Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
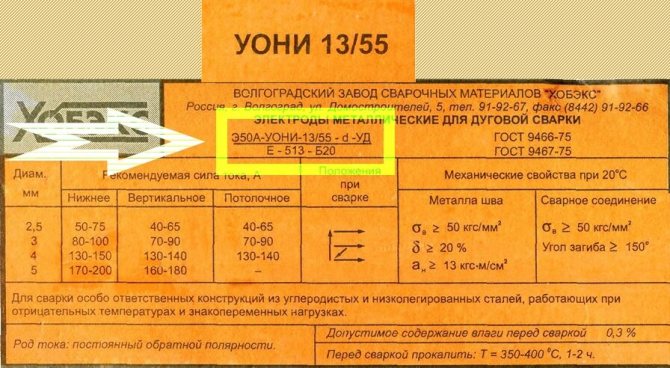
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
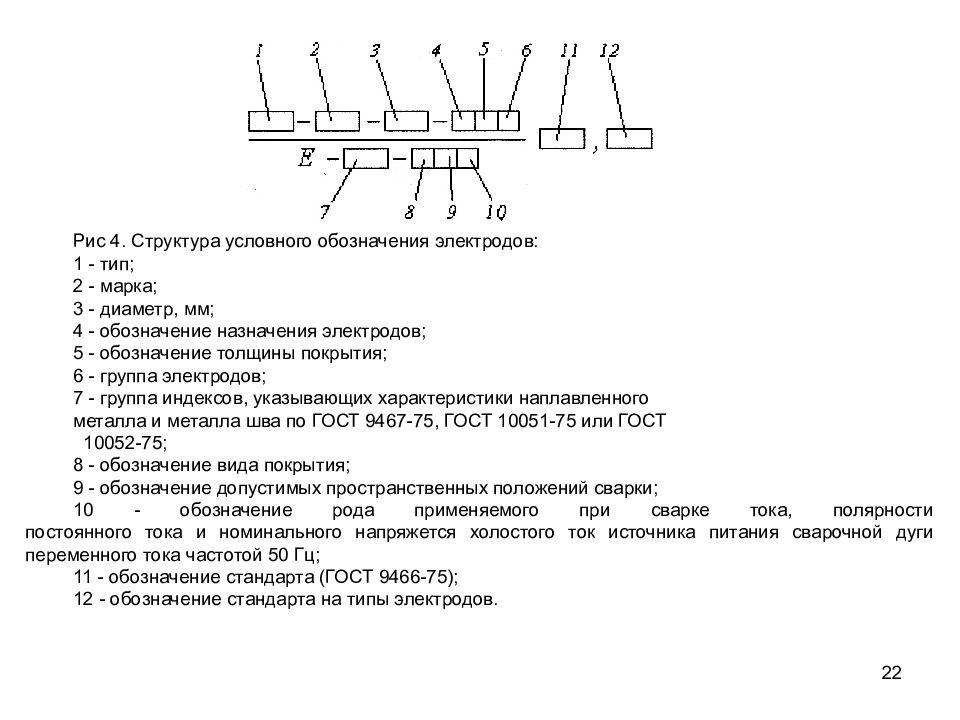
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
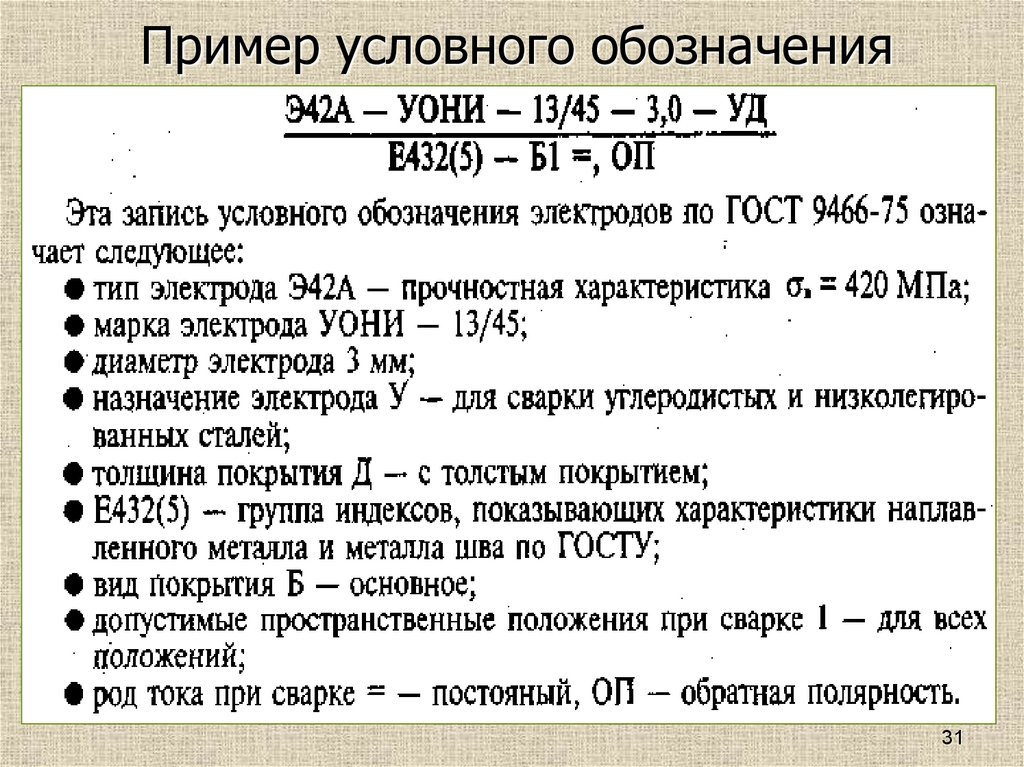
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
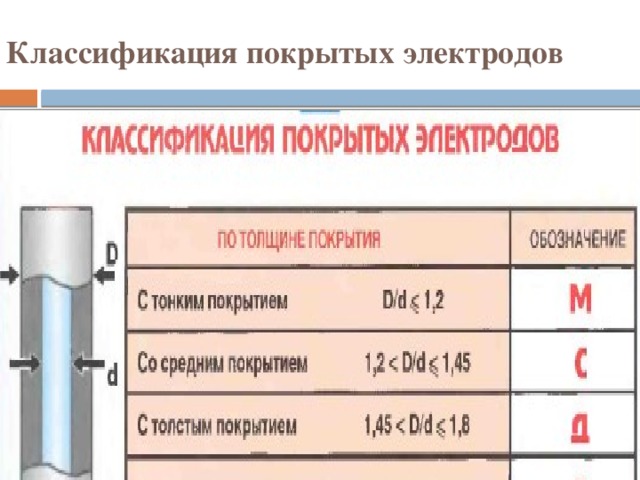
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение вида покрытия.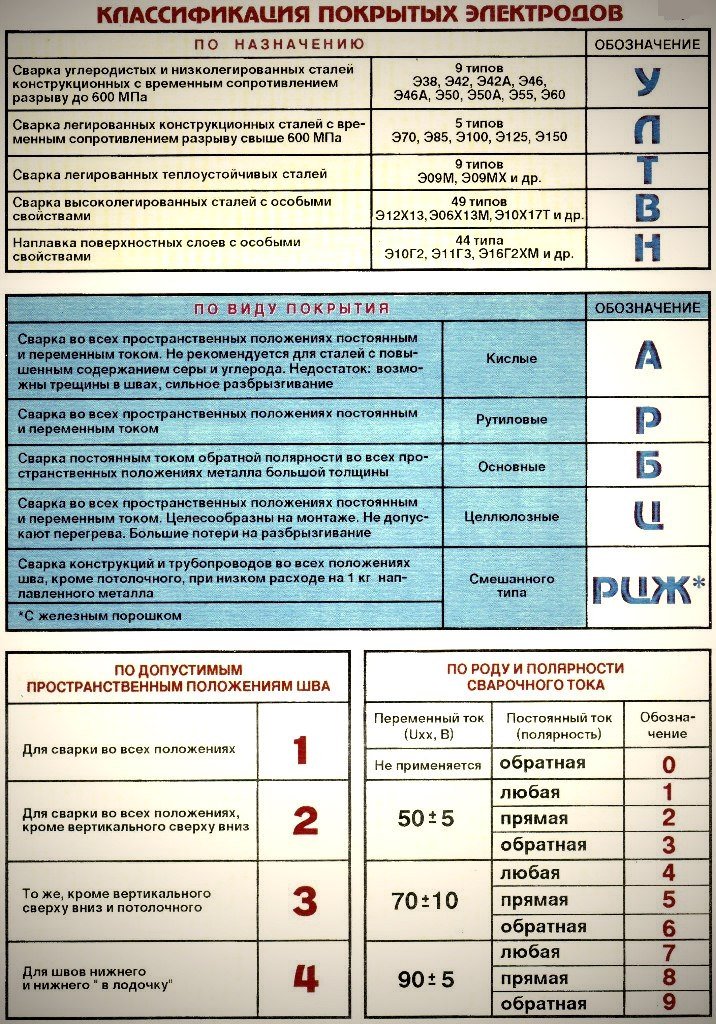 В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.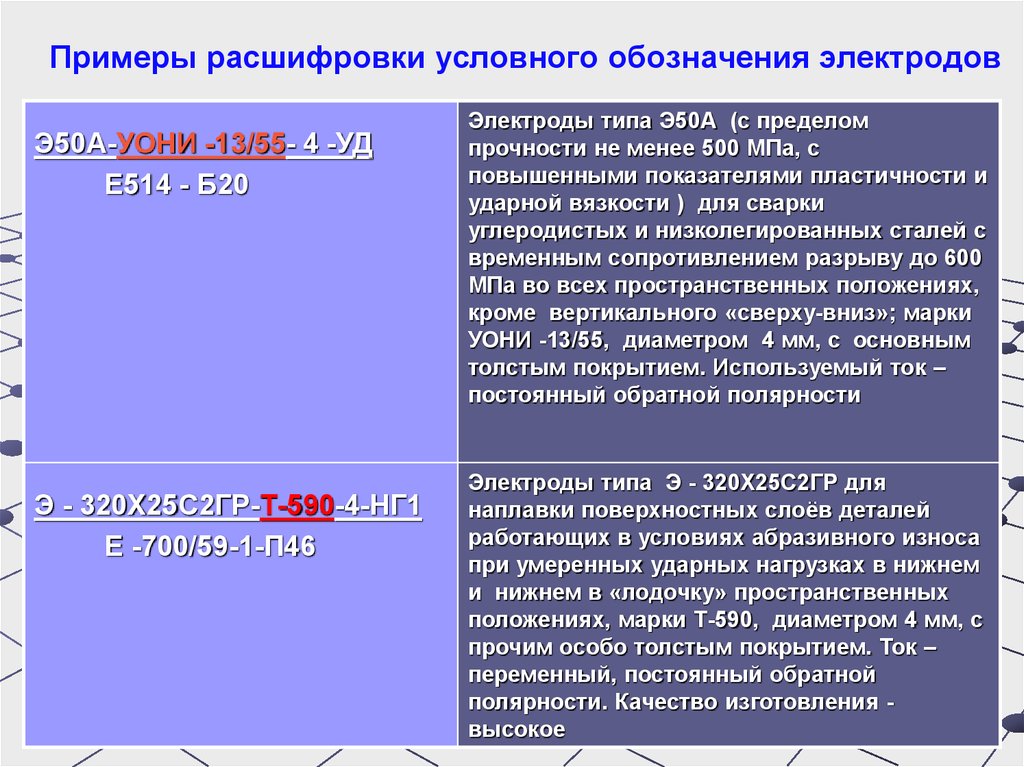
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки. Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва.
 После остывания он легко удаляется.
После остывания он легко удаляется.
 После остывания он легко удаляется.
После остывания он легко удаляется.Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
что обозначает, какой бывает, как правильно расшифровывается
Зачем нужно проводить маркировка электродов? Как расшифровать те числа и буквы, что и есть маркировкой электрода. Это самые распространенные вопросы по этому поводу.
В этих материалах мы хотим вам немного рассказать, как понимать те шифровки, что присутствуют на электродах. Вы сможете понять в чем нюанс маркировки и какие нужно иметь знания, чтобы правильно их понимать.
Но первым делом нужно понять, что такое эта маркировка. Маркировка электродов для сварки-это определенное количество и последовательность буквенных и цифровых знаков, они имеют в себе информацию про определенные особенности стержня электрода.
Любой знак несёт в себе определенную информацию.
Та информация, что размещена на электрода отвечают ряду характеристик, от которых и зависит выбор при покупке. Такая классификация электродов одинаковая для переменного и постоянного тока.
Конечно все электроды имеют разделение и оно происходит по большому количеству знаков, в ходе статьи мы постараемся рассказать вам нюансы маркировки.
Содержание статьиПоказать
- Как обозначается вид в маркировке
- Разделение в зависимости от марки
- В зависимости от диаметра
- В зависимости от назначения
- В зависимости от коэффициента толщины покрытия
- Исходя из групп индексов
- В зависимости от того, какое покрытие
- Исходя из размещения в пространстве
- В зависимости, от того какой сварочный ток
- Не стандартные маркировки
- Пример того, как расшифровать маркировку
- Итог
Как обозначается вид в маркировке
 Марки, назначение. Ассортимент” src=”https://www.youtube.com/embed/JQwqEQDg4a4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Марки, назначение. Ассортимент” src=”https://www.youtube.com/embed/JQwqEQDg4a4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру ” 50 кГс на квадратный миллиметр”.
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 – БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Разделение в зависимости от марки
Тот ряд букв, что вы встретите дальше не нужно путать с тем, что такое маркировка, ведь это марка электрода. Происхождение марки может быть разной, например установлена по ГОСТу, но также может быть придумана самим производителем электрода.
Такая ситуация с производителем электродов ESAB, которая выпускает марку ок. Как не странно, но для одного стержня может подходить сразу пару тройку производителей.
Это очень широкая тематика про которую стоит говорить отдельно
В зависимости от диаметра
Информация, что пишется далее-это диаметр самого стержня, единица его измерения обычно в миллиметрах. То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
То какой диаметр вам необходим на прямую зависит от того, какой размер того металла, что подлежит сварке.
Если металл будет толстым, то вам пригодиться большой диаметр стержня. В приведенном нами примере маркировки -это значение ровняться пяти миллиметрам.
В зависимости от назначения
Конечно, разные электроды имеют разное назначение и один из разделений в зависимости от того металла с которым будет проводиться работа.
В приведенном нами примере маркировки этот показатель обозначает буквенный знак У, этот знак несёт информацию о том, что сварке подлежат низколегированные металлы предел прочности которых составляет от шестисот кГс на один миллиметр квадратный.
Но если сталь имеет более высокий предел прочности, то нужно применять электроды на которых маркировка с буквенным знаком Л.
 Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.
Если предстоит работа с металлом, что устойчив к высоким температурам, то ищите электроды с буквенным знаком Т.А если при работе со сталью возникает много нюансов и они сложны в работе, то тогда пишется знак маркировки В. А если вы будете искать стержень, для того чтобы направить то на упаковке должно быть написано Н.
В зависимости от коэффициента толщины покрытия
Далее идёт параметр толщины напыления или ещё использует термин обмазки. В приведенном нами примере это буквенный знак Д-он обозначает большое покрытие.
Но ещё можно встретить и другие маркировки на сварочных электродах, такие как м-это тонкое или малое напыление, знак С обозначает средний уровень толщины, а знак Г имеет информацию про очень толстое напыление.
Исходя из групп индексов
Этот параметр в шифровке является одним из самых не понятных и запутанных для новичков. Там цифровые обозначения имеют сразу несколько показателей, так что можно понять частично, а не полностью.
Эти группы индексов всегда пишутся на этикетках электродов для сваривания металлов.
Они самые применяемые на тех электродах, что специализируются на высоколегированной стали, эти параметры должны немного прояснить картину для новичка.
Итак, приступим к разбору того примера что мы вам привели, приладим значение маркировки каждому знаку и все будет понятно.
В нашем примере число пять говорить про то на сколько данный шов будет устойчив в коррозиям. Далее у нас цифирный знак 1-это самая высокая температура, что гарантирует, то что шов будет прочный к высоким температурам.
Число четыре говорит про то, какая рабочая температура для данного шва.
А если то самое число четыре взято в скобки, то это говорит про, то какое количество ферритной фазы в этом соединении. Если каждое значение имеет максимальный показатель, тем больше будет цифра.
Смотрите ниже схема с описанием металлов и соединений для сваривания высоколегированной стали, прочитайте и постарайтесь запомнить что несёт в себе каждый знак.
Написание обозначений для тех электродов что поменяются при наплавке может быть немного другим, часто имеет две части, а обычные состоять из 4-5 цифр, про что мы уже писали.
Но если это электрод для наплавки, то к стандартному количеству обозначений маркировки прибавляется ещё одна группа из трёх знаков, их чаще всего пишут через тире и отделяют от основных чертой.
К примеру Е200/31-2. Число 31 говорит о том какая твердость стали, что нужно направить сверху. А число 2 к примеру говорит о том, что твердость стержня будет необходимо вне зависимости от влияния температуры.
А вот число один говорит про то, что твердость будет необходимой только после влияния градуса.
В зависимости от того, какое покрытие
Эти показатели пишутся в последнюю очередь при маркировке. Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Они, как и большинство всех показателей обозначаются с помощью буквенных знаков. Мы в своем примере использовали буквенный знак Б. Это говорит о том, что покрытие основное.
Но на самом деле таких покрытий очень много, есть целлюлозные обозначаться как Ц, рутиловые они имеют обозначение буквой Р, и кислотные обозначаться соответственно буквой К, также ест прочие, что обозначаться буквой П.
Также возможно и объединение букв маркировки к примеру ЦР, это говорит про то, что покрытие целлюлозно-рутиловое.
Ещё возможны варианты, что в состав может входить пыльца железа, тогда производитель добавляет в маркировку ещё букву Ж.
К примеру если вы видите маркировку с буквенными знаками ЖБ- это говорит о том, что покрытие основное и имеет в себе пыльцу порошка.
Исходя из размещения в пространстве
От этого зависит, то какой именно электрод вам нужно использовать если вы находитесь в том или ином положении.
В своем примере маркировки мы привели стержень, который подойдет для любых работ, но не подходит только для вертикального положения. Такой стержень обозначается цифирным знаком 2.
Такой стержень обозначается цифирным знаком 2.
Конечно существует и цифра 1 – такой стержень является на все сто универсальным. Есть число 3- он вам пригодиться если вы будете работать в вертикальной или горизонтальной плоскости. И число 4- оно применимо для тех соединений углов, что находится снизу.
Все эти цифирные знаки маркировки полностью подходят под международные стандарты, так что маркировка будет одинаковой и на заграничных и на отечественных электродах.
В зависимости, от того какой сварочный ток
Это не обязательная маркировка, так что на многих электродах в можете не встретить её, но для правильности примера мы введи её в свой пример.
У нас это цифирный знак 0, он говорит о том, что вы сможете использовать такие электроды, только если ток будет постоянным.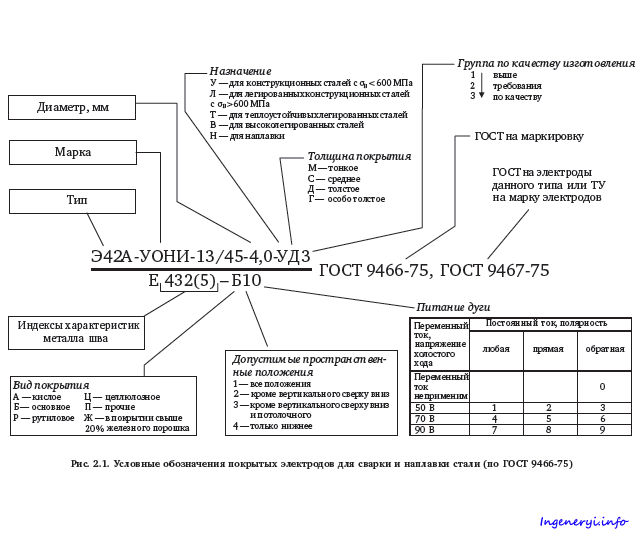 При этом полярность должна быть обратной.
При этом полярность должна быть обратной.
Не стандартные маркировки
Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Пример того, как расшифровать маркировку
Для того, чтобы ничего не забыть ещё раз пройдемся по маркировке на примере АНО21
- Вид электрода (Э-46, этот вид идет при сварке низколегированной стали у которого не высокий придел прочности.
- Сама марка, как написано ранее АНО21
- Показатель диаметра равняется 2,5 миллиметра
- То куда можно применить, буквенный знак У говорит о том, что можно применять для стали углеродистой или низколегированной.
Конечно расшифровка не окончена-это будет вашим домашним заданием. Возьмите блокнот и так все распишите, шаг за шагом не спешите и хорошо все сверьте.
Конечно сначала расшифровка маркировки может казаться сложной и непостижимой, но это не так, вам стоит пару раз потренироваться и вы уже будете хорошо ориентироваться.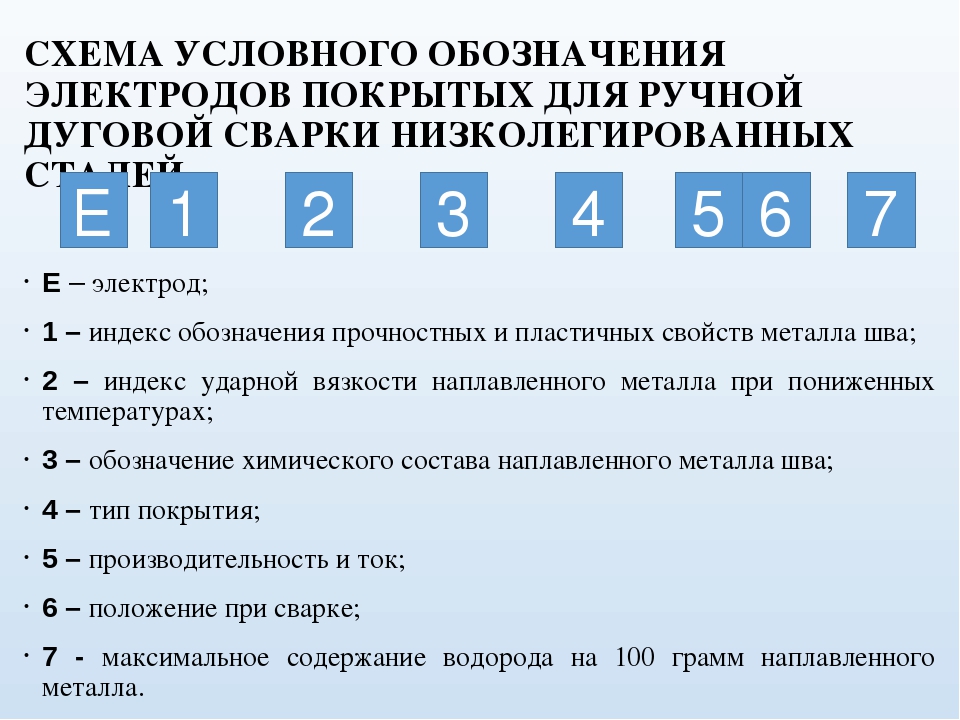 Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Берите много разные пачек и тренируйтесь на них расписывая их в блокноте.
Итог
Вы прочитали нашу статью и уже знаете как работает маркировка. Конечно если вы только начинаете свой путь в этой сфере вам может казаться, что все сложно запутано и вам никогда в этом не разобраться.
Но мы очень старались, чтобы для вас все было предельно ясно.
А когда речь заходить про электроды для сварки дугой то там все ещё проще, об этом говорит только название, так что видите на прилавке и просто кладете в свою корзину.
Пиши свои комментарии и покажите нашу статью всем, кто интересуется этой темой. Спасибо за внимание.
Упаковка и маркировка сварочного присадочного металла
Toggle Nav
Поиск
Когда мы идем в продуктовый магазин за едой, мы ожидаем, что определенные продукты будут упакованы вокруг них, чтобы сохранить их свежесть или сохранить их состояние.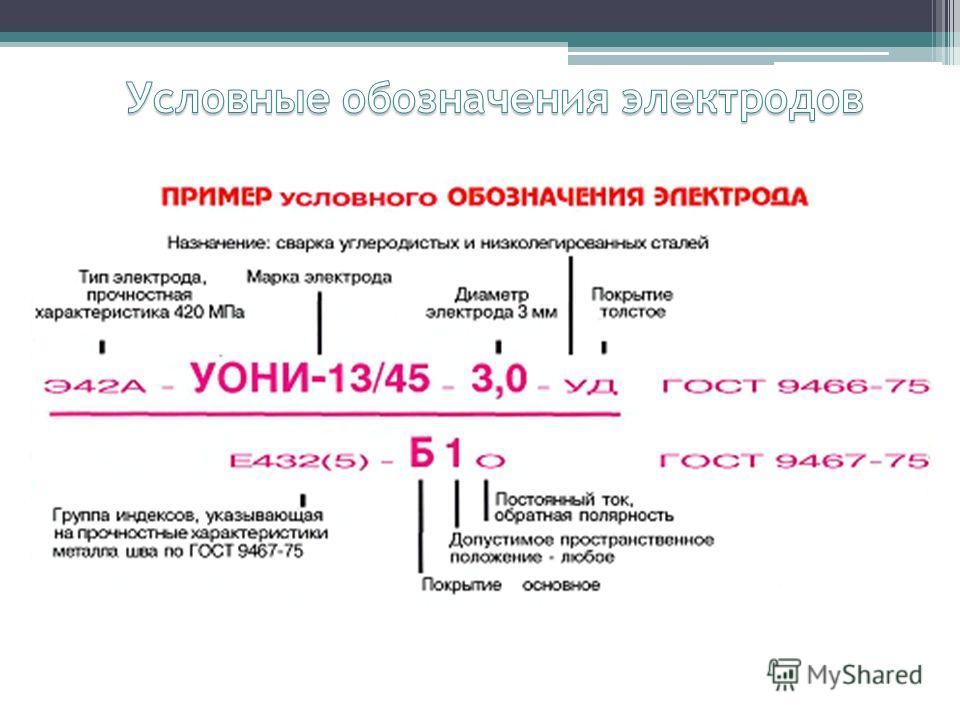 То же самое относится и к присадочным металлам, которые мы используем во всех типах сварочных процессов. Точно так же, как упаковка и печать на пищевых продуктах, которые защищают их от несанкционированного доступа или порчи, наш сварочный присадочный металл также должен иметь меры предосторожности, чтобы они оставались чистыми и безопасными. С присадочным металлом может произойти многое с момента его производства до момента его использования. Повреждение может произойти, если присадочный металл не упакован или не защищен.
То же самое относится и к присадочным металлам, которые мы используем во всех типах сварочных процессов. Точно так же, как упаковка и печать на пищевых продуктах, которые защищают их от несанкционированного доступа или порчи, наш сварочный присадочный металл также должен иметь меры предосторожности, чтобы они оставались чистыми и безопасными. С присадочным металлом может произойти многое с момента его производства до момента его использования. Повреждение может произойти, если присадочный металл не упакован или не защищен.
Иногда многое можно сказать о качестве присадочного металла, основываясь на качестве упаковки, которую мы видим вокруг него. Дешевые и недорогие присадочные металлы практически не имеют упаковки или барьера для влаги. С другой стороны, качественные наполнители будут иметь хорошую упаковку и защиту как в области защиты от повреждений, так и в области защиты от влаги. Если с присадочными металлами обращаются неправильно, нередко можно увидеть поврежденную проволоку, поврежденный присадочный металл или флюс, когда мы открываем новый контейнер. Необходимо соблюдать осторожность при обращении с наполнителями так же, как с коробкой яиц из продуктового магазина.
Необходимо соблюдать осторожность при обращении с наполнителями так же, как с коробкой яиц из продуктового магазина.
Электроды для дуговой сварки в защитном металле с флюсом снаружи особенно подвержены повреждениям, если с ними грубо обращаться или их бросают. Повреждение на внешней стороне флюса может сделать весь электрод бесполезным. Иногда по периметру имеется картонная упаковка, которая помогает защитить флюс от любых повреждений. Третьи поставляются в металлическом корпусе, устойчивом к вмятинам или другим повреждениям стержней или электродов. Упавшая катушка с проволокой, которая больше не является круглой или имеет отдельные слои проволоки, перемешанные друг с другом, вызовет проблемы в механизме подачи и вызовет нестабильность сварочной дуги и другие проблемы.
Влага — еще один серьезный враг некоторых типов присадочного металла. Стальные присадочные проволоки могут образовывать ржавчину и другие отложения на поверхности присадочного металла при контакте с водой или влагой. Ржавые катушки для сварки MIG и проволока для дуговой сварки с флюсовым сердечником могут стать серьезной проблемой для механизмов подачи проволоки, направляющих пистолетов и контактных наконечников. Если ржавчина отложится внутри гильзы пистолета, это приведет к неправильной сварке и подаче. Влага также может привести к крошению и отслаиванию флюса на электродах для дуговой сварки в защитном металле. Влага также может вызвать множество проблем в сварном шве и вокруг него.
Ржавые катушки для сварки MIG и проволока для дуговой сварки с флюсовым сердечником могут стать серьезной проблемой для механизмов подачи проволоки, направляющих пистолетов и контактных наконечников. Если ржавчина отложится внутри гильзы пистолета, это приведет к неправильной сварке и подаче. Влага также может привести к крошению и отслаиванию флюса на электродах для дуговой сварки в защитном металле. Влага также может вызвать множество проблем в сварном шве и вокруг него.
Водород под бортом, растрескивание и пористость являются примерами некоторых серьезных проблем, которые могут возникнуть из-за влаги. Электрод с низким содержанием водорода, такой как 7018, предназначен для помещения в сушильную печь, чтобы предотвратить эти проблемы с электродом для дуговой сварки защищенным металлом. Качественные электроды и присадочные металлы должны быть герметично закрыты и иметь хороший барьер от проникновения влаги.
Маркировка на упаковке должна четко указывать тип металла, спецификацию AWS и классификационный номер, а также любую другую торговую идентификацию. Если это стержневой электрод, на каждом стержне должен быть четко указан номер электрода. Если это нарезанные куски присадочного металла, каждый стержень должен быть проштампован, отмечен флажком, маркирован или выгравирован лазером.
Если это стержневой электрод, на каждом стержне должен быть четко указан номер электрода. Если это нарезанные куски присадочного металла, каждый стержень должен быть проштампован, отмечен флажком, маркирован или выгравирован лазером.
Мы не должны вынимать стержни из контейнера, кроме как для непосредственного использования при сварке. если мы их удалим. Затем верните их позже, в конечном итоге они окажутся возвращены не в тот контейнер. Если это катушка с проволокой, каждая катушка должна быть четко маркирована.
Качество вашего сварного шва зависит от используемой вами присадочной проволоки. Приобретите хороший провод, и вы сможете устранить многие проблемы. Храните его правильно после покупки, чтобы обеспечить наилучшее долгосрочное использование.
Посетите веб-сайт Longevity (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения более подробной информации об оборудовании для различных процессов сварки и резки. У компании Longevity есть подходящая машина для вашего конкретного применения, поэтому взгляните и выберите то, что лучше всего подходит для ваших материалов, продукта и потребностей.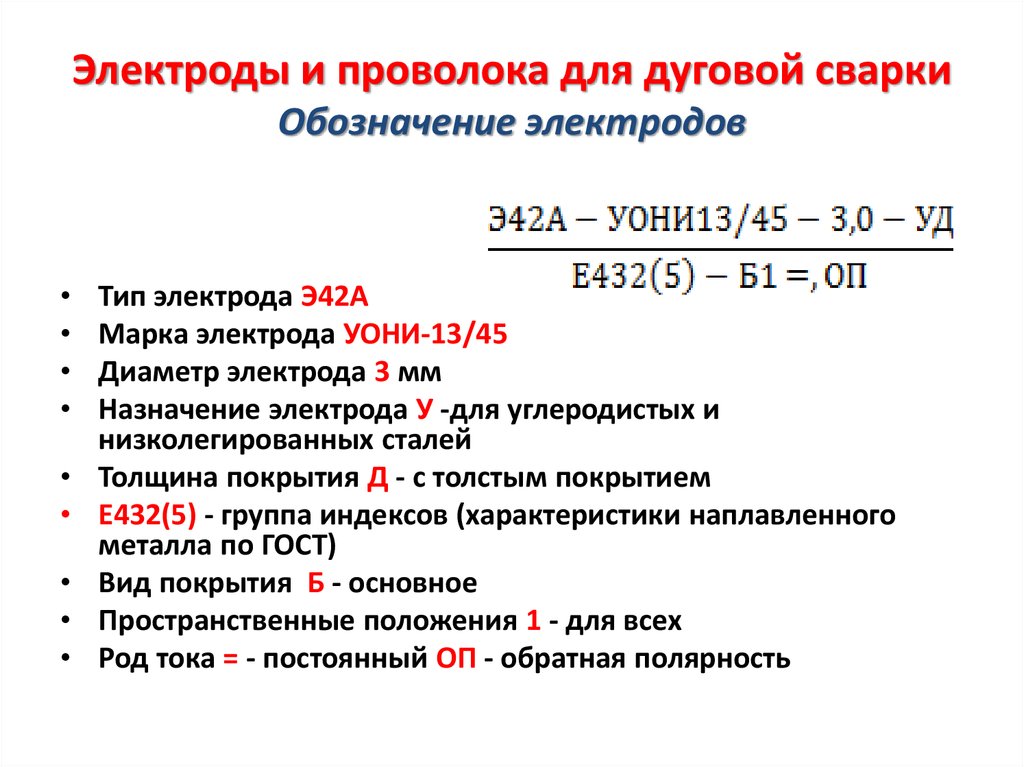
Как читать ЭЭГ
В этом разделе дается краткое введение в то, как устанавливаются электроды ЭЭГ, что они означают и что врачи могут узнать из чтения ЭЭГ.
Подробнее:
Как расположены электроды?
Специалист по ЭЭГ размещает электроды в определенных областях в соответствии с критериями, согласованными на международном уровне.
- Чтобы определить, куда вставить электроды, сначала техник отмечает четыре точки на вашей голове – насион (углубление между лбом и носом), инион (гребень, который можно прощупать в середине затылочной части черепа). , над затылочной областью), и преаурикулярные точки с обеих сторон головы (углубления над наружной частью ушных отверстий).
- Затем электроды размещают во многих областях головы, в определенных местах и на определенных расстояниях от этих ориентиров или точек, перечисленных выше.
- Иногда другие электроды (например, клиновидный и подзатылочный) размещают, чтобы повысить вероятность регистрации волн ЭЭГ из областей, которые могут быть слишком маленькими или слишком глубокими для записи обычными электродами.
- Часто на грудную клетку помещают электрод для записи ЭКГ (электрокардиограммы), которая регистрирует сердцебиение.
Что означают буквы и цифры?
Изображение: ЭЭГ генерализованного припадка
В названиях мест расположения электродов используются алфавитные сокращения, указывающие на долю или область мозга, с которой регистрируется каждый электрод:
- F = фронтальная
- Fp = фронтополярная височная
- C = центральная
- P = теменная
- O = затылочная
- A = аурикулярная (ушной электрод)
Локализация мозговых волн в областях или долях мозга дополнительно сужается путем добавления электродов, которые даны числа, такие как T3, T4, P3, P4. Четные числа обозначают положение электродов на правой стороне головы, а нечетные числа относятся к левой стороне. Метка «z» указывает на расположение электродов по средней линии головы. Например, Cz относится к средней линии центральной области головы.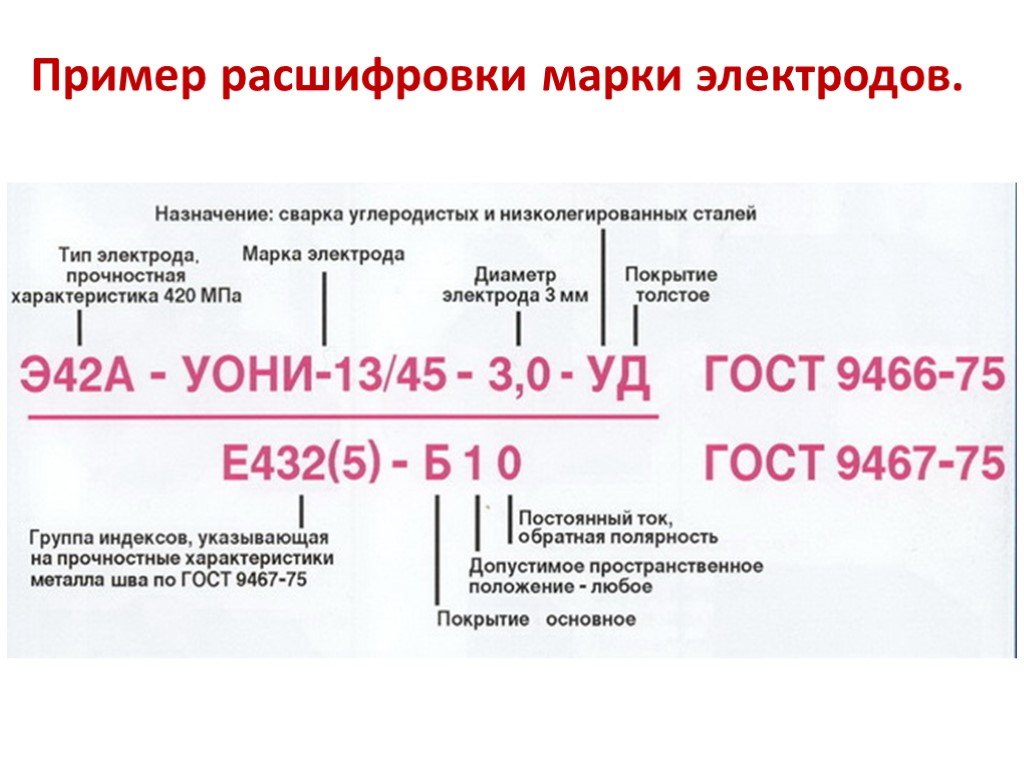
Как электроды связаны друг с другом?
ЭЭГ записывает мозговые волны с помощью оборудования, называемого усилителями, и путем просмотра информации от электродов в различных комбинациях. Эти комбинации электродов называются «монтажами».
- При биполярном монтаже последовательные пары электродов соединяются путем соединения входа электрода 2 одного канала с входом 1 последующего канала, так что соседние каналы имеют один общий электрод. Биполярные цепочки электродов могут быть соединены спереди назад (продольно) или слева направо (поперечно).
- Еще один вид монтажа — референтный монтаж. В этом типе к входу 1 каждого усилителя подключены различные электроды, а ко входу 2 каждого усилителя подключен электрод сравнения. В идеале в качестве эталонов выбирают неактивные электроды (те, которые не вовлечены в изучаемое электрическое поле).
Что врач узнает, глядя на ЭЭГ?
Способность определить источник электрической активности («локализация») имеет решающее значение для осмысленной интерпретации записи ЭЭГ.