Как Определить Шаг Резьбы и Размер + Таблица (2021)
Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
Измерение шага резьбы осуществляют следующим образом: линейкой или штангенциркулем отмеряют на стержне участок нужной величины. Затем подсчитывают на отмеренном участке количество витков. Рекомендуемая длина участка для получения точного замера – 20 мм.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.

- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.

Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Чтобы рассчитать шаг резьбы – расстояние между витками нитей, необходимо измерить линейкой или штангенциркулем резьбовый элемент, и подсчитать количество витков на данном участке. Деление длины на количество витков даёт значение шага резьбы. Значение показателя выражается в миллиметрах.
Расстояние между витками нитей можно измерить штангенциркулем, резьбомером. Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Это более точный способ замера шага резьбы. Штангенциркулем измеряют участок определённой длины. Затем подсчитывают количество витков на нём. Значение шага резьбы получают путём деления длины участка на количество витков, и вычитания из полученного результата одного витка.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Необходимо измерить определённую длину участка стержня штангенциркулем, или приложив к поверхности линейку. Подсчитать количество витков на данном участке. Рекомендуется подсчёт проводить на отрезке длиной 20 мм или 10 мм. Шаг резьбы получают путём деления дины на число витков.
С помощью указанных выше способов можно измерить шаг резьбы любого крепежа. Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.
Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
Расстояние между вершинами резьбового профиля гайки называют шагом резьбы. Для получения точных результатов используют штангенциркуль или резьбомер. Грубый расчёт можно произвести с помощью линейки – измерив длину заданного участка, и подсчитав число витков без учёта первого. Длину отрезка разделите на число витков, и получите шаг резьбы гайки.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
Для точного определения шага резьбы по диаметру используют штангенциркуль. Результат измерения получают в миллиметрах. Точность замеров до десятых долей миллиметра. Сравнивают с показателями стандартизированной таблицы диаметров, где указано соответствие шага резьбы каждому диаметру.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Наиболее точный и быстрый способ определения шага резьбы – это с помощью штангенциркуля. Данным инструментом измеряют длину нужного участка, и считают число витков, расположенных на нём. Далее полученный показатель длины делят на количество нитей, и вычитают из результата один виток.
Как определить шаг резьбы по диаметру
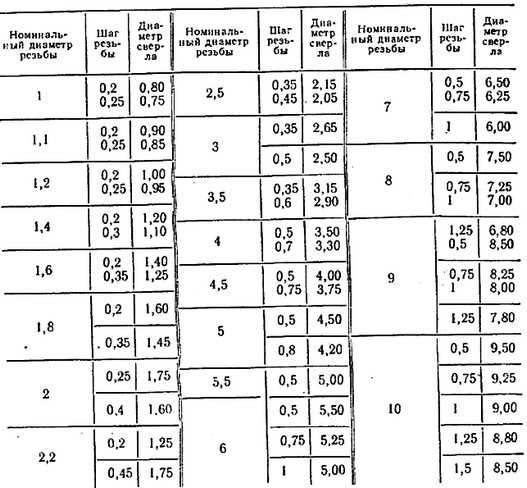
Чтобы определить шаг резьбы, можно использовать стандартизированные таблицы. Предварительно требуется вычислить диаметр с помощью штангенциркуля. Полученный результат сравнивается с показателями в таблице, чтобы выявить соответствующий резьбовой шаг.
Таблица шага метрической резьбы:
Диаметр в миллиметрах | Шаг в миллиметрах | |
Крупная резьба | Мелкая резьба | |
3 | 0.50 | 0.35 |
4 | 0.70 | 0.50 |
5 | 0.80 | 0.50 |
6 | 1.00 | 0.75 |
8 | 1.25 | 1.00 |
10 | 1.50 | 1.25 |
12 | 1. | 1.25 |
14 | 2.00 | 1.50 |
16 | 2.00 | 1.50 |
18 | 2.50 | 1.50 |
20 | 2.50 | 1.50 |
22 | 2.50 | 1.50 |
24 | 3.00 | 2.00 |
27 | 3.00 | 2.00 |
30 | 3.50 | 2.00 |
33 | 3.50 | 2.00 |
36 | 4.00 | 3.00 |
39 | 4.00 | 3.00 |
42 | 4.50 | 3.00 |
48 | 5.00 | 3. |
 75
75 00
00Измерение резьбы штангенциркулем
Точные измерения шага резьбы можно выполнить с помощью штангенциркуля, резьбомера, угломера. Можно этот показатель определить по диаметру болта, измерив его штангенциркулем, и сопоставив результаты с показателями специальной таблицы шага метрической резьбы.
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Шаг резьбы детали крепежа определяют путём деления длины стержня на количество выступающих элементов. Длину измеряют линейкой или штангенциркулем, если хотят получить точный результат. Линейку накладывают к верхним частям резьбовых элементов. Рекомендуемый отрезок для подсчёта витков – 20 мм.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0. 4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Шаг резьбы можно определить с помощью линейки. Это не самый достоверный, но доступный способ. Линейкой отмеряют длину нужного участка с резьбой. Затем на этом расстоянии подсчитывают число нитей. Значение шага резьбы вычисляют делением длины участка на количество витков.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.
Измерение шплинтов
Разъемные шплинты — это тип механического крепежа, предназначенного для соединения двух компонентов вместе. Они сформированы из полукруглой проволоки, согнутой, чтобы создать петлевую головку, с двумя зубцами, которые можно раздвинуть, чтобы создать фиксирующий механизм и надежно удерживать штифт на месте.
Шплинты предназначены для легкой вставки в предварительно просверленные компоненты и благодаря своей совместимости с клеверными штифтами часто используются в строительстве, морской и сельскохозяйственной промышленности. Штифты очень просты в установке и снятии и предназначены только для одноразового использования. Они предлагают надежное крепежное решение для легких применений, где постоянные крепежные элементы могут быть неприемлемым выбором.
Номинальный диаметр штифта больше, чем фактический. Например, штифт с номинальным диаметром 5 мм будет иметь фактический диаметр 4,4-4,6 мм. Номинальный диаметр совпадает с рекомендуемым размером отверстия.
Пошаговое руководство по измерению шплинта:
- Измерить диаметр отверстия, в которое будет вставлен штифт.
- Определить диаметр двух зубьев шплинта в закрытом положении.
- Выбрать шплинт с диаметром, который близок к отверстию.
- Замерить длину отверстия.
- Найти шплинт с достаточной длиной, чтобы вставить в отверстие, и позволить зубцам быть растопыренными, чтобы держать штифт в безопасности. Номинальная длина шплинта — это длина более короткой ножки, не считая головки.
Если вам нужно приобрести крепеж оптом или крепеж нержавеющий в Москве, то лучший выбор — это магазин «Первый крепеж». У нас вы найдете огромный выбор продукции: от гаек и болтов до полноценных монтажных систем, так же в наличии есть саморезы с прессшайбой со сверлом оптом, цены вас приятно удивят. Для уточнения деталей звоните по телефону 8-800-201-81-96.
Для уточнения деталей звоните по телефону 8-800-201-81-96.
Как определить резьбу штангенциркулем или линейкой
Для определения типа резьбы на фитинге, необходим штангенциркуль.
Как правильно производить замер при помощи штангенциркуля показано на рисунке ниже.
Измерения нужно произвести с точностью до десятых миллиметра.
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | |||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 29,6-29,9 | 28,2-28,6 | M30x1,5 | |||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 1,5/8″-12 | |||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
⇒Основные стандарты резьбы
⇒Обозначение резьбы
⇒Бланк заказа РВД
вернутся назад
Общие – Архив | как найти размер отверстия для одноточечной резьбы.
 | Практик-механик
| Практик-механикДжим Фукс
Чугун
- #1
резьба 3,312 x12 как найти размер отверстия, до которого мне нужно расточить. это будет однонаправленный джим
сч
Горячекатаный
- #2
Номинальный размер D – (1/TPI) или
3,312-0,083 = 3,23. Возможно, было бы разумно перейти на
Возможно, было бы разумно перейти на
3.20 или 3.21, если вы не хотите действительно тугие нити. Зависит от длины резьбовой части и допусков на посадку.
Стив
Джонодер
Алмаз
- #3
Джим:
Вы также можете посмотреть в Справочнике машин. Если точного размера нет, довольно легко интерполировать с соседней резьбой с правильным TPI и найти меньший диаметр для внутренней резьбы.
Джон
рке[плер
Алмаз
- #4
Номинальный размер D – (1/TPI) или 3,312-0,083 = 3,23. Возможно, было бы разумно перейти на 3.20 или 3.21, если вы не хотите очень тесных потоков
Нажмите, чтобы развернуть…
Мне кажется, что уменьшение внутреннего диаметра внутренней резьбы приведет к стягиванию резьбы. Можно расточить до 3,24 или 3,25, чтобы ослабить их, если зацепления достаточно.
Инструменты
Горячекатаный
- #5
Попробуйте это.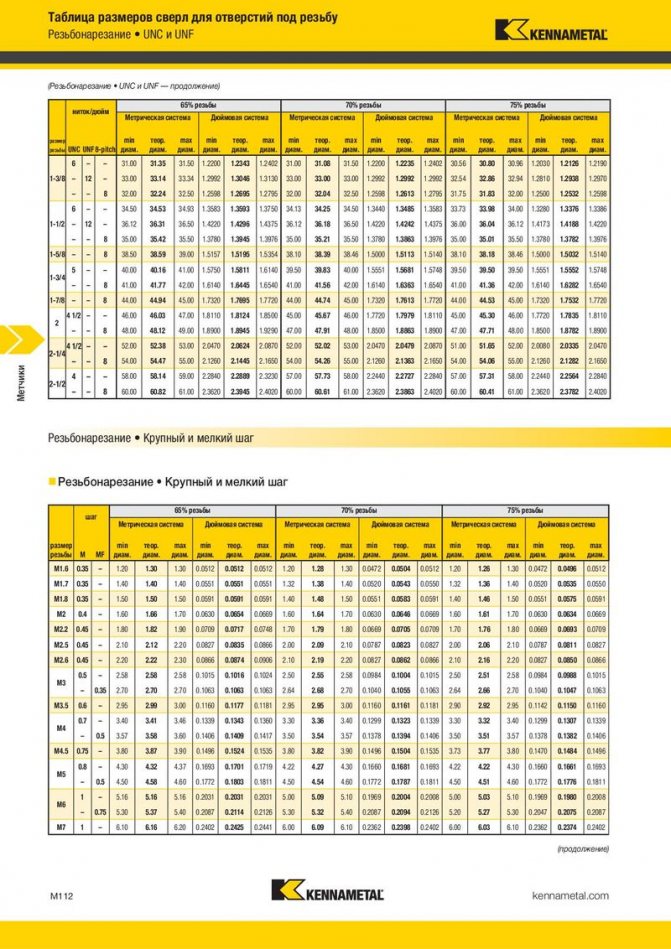 ..
..
Размер отверстия для внутреннего диаметра тыс.
ГЛУБИНА THD…. d = 0,6495 x ШАГ
Формула размера отверстия… ДИАМ. = T – 0,75 x 2d
ДИАМ. = Размер отверстия
T = Метчик или Td. Диаметр
d = Тыс. Глубина
.75 = 75% Td. (Thd.percent является переменной)
(обычно 75 процентов)
король
Нержавеющая сталь
- #6
, если я правильно помню, разделите резьбу на дюйм на 1″. Возьмите ответ и вычтите его из номинального размера. Пример..1″-8 резьбы. 1 разделить на 8 = 0,125. Вычтите это из диаметра резьбы 1 дюйм и получите 0,875. Я уверен, что это верно.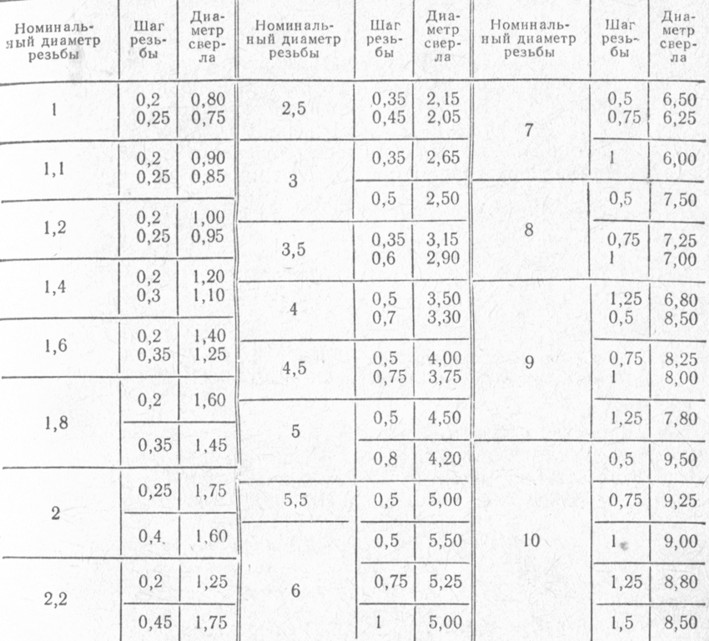 Попробуйте другие, чтобы увидеть.
Попробуйте другие, чтобы увидеть.
Позвольте мне попробовать размер вашей резьбы. 1 деление на 12 потоков = 0,083333. 3,312 – 0,083333 = размер сверла 3,229.
Ну, я оглянулся назад и увидел, что у кого-то уже есть формула. Я думаю, это 75% глубины. Легко и всегда работает.
Джим
Форрест Эдди
Алмаз
- #7
И Вавилонское проклятие стирает стандарт унифицированных потоков.
ааметалмастер
Алмаз
- #8
Вот и простой способ… Боб http://www.newmantools.com/tapdrill.htm#callink
Джо Д. Гриндер
Титан
- #9
Спасибо за эту формулу, Джей Кинг! очень полезно…Джо
Джон Гарнер
Титан
- #10
Джим —
Я не могу ответить на ваш вопрос, не зная, какую форму резьбы вы пытаетесь нарезать. Квадрат? Акме? Стаб Акме? Контрфорс? Британский стандарт / Уитворт? Стандарт США/американский национальный? Единый?
Квадрат? Акме? Стаб Акме? Контрфорс? Британский стандарт / Уитворт? Стандарт США/американский национальный? Единый?
Другие ответившие предположили либо Стандарт США, либо Унифицированный. . . формула «Метчик = большой диаметр — шаг» работает достаточно хорошо как для этих форм резьбы, так и для метрической формы резьбы ISO.
Более строгим методом является расчет на основе фундаментальной геометрии. Начнем с теоретического (или базового) малого диаметра.
Второстепенный диаметр = Большой диаметр – (2 x Одинарная глубина).
Две наиболее распространенные сегодня формы резьбы в США — унифицированная и метрическая ISO — имеют точно такую же основную геометрию: угол между боковыми сторонами 60 градусов, шаг лыски 1/8 на основном диаметре и 1 /4 Шаг плоский на малом диаметре. Поскольку геометрия одинакова, для вычисления Single Depth работает одна и та же формула.
Одинарная глубина = 5/8 x Шаг x Косинус 30 градусов
Если шаг измеряется в дюймах, одиночная глубина будет в дюймах; если Шаг измеряется в миллиметрах, Единая Глубина будет в миллиметрах.
НО, если размер отверстия для резьбы соответствует расчетному малому диаметру, вы попытаетесь нарезать резьбу на 100 процентов. Для «нормальной» работы обычно используется резьба 3/4 (глубина 75 процентов).
Если вы решите, что достаточно резьбы 3/4, формула немного изменится:
Диаметр отверстия = основной диаметр – (1,5 x единичная глубина).
Срок “1,5”? 2 x 3/4
Да, мой подход педантичен. . . но люди, которые понимают фундаментальную геометрию резьбы, понимают, откуда берутся «магические числа» в таблицах справочника, и они также могут иметь дело с нестандартными комбинациями диаметра / шага, которые не отображаются в таблицах. .
Джон
Форрест Адди
Алмаз
- #11
Для еще большей педантичности отсылаю исследователя к страницам последней версии NIST Handbook h38, где вывод унифицированной системы и форма резьбы Acme, классы посадки, припуски и допуски изложены в математических формулах и исчерпывающих таблицах. и диаграммы.
Система оригинальна благодаря своим формулам, которые удовлетворяют отраслевые потребности, охватывают все предпочтительные и специальные размеры, шаг и классы посадки, и ее легко адаптировать для использования в электронных таблицах.
Минимальный внутренний диаметр внутренней унифицированной резьбы почти точно соответствует номинальному диаметру – шагу резьбы. Сюда не входит допуск, который необходимо рассчитывать отдельно. Расчет допусков находится глубоко в унифицированной формуле резьбы arcana и включает несколько отдельных формул, выбор которых зависит от номинального диаметра, шага и класса посадки.
ПРИМЕЧАНИЕ! Приведенные ниже цифры (для определения приемлемого плюсового допуска для внутреннего диаметра внутреннего диаметра резьбы) НЕ соответствуют формуле h38 Справочника NIST. Это ярлык, который я разработал для унифицированных резьб, когда я был в инспекции и отвечал за расчет данных резьбы и нарезания зубчатых колес для всего цеха, состоящего из 600+ производственных рабочих.
Мой ярлык немного сложнее стандартного, но работает. Я использую 8% шага для допуска внутренней резьбы. Второстепенный диаметр = номинальный диаметр – шаг. Положительный допуск = 0,08 * шаг.
Второстепенный диаметр для резьбы 3 5/16 – 12 = 3,3125 – 1/12 = 3,2292. Допуск = 0,08 * 1/12 = 0,0067″. Таким образом, пределы меньшего диаметра составляют от 3,2358″ до 2,2292″. Опять же, эти цифры не соответствуют требованиям h38, но дают приемлемые результаты и соответствуют фактическим требованиям.
Все Данные о резьбе в таблицах и диаграммах в вашем Справочнике по машинному оборудованию и других источниках были рассчитаны из Справочника h38. Это единственный исходный источник для всех данных о резьбе для резьбы Unified и Acme и имеет силу закона, когда ответчик и истец встречаются до Метрическая система винтовой и трапециевидной резьбы имеет сопоставимый стандарт, в котором используются сопоставимые формулы и средства определения производственных и калибровочных данных для метрического мира.
Это единственный исходный источник для всех данных о резьбе для резьбы Unified и Acme и имеет силу закона, когда ответчик и истец встречаются до Метрическая система винтовой и трапециевидной резьбы имеет сопоставимый стандарт, в котором используются сопоставимые формулы и средства определения производственных и калибровочных данных для метрического мира.
(Отредактировано для исправления “ритматики”)
[ 11.02.2006, 12:57: Сообщение отредактировано: Forrest Addy ]
прецизионные инструменты
Нержавеющая сталь
- #12
“Таким образом, пределы меньшего диаметра составляют от 3,2484″ до 2,2427”.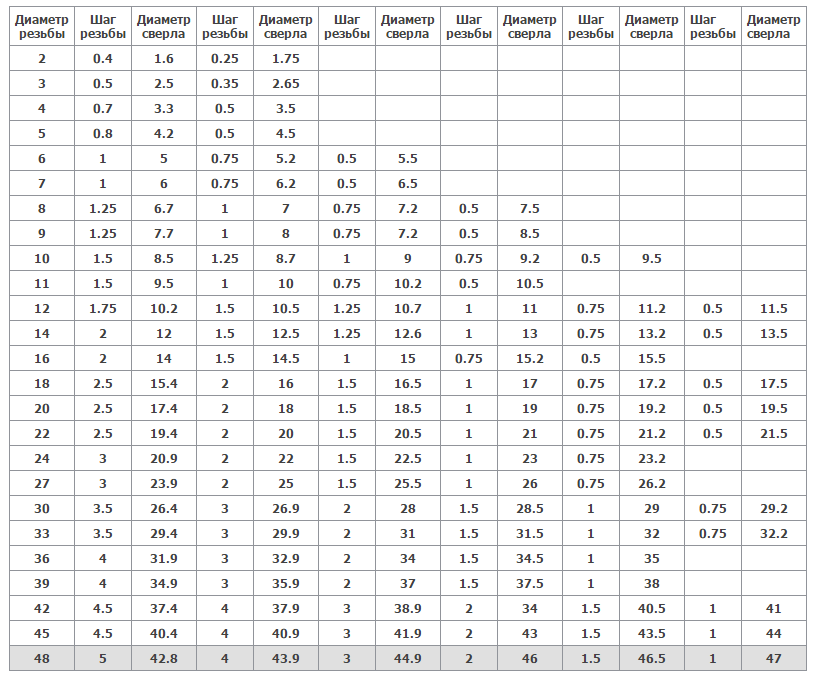 ”
”
Довольно широкий диапазон, не так ли?
Разве ты не ненавидишь BFS? (Синдром банановых пальцев)
Форрест Эдди
Алмаз
- №13
Precision Tools: исправлено. Спасибо (бормотание бормотание)
Джим Фукс
Чугун
- №14
спасибо, ребята, вы очень помогли. Джим
Джим
Расчет размера отверстия для нечетных размеров резьбы
лкресторер
Известный член
- #1
Я безуспешно искал в Интернете простую формулу для расчета размера отверстия для внутренней резьбы нечетного размера. В качестве примера: если бы у меня была трубка с резьбой, для которой я хотел бы сделать соответствующий колпачок, и наружный диаметр трубки. был 0,800 дюйма, как мне рассчитать внутренний диаметр колпачка, который я делал, прежде чем нарезать на него резьбу?
Думаю, есть одна формула, которая работает с любым диаметром. Я не могу найти это. Кто-нибудь поможет?
Кто-нибудь поможет?
даналлен
Известный член
- #2
Вычтите шаг резьбы из номинального диаметра.
лкресторер
Известный член
- #3
Простите мою плотность, но для трубы 0,800″ с 32 TPI потребуется отверстие какого диаметра?
Скотт_М
Известный член
- #4
Вот формула для определения размера сверла под метчик, прямо из моей таблицы CTD.
Таким образом, для 0,800 и 32 tpi со 100% резьбой (используйте скорее 75-85%)
0,01299x 100 = 1,299/32 = 0,0405 (это двойная глубина резьбы)
So 0,800″-0,040″ = 0,760″ размер сверла.
Scott
даналлен
Известный член
- #5
.800 – .031 = .769
Наружный диаметр минус шаг резьбы в тысячных
лкресторер
Известный член
- #6
Хорошо, используя известный стандарт болта 1/4-20 и с резьбой 75%: 0,01299 x 75 = 0,97425 / 20 = 0,049, затем 0,250 – 0,049 = 0,201, что соответствует сверлу #7.
Next, 0,800-32 с резьбой 75%: 0,01299 x 75 = 0,9475 / 32 = 0,0296, затем 0,800 – 0,0296 = 0,7704
Кажется, это работает, но, danallen, вы получили 0,769, и это чертовски близко, но …. «НД минус шаг резьбы в тысячных» ( ?) откуда “.031” или это опечатка для .032? Я понимаю, что это всего лишь вопрос разницы в 1 или 2 тысячных в размере отверстия, но я хочу уточнить это.
Большое спасибо за помощь. Я ценю это.
даналлен
Известный член
- #7
Нет опечатки. Десятичный эквивалент 1/32, рассматриваемого шага резьбы, составляет 0,0312. Я уронил .0002
лкресторер
Известный член
- #8
Хорошо, я понял.
Вернемся к стандарту 1/4-20: вы принимаете 20 TPI за 1/20, поэтому 0,250 – 0,05 = 0,200, а сверло ближайшего размера по-прежнему №7.
Другая формула делает почти то же самое, но с гораздо большей математикой. Этот помещается в мозгу с запасом места.
Спасибо за пояснение.
Грэм Дж.
 Тейлор49
Тейлор49Известный член
- #9
Вы можете попробовать поискать в “Книге о резьбе машин”. Она никогда меня не подводила.
шоррог
Новый член
- #10
Привет ребята, просто проверяю, не зависит ли глубина резьбы от профиля резьбы? Таким образом, для резьбы с углом 60 градусов, например, метрической, циклической, UNT и т.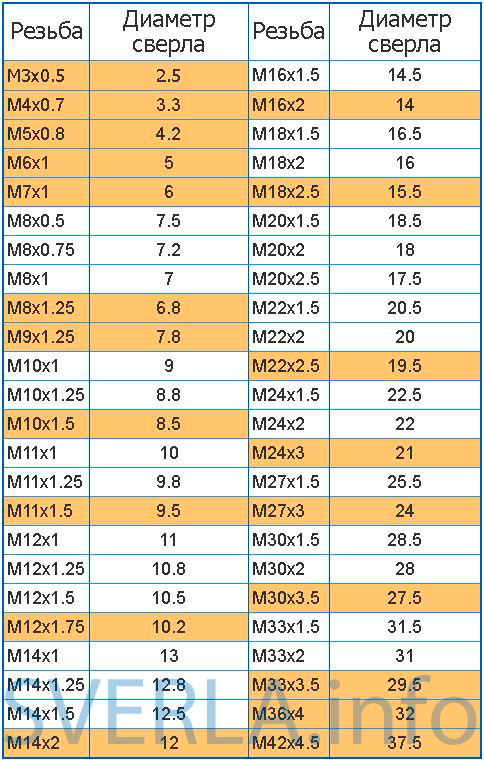 д., это работает, но с такими резьбами, как BA, BSF, где угол не равен 60 градусам, это не так точно.
д., это работает, но с такими резьбами, как BA, BSF, где угол не равен 60 градусам, это не так точно.
Грэм
даналлен
Известный член
- #11
шоррог сказал:
Привет, ребята, просто проверяю, а не зависит ли глубина резьбы от профиля резьбы?
ГрэмНажмите, чтобы развернуть…
Правильно. Вычитание шага из номинального наружного диаметра работает только для метрической или американской резьбы с углом 60 градусов.
неалеб
Известный член
- #12
Для данного шага резьбы и формы резьбы (например, серии UN, формы Витворта) глубина резьбы всегда одинакова, независимо от диаметра. Таким образом, резьба 1/2x32TPI имеет точно такую же глубину резьбы, что и резьба 1/4x32TPI. Если вы не можете найти сверло с размером резьбы для данного отверстия (например, потому что оно нестандартное), найдите в таблице резьбу с таким же TPI того же семейства (UN, Whit…) и найдите разница между общим диаметром и размером нарезного сверла. Затем используйте это, чтобы найти сверло с размером резьбы для вашей нестандартной резьбы – уберите только что найденную «разницу» от наружного диаметра резьбы, и это будет ваше сверло с размером резьбы. Минимум арифметики!
SmithDoor
Известный участник
- №13
Мне нравится выбирать четное число на токарном станке.
Если токарный станок имеет ходовой винт 8 т / д, они выбирают 8, 16, 24, 32 и 40 т / д, мне нужно использовать шкалу резьбы.
Если токарный станок имеет 6 точек на дюйм, выберите 6, 12, 18, 24, 30 и 36.
Этот трюк работает и с метрикой.
В основном умножьте ходовой винт на 1x, 2x, 3x, 4x, 5x и 6x, и не нужно использовать шкалу резьбы
Dave
lkrestorer сказал:
Я безуспешно искал в Интернете простую формулу для расчета размера отверстия для внутренней резьбы нечетных размеров. В качестве примера: если бы у меня была трубка с резьбой, для которой я хотел бы сделать соответствующий колпачок, и наружный диаметр трубки. был 0,800 дюйма, как мне рассчитать внутренний диаметр колпачка, который я делал, прежде чем нарезать на него резьбу?
Думаю, есть одна формула, которая работает с любым диаметром.
Нажмите, чтобы развернуть…
 Я не могу найти это. Кто-нибудь поможет?
Я не могу найти это. Кто-нибудь поможет?
Джин Пиццоли
Участник
- №14
lkrestorer сказал:
Я безуспешно искал в Интернете простую формулу для расчета размера отверстия для внутренней резьбы нечетных размеров. В качестве примера: если бы у меня была трубка с резьбой, для которой я хотел бы сделать соответствующий колпачок, и наружный диаметр трубки. был 0,800″, как мне рассчитать внутренний диаметр колпачка, который я делал, прежде чем нарезать на него резьбу?
Я предполагаю, что есть одна формула, которая будет работать с любым диаметром.
Нажмите, чтобы развернуть…
 Я не могу ее найти. Кто-нибудь поможет ?
Я не могу ее найти. Кто-нибудь поможет ?
Джин Пиццоли
Участник
- №15
Идентификатор соответствующей детали будет основан на количестве витков резьбы на дюйм при стандартной резьбе под углом 60 градусов. Делительный диаметр является стандартным методом измерения резьбы. Это будет соответствовать внутренней резьбе плюс класс посадки. Учитывая ограниченное количество измерительных устройств для среднего любителя, вы обнаружите, что когда вы приблизитесь к тому, что вы что, это будет вырезано и опробовано. Надеюсь, это поможет, Джин
Ричард Хед
Известный член
- №16
Проблема с 60-градусными формами заключается в том, что все три стороны формы образуют равносторонний треугольник. То есть три стороны абсолютно одинаковы. какие три стороны? ну, две стороны разреза равны двум, а третья – от вершины к вершине (или от впадины к долине). Если вы образуете прямоугольный треугольник с любой из сторон до вершины, противоположной от него, вы можете использовать теорему Пифагора для вычисления глубина реза. На самом деле у вас есть два варианта: один из них — сделать разрез немного глубже на несколько тысяч или, во-первых, сделать передний диаметр немного меньше номинального. Вы также можете использовать тригонометрию (мой отец научил меня триггернометрии, которой я собирался научиться в его школе), но если вы не разбираетесь в тригонометрии, я не буду утомлять вас этим.
проснулся
Известный член
- # 17
Вот программа, которую я храню на старом калькуляторе TI-8X; он запрашивает диаметр и шаг резьбы и возвращает диаметр для наружного и внутреннего диаметра, а также составное движение, необходимое для достижения различного зацепления резьбы. Обратите внимание на некоторые допущения: это предполагает, что соединение установлено под углом 30° и что размер наконечника инструмента соответствует шагу резьбы. Также обратите внимание, что, несмотря на то, что он написан с предположением об имперских единицах, вы можете использовать его для метрических единиц, если вы конвертируете измерения, которые вы фактически можете ввести в качестве входных данных, например, 10/25,4 для диаметра 10 мм, 25,4/ 1,5 для резьбы 1,5 мм.
Программа TI-82: РЕЗЬБЫ
Исправление 4
Степень
ClrHome
Ввод “ДИАМЕТР: “,D
Ввод “TPI: “,P
(cos 30)/8/P->X
ClrHome
Disp “ДИАМЕТР”
Отображение ” ВНУТРИ:”
Отображение ” СНАРУЖИ:”
D-9*X->I
D-X->O
Вывод(2,11,I)
Вывод(3,11,O)
Вывод “”
Вывод “СОЕДИНЕНИЕ”
Вывод ” . 875:”
875:”
Вывод ” .750:”
Вывод(8,2,” .625:”)
Вывод(6,11,.875/P)
Вывод(7,11,. 750/P)
Выход(8,11,.625/P)
лкресторер
Известный член
- # 18
Я делал оправку для обработки элементов корпуса двигателя, который я начал, и я хотел проверить это. Я хотел нарезать один конец вала и сделать для него гайку, но хотел сделать это правильно. Я выбрал самый простой метод, размещенный здесь (диаметр вала – 1/витков на дюйм). В моем случае у меня был вал (оправка) 1,249.” и я остановился на 20 TPI (1,249 – 1/20 = 1,249 – 0,05 = 1,199). Итак, размер отверстия 1,199 дюйма — и это сработало очень хорошо! Резьба подогнана и в сборке нет «биения» (на самом деле у меня отверстие было больше похоже на 1,2). Корпус вала ДОЛЖЕН быть точно 1,249, чтобы соответствовать диаметру двигателя, поэтому я начал с этого и задался вопросом, как подобрать размер гайки, чтобы скрепить все это вместе. Я мог бы уменьшить конец оправки до 1,00 дюйма и использовать для этого сверло стандартного размера, но это было бы неинтересно и не научило бы меня чему-то новому. Я использовал вал (который я нарезал первым). в качестве контрольного калибра и подкрался к готовой резьбе, проверяя ее после каждого разреза.0007
Корпус вала ДОЛЖЕН быть точно 1,249, чтобы соответствовать диаметру двигателя, поэтому я начал с этого и задался вопросом, как подобрать размер гайки, чтобы скрепить все это вместе. Я мог бы уменьшить конец оправки до 1,00 дюйма и использовать для этого сверло стандартного размера, но это было бы неинтересно и не научило бы меня чему-то новому. Я использовал вал (который я нарезал первым). в качестве контрольного калибра и подкрался к готовой резьбе, проверяя ее после каждого разреза.0007
Мне не нужно было заботиться о форме или классе потока. Все, что мне было нужно, это стандартная резьба под углом 60 градусов. Для всех «обычных» отверстий это довольно прямолинейное приключение «сверли и постукивай». Моя ситуация – это то, с чем я сталкивался пару раз, и у меня было ужасное время, чтобы понять – например, сделать резьбовой колпачок для маленькой трубки.
Далее мне нужно попробовать формулу, которую опубликовал Scott_M, и посмотреть, как она мне понравится. Больше игрового времени!
Было весело. Спасибо вам всем.
Спасибо вам всем.
L98fiero
Известный член
- # 19
lkrestorer сказал:
Я делал оправку для обработки элементов корпуса двигателя, который я начал, и я хотел проверить это. Я хотел нарезать один конец вала и сделать для него гайку, но хотел сделать это правильно. Я выбрал самый простой метод, размещенный здесь (диаметр вала – 1/витков на дюйм). В моем случае у меня был вал (оправка) 1,249.” и я остановился на 20 TPI (1,249 – 1/20 = 1,249 – 0,05 = 1,199). Итак, размер отверстия 1,199 дюйма — и это сработало очень хорошо! Резьба подогнана и в сборке нет «биения» (на самом деле у меня отверстие было больше похоже на 1,2).
Мне не нужно было заботиться о форме или классе потока. Все, что мне было нужно, это стандартная резьба под углом 60 градусов. Для всех «обычных» отверстий это довольно прямолинейное приключение «сверли и постукивай». Моя ситуация – это то, с чем я сталкивался пару раз, и у меня было ужасное время, чтобы понять – например, сделать резьбовой колпачок для маленькой трубки.
Далее мне нужно попробовать формулу, которую опубликовал Scott_M, и посмотреть, как она мне понравится. Больше игрового времени!
Было весело.
Нажмите, чтобы развернуть…
 Корпус вала ДОЛЖЕН быть точно 1,249, чтобы соответствовать диаметру двигателя, поэтому я начал с этого и задался вопросом, как подобрать размер гайки, чтобы скрепить все это вместе. Я мог бы уменьшить конец оправки до 1,00 дюйма и использовать для этого сверло стандартного размера, но это было бы неинтересно и не научило бы меня чему-то новому. Я использовал вал (который я нарезал первым). в качестве контрольного калибра и подкрался к готовой резьбе, проверяя ее после каждого разреза.0007
Корпус вала ДОЛЖЕН быть точно 1,249, чтобы соответствовать диаметру двигателя, поэтому я начал с этого и задался вопросом, как подобрать размер гайки, чтобы скрепить все это вместе. Я мог бы уменьшить конец оправки до 1,00 дюйма и использовать для этого сверло стандартного размера, но это было бы неинтересно и не научило бы меня чему-то новому. Я использовал вал (который я нарезал первым). в качестве контрольного калибра и подкрался к готовой резьбе, проверяя ее после каждого разреза.0007 Спасибо вам всем.
Спасибо вам всем.FWIW, у вас может быть 20% резьба с хорошей посадкой и отсутствием шатания, процент нити определяет силу вытягивания/качество нити. При этом, согласно справочнику по оборудованию, испытания показали, что зацепление резьбы более чем на 60% не приводит к значительному увеличению прочности. Для резьбовых зацеплений глубиной более 1,5 диаметра обычно достаточно 50 % при условии, что в крепежном элементе и материале резьбы используются сопоставимые материалы. Большинство метчиковых сверл рассчитаны на нарезание резьбы 70-75%. Число «H» на метчике обозначает размер припуска с шагом 0,0005 дюйма, что позволяет учесть усадку или металлизацию. В Tapmatic есть простая таблица, позволяющая определить, какой процент резьбы использовать.
И еще один для зависимости крутящего момента от прочности получаемой резьбы.