Пайка металлов: описание технологии
О чем речь? Пайка металлов представляет собой работу по соединению твердых заготовок специальным припоем, температура плавления которого ниже, чем у соединяемых материалов. В процессе применения технологии механические свойства изделий сохраняются.
На что обратить внимание? Пайка имеет некоторые недостатки вроде не слишком высокой по сравнению со сваркой надежности соединения деталей, поэтому применяют ее в тех случаях, когда отсутствуют определенные требования к прочности контакта или же выйти из ситуации иным образом просто не получается.
Вопросы, рассмотренные в материале:
- Немного истории о пайке
- Процесс пайки металлов
- Разница между пайкой и сваркой металлов
- Классификация способов пайки
- Методы нагрева при пайке
- Используемые припои и флюсы
- Особенности пайки некоторых металлов
- Плюсы и минусы пайки
- Сферы применения технологии
Немного истории о пайке
Пайка использовалась для соединения элементов из различных металлов еще в древности. В ходе раскопок археологи часто находят артефакты, при изготовлении которых применялась эта технология. Территория Древнего Египта, Древнего Рима, Древней Греции, погребальные комплексы вавилонских царей – далеко не полный список мест таких находок. Древнеримские мастера пользовались церарием и аргентарием – припоями, химический состав которых близок к современным.
В ходе раскопок археологи часто находят артефакты, при изготовлении которых применялась эта технология. Территория Древнего Египта, Древнего Рима, Древней Греции, погребальные комплексы вавилонских царей – далеко не полный список мест таких находок. Древнеримские мастера пользовались церарием и аргентарием – припоями, химический состав которых близок к современным.
Развитие технологии условно может быть разделено на три периода. Это связано с тем, как менялись способы нагревания металла. Первый из них относится к бронзовому веку, когда в качестве источника тепла употреблялось исключительно твердое топливо – дерево и древесный уголь. Начиная с конца XIX века, мастера начали использовать для нагрева электричество.
В XX веке в промышленности стали широко применяться новые материалы – цирконий, вольфрам, алюминий, титан, высокопрочные и жаропрочные стальные сплавы, что породило растущий спрос на принципиально новые методы. Современные технологии паяния черных и цветных металлов очень разнообразны, но объединяет их то, что пайка – единственно возможный способ создания неразъемных соединений при работе с широким перечнем новейших материалов.
Процесс пайки металлов
Для пайки металлических деталей используется присадочный материал с низкой температурой плавления. От сварных соединений паяные отличаются тем, что для их формирования не требуется расплавления металла соединяемых заготовок. При паянии происходит взаимная диффузия припоя и основного материала.
Пайку производят в несколько этапов:
- Подготовка соединяемых поверхностей – необходимо зачистить металл и снять фаску.
- Нанесение тонкого слоя флюса, подобранного в зависимости от характеристик соединяемых материалов. Для равномерного распределения поверхности следует предварительно пролудить.
- Нагревание заготовки горелкой или электрическим паяльником. Температура в зоне нагрева должна превышать температуру плавления присадочного металла.
- Нанесение на разогретую зону заготовок припоя, который, плавясь, заполняет зазор между соединяемыми поверхностями.
- Охлаждение припоя.
 Чтобы полученное соединение было прочным и качественным, металл должен остывать естественным путем.
Чтобы полученное соединение было прочным и качественным, металл должен остывать естественным путем.
 Чтобы полученное соединение было прочным и качественным, металл должен остывать естественным путем.
Чтобы полученное соединение было прочным и качественным, металл должен остывать естественным путем.Для соединения заготовок из меди и титана была разработана технология пайки металла без припоя, основанная на контактном плавлении – нагретый до необходимой температуры материал плавится в зоне контакта, заполняя пространство между заготовками и соединяя их.
Разница между пайкой и сваркой металлов
Для неподготовленного человека разницы между технологиями пайки и сварки металлов на первый взгляд нет. Визуально полученные в обоих случаях соединения практически ничем не отличаются. Кардинальные различия в области принципов, лежащих в основе каждого из методов.
В первую очередь отличается характер воздействия на поверхность заготовки. Сварное соединение формируется при кристаллизации расплавленной смеси базового металла и флюса, которая образуется под действием высокой температуры. Для достижения высокой температуры необходимо создать электрическую дугу. Зону соединения при пайке формирует только легкоплавкий припой. Материал соединяемых деталей остается в прежнем агрегатном состоянии, так как температура недостаточна для его плавления.
Зону соединения при пайке формирует только легкоплавкий припой. Материал соединяемых деталей остается в прежнем агрегатном состоянии, так как температура недостаточна для его плавления.
Для сварки необходимо дорогое оборудование. К примеру, при использовании полуавтоматического аппарата требуется подключение подающего механизма для сварочной проволоки. Широкое применение пайки металла обусловлено в частности тем, что необходимый инструмент и расходные материалы относительно недороги. Именно по этой причине метод популярен у тех, кто занимается мелким ремонтом в домашней мастерской.
Классификация способов пайки
Классификация выделяет множество видов пайки металлов в связи с большим количеством учитываемых параметров. Принадлежность способа к тому или иному виду зависит от метода получения припоя, источника нагрева, характера заполнения зазора присадочным металлом, типа кристаллизации материала шва, приема удаления оксидной пленки, характеристик давления в месте соединения и т. д.
д.
Один из важных показателей классификации методов паяния – температура плавления присадочного металла. Различают высокотемпературную пайку, когда процесс протекает при +450 °C и выше, и низкотемпературную, если для плавления припоя нужна меньшая степень нагрева.
Низкотемпературная пайка обладает рядом плюсов. Технологический процесс относительно прост и не требует высоких затрат. Данным способом можно пользоваться для работы с тонкими пленками и миниатюрными деталями. Хорошая электро- и теплопроводность используемых присадочных материалов позволяет спаивать разнородные материалы, что обуславливает широкое применение таких технологий в электронике и микроэлектронике.
Соединение металлов пайкой при температуре выше +450 °C также имеет ряд преимуществ. Подобные технологии используются для изготовления герметичных, вакуумно-прочных сплавов для конструкций и изделий, эксплуатация которых связана с большим давлением. Соединения выдерживают большие нагрузки и отличаются высокой ударопрочностью.
Рекомендуем статьи
- Сварка металла разной толщины: руководство для начинающих
- Чем резать трубу: инструменты, способы, приемы
- Точечная сварка своими руками: как самостоятельно собрать аппарат
Для работы с заготовками, зазор между которыми имеет неравномерный или некапиллярный характер, применяется композиционная пайка. Процесс протекает с использованием припоев, состоящих из легкоплавкой составляющей и наполнителя, температура плавления которого выше используемой для пайки. Такая присадка не меняет своего агрегатного состояния, заполняя существующие зазоры и помогая проникновению расплава в пустоты.
По характеру получения припоя способы пайки разделяют на два вида:
- Пайка готовым припоем. Нагретый присадочный металл плавится, заполняет зазор между заготовками и удерживается в нем капиллярными силами, которые играют в данном процессе очень важную роль, обеспечивая максимальное заполнение пустот расплавленным металлом и высокую прочность соединения.
- Реакционно-флюсовая пайка. В этом способе образование припоя обеспечивает реакция вытеснения, в которую вступают металл заготовок и специальный флюс.

Методы нагрева при пайке
В зависимости от специфики процесса и назначения изделий для пайки могут использоваться различные способы, обеспечивающие нагревание либо непосредственно места соединения (локализованный нагрев), либо всей заготовки (диффузный нагрев).
Технологии с локализованным нагревом:
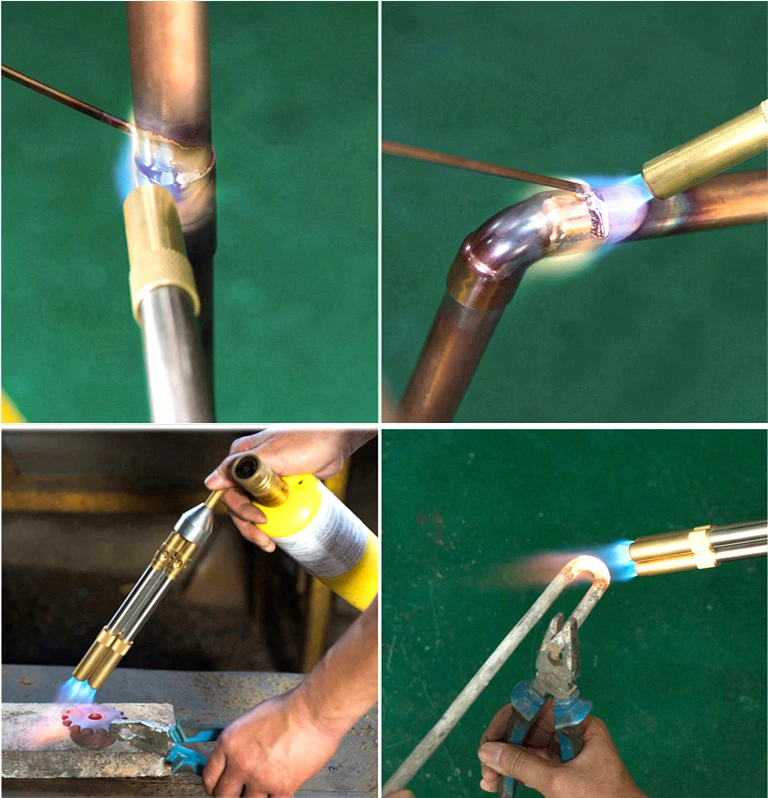
- Пайка металла газовой горелкой. Для того чтобы нагреть и расплавить припой, используются горючие газы – пропан, ацетилен или воздушно-водородная смесь. Метод требует использования защитного флюса, который после остывания материала нужно удалить, зачистив место соединения.
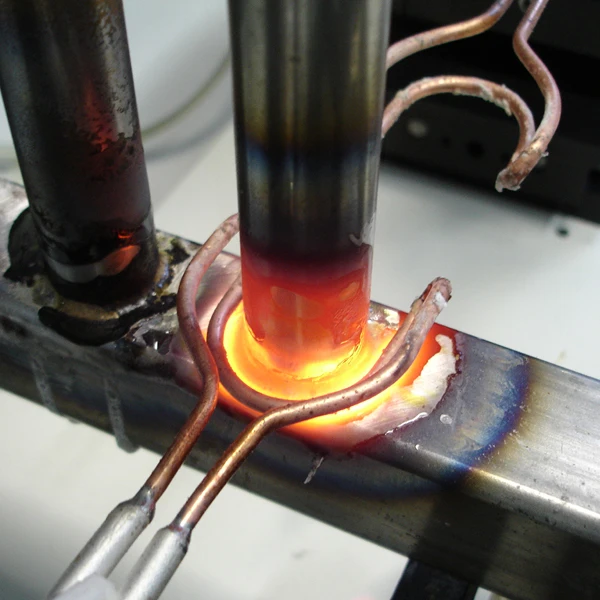
- Индукционная пайка – с помощью высокочастотного переменного тока, подаваемого в катушку, достигается температура, достаточная для нагревания заготовок и плавления присадочного металла.
- Пайка сопротивлением – сочленяемые заготовки выступают звеньями электрической цепи и нагреваются за счет сопротивления материала и токопроводящих элементов. Технология обычно используется для формирования простых соединений между металлическими заготовками.

Методы диффузного нагрева:
- Пайка в печах. Требуемая температура достигается за счет электрических нагревателей или сгорания газа. Соединяемые детали с нанесенным на стык припоем помещают в камеру специальной печи и нагревают. Преимущество метода заключается в возможности точного контроля температурного режима. Для защиты металла от взаимодействия с атмосферными газами пайку осуществляют в вакууме, что позволяет отказаться от использования флюса.
- Пайка погружением. Соединяемые детали погружаются в емкость с расплавленным припоем. Для защиты от окисления на поверхности наносят флюс.
Используемые припои и флюсы
Припои
Огромную роль в процессе пайки играют присадочные материалы, для изготовления которых используют чистые металлы или их сплавы. Припой может быть в виде порошка, пасты, стержня, таблеток, гранул или тонкой фольги и обладать разной температурой плавления и смачиваемости. Важно, чтобы соединение молекул присадки и заготовки было прочнее, чем молекулярные связи в самом присадочном металле.
Припой может быть в виде порошка, пасты, стержня, таблеток, гранул или тонкой фольги и обладать разной температурой плавления и смачиваемости. Важно, чтобы соединение молекул присадки и заготовки было прочнее, чем молекулярные связи в самом присадочном металле.
Припой должен обладать меньшей температурой плавления, чем металл соединяемых заготовок. По этому параметру присадочные материалы разделяют на два вида – легко- и тугоплавкие. К первому виду относят олово и свинец, которые применяют отдельно или в составе многокомпонентных припоев. Тугоплавкие припои изготавливают на основе серебра или меди. С использованием медно-цинковых припойных материалов производят пайку заготовок из стальных сплавов, а также медных и бронзовых деталей.
Применяя для пайки серебряные припои, можно получить высокопрочные соединения. Такие присадочные материалы используют при изготовлении узлов, подвергающихся в ходе эксплуатации ударам и вибрациям. Для пайки деталей изделий, которые подвергаются при эксплуатации воздействию высокой температуры, часто пользуются никелевыми припоями. Золото используют в качестве припоя при изготовлении ювелирных изделий или трубок, предназначенных для работы в вакууме. Припои на основе магния используют для пайки деталей из магния и его сплавов.
Золото используют в качестве припоя при изготовлении ювелирных изделий или трубок, предназначенных для работы в вакууме. Припои на основе магния используют для пайки деталей из магния и его сплавов.
Флюсы
Флюсы для пайки металлов нужны, чтобы избавляться от имеющейся оксидной пленки и препятствовать ее дальнейшему формированию. В зависимости от химического состава они могут обладать различными характеристиками.
Флюсы принято разделять на четыре вида. Они могут быть:
- активными или нейтральными;
- жидкими, твердыми, пасто- и гелеобразными;
- низко- и высокотемпературными;
- водными и безводными.
Чаще всего для пайки металлов пользуются канифолью, хлористым цинком, ортофосфорной кислотой, борной кислотой и ее натриевой солью – бурой.
Особенности пайки некоторых металлов
В зависимости от материала соединяемых заготовок для пайки применяют различные способы, припои и флюсы:
Стальные сплавы
Для пайки стальных деталей чаще всего используют припои на основе олова. Особенность работы со сталью заключается в способе нагрева присадочного металла – он должен нагреваться не от источника, а от разогретых до нужной температуры заготовок.
Особенность работы со сталью заключается в способе нагрева присадочного металла – он должен нагреваться не от источника, а от разогретых до нужной температуры заготовок.
Чугун
Паять можно все чугунные сплавы, кроме белого чугуна, который обладает крайне низкой адгезией из-за содержащегося в нем графита. В качестве флюса при пайке пользуются борной кислотой. Температура не должна быть выше порога в +750 °C, иначе происходят необратимые изменения в структуре металла.
Титан
Этот металл считается одним из самых сложных для пайки из-за различных газов, насыщающих его поверхностные слои. Детали необходимо подвергать предварительной подготовке – травлению или пескоструйной обработке. Паять рекомендуется в вакууме, что позволяет значительно повысить качество соединения. Как альтернативу можно использовать флюс на основе серебра. Температура пайки – +900 °C.
Нихром
Нихромом называют сплав на основе никеля, содержащий до 23 % хрома, а также марганец, кремний, железо и алюминий. Пайка заготовок из этого материала не связана с какими-либо сложностями – благодаря температуре плавления +1 100…+1 400 °C для работы можно пользоваться любым подходящим припоем.
Пайка заготовок из этого материала не связана с какими-либо сложностями – благодаря температуре плавления +1 100…+1 400 °C для работы можно пользоваться любым подходящим припоем.
Серебро
Для пайки серебряных заготовок не требуется особых навыков и опыта. При соединении заготовок пользуются припоем на основе серебра и флюсом – тетраборатом натрия (бурой). Если изделие из серебра обработать раствором лимонной кислоты, поверхность станет более светлой, а при обработке йодом – потемнеет.
Золото
Для пайки золота можно смело применять самые разные флюсы. Опытные мастера рекомендуют пользоваться хлоридом цинка или спиртовым раствором канифоли. Что касается присадочного материала, то здесь нужно быть более внимательным – употребление олова или свинца нежелательно, так как в первом случае соединение окажется хрупким, а во втором – слишком вязким. Оптимальный припой в данном случае – серебряный. Температура не должна быть выше +900 °C.
Если сломалось золотое украшение, лучше всего обратиться за помощью к ювелиру, так как, помимо паечных материалов, для ремонта будут нужны специальные инструменты.
Плюсы и минусы пайки
Преимущества пайки:
- соединение заготовок из материалов с разными физико-химическими свойствами;
- работа в труднодоступных местах, где осложнено или невозможно применение сварки;
- обработка всех поверхностей в месте соединения деталей;
- получение высококачественных соединений, так как нагрев заготовок настолько незначителен, что в них не формируются участки внутреннего напряжения;
- получение хорошего результата даже при отсутствии большого опыта и высокой квалификации;
- работа с деталями любых размеров и форм.
Среди главных недостатков следует упомянуть:
- меньшую, чем у сварных швов прочность соединения;
- низкую стойкость соединений к воздействию высокой температуры;
- низкую производительность, связанную с необходимостью выполнять множество последовательных операций.
Сферы применения технологии
Пайка применяется очень широко.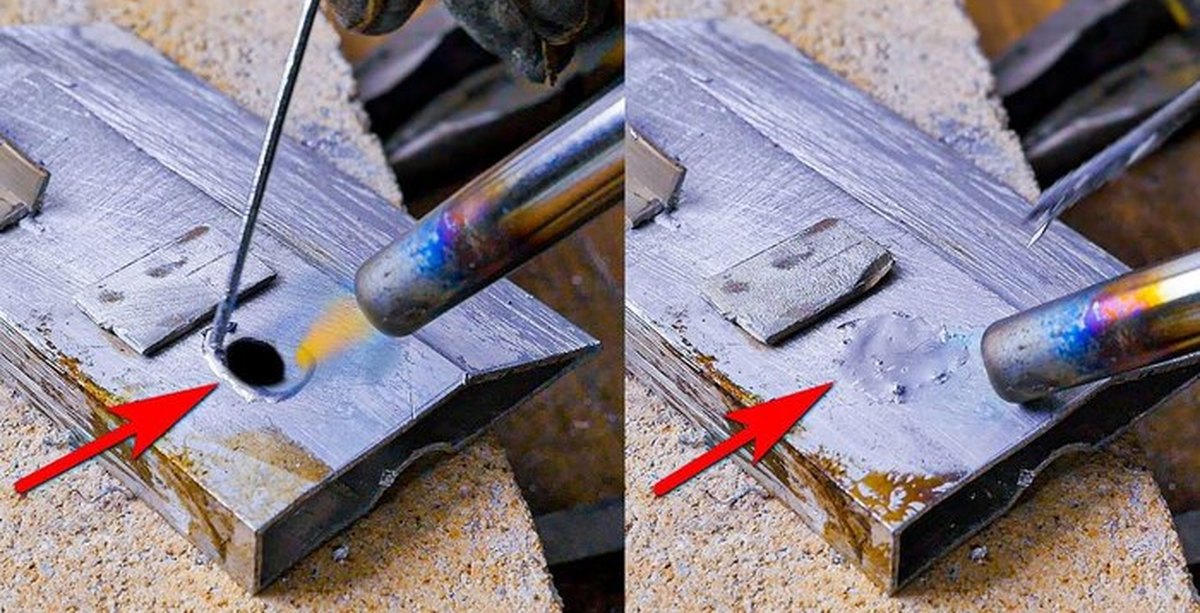 Эта технология по частоте использования уступает только сварке, а в ряде областей промышленности выходит на первый план. Сказанное относится к:
Эта технология по частоте использования уступает только сварке, а в ряде областей промышленности выходит на первый план. Сказанное относится к:
- Производству электронных плат управления, на которые посредством пайки крепятся миниатюрные детали.
- Соединению заготовок из высоколегированной стали, плохо поддающейся сварке.
- Авиационной промышленности. Обшивка самолетов включает в себя слой из сотового материала, который производят методом пайки в печах.
Также пайку применяют для соединения медных труб, из которых изготавливают теплообменники и различные трубопроводы для транспортировки жидкостей и газов, крепления режущих частей из твердых сплавов для металлорежущего инструмента. Этот процесс часто используется для работы с деталями из тонкого листового металла. Кроме того, технологию употребляют, чтобы лудить металл там, где его необходимо защитить от ржавления.
Особенно популярна пайка металлов в домашних условиях, где невозможно использовать другие технологии. С ее помощью уплотняют резьбовые соединения, устраняют поры на металлических поверхностях, ремонтируют разболтавшиеся подшипники, восстанавливают контакты в электронных бытовых приборах и т. д.
С ее помощью уплотняют резьбовые соединения, устраняют поры на металлических поверхностях, ремонтируют разболтавшиеся подшипники, восстанавливают контакты в электронных бытовых приборах и т. д.
Подводя итог, можно сказать, что пайка выручает там, где нельзя по той или иной причине использовать сварку, болтовые соединения, заклепки и клей. Она не требует от мастера высокой квалификации или глубоких специальных знаний.
Как паять железо оловом – три легкодоступных способа
Содержание:
Как паять железо оловом — три легкодоступных способаПроцесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.
Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.
Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт.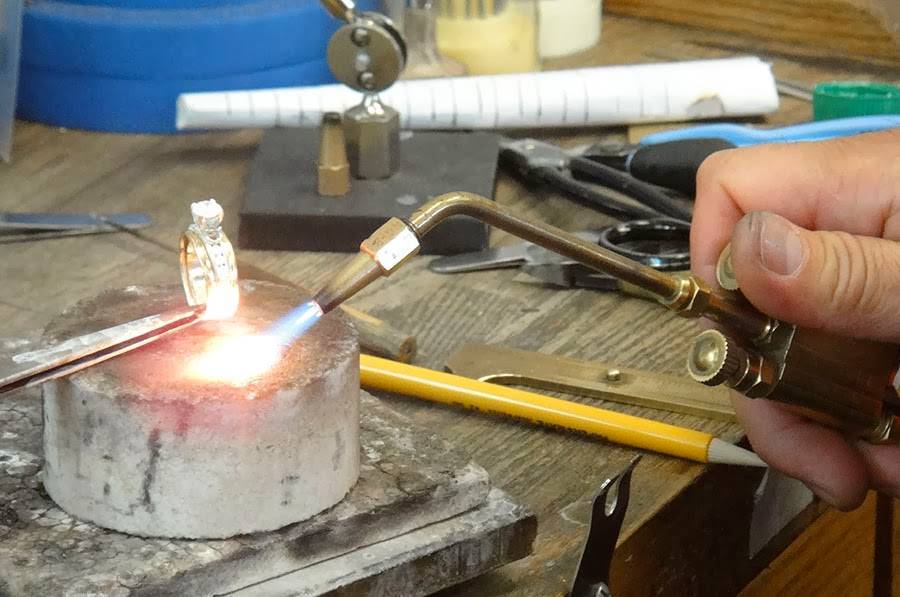 Также можно использовать паяльную лампу или газовую горелку.
Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.
Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Как спаивать металлы вместе – Учебное пособие, пятница
8,9 тыс. акции
- Твиттер
Ого, еще один выпуск пятничного обучающего курса! Скучаете по ТТФ? Я тоже, но у этой ловкой девчонки не так много инструментов в ящике с инструментами. Я добавил новый несколько недель назад, паяльник. Давайте научимся паять металлы вместе!
Когда я учился в колледже, я выбрал факультатив по витражам (одно из преимуществ посещения художественной школы). Мне очень понравился курс, но по окончании семестра я больше не брал в руки паяльник. Это было 20 лет назад. Буквально в этом месяце кто-то из наших соседей написал в сети, что продает паяльник. Я сразу ухватился за шанс. Но на этот раз я не имел в виду витражи, я думал об этих самодельных фермерских светильниках!
Как и обещал, вот инструкция по пайке.
Материалы:
- Паяльник
- Влажная губка
- Припой
- Флюс
- Щетка для флюса
- Наждачная бумага
- Малярная лента
- Влажная тряпка
- Защитные очки
Если вы использовали щипцы для завивки, вы имеете право паять. Подождите — даже если вы никогда не пользовались плойкой — вы можете это сделать. Единственная разница в том, что паяльник нагревается намного сильнее, чем обычный утюжок для волос, поэтому будьте осторожны.
Подождите — даже если вы никогда не пользовались плойкой — вы можете это сделать. Единственная разница в том, что паяльник нагревается намного сильнее, чем обычный утюжок для волос, поэтому будьте осторожны.
Включите паяльник и дайте ему нагреться.
Тем временем слегка отшлифуйте края металла в месте их соединения. Вы хотите иметь гладкую поверхность без каких-либо заусенцев или ударов. И две части должны быть в состоянии соединиться без каких-либо зазоров.
Удалите пыль от шлифовки влажной тряпкой.
Затем заклейте малярной лентой любые области, которые вы не хотите подвергать воздействию припоя (например, этот патрон лампочки).
Добавьте флюс в области, которые будут принимать припой.
Обустройте свое рабочее место так, чтобы все было в пределах легкой досягаемости. Убедитесь, что паяльник находится там, где вы случайно не заденете его. Размотайте припой, чтобы не возиться с ним во время пайки. Поскольку проволока припоя будет нагреваться, вам нужно оставить некоторое расстояние между вами и концом припоя.
Подготовьте влажную губку, чтобы стереть излишки припоя с жала паяльника.
К настоящему времени паяльник, вероятно, нагрет и готов. Обязательно наденьте защитные очки, потому что горячий припой может лопнуть. Вы можете тоже надеть перчатки, я решил не делать этого.
В этом коротком видео показаны основы пайки двух металлических деталей.
После пайки деталей дайте металлу остыть. После того, как он остынет, соскоблите все лишние шарики припоя. И вы закончили!
Легко, верно?
Это просто, но контроль потока жидкого припоя иногда может вызывать затруднения. Просто не торопитесь и наденьте шапку терпения. Существует короткая кривая обучения, но я знаю, что вы можете это сделать! Теперь вы знаете, как спаивать металлы.
P.S. Не забудьте принять участие, чтобы выиграть Dremel Multi-Max! Я выберу победителя сегодня после полуночи, в пятницу, 28 сентября 2012 г.
8,9 тыс.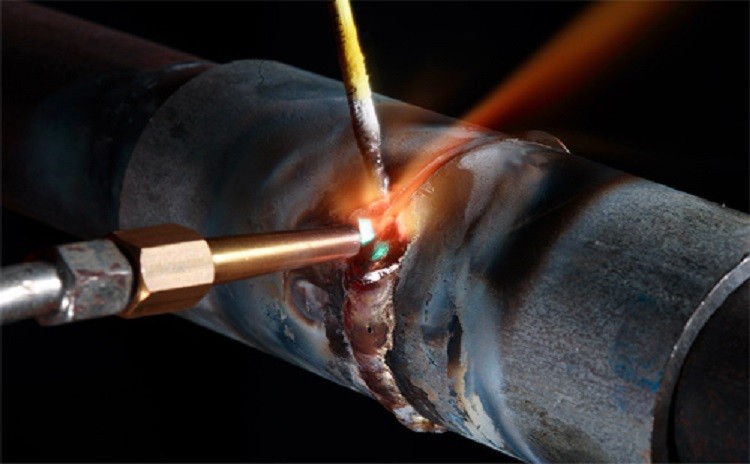 акции
акции
- Твиттер
Как паять: полное руководство по плавке металла для новичков
luchschen/123RFПаяние — важный навык для всех, кто хочет собирать печатные платы, экспериментировать с настройками Arduino или работать практически над любыми электрическими проектами. Однако, когда вы только начинаете, сама перспектива спаять что-либо может быть пугающей. К счастью, вам не нужно проходить весь курс, чтобы научиться эффективно паять — вам просто нужно правильное руководство по началу работы!
Шаг 1. Приобретите необходимые материалы для работы
Для начала вам действительно понадобятся три материала: паяльник, припой и паяльное жало. Для каждого из них доступно множество различных вариантов, и новичкам легко заблудиться. Как правило, сопоставляйте свои материалы с конкретным проектом, который вы имеете в виду. Например, пайка проводов отличается от пайки соединений на печатной плате и, следовательно, требует других ресурсов.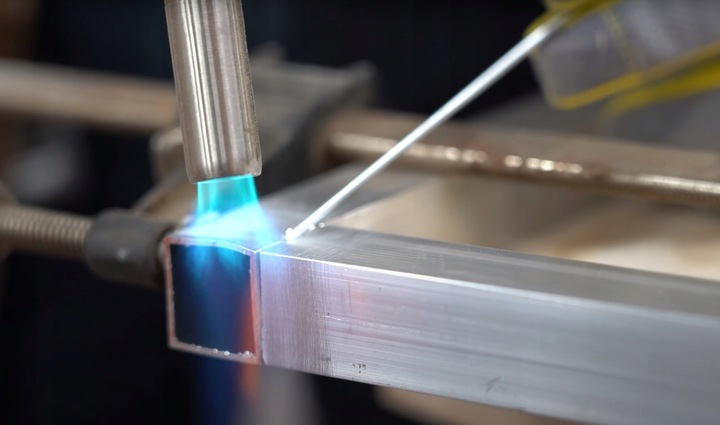
Как правило, стоит заплатить больше за качественный паяльник с функцией регулировки температуры. Для небольших проекторов подойдет 15- или 30-ваттный утюг. Для более крупных проектов — подумайте о создании индивидуальной деки или развлекательной системы — вам, вероятно, следует выбрать утюг мощностью от 40 до 50 Вт, что увеличивает мощность и скорость утюга. Портативность также обычно важна для любителей, поэтому при покупке следите за требованиями к питанию и простотой использования.
Что касается припоя, то для разных целей существуют разные типы проволоки. Они имеют разный состав и разную температуру плавления, поэтому внимательно следите за техническими характеристиками. Большинство припоев состоит из смеси олова и свинца. Провод, который на 60 процентов состоит из олова и на 40 процентов из свинца — или пополам — обычно подходит для компьютерной электроники. Бессвинцовый припой более безопасен для окружающей среды, но он также нагревается и плавится по-разному, поэтому для его использования требуется больше опыта. Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Наконец, паяльное жало : скошенное жало является обычным для базовой пайки малых электронных устройств и, вероятно, должно быть вашим первым выбором. Наконечники с долотом чаще используются для проводов и более крупных компонентов, а конические наконечники используются для очень точной работы, требующей опыта и твердой руки. Существуют и другие советы, предназначенные для еще более специализированных задач.
Шаг 2: Обеспечьте максимальную безопасность
Мы подчеркиваем, что нужно действовать медленно и принимать меры предосторожности, особенно при первых экспериментах с проектами пайки. Всегда помните, что вы имеете дело с большим количеством тепла — обычно около нескольких сотен градусов по Фаренгейту, — а также с расплавленным металлом и токсичными парами.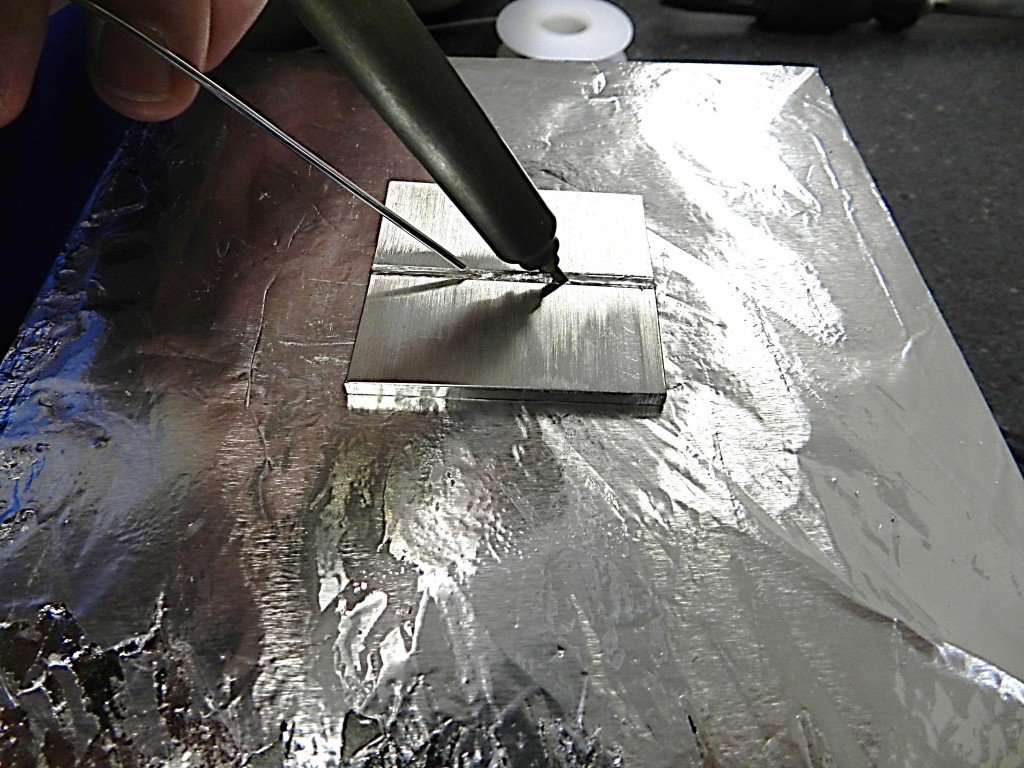 Меры безопасности абсолютно необходимы, и вы обязательно захотите надеть защитные очки и защитную одежду, которые не жалко обжечься.
Меры безопасности абсолютно необходимы, и вы обязательно захотите надеть защитные очки и защитную одежду, которые не жалко обжечься.
Во-первых, внимательно прочитайте инструкцию к паяльнику и знайте, чего следует избегать. Это включает в себя и никогда прикосновение железа к проводу под напряжением любого типа. Вы также должны всегда следить за тем, где находится ваш утюг, а не просто «класть его на пол». Всегда возвращайте его на зарядную базу, когда он не в ваших руках. В противном случае могут возникнуть случайные возгорания. Когда закончите с утюгом, всегда отключайте его от сети, даже если вы планируете вернуться позже.
Наконец, пары, образующиеся при пайке, токсичны, как и расплавленный свинец в обычной проволоке для припоя. Работайте в хорошо проветриваемом помещении, надевайте респиратор, если вам приходится находиться близко в течение длительного времени, и всегда тщательно мойте руки по окончании работы.
Шаг 3. Подготовьте компоненты
Предварительная организация сэкономит вам много времени, и это особенно важно, когда вы только начинаете знакомиться. Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Кроме того, заранее настройте все, что вам может понадобиться. Несколько плоскогубцев, полотенец, тряпок, влажных губок и подносов — а также первая помощь при ожогах — могут очень помочь на разных этапах пайки.
Шаг 4: Нагрейте паяльник
Подключите паяльник к розетке и будьте готовы уделить пристальное внимание следующим трем шагам, которые вы будете повторять каждый раз, когда начнете паять.
- Очистка: Ваше жало паяльника должно быть безупречным — буквально. Любая грязь или остатки на наконечнике вызовут неприятное окисление и помешают процессу. Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв.
- Лужение: Большинство наконечников для припоя необходимо «лужить». Когда наконечник нагреется, возьмите немного припоя и покройте его — небольшой комок, но достаточный для шеллака. Это одновременно покажет вам, как быстро плавится припой, и обеспечит блестящее покрытие, которое сделает процесс пайки более плавным и легким в управлении. Делайте это только тогда, когда вы будете готовы приступить к пайке сразу после этого, и будьте готовы к повторному лужению жала, когда это необходимо.
- Смачивание: Смачивание – это проверка того, насколько хорошо вы выполнили этапы очистки и лужения. Смачивание относится к процессу создания простого мостика из расплавленного металла между наконечником и компонентом с использованием дополнительного количества припоя. Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
 Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв.
Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв. Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).Шаг 5. Припаяйте компоненты
- При нагреве и лужении слегка наклоните паяльное жало к месту, которое вы хотите припаять — это помогает держать руку устойчивой и предотвращает ненужное пригорание, а также это просто хорошая техника для большинства жал. Не бейте кончиком по поверхности и не старайтесь, чтобы он как можно больше соприкасался. Когда все будет готово, осторожно вставьте проволоку припоя в небольшой угол, который вы создали, чтобы смочить соединение и создать серебристый мост из расплавленного припоя. Не зажимайте проволоку и не пытайтесь ее раздавить. Температуры, с которыми мы имеем дело, настолько высоки, что проволока легко расплавится, но приложите слишком много силы, и вы просто получите сгоревшие комки.
- После того, как припой полностью расплавится, легкими движениями направьте его на соответствующие контактные точки, добавляя при необходимости больше припоя. Как только у вас будет достаточно припоя, сначала поднимите проволоку, используйте наконечник, чтобы убедиться, что припой полностью расплавлен и направлен в нужное место, а затем уберите наконечник через секунду. Слово «дэб» прекрасно описывает то, что вы хотите делать (пока мы не говорим о танце). Нанесение хорошего шарика припоя занимает всего несколько секунд, поэтому стремитесь к этому времени во время практики, но помните, что точность важнее скорости.
- Припой самостоятельно остынет через несколько секунд. Не трогайте его и не дуйте на него. Хорошее соединение превратится в гладкий, блестящий металл. Плохое соединение будет выглядеть темнее, непрозрачнее и часто имеет ямки или пятна. Очевидно, что этот внешний вид зависит от того, над чем вы работаете, но вы понимаете, на что обращать внимание. Вы также можете перепаять соединение, чтобы исправить его, но только на пару попыток, прежде чем все пятно превратится в беспорядок.
- Вы устанете держать проволоку, утюг и себя в осторожном положении, особенно поначалу. Не бойтесь делать перерывы — просто не забывайте очищать наконечник от луженого припоя перед отдыхом и снова лужите при перезапуске.

Шаг 6: Практика, практика, практика
Получите дополнительный припой, запасной провод и ненужные компоненты или учебные доски для практики. Мы действительно не можем особо выделить этот шаг, потому что новички будут делать ошибки. Это нормально, но вы не хотите делать ошибки на ценных проводах, цепях или поверхностях. Так что потратьте большой кусок времени и потренируйтесь. Даже не планируйте начинать работать с реальными компонентами раньше второго дня, если это возможно. Это ваше время, чтобы почувствовать свой паяльник, припой и жало, которое вы используете. Вы можете везде получить комья припоя, или испортить и сжечь компоненты, или работать слишком медленно для хорошего сварного шва… чего и следовало ожидать поначалу. Дайте ему время, прежде чем становиться серьезным.
Шаг 7. При необходимости используйте аксессуары
Существует ряд принадлежностей для паяльных работ. Многие из этих продуктов могут облегчить пайку или помочь справиться с неопытностью, когда вы учитесь тому, что делаете. Кому-то нравятся определенные аксессуары, а кто-то считает их совершенно бесполезными. Тем не менее, важно знать, что они есть, если вы хотите попробовать их.
Популярные продукты включают олово, фитиль и флюсовые ручки. Олово — это своего рода очиститель и полироль для наконечников припоя, которые помогают вам при очистке и лужении. Фитиль — это тип специальной проволоки, которая помогает вам удалять плохие биты припоя и заменять их. Ручка для флюса позволяет добавлять больше флюса к определенным деталям для улучшения внешнего вида или соединений. Также могут пригодиться другие более общие аксессуары для схемных проектов.
Рекомендации редакции
- Лучшие роботы на CES 2021
- Когда вода поднимается, эти защищенные от наводнения дома поднимаются вместе с ними.
