственными силами, но для этого в штате компании должен быть квалифицированный специалист с соответствующим опытом работы. Второй вариант – заказать ее написание в нашей компании, где работает целый отдел профессиональных сотрудников.
Вне зависимости от того, работает станок ЧПУ в автоматическом или полуавтоматическом режиме, его задачей является контроль за следующими параметрами:
- Включение\выключение прибора, правильный подбор и замена инструментария.
- Корректное размещение деталей на рабочем столе.
- Корректная траектория движения составных частей механизма.
- Своевременное применение дополнительных возможностей станка.
При полноценном и правильном применении программного обеспечения станок работает на все 100%, позволяя получить максимальную эффективность. А это значит, на изготовление детали уходит минимальное количество времени, износ режущего инструмента минимизируется, выработка ресурса техники сокращается, а производительность растет.
Написание программа для станков с ЧПУ может быть произведено на любом персональном компьютере при условии установки на нем необходимого программного обеспечения. Когда программа готова, она переносится на станок. Некоторые станки позволяют производить программирование непосредственно в своем интерфейсе. На сегодняшний день многие виды станков обладают человеко-машинным типом интерфейса.
3 этапа программирования
- Загрузка 3д модели детали с целью сбора информации о ней. Специалисты получают данные о виде материала, базовых характеристиках изделия, особенностях его обработки и пр.
- Создание тематической матрицы и выстраивание последовательных команд. Задается порядок выбора инструментов, скорость движения шпинделя, расположение деталей и т.д.
- Внесение правок и эмуляция кода. Помогает избежать ошибок в работе, например, пересечение линий движения инструментов и так далее.

Когда все три этапа пройдены, программа готова к загрузке на станок и настройке. Перед запуском оборудования в работу, оно еще раз проверяется с целью найти и обезвредить возможные программные ошибки.
Программы для ЧПУ станков – программирование станков с ЧПУ в Челябинске
Правильно написанная программа ЧПУ определяет качество и точность исполнения изготовления деталей, позволяет увеличить ресурс инструмента, не испортить станок и дорогостоящее оборудование, а также уменьшить время изготовления детали (тем самым за единицу времени можно изготовить больше деталей).
Мы пишем программы для следующих ЧПУ стоек FANUC, Syntec, Heidenhain, Маяк, Sinumerik и FMS
Специалисты нашей компании занимаются написанием программ и разработкой правильных технологических процессов для ЧПУ станков со стойками FANUC, Syntec, Heidenhain, Маяк, Sinumerik и FMS. Разработанные нами технологические процессы помогают грамотно подобрать инструмент, параметры изготовления изделия, снизить сроки на изготовления изделий, себестоимость изготовления детали, тем самым увеличив вашу прибыль.
Вы затрудняетесь и не можете выбрать программу ЧПУ, подходящую вашим требованиям? А может, у вас сложная по изготовлению деталь? Наши специалисты предлагают индивидуальное написание программ для станков ЧПУ согласно требованиям заказчика.
Как происходит написание программ для станков ЧПУ на заказ
Ход разработки кода по управлению станком включает в себя следующие этапы:
- Получение сведений о станке. Необходимо предоставить чертежи, образец или данные габаритов изделия;
- Создание модели изделия в 3d;
- Согласование работы с заказчиком;
- Разработка программы по созданному образцу.
Однако, следует знать – программирование станка с ЧПУ на этом этапе еще не закончено. Не менее важной стадией является разработка постпроцессора, ведь от интерпретации кода зависит правильная работа программы в целом.
Не менее важной стадией является разработка постпроцессора, ведь от интерпретации кода зависит правильная работа программы в целом.
Чем выгодно написание программ для станков ЧПУ от нашей компании
Нас выбирают по следующим причинам:
- Созданные нашими специалистами программы ЧПУ учитывают все требования заказчика и делают работу станков еще более точной и эффективной;
- Индивидуальный подход к каждому заказчику;
- Многолетний опыт специалистов;
- Перманентный контроль на всех этапах разработки;
- Помощь в замерах изготовленных деталей для возможной корректировки УП.
Станки с программным управлением являются неотъемлемой частью высокоэффективного производства. Обращаясь в компанию «Промснаб», вы получаете не просто код, а полностью проработанный технологический процесс (подбор инструмента, программа написанная для вашего оборудования, и даже изготовленную в качестве теста деталь). Наши специалисты всегда готовы прийти на помощь и проконсультировать по всем вопросам, а также составить программу ЧПУ, опираясь на ваши рекомендации. Для того, чтобы сделать заказ, позвоните нам по телефону, указанному на сайте, или оставьте заявку, и мы свяжемся с вами в любое удобное вам время!
Управляющие программы для ЧПУ станков на заказ. Выгодно!
Заказать расчет моделиДля изготовления сложных деталей на станках с ЧПУ необходима специально написанная управляющая программа. Это набор команд для профессионального оборудования, следуя которым, станок без участия человека, вытачивает деталь.
Программы для создания моделей можно составлять самостоятельно при наличии квалифицированного оператора станка ЧПУ или заказывать в нашей студии.
Что прописывается в stl?
Станок с ЧПУ для автономной или полуавтономной работы должен учитывать и отслеживать сразу несколько параметров:
- Включение и выключение аппарата, подбор и смену инструментов;
- Траекторию движения рабочих инструментов;
- Размещение деталей, их рапсоложение на рабочем поле;
- Использование дополнительных возможностей оборудования.

Такой подход позволяет загружать станок почти на 100%, добиваясь максимальной эффективности. И как следствие, получать готовую деталь за меньшее количество времени, вырабатывать меньший ресурс техники, обеспечивая медленный износ режущего инструмента.
Как создается УП?
Управляющую программу можно создать на любом ПК с предустановленным соответствующим программным обеспечением, а затем перенести на станок. Или же, если позволяет оборудование, создать программу для изготовления модели непосредственно в интерфейсе станка. Большинство видов современного оборудования имеют человеко-машинный интерфейс. Весь этап программирования можно разделить на 3 этапа:
- Получение информации о детали методом загрузки 3д модели. На этом этапе получают информацию, в том числе о типе материала, характеристиках готовой поверхности изделия, необходимости припусков и дополнительной обработки изделия;
- Построение математической матрицы и подбор последовательных команд. Здесь определяется, какой инструмент будет использоваться, в какой последовательности, как будет расположена деталь, какая скорость вращения шпинделя, сколько проходов необходимо сделать;
- Эмуляция кода и внесение корректировок. Этот этап необходим для исключения пересечений траекторий движения инструментов. А также недопущения ошибок при измерении деталей, указания оси координат.
После этого программу можно загружать в станок, настраивать оборудование, подбирать инструмент, после чего запускать производство пробной партии. В ходе работы могут быть выявлены ошибки программирования, которые необходимо исправить до запуска серии.
 youtube.com/embed/45F0I7y6b8U”/>
youtube.com/embed/45F0I7y6b8U”/>
Программы для ЧПУ. Софт:
Для создания и обработки УП выпускается специализированный софт.
Наиболее популярны следующие программы:
- PowerMill – ПО, разработанное Autodesk Inс, прекрасно подходит для программмирования траекторий для фрезерных ЧПУ,
- ArtCAM – самый популярный вариант для создания моделей и разработки управляющей программы,
- 3DS MAX – вспомогательная программа CorelDRAW X7, чаще всего применяется непосредственно при разработке моделей,
- Linux CNC – бесплатна, интуитивна понятна, подходит для разных станков с ЧПУ, тем не менее непопулярна из-за множества недостатков,
- Math 3 – удобна наличием русифицированной версии, подходит для всех видов станков, даже для самодельных, этим и обусловлена высокая популярность данного ПО,
- также можно работать с T-FlexCAD, Visual CAD/CAM,
- Feature CAM 2011, NanoCAD, Gibbs CAM, AutoCAD, SolidWorks
- и в других программах.
Все программы поддерживают формат 3D файлов STL и на основе заложенной информации после импорта строят математическую модель будущей детали. После преобразования изображения в G-коды, команды для двигателя станка с ЧПУ записываются в файл формата CNC. Именно его загружают в систему ЧПУ для изготовления детали.
Желательно приобретать лицензированный софт, в этом случае вы избежите проблем с зависанием.
Если 3D модель будущего изделия можно создать один раз, а затем использовать для изготовления деталей любого размера и из любого материала, то УП для станков с ЧПУ пишется каждый раз заново.
Даже если изменяются размеры изделия, выбирается другой материал или вносятся какие-либо корректировки, например, добавляется новый тип обработки – управляющую программу нужно будет менять.
 youtube.com/embed/WfWTwO4oVnM”/>
youtube.com/embed/WfWTwO4oVnM”/>
Что делать, если вы далеки от программирования?
В этом случае стоит обратиться за помощью к специалистам.
Наша компания с 2005 года занимается разработкой и продажей 3D моделей в stl-формате для ЧПУ станков. В нашем штате трудятся опытные дизайнеры-моделлисты. В нашем каталоге насчитывается больше тысячи разнообразных 3д моделей, подходящих под запросы самых требовательных заказчиков. Также предоставляем услуги по изготовлению управляющих программ для чпу. Заказать УП предельно просто. Достаточно связаться с нами любым удобным для вас способом. Наши менеджеры ответят на все вопросы.
6 шагов перед созданием программы ЧПУ
Успех программы ЧПУ является прямым результатом подготовки, проделанной перед ее созданием. Хотя плохо подготовленный программист может создавать работоспособные программы, такие программы часто будут подвержены ошибкам, будут неэффективными, недружественными для пользователя или трудными для проверки. Время, сэкономленное за счет пропуска этапов подготовки, можно легко потерять, когда задание поступает на станок с ЧПУ.
Время, затраченное на правильную подготовку, будет иметь большое значение для обеспечения успешности и эффективности программы ЧПУ.
Вот шесть этапов планирования, которые необходимо выполнить перед созданием новой программы.
Шаг 1: Определите операции обработки, которые необходимо выполнить.
Для простых деталей требуемые операции обработки могут быть легко определены. Но по мере того, как увеличивается сложность, возрастает и трудность изолировать все, что должно быть сделано во время данной операции. Маршрутный лист компании, который обычно дает общие инструкции, такие как «завершить все фрезерование и обработку отверстий», бесполезен.Программисту остается найти все поверхности, которые необходимо обработать. Это непростая задача со сложными чертежами, имеющими несколько видов, распределенных по нескольким страницам.
Один из способов идентифицировать обработанные поверхности – использовать цветные ручки и разметить рабочую копию инженерного чертежа. Другой – создать список обработанных поверхностей и соответствующих режущих инструментов. Любой из этих методов не позволит вам что-то упустить, когда придет время создавать программу.
Шаг 2: Определите порядок обработки.
Порядок обработки имеет первостепенное значение. Одно общее практическое правило – все сначала черновать, прежде чем что-либо закончить. Если это правило нарушается, может оказаться невозможным стабильное производство приемлемых деталей. В сложном процессе легко что-то забыть.
Рекомендую использовать форму планирования последовательности операций. Заголовки этой формы могут включать:
- Номер ступени
- Описание работы
- Название режущего инструмента (компоненты режущего инструмента указаны отдельно)
- Станция с режущим инструментом номер
- Скорость шпинделя
- Подача
- Примечания / проблемы для шага
Заполненная форма становится письменной версией вашей программы.Любой, кто увидит это в будущем, точно знает, что делает программа. Если вы сомневаетесь, будет ли выбранный вами процесс работать, вы можете поделиться им с другими в своей компании для подтверждения. Используйте его как контрольный список при разработке своей программы, чтобы не забыть что-то.
Шаг 3. Посчитайте.
Идея состоит в том, чтобы не нарушать ход ваших мыслей во время программирования для выполнения вычислений. Во время ручного программирования вы должны вычислить координаты, необходимые для программы.Также необходимо будет рассчитать условия резания (скорости и подачи), даже если используется система CAM. Координаты могут быть задокументированы отдельно или записаны на вашей рабочей копии инженерного чертежа. Скорости и подачи также могут быть задокументированы в ранее упомянутой форме планирования.
Шаг 4: Рассмотрим зажимное приспособление.
В зажимном устройстве могут быть некоторые особенности, влияющие на создание программы ЧПУ. Примеры включают ориентацию приспособления на столе, зажимы, которых следует избегать, поверхности расположения и конфигурацию кулачков для трехкулачковых патронов.Только с четким пониманием того, как деталь будет удерживаться в установке, можно создать приемлемую программу ЧПУ.
Шаг 5: Рассмотрите режущие инструменты.
Условия резания напрямую связаны с режущими инструментами, которые вы будете использовать, и, как уже упоминалось, должны быть задокументированы в форме планирования. Также могут быть проблемы с жесткостью или зазором. Если вы знаете, что фреза будет выполнять мощные черновые операции, она должна быть как можно короче. И наоборот, сверлу, возможно, придется проникнуть глубоко в отливку, чтобы добраться до поверхности, в которой необходимо вырезать отверстие.Примечания, включенные в вашу форму планирования, могут выделить любые особые соображения, которые вы должны помнить при программировании и предоставлении инструкций по настройке.
В какой-то момент вы должны составить список компонентов, из которых состоит каждый режущий инструмент. Эта информация будет включена в документацию по установке. Выполнение этого перед программированием может выявить проблему, которая влияет на то, что программа должна делать.
Шаг 6: Напишите документацию.
Разработайте документацию по настройке и производственному циклу, как если бы программа ЧПУ уже была создана.Обдумывание того, что должны делать люди и операторы по настройке при выполнении задания, может выявить кое-что, что вы можете сделать в программе, чтобы помочь им. Будет ли квалифицирована установка оснастки? Если да, можете ли вы включить в программу команды G10 для сохранения / ввода значений присвоения нулевой точки программы в смещениях приспособлений? Потребуется ли пробная обработка? Если да, можно ли использовать зонд для автоматизации процесса? Предварительная разработка документации может помочь ответить на эти вопросы сотрудникам.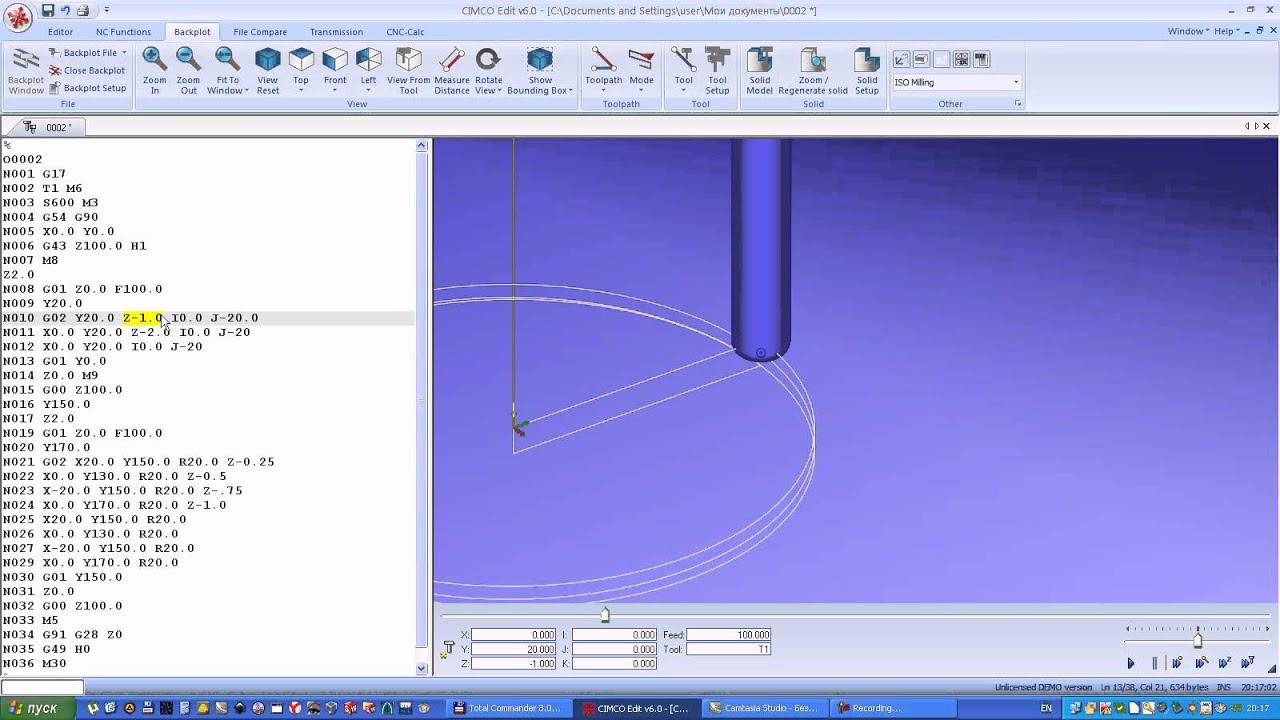
Хотя эти подготовительные шаги требуют времени, их пропуск может быть безрассудным и расточительным, особенно если учесть время простоя машины, которое потребуется для исправления проблем, которые должны были быть решены на этапе подготовки.Нет оправдания тому, что машина тратит время на что-то столь же простое, как неготовность к созданию программы.
Что они означают при обработке с ЧПУ?
G-код – это язык программирования, используемый для управления станками с ЧПУ. Программа – это последовательность кодов и данных, которые говорят машине, что делать. Запрограммированные коды вместе с правильным инструментарием в обрабатывающем центре с ЧПУ позволяют производить правильные и воспроизводимые детали.G-код делает станки с ЧПУ последовательными для программирования и гибкими, способными производить различные детали.
Во время работы станка с ЧПУ код отображается на мониторе оператора, его можно увидеть прокручивающимся, считывающим и обрабатываемым станком.
G-Code – Мастер действий
Проще говоря, G-код – это язык программирования программного обеспечения, используемый для управления станком с ЧПУ. И даже при сложной обработке с ЧПУ G-код записывается простым, логическим способом.
За « G » следует номер, который представляет собой команду на изменение геометрии. Например, « G00 » – это команда быстрого перемещения. Он перемещает инструмент к геометрии детали с максимальной скоростью и обычно используется для перемещения инструмента и детали от ближнего к дальнему или наоборот.
Вот несколько примеров G-кода:
G00: быстрое перемещение в определенную координатную позицию
G01: линейная подача
G02 / G03: Подача по часовой стрелке / против часовой стрелки
За этими кодами, такими как G00, следует геометрическое положение . Геометрия передается с координатами на осях, таким образом, координата « X » и координата « Y » на плоскости.
Геометрия передается с координатами на осях, таким образом, координата « X » и координата « Y » на плоскости.
Давайте разберемся с «G00G58X-120.Y-5». Вы знаете, что «G00» означает быстрое движение. «G58» задает координаты заготовки , изменяя геометрию относительно смещений заготовки, например, начало координат детали. «Х-120». означает переход к «-120 мм» по оси X и «Y-5». означает переход к «-5 мм» по оси Y.
G-код может повторять действие бесконечно, пока оно не будет остановлено.Например, G01, за которым следует последовательность позиций X, Y или Z, означает, что все перемещения линейной подачи происходят в G01. Типичным примером обработки является торцевое фрезерование, при котором последовательность позиций используется для обработки контура торца детали.
Оси X и Y позиционируют шпиндель точно для выполнения резки или другой функции.
M-Code – Организатор функций
M-код управляет различными функциями , и обычно их можно рассматривать как негеометрические машинные функции .Примеры включают запуск и остановку вращения шпинделя, включение и выключение охлаждающей жидкости, смену поддона и т. Д. Некоторые из этих функций могут отличаться в зависимости от конкретного станка .
Вот несколько примеров M-кода:
- M00: Остановить любую функцию, выполняемую программой в данный момент
- M03: вращать шпиндель по часовой стрелке
- M08 / M09: включение / выключение заливной охлаждающей жидкости
Подобно G-коду, M-код состоит из « M » и числа. Однако, в отличие от G-кода, M-код может быть более конкретным для разных машин и более настраивается .Оба типа необходимы, чтобы станок с ЧПУ выполнял свои функции.
Как и любой язык, ЧПУ имеет много других аспектов. Эта диаграмма представляет собой всего лишь выборку всех строк программы , которые могут быть включены в код.
| Строка программы | Пояснение |
| N102M6T2 | Номер кадра 102, смена инструмента на инструмент 2 |
| (ФАСМИЛЬНАЯ ФРЕССА 3 ”) | Комментарий – машина не считывается, но сообщает, что инструмент 2 инженера-оператора представляет собой 3-дюймовую торцевую фрезу |
| M82 | Поддон А, чек |
| ЕСЛИ [# 10002 + # 11002LT150.] GOTO2001 | Мин. Проверка высоты инструмента |
| IF [# 10002 + # 11002GT154.] GOTO2002 | Проверка макс. Высоты инструмента |
| G00G90B267. | Быстрое абсолютное позиционирование, поддон поворачивается на B 267 (градусы) |
| M08 | Охлаждающая на |
| (ЧАСТЬ B) | Комментарий |
Некоторые примеры строк программирования кода и их значение. Все, что указано в скобках, не считывается машиной.Это комментарии для программиста и оператора.
Другие команды. Прочие машины.
Помимо G- и M-кодов и позиционирования осей X / Y / Z, при обработке с ЧПУ используются другие команды. Для команды запуска вращения шпинделя M03 требуется команда « S », которая управляет скоростью вращения шпинделя в об / мин.
Вот как это добавляется к нашему текущему образцу кода: G00G58X-120.Y-5.M03S3820.
«S3820» обозначает скорость шпинделя 3820 об / мин .Пока что программа установила геометрию и скорость шпинделя.
Другие возможные функции, которые могут следовать G-коду:
F: Подача
T: Номер инструмента
H: вызов коррекции длины инструмента
В зависимости от возможностей станка с ЧПУ могут использоваться многие другие буквенно-цифровые обозначения.
Имейте в виду, что конкретные примеры G-кода и M-кода, которые мы исследовали, основаны на программах для горизонтального обрабатывающего центра и для вертикального обрабатывающего центра . Токарные станки с ЧПУ также используют G-код и M-код, но вы можете ожидать некоторые другие команды и последовательности для токарной обработки.
Токарные станки с ЧПУ также используют G-код и M-код, но вы можете ожидать некоторые другие команды и последовательности для токарной обработки.
Сила программного обеспечения
В то время как машины часто программируются напрямую с помощью G-кода, программист с ЧПУ часто использует инструмент программирования высокого уровня с автоматизированным производством (CAM).
Mastercam – это программа для создания кода, которая помогает программистам создавать правильный код для проекта. Стандарт в индустрии ЧПУ, Mastercam принимает входные данные от программатора (все, что ему нужно делать) и выдает правильные G- и M-коды.
Вот упрощенный пример того, как работает Mastercam. Программист импортирует станок модели и обрабатывающее приспособление . Затем программист выбирает инструменты и траектории инструментов , по которым будет идти шпиндель, и программным обеспечением создается код. Программист работает с моделями САПР, но обращается к модели print для получения точных спецификаций и допусков.
Каким бы мощным ни был Mastercam, может потребоваться две недели, программирования, если деталь сложная (требуется большой размер и множество инструментов), а для простой детали может потребоваться всего два часа .Очевидно, что работа с тремя инструментами проще по сравнению с работой со 100 инструментами.
Программа Mastercam показывает визуализацию всего проекта; Слева находятся папки, содержащие код, необходимый для выполнения различных функций.
Кому нужно знать G-код и M-код?
В зависимости от ваших должностных обязанностей , возможно, чтение этой статьи – все, что вам нужно знать о программировании ЧПУ с использованием G-кода и M-кода. Или вам, возможно, придется копнуть глубже, чтобы правильно выполнять свои повседневные обязанности.
В цехе станков с ЧПУ знание кода полезно для многих должностей. Магазины с хорошей внутренней программой обучения объяснят основы программирования новым сотрудникам в процессе ориентации. Другие могут включать его в программу обучения операторов на рабочем месте.
В зависимости от детали и процесса, обрабатывающий центр с ЧПУ и программа запускают повторно с ограниченным взаимодействием. Оператор загружает, выгружает, осматривает, снимает снятие с деталей и упаковывает деталь.
В идеальном мире, как только правильный код ЧПУ запрограммирован, это делается, и не требует редактирования на полу. Однако многие проекты требуют небольших корректировок, например корректировки рабочих смещений и износа инструмента.
Органы управления машиной заблокированы для предотвращения случайных изменений. Редактирование возможно в производственном цехе, но для этого требуется ключ. Редактирование в основном предназначено для опытных инженеров, специалистов по настройке и руководителей.
Итак, вы взломали код! Ну, по крайней мере, вы знаете больше о G-коде, M-коде и некоторых других связанных командах.Может быть, вы хотите узнать больше об инструментах с ЧПУ. Методики , такие как… Какой инструмент нужен? Когда магазин должен инвестировать в инструменты? Как вы внедряете новые инструментальные решения?
Ответы на все это можно найти в нашем руководстве: Улучшения в инструментальной оснастке с ЧПУ и партнерство: руководство по решению конкретных проблем, связанных с инструментами. Кроме того, прочтите четыре реальных примера усовершенствования режущего инструмента из магазина Stecker. Нажмите на изображение ниже, чтобы получить свою копию!
Научитесь программировать станок с ЧПУ!
Программирование с ЧПУ | цикл сверления
Базовые программы с ЧПУ выполнить не так уж и сложно.Любой оператор Cnc не должен испытывать никаких трудностей в обучении написанию простых программ G-кода.
Я говорю «базовый», потому что вам нужно решить, когда будет проще или быстрее создать проект Cnc в программе cad / cam, чем написать собственный G-код cnc. Это будет зависеть от того, сколько у вас практики и от того, нравится ли вам их писать.
Знание того, как читать и писать код G, определенно является преимуществом, так как это значительно ускорит и упростит улучшение ваших программ с ЧПУ.
Это также позволит вам анализировать и редактировать программы, созданные с помощью программного обеспечения CAM.
При программировании G-кода используются заданные коды с буквенными префиксами перед цифрами. Каждый код сообщает машине, что нужно выполнить другой процесс.
Некоторые из этих команд используются вместе с координатами, чтобы указать машине двигаться к заданным точкам.
Существует множество кодов G и M, но для работы на машине для хобби вам нужно будет выучить лишь несколько из них.Я перечислил коды, которые вам, скорее всего, понадобятся ниже.
G-коды, отмеченные *, используются вместе с координатами.
G-коды
- G00 = быстрое перемещение
- G01 = перемещение с указанной скоростью подачи *
- G02 = перемещение по дуге или окружности по часовой стрелке *
- G03 = перемещение по дуге или окружности против часовой стрелки *
- G17 = выбор плоскости XY
- G20 = координаты в дюймах
- G21 = координаты в мм
- G28 = возврат в исходное положение *
- G40 = отмена коррекции на режущий инструмент
- G41 = коррекция на режущий инструмент слева
- G42 = коррекция на режущий инструмент справа
- G43 = инструмент Коррекция длины на
- G53 = отменить смещения нулевой точки
- G54, G55, G56, G57, G58 и G59 = смещения нулевой точки
- G80 = отменить постоянный цикл
- G81 = базовый постоянный цикл сверления *
- G83 = постоянный цикл сверлильного сверления *
- G90 = абсолютное программирование
- G91 = инкрементальное программирование
M-коды
- M00 = остановка программы
- M01 = опциональная остановка
- M03 = шпиндель включен
- M05 = шпиндель выключен
- M06 = смена инструмента
- M30 = конец программы, перемотка и сброс
- M97 = вызов подпрограммы
- M98 = вызов подпрограммы
- M99 = конец подпрограммы
В моей статье «Демистификация кода G28 G» я объясняю верхние и нижние колонтитулы программ. Вы можете использовать их для каждой программы, которую вы пишете, просто копируйте и вставляйте всякий раз, когда вам нужно написать новую программу.
Вы можете использовать их для каждой программы, которую вы пишете, просто копируйте и вставляйте всякий раз, когда вам нужно написать новую программу.
У меня есть набор базовых программ, которые я могу копировать и редактировать, это делает процесс написания новой программы очень быстрым.
Заголовок программы ЧПУ
% (Обозначает начало программы)
ODRILL (имя программы)
G17 G20 G40 G49 G80 G90 (линия безопасности, устанавливающая важные G-коды)
T1 M06 (Вызов инструмента и команды смены инструмента)
G00 G54 X0.Y0. С2000 М03 (линия предварительного позиционирования X и Y)
G43 h2 Z1. (Команда коррекции длины инструмента и линия предварительного позиционирования по оси Z)
Программа с ЧПУ Нижний колонтитул
G00 Z1. (переместите вверх по оси Z на 1 дюйм над нулевой точкой Z)
M05 (остановите шпиндель)
G91 G28 X0. Y0. Z0. (быстрое перемещение в исходное положение)
G90 (восстановление абсолютного режима программирования)
M30 (завершение программы и перемотка назад к началу и остановке)
% (обозначает конец программы)
Здесь верхний и нижний колонтитулы вместе без пояснения в скобках.Вы можете скопировать и вставить их в текстовый редактор на основе шаблона программы.
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 X0. Y0. С2000 М03
G43 h2 Z1.
(вставьте сюда основную программу)
G00 Z1. M09
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Теперь мы можем продолжить и выполнить простую программу сверления, используя верхний и нижний колонтитулы.
На рисунке выше мы видим, что есть 3 отверстия, которые необходимо просверлить.Все, что нам нужно сделать, это добавить цикл сверления с 3 точками между верхним и нижним колонтитулами.
Я собираюсь сначала запрограммировать цикл точечного сверления, а затем цикл точного сверления буровым долотом.
Для этого мы можем использовать цикл сверления G81: –
Например, G81 Z-. 02 R.1 F2.
Значение Z указывает глубину, на которую нужно идти, значение R указывает, с какой высоты Z начать движение со скоростью подачи. Значение F – это скорость подачи в дюймах в минуту.
Постоянный цикл G81 является модальной командой, это означает, что он будет оставаться активным до тех пор, пока не будет отменен.
Таким образом, в следующих строках вам нужно только указать, где еще вам нужно применить этот цикл сверления, и станок продолжит сверление в перечисленных позициях.
G81 Z-.02 R.1 F2.
Х1. Y.75
X1.5 Y1.25
G80 (отменить постоянный цикл)
Таким образом, полная программа будет выглядеть так: –
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 X.5 Y1. С2000 М03
G43 h2 Z1.
G81 Z-.02 R.1 F2.
Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Вы могли заметить, что после команды G81 есть только 2 позиции, хотя нам нужно просверлить 3 отверстия. Это связано с тем, что станок просверлит свое первое отверстие в том месте, где он уже находится.
Если вы посмотрите на строку кода G «G00 G54 X.5 Y1. С2000 М03 »видно, что станок изначально был установлен на первой скважине. Сначала он будет просверливать там, а затем продолжит работу с оставшимися двумя позициями.
Теперь, когда мы применили цикл точечного сверления, все, что нам нужно сделать, это скопировать и вставить программу и изменить постоянный цикл G81 на цикл сверления с откосом G83, изменив глубину Z на то, насколько глубоко должно пройти сверло.
Строка G83 будет выглядеть так: –
G83 Z-.5 R.1 Q.05 F2.
Значение Z было изменено на глубину, на которую должно пройти сверло, и значение Q было добавлено к строке.
Значение Q определяет глубину клевка.
Это означает, что сверло будет втягиваться для удаления стружки после достижения заданного значения Q.Он будет повторять этот процесс клевания до тех пор, пока не будет достигнута конечная глубина.
Полная программа сверления теперь будет выглядеть следующим образом: –
%
ODRILL
G17 G20 G40 G49 G80 G90
T1 M06
G00 G54 X.5 Y1. С2000 М03
G43 h2 Z1.
G83 Z-.5 R.1 Q.05 F2.
Х1. Y.75
X1.5 Y1.25
G80
G00 Z1.
M05
G91 G28 X0. Y0. Z0.
G90
M30
%
Сейчас я пройдусь по программе построчно, чтобы убедиться, что в программе нет ничего, что не было бы полностью объяснено.
%
Знаки% обозначают начало и конец программы и необходимы только для некоторых программ управления ЧПУ.
ODRILL
Буква O всегда предшествует имени программы, что позволяет управляющему программному обеспечению с ЧПУ идентифицировать программу. Имя программы указывать не обязательно, вы можете просто указать имя в скобках для своей идентификации.
Говоря о скобках, все, что вы вводите внутри них, будет проигнорировано, что означает, что вы можете заполнить свою программу заметками и напоминаниями.
G17 G20 G40 G49 G80 G90
Следующая строка является линией безопасности, она обеспечивает сброс всех важных G-кодов перед запуском программы.
Некоторое программное обеспечение ограничивает количество G-кодов, разрешенных для одной строки, поэтому, если программа останавливается и показывает ошибку, эту строку можно разделить на две.
T1 M06
Эта строка сообщает программному обеспечению, какой инструмент вызвать и переключиться на этот инструмент. Большинство фрезерных станков не имеют устройства смены инструмента, поэтому команда M06 не требуется, но программа просто проигнорирует ее и продолжит работу.
G00 G54 X.5 Y1. S2000 M03
G00 сообщает станку двигаться на ускоренном ходу, берет смещения, сохраненные для G54, перемещается в положение первого отверстия и включает шпиндель.
Указывать скорость шпинделя 2000 об / мин необязательно, если ваш станок не оборудован шпинделем с регулируемой скоростью. Я оставляю это, чтобы напомнить мне, на какой скорости установить машину.
G43 h2 Z1.
Эта строка устанавливает коррекцию на длину инструмента, сохраненную в h2, и перемещает инструмент на 1 дюйм выше нулевой высоты оси Z G54.
G83 Z-.5 R.1 Q.05 F2.
G83 вызывает постоянный цикл сверления с клевкой, значение Z – это конечная глубина, значение R – это высота по Z, с которой начинается сверление, значение Q – это глубина клевка, а F – скорость подачи в дюймах в минуту.
Х1. Y.75
X1.5 Y1.25
Следующие две строки – это две оставшиеся позиции отверстий, станок будет продолжать использовать цикл сверления G83, пока он не будет отменен G80.
G80
Отменяет цикл сверления с выводом G83.
G00 Z1.
Инструмент теперь переместится на 1 дюйм выше нулевой точки Z на большой скорости.
M05
Выключает шпиндель.
G91 G28 X0. Y0. Z0.
Возвращает инструмент в исходное положение станка.
G90
Сбрасывает G91 из предыдущей строки обратно в режим абсолютного программирования.
M30
конец программы, перемотка в начало и сброс.
Если вы заинтересованы в развитии своих навыков программирования, я могу порекомендовать изучить онлайн-курс.
У Udemy есть из чего выбрать, в том числе «Основы программирования на ЧПУ с использованием GCode», который охватывает множество основных процессов программирования.
Как создать новую программу ЧПУ? Пошаговый метод
Программированиес числовым программным управлением (ЧПУ) – несложная работа, как многие считают. Изучение всего о создании программ ЧПУ будет весьма эффективным для новичков, если они разделят чертеж ЧПУ на более мелкие части, а затем начнут программировать по частям.
На самом деле научиться создавать программу ЧПУ – это трудоемкая задача. Вам необходимо овладеть навыками и знаниями программирования ЧПУ. Короче говоря, это основной способ обработки инструмента.
Как мне создать новую программу ЧПУ в Fanuc?
Существует несколько систем управления станком, которые в настоящее время широко применяются в обрабатывающих цехах с ЧПУ Siemens Sinumerik, Fanuc, Haas CNC и т. Д.
Д.
Однако, если вы новичок в этой области и хотите стать станочником с ЧПУ, очень важно овладеть базовыми знаниями и пониманием управления станком с ЧПУ.Почти все остальные системы ЧПУ имеют функции, похожие на ЧПУ, о которых идет речь в статье.
ЧПУFanuc включает в себя все те свойства, которые довольно легко понять, изучить и запрограммировать.
Ниже приведены шаги для создания нового программирования кода ЧПУ для лучшего понимания структуры программ ЧПУ.
Шаги по созданию новой программы
Управление ЧПУ 6M / 16/18/21 / 16i / 18i / 21i в Facnuc:
- Выберите режим EDIT с помощью переключателя выбора режима.
- Выключите переключатель защиты памяти.
- Нажмите клавишу PRGRM, чтобы отобразить программу на экране компьютера.
- Введите буквенную клавишу «O» и четырехзначное значение, например, «1234».
- Затем нажмите кнопку INSERT, а затем кнопку (End Of Block) EOB.
- Затем снова нажмите INSERT.
Как создать новую программу ЧПУ в Yasnac?
Инструкция для начала создания программы:
Загрузка программы
- Поверните ключ, расположенный в левом углу регулятора, вправо.Это разблокирует редактирование программы.
- Переключите ручку режима контроллера из правого в левый угол (в положение EDIT).
- Нажмите кнопку Program (PRG).
- Затем введите пример номера программы (подробности вы получите из соответствующих шагов в подзаголовке, приведенном ниже).
- Затем нажмите EOB. Просто убедитесь, что номер программы начинается с буквы «О». Тогда вы готовы приступить к программированию кода.
- Затем не забудьте нажать EOB в конце кода каждой строки.Затем нажмите кнопку «Вставить» под редактированием.
- В случае, если при вводе программного кода была допущена ошибка, нажмите кнопку со стрелкой вниз, чтобы перейти к нужному месту программирования, где необходимо внести исправление. Он будет отображаться в нижнем левом углу экрана компьютера.
- Затем нажмите клавишу «Алтарь». Это заменит все в указанных местах. Если что-то пошло не так, не думайте дважды, используя клавишу стирания. Однако не забудьте заранее определить курсор.В противном случае вы можете удалить больше, чем требовалось. Что ж, это требует большой практики и терпения, чтобы усвоить эти знания.
- После того, как вы введете требуемый код в программу, нажмите кнопку «Сброс».
- Снова переключите ключ справа налево.
- Поверните ручку контроллера в память.
- Затем нажмите «Сброс».
 Он будет отображаться в нижнем левом углу экрана компьютера.
Он будет отображаться в нижнем левом углу экрана компьютера.Теперь вы готовы к компиляции и запуску программы.
Ну, это общая деталь того, что делать одно за другим.Теперь давайте посмотрим на формат создания программы снизу.
Шаги по созданию новой программы
ЧПУ серии MX и LX в Яснаце:
- Поверните кнопку Edit Key в положение I.
- Выберите режим EDIT.
- Нажмите программную клавишу Prog, расположенную внизу экрана.
- Введите, например, букву «O», за которой следует 4-значное значение; 1234. Затем нажмите клавишу WR.
Примечание: Клавиша записи (WR) используется только в это время при редактировании программы.
Теперь экран программирования станет пустым, кроме O1234, который расположен в верхней левой части экрана компьютера. Курсор появится на символе EOB (конец блока).
Заключение
Ну вот и все, что касается разработки новой программы станков с ЧПУ в FANUC и YASNAC. Если вы также являетесь новичком или недавно присоединились к работе в производственной компании, эта статья может помочь вам понять, как операторы создают и загружают программу ЧПУ в компьютер перед запуском работы станка с ЧПУ.
Как запустить вашу первую программу ЧПУ
Поздравляю, ваша машина работает своим ходом. К настоящему времени вы потратили некоторое время на то, чтобы бегать по машине с помощью клавиатуры или кнопок универсального отправителя G-кода. Это все хорошо, но реальная сила вашего станка с ЧПУ заключается в его способности запускать длинные сложные программы gcode. Ниже приводится пошаговое руководство по запуску программы ЧПУ. Мы даже включаем пример программы gcode для запуска, которая рисует круг.Если ваш станок еще не запущен и вам нужны рекомендации, ознакомьтесь с разделом «Как настроить станок с ЧПУ на Arduino».
Пример кода G
Следующее – это именно то, что сохраняется в файле circle.nc. Щелкните ссылку ниже, чтобы загрузить файл.
Загрузите файл примера кода g
G17 G20 G90 G94 G54
G0 Z0,25
X-0,5 Y0.
Z0.1
G01 Z0. F5.
G02 X0. Y0,5 I0,5 J0. F2.5
X0.5 Y0.I0. J-0.5
X0. Y-0,5 I-0,5 J0.
Х-0,5 У0. I0. J0.5
G01 Z0.1 F5.
G00 X0. Y0. Z0.25
Эта простая программа нарисует окружность диаметром 1 дюйм вокруг начала координат. Используйте эту программу, чтобы проверить свой станок с ЧПУ и убедиться, что направления вашей оси установлены правильно.
Обратите внимание на то, что все программы gcode представляют собой простые текстовые файлы, сохраняемые с расширением «.nc». Вы можете открыть загруженный выше файл «circle.nc» в текстовом редакторе, например в Блокноте. Вы также можете скопировать и вставить приведенные выше строки в текстовый редактор и создать свою собственную программу ЧПУ.Просто сохраните файл с расширением .nc.
Начните здесь
Выполните следующие шаги для запуска программы … Если вы в большей степени визуальный ученик, прокрутите вниз и щелкните видео ниже, чтобы пройти через процесс.
1. Загрузите маркер в шпиндель. (Держите шпиндель выключенным!) Маркеры работают лучше, чем ручки или карандаши, потому что кончик более мягкий и гибкий. Также подготовьте лист бумаги или другого материала, на котором вы начнете рисовать ближе к центру рабочего конверта вашей машины.
2. Включите машину.
3. Подключитесь к машине с помощью универсального отправителя gCode
Установите нулевую позицию
4. Сдвиньте (переместите) шпиндель к центру стола станка
а. На вкладке «Управление машиной» введите «.1» в поле «Размер шага» и нажмите ввод
b. Убедитесь, что выбрано «дюймы».
c. Используйте кнопки X +, X-, Y + и Y-, чтобы переместить машину ближе к центру рабочего стола (вы также можете использовать клавиши со стрелками на клавиатуре)
d.Нажмите кнопку «Сбросить ось X» (при этом машина запомнит эту позицию как нулевую точку X)
e. Нажмите кнопку «Сбросить ось Y» (при этом машина запомнит это положение как нулевое положение Y)
f. Теперь медленно используйте кнопку «Z-», чтобы опустить кончик маркера. Когда кончик маркера приблизится к бумаге, остановитесь.
г. Установите «Размер шага» на 0,01 (не забудьте нажать Enter после ввода значения)
h. Продолжайте опускать маркер, пока он не коснется бумаги, нажав кнопку «Z-».
и. Нажмите кнопку «Сбросить ось Z» (при этом машина запомнит это положение как нулевое положение Z)
j. Уберите маркер с бумаги с помощью кнопки «Z +». Поднимитесь как минимум на 1 дюйм над бумагой. Это равно 10 нажатию кнопки «Z +», когда размер шага установлен на 0,01
Загрузить программу ЧПУ
5. Хорошо, теперь машина почти готова.
6. Перейдите на вкладку «File Mode»
7. Выберите «Browse» и найдите файл «circle.nc» (если вы не загрузили файл, щелкните здесь )
8.Нажмите «Открыть»
9. Следующее нажатие кнопки отправит программу кода g «circle.nc» на вашу машину, и она начнет двигаться. Как только я нажимаю «Отправить», мне нравится наводить курсор мыши на кнопку «Пауза». Если что-то пойдет не так, все, что мне нужно сделать, это щелкнуть мышью, чтобы остановить программу, поскольку она находится над кнопкой паузы.
10. Это для всех шариков. Нажмите кнопку «Отправить».
11. Машина начнет движение.
а. Сначала он переместит ось Z на 0,25 дюйма
b. Далее машина переместится на X = -0. 5 и Y = 0,0 (обратите внимание, что маркер еще не должен касаться бумаги)
5 и Y = 0,0 (обратите внимание, что маркер еще не должен касаться бумаги)
c. Теперь машина опустится до Z = 0,0, а затем маркер должен коснуться бумаги)
d. Машина будет медленно рисовать круг по часовой стрелке.
e. Когда круг завершится, станок переместит ось Z вверх на 0,1 дюйма
f. Теперь этот станок вернется в нулевое положение по осям X и Y.
г. Наконец, ось Z вернется в исходное начальное положение 0,25 дюйма.
Видео-обзор
Нажмите здесь, чтобы посмотреть видео на YouTube.
Заключение
Вот и все! Вы только что запустили свою первую программу ЧПУ. По мере того, как вы запускаете больше программ, этот процесс станет вашей второй натурой. Вы снова можете скачать пример кода g, щелкнув ссылку ниже.
Загрузите файл примера кода g
Если у вас возникнут проблемы, напишите мне на [email protected] или в разделе комментариев.
Какую программу ЧПУ вы собираетесь запустить дальше? Оставьте комментарий и дайте мне знать.
Спасибо за чтение.До следующего раза…
Тим
П.С.
Теперь, когда ваша машина работает, проверьте следующие варианты инструментов. Обратите внимание, что это партнерские ссылки, и DIY Machining получает комиссию, если вы совершаете покупку по ссылкам ниже. Однако для вас это не требует дополнительных затрат.
Обучение программированию фрезерного станка с ЧПУ
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Вы можете научиться программировать фрезерный станок с ЧПУ с помощью нескольких основных команд, которые можно освоить за день или два.
Вы когда-нибудь использовали дидактические карточки или компакт-диски для изучения иностранного языка? Чтобы выучить новое слово, вы читаете его с карточки или слушаете, как носитель языка произносит его на новом языке, а затем вы получаете английский перевод. Я думаю, вы можете применить аналогичный подход к изучению G-кода, языка программирования, который управляет маршрутизаторами с ЧПУ.
G-код прост, и его использует каждая машина. Коммерческие машины поставляются с причудливым программным обеспечением, которое добавляет некоторый частный код к каждой программе, но основные команды всегда одни и те же.Я переведу немного G-кода на английский, чтобы вы увидели, как он работает.
Программное обеспечение для программирования ЧПУ
Вам не нужно изучать G-код для создания программ ЧПУ. Есть программное обеспечение, которое напишет код за вас, но оно может быть дорогостоящим. Если вы выучите несколько команд G-кода, вы сможете писать свои собственные программы, не тратя ни копейки. Вы можете создать программу ЧПУ в любом приложении для редактирования текста. Все, что вам нужно сделать, это ввести свой код в виде обычного текста и сохранить файл с правильным расширением (.NC или .gcode). Есть и другие расширения, которые будут работать, но эти два являются наиболее распространенными. Загрузите файл в управляющее программное обеспечение ЧПУ и запустите программу.
Фразы для ЧПУ
Если вы хотите вырезать прямую линию или дугу, просверлить отверстие или разметить карман, вам необходимо использовать соответствующую команду. Думайте о командах G-кода как о фразах на иностранном языке. Вот список фраз для ЧПУ, которые помогут вам начать.
- G0: Двигаться на полной скорости к определенной точке
- G1: Отрежьте прямую
- G2: Разрезать дугу по часовой стрелке
- G3: Отрезать дугу против часовой стрелки
- G40: Вырезать прямо по центру линии
- G41: Обрезка слева от линии на радиус инструмента
- G42: Вырез справа от линии на радиус инструмента
- G20 / G21: Координаты в дюймах / Координаты в миллиметрах
Синтаксис
Вы говорите станку с ЧПУ, что делать, вводя команду, за которой следуют координаты.Если вы хотите вырезать прямую линию, ваш код может выглядеть примерно так:
G1 X3 Y0
На английском языке это означает Обрежьте прямую линию, заканчивающуюся на 3 дюйма по оси X и 0 дюймов по оси Y. Ознакомьтесь с этими командами G-кода с их английским переводом.
- G0 X10 Y0: Перемещение полной скорости до 10 дюймов по оси X и 0 дюймов по оси Y.
- G1 X15 Y15: Вырежьте прямую линию, оканчивающуюся на 15 дюймов по оси X и 15 дюймов по оси Y.
- G2 X1 Y1 R0.5: Вырежьте дугу по часовой стрелке с радиусом ½ дюйма, заканчивающимся на 1 дюйм по оси X и 1 дюйм по оси Y.
Как видите, для некоторых команд требуются дополнительные параметры. За командой G2, приведенной выше, следует параметр радиуса дуги. Ниже вы увидите параметр P , который используется с компенсацией радиуса инструмента. Перейдите по этой ссылке для получения дополнительной информации о параметрах G-кода.
Коррекция радиуса инструмента
Во всех приведенных выше примерах бит маршрутизатора будет центрирован по координатам X и Y.Когда это так, окончательный размер всего, что вы режете, будет меньше заданных размеров на диаметр сверла. Чтобы исправить это, вы должны использовать команду G41 или G42, которая инициирует коррекцию радиуса инструмента. Взгляните на эти фрагменты G-кода и их английские переводы.
- G41 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма слева от указанных координат X и Y.
- G42 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма вправо от указанных координат X и Y.
Пример программы
Чтобы запрограммировать эту деталь на фрезерном станке с ЧПУ, нам нужно знать все координаты, показанные здесь.
Давайте посмотрим на код, необходимый для вырезания части размером 4 x 4 дюйма, показанной выше. Если эта часть имеет толщину 3/4 дюйма, нам нужно будет сделать несколько неглубоких проходов, чтобы прорезать весь материал. Следующий код даст нам разрез глубиной 1/8 дюйма. Чтобы получить полную глубину, мы просто повторяем код несколько раз, добавляя -125 для каждого прохода к координате Z во второй строке.Первая строка кода – это то, что называется вводом на , что дает нам возможность инициировать компенсацию радиуса инструмента.
G0 X-1 Y-1
G1 Z-0.125 (добавляйте -.125 к этой строке для каждого прохода)
G42 P0.125
G1 X0 Y0
G1 X4
G1 Y3
G3 X3 Y4 R1
G1 X0
G1 Y0
G1 Z0.2
G40
Вот как это переводится на английский:
- G0 X-1 Y-1: Перемещение на полной скорости до -1 дюймов по X и -1 дюймов по Y.
- G1 Z-0.125: Погрузитесь в материал на 1/8 дюйма.
- G42 P0.125: Выровняйте радиус фрезы, отрезая 1/8 дюйма вправо от указанных координат.
- G1 X0 Y0: Обрежьте прямую линию, заканчивающуюся на 0 дюймов по X и 0 дюймов по Y.
- G1 X4: Обрежьте прямую линию, заканчивающуюся на 4 дюйма в X.
- G1 X3: Обрежьте прямую линию, заканчивающуюся на 3 дюйма по оси Y.
- G3 X3 Y4 R1: Вырежьте дугу против часовой стрелки с радиусом 1 дюйм, заканчивающуюся на 3 дюйма по оси X и 4 дюйма по оси Y.
- G1 X0: Обрежьте прямую линию, заканчивающуюся на 0 ”в X.
- G1 Y0: Обрежьте прямую линию, заканчивающуюся на 0 дюймов по оси Y.
- G1 Z0.2: Втяните сверло так, чтобы оно находилось на 0,20 дюйма над материалом.
- G40: Отключить коррекцию радиуса инструмента.
Вот деталь в программе просмотра G-кода. Обратите внимание на ход в левом нижнем углу.
При использовании коррекции радиуса инструмента подумайте о направлении резания.Если вы двигаетесь по часовой стрелке, обрезайте слева от ваших координат. Для резов против часовой стрелки компенсируйте вправо. Возможно, вам придется поэкспериментировать, чтобы получить представление о компенсации инструмента.
Устная / письменная речь G-код
Попрактикуйтесь в использовании команд G0, G1, G2, G3 и G40 / 41/42, написав несколько простых программ. Вы можете скачать здесь программу просмотра G-кода, которая позволит вам увидеть результаты вашего кода. Попробуйте запрограммировать в миллиметрах, написав G21 в первой строке.Когда вы знаете эти команды, вы знаете достаточно G-кода, чтобы создавать всевозможные программы ЧПУ.
Подпишитесь на сборку фрезерного станка с ЧПУ в популярном университете деревообработки, чтобы получить полные планы, чертежи и инструкции по созданию собственного станка с ЧПУ. Вы узнаете еще больше о G-коде.
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине.Мы можем получать комиссию от продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Шесть шагов, которые необходимо знать перед созданием программы ЧПУ
Когда программа поступает в машину, любое время, сэкономленное за счет пропуска подготовки к программированию, легко теряется. Если вы потратите время на правильную подготовку, это поможет обеспечить точность программы ЧПУ и повысить эффективность.
Если вы хотите, чтобы станок выполнял производственные операции в соответствии с вашими потребностями, вам необходимо понимать программирование ЧПУ, которое является так называемым языком для связи со станком (команда ЧПУ).Если охлаждающая жидкость включена, вам нужно использовать панель ЧПУ. Введите M08 сверху, чтобы машина прочитала ваши инструкции и следовала инструкциям.
Успех программы ЧПУ является прямым результатом подготовки перед ее созданием. Хотя недостаточно подготовленные программисты могут создавать работоспособные программы, такие программы часто подвержены ошибкам, неэффективны, удобны для пользователя или трудны для проверки. Когда задание достигает станка с ЧПУ, любое время, сэкономленное за счет пропуска этапов подготовки, легко теряется.
Вот шесть этапов планирования, которые необходимо выполнить перед созданием новой программы:
- Шаг первый: Определите операцию обработки, которую нужно выполнить.
Для простых деталей требуемые операции обработки могут быть легко определены. Но по мере того, как увеличивается сложность, возрастает и трудность изолировать всю работу, которая должна быть выполнена в данной операции. В таблице технологических маршрутов компании обычно нет общих инструкций, таких как «завершить все фрезерование и обработку отверстий», что не помогает.Программисту остается найти все поверхности, которые необходимо обработать. Для сложной графики с несколькими представлениями, распределенными на нескольких страницах, это непростая задача.
Один из способов идентифицировать обработанные поверхности – использовать цветные ручки и отмечать рабочие копии инженерных чертежей. Другой – создать список обработанных поверхностей и соответствующих режущих инструментов. Оба метода могут помочь вам ничего не упустить при создании программ. - Шаг второй: Определите последовательность обработки.
Последовательность операций обработки имеет решающее значение. Распространенное практическое правило – перед выполнением каких-либо операций необходимо все тщательно обработать. Если вы нарушите это правило, вы не сможете постоянно создавать приемлемые артефакты. В сложном процессе легко что-то забыть. Рекомендуется использовать серию бланков плана действий, название которых может включать:- Номер шага
- Инструкции
- Название режущего инструмента (компоненты режущего инструмента указаны отдельно)
- Инструментальная станция номер
- Скорость шпинделя
- Подача
- Примечания / вопросы для этого шага
- Шаг третий: Выполните математические операции.
Идея состоит в том, чтобы не нарушать идеи при программировании вычислений. Во время ручного программирования необходимо вычислить координаты, требуемые программой.Даже если используется система CAM, условия резания (скорость и подача) будут рассчитаны. Координаты могут быть записаны отдельно или записаны на рабочей копии инженерного чертежа. Скорость и подачу также можно записать в вышеупомянутом расписании. - Шаг четвертый: Рассмотрим приспособление.
Приспособления для заготовок могут повлиять на способ создания программ ЧПУ. Примеры включают ориентацию приспособления на столе, зажимы, которых следует избегать, поверхность позиционирования и конфигурацию кулачков трехкулачкового патрона.Только четко понимая, как закрепить заготовку в настройках, можно создать приемлемую программу ЧПУ. - Шаг пятый: подумайте об использовании режущих инструментов.
Условия резания напрямую связаны с режущим инструментом, который вы будете использовать, и, как упоминалось выше, они должны быть записаны в таблице планирования. Также могут быть проблемы с жесткостью или зазором. Если вы знаете, что фреза будет выполнять мощную черновую операцию, вы должны сделать ее как можно короче.И наоборот, сверлу может потребоваться проникнуть в отливку, чтобы достичь поверхности, на которой должно быть обработано отверстие. Примечания, включенные в расписание, могут выделить все особые соображения, которые следует учитывать при программировании и предоставлении инструкций по установке.
В какой-то момент вы должны составить список компонентов, из которых состоит каждый режущий инструмент.