Несколько советов начинающему сварщику в городе Тюмень
Учиться варить лучше на практике, после того, как хоть немного будет освоена теория сварки. На самом деле сложного в этом ничего нет, и если вы решили твердо научиться варить, то эта статья для вас.
При сварке металла важно усвоить три главных правила. Во-первых, никуда не нужно спешить. Спешка вредна для сварки. Во-вторых, кладём железные детали друг к другу, но сварку при этом не включаем. Внимательно осматриваем железяки через маску и наблюдаем, как хорошо видно стык, не нужно ли поменять светофильтр.
В-третьих, соблюдаем технику безопасности. Это самое главное правило, поскольку ни один сварочный шов не стоит потери зрения. Нахвататься «зайцев» вы всегда успеете, избавиться от них быстро вряд ли получится.
Совет №1 — используйте для обучения только современный сварочный аппарат (большой выбор сварочных аппаратов есть в нашем интернет-магазине. Варить инвертором намного проще, чем обычным трансформатором.
Совет №2 — для обучения лучше всего использовать рутиловые электроды. Почему именно рутиловые, а не с основным покрытием? Да все на самом деле просто, и рутиловые электроды легче поджигаются, они менее капризны к сварке.
Совет №3 — возьмите электрод “тройку” (3 мм), выставьте на инверторе ток 100-110А, наденьте маску сварщика и попробуйте зажечь дугу, коснувшись кончиком электрода поверхности свариваемого металла. Удерживайте электрод под углом, примерно, в 45 градусов.
Совет №4 — когда сварочная дуга загорится, постарайтесь удерживать электрод точно в таком же положении. Не отрывайте его от металла, поскольку дуга погаснет при большом зазоре или сварочный шов будет плохим.
Совет №5 — не бойтесь того, что электрод прилипнет к поверхности металла, электроника инвертора этого не допустит.
Совет №6 — если во время сварки вы прожгли дыру в металле, то попробуйте уменьшить сварочный ток на инверторе или используйте электроды меньшего диаметра.
Совет №7 — когда закончили варить, не спешите, дайте сварочному шву немного остыть, и только после этого, используя специальный молоток с остриём, отбейте весь шлак. Пройдитесь электродом еще раз в тех местах, где плохо проварились.
Совет №8 — не используйте для обучения простую маску сварщика, поскольку она очень неудобна в работе. В таком случае вам придётся варить практически вслепую, всё время отвлекаясь. Используйте маску “Хамелеон”, которая имеет автоматический светофильтр.
Совет №9 — не храните электроды в гараже или подсобке. Лучшее место хранения электродов, это дома в теплом месте, где их обмазка всегда будет сухой. Не берите всю пачку сразу, возьмите только нужное количество электродов для обучения.
Не берите всю пачку сразу, возьмите только нужное количество электродов для обучения.
Совет №10 — регулярно следите за исправностью и состоянием инвертора для сварки. Продувайте время от времени пыль, контролируйте температуру и не давайте сварочному инвертору перегреваться.
Наверняка, данные советы помогут вам на начальном этапе овладеть электросваркой. Научиться профессионально варить за один день точно не получится, но вот разжигать дугу и прихватывать металл, вполне можно. На второй и третий день вы уже будете чувствовать уверенность в себе, и наконец-то научитесь отличать шлак от расплавленного металла!
Сварка электродами УОНИ 13 55
Вопрос:
Вычитал в литературе, что УОНИ 13 55 — хорошие сварочные электроды, поэтому решил их купить и спалить, попробовать на практике, правду ли пишут? На деле же все пошло не так, как рисуют в теории. Поясните, пожалуйста, при сварке на обратной полярности, приходится добавлять ток более чем. А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
А УОНИ все-равно залипает, и дуга обрывается. После нескольких попыток поджигаешь-таки снова дугу, проходишь десяток-два миллиметра и электрод снова тухнет. Никак не пойму, как работать этим «чудом», может быть нужно ток еще добавить? Металл шва радует качеством, хороший, шлакового мусора мало. Что я делаю не так?
Ответ:
Если вы только начинаете варить ручной дуговой сваркой, то данные электроды не очень подходят для учебы. Для работы с УОНИ нужна определенная сноровка. Попробуйте сначала варить МР-3 или АНО-21, как только начнет выходить ими, только тогда переходите на УОНИ 13 55 для ответственных конструкций.
• Некоторые производители могут выпускать просто-напросто некачественные электроды. Нужно приобрести и поварить электродами разных производителей, потом сами поймете, каким отдать предпочтение. Даже в одной упаковке один электрод может варить нормально, а другой – бракованный, не говоря уже о разных упаковках!
• Обязательно перед работой электроды нужно просушить или, в крайнем случае, прокалить (читайте статью на эту тему)
• Дело еще может быть в том, что выходной ток вашего инвертора может отличаться от того, который показывает индикатор или ручка плавной регулировки.
 Измерьте сварочный ток де-факто при помощи клещей.
Измерьте сварочный ток де-факто при помощи клещей.• Пробуйте сваривать без отрыва, уткнувшись в покрытие и поддерживая минимальную дугу.
- Варите углом назад, в таком случае шлак будет ложиться на уже заваренный участок
- В условиях низкого напряжения электросети или его просадках дешевый китайский аппарат не будут варить электродами с основной обмазкой. Решить проблему можно: а) подключив в схему дроссель;
б) купить профессиональный сварочник
в) найти хорошую электросеть.
- Не забывайте так же, что УОНИ 13 55 создавались для сварки особоответственных нагруженных металлоконструкций, которые собирают в цехе. Поэтому под них обязательна тщательная предварительная подготовка поверхности стальных заготовок. Загрязнения и коррозию, влагу они не переносят.
- Сварочного тока много давать не надо. То что хорошо для рутилового электрода, для основного применять нельзя. Форсирование процесса снизит качество шва.
При слишком большом токе тяжело контролировать сварочную ванну, испарение металла интенсивное, большое количество брызг.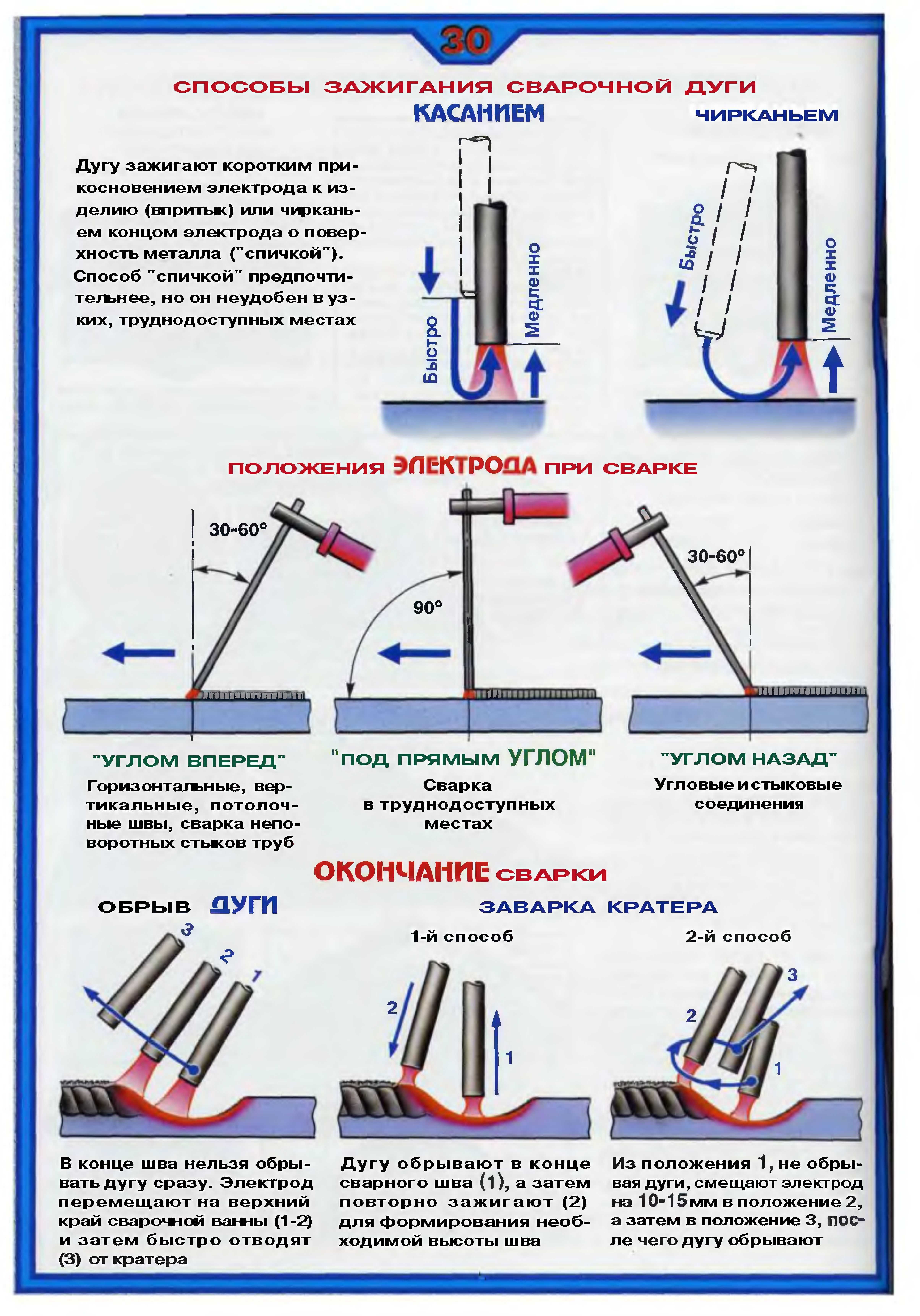
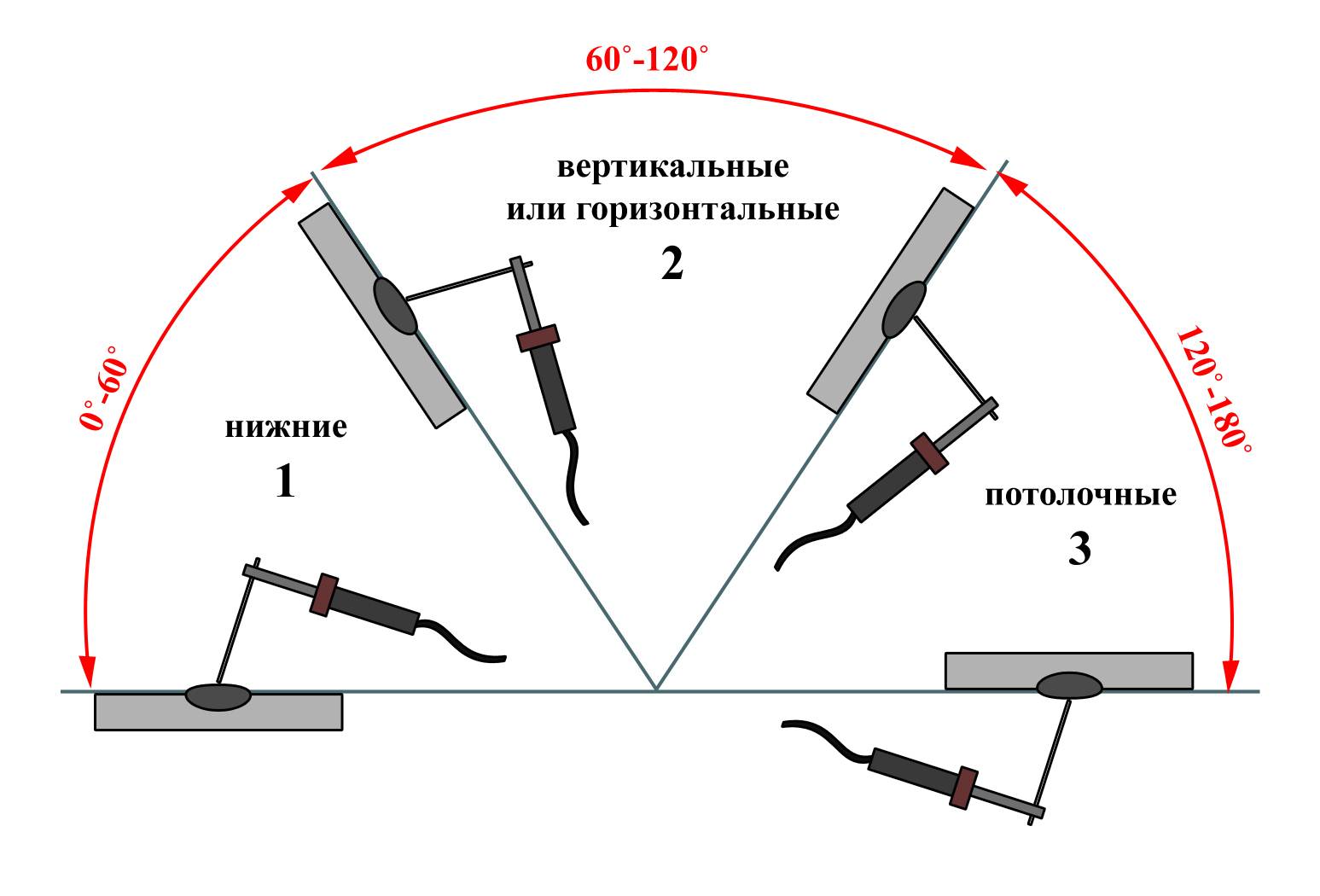
Ориентируйтесь на следующие режимы при сварке трехмиллиметровым электродом в зависимости от положения:
а) нижнее 80-100А
б) вертикальное 60-80А
в) потолочное 70-90А
Для электродов лосиноостровского завода ток давать чуть ниже указанного выше.
P.S УОНИ 13 55 можно взять с собой в магазин перед покупкой инвертора для его тестирования.
Сжечь электрод нужно не отрывая дугу полностью, подключив инвертор к удлинителю 30м сечением 1,5 кв.мм. Если дуга не погаснет, а электрод не прихватит к металлу, значит сварочник качественный.
• Побольше жгите основные электроды и со временем все у вас выйдет!
Вопрос:
Я человек в сварке новый, но пытливый. Никак не могу понять, из-за чего УОНИ не рекомендуют варить на прямой полярности? В интернете, в инструкциях и видеоуроках говорится прямо – не варят. Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Но, вот, недавно наткнулся на видео, на котором было наглядно показано, что разницы при сварке УОНИИ 13/55 на прямой и обратной полярности нет. Качество швов одинаковое в первом и втором случае, как при визуальном осмотре не зачищенных швов, так и после зачистки болгаркой с «волосатым» кругом. Так что, как то я не верю всем этим писателям. А вопрос, собственно, следующий:
Разъясните физику процесса, пожалуйста, как обоснование невозможности варить на прямой полярности электродами УОНИ.
Ответ:
На самом деле, фраза «Сварку электродами УОНИ 13/55 проводят на токе DC обратной полярности» не придумана любителями что-нибудь эдакое «запостить» на просторах сети интернет. Это рекомендация производителей, с которой вы может ознакомиться на соответствующих сайтах или, по приобретению, прочитать на упаковочной коробке.
Что происходит с УОНИ де-факто при сварке на прямой полярности?
Исходные условия: электроды прокалены, все как положено.
Результат: Дуга гаснет на первый взгляд беспричинно. Загорается только при касании еще не отвердевшего шлака. По- другому ее зажечь невозможно.
Электрод залипает, и флюсовое покрытие плавится с трудом. Дуга гаснет от того, что стержень электрода выгорает внутри не расплавившегося покрытия на пару миллиметров.
То есть, не хватает температуры для расплавления обмазки, защита сварочной ванны отсутствует.
При сварке на обратной полярности все по-другому.
Физику процесса де-юре вам подробно растолкуют, возможно, инженеры-технологи, занятые на электродных производствах… Здесь мы изложим вкратце свое видение процесса с точки зрения теории.
Для того, чтобы понять, что мешает варить электродами УОНИ на прямой полярности, нужно знать, как влияет выбор полярности на сварочный процесс.
.При соблюдении рекомендованной производителем обратной полярности на электроде мы получаем знак «плюс», на изделии знак «минус». Но, специфика физических процессов как раз и состоит в том, что при сварке на обратной полярности на электроде образуется анодное пятно, а на изделии -катодное. Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Соответственно, поток электронов направлен от катода к аноду и нагревается больше электрод. Возникает температура, достаточная для протекания нормального сварочного процесса . Чего в обычных условиях не наблюдается при сварке на прямой полярности.
Использование универсальных электродов позволяет обойти эту проблему.
SMAW, основы электродов для наплавки
Вам понадобится книга, содержащая все необходимые знания, касающиеся электродов для дуговой сварки в среде защитного газа (SMAW) и наплавки. Одно можно сказать наверняка: эти расходные материалы не подходят всем. Они имеют разное покрытие, относятся к разным категориям, служат разным целям и даже требуют специального хранения и ухода. Понимание этих основ, касающихся ваших электродов для сварки SMAW и электродов для наплавки, существенно изменит ваш конечный результат.
Покрытия электродов из углеродистой стали
Стальные электроды делятся на три категории в зависимости от состава покрытия: целлюлозные, рутиловые и основные.
Целлюлозные электроды, такие как E6010 и E6011, в основном содержат древесную массу (целлюлозу), которая вырабатывает водород для создания дуги копания/движения с глубоким проникновением. Ведущая дуга создает привлекательность для ремонта сельскохозяйственной техники и других применений с загрязненными поверхностями, а также для V-образных канавок, связанных с соединениями труб с открытым корнем. Чтобы контролировать сварочную ванну с помощью копающей/втягивающей дуги, используйте метод «хлыст и пауза» с электродами E6010.
Рутиловый электрод, такой как E6013 и E7014, имеет покрытие, содержащее диоксид титана (TiO2), диоксид кремния (SiO2), порошок железа и карбонат кальция (CaCO3). Электроды E7014 имеют повышенный уровень железа, поэтому они могут работать при более высоких токах и обеспечивают более высокую скорость осаждения. Рутиловые электроды легко зажигаются, не требуют специальных манипуляций и создают мягкую дугу с легким проникновением. Говорят, что они привлекательны для сварщиков, но создают больше брызг.
Основные электроды имеют покрытие, содержащее CaCO3, плавиковый шпат (CaF2), ферромарганец и железный порошок. Слово «базовый» относится к pH покрытия. E7018 является наиболее популярным основным электродом и позволяет получить дугу со средним врезанием/выталкиванием и средним проплавлением. Базовые покрытия также имеют низкий уровень поглощения водорода и влаги, что важно для ответственных сварных швов, поскольку молекулы водорода могут проникать в металл сварного шва и вызывать растрескивание, когда они расширяются и пытаются вырваться. В результате эту категорию электродов обычно называют низководородными.
Электроды с низким содержанием водорода также могут иметь дополнительные обозначения, при этом E7018 h5R становится все более распространенным. Значение h5 указывает на менее 4 мл диффундирующего водорода на 100 г наплавленного металла, когда электроды испытывают в состоянии поставки, как правило, в герметично закрытых упаковках из фольги или контейнерах. R обозначает влагостойкость. Электроды h5R будут иметь поглощение влаги менее 0,4 процента после девяти часов воздействия при температуре от 80 до 85 градусов по Фаренгейту и относительной влажности от 80 до 85 процентов.
Электроды h5R будут иметь поглощение влаги менее 0,4 процента после девяти часов воздействия при температуре от 80 до 85 градусов по Фаренгейту и относительной влажности от 80 до 85 процентов.
Чтобы сохранить обозначение h5R в течение девяти часов, обязательно храните открытые контейнеры при температуре от 225 до 300 градусов по Фаренгейту. При необходимости отремонтируйте их, выпекая в течение одного часа при температуре 700 градусов по Фаренгейту. Кроме того, храните и выпекайте электроды с низким содержанием водорода отдельно.
Не только смешивание электродов в стержневой печи может привести к загрязнению, но и различные типы покрытий имеют разное содержание влаги и требуют разного содержания влаги для надлежащей работы. Например, электроды из целлюлозы требуют определенного количества влаги для обеспечения расчетной силы дуги; поэтому смешивание основных и целлюлозных электродов в печи будет вредным для обоих.
Электрод E7018 также может иметь обозначение -1, что означает, что он обеспечивает обещанные ударные свойства с V-образным надрезом по Шарпи при температуре -50 градусов по Фаренгейту по сравнению с -20 градусами по Фаренгейту для электродов без -1. Эти электроды обеспечивают исключительную прочность при низких температурах. Примечание. Вместо электрода E7018 можно использовать электрод E7018-1, но обратное неверно.
Эти электроды обеспечивают исключительную прочность при низких температурах. Примечание. Вместо электрода E7018 можно использовать электрод E7018-1, но обратное неверно.
Покрытия электродов из нержавеющей стали
Покрытия электродов из нержавеющей стали также делятся на три категории: EXXX-15, EXXX-16 и EXXX-17. -15 после основного сплава указывает на известковое основное покрытие, которое содержит значительное количество известняка и плавикового шпата, образуя быстрозастывающий шлак, облегчающий сварку в вертикальном и потолочном положениях. Бусинка умеренно гофрированная, слегка выпуклая; последняя черта может обеспечить необходимый запас прочности в сильно нагруженных соединениях.
Известковые базовые покрытия обеспечивают оптимальные механические свойства. Эти электроды обычно предназначены для сварки супераустенитных материалов и материалов с очень высоким содержанием никеля в криогенных применениях, таких как резервуары для сжиженного природного газа и системы сжатого газа.
К сожалению, электроды на известковой основе имеют самую плохую свариваемость из-за шарообразного переноса металла, что затрудняет контроль над сварочной ванной. Использование легкой техники взбивания — возможно, шаг вперед на 1/8 дюйма и пауза — поможет создать лужу. Известковые основы также требуют удаления шлака, всегда требующего измельчения, и могут работать только на положительном электроде постоянного тока (DCEP).
A-16 обозначает базовое покрытие рутилового типа, содержащее преобладающее количество рутила, среднее количество известняка и ограниченное количество плавикового шпата. При наличии выбора большинство операторов предпочитают использовать электрод -16. Он обеспечивает стабильную, плавную дугу переноса распыления и профиль валика от выпуклого до плоского с мелкой рябью и хорошим сплавлением боковых стенок. Он также производит небольшое количество мелких брызг и шлака, который обычно выделяется самостоятельно.
Электроды -17 содержат больше кремния, чем электроды -16, что обеспечивает более жидкую сварочную ванну, которая лучше всего подходит для сварки в горизонтальном положении. Возможна вертикальная и потолочная сварка, но они требуют большего мастерства оператора, чем электрод с известковой основой, поскольку шлак не так быстро замерзает. Эти электроды работают от DCEP или переменного тока (AC).
Возможна вертикальная и потолочная сварка, но они требуют большего мастерства оператора, чем электрод с известковой основой, поскольку шлак не так быстро замерзает. Эти электроды работают от DCEP или переменного тока (AC).
Электроды из нержавеющей стали обычно не подвержены водородному растрескиванию, но могут возникнуть пористость, чрезмерное разбрызгивание и плохое отделение шлака, если покрытие поглощает влагу. Обязательно храните электроды из нержавеющей стали при температуре 300 градусов по Фаренгейту. Если вы не используете их слишком долго, вы можете восстановить электроды, прокалив их при температуре от 600 до 800 градусов по Фаренгейту в течение одного-шести часов.
Неопровержимые факты о наплавке
Не путайте наплавку с процессом соединения. Наплавка — это процесс нанесения более твердого или прочного металла на основной материал. Электроды для наплавки делятся на три категории: на основе железа, на основе никеля и на основе кобальта, которые затем сплавляются с карбидообразующими элементами, такими как хром, вольфрам, молибден и другими элементами. Как правило, они не имеют конкретных классификаций AWS, за исключением стандартных диапазонов кобальтовых сплавов 1, 6, 12 и 21.
Как правило, они не имеют конкретных классификаций AWS, за исключением стандартных диапазонов кобальтовых сплавов 1, 6, 12 и 21.
В отличие от соединительных электродов, электроды для наплавки представляют собой набор запатентованных составов сплавов, предназначенных для удовлетворения конкретных потребностей. Они изготавливаются тремя способами: трубчатый стержень, заполненный смесью сплавов, а затем погруженный в покрытие или на него экструдировано покрытие; стержень из углеродистой стали, покрытый смесью сплавов и раскислителей; или литой кобальтовый стержень с нанесенным на него покрытием.
Электроды для наплавки, особенно трубчатой конструкции, не предназначены для проплавления. Они требуют более низких параметров для меньшего разбавления и большей эффективности наплавки. Одной из распространенных ошибок при использовании трубчатых электродов является вдавливание электрода в заготовку, что приводит к ее перегреву. Помните, что электроды для наплавки работают иначе, чем электрод E7018 SMAW. Они имеют более шаровидный перенос и требуют большей длины дуги.
Они имеют более шаровидный перенос и требуют большей длины дуги.
Электроды для твердосплавной наплавки, когда они наносятся со стрингерным валиком или плетеным валиком, образуют перекрестные трещины (перекрестные трещины) из-за карбидов, которые образуются в матрице сварочной ванны во время затвердевания. Это нормально. Исключение составляют случаи, когда электрод разработан специально для отложений без трещин.
Халинсон Кампос (Halinson Campos) — руководитель проекта по присадочным металлам в компании ESAB Welding & Cutting Products; Мартин Дено — инженер по применению и CWI в Exaton, торговой марке ESAB; Ричард Кук — старший менеджер по продукции в компании Stoody Co., бренд ESAB, 2800 Airport Road, Denton, TX 76207, 800-372-2123.
Ассортимент новых биполярных электродов Cook Medical включает наиболее востребованные конфигурации
Блумингтон, Индиана — Компания Cook Medical выпустила в США новый оптимизированный портфель урологических биполярных электродов. Этот портфель включает продукты, которые урологи используют чаще всего часто, чтобы сосредоточиться на ежедневных потребностях в электродах при выполнении процедур на мочевом пузыре и простате.
Этот портфель включает продукты, которые урологи используют чаще всего часто, чтобы сосредоточиться на ежедневных потребностях в электродах при выполнении процедур на мочевом пузыре и простате.
Ассортимент биполярных электродов Cook Medical
Ассортимент биполярных электродов включает семь продуктов. 1 Портфолио оптимизировано, чтобы включить наиболее часто используемые и востребованные продукты в этой категории. Шесть продуктов имеют конфигурации, показанные для использования при трансуретральной резекции, абляции и удалении мягких тканей предстательной железы и мочевого пузыря, а также там, где требуется гемостаз:
- Биполярная трансуретральная петля для мочевого пузыря, изогнутая под углом 136° для соответствия анатомии мочевого пузыря
- Четыре трансуретральные режущие петли — варианты 12° и 30°, каждая доступна в среднем и большом размерах
- Биполярный трансуретральный игольчатый электрод
Седьмой продукт — биполярный трансуретральный плазменный диск ® , предназначенный для электровапоризации при урологических процедурах, помогающий вапоризации предстательной железы и коагуляции. Запатентованная Omnitech Systems, Inc. концентрическая многоярусная конструкция диска обеспечивает концентрированную плотность тока для большей энергоэффективности, при этом поддерживая протекание тока и зажигание плазмы. 2
Запатентованная Omnitech Systems, Inc. концентрическая многоярусная конструкция диска обеспечивает концентрированную плотность тока для большей энергоэффективности, при этом поддерживая протекание тока и зажигание плазмы. 2
Дистальные спицы наконечника каждого электрода (за исключением трансуретрального игольчатого электрода) изготовлены из платино-иридиевого сплава и проходят от передней кромки за стабилизатор. Платино-иридиевый сплав усилен за счет глубокой запрессовки в корпус электрода для долговечности. Срок годности электродов составляет пять лет, что обеспечивает дополнительные преимущества при хранении и поставках.
«Мы выслушали врачей о препятствиях, с которыми они сталкивались при выполнении процедур резекции и абляции, таких как доброкачественная гиперплазия предстательной железы (ДГПЖ). Например, мы узнали, что большинство имеющихся на рынке петель для мочевого пузыря трудно использовать вокруг мочевого пузыря, поэтому мы предлагаем петлю для мочевого пузыря, расположенную под углом 136°, чтобы повысить эффективность операции. С семью продуктами в портфолио оптимизированных биполярных электродов мы стремимся помочь врачам сосредоточиться на лечении пациентов с помощью продуктов, которые они часто используют», — сказал Роб Фолкнер, старший директор отделения урологии Cook Medical.
С семью продуктами в портфолио оптимизированных биполярных электродов мы стремимся помочь врачам сосредоточиться на лечении пациентов с помощью продуктов, которые они часто используют», — сказал Роб Фолкнер, старший директор отделения урологии Cook Medical.
Чтобы получить брошюру о продукте и узнать больше о биполярных электродах Cook, посетите страницу с информацией о продукте.
Плазменный диск является зарегистрированным товарным знаком Omnitech Systems, Inc.
О компании Cook Medical
С 1963 года компания Cook Medical тесно сотрудничает с врачами для разработки технологий, устраняющих необходимость в открытой хирургии. Сегодня мы изобретаем, производим и поставляем уникальное портфолио медицинских устройств для систем здравоохранения по всему миру. Обслуживание пациентов — это привилегия, и мы требуем высочайших стандартов качества, этики и обслуживания. Мы остались семейной собственностью, поэтому у нас есть свобода сосредоточиться на том, что нам небезразлично: на пациентах, наших сотрудниках и наших сообществах.