Пайка алюминиевых проводов газовой горелкой и пальником, механическая зачистка и обработка флюсом
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться.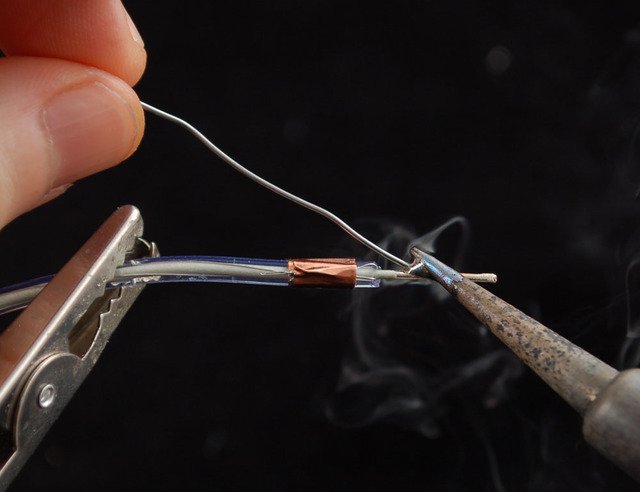 Обработка плавно переходит в сам процесс пайки.
Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
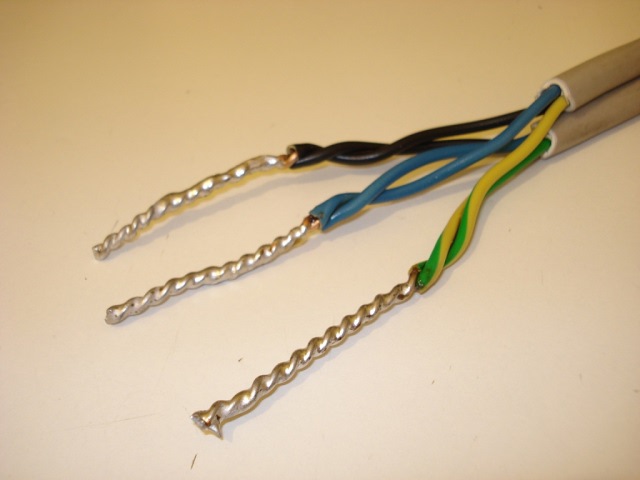
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Пайка алюминиевых проводов в домашних условиях
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок.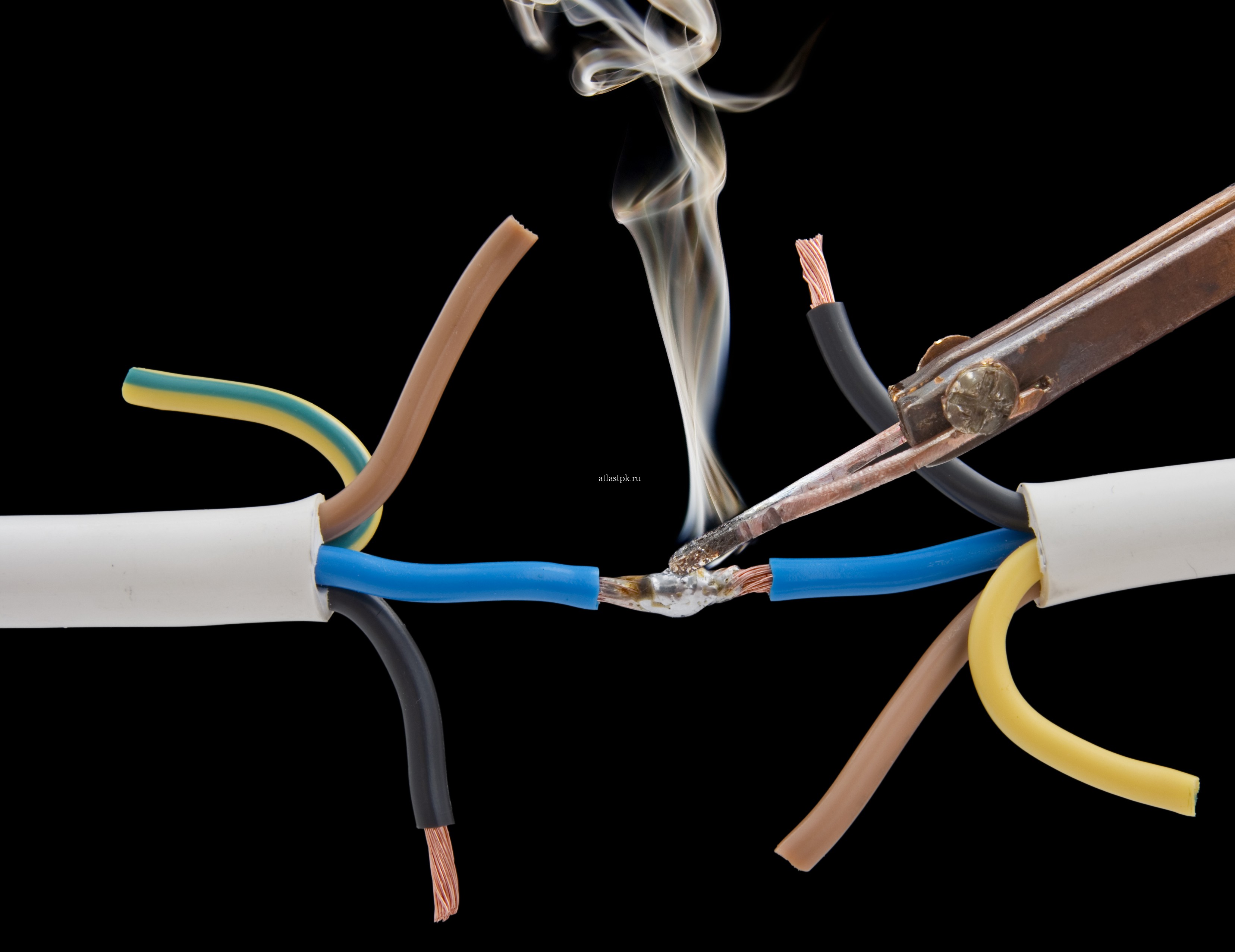 Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.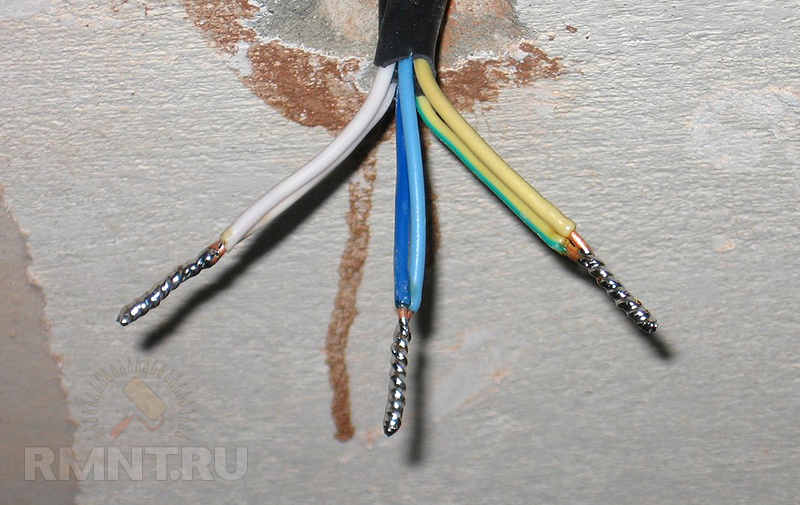
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
Диаметр провода, мм | Расход материала, граммы | Продолжительность пайки, сек | |
припой | бензин | ||
2,5-4 | 1 | 5,5 | 25 |
6 | 1,5 | 7 | 30 |
10 | 2 | 11 | 55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Как спаять алюминиевые провода в домашних условиях
- Чем паять алюминий в домашних условиях
- Пайка алюминия оловом и флюсом Ф 64
- Пайка алюминия с медью оловом и канифолью
- Что нужно для пайки паяльником
- Процесс пайки электропаяльником
- Спаивание проводов из алюминия
- В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения.
 Подобные осложнения вызываются свойствами металла и особенностями работы.
Подобные осложнения вызываются свойствами металла и особенностями работы. - Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя. При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
- Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.
- Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
- В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения.
- Сложности при спаивании проводов из алюминия
- Методы спаивания алюминиевых проводов
- Подготовительные процедуры к спаиванию
 Подобные осложнения вызываются свойствами металла и особенностями работы.
Подобные осложнения вызываются свойствами металла и особенностями работы.
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом.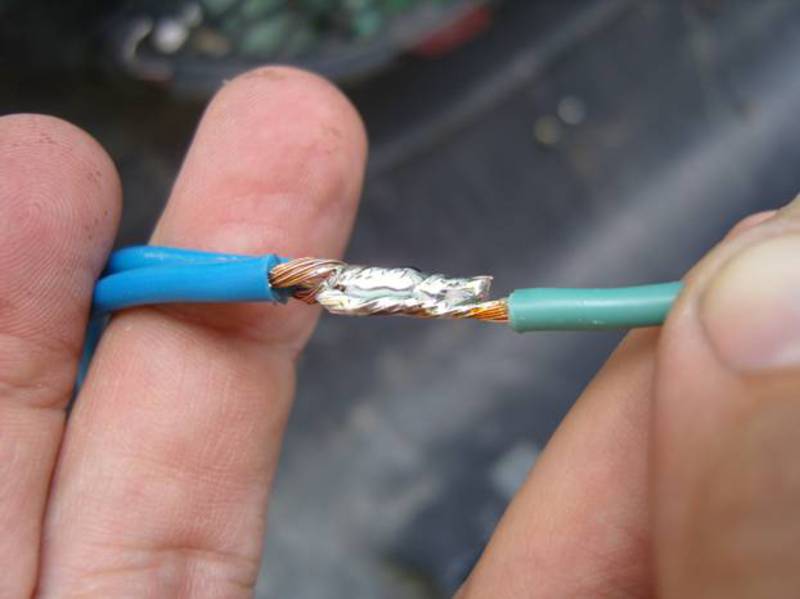 Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).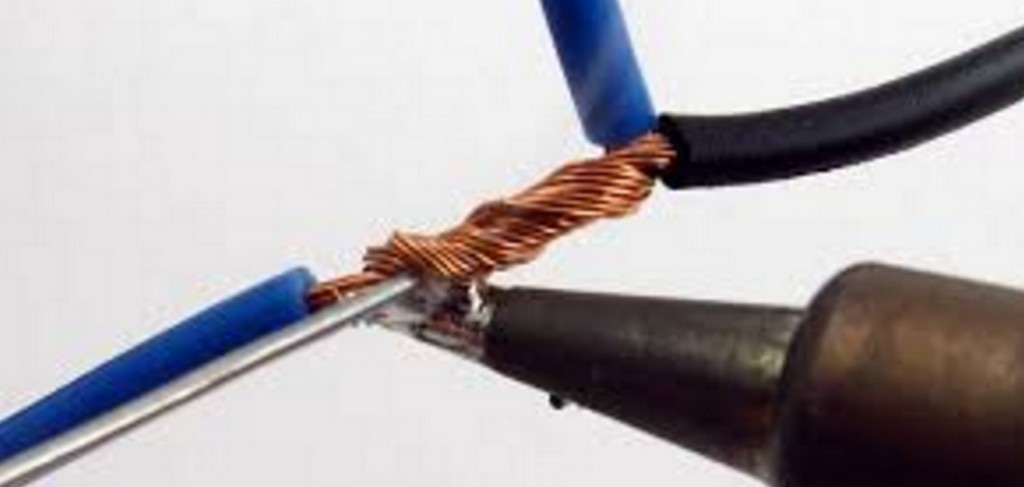
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
 После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаиватьВот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.  youtube.com/embed/pqsZ6Ylf3SA”/>
youtube.com/embed/pqsZ6Ylf3SA”/>
Алюминий обладает положительными физическими и механическими свойствами, благодаря чему считается весьма популярным материалом в создании различных деталей в промышленных сферах. Так же металл является относительно легким, имеет большую прочность, а еще имеет хорошую проводимость, поэтому из него можно изготовлять провода для разных электрических установок.
Спаивание проводов из алюминия считается тонкой ювелирной работой, поскольку большинство проводов изготавливаются из тонкого металла, из-за чего усложняется процесс пайки, свойства алюминия не позволяют осуществить качественного соединения без применения необходимых дополнительных инструментов. Практически все движения необходимо осуществлять быстро и аккуратно, что бы ни перепалить текущие провода. Схожесть в процессе спаивания и сваривания алюминия в том, что появляются затруднения с образованием оксидной пленки и другими различными появлениями. Но поскольку производится частая эксплуатация, приходится встречаться с такими негативными эффектами, в промышленных сферах, и в домашних условиях.
При спаивании алюминия в большинстве случаем приходиться работать с тонкими проводами, поэтому большие требования к стойкости предстоящего соединения отсутствуют, поскольку провода не будут подвергаться большим механическим нагрузкам. Благодаря этому, становится легче процесс подбора припоя для спаивания алюминия. Основным нюансом является принцип сохранения большой проводимости электричества, что бы избежать перегревания контактов из-за высокого сопротивления.
Спаивание проводов из алюминия
В работе спаивания проводов из алюминия присутствуют затруднения из-за некоторых нюансов, в связи с которыми сложно добиться необходимого по качеству соединения. Подобные осложнения вызываются свойствами металла и особенностями работы.
Главной проблемой является образование оксидной пленки, находящейся на поверхности алюминия при взаимодействии с воздушной атмосферой, причем появляется практически мгновенно. Такая пленка из оксида может быть удалена, если металл будет нагрет до 2000 градусов по Цельсию, в то время как плавление самого алюминия происходит в три раза быстрее, не считая уже температуру расплавления припоя, поэтому пленка из оксида не позволяет осуществить надежное соединение, обволакивая металл припоя.
 При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.
При спаивании алюминия сложно понять, насколько прогрет металл для пайки, поскольку он не изменяет своего цвета при температурном воздействии. В связи с этим, когда осуществляется процесс спаивания проводов, можно допустить брак в самом проводе.Однако даже если учесть все эти осложнения с низким спаиванием алюминия, мастера все равно осуществляют подобные процессы, используя разные вещества и приспособления, которые помогают устранить образовавшуюся проблему.
Алюминий слабо совмещается с различными другими сплавами, поэтому при спаивании двух разных проводов, свойства соединения станут еще хуже. Спаивание алюминиевых проводов друг с другом по ГОСТ 21930-76. Таблица режимов пайки
Диаметр провода, мм
Расход материала, граммы
Продолжительность пайки, сек
Сложности при спаивании проводов из алюминия
Несмотря на то, что имеются такие затруднения как пленка из оксида и воздействия необходимой температуры на материал, еще есть небольшие сложности. Спаивание одножильных проводов из алюминия необходимо производить всего за несколько секунд, что бы избежать повреждения провода. Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
Спаивание одножильных проводов из алюминия необходимо производить всего за несколько секунд, что бы избежать повреждения провода. Когда алюминий подвергается температурным воздействиям, то его структура меняется, из-за чего прочность и гибкость теряются. Абсолютно любые процедуры при спаивании алюминия, независимо от того какой вид применяется, должны осуществляться после прохождения всех необходимых подготовительных работ, в которые входит зачистка, лужения и обработка флюсом. Именно благодаря подобным приспособлениям можно избежать некачественного соединения из-за образования различных негативных веществ, таких как пленка из оксида.
В подобном процессе спаивание необходимо правильно осуществлять выбор параметров регулировки, поскольку предстоит сталкиваться с тонкими материалами, где необходим аккуратный подход. Но в домашних условиях, подобный процесс соединения тонких заготовок происходит без всяких проблем, и не присутствует явное отсутствие качества.
Методы спаивания алюминиевых проводов
В домашних условиях, спаивание проводов из алюминия может происходить разными способами. Главным и более популярным, является спаивание с помощью паяльника, поскольку это считается самым удобным и популярным приспособлением, который у многих имеется в наличии.
Главным и более популярным, является спаивание с помощью паяльника, поскольку это считается самым удобным и популярным приспособлением, который у многих имеется в наличии.
Необходимо лишь выбрать соответственный паяльник с необходимой мощностью, для расплавления припоя и изготовить соединение. Подобный метод считается гораздо удобнее и проще в подготовке, в отличие от остальных методов, однако необходимо наличие источника электричества. В отличие от горелки, паяльник считается методом гораздо грубее, поскольку осуществить соединение тонких материалов, практически невозможно. Так же можно осуществлять процесс спаивания с помощью горелки, которая может быть газовой или бензиновой. Процесс спаивания происходит по более деликатным процедурам, поскольку есть возможность в регулировке температуры и газа, что способствует хорошему прогреванию не только провода или припоя, но и необходимой области, которая располагается рядом с ними.
Подготовительные работы к такому способу являются на много длительными, потому что горелку необходимо заправлять, выбирать необходимый правильный режим и так далее.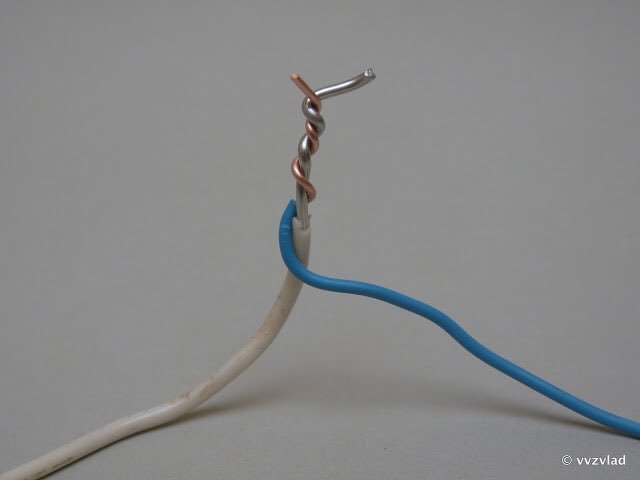 Еще подобный вариант считается не безопасным, поскольку в работе с ним используется взрывоопасный расходный материал, который рекомендуется ставить на необходимое расстояние от места подобных процедур, однако при завершении процесса не требуется ждать, пока приспособление остынет, как это происходит с использованием паяльника.
Еще подобный вариант считается не безопасным, поскольку в работе с ним используется взрывоопасный расходный материал, который рекомендуется ставить на необходимое расстояние от места подобных процедур, однако при завершении процесса не требуется ждать, пока приспособление остынет, как это происходит с использованием паяльника.
Подготовительные процедуры к спаиванию
Особого значения не имеет то, когда проходит спаивание проводов из алюминия с медными или с подобными ему проводами, необходимо произвести подготовительные работы, поскольку от этого зависит качественное соединение в завершении процесса. В начале, требуется произвести необходимую зачистку поверхности металла, благодаря чему будет удалена пленка из оксида.
Для работы с проводами отлично подходит мелкая наждачная бумага, или какой ни будь похожий вариант. Затем необходимо произвести лужение конца провода предстоящего к спаиванию, а еще залудить конец паяльника, если такое приспособление будет использоваться для работы. Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Существуют небольшие затруднения в применении нескольких видов флюса, для его замены может неплохо послужить стружка из металла.
Пошаговая инструкция
1. В начале, требуется подготовить все требуемые приспособления и расходные материалы, а так же убрать со стола все ненужные предметы для более удобной работы;
2. Провести подготовительные работы, подготовив металл к пайке, произведя очищение, лужение, обработку флюсом и другие необходимые процедуры, для дальнейшего качественного соединения материалов;
3. Затем требуется выставить правильные параметры и регулировку режимов на технике, для максимально качественного результата, и отсутствию различных браков в материале;
4. В самом процессе следует осуществлять спаивание, точными и быстрыми движениями, поднеся малую часть припоя к проводам, и нанеся его на их концы, соединив материалы в одно целое;
5. В окончании необходимо дать время остыть металлу, и произвести осмотр на прочность соединения.
Меры осторожности
Подобные работы необходимо осуществлять только с помощью исправных приспособлений. Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
Когда применяется флюс, рекомендуется обеспечить необходимое проветривание в помещении, потому что большинство из них являются токсичными для дыхательной системы.
У паяльника в наличие должна быть специальная металлическая подставка, в которую его необходимо помещать во время вашего недолгого отсутствия, а так же ставить в места, где нет в наличии легковоспламеняющихся предметов. Подобные меры осторожности необходимо применять и в использовании горелки, однако тут присутствует емкость с расходным материалом, которую рекомендуется оставлять на расстоянии не менее 5 метров от места данных работ, что бы избежать возможного взрыва.
виды соединений, как облудить и спаять
На чтение 5 мин. Просмотров 12 Опубликовано Обновлено
Создать надёжный электрический контакт при монтаже кабеля не так просто, как кажется. В особенности это касается алюминиевых проводов: благодаря физическим свойствам металла, могут возникнуть проблемы при их соединении.
Особенности алюминиевых проводов
Алюминиевые провода нельзя использовать в жилых помещенияхСогласно нормам ПУЭ в жилых помещениях запрещено использовать при монтаже алюминиевые проводники.
Провод из алюминия — дешёвое решение, имеющее цену на порядок ниже, по сравнению с медным. Не подвержен коррозии, так как мгновенно покрывается толстой оксидной плёнкой. Имеет низкий удельный вес.
Главный минус – невысокая электропроводность алюминия. Она составляет 37,9 мкСм×м, что почти в два раза хуже меди, которая имеет 59,5 мкСм×м. Низкая гибкость проводника делает невозможным монтаж в местах, где он подвергается многократному механическому воздействию.
Различают четыре типа соединения проводов: опрессовка, сжим, сварка, пайка. Опрессовочные гильзы и клеммные колодки обеспечат лёгкий и быстрый монтаж кабеля в местах, где не нужна высокая механическая стойкость. Пайка и сварка дадут максимально прочное и надёжное соединение, но требуют навыка и применения специальных инструментов.
Метод прессовки
Опрессовка проводовПрессовка производится с помощи специальной гильзы, в которую заводятся жилы, после чего их обжимают специальным инструментом – кримпером. Гильзы различаются по диаметру, длине и материалу исполнения. При монтаже кабеля необходимо применять только гильзы из алюминия или латуни. Используя латунные элементы, можно соединить как алюминиевые с алюминиевыми, так и медные с алюминиевыми провода.
При соединении алюминиевых жил нельзя использовать медьсодержащие гильзы. Эти два металла образуют гальваническую пару, что приводит к ускоренному разрушению алюминия.
Чтобы соединить жилы с разными сечениями, используются специальные гильзы с различным диаметром входных отверстий.
Правильный выбор диаметра гильзы убережёт от перегрева участка цепи. Больший диаметр даст малое пятно контакта и увеличение сопротивления. Если же сечение гильзы меньше, необходимо уменьшать сечение жил, что также негативно скажется на токопроводящих свойствах.

Метод сжима
Клемма для сжима проводовПри разводке кабеля в распределительной коробке крайне нежелателен случайный контакт соседних жил. Для этой цели применяются клеммные колодки.
Клемма представляет собой изолированную втулку, в которую вставляются жилы. Внутри для фиксации используется либо винт, либо пружина.
Если подразумевается монтаж многожильного провода, перед установкой в клемму необходимо обжать его специальной гильзой, что даст улучшение контакта и уменьшит вероятность пережатия.
Используя клеммы с винтовым соединением, нужно чётко контролировать силу прижима во избежание перерезания жилы винтом и его последующего разрушения. Этого недостатка лишены клеммные колодки Wago. В них механизмом фиксации жилы является латунная пластина и пружина. Использование латуни в составе делает возможным безопасное соединение кабелей из разных металлов.
Метод сварки
При сварке на конце скрутки образуется капляСварка обеспечивает наилучший электрический контакт. Из-за однородности полученного соединения отсутствует проблема повышенного сопротивления участка цепи.
Из-за однородности полученного соединения отсутствует проблема повышенного сопротивления участка цепи.
Используют сварочный аппарат с выходной мощностью до 1 Квт и регулируемым напряжением в границах 14-20 В. Сварка считается успешной, если на конце скрутки образовалась капля, диаметром примерно равная скрутке.
При сварке по торцу скрутки проводят угольным проводником. Время воздействия не должно превышать 2 секунды.
Существует вариант газовой сварки проводов. В атмосфере инертного газа перестаёт образовываться оксидная плёнка, что заметно облегчает процесс, но требуются специфические знания и оборудование.
Метод пайки
При сварке проводов используется оловянный припойПеред облуживанием поверхности удаляют оксидную плёнку. Сделать это можно как механическим воздействием, например наждачной бумагой или щёткой с металлической щетиной, так и с помощью специального химиката – флюса. Он представляет собой белый порошок, который растворяется в воде, после чего наносится на концы залуживаемых жил.
Окисление алюминия на воздухе происходит за считанные секунды, так что одним механическим воздействием удалить окислы не удастся. Рекомендуется комбинировать использование флюса и зачистки поверхности.
Если производится спайка двух жил, достаточным будет использование паяльника мощностью 60 Вт. Для проводов с большим сечением и при пайке многожильных скруток понадобится паяльник мощностью от 150 Вт.
Олова в припое должно быть не менее 50%. Можно взять припой с 60-90% содержанием.
Пайка алюминия по шагам:
- Обезжирить поверхность. Подойдёт бензин, спирт. Это истончит оксидную плёнку.
- Зафиксировать жилы провода в необходимом положении.
- Нанести флюс. Убедиться, что он попал в стык кабелей.
- Прогреть место скрутки паяльником или газовой горелкой. В последнем случае стоит быть аккуратным, так как металл быстро нагревается и может расплавиться.
- Облудить место соединения. Аккуратно растереть паяльником припой до появления однородной блестящей плёнки.
Правильно обработанная поверхность приобретает характерный металлический блеск. Нельзя допускать появления наплывов и незалуженных участков.
Оловянный припой подвержен коррозии, поэтому готовое соединение обрабатывается лаком.
При наращивании проводов, если предполагается эксплуатация в сложных условиях, лучше всего себя проявит паяное или сварное соединение. В быту для кабелей, не подверженных механическим нагрузкам, вполне подойдёт обжимка с помощью гильзы.
Паяем алюминий, Мастер-класс своими руками – Pcity.su
Паяем алюминий
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет.
Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Источник:
http://sdelaysam-svoimirukami.ru/1380-payaem-alyuminiy.html
Как паять алюминий оловом?
Как запаять алюминиевые предметы обычным припоем
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник:
http://izobreteniya.net/kak-payat-alyuminij-olovom/
Несколько прекрасных способов пайки алюминия и дюрали в быту
Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.
Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?
Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:
Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:
Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.
При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги.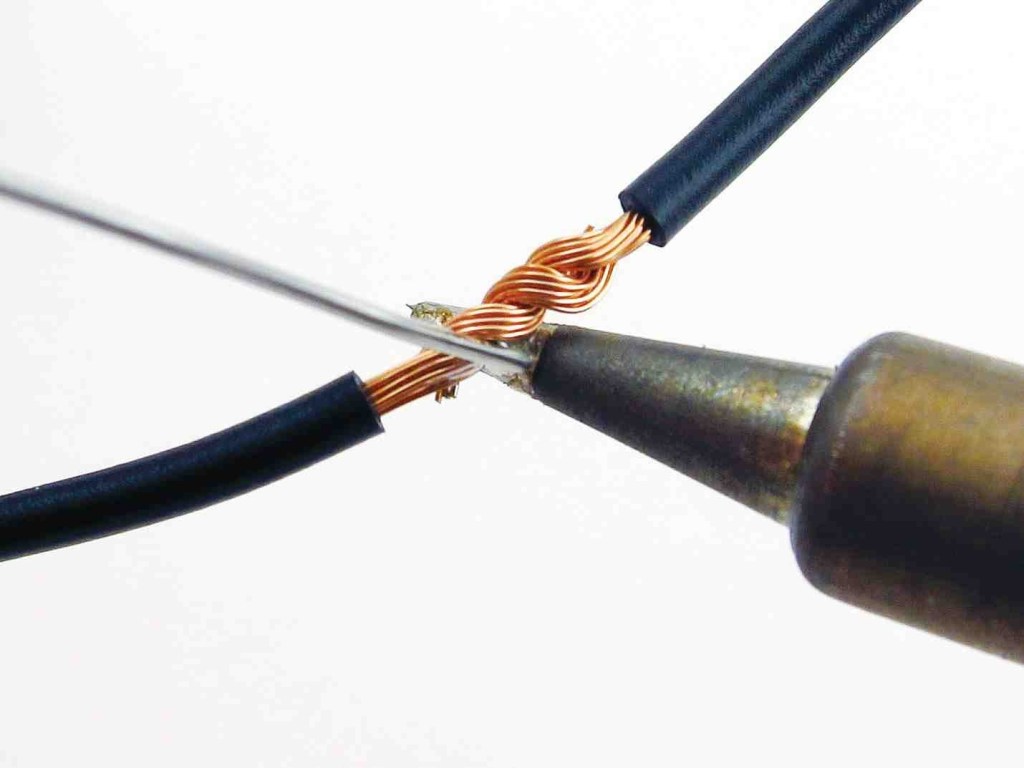 Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:
Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.
Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Источник:
http://usamodelkina.ru/17483-neskolko-prekrasnyh-sposobov-pajki-aljuminija-i-djurali-v-bytu.html
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.
Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.
При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
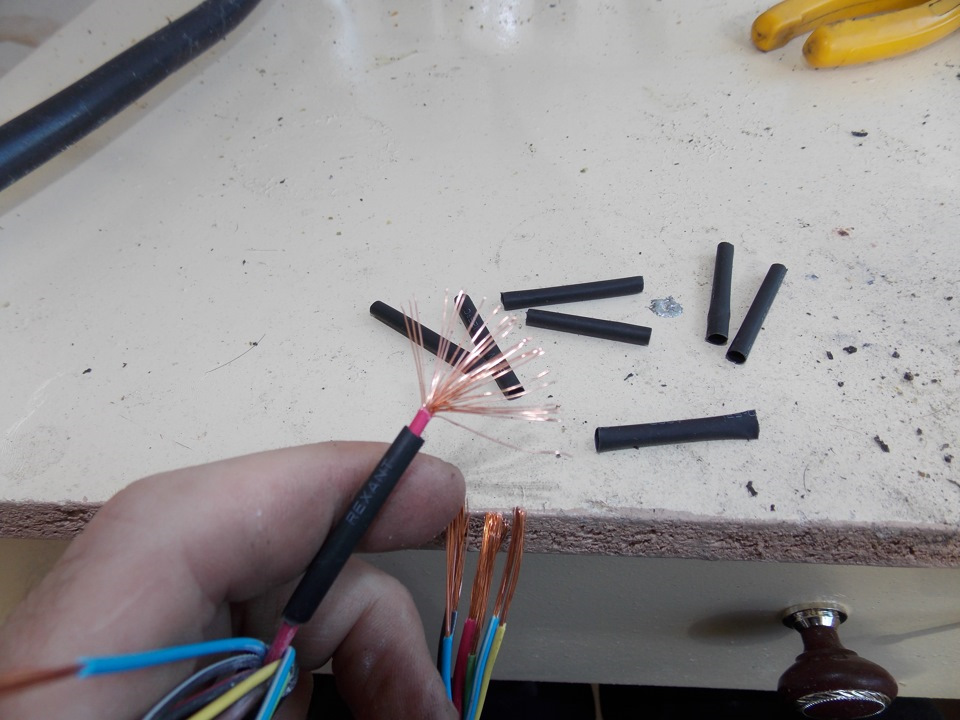
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.
Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Источник:
http://svaring.com/soldering/praktika/pajka-aljuminievyh-provodov
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Источник:
http://electricavdome.ru/kak-payat-alyuminij-olovom-svoimi-rukami.html
Пайка алюминиевых проводов
Благодаря своим физическим и механическим свойствам, алюминий очень часто используется при создании различных изделий. Помимо своей легкости и относительно большой крепости металл обладает хорошей проводимостью, так что из него делаются провода для различных электрически установок.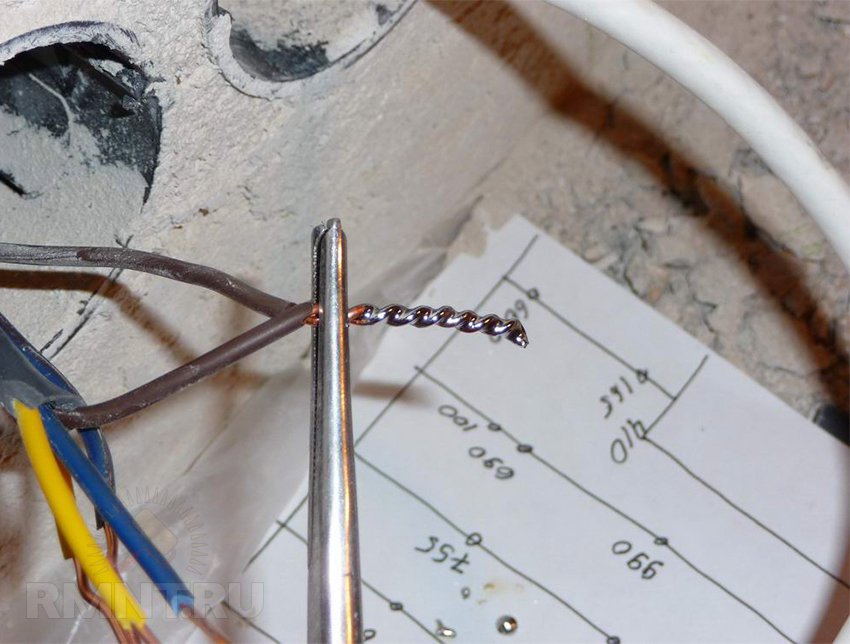 Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов является тонким и деликатным процессом, так как толщина металла в них является низкой, что усложняет процесс спаивания, а свойства самого металла не способствуют получению качественного соединения, если не применить дополнительные приспособления и инструменты. Большинство движений приходится делать быстро и четко, чтобы не перепалить сами провода.
Пайка алюминиевых проводов
Как и сварка алюминия, данный процесс осложняется борьбой с оксидами и прочими вещами. Но, по причине частой эксплуатации, людям с ним приходится сталкиваться, как в промышленных, так и в домашних условиях. Благодаря тонкости самих проводов, пайка алюминиевых контактов не требует особо мощной техники. Также здесь нет высоких требований к прочности будущего соединения, ведь тут не предвидится высоких механических нагрузок. Это облегчает процесс выбора припоя для пайки алюминия. Здесь главное соблюдать принцип сохранения высокой проводимости электричества, чтобы контакты не перегревались из-за повышенного сопротивления.
Пайка алюминиевых проводов
Спаиваемость алюминиевых проводов
Пайка алюминиевых проводов осложняется рядом из нескольких факторов, которые препятствуют нормальному соединению. Они вызваны свойствами металла и особенностями работы. Главным врагом здесь выступает оксидная пленка, которая покрывает алюминиевые поверхности при любом контакте с воздухом, причем за относительно короткий промежуток времени. Она не расплавляется при тех температурах, при которых плавится сам алюминий, не говоря уже о температуре плавления припоя, поэтому оксидная пленка мешает образованию прочного контакта, обволакивая металл припоя.
Во время нагрева алюминий не меняет цвет и трудно понять, достаточно ли он прогрелся для пайки. Таким образом, пайка алюминиевого провода может закончиться порчей самого провода. Несмотря на то, что спаиваемость металла считается низкой, профессионалам приходится часто с ним встречаться и для борьбы со сложными моментами используются различные средства, каждое из которых помогает решить поставленную проблему. Алюминий плохо взаимодействует с остальными элементами, так что если приходится спаивать два различных провода, то свойства спаиваемости становятся еще хуже. Пайка алюминиевых проводов между собой происходит согласно ГОСТ 21930-76.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.
Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.
Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Источник:
http://svarkaipayka.ru/tehnologia/svarka-alyuminiya/payka-alyuminievyih-provodov.html
Как паять провода в электрике: скрутки, медь с алюминием
По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности. Пайка алюминия – один из способов создания неразъемного соединения. При правильном выборе расходных материалов и соблюдении технологии, пайку алюминиевых заготовок можно выполнить в домашних условиях своими руками.
Особенности процесса
Как и при сварке, основным фактором, влияющим на процесс пайки алюминия, является наличие оксидной пленки. Она образуется на поверхности под действием атмосферного воздуха. Температура плавления оксида, гораздо выше, чем у основного металла. Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Пайка алюминиевых проводов
При электромонтаже металлические жилы кабелей соединяют методом пайки. Это гарантирует надёжный контакт в месте коммутации. Однако, если на медный провод легко нанести припой, покрыть алюминиевую жилу несколько сложнее. К тому же напрямую соединять два металла нельзя – они образуют гальваническую пару. При прохождении через скрутку электрического тока она будет греться.
К сведению!
При очистке жилы важно не повредить основной металл. Надрезанный алюминий может легко сломаться.
Трудность пайки заключается в том, что на поверхности металла есть оксидная плёнка, которую трудно удалить. Образуется она мгновенно при контакте алюминия с кислородом воздуха. Обусловлено это высокой химической активностью металла. Без защитной плёнки он бы полностью прореагировал с кислородом. Чтобы припой равномерно покрыл провод и крепко держался на нём, его поверхность зачищают травлением флюсами либо без доступа воздуха.
Обусловлено это высокой химической активностью металла. Без защитной плёнки он бы полностью прореагировал с кислородом. Чтобы припой равномерно покрыл провод и крепко держался на нём, его поверхность зачищают травлением флюсами либо без доступа воздуха.
Преимущества
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
Дополнительная информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.

Необходимые инструменты
Перед тем, как паять алюминиевые провода, следует позаботиться о наличии паяльника, припоя и флюса. Лучше всего, если все работы будут осуществляться на деревянной подставке, которую нужно заблаговременно приготовить, чтобы не нанести ущерб поверхности стола.
Перед тем как приступить к работе, провода необходимо тщательно зачистить. Для этого следует подготовить и использовать наждачную бумагу (лучше всего подойдет бумага крупной фракции). Перед тем как начнется пайка алюминиевых проводов, их требуется обезжирить с помощью спиртового раствора.
Для удобства нужно подготовить защитные очки и пинцет. Они помогут аккуратно состыковать тонкие элементы и предупредят травмы глаз.
Они помогут аккуратно состыковать тонкие элементы и предупредят травмы глаз.
Флюсы
Рассмотрим составы, с помощью которых можно подготовить заготовки к нанесению припоя для пайки алюминия.
Канифоль
Как было сказано выше, нейтральные составы плохо справляются со своими задачами. Исключение составляет использование канифоли в вакуумной среде, при отсутствии оксидной пленки. На практике данный способ встречается очень редко.
Порошковый
Работая газовой горелкой, специалисты рекомендуют использовать следующие порошковые составы:
- Флюс Ф-34, основу которого составляют соли щелочных металлов соляной кислоты;
- Бура – классический состав, отличающийся высокой температурой плавления;
- Ацетилсалициловая кислота отлично подходит для домашней пайки;
- Паяльный жир не является порошком, однако относится к категории твердых составов.
Жидкий
Такой флюс очень удобно наносить на заготовки, контролируя равномерное распределение по поверхности.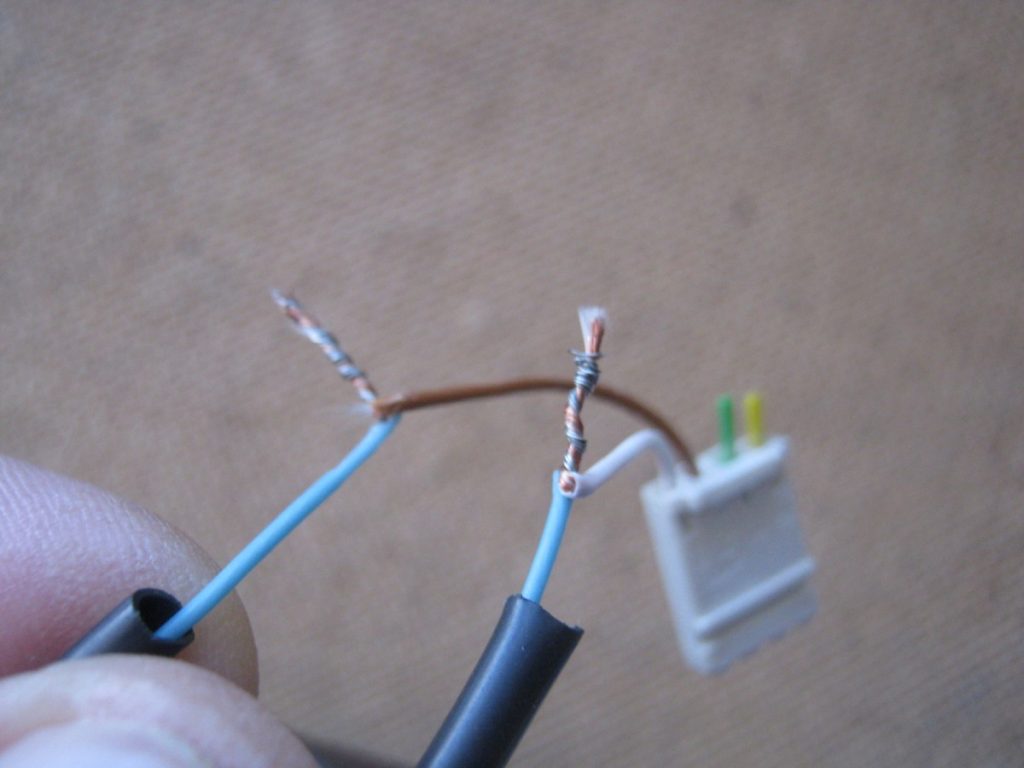 Лучше всего себя зарекомендовали следующие составы:
Лучше всего себя зарекомендовали следующие составы:
- Ортофосфорная кислота;
- Ф-64;
- Ф-61.
Независимо от типа флюса, необходимо соблюдать требования техники безопасности. Под действием высокой температуры активные составы переходят в газообразное состояние, что несет угрозу зрению и дыхательным путям. После проведения работ флюс необходимо смыть с поверхности детали.
Припой
Припой для алюминия – это присадочный материал, от выбора которого зависит качество и надежность будущего соединения. Для чистого материала и дюралюминия следует использовать совершенно разные составы. Начинающие мастера испытывают сложности при пайке алюминия именно из-за выбора неподходящего состава, предназначенного для работы с другими металлами.
Все припои можно условно разделить на две группы:
- Легкоплавкие. К этой группе относятся составы, основу которых составляют мягкие металлы – олово, цинк, висмут и медь. Такие материалы, за низкую температуру плавления, называют радиолюбительскими. Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
 Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.Легкоплавкие припои не применяют для ответственных работ. Например, пайку алюминиевых трубок холодильника, работающих под давлением, лучше выполнять тугоплавкими присадочными материалами.
- Тугоплавкие. К ним относятся припои, в состав которых входит алюминий, цинк, кадмий, кремний и другие химические элементы. Наличие алюминия обеспечивает высокий уровень смачивания и высокую прочность шва. Для работы с тугоплавкими припоями необходимо профессиональное оборудование с высокими температурными показателями.
Дополнительные приспособления
Чтобы пайка алюминиевых проводов не привела к повреждению имущества, требуется позаботиться о наличии дополнительных приспособлений. Для паяльника необходимо иметь подставку. Она поможет защитить окружающие предметы от воздействия высокой температуры. Для пайки тоже понадобится приобрести специальную площадку, которая будет устойчива к воздействию расплавленного флюса или припоя.
Чтобы обеспечить себе удобство во время работы, лучше все предметы фиксировать. Для этого можно использовать пассатижи, которыми можно прижать провод к месту пайки. Для фиксации распайки рекомендуется использовать струбцину.
Подготовка деталей
Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы. При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи.
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
Специалисты рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.
Горелки
Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Методы спаивания
Во время применения алюминиевых проводников, ощутимым недостатком считается их стремительное окисление. Для того чтобы такой процесс не препятствовал прохождению электрического тока, скрутки их пропаиваются.
Пайка алюминиевых проводов в распределительной коробке осуществляется с помощью газовой горелки или паяльника. Если сравнивать эти два способа, то паяльником работать намного труднее. Это объясняется невозможностью наверняка выполнить нагрев до требуемого температурного показателя. А для алюминия как перегрев, так и недостаточный нагрев недопустим.
Что касается газовой горелки, то с ее помощью температуру нагрева контролировать значительно проще. Независимо от используемого оборудования, перед тем, как будет выполнена пайка алюминиевых проводов в домашних условиях, должна быть осуществлена необходимая подготовка. Дальше рассмотрим детально этот момент.
Как удалить оксидную пленку?
Это самая сложная задача, с которой сталкиваются в процессе проведения работ. Рассмотрим проверенные способы удаления оксида с поверхности.
Осаждать медь или цинк?
Схема осаждения меди.
Для выполнения осаждения понадобится аккумуляторная батарея небольшой мощности. На зону соединения наносят медный купорос в чистом виде. Провод от минуса крепят к заготовке с помощью крокодиловых зажимов. К плюсу подключают медную или цинковую проволоку. После погружения проволоки в раствор, анодный металл начинает осаживаться на детали. После этого можно приступать к пайке.
Использовать трансформаторное масло
Метод заключается в подготовке зоны соединения под слоем масла. Лучше всего себя зарекомендовала смазка для трансформатора, однако при его отсутствии можно использовать любую автомобильную синтетику с низкой вязкостью.
Перед употреблением масло необходимо нагреть до 150-200 Сº. Такая температура удалит остатки воды из смеси. После этого смазку наносят на место соединения и приступают к удалению пленки из оксида. Для этого в масло добавляют абразивный материал и очищают налуженным паяльником зону соединения.
Сфера применения процесса
Пайка алюминия широко используется как в домашних работах, так и на производственных предприятиях.
Опытные автомобилисты сталкивались с необходимостью пайки радиаторов, для восстановления герметичности, а также устранения дефектов масляных поддонов двигателя и коробки переключения переда, которые также изготавливают из алюминиевого сплава.
Трубопроводы из рассматриваемого металла можно встретить в конструкциях многих промышленных систем. Пайка является надежной и доступной альтернативой сварке, при заделке трещин в трубах.
Как правильно соединить провода алюминий и медь
Практически все уже знают, что алюминиевая проводка это наследие прошлого века, и ее обязательно нужно менять при ремонте квартиры. Мало кто проводит капремонт и забывает об этом.
Однако случаются ситуации, когда ремонт проводится частично, и возникает крайняя необходимость соединить алюминиевый провод с медным или просто их нарастить, добавив несколько лишних сантиметров жилы.
Электрохимическая коррозия
При этом алюминий и медь не совместимы гальванически. Если вы их соедините напрямую, это будет что-то вроде мини батарейки.
При прохождении тока через такое соединение, даже при минимальной влажности, происходит электролизная химическая реакция. Проблемы обязательно рано или поздно себя проявят.
Окисление, ослабление контакта, его дальнейший нагрев с оплавлением изоляции. Переход в короткое замыкание, либо отгорание жилы.
К чему может в итоге привести такой контакт, смотрите на фото.
Как же сделать такое соединение грамотно и надежно, чтобы избежать проблем в будущем.
Вот несколько распространенных способов, которые применяют электрики. Правда не все они удобны для работы в монтажных коробках.
Рассмотрим подробнее каждый из них и выберем наиболее надежный, не требующий последующего обслуживания и ревизий.
Соединение через болт и стальные шайбы
Здесь для соединения используется стальная шайба и болт. Это один из наиболее проверенных и простых методов. Правда получается очень габаритная конструкция.
Для монтажа, закручиваете кончики проводов колечками. Далее подбираете шайбы.
Они должны быть такого диаметра, чтобы все ушко провода спряталось за ними и не могло контактировать с другим проводником.
Самое главное, как расположить колечко. Его нужно одевать так, чтобы во время закручивания гайки, ушко не разворачивалось, а наоборот стягивалось во внутрь.
Стальные шайбы между проводниками из разных материалов препятствуют процессам окисления. При этом не забывайте про установку гравера или пружинной шайбы.
Без нее контакт со временем ослабнет.
Особо нужно отметить, что не рекомендуется использовать оцинкованные болты или шайбы.
Дело в том, что безопасно соединять между собой можно металлы, у которых электрохимический потенциал соединения не превышает 0,6мВ.
Вот таблица таких потенциалов.
Как видите у меди и цинка здесь целых 0,85мВ! Такое подключение даже хуже чем прямой контакт алюминиевых и медных жил (0,65мВ). А значит, соединение будет не надежным.
Однако, несмотря на простоту резьбовой сборки, в итоге получается большая, неудобная конструкция, формой похожая на улей.
И запихнуть все это дело в не глубокий подрозетник, не всегда есть возможность. Более того, даже в такой простой конструкции многие умудряются напортачить.
Последствия себя не заставят ждать через очень короткое время.
Еще один способ — это применение соединительного сжима типа орех.
Он часто используется для ответвления от питающего кабеля гораздо большего сечения, чем отпайка.
Причем здесь даже не требуется разрезание магистрального провода. Достаточно снять с него верхний слой изоляции. Некоторые нашли ему применение для подключения вводного кабеля к СИПу.
Однако делать этого не стоит. Почему, читайте в статье ниже.
Но опять же, для распаечных коробок орехи не подходят. Более того, и такие зажимы бывает, выгорают. Вот реальный отзыв от пользователя на одном из форумов:
Есть серия специальных зажимов, которыми можно стыковать медь с алюминием.
Внутри таких клемм находится противоокислительная паста.
Однако споры о 100% надежности таких зажимов, тем более для розеточных, а не осветительных групп, не утихают до сих пор. При определенной укладке в ограниченном пространстве, контакт может ослабнуть, что неминуемо приведет к выгоранию.
Причем произойти это может даже при нагрузке ниже минимальной на которую рассчитаны Ваго. Почему и когда это происходит?
Дело в том, что когда сжимаются соединяемые проводники, между прижимной пластиной и местом контакта появляется небольшой зазор. Отсюда и все проблемы с нагревом.
Вот очень наглядное видео, без лишних слов объясняющее данную проблему.
Клеммная колодка
Данный способ имеет один существенный минус. Большинство продаваемых колодок очень низкого качества.
Некоторые исхитряются и чтобы избежать прямого контакта меди и алюминия, медную жилку припаивают сбоку такого зажима, а не вставляют во внутрь.
Правда клемму для этого придется разобрать. Кроме того, надежный контакт алюминия под винтом без ревизии, не живет очень долго.
Винтики каждые полгода-год нужно будет подтягивать. Частота ревизионных работ будет напрямую зависеть от нагрузки и ее колебаний в периоды максимума и минимума.
Забудете подтянуть и ждите беды. А если все это соединение запрятано глубоко в подрозетнике, то лезть туда каждый раз, не совсем удобное занятие.
Поэтому остается самый надежный из доступных способов – опрессовка. Здесь не будем рассматривать применение специализированных медно-алюминиевых гильз ГАМ, так как они начинаются от сечений 16мм2.
Для домашней же проводки, как правило наращивать нужно провода 1,5-2,5мм2 не более.
Соединение меди с алюминием опрессовкой
Рассмотрим наиболее распространенный случай, который встречается в панельных домах. Допустим, вам нужно запитать одну или несколько дополнительных розеток от уже существующего алюминиевого вывода в сквозной нише.
Для наращивания берете ГИБКИЙ медный провод сечением 2,5мм2. Это уменьшит механическое воздействие на алюминиевою жилу, когда вы будете укладывать провода в подрозетник.
Зачищаете концы медного провода. Далее, для такого соединения их нужно обязательно пропаять. Это исключит непосредственный контакт в гильзе меди и алюминия.
При этом перед пайкой флюсом снимите с жилы оксидный слой.
Сам процесс лужения заключается в окунании провода в специальное отверстие в паяльнике, заполненное оловом.
После остывания жилы остатки флюса удаляются растворителем.
Далее переходите к алюминиевым проводам, торчащим из стены. Аккуратно зачищаете их концы и также удаляете слой окиси.
Для этого можно воспользоваться оксидной токопроводящей пастой. Такая же паста используется при монтаже модульных штыревых систем заземления.
Она рассчитана на работу в любых условиях и исключает дальнейшее появление окиси на поверхности провода. Имейте в виду, что оксидная пленка может в последствии иметь сопротивление в несколько раз большее, чем сам алюминий.
И не удалив ее, вся ваша дальнейшая работа пойдет насмарку. Более того, температура плавления такой пленки достигает 2000 градусов (против примерно 600С у Al).
У некоторых возникнет логичный вопрос, а не продавится ли при опрессовке слой припоя на жиле? Тогда получается что все манипуляции по лужению будут напрасны.
Главное здесь правильно подобрать по сечению гильзу и матрицы инструмента для обжатия.
В этом случае мягкий припой как бы загерметизирует контактное пятно медноалюминиевого соединения. А без отсутствия доступа кислорода к этой точке, эрозии контакта наблюдаться не будет.
Будьте внимательны, при работе с алюминиевыми проводниками нужно действовать крайне осторожно, так как это очень ломкий материал. Одно неосторожное движение и облом жилы вам обеспечен.
После опрессовки необходимо заизолировать данное соединение клеевой термоусадкой.
Именно клеевой тип обеспечит 100% герметичность и предотвратит поступление кислорода к контактным местам. Чтобы не рисковать и не прожечь изоляцию, нагревать термоусадку лучше строительным феном, а не зажигалкой или портативной горелкой.
Полученный пучок проводов укладывать в подрозетник нужно с большой осторожностью, так как алюминий не любит резких перегибов.
Так как наращенные медные жили гибкие, то на концы этих проводников одеваете изолированные наконечники НШВИ.
Только после этого их можно смело заводить в клеммные колодки розеток и затягивать винты.
Безусловно, это не единственный способ наращивания алюминиевых проводов, но он является одним из самых простых (в отличии от сварки или пайки) и надежных (в отличии от скрутки). Подробнее
Если же у вас есть малейшая возможность сменить целиком алюминиевую проводку, делайте это обязательно, не экономьте на своей безопасности.
Статьи по теме
Узнайте, как припаять алюминиевый провод | by Ildiko
Припой – это плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических стыков друг с другом. Это, как правило, сплав олова и свинца, но он также может быть из других металлов, таких как серебро, сурьма или алюминий, которые производятся специально для различных целей. Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор.Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте отрезок алюминиевой ленты 5052 необходимой длины с помощью ножниц или, возможно, кусачки. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы предотвратить притягивание жира.
Нанесите флюс кистью на место пайки. Флюс избавит от окислов на металлических поверхностях. Вы найдете 3 вида флюсов, включая органическую кислоту или хлорид, органику и смолу. Смоляной флюс часто используется для электронной пайки; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла на протяжении всего процесса пайки.
Подожгите или нагрейте паяльник или горелку, чтобы убедиться, что они достигли температуры, необходимой для плавления алюминиевого провода катушки 3003. При использовании паяльника убедитесь, что он нагревается до температуры не менее 400 ° C для соответствующей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка. Нагрейте припой так, чтобы он равномерно расплавился вдоль паяемого соединения. Также убедитесь, что флюс пузырится, но не горит. Не применяйте также существенный припой, поскольку он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дайте стыку остыть. Не дуй на это. Обрежьте излишки свинца, выступающие на поверхности, но не проверяйте заранее прочность паяного соединения, поскольку это может ослабить соединение. После охлаждения паяное соединение будет выглядеть гладким и плотным.
электрические – Разрешена ли пайка меди с алюминиевым проводом согласно NEC?
Это очень хороший, интересный вопрос.
Вопрос конкретно касается NEC, но, если не считать кода, алюминий не очень подходит для пайки в полевых условиях.Типичный оловянно-свинцовый припой, используемый для электрических / электронных устройств, плохо сцепляется с алюминием или алюминиевыми сплавами, используемыми для алюминиевой проволоки.
Национальный электротехнический кодекс сильно изменился со временем. Первое издание было опубликовано в 1897 году, еще до того, как электроснабжение стало доступно в большинстве мест. Из тонкой книги, которую можно носить в кармане, она превратилась в том размером с телефонную книгу (для тех из нас, кто достаточно взрослый, чтобы помнить толстые телефонные книги).
Я думаю, что пайка стала обычной практикой в 1960-х годах, прежде чем алюминиевая проволока вошла в регулярное использование в 1970-х, и кодекс никогда особо не задумывался о пайке алюминия.На данный момент пайка остается в коде, в основном, как пережиток, больше никто не паяет. Но пайка не рассматривается в коде так же строго, как новые методы.
Я думаю, что если бы пайка была обычной практикой, припой был бы внесен в список UL, паяльники были бы указаны в инструкциях производителя, типы проводов, подходящие для пайки, были бы прописаны и т. Д. И т. Д. Это не тот случай, я думаю потому что код не был таким строгим в 1940-х и 1950-х годах, когда пайка все еще была обычной практикой.Оставшиеся следы не были обновлены до строгости текущего кода.
Ответ @Harper является достойным аргументом в пользу того, что есть два требования для пайки, и вы не можете легко удовлетворить оба при пайке алюминия. Но эта аргументация немного запутана, и код действительно должен быть более прямым и ясным. Совершенно прямой и понятный по отношению к разъемам.
Я считаю, что это отличный вопрос, потому что при использовании алюминиевой проводки, которая была популярна в 1960-х, создание соединений, соответствующих современным стандартам, может оказаться сложной задачей.Существуют специальные продукты и разъемы, которые подойдут, но их трудно найти и использовать. Пайка, хотя и трудоемкая, в некоторых случаях может быть вариантом при работе с этими старыми алюминиевыми установками. Я подозреваю, что это может быть целью вопроса.
На самом деле, если не считать кода, алюминий не совсем подходит для пайки. Твердый оксид, который почти мгновенно образуется на алюминии, препятствует хорошему сцеплению с припоем. Существуют специальные продукты и методы для промышленного применения, в которых необходимо паять алюминий, но маловероятно, что вы получите хорошее надежное соединение в полевых условиях с помощью обычного оловянно-свинцового припоя, обычно используемого для электрических / электронных устройств.Я бы не стал спать спокойно в доме, устроенном таким образом.
Итак, для меня ответ на вопрос: вы можете или не можете сдвинуть его инспектором, но просто не делайте этого.
Как паять алюминиевый провод |
Автор: Nikki Cash
Написано: 14 июля 2020 г.
Припой представляет собой плавкий металл, плавящийся паяльником или горелкой для соединения металлических соединений. Обычно это сплав олова и свинца, но он также может быть изготовлен из других металлов, таких как серебро, сурьма или алюминий, специально для различных целей.
Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов требуется паяльник.
Очистите область пайки тряпкой и щеткой, чтобы удалить жир, грязь и мусор. Удалите стойкие пятна с помощью спирта и металлической щетки.
- Припой – это плавкий металл, расплавленный паяльником или горелкой для соединения металлических соединений между собой.
- Очистите место пайки тряпкой и щеткой, чтобы удалить жир, грязь и мусор.
Отрежьте алюминиевую проволоку нужной длины ножницами или кусачками. Для обработки проволоки используйте пинцет или плоскогубцы, чтобы избежать притягивания жира.
Нанесите кисточкой флюс на место пайки. Флюс удалит любые оксиды с металлических поверхностей. Существует три типа флюсов, включая органические кислоты или хлориды, органические и смолистые. Смоляной флюс – обычное дело для электронной пайки; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью.Слегка покройте наконечник припоем. Этот процесс называется «лужением» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла в процессе пайки.
- Нанесите флюс кистью на место пайки.
- Этот процесс называется «лужением» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла в процессе пайки.
Подожгите или нагрейте паяльник или горелку до температуры, необходимой для плавления алюминиевой проволоки.Если вы используете паяльник, убедитесь, что он достигает температуры не менее 400 градусов C для правильной пайки.
Оберните провод вокруг области пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается алюминиевого провода и стыка. Нагрейте припой так, чтобы он расплавился равномерно по паяемому соединению. Также убедитесь, что флюс пузырится, но не горит. Не наносите слишком много припоя, так как он может заполнить другие зазоры и вызвать короткое замыкание.
- Подожгите или нагрейте паяльник или горелку до температуры, необходимой для плавления алюминиевой проволоки.
- Нагрейте припой так, чтобы он расплавился равномерно вдоль паяемого соединения.
Снимите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дайте стыку остыть. Не дуйте на него. Обрежьте излишки свинца, выступающие с поверхности, но не проверяйте заранее прочность паяного соединения, так как это может ослабить соединение.После охлаждения паяное соединение будет выглядеть гладким и плотным.
Как припаять алюминиевый провод для ювелирных изделий
В поисках Как припаять алюминиевый провод для ювелирных изделий информация? Перейдите по ссылкам ниже, чтобы найти всю необходимую информацию и многое другое.
Как паять украшения – The Home Depot
- https://www.homedepot.com/c/ah/how-to-solder-jewelry/9ba683603be9fa5395fab
5d9295
- Отрежьте небольшое количество припоя острыми ножницами.Предпочтительнее работать с несколькими маленькими частями, чем с одним большим куском припоя. Разместите их на одной стороне рабочего пространства. Нанесите небольшое количество флюса на место, которое будет паять, с помощью кисти.
Как спаять провода вместе: 14 шагов (с иллюстрациями …
- https://www.wikihow.com/Solder-Wires-Together
- 5 октября 2020 г. · Нанесите кончик припоя поверх провода, чтобы он плавился с проводами. Держите паяльник на дне провода, чтобы он продолжал нагреваться.Постучите концом припоя 63/37 поверх места сращивания проводов, чтобы припой расплавился на провода. Нанесите припой на весь стык, чтобы он расплавился и попал в зазоры между проводами. Вид: 91K
Рекомендуемые инструменты: Блог о изготовлении ювелирных изделий из паяльной пасты …
- https://www.wirejewelry.com/jewelry-making-blog/19488/solderpaste/
- 01 июня 2016 г. · Наконечник для проволочных ювелирных изделий на 1 июня 2016 г. Вставьте припой. пользователя Kate Richbourg. Если вы используете припой в своем ювелирном деле, вам нужно быть уверенным, что у вас достаточно припоя для текущего и будущих проектов.У нас есть много различных типов припоя для…
Пайка алюминия – Обсуждение ювелирных изделий – Ганоксин Орхидея …
- https://orchid.ganoksin.com/t/soldering-alumin/2792
- Дэйв, мне кажется, я решил использовать проволочные заклепки и заклепки для трубок. Пайка алюминия кажется такой сложной и сложной ситуацией. (Я также хотел припаять алюминий к алюминию). Я припаял серебро к низкоуглеродистой стали с помощью оловянного припоя, и если серебро станет слишком горячим, припой будет разъедать его.
Как паять алюминий. – YouTube
- https://www.youtube.com/watch?v=bFf3zO2Ys64
- 12 сентября 2014 г. · Базовая демонстрация сварки алюминия прутком для припоя и пропановой горелкой. Загляните в мой магазин на http://www.awesomeforsale.com СПАСИБО! Автор: ЛЮБИТЕЛЬ ПЕРВОГО КЛАССА
Мы надеемся, что вы нашли всю необходимую информацию о том, как припаять алюминиевую проволоку для ювелирных изделий, перейдя по ссылкам выше.
Разные вопросы по пайке
Здравствуйте,
Мне было интересно, не могли бы вы мне помочь с проблемой.Я делаю светящиеся фонари, три стороны которых состоят из стекла с медной фольгой, а четвертая – это цинковая рама (все, что у меня есть), на которой закреплены шарики из фольги. Когда я пытаюсь прикрепить цинковую рамку к краям других стеклянных панелей, покрытых медной фольгой, припой приобретает этот «грубый» вид, как будто в нем есть маленькие кусочки. Я использую тонну флюса и сначала убедился, что цинк был чистым. Вы хоть представляете, почему это происходит и что я могу сделать, чтобы это исправить?
Люблю свой сайт!
Ответ
Ваш флюс может быть загрязнен, если вы используете жидкий флюс и каждый раз окунаете его в бутылку.Как только он загрязнится, у вас будут всевозможные проблемы с пайкой. Если вы используете жидкий флюс, вы должны налить небольшое количество жидкости из новой бутылки в другую емкость, например, крышку от банки, и использовать из нее. Выбросьте все, что осталось, когда закончите пайку.
Попробуйте использовать пастообразный флюс, а не жидкость, и не используйте “тонну”. Когда я паяю цинк, я использую флюс с пастой Nokorode (доступен в большинстве хозяйственных магазинов и магазинов витражей), и есть другие бренды, которые продают большинство магазинов витражей.
Хрустящий вид, который вы описали, звучит так, будто ваш утюг недостаточно горячий. Цинк забирает больше тепла, чем медная фольга, поэтому либо включите регулятор температуры, либо выключите его все вместе.
Наконец, следите за чистотой жала паяльника во время пайки. Часто протирайте его влажным сложенным бумажным полотенцем или влажной губкой.
Нажмите здесь, чтобы оставить комментарий
Вернуться к вопросам пайки.
Пайка алюминия и оцинкованной проволоки.
по Галит
(Аризона)
Я хотел бы добавить алюминий и оцинкованную проволоку в качестве украшения поверх витража и в качестве удлинения вокруг куска стекла.Как припаять вышеуказанные провода? Пробовал припаять к фольгированному краю стекла. Это не выдержало. Какие-либо предложения?
Ответ
Оцинкованная проволока должна красиво припаяться. Попробуйте очистить его стальной мочалкой перед пайкой. Если он продолжает доставлять вам неприятности, сначала залудите его.
Алюминий не допускает припоя. Используйте луженую медную проволоку. Он бывает разной толщины, поэтому вы сможете найти нужный размер для своих декоративных работ.
Также убедитесь, что у вас есть прочное соединение между фольгой и проволокой. После того, как вы нанесли припой, удерживайте провод на месте, пока припой не остынет (что составляет всего несколько секунд).
Произведение, над которым вы работаете, звучит интересно. Мы хотели бы увидеть это, когда вы закончите. Если хотите, можете отправить изображение на странице фотогалереи.
Нажмите здесь, чтобы прочитать или опубликовать комментарии
Вернуться к вопросам пайки.
Удаление готового витража
Тереза Бост
(Эскондидо, Калифорния, США)
Привет. Мне нужна помощь с вопросом, на который я не смог получить ответ. Около 5 лет назад я начал свой проект по созданию витражей из 17 штук.Он должен был быть ловцом солнца. Я сделал небрежную работу и отложил ее в сторону. Я недавно нашел его и хотел бы разобрать и все переделать. Я положил слишком много припоя между деталями, и на внешнем кольце все еще есть медная фольга. Как вы думаете, его можно спасти или не могли бы вы дать мне совет, как его снова разобрать? Я еще новичок. Я выучил и выполнил около 5 работ за последние 14 лет. Друг научил меня. Я хотел бы попробовать и начать снова и думал, что закончу этот проект.Изделие – солнце. Спасибо за любую помощь, которую вы можете мне оказать.
Ответ
На моем веб-сайте есть инструкции по ремонту детали из медной фольги. Вы можете использовать эту технику, чтобы разобрать на части вашего ловца солнца. Вы можете найти руководство по ремонту медной фольги.
После того, как вы разобрали его, снимите фольгу (что не всегда так просто, как кажется!). Возможно, вам придется соскоблить его выдвижным лезвием ножа.
После снятия фольги очистите края каждого кусочка стекла чем-нибудь вроде Goo Gone (средство для удаления клея).Это позволит удалить остатки клея с фольги. Затем вымойте стакан теплой мыльной водой. Теперь вы готовы надеть новую фольгу и снова спаять ее.
Нажмите здесь, чтобы оставить комментарий
Вернуться к вопросам пайки.
Когда и как часто нужно смывать флюс?
(Торонто, Онтарио, Канада)
Я делаю свое первое большое зеркало в раме и хочу знать, когда и как часто нужно смывать флюс.Не думаю, что завершу пайку за один присест (стоя). Я стираю на ходу?
Ответ
Когда вы закончите сеанс пайки, протрите панель бумажными полотенцами, чтобы удалить как можно больше флюса. Поместите его в пластиковый пакет или накройте полиэтиленовой пленкой, например Saran Wrap. Все будет хорошо, пока вы снова не будете готовы паять.
Если вы собирались оставить его на несколько недель или пару месяцев, то вы должны нанести на него средство для удаления флюса, а затем вытереть насухо.Вы все равно будете хранить его в пластике, пока не будете готовы снова паять. Пластик поможет удержать фольгу от окисления, хотя она все равно окислится, если оставить ее на долгое время (3 или более месяцев).
Отмоете, когда закончите пайку всего проекта. Если вы вымыетесь до того, как закончите пайку, есть опасность разорвать открытую фольгу или, что еще хуже, попасть под фольгу воды, которая заставит фольгу приподняться во время следующей пайки.
Нажмите здесь, чтобы прочитать или опубликовать комментарии
Вернуться к вопросам пайки.
Лучшая цена на алюминиевый припой – Выгодные предложения на алюминиевый припой от мировых продавцов алюминиевых припоев
Отличные новости !!! Вы попали в нужное место для алюминиевого припоя. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот верхний алюминиевый припой в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили алюминиевый припой на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в правильности выбора алюминиевого припоя и думаете о выборе аналогичного товара, AliExpress – отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово – просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны – и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести aluminium solder wire по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
проблем с электричеством из алюминия и медных проводов | Home Guides
Проблемы, связанные с алюминиевыми и медными проводами для электроснабжения, связаны не с проводом, поскольку оба проводят электричество. Но проблемы возникают, когда алюминиевый провод и медный провод используются вместе неправильно, и когда алюминиевые провода заканчиваются на устройствах, предназначенных для медного провода.Несмотря на то, что современные технологии позволяют электрику своими руками работать с алюминиевой проводкой, новичок все же должен оставить это профессионалам.
Опасность пожара
В домах и передвижных домах, построенных между 1965 и 1973 годами, в основном использовался алюминий для электропроводки, поскольку он был легким и относительно недорогим по сравнению с ростом стоимости медного провода в тот период. Хотя алюминий изнашивается быстрее, чем медь, и со временем обнаруживает больше дефектов, настоящие проблемы возникают из-за разъемов и переключателей, соединяющих электрические цепи вместе.Слабые или изношенные разъемы – и постоянно или сильно нагруженные цепи – обычно способствуют возникновению электрических пожаров, связанных с использованием алюминиевого провода.
Когда медь встречается с алюминием
Хотя медь и алюминий могут работать вместе, для их соединения требуются специальные соединители. Проблема начинается, когда встречаются два разных металла; происходит химическая реакция, которая вызывает их окисление. Окисление приводит к образованию высокостойкого соединения с нежелательным падением напряжения на соединении.Падение напряжения приводит к трем потенциальным проблемам: низкое напряжение, приводящее к повреждению оборудования, потери энергии и низкий КПД – и, что самое опасное, – соединение нагревается и может способствовать возгоранию при высокоамперных нагрузках.
Расширение и сжатие
Алюминий и медь не расширяются и сжимаются с той же скоростью, что и при нагревании и охлаждении. Эта разница может привести к ослаблению сращивания проводов или соединений. Плохое соединение, будь то соединение в соединительной коробке или клеммный винт на выключателе или розетке, может вызвать искрение.Плохие соединения являются предвестниками дуговых замыканий, вспышек дуги и возгораний в электрических системах.
Медные и алюминиевые соединения
Электрики могут соединять медные и алюминиевые провода вместе с помощью специальных медно-алюминиевых соединителей. Вы не можете соединить их с помощью стандартной проволочной гайки без ужасных последствий. Соединители, обозначенные соединением «Cu / Al», содержат химическое соединение, которое борется с окислением, которое обычно происходит при соединении алюминия и меди. Многие из этих соединителей для сращивания Cu / Al требуют специальных инструментов и специальных знаний для правильного использования.Эти соединительные устройства требуют дорогостоящих инструментов, которые обычно недоступны среднему человеку, который делает это сам; оставьте их профессионалам для безопасных результатов.
Соединительные устройства
Современные устройства, отмеченные знаком Cu / Al, указывают на безопасное использование с алюминиевым или медным проводом.