Чем лучше и легче варить полуавтоматом или электродами
О чем статья:
Чем лучше и легче варить полуавтоматической сваркой или электродами
Полуавтоматическая сварка и сварка штучным электродом с покрытием имеет массу отличий. При этом сказать, какая сварка лучше будет неправильно, ведь, по сути, это две разные технологии, но цель у них одна.
При этом выбор в сторону полуавтоматической сварки или сварки электродом во многом зависит от требований к качеству сварного шва, а также нагрузок, которые будут приходиться на него в процессе эксплуатации. В данной статье мы рассмотрим, чем лучше варить, электродом или полуавтоматической сваркой.
В чем отличия полуавтоматической сварки от ручной дуговой сварки?
Чтобы понимать, какая сварка легче в обращении, электродом или полуавтоматическая, нужно рассмотреть саму технологию. При полуавтоматической сварке проволока подаётся при помощи двигателя, непосредственно в зону сварки. Такой подход позволяет существенно увеличить скорость выполнения сварочных работ.
При ручной дуговой сварке, электрод приходится менять каждый раз, что замедляет выполнение работ. Однако учитывая небольшой диаметр проволоки, и заметно отличающиеся в этом плане электроды, можно сказать, что сварка электродом более универсальная. Используя электроды 4 или 5 мм можно варить толстые металлы, и получать надежное соединение. В этом плане полуавтоматическая сварка заметно проигрывает.
В то же время с помощью полуавтоматической сварки можно варить красивые швы, мелкочешуйчатые и без шлака. Именно по этой причине полуавтоматическая сварка незаменима при ремонте автомобилей. Также полуавтоматическая сварка применяется для соединения цветных металлов. В этом плане сварка электродом заметно проигрывает.
Полуавтоматическая сварка или ручная дуговая сварка?
Чтобы научиться варить, как полуавтоматической, так и ручной дуговой сваркой нужно изучить азы и долго практиковаться. Если же говорить об эффективности и простоте, то данные виды сварки не так сложны в освоении.
Однако эффективность полуавтоматической сварки оказывается на порядок выше. Особенно это заметно при работе с тонкостенными изделиями из металла. В свою очередь, ручная дуговая сварка более проста в обращении. Для её работы нет необходимости использовать газобаллонное оборудование и какие-то дополнительные расходные материалы кроме электродов.
Итак, подведя итоги можно сказать вот о чем:
Полуавтоматическая сварка применяется для выполнения специфических работ, связанных с кузовным ремонтом или сваркой цветных металлов. Такой вид сварки позволяет получить красивый и аккуратный сварной шов.
Ручная дуговая сварка электродами проще в использовании и применяется она для соединения черных металлов. Какой вид сварки выбрать в первую очередь зависит от работ, которые нужно будет выполнять.
Сегодня стоимость сварочных аппаратов для полуавтоматической и ручной дуговой сварки не такая высокая как годами раньше. Кроме того, выпускаются комбинированные сварочные инверторы позволяющие варить в двух режимах — MMA и MIG/MAG. Лучше, конечно же, иметь один такой аппарат, чем несколько, чтобы до конца прочувствовать разницу, а также в полной мере воспользоваться универсальностью оборудования.
Лучше, конечно же, иметь один такой аппарат, чем несколько, чтобы до конца прочувствовать разницу, а также в полной мере воспользоваться универсальностью оборудования.
Полезные советы – как научиться варить.
Советы профессионального сварщика.
Это небольшой мастер-класс по ручной дуговой сварке. В статье мы постарались уделить внимание самым распространённым проблемам и вопросам, с которыми сталкивается начинающий сварщик.
Подумывая о приобретении сварочного аппарата “для Дома, для Дачи”, многие обыватели отказываются от этой затеи, так как сомневаются в том, что смогут самостоятельно освоить премудрости электродуговой сварки. Все знают, что высококвалифицированные сварщики – это творцы, отдельная каста мастеровых. Между тем реальность такова, что бытовое строительное применение сварки в подавляющем большинстве случаев не требует особого качества шва, а сварные соединения, по сути, просто заменяют разборные болтовые/винтовые сборки. При этом, конечно, начинающему мастеру не стоит браться за сварку, допустим, водопроводной трубы или нагруженной фермы перекрытия, ибо последствия могут быть очень неприятными.
Лучший способ научиться варить – это записаться на соответствующие курсы. Также полезно просто некоторое время поработать с опытным мастером, чтобы наглядно, в режиме реального времени наблюдать за его действиями, помучить вопросами и перенять основные технические приёмы. Но даже это не обязательно, базовой теоретической подготовки может быть достаточно, чтобы выйти на улицу и самому начать учиться. Особенно, если, выбирая источник сварочного тока, вы отдали предпочтение инверторам, которые на данный момент наиболее практичны и очень многое прощают новичку. Вопросы выбора сварочного оборудования мы уже рассматривали в статье “Как Выбрать Сварочный Аппарат”. Далее мы поведём разговор о самом распространённом типе сварки – ручной электродуговой (мма), предназначенной для соединения деталей из углеродистой конструкционной стали с применением штучных покрытых электродов.
Подготовка к сварке.
Чем нужно укомплектоваться.
Экипировка.
Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное – защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа “Хамелеон”. Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Нужно с одежды начать. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т. п. отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки. Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр. Самое главное – защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну. Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги. Многие мастера очень полюбили маски со светофильтрами типа “Хамелеон”. Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода.
Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления.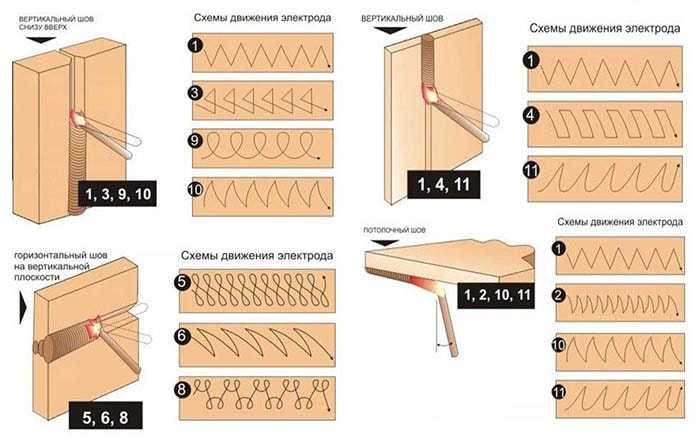 Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока – чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.
Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока – чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны. В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 а, длиной 2, 5-4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно. Переноска.
Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 а, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2, 5 мм 2. её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с Бобины, чтобы он не перегревался.
Вспомогательный инструмент.
При сварочных работах всегда пригождается ушм ( “Болгарка”), лучше и “большая” и “маленькая”. В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали “на Столе”.
Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут. Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали “на Столе”.
Электроды.
Классификация электродов для сварки мма весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер – это “Двойка” и несколько реже – “тройка”. Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1, 5 до 3 мм нужно взять электрод диаметром 2-2, 5 мм. Тройкой варят металл до 5 мм по толщине – и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 а, а нагрузка приближается к 5 квт – выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали.
Обработка шва.
Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска. Таким образом, если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей.
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка “в Нижнем Положении”. При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать “на Месте”.
При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать “на Месте”.
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз – так он меньше прогревается и меньше опасность прожига. А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну “Протягивают” перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой. Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
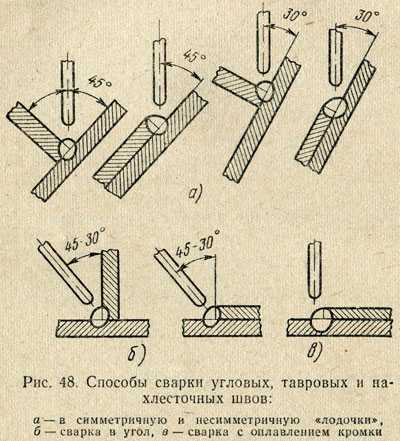
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется “Почти Прямым” электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях. Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали “в Лодочку” (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить.
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70-80 и более ампер (чем выше, тем скорее сгорит электрод. Для тройки подойдёт ток от 100 до 140 а, четвёрка – 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
Для тройки подойдёт ток от 100 до 140 а, четвёрка – 160 а. для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу.
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать “Плюс” или “минус”. В случае если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) – то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой.
Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом – сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это – важный момент, на который следует обратить внимание.
Далее рассмотрим основные движения и приёмы на самом простом – сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный. Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это – важный момент, на который следует обратить внимание.
1. поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов. 2. контроль дуги, формирование сварочной ванны. Как только дуга разгорелась – подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2-3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто – оранжевого пятна, на котором виднеется рябь – это расплавился металл.
3. положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25-40 градусов. Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок. 4. формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2-3 секунды, и мы должны переместить электрод на один – два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
5. положение, тип движения электрода при формировании шва.
Во-первых, нужно всегда держать корректный наклон. В случае если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
Второе, не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: “Макать” в сварочную ванну. В случае если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
Третье, тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае – с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые “Чешуйки”, которые перекрывают друг друга где-то наполовину. Лучший шов – с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Формируем так называемые “Чешуйки”, которые перекрывают друг друга где-то наполовину. Лучший шов – с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
Четвёртое, скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки – непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации – увеличивайте ток и применяйте более толстый электрод.
6. контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина – от 0, 8 до 1, 5 диаметра электрода) с минимумом дефектов (гост 30242-97. В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок – хорошо; шарик на ножке – малая сила тока; прожиг и кратеры – высокая сила тока, медленное ведение электрода по заданной траектории.
В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок – хорошо; шарик на ножке – малая сила тока; прожиг и кратеры – высокая сила тока, медленное ведение электрода по заданной траектории.
7. как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
Биполярный испарительный электрод | Биполярный трансуретральный плазменный диск Cook Medical
Узнайте, как сделать заказ» Создайте учетную запись клиента и закажите этот или другие продукты Cook
Задать вопрос в службу поддержки» Спросите службу поддержки клиентов о наших продуктах или услугах
Технические характеристики
| Номер заказа | Справочный номер детали | Инструкции по применению (IFU) | MR Статус | Продукт Описание | Диск Диаметр дюймов | Оболочка Фр |
|---|---|---|---|---|---|---|
| Биполярный трансуретральный плазменный диск® | ||||||
| G59114 | БТПД-2400 | Н/Д | Plasma Disc® Испарение | 0,125 | 24 | |
Продается в коробках по 6 электродов.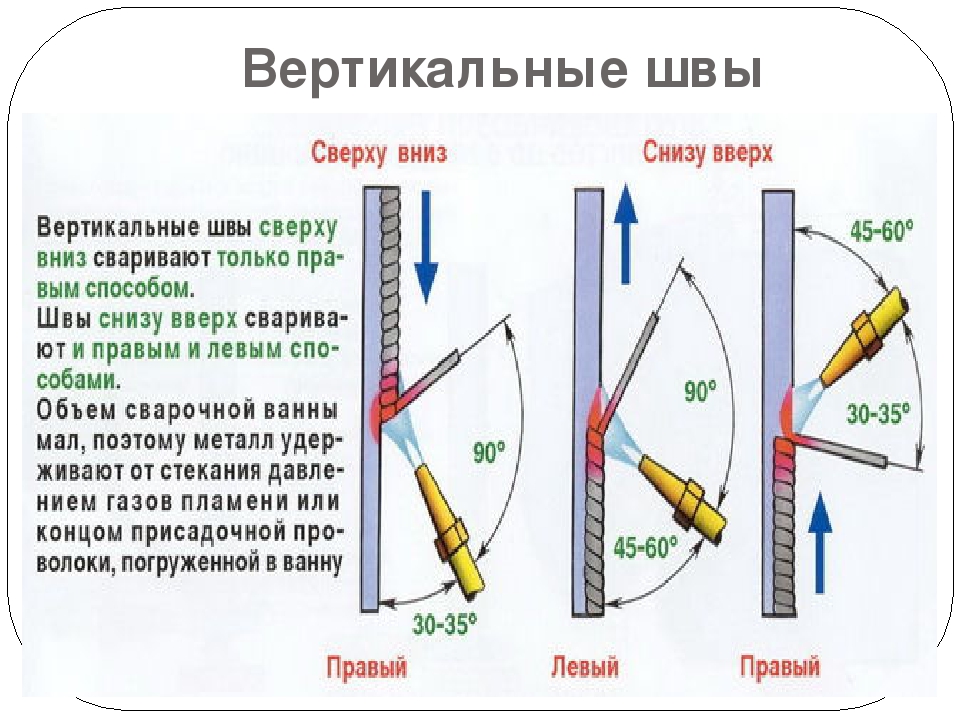
Предназначен для установки на биполярные рабочие элементы Olympus WA22366A Active и пассивные рабочие элементы WA22367A.
Используйте с генераторными системами Olympus PK Superpulse, Olympus UES-40 или ESG-400. Плазменный диск
является зарегистрированным товарным знаком Omnitech Systems Inc.
URO-D64087-EN
Документы
Брошюра
Спецификация
Библиотека изображений
Ищете дополнительную информацию об этом продукте?
Позвоните нам по бесплатному номеру 800.457.4500 или заполните форму ниже.
Пожалуйста, ознакомьтесь с нашей Политикой конфиденциальности, чтобы ознакомиться с уведомлениями о защите данных, касающимися сбора и использования нами ваших данных.
Заголовок: * — Г-жа Миссис Доктор.
Имя: *
Фамилия: *
Название компании: *
Номер клиента:
Страна/регион:
* —AfghanistanAlbaniaAlgeriaAmerican SamoaAngolaArgentinaArubaAustraliaAustriaBahamasBahrainBangladeshBarbadosBelarusBelgiumBeninBermudaBhutanBolivia, Plurinational State ofBosnia and HerzegovinaBotswanaBrazilBrunei DarussalamBulgariaBurkina FasoBurundiCameroonCanadaCayman IslandsCentral African RepublicChadChileChinaColombiaCongoCongo, The Democratic Republic of TheCosta RicaCroatiaCubaCyprusCzech RepublicCote d’IvoireDenmarkDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEstoniaEthiopiaFijiFinlandFranceFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGuadeloupeGuamGuatemalaGuernseyGuineaHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic ofIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKorea, Democratic People’s Republic ofKorea, Republic КувейтЛаосская Народно-Демократическая РеспубликаЛатвияЛиванЛиберияЛивийская Арабская ДжамахирияЛихтенштейнЛитваЛюксембургМакаоМакедония, Бывшая Югославская РеспубликаМадаг ascarMalawiMalaysiaMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMexicoMontenegroMoroccoMozambiqueMyanmarNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNorwayOmanPakistanPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaudi ArabiaSenegalSerbiaSierra LeoneSingaporeSlovakiaSloveniaSomaliaSouth AfricaSpainSri LankaSudanSurinameSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTanzania, United Republic ofThailandTogoTrinidad and TobagoTunisiaTurkeyUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayVenezuela, Bolivarian Republic ofViet NamVirgin Islands, U.
Тема запроса: —Кто мой торговый представитель?Доступен ли этот продукт в моем регионе?Какой материал продукта?Какова единица измерения?Какова цена для клиента?
РПН:
GPS:
Электронная почта: *
Телефон:
Предпочтительный способ связи:
Комментарий: *
Наименование товара:
Пожалуйста, оставьте это поле пустым.
* обязательных полейПортфолио новых биполярных электродов Cook Medical включает наиболее востребованные конфигурации
Блумингтон, Индиана — Компания Cook Medical выпустила в США новый оптимизированный портфель урологических биполярных электродов. Этот портфель включает продукты, которые урологи чаще всего используют для сосредоточиться на ежедневных потребностях в электродах при выполнении процедур на мочевом пузыре и простате.
Ассортимент биполярных электродов Cook Medical
Ассортимент биполярных электродов включает семь продуктов. 1 Портфолио оптимизировано, чтобы включить наиболее часто используемые и востребованные продукты в этой категории. Шесть продуктов имеют конфигурации, показанные для использования при трансуретральной резекции, абляции и удалении мягких тканей предстательной железы и мочевого пузыря, а также там, где требуется гемостаз:
1 Портфолио оптимизировано, чтобы включить наиболее часто используемые и востребованные продукты в этой категории. Шесть продуктов имеют конфигурации, показанные для использования при трансуретральной резекции, абляции и удалении мягких тканей предстательной железы и мочевого пузыря, а также там, где требуется гемостаз:
- Биполярная трансуретральная петля для мочевого пузыря, изогнутая под углом 136° для соответствия анатомии мочевого пузыря
- Четыре трансуретральные режущие петли — варианты 12° и 30°, каждая доступна в размерах среднего и большого размера
- Биполярный трансуретральный игольчатый электрод
Седьмой продукт — биполярный трансуретральный плазменный диск ® , предназначенный для электровапоризации при урологических процедурах для облегчения вапоризации предстательной железы и коагуляции. Запатентованная Omnitech Systems, Inc. концентрическая многоярусная конструкция диска обеспечивает концентрированную плотность тока для большей энергоэффективности, при этом поддерживая протекание тока и зажигание плазмы.
Дистальные спицы наконечника каждого электрода (за исключением трансуретрального игольчатого электрода) изготовлены из платино-иридиевого сплава и проходят от передней кромки за стабилизатор. Платино-иридиевый сплав усилен за счет глубокой запрессовки в корпус электрода для долговечности. Срок годности электродов составляет пять лет, что обеспечивает дополнительные преимущества при хранении и поставках.
«Мы выслушали врачей о препятствиях, с которыми они сталкивались при выполнении процедур резекции и абляции, таких как доброкачественная гиперплазия предстательной железы (ДГПЖ). Например, мы узнали, что большинство имеющихся на рынке петель для мочевого пузыря трудно использовать вокруг мочевого пузыря, поэтому мы предлагаем петлю для мочевого пузыря, расположенную под углом 136°, чтобы повысить эффективность операции. С семью продуктами в портфолио оптимизированных биполярных электродов мы стремимся помочь врачам сосредоточиться на лечении пациентов с помощью продуктов, которые они часто используют», — сказал Роб Фолкнер, старший директор отделения урологии Cook Medical.
Чтобы получить брошюру о продукте и узнать больше о биполярных электродах Cook, посетите страницу с информацией о продукте.
Плазменный диск является зарегистрированным товарным знаком Omnitech Systems, Inc.
О компании Cook Medical
С 1963 года компания Cook Medical тесно сотрудничает с врачами для разработки технологий, устраняющих необходимость в открытой хирургии. Сегодня мы изобретаем, производим и поставляем уникальное портфолио медицинских устройств для систем здравоохранения по всему миру. Обслуживание пациентов — это привилегия, и мы требуем высочайших стандартов качества, этики и обслуживания. Мы остались семейной собственностью, поэтому у нас есть свобода сосредоточиться на том, что нам небезразлично: на пациентах, наших сотрудниках и наших сообществах.
Узнайте больше на CookMedical.com и следите за последними новостями в Twitter, Facebook и LinkedIn.
Mass Device — Cook Medical запускает линейку урологических биполярных электродов
Журнал новостей медицинского оборудования — новый портфель биполярных электродов Cook Medical включает наиболее востребованные конфигурации
1 Эти изделия совместимы с биполярными рабочими элементами Olympus WA22366A Active и пассивными рабочими элементами WA22367A.