Класс точности станка н по гост 8-82.
КПД станка η = 0,8
Частота вращения шпинделя, мин-1: 31,5; 45; 63; 90;- 125; 180; 250; 355; 500; 710; 1000; 1400 Подача, мм/об: 0,1; .0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6
Максимальная осевая сила резания, допускаемая механизмом подачи станка, Рх = 1500 кгс ≈ 15000Н.
Главным движением в вертикально-сверлильных станках мод.2Н135 является вращение шпинделя с закрепленным в нем инструментом. Движение подачи в станках этого типа осуществляется вертикальным перемещением шпинделя. Заготовку обычно устанавливают на столе станка.
Соосность отверстия заготовки и шпинделя получают перемещением заготовки.
Станина 1 имеет
вертикальные направляющие, по которым
перемещается стол 9 и сверлильная головка
3, несущая шпиндель 7 и двигатель 2.
Управление коробками скоростей и подач
осуществляют рукоятками 4, ручную подачу
— штурвалом 5. Контроль глубины обработки
осуществляют по лимбу 6. В нише станины
размещен противовес. Электрооборудование
станка вынесено в отдельный шкаф 12.
Фундаментная плита 11 служит опорой
станка. В средних и тяжелых станках на
ее верхнюю плоскость можно устанавливать
заготовку. Стол станка бывает подвижным
(от рукоятки 10 через коническую пару
зубчатых колес и ходовой винт), неподвижным
(съемным) или поворотным (откидным). Его
монтируют на направляющих станины или
выполняют в виде тумбы, установленной
на фундаментной плите.
В нише станины
размещен противовес. Электрооборудование
станка вынесено в отдельный шкаф 12.
Фундаментная плита 11 служит опорой
станка. В средних и тяжелых станках на
ее верхнюю плоскость можно устанавливать
заготовку. Стол станка бывает подвижным
(от рукоятки 10 через коническую пару
зубчатых колес и ходовой винт), неподвижным
(съемным) или поворотным (откидным). Его
монтируют на направляющих станины или
выполняют в виде тумбы, установленной
на фундаментной плите.
Вертикально-сверлильный станок мод. 2Н135:
1 — станина;
2— электродвигатель;
3— сверлильная головка;
4, 10— рукоятки;
5— штурвал;
6 — лимб;
7 — шпиндель;
8 — шланг подачи СОЖ;
9 — стол;
11 — плита;
12 — шкаф электроаппаратуры
Охлаждающую жидкость подают электронасосом по шлангу 8.
Узлы сверлильной головки смазывают с помощью насоса, остальные узлы станка — вручную.
2.3. Назначение и устройство шпиндельного узла
Шпиндель предназначен
для крепления режущего инструмента.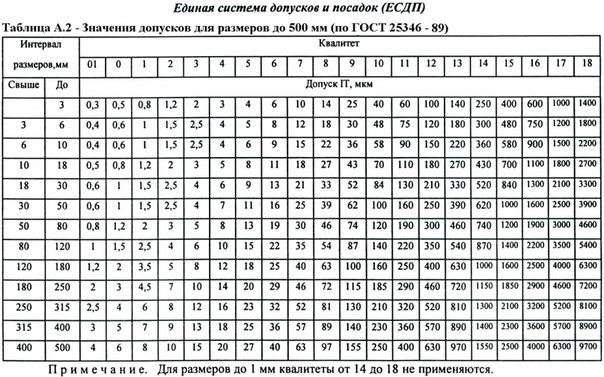
На конец шпинделя свободно посажено кольцо, в торец которого входит штифт. Для предохранения от выпадения служит специальный колпачок.
Верхний подшипник шпинделя смазывается набивкой консистентной смазки ЦИАТИМ-201 не реже одного раза в шесть месяцев, а нижний подшипник смазывается пресс-маслёнкой (смазка ЦИАТИМ-201) один раз в шесть месяцев.
ПРИМЕЧАНИЕ: смазка ЦИАТИМ-201. Температура каплепадения не ниже 175 С.
3.Подготовка к ремонту
3.1. Технологическая подготовка к ремонту
Технологическая подготовка ремонта – это совокупность работ, определяющих последовательность выполнения технологического процесса ремонта наиболее рациональными способами с учетом конкретных условий производства данного предприятия
Основной задачей
технологической подготовки ремонта
является обеспечение высокого качества
ремонта оборудования и создание условий
для соблюдения принципов рациональной
организации производственных процессов,
улучшения использования оборудования
и производственных площадей, роста
производительности труда, снижения
расхода материалов и энергоресурсов.
Согласно Единой системе технологической документации технологической подготовки ремонта должна включать следующие стадии:
1) Технологический анализ рабочих чертежей и их контроль на предмет технологичности конструкции деталей и сборочных единиц;
2) Разработку прогрессивных технологических процессов;
3) Проектирование специальных инструментов, технологической оснастки и оборудования для изготовления нового изделия;
4) Выполнение планировок цехов и производственных участков с расстановкой оборудования согласно разработанным технологическим маршрутам;
5) Проверку, отладку и внедрение технологических процессов;
В ОГТ все рабочие
чертежи деталей подвергаются
технологическому анализу в соответствии
с требованиями стандартов, который
включает контроль на технологичность.
Для его проведения и сокращения сроков
проектирования технологи принимают
участие в конструкторской подготовке. При анализе выявляются и предусматриваются
возможности использования типовых
технологических процессов, стандартной
оснастки, средств механизации и
автоматизации, имеющегося оборудования
и производственной мощности предприятия.
Изменения в рабочих чертежах деталей
оформляются актом согласования между
работниками ОГК и ОГТ.
При анализе выявляются и предусматриваются
возможности использования типовых
технологических процессов, стандартной
оснастки, средств механизации и
автоматизации, имеющегося оборудования
и производственной мощности предприятия.
Изменения в рабочих чертежах деталей
оформляются актом согласования между
работниками ОГК и ОГТ.
Современная техника позволяет осуществлять один и тот же ремонт различными способами. При выборе оптимального варианта технологического процесса ремонта рассчитывается экономический эффект по приведенным затратам и сравнивается с заменяемой технологией.
В качестве оценки при этом используются:
1) Технологическая себестоимость, т.е. сумма сопоставимых текущих затрат, в состав которых входят стоимость заготовки (материалов), топлива и энергии на технологические нужды; заработная плата (основная, дополнительная) и отчисления на страхование основных производственных и вспомогательных рабочих; амортизация, обслуживание и ремонт оборудования и оснастки; расходы на инструмент;
2) Капитальные
вложения, к которым относятся стоимость
оборудования, оснастки и оплата за
площадь, которую они занимают; затраты,
связанные с содержанием (хранением)
заделов; экологические штрафы и затраты
на мероприятия по обеспечению требований
экологии; затраты на исследовательские
и опытные работы, технологическую
подготовку производства и др.
Для разных технологических процессов ремонта технологическая себестоимость и капитальные вложения будут иметь разную структуру. Выбирается оптимальный вариант технологического процесса ремонта и определяется критический объем производственной программы предприятия (точка безубыточности).
Станок токарно-винторезный 16В20 – Афалина ГК
Станок токарно-винторезный модель 16В20 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Вид климатического исполнения – УХЛ4 по ГОСТ 15150-69. Класс точности станка – Н по ГОСТ 8-82.
- Все основные части станка изготовлены из высококачественной стали, что обеспечивает их надежную долговечную работу.
- Термообработанные и шлифованные направляющие станины, зубчатые колеса и валы обеспечивают длительный срок службы и повышенную точность обработки.
- Задняя бабка оснащена механическим разгрузочным устройством, обеспечивающим плавность и легкость ее перемещения.

- Станок оснащен коробкой подач и фартуком, имеющим собственный привод ускоренного перемещения суппорта и каретки, что улучшает динамику работы станка на ускоренном ходу, позволяющими нарезать дюймовые резьбы 11 и 19 ниток на дюйм без замены сменных зубчатых колес.
- Коробка скоростей, коробка подач и фартук снабжены автономной системой смазки.
- Конструкция станка позволяет устанавливать на шпиндельный узел электромеханический, гидравлический или пневматический патроны для зажима заготовок.
- Станок сертифицирован на соответствие требованиям безопасности.

Технические характеристики
| Наибольшая длина обрабатываемой заготовки, мм | 750 | |||
| Наибольшая диаметр обрабатываемой заготовки, мм | Над суппортом Над направляющими В выемке станины |
220 445 620 |
||
| Шпиндель | Конец шпинделя по ГОСТ 12593-93 Диаметр отверстия шпинделя, мм Центр в шпинделе по ГОСТ 13214-79 |
6 54 7032-0043 (Морзе 6) |
||
| Привод | Количество скоростей шпинделя Диапазон оборотов, об/мин Мощность главного двигателя, кВт |
24 10-1400 7,5 |
||
| Подачи, мм/об | Диапазон продольной подачи Диапазон поперечной подачи |
0,04-24,6 0,02-12,3 |
||
| Резьбы | Шаг метричекой резьбы, мм Шаг дюймовой резьбы, нит\1” Шаг модульной резьбы, модуль Шаг питчевой резьбы, питч |
0,5-224 77-0,125 0,5-224 77-0,125 |
||
| Габариты, мм | Габаритные размеры для расстояний между центрами Длина Ширина Высота |
750 2550 1190 1450 |
||
| Масса станка, кг | 1600 | |||
- Токарно-винторезный станок 1В62Г
- Станок токарно-винторезный 1В625М (1В625)
- Токарный станок 1М63Н
- Токарно-винторезный станок 1Н65
- Токарный станок 250ИТВМ. 01
- Токарно-винторезный станок с УЦИ 250ИТВМ.Ф1
- Трубонарезные токарные станки C10Т.10; C10Т.12
- Токарно-винторезный станок ГС526У-01 с РМЦ 1500 мм
- Токарно-винторезный станок ГС526У с РМЦ 1000 мм
- Токарно-винторезный станок ГС526У-02 с РМЦ 2000 мм
 01
01Классы OIML и соответствие весоизмерительным датчикам
В разделе Неопределенность измерений при измерении силы мы обсудили утвержденные органом по стандартизации процедуры математического расчета общей неопределенности для данного весоизмерительного датчика . Эти процедуры основаны на очень специфических условиях окружающей среды с очень специфическим лабораторным испытательным оборудованием, соответствующим первичному стандарту .
В действительности такое испытание даже одного тензодатчика в партии из множества датчиков определенной конструкции обходится очень дорого. Как правило, это предназначено для наиболее чувствительных инструментов или инструментов, где применение заслуживает, или заказчик требует такой строгости. Поэтому вместо этого органы по стандартизации создали классы тензодатчиков. Каждый класс тензодатчиков соответствует стандартным рабочим параметрам для этого класса. Производители, стремящиеся пройти сертификацию в этих органах по стандартизации, должны представить каждую новую конструкцию весоизмерительного датчика в утвержденные ими лаборатории для испытаний. Весоизмерительная ячейка считается сертифицированной, если она отвечает всем требованиям к производительности для своего класса весоизмерительной ячейки. Производитель должен поддерживать сертификацию на протяжении всего срока службы продукта, следуя требованиям обслуживания каждого из этих органов.
Поэтому вместо этого органы по стандартизации создали классы тензодатчиков. Каждый класс тензодатчиков соответствует стандартным рабочим параметрам для этого класса. Производители, стремящиеся пройти сертификацию в этих органах по стандартизации, должны представить каждую новую конструкцию весоизмерительного датчика в утвержденные ими лаборатории для испытаний. Весоизмерительная ячейка считается сертифицированной, если она отвечает всем требованиям к производительности для своего класса весоизмерительной ячейки. Производитель должен поддерживать сертификацию на протяжении всего срока службы продукта, следуя требованиям обслуживания каждого из этих органов.
Если вы покупаете сертифицированный тензодатчик, то что говорит вам его класс тензодатчика? Этот документ дает общий ответ на этот вопрос для тензодатчиков, сертифицированных OIML. Подробности можно найти в оригинальном, опубликованном требованиях OIML .
Органы по стандартизации, регулирующие датчики веса
Этот документ охватывает требования, опубликованные Международной организацией законодательной метрологии (известной как OIML по названию организации на французском языке) в ее Рекомендации 60-1 (сокращенно R60-1). Его сопутствующий документ, Классы тензодатчиков: Требования NIST , будут охватывать аналогичные требования Национального института стандартов и технологий (NIST) Министерства торговли США. Справочник 44. Вместе NIST и OIML определяют стандарты для большинства тензодатчиков, продаваемых по всему миру.
Его сопутствующий документ, Классы тензодатчиков: Требования NIST , будут охватывать аналогичные требования Национального института стандартов и технологий (NIST) Министерства торговли США. Справочник 44. Вместе NIST и OIML определяют стандарты для большинства тензодатчиков, продаваемых по всему миру.
Общие понятия
В этом разделе рассматривается основная терминология, используемая в требованиях к весоизмерительным датчикам и измерительным системам. Рисунок 1 изображает их для большей ясности.
Определения нагрузки
Общие символы, используемые для описания нагрузок, и их определения приведены ниже.
Термин
Символ
Определение
Минимальная статическая нагрузка
$E_{min}$
Наименьшая нагрузка (выраженная в единицах массы), которую можно приложить к тензодатчику.
Минимальная нагрузка диапазона измерения
$D_{min}$
Наименьшая нагрузка (выраженная в единицах массы), прикладываемая к испытуемому датчику нагрузки, которая должна быть в пределах 10% от $E_{min }$.
Максимальная грузоподъемность
$E_{max}$
Наибольшая нагрузка (выраженная в единицах массы), которая может быть приложена к тензодатчику в соответствии со спецификациями производителя. Обычно она значительно ниже безопасного предела нагрузки.
Максимальная нагрузка диапазона измерения
$D_{max}$
Наибольшая нагрузка (выраженная в единицах массы), приложенная к испытуемому весоизмерительному датчику, которая должна быть в пределах 90% от $E_{max }$
Безопасный предел нагрузки
$E_{lim}$
Наибольшая нагрузка (выраженная в единицах массы), которая может быть приложена к тензодатчику без необратимого изменения характеристик тензодатчика.
Определения диапазонов измерения
Общие выражения для диапазонов измерения весоизмерительных датчиков приведены ниже.
Термин
Символ
Определение
Диапазон измерения тензодатчика
$D_{ макс} – D_{мин}$
Диапазон значений массы, используемый для тестирования
Максимальный диапазон измерения
$E_{max} – E_{min}$
Максимальный диапазон значений массы, который может точно измерить тензодатчик.
Определения поверочного интервала
Концепция поверочного интервала важна для определения классов весоизмерительных датчиков. Общие связанные термины заключаются в следующем.
Термин
Символ
Определение
Интервал проверки тензодатчика
$v$
Величина (выраженная в единицах массы), на которую делится диапазон измерения тензодатчика для тестирования.
Минимальный интервал проверки датчика веса
$v_{min}$
Наименьшая величина (выраженная в единицах массы), на которую можно разделить максимальный диапазон измерений.
Максимальное количество интервалов датчика веса
$n_{LC}$
Максимальное количество делений, на которое может быть разделен максимальный диапазон измерений. Примечание $v_{min}$ x $n_{LC}$ = максимальный диапазон измерения. Эта величина определяется наименьшим делением массы, которое может считывать тензодатчик. Например, если тензодатчик с максимальным диапазоном измерения 3000 кг способен считывать показания с шагом в 1 кг, $n_{LC}$ = 3000.
Например, если тензодатчик с максимальным диапазоном измерения 3000 кг способен считывать показания с шагом в 1 кг, $n_{LC}$ = 3000.
Другие важные термины
Термин
Коэффициент распределения
Символ
$p_{LC}$
Определение
Безразмерный множитель применяется к наблюдаемой ошибке тензодатчика для количественного определения части этой ошибки, приписываемой только к тензодатчику.
Несколько слов об объеме требований
Спецификации, приведенные ниже, относятся к измерительному устройству от платформы до выхода тензодатчика (аналогового) или выхода АЦП (когда аналоговый выход преобразуется в цифровой). Они не включают допустимые ошибки, вносимые нисходящими формирователями сигналов или устройствами считывания/запоминания. Эти дополнительные случаи обсуждаются в разделе 5.7 книги [1] и в OIML R76, 9.0004 Весы неавтоматические . В последнем обсуждаются требования ко всем измерительным системам, в то время как R60 относится к выходным данным тензодатчиков в необработанном виде.
OIML R60-1 Определения классов тензодатчиков
OIML разделяет тензодатчики на следующие четыре класса точности в зависимости от детализации измерений в их максимальном диапазоне измерения. Это: класс A, класс B, класс C и класс D. Весоизмерительные датчики класса A являются наиболее детализированными или точными, имеют наибольшее количество интервалов поверки весоизмерительных датчиков в максимальном диапазоне измерения, тогда как весоизмерительные датчики класса D имеют наименьшие интервалы. в их диапазоне измерения. В таблице ниже (таблица 1 в [1]) указан диапазон интервалов поверки весоизмерительных ячеек для каждого класса весоизмерительных ячеек.
Таблица 1: Максимальное количество интервалов проверки весоизмерительных датчиков, $n_{LC}$, по классам точности
| Класс А | Класс В | Класс С | Класс D | |
| Нижний предел | 50 000 | 5000 | 500 | 100 |
| Верхний предел | Без ограничений | 100 000 | 10 000 | 1000 |
Максимально допустимая погрешность для класса тензодатчика
Максимально допустимая погрешность (MPE) для каждого класса точности тензодатчика рассчитывается в соответствии с таблицей ниже.
Таблица 2. Максимальная ПДВ по оценке типа по классам точности (таблица 4 в [1])
ПДД +/-) | Нагрузка, м | |||
| Класс A | Класс B | Класс C | Класс D | |
p LC × 0,5 v
p LC × 1,0 v p LC × 1,5 v
| 0 ≤ м ≤ 50 000 v
50 000 v < м ≤ 200 000 v 9 0011
200 000 v < м | 0 ≤ м ≤ 5000 v
5 000 v < м ≤ 20 000 v
20 000 v < m ≤ 100 000 v | 0 ≤ м ≤ 500 v
500 v < м ≤ 2 000 v
2 000 v < m ≤ 10 000 v | 0 ≤ m ≤ 50 v 1 ,000 v |
Этот предел погрешности относится к ошибкам из-за 9{circ}$ C, если не применяются специальные ограничения в соответствии с разделом 5. 6 [1].
6 [1].
Пример того, как рассчитать MPE с помощью приведенной выше таблицы 2, выглядит следующим образом, предполагая, что коэффициент распределения по умолчанию равен 0,7: каждый интервал измерения, $v$, равен 1 кг). Из таблицы, когда приложенная нагрузка представляет собой массу от 0 до 500 кг (поскольку 500$v$ = 500 кг), MPE = 0,7 x 0,5 x 1 кг, что равно 0,35 кг. Это означает, что суммарная погрешность тензодатчика класса C3 при измерении веса до 500 кг включительно не может превышать 0,35 кг. Аналогичные расчеты из таблицы говорят нам, что когда весоизмерительная ячейка измеряет от более 500 кг до 2000 кг включительно, MPE = 0,7 кг. От более чем 2000 кг до 3000 кг MPE = 0,7 x 1,5 x 1 кг = 1,05 кг.
Пределы погрешности повторяемости для класса весоизмерительного датчика
МОЗМ требует, чтобы результаты 5 идентичных приложений нагрузки для весоизмерительного датчика класса A или B отличались не более чем на абсолютное значение MPE для этой нагрузки, $m$, в Таблица 2 выше. Для тензодатчиков классов C и D различия не могут отличаться более чем на абсолютное значение MPE для трех идентичных приложений нагрузки.
Для тензодатчиков классов C и D различия не могут отличаться более чем на абсолютное значение MPE для трех идентичных приложений нагрузки.
Пределы ошибки ползучести
Требования к характеристикам ползучести в разделе 5.5.1 [1] идентичны для всех классов весоизмерительных датчиков A, B, C или D. Они предполагают максимальную рекомендуемую нагрузку ($D_{ max}$), то есть в пределах 90-100% от максимальной емкости ($E_{max}$).
OIML требует, чтобы соответствующий тензодатчик при максимальной рекомендованной нагрузке ($D_{max}$) в течение 30 минут имел окончательное показание, отличающееся от исходного не более чем на 0,7 x |MPE| рассчитано на основе Таблицы 2 выше. Стандарт требует, чтобы при расчете MPE для ползучести в качестве коэффициента распределения использовалось значение 0,7, независимо от фактического коэффициента, указанного изготовителем.
Кроме того, OIML требует, чтобы тензодатчик, соответствующий требованиям, при максимальной рекомендованной нагрузке ($D_{max}$) в течение 30 минут имел окончательное показание, которое отличалось бы от его показания через 20 минут не более чем на 0,15 x | ПДВ|.
Используя наш предыдущий тензодатчик в качестве примера, тензодатчик C3 с $E_{max}$ = 3000 кг (что означает $v$ = 1 кг) и предполагая, что $D_{max}$ = $E_{max}$ и $p_{LC}$ = 0,7, |MPE| = 0,7 х 1,5 х 1 кг = 1,05 кг, а показание через 30 минут не может отличаться от исходного более чем на 0,7 х 1,05 кг = 0,735 кг.
Точно так же показания через 30 минут не могут отличаться от показаний через 20 минут более чем на 0,15 x 1,05 кг = 0,1575 кг.
Ограничения возврата на выходе с постоянной нагрузкой (DR)
Это требование описывает работу датчика нагрузки при измерении нагрузки, равной минимальному весу ($D_{min}$), непосредственно перед и сразу после вышеупомянутого 30-минутного испытания на ползучесть. OIML требует, чтобы показания нагрузки, $D_{min}$, перед испытанием на ползучесть не отличались от показаний сразу после испытания более чем на половину интервала проверки нагрузки, $v$. То есть DR $leq$ 0,5$v$, или в нашем примере, где $v$ = 1 кг, возврат на выходе загрузки сделки не может превышать полкилограмма.
Условия окружающей среды, применимые к требованиям OIML
Требования OIML определяют условия окружающей среды, включая температуру, влажность и атмосферное давление, в пределах которых применяются указанные выше пределы погрешности. Таким образом, чтобы получить ожидаемые результаты от весоизмерительного датчика, сертифицированного OIML, приложение должно соответствовать указанным ограничениям. В качестве альтернативы, дополнительные испытания в условиях, выходящих за рамки указанных в этом разделе, могут дополнять, но не заменять испытания в этих пределах. 9{circ}$C.
Барометрическое давление
Выходной сигнал тензодатчика, соответствующего OIML, не может изменяться более чем на минимальный интервал проверки, $v_{min}$, при каждом изменении барометрического давления на 1 кПа.
Влажность
OIML требует рейтинга влажности для каждого тензодатчика, и этот рейтинг должен быть включен в маркировку тензодатчика, если он не установлен по умолчанию. Рейтинги влажности OIML относятся к одной из трех категорий:
Рейтинги влажности OIML относятся к одной из трех категорий:
Рейтинг влажности
CH
NH
SH
Допустимые условия окружающей среды для тензодатчика
Циклическая влажность (считается значением по умолчанию)
Нет влажности
Влажность в устойчивом состоянии
Для влажности по умолчанию номинальные (СН или немаркированные) тензодатчики, влияние температурные циклы, указанные в требованиях OIML R60-2, Часть 2: Метрологический контроль и эксплуатационные испытания , не могут превышать интервал проверки, $v$, при максимально допустимой нагрузке, $D_{max}$.
Для тензодатчиков с рейтингом SH воздействие влажности в диапазонах испытаний, указанных в OIML R60-2, вообще не может повлиять на MPE, рассчитанный на основе Таблицы 2 в этом посте, чтобы считаться соответствующим.
Маркировка, требуемая OIML
В заключение о требованиях OIML в этом разделе приводится необходимая маркировка весоизмерительного датчика. {circ}$)
{circ}$)
$bullet$
Класс влажности:
SH или NH (CH является необязательным, так как используется по умолчанию)
Заключение
В этом документе на высоком уровне объясняются требования к допускам для каждого класса весоизмерительных датчиков, определенного OIML. В идеальном мире испытанный тензодатчик определенного класса будет соответствовать этим допускам со 100% уверенностью при регулярной калибровке. (Обратите внимание, что спецификации, приведенные в листе технических данных датчика веса , отражают характеристики этого конкретного датчика веса при должным образом откалиброваны , и соответствуют всем требуемым допускам для сертификации.) Если они не соответствуют этим допускам , сертифицированный весоизмерительный датчик должен быть выведен из эксплуатации для ремонта или замены.
В этом документе также описано, как класс весоизмерительной ячейки соотносится с количеством делений. Эти деления и максимальный диапазон измерения определяют интервалы измерения, определяемые тензодатчиком. Более подробную информацию по этой теме смотрите в нашей статье Какой наименьший вес может измерять тензодатчик .
Эти деления и максимальный диапазон измерения определяют интервалы измерения, определяемые тензодатчиком. Более подробную информацию по этой теме смотрите в нашей статье Какой наименьший вес может измерять тензодатчик .
Как всегда, обращайтесь в Tacuna Systems по любым вопросам, связанным с поведением наших тензодатчиков, не соответствующим их спецификациям.
Ссылки
[1]
OIML R 60-1, Метрологический регламент для весоизмерительных датчиков Часть 1: Метрологические и технические требования , Organization Internationale de Métrologie Légale, Edition 2017
900 02 [2]Р 60 OIML-CS ред. 2 Дополнительные требования США Класс точности III L , Международная юридическая метрология, январь 2018 г.
[3]
Справочник NIST 44 Измерительные приборы, принято 104-й Национальной конференцией по мерам и весам, 2019 г., Национальный институт стандартов и технологий, Министерство торговли США
Распространенные ошибки при выборе линейных направляющих
Тот факт, что можно получить новейшие, лучшие функции, не означает, что эти функции всегда применимы или необходимы. Если функция не помогает дизайну, то она просто увеличивает стоимость. Инженеры должны постоянно сопоставлять новые функции и возможности с истинными потребностями проекта, а также со своим мышлением, привычками и уровнями комфорта при проектировании. Сегодня с линейными направляющими, также известными как профильные рельсы, квадратные рельсы, направляющие линейного перемещения и системы шариковых рельсов, проще, чем когда-либо, переусердствовать.
Если функция не помогает дизайну, то она просто увеличивает стоимость. Инженеры должны постоянно сопоставлять новые функции и возможности с истинными потребностями проекта, а также со своим мышлением, привычками и уровнями комфорта при проектировании. Сегодня с линейными направляющими, также известными как профильные рельсы, квадратные рельсы, направляющие линейного перемещения и системы шариковых рельсов, проще, чем когда-либо, переусердствовать.
Общие представления
Двумя наиболее распространенными параметрами рельсов, которые инженеры склонны завышать, являются размер и класс допуска. Многие инженеры потребуют подшипник, способный выдерживать большую нагрузку, чем требуется для конкретного применения. Частично это превышение размеров связано с уровнями комфорта, разработанными за годы работы с другими системами линейного перемещения. Например, когда дело доходит до обработки нагрузки в 3000 фунтов, инженеры обычно указывают подшипник круглого рельса с шагом не менее 2 дюймов. вал диаметром или больше, опорный блок и опорная рейка. Такая система будет 5-в. высокий. Чтобы перейти от этой системы к конструкции типа профиль-рельс размером 1½ дюйма. высокий уровень может вызывать дискомфорт, даже несмотря на то, что обе системы рассчитаны на одинаковую нагрузку.
вал диаметром или больше, опорный блок и опорная рейка. Такая система будет 5-в. высокий. Чтобы перейти от этой системы к конструкции типа профиль-рельс размером 1½ дюйма. высокий уровень может вызывать дискомфорт, даже несмотря на то, что обе системы рассчитаны на одинаковую нагрузку.
Нередко можно увидеть профильные рельсовые системы, способные выдерживать нагрузку от 10 000 фунтов и от 500 до 1000 фунтов. Некоторым инженерам «это просто кажется правильным».
Некоторые инженеры признают, что они указывают слишком много, потому что «это дешевая страховка». Логика заключается в том, что система будет работать дольше и с меньшей вероятностью станет причиной отключения системы. Тем не менее, инженеры должны следовать формуле выбора, кривым срока службы и т. д., которые можно найти в каталоге производителя, чтобы выбрать подшипник правильного размера. Завышение размера может стоить до 50% больше, чем выбор подшипника правильного размера, и это не обязательно обеспечит «страховку» от простоя. Независимо от грузоподъемности линейного подшипника, если рельсовая система не установлена должным образом, она все равно может выйти из строя до достижения номинального срока службы.
Независимо от грузоподъемности линейного подшипника, если рельсовая система не установлена должным образом, она все равно может выйти из строя до достижения номинального срока службы.
Допуск
Как и радиальные подшипники, рельсы бывают классов допуска: «Нормальный», «Высокий», «П» точности, «Супер» «П» точности и «Ультра «П» точности. Сборки из обычного сортамента, например, будут иметь допуски по высоте (H) в 60,004 дюйма и параллельность вращения 0,0017 дюйма на 10 футов, рис. 1 и рис. 2. параллелизм 0,0003 дюйма на 10 футов, Таблица 1.
Инженеры также склонны завышать класс допуска, но производители спорят, является ли это проблемой. Для станкостроения никто не спорит о необходимости использования рельсов высшего класса точности. Дебаты начинаются для других приложений. Одна сторона говорит, что лучше всегда указывать класс точности в два или три раза выше, чем требуется для приложения, потому что вы можете сэкономить деньги и время на подготовку монтажа. Эта сторона утверждает, что крепление не обязательно должно быть точно отшлифовано в обычных приложениях, в которых используется одна из рельсов более высокой точности.
Эта сторона утверждает, что крепление не обязательно должно быть точно отшлифовано в обычных приложениях, в которых используется одна из рельсов более высокой точности.
Другая сторона говорит, что вы сэкономите деньги, если выберете направляющую подходящего размера (не слишком большого размера) и уровень качества для правильного применения и правильно установите ее. Говорят, к монтажу надо тщательно готовиться.
На спор влияют несколько факторов:
• Чем точнее продукт, тем лучше распределяется нагрузка на все тела качения. Следовательно, теоретически реальный срок службы системы будет точно соответствовать расчетному сроку службы.
• Более точная система может свести к минимуму наложение допусков.
• Если условия для рельсов с линейными направляющими далеки от идеальных, срок службы рельсов сокращается. Ролик или шарик проходит через отверстие, образованное канавкой в каретке и канавкой в направляющей, рис. 3. Все, что вызывает смещение, может привести к ухудшению состояния, поскольку оно заставляет шарик или ролик принимать эллиптическую, а не сферическую форму. Круглые рельсы, напротив, более щадящие.
Круглые рельсы, напротив, более щадящие.
• Прямо из коробки рельсы могут выглядеть изогнутыми. (См. рамку «Прямая и узкая».) Эта дужка исчезает после правильной установки, однако инженеры могут указать более высокий допуск, чтобы избежать первоначального появления.
Выше класса точности, если приложение не находится в среде с регулируемым климатом, теряется любое преимущество высокой точности. Летом температура в магазине легко достигает 90 F. Зимняя температура может опускаться до 50 F. Любой прецизионный рельс изгибается в любом состоянии, потому что он отшлифован для температур, не превышающих 72 F. В сверхточных классах даже тепло тела может привести к изгибу рельсов. Так зачем покупать точность, которую нельзя использовать?
Установка влияет на характеристики направляющих
Современные рельсы требуют иных методов установки, чем предыдущие системы линейного перемещения. Раньше линейные подшипники для круглых рельсов просто прикручивались болтами. Их самовыравнивающиеся свойства и способность «сворачиваться» в выравнивание копланера допускали некоторые несовершенства при установке.
Как упоминалось ранее, линейные направляющие менее требовательны к условиям монтажа. Инженеры не могут аналогичным образом «привинтить» прецизионный рельс и рассчитывать на преимущества точных допусков. Если в приложении важно качество обработки рельсов или допуск, инженеры должны обратить внимание на приспособления для крепления рельсов.
Радиальный подшипник преждевременно выйдет из строя, если его установить на плохо обработанный вал. Точно так же выйдет из строя и линейная профильная рейка, если положить ее на плохо подготовленную поверхность. Базовые кромки, которые будут удерживать рельсы, должны быть обработаны не менее точно, чем сами рельсы. В противном случае пострадают как срок службы подшипников, так и линейная точность. Например, вместо номинальной нагрузки система теперь будет нести индуцированную нагрузку, что может привести к преждевременному отказу. Другими проблемами могут быть разбрызгивание или растрескивание частей рельса. Нередко клиенты звонят производителю с жалобами на недостаточно закалку рельсов, когда проблема заключается не в плохой термообработке, а в неправильном монтаже.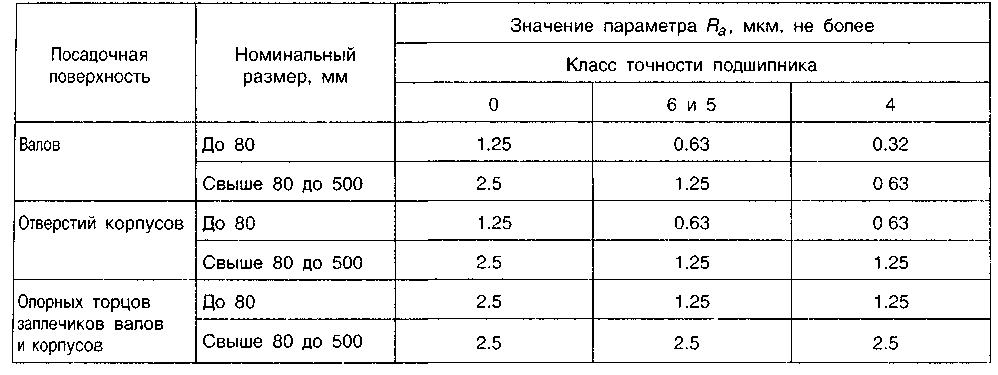
После установки рельсы и каретки будут следовать и отражать любое отклонение установленного рельса. Ничто не выравнивает неровности и изгибы неправильно подготовленной поверхности или неправильно установленной системы. Тем не менее, чрезмерные отклонения на монтажной поверхности могут быть отшлифованы, соскоблины или отшлифованы вручную в соответствии со спецификацией.
Для правильной установки сначала следуйте рекомендациям производителя по выбору правильного размера и допуска в системе, даже если это выглядит неправильно. Затем, для систем средней точности, используйте опорную кромку. Подтолкните одну рейку к этой опорной кромке и дайте другой рейке «плавать» в нужном положении. Процедура мало чем отличается от блокирующих и плавающих радиальных подшипников. Это будет эталонная кромка, определяющая точность прямолинейности. Для средней точности достаточно поверочной линейки и циферблатных индикаторов для проверки биения, если вы остаетесь в пределах рекомендуемых отклонений.
Если вторая направляющая не установлена на место или не установлена в собственный обработанный канал, ее параллельность с первой направляющей не должна превышать 0,0005–0,001 дюйма. (Эти размеры являются общим эмпирическим правилом. Они могут различаться в зависимости от размера подшипника, от того, был ли подшипник предварительно нагружен и какой производитель изготовил рельс.) Необходимо соблюдать осторожность и в другой плоскости. Рельсы должны располагаться в одной плоскости с расстоянием между ними не более 0,004 дюйма/фут. Имейте в виду, что с увеличением значения предварительного натяга допустимое отклонение уменьшается.
Для более высокой точности или длинных осей лучшим инструментом является система лазерной центровки. Трехосевые системы доступны примерно за 35 000 долларов, или инженеры могут приобрести услуги лазерной центровки. Если вы решите не покупать ее, часто ваш местный дистрибьютор по передаче электроэнергии будет иметь доступ к такой системе. Инженерные консультанты – еще один возможный источник этого оборудования.