Чем можно заменить кислоту для пайки в домашних условиях
Содержание:
Чем можно заменить кислоту для пайки в домашних условияхТакие металлы как алюминий и нержавеющая сталь плохо поддаются термической обработке. Единственный флюс, который способен долго противостоять тугоплавкой пленки оксидов на их поверхности, это паяльная кислота.
Паяльная кислота не только эффективно удаляет оксидную пленку с поверхности данных металлов, но и препятствует её скорому появлению в дальнейшем. Поэтому если перед вами остро стоит задача паять алюминий, сталь и различные сплавы, то вам никак не обойтись без паяльной кислоты.
К сожалению, паяльная кислота это не канифоль, которая есть в хозяйстве практически у каждого мастера. Зачастую паяльной кислоты не оказывается под рукой, а паять чем-то надо. Заменить кислоту для пайки в домашних условиях поможет аспирин, паяльный жир и некоторые другие средства.
Чем можно заменить паяльную кислоту, если её не оказалось под рукой? Вы сможете узнать в данной статье.
Преимущества паяльной кислоты
Паяльная кислота является агрессивным веществом. При нанесении на поверхность металла она активно растворяет жировые отложения и оксидную пленку, которая находится на его поверхности.
Кроме того, преимуществами использования кислоты для пайки являются:
- Низкая стоимость;
- Возможность изготовления в домашних условиях;
- Высокая эффективность;
- Защита от появления оксидов на поверхности металлов в дальнейшем.
Несмотря на вышеперечисленные преимущества, не обделена паяльная кислота и недостатками. Во-первых, кислота и в Африке остается кислотой. То есть, опасным химическим веществом, которое вредно при вдыхании человеком.
Поэтому работать с кислотой для пайки нужно только в хорошо проветриваемых помещениях и обязательно в индивидуальных средствах защиты. К таким средствам относятся очки и перчатки.
Кроме того, паяльную кислоту не стоит применять при пайке радиодеталей.
Чем заменить паяльную кислоту в домашних условиях
Итак, в качестве паяльной кислоты можно использовать следующие средства:
- Аспирин;
- Лимонную или уксусную кислоту;
- Паяльный жир.
Что касается пайки аспирином, то именно к этому варианту и прибегают в первую очередь домашние умельцы, которые обнаружили, что у них закончилась паяльная кислота. Аспирин безвредный, его можно использовать для пайки как отдельно, так и вместе с водой.
Также можно вместо паяльной кислоты применять уксус или лимонную кислоту. Эффективность таких средств несколько ниже, но зато они легко справляются с различными загрязнениями и удалением жиров с поверхности.
Ну и, в конце концов, заменить кислоту для пайки можно паяльным жиром. Паяльный жир достаточно агрессивный, чтобы справиться с удалением тугоплавкой пленки оксидов, которая образуется на поверхности алюминия и его сплавов.
зачем нужна паяльная кислота ?
Germany.ru → Форумы → Архив Досок→ Умелые руки
зачем нужна паяльная кислота ?
253
Arharaсвой человек11.01.05 11:22
11.01.05 11:22
как называется и для каких целей е╦ применяют ?
Где можно приобрести в Германии ?
#1
Papik2002постоялец11.01.05 19:30
NEW 11.01.05 19:30
в ответ Arhara 11.01.05 11:22
Привет ! Паяльная кислота нужна, чтоб паять вёдра . Нужна она, чтоб убрать слой окисла с поверхности пайки, для обеспечения растекания припоя. Электронику не паяют кислотой, там применяется канифоль или пасты на её основе. Как правило, припой имеет внутри канифольное наполнение. Так что дополнительно ничего не надо. А вот ежели кастрюльку залудить.
#2
lesovikзнакомое лицо11.01.05 20:28
NEW 11.01.05 20:28
в ответ Papik2002 11.01.05 19:30
паять можно с помощью таблетки аспирина.
#3
Papik2002постоялец12.01.05 00:36
NEW 12.01.05 00:36
в ответ lesovik 11.01.05 20:28
зачем же аспирином? Тогда можно и утюгом паять. Лишь бы температура нужная была.
#4
lesovikзнакомое лицо12.01.05 16:23
NEW 12.01.05 16:23
в ответ Papik2002 12.01.05 00:36
бывает необходимость спаять например из железной проволки тройник. А в наличии только паяльник, олово и табл. аспирина.
А в наличии только паяльник, олово и табл. аспирина.
#5
Libhjasпрохожий12.01.05 17:02
NEW 12.01.05 17:02
в ответ Arhara 11.01.05 11:22
Паяльная кислота приготовляется следующим образом – в нужное по объему количество соляной кислоты HCl добавляется цинк до тех пор, пока не прекратится выделение пузырьков водорода. Поскольку
последний взрывоопасен в соединении с кислородом воздуха, большое количество реактива лучше готовить на открытом воздухе (на балконе квартиры). Жидкость, которая получается, представляет собой раствор
той же соляной к-ты – это если не удастся найти цинк в чистом виде, хотя в магазинах реактивов и то, и другое наверняка есть, и сравнительно недорого.

Для предварительного облужения спаиваемых поверхностей и раб. части паяльника, хорошо иметь кусок нашатыря Nh5 Cl, вообще то это белый порошок, но поскольку он гигроскопичен, то от влаги окомковывается.
При прикосновении к куску горячим паяльником он разлагается с выделением белого газообраз. продукта, если к нагретой предварительно покрытой паяльн. кислотой поверхности “прилепить” немного чистого олова (не припоя!)
и быстро размазать по поверхности куском нашатыря или мочальной кистью, то как раз и получится лужение, сиречь термопокрытие оловом – что применялось широко в обозримом прошлом для посуды.
Прежде чем начинать, надо очень тшательно обезжирить поверхности, подвергаемые пайке или лужению, окислы с пов. удалить предварительно зачисткой напильником.
Good luck.
“Honesty is the best policy – if they’d like to understand this at last!…”
#6
Arharaсвой человек12.01.05 17:40
NEW 12. 01.05 17:40
01.05 17:40
в ответ Libhjas 12.01.05 17:02
вот-вот, и мне помнится еще из России, что это была соляная кислота
то есть в наборе паяльщика кроме всего прочего была еще и маленькая бутылочка с жидкостью (е╦ называли “паяльной кислотой”)
Странно только, что здесь прозвучал термин “Lötpaste”.
Ведь паста и жидкость – это разные вещи
#7
Libhjasпрохожий13.01.05 18:06
NEW 13.01.05 18:06
в ответ Arhara 12.01.05 17:40
То. что я описал ранее – это классический прием, известный со времен “оно”, но поскольку я пока еще пребываю в ресефесере,я применяю именно этот прием, не полагаясь на качество того, что предлагает здесь рынок.
Фатерляндия всегда
была известна качественными хим. продуктами, паста содержит в принципе все то же (припой в порошке + измельченный флюс в виде пвсты) и она просто удобнее, поскольку жидкость можно нечаянно
пролить.
надо обращать внимание на указанную темпер. плавления (200 – 300 град С), поскольку бывают пасты тугоплавкие с припоем на основе серебра. Применение последних требует нагрева не паяльником,а горелкой, что требует
определенного навыка и не всегда может быть осуществимо в дом. условиях. Кислота лучше, если спаиваешь нечто из сплавов на основе железа, т.к. цинк образует на пов-ти микропленку, благоприятствующую растеканию олова
(припоя), причем лучше свежеприготовленная. После пайки изделие надлежит тшательно промыть, а если позволяют условия, то и прокипятить в р-ре соды Na2 CO3 – для удаления продуктов распада флюса.
Кастрюли я сам тоже не паял, а вот садовые лейки приходилось.
Удачи.
“Honesty is the best policy – if they’d like to understand this at last!…”
#8
Arharaсвой человек13.01.05 18:31
в ответ Libhjas 13. 01.05 18:06
01.05 18:06
ОК. Огромное спасибо.
#9
Германецзавсегдатай14.01.05 18:44
NEW 14.01.05 18:44
в ответ Arhara 11.01.05 11:22
Паяльная кислота продается в OBI. Назывется Lötwasser.
#10
ppk60гость17.01.05 21:28
NEW 17.01.05 21:28
в ответ Libhjas 12.01.05 17:02
А я вот начал самогонный аппарат делать. Попробовал медную трубку припаять к алюминиевой колбе, и не смог. Может кто нибуть подскажет можно ли вообще алюминий с медью припаять. Вчера купил медную колбу, но еще не пробовал. Может подскажете ,кто знает , что для паяния медь-медь надо. Я имею ввиду нужна ли летпаста или еще что нибуть. Как все сделаю, угощу горилкой.
#11
Германецзавсегдатай18. 01.05 11:10
01.05 11:10
NEW 18.01.05 11:10
в ответ ppk60 17.01.05 21:28, Последний раз изменено 18.01.05 11:14 (Германец)
Алюминий можно паять только алюминием, для этого имеются специальные пасты. Алюминий с медью не спаяется, хотя можно попробовать специальный ультразвуковой паяльник. Стоит ли овчинка выделки? Делай все из нержавеющей стали. Медь прекрасно паяется припоем (для самогонного аппарата лучше чистое олово) и Lötwasser.
#12
Libhjasпрохожий18.01.05 16:33
NEW 18.01.05 16:33
в ответ ppk60 17.01.05 21:28
Свой аппарат – дело хорошее, хотя сам я 8 лет как завязавши. Сейчас есть какие-то новые флюсы, позволяющие паять алюминий с алюминием, и соотв. припои, но сам я ими не пользовался
и советовать поэтому не могу. В таком ответственном изделии, подвергающемся нагреву – охлаждению, металл лучше брать идентичный – коэффициенты температурн.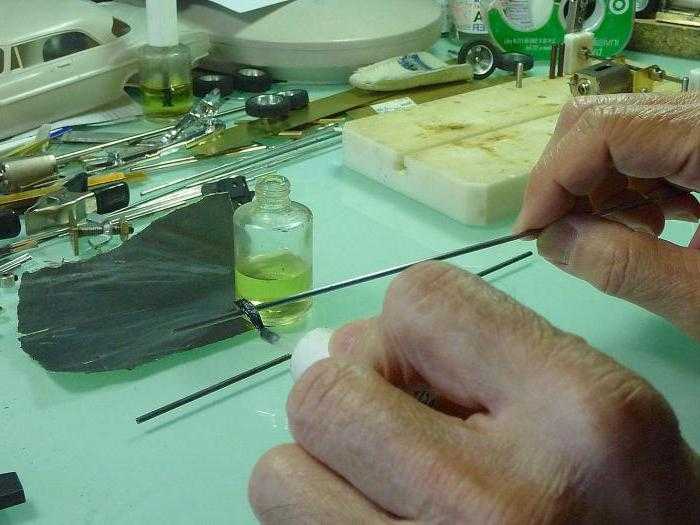 расширения одинаковы и меньше вероятности получить
расширения одинаковы и меньше вероятности получить
трещину по шву со временем.
Поскольку подразумевается приготовление пишевого продукта, для пайки надо брать чистое олово или пасту на его основе + паяльную кислоту – если олово, а не паста. Для нагрева – достаточно иощный эл. паяльник,ватт на 100,
еще есть в продаже заряжаемые от баллона мини ювелирные горелки – эта прогреет наверняка.
Перед пайкой нонец трубки лучше
слегка развальцевать, облудить и вставить в отверстие в колбе изнутри – это слегка увеличит поверхность шва, что желательно для прочности. Если удастся обзавестись мини горелкой,
можно найти и припой в проволоке, порошке или пасте на основе серебра, соединение получится прочнее и долговечнее. Перед началом работы, если первый раз, действие горелки можно опробовать,спаяв 2 ненужных куска
(пластинки, трубки) той же меди. Не останется ли непропаянных мест? – проверить продувкой воздуха + мыльный раствор по шву. Серебряные припои (не пасты) требуют флюса бура Na2 B4 O7 + борная к-та h4 BO4 + вода h3o,
первые два в порошке 10гр на 10гр добавляются в 100мл воды и нагреваются до кипения. Получается пересыщенный раствор, который наносят кисточкой предварительно на спаиваемые поверхности и подогревают
до высыхания (обуряют или обуривают их).
Получается пересыщенный раствор, который наносят кисточкой предварительно на спаиваемые поверхности и подогревают
до высыхания (обуряют или обуривают их).
И т.д., как решите паять – оловом или на основе серебра – отпишите, далее будем исходить от искомого выбранного.
Удачи.
“Honesty is the best policy – if they’d like to understand this at last!…”
#13
Не все WOA (слабые органические кислоты) одинаковы
Резюме. Стремясь сократить выбросы летучих органических соединений (ЛОС) в окружающую среду, директивные органы поощряют и/или предписывают производителям электроники переходить со спиртосодержащих флюсов, содержащих ЛОС, на альтернативные флюсы на водной основе, не содержащие ЛОС. В результате использование флюсов, не содержащих летучих органических соединений, растет в Северной Америке, Азии и Европе.
Целью данного исследования является объяснение нескольких факторов, связанных с использованием флюса, не содержащего летучих органических соединений, в процессе пайки и их влияния на тестирование и надежность продукта. Эти факторы включают в себя; влияние различных типов кислот, используемых в составах флюсов, и их влияние на результаты испытаний ионной хроматографии (IC) и удельного сопротивления поверхностной изоляции (SIR), а также на растворимость в слабых органических кислотах (WOA) и их влияние на электрическую целостность сборок. Этот документ должен предоставить ценную информацию о результатах взаимодействия кислоты и растворителя .
Эти факторы включают в себя; влияние различных типов кислот, используемых в составах флюсов, и их влияние на результаты испытаний ионной хроматографии (IC) и удельного сопротивления поверхностной изоляции (SIR), а также на растворимость в слабых органических кислотах (WOA) и их влияние на электрическую целостность сборок. Этот документ должен предоставить ценную информацию о результатах взаимодействия кислоты и растворителя .
Переход от флюсов на спиртовой основе к флюсам, не содержащим летучих органических соединений, может быть сложной задачей и может потребовать внесения некоторых изменений в процесс сборки. Эти проблемы усугубляются более широким использованием бессвинцовых сплавов с приближающимся истечением срока действия исключений RoHS. На производителей флюсов для припоя было оказано дополнительное давление, чтобы они соответствовали более новым, более строгим требованиям к ионным испытаниям и обновленным критериям испытаний SIR. Исследование, проведенное группой по разработке продуктов AIM, включало использование нескольких органических кислот, каждая из которых была отдельно включена как в базовый флюс, не содержащий летучих органических соединений, так и в базовый спиртовой флюс. Половина тестовых плат была отправлена на тестирование ИС в соответствии с IPC-TM-650 2.3.28 для определения уровня WOA. Другая половина была отправлена на тестирование SIR в соответствии с IPC 2.6.3.7. Флюсы также тестировались на балансе смачивания, чтобы определить различия в паяемости. Результаты испытаний флюсов на спиртовой основе в данное исследование не включались.
Половина тестовых плат была отправлена на тестирование ИС в соответствии с IPC-TM-650 2.3.28 для определения уровня WOA. Другая половина была отправлена на тестирование SIR в соответствии с IPC 2.6.3.7. Флюсы также тестировались на балансе смачивания, чтобы определить различия в паяемости. Результаты испытаний флюсов на спиртовой основе в данное исследование не включались.
Дополнительные важные соображения, связанные с флюсами, не содержащими летучих органических соединений, которые рассматриваются в этом документе, включают характеристики смачивания, характеристики органических растворителей, важность разрушающейся пенной головки флюса, вопросы, связанные с коррозионной активностью, сроком годности, технологичностью, обращением и хранением. Все вышеупомянутые вопросы были приняты во внимание при разработке базы потока для этого исследования.
Введение. Определение характеристик флюса становится все более важным по мере того, как технологические достижения, такие как уменьшение площади платы и сверхтонкие компоненты, проникают в массовые электронные технологии. Тестирование ИС стало предпочтительным методом определения уровней WOA, основанным на растворителе, извлеченном из печатных плат. Метод испытания IC считается более точным по сравнению с ионографами, омега-метрами и другими типами методов извлечения растворителя. Как IC, так и более ранние методы испытаний основаны на водном растворителе DI/IPA для экстракции. Слабость этих более ранних методов заключается в том, что они сообщали о проводимости раствора экстракта только в эквивалентах NaCl.
Тестирование ИС стало предпочтительным методом определения уровней WOA, основанным на растворителе, извлеченном из печатных плат. Метод испытания IC считается более точным по сравнению с ионографами, омега-метрами и другими типами методов извлечения растворителя. Как IC, так и более ранние методы испытаний основаны на водном растворителе DI/IPA для экстракции. Слабость этих более ранних методов заключается в том, что они сообщали о проводимости раствора экстракта только в эквивалентах NaCl.
Еще больше усложняет проблему отсутствие промышленного стандарта для уровней выполнения действий (TAL) для присутствия WOA. Критерии TAL могут варьироваться от лаборатории к лаборатории и от заказчика к заказчику. Например, некоторые лабораторные диапазоны составляют 40–120 мкг/кв. дюймов для плат со сквозными отверстиями, в то время как другие спецификации клиентов варьируются от 150 до 200 микрограммов на кв. дюйм.
Исследование. В свете этих неопределенностей AIM провела углубленное исследование, чтобы дополнительно изучить точность и достоверность тестирования WOA и попытаться сопоставить результаты тестирования с надежностью по сравнению с существующими требованиями к тестированию.
Был изготовлен флюс с одной кислотой и нанесен с повышенной скоростью (намного выше любой рекомендации), сочетая две разные основы растворителя (одна водная основа, одна спиртовая основа) с каждой из следующих кислот:
2% кислота А
2% кислота B
2% кислота С
2% кислота D
2% кислота E
Метод нанесения/Материалы. Купоны B24 SIR были подготовлены в соответствии с IPC TM 650 2.3.3.7. Флюс наносили с помощью микропипеток только на гребенчатый рисунок. Всего 4400 мкг/кв. дюйм флюса был нанесен с использованием всех четырех гребенчатых рисунков каждой платы. Платы были взвешены для подтверждения массы нанесенного флюса.
Одна плата каждой комбинации была отправлена в независимую лабораторию для тестирования IC на наличие WOA, как типа, так и концентрации. Платы были обработаны экстрактом растворителя DI/IPA, а затем протестированы с IC для определения уровней WOA. Поскольку вся плата была погружена в экстракцию растворителем, существует коэффициент разбавления, учитывающий весь объем платы. Фактическая площадь гребенчатого рисунка, на которую наносился флюс, составляла 700-750 мкг/кв. дюйм, однако, это разбавляет до 125 мкг/кв. дюйм с учетом обеих сторон доски в общей сложности 35 квадратных дюймов.
Поскольку вся плата была погружена в экстракцию растворителем, существует коэффициент разбавления, учитывающий весь объем платы. Фактическая площадь гребенчатого рисунка, на которую наносился флюс, составляла 700-750 мкг/кв. дюйм, однако, это разбавляет до 125 мкг/кв. дюйм с учетом обеих сторон доски в общей сложности 35 квадратных дюймов.
Как видно из таблицы 1, результаты тестирования экстракта (с учетом коэффициента разбавления плиты) не выявили все кислоты или точную концентрацию. Кроме того, показания варьировались от одной кислоты к другой. Это легко объяснить разной растворимостью кислот в растворе DI/IPA.
На основании вышеизложенного общее содержание флюса на платах показано в Таблице 2.
Последующие испытания проводились на остатках образцов B24 в соответствии с SIR IPC TM 650 2.3.3.7. Испытания SIR дали следующие результаты.
Коррозия также была исследована. Результаты для каждой доски изображены ниже.
Рейтинг смачиваемости, использованный в испытании на коррозию, основывался на трех факторах:
Наглядный равномерный припой по купону
(Tb) время баланса или время пересечения
(Тс) общая сила смачивания
Согласно приведенной выше таблице, из пяти протестированных кислот две не прошли электрические испытания, но восстановились, а три прошли электрические испытания. Что касается коррозии, три отказали и два прошли.
Что касается коррозии, три отказали и два прошли.
Заключение. При применении концентрация пяти кислот на гребенчатом образце намного превышала любые стандартные приемлемые уровни WOA, однако IC не смог обнаружить их в правильном количестве или не смог обнаружить вообще. Основным недостатком текущего метода испытаний WOA является растворимость кислот в растворе. Раствор DI/IPA не всегда удаляет все кислоты, что может исказить результаты концентрации. Вводится дополнительная вариативность, поскольку площадь платы может давать ложно заниженное значение из-за разбавления площади. Влияние типа платы, материалов и переменных процесса также будет влиять на результаты, например, если есть большая площадь поверхности, которая может поглощать флюс, или если плата движется в поддоне. Более того, определенные типы кислот, по-видимому, не влияют на электрическое или коррозионное поведение флюса, как показано в этом исследовании.
Пределы WOA никогда не следует использовать для сравнения сходных потоков в целях надежности. Необходимо провести испытания на электромиграцию SIR и испытание на коррозию. AIM рекомендует тестировать флюс в высушенном необработанном состоянии, чтобы установить, являются ли его свойства приемлемыми. Это особенно важно в сборке с селективной пайкой высокой плотности. Тест WOA является показателем воспроизводимости процесса, но не обязательно достаточно точным, чтобы предсказать электрические сбои или надежность продукта.
Необходимо провести испытания на электромиграцию SIR и испытание на коррозию. AIM рекомендует тестировать флюс в высушенном необработанном состоянии, чтобы установить, являются ли его свойства приемлемыми. Это особенно важно в сборке с селективной пайкой высокой плотности. Тест WOA является показателем воспроизводимости процесса, но не обязательно достаточно точным, чтобы предсказать электрические сбои или надежность продукта.
Автор
Карл Силиг , вице-президент по технологиямПрипои KappFreeA – KappZapp™ – припой
Меню
Счет
2 шт.
Посмотреть как Сетка Список
Показывать
12 24 36
на страницу
Сортировать по Позиция наименование товара Цена Установить нисходящее направление
2 шт.
Посмотреть как Сетка Список
Показывать
12 24 36
на страницу
Сортировать по Позиция наименование товара Цена Установить нисходящее направление
KappFreeA™ Tin-Copper-Silver — это бессвинцовый и не содержащий кадмия состав, разработанный специально для замены припоев KappLead™ (оловянно-свинцовые) в стандартных сантехнических системах из нержавеющей стали, меди и латуни, не требующий дополнительной жидкости или пастообразный флюс. Когда припой нагревается, внутренний флюс высвобождается для удаления оксидного слоя, необходимого для образования прочной связи. KappFreeA™ содержит меньше серебра и дешевле, чем припои KappZapp™, но обеспечивает соединения с хорошей стойкостью к вибрации и нагрузкам с пределом прочности на разрыв до 10 000 фунтов на квадратный дюйм на меди.
KappFreeA™ содержит меньше серебра и дешевле, чем припои KappZapp™, но обеспечивает соединения с хорошей стойкостью к вибрации и нагрузкам с пределом прочности на разрыв до 10 000 фунтов на квадратный дюйм на меди.
Этот продукт соответствует стандарту NSF/ANSI 372: Компоненты системы питьевой воды – содержание свинца. Продукт также сертифицирован в соответствии с NSF/ANSI 61, приложение G и соответствует требованиям к содержанию свинца для «бессвинцовой» сантехники, как это определено законами штатов Калифорния, Вермонт, Мэриленд и Луизиана, а также Законом США о безопасной питьевой воде, действующим с 4 января. , 2014. Средневзвешенное содержание свинца < 0,25%; Содержание свинца в припое и флюсе < 0,20 %. Этот сплав соответствует европейским директивам RoHS и REACH. В производстве не используются свинец, кадмий или ртуть.
Преимущества и особенности
KappFreeA™ был разработан для достижения трех важных целей, связанных с отсутствием свинца и кадмия: соответствует стандартам ASTM и NSF для пищевых продуктов и питьевой воды
Применения
- Отличный выбор, когда неудобно или сложно управлять нанесением припоя и флюса для сантехники, а также соединений медь-медь и медь-латунь
- Простота и удобство использования как при установке, так и при ремонте медных и латунных водопроводных систем
- Если необходим дополнительный флюс, в паре с флюсом Kapp Comet™ Flux
Недвижимость
Состав | |
Sn (олово): | 95,5% |
Cu (медь): | 4,0% |
Ag (серебро): | 0,5% |
| |
Технические характеристики | |
Диапазон плавления: | 440-500°F (226-260°C) |
Прочность на растяжение (медь): | 10 000 фунтов на кв. |
Прочность на растяжение (нержавеющая сталь): | 18 000 фунтов на кв. дюйм |
Прочность на сдвиг: | 5000 фунтов на кв. дюйм |
Удлинение: | 48% |
Электропроводность (% TACS): | 24,9% |
Соответствующий поток Каппа: | Флюс Comet™ |
 дюйм
дюймВарианты продукта
KappFreeA™ доступен в стандартных формах:
- 1/32 дюйма (0,031 дюйма) (0,8 мм)
- 1/16 дюйма (0,063 дюйма) (1,6 мм)
- 1/8 дюйма (0,125 дюйма) (3,2 мм)
Сплавы и формы на заказ — наша специализация.