Кислота Для Пайки (Как Правильно Использовать): Советы
Если использование канифоли не позволяет качественно спаять необходимые элементы между собой, потребуется прибегнуть к применению паяльной кислоты (флюса). Она способствует снятию оксидной пленки со спаиваемых деталей и отлично подготавливает их к процедуре паяния.
В качестве флюса может выступать орто фосфорная кислота H3PO4. Она применяется для лужения меди и ее сплавов – латуни и бронзы, нержавеющих, драгоценных и черных металлов, сплавов никеля, алюминия, низколегированных сталей и даже чугуна.
Реагент создает идеальные условия для взаимодействия припоя с деталями: убирает загрязнения и окислы, не допускает развития окислительного процесса и уменьшает натяжение припоя для его более свободного распространения. В результате его применения обеспечивается надежное спаивание элементов. Но не следует использовать его для компоновки плат, так как реагент является агрессивным и способствует разрушению медных дорожек.
Меры безопасности
Соединение вызывает химические ожоги, а при вдыхании его паров поражаются органы дыхания, поэтому при работе с ним необходимо соблюдать правила безопасности и использовать средства защиты: очки, резиновые перчатки, респиратор.
Процедуры следует проводить только в хорошо проветриваемых помещениях. При попадании реагента на кожу пораженный участок необходимо тщательно промыть 6 %-ным щелочным раствором или водой с мылом.
Ортофосфорная кислота: применение для пайки
Данный материал используется для очищения металлических элементов от ржавчины и для пайки вместе с другими компонентами в качестве флюса. При нагревании он образует пирофосфорную кислоту, которая обезжиривает металлические поверхности. В зависимости от типа металла рассчитывают долю кислотного соединения в составе – она может быть от 32 % до 100 %.
Если планируется паять металлические детали (радиатор, трубы, ведра, кастрюли), их поверхность тщательно зачищается наждачной бумагой или напильником. На зачищенные зоны наносится кисточкой кислотный раствор, а затем на поверхности расплавляют паяльником припой до жидкого состояния. Жидкий припой проводит облуживание зачищенных участков, а кислотный раствор при кипении выходит на поверхность.
На зачищенные зоны наносится кисточкой кислотный раствор, а затем на поверхности расплавляют паяльником припой до жидкого состояния. Жидкий припой проводит облуживание зачищенных участков, а кислотный раствор при кипении выходит на поверхность.
После застывания припоя спаянные детали герметично и надежно фиксируются. Паять следует открытым огнем от газовой горелки или мощным паяльником: источник тепла подбирается в зависимости от температуры плавления припоя и площади разогреваемой поверхности. Остатки состава необходимо смыть мыльным, щелочным раствором с водой, чтобы предотвратить дальнейшее развитие коррозии. Качественно выполненная пайка будет иметь гладкую и ровную поверхность.
Мария Бурганова , 14.02.2018 г.
5744
Товары, упоминаемые в статье
Ортофосфорная кислота 73% (техническая)
Подробнее
Ортофосфорная кислота 85%
Подробнее
Ортофосфорная кислота для пайки алюминия, нержавейки, радиаторов
Существует масса разновидностей флюса, которые помогают бороться с основными проблемами во время пайки металлов. Ортофосфорная кислота для пайки является достаточно распространенным видом флюса. Она также применяется для очищения металлических деталей от ржавчины последующей защит, так как после ее воздействия на металле появляется защитная пленка, которая помогает защитить от образования коррозии и прочих негативных явлений. Это неорганическое вещество, формула которого выглядит как Н3РО4. При стандартных условиях она имеет вид бесцветных гигроскопичных кристаллов. Если вещество нагреть выше 213 градусов Цельсия, то оно превратится в пирофосфорную кислоту, формула которой является Н4Р2О7.
Ортофосфорная кислота для пайки является достаточно распространенным видом флюса. Она также применяется для очищения металлических деталей от ржавчины последующей защит, так как после ее воздействия на металле появляется защитная пленка, которая помогает защитить от образования коррозии и прочих негативных явлений. Это неорганическое вещество, формула которого выглядит как Н3РО4. При стандартных условиях она имеет вид бесцветных гигроскопичных кристаллов. Если вещество нагреть выше 213 градусов Цельсия, то оно превратится в пирофосфорную кислоту, формула которой является Н4Р2О7.
Ортофосфорная кислота для пайки алюминия, нержавейки
Когда ортофосфорная кислота применяется для пайки, то ее чаще всего используют для соединения низколегированных и углеродистых сталей, меди, а также сплавов данных материалов. Механизм действия вещества относительно прост, так как флюс растворяет оксидную пленку, которая образуется на металле основного материала и на припое. Она разрыхляется и всплывает на поверхности флюса. После этого в зоне расчистки создается защитная пленка, которая не дает поверхности вновь окисляться. Все остатки вещества можно смыть при помощи воды. Все это подробно показывает, для чего нужна кислота при пайке.
После этого в зоне расчистки создается защитная пленка, которая не дает поверхности вновь окисляться. Все остатки вещества можно смыть при помощи воды. Все это подробно показывает, для чего нужна кислота при пайке.
Этот флюс может послужить, когда идет пайка нержавейки, а также никеля и его сплавов. Он имеет практически универсальное применение, так как может работать с черными металлами. Канифоль для пайки не обладает столь широким спектром действия, а также кислотой намного легче паять. Но в то же время кислотой не стоит паять контакты, так как она будет попросту съедать материал. Ортофосфорная кислота может растворяться этаноле и прочих растворителях. Помимо этого вещество используется еще в ряде промышленных направлений. Производство осуществляется согласно ГОСТ 10678-76.
Разновидности ортофосфорной кислоты
Ортофосфорная кислота делится по двум основным направлениям, которые касаются ее применения. Это может быть:
- Пищевая промышленность. Данная разновидность используется при производстве продуктов питания.
 К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
 К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.
К примеру, она может выступать регулятором кислотности газированных напитков. Также она может стать подкислителем для плавленых сырков и сыров. Ее применяют во время производства колбасы, во время хлебопечения, как один из компонентов разрыхлителя, при изготовлении сахара и прочих процедурах. В пищевой промышленности это обозначается как антиоксидант Е338.Ортофосфорная кислота для пищевой промышленности (Е338)
- Техническая промышленность. Это широкий спектр областей использования, так как это может быть кислота для пайки радиаторов в ремонтной сфере, сельское хозяйство, ремонтные мастерские и многое другое.
Состав и физико-химические свойства
Внешне кислота выглядит как светло-желтый раствор или бесцветная масса. Доля хлористого цинка в общей массе составляет минимум 50%. Нерастворимый осадок вещества не должен превышать 0,001% от общей массы вещества. Возможны добавления аммиака, примерно, 0,5%. Исходя из представленной формулы вещества Н3РО4, можно сделать вывод, что это трехосновная кислота, которая имеет среднюю силу. Если она будет взаимодействовать с более сильными кислотами, то будет проявлять признаки амфотерности, а также образовывать фосфорита. При контакте с водой, она проходит через электролитическую диссоциацию.
Нерастворимый осадок вещества не должен превышать 0,001% от общей массы вещества. Возможны добавления аммиака, примерно, 0,5%. Исходя из представленной формулы вещества Н3РО4, можно сделать вывод, что это трехосновная кислота, которая имеет среднюю силу. Если она будет взаимодействовать с более сильными кислотами, то будет проявлять признаки амфотерности, а также образовывать фосфорита. При контакте с водой, она проходит через электролитическую диссоциацию.
Химическая формула кислоты
Вещество нельзя назвать безопасным, так что во время пайки желательно применять средства индивидуальной защиты, чтобы исключить попадание на кожу и глаза. Кислота очень хорошо растекается по основному материалу и обеспечивает высокую эффективность спаивания. Это относительно агрессивная среда, так что при взаимодействии с тонкими контактами или другими деталями, она может оказать негативное влияние на материал. Паяльная кислота или ортофосфорная кислота лучше всего проявляет свои свойства во время спаивания металлов с высокой температурой плавления. Она одинаково хорошо взаимодействует как с черными, так и цветными металлами. Материал хорошо растворяется в воде.
Она одинаково хорошо взаимодействует как с черными, так и цветными металлами. Материал хорошо растворяется в воде.
Технические характеристики ортофосфорной кислоты
| Параметры | Значение параметров |
| Как выглядит вещество | Светло-желтая или прозрачная жидкость |
| Плотность флюса, г/см в квадрате | 1,69 |
| Растворяется ли в воде | да |
| Сила давления паров при температуре 20 градусов Цельсия, Па | 4 |
| Соотношение ортофосфорной кислоты в общей массе флюса, % | 73 |
| Доля сульфатов в общей массе, % | 0,35 |
| Доля железа в общей массе, % | 0,04 |
| Доля мышьяка в общей массе, % | 0,0005 |
| Доля тяжелых металлов сероводородной группы в общей массе, % | 0,001 |
| Доля фтористых соединений в общей массе, % | 0,0005 |
| Доля трибутилфосфата в общей массе,% | 0,0005 |
| Доля взвешенных частиц в общей массе, % | 0,05 |
Особенности выбора
Если вам предстоит пайка низкоуглеродистых сталей, то использование ортофосфорной кислоты будет одним из лучших решений. Данный флюс используется в тех случаях, когда требуется проводить работу с трудно спаиваемыми материалами. Зачастую сама кислота составляет около 75% от всей массы флюса. Наличие добавок является важным элементом, так как они помогают справиться с основными сложностями во время спаивания. Благодаря им, ортофосфорная кислота пайки нержавейки помогает провести эту процедуру с высоким уровнем качества.
Данный флюс используется в тех случаях, когда требуется проводить работу с трудно спаиваемыми материалами. Зачастую сама кислота составляет около 75% от всей массы флюса. Наличие добавок является важным элементом, так как они помогают справиться с основными сложностями во время спаивания. Благодаря им, ортофосфорная кислота пайки нержавейки помогает провести эту процедуру с высоким уровнем качества.
Как правило, производители стараются придерживаться одного и того же состава, который соответствует принятому ГОСТу, так что большого разнообразия разновидностей не наблюдается. Тем не менее, когда дело доходит до осмотра уже готового материала, то здесь можно сделать некоторые выводы по поводу качества. В первую очередь следует обращать внимание на наличие осадка, так как он является негативным явлением и чем его больше, тем хуже качество кислоты для пайки. Особенно хорошо это заметно в больших емкостях.
При выборе также стоит обращать внимание на цвет, так как чем более темный оттенок имеет вещество, тем больше в нем примесей.
Ортофосфорная кислота с разными химическими примесями
Это не всегда является негативным моментом, так как некоторые добавки. Которые улучшают свойства спаивания, могут создавать красящий эффект. Но слишком темные жидкости лучше не выбирать, так как стандартным оттенком для вещества является светло-желтый. Тара для хранения и перевозки также имеет большое значение. Чаще всего она поставляется в небольших стеклянных или пластиковых бутылках, емкостью около 10 мл, что удобно для использования. «Важно! Это один из тех случаев, когда срок хранения имеет высокое значение, так что его следует всегда проверять при покупке, тем более что в большинстве случаев кислоту нельзя хранить более 6 месяцев.»
Особенности применения и пайки ортофосфорной кислотой
Ортофосфорная кислота для пайки алюминия и прочих металлов относится к вредным для здоровья человека веществам. Она пожаро- и взрывобезопасна, но хранить ее нужно в плотно закрытой емкости.
«Важно!
Во время пайки следует обеспечить хорошее проветривание, особенно, если речь идет о домашних условиях.
 »
»Необходимо использовать средства индивидуальной защиты, а если вещество все же попало на кожу, то нужно промыть этот участок большим количеством проточной воды использованием мыла.
Сам процесс пайки практически не отличается от использования других видов флюса. Перед пайкой поверхность металла нужно зачистить, а потом обработать флюсом. Благодаря активному воздействию кислоты, даже если останется ржавчина или какой-либо налет после этого, поверхность станет полностью пригодной для нанесения припоя. Действие ортофосфорной кислоты происходит достаточно быстро, поэтому, после нанесения сразу же можно наносить расплавленный припой, а после его остывания можно смыть остатки флюса обыкновенной водой.
Производители
- МегаХим;
- НижегородХимПродукт;
- Иркутский Химический Завод;
- «Химия» Ростов-на-Дону.

Флюс для пайки нержавеющих сталей
Настоящее изобретение относится к новым флюсам для использования при пайке нержавеющих сталей и к пайке нержавеющих сталей указанными флюсами.
Для пайки нержавеющих сталей предлагались различные флюсы, такие как хлорид цинка или хлорид цинка и соляная кислота, но они вызывают коррозию и оказались совершенно неудовлетворительными. Пожалуй, наиболее удовлетворительным из флюсов, используемых при пайке нержавеющих сталей, является ортофосфорная кислота. Однако и ортофосфорная кислота имеет определенные возражения. Хотя он, как правило, не вызывает коррозии нержавеющих сталей во время фактических операций флюсования, он не может обеспечить полностью удовлетворительные паяные соединения из-за того, что он имеет недостаточное смачивающее, растекающее и капиллярное действие даже при использовании в высоких концентрациях.
В соответствии с настоящим изобретением было обнаружено, что значительно улучшенные флюсы для использования при пайке нержавеющих сталей могут быть изготовлены путем включения в фосфорсодержащую кислоту небольших количеств меди или одной или нескольких из определенных солей меди и , в особенно предпочтительных вариантах осуществления изобретения некоторые дополнительные ингредиенты.
Основным ингредиентом улучшенных флюсов по настоящему изобретению, как указано выше, является фосфорсодержащая кислота. Наиболее выгодно использовать ортофосфорную кислоту, как с точки зрения ее действия, так и с точки зрения ее коммерческой доступности и низкой стоимости, но можно использовать и фосфорную кислоту (обычно доступную в водном растворе с концентрацией 70-72%). Ортофосфорная кислота может быть в форме водной ортофосфорной кислоты, содержащей не более 40% ортофосфорной кислоты, или она может содержать примерно так называемую коммерческую 115%-ную фосфорную кислоту, но предпочтительно использовать примерно от 75% до 105%.
Металлический Хотя в самых широких аспектах изобретения может использоваться металлическая медь или любая соль меди . , желательно избегать использования хлорида меди или других галогенидов меди, сульфата меди или нитрата меди, поскольку они оставляют коррозионно-активные остатки. Среди других солей меди, которые можно использовать, можно назвать ацетат меди, основной хромат меди, дихромат меди, салицилат меди, фосфит меди и фосфат меди. В то время как фосфат меди (Cu 3 (PO 4 ) 2 .3H 2 O) могут быть добавлены к ортофосфорной кислоте, особенно выгодно включать ион меди путем добавления карбоната меди или меди, особенно основного карбоната меди (CuCO 3 .Cu(OH) 2 ), в ортофосфорную кислоту. Это приводит к образованию на месте фосфата меди с выделением углекислого газа. Также можно использовать комплексы солей меди, такие как комплексы, образованные из солей меди и аммиака или аминов.
 Термин «металлическая медь», используемый в формуле изобретения, предназначен для обозначения металлической меди или медных сплавов, таких как, например, медные бронзы, латуни и т.п. Соли меди могут содержать от примерно 1% до примерно 40% по массе фосфорсодержащей кислоты. Более желательно использовать от примерно 5% до примерно 20% соли меди, при этом примерно 10% в большинстве случаев является хорошим средним значением. Когда используется металлическая медь, ее желательно использовать в количествах в пределах от примерно 1% до 10%, еще лучше, примерно от 2% до 5% по массе фосфорсодержащей кислоты.
Термин «металлическая медь», используемый в формуле изобретения, предназначен для обозначения металлической меди или медных сплавов, таких как, например, медные бронзы, латуни и т.п. Соли меди могут содержать от примерно 1% до примерно 40% по массе фосфорсодержащей кислоты. Более желательно использовать от примерно 5% до примерно 20% соли меди, при этом примерно 10% в большинстве случаев является хорошим средним значением. Когда используется металлическая медь, ее желательно использовать в количествах в пределах от примерно 1% до 10%, еще лучше, примерно от 2% до 5% по массе фосфорсодержащей кислоты. Различные дополнительные вещества могут быть добавлены для получения определенных эффектов. Так, например, могут быть добавлены аммиак, органические амины, такие как циклогексиламин или триэтаноламин, или фосфаты аммония, которые защищают от неблагоприятных эффектов, которые могут возникнуть при перегреве спаиваемых соединений во время операции пайки. Их пропорции варьируются, но обычно желательно, чтобы при использовании они составляли от около 20% до около 60% по массе фосфорсодержащей кислоты. Также могут быть включены поверхностно-активные вещества неионогенного типа, представленные обычно твердыми, пастообразными или жидкими «плюрониками» (Wyandotte Chemicals Corp.). «Плюроники», как хорошо известно, представляют собой конденсаты или аддукты этиленоксида с гидрофобными основаниями в виде полиоксипропиленгликолей, обычно имеющих молекулярную массу 1200 или выше, и раскрыты, например, в патенте США No. №№ 2 674 619и 2 677 700 человек. Можно использовать и другие неионогенные поверхностно-активные вещества, такие как аддукты этиленоксида гидрофобных материалов, такие как аддукты этиленоксида C
Также могут быть включены поверхностно-активные вещества неионогенного типа, представленные обычно твердыми, пастообразными или жидкими «плюрониками» (Wyandotte Chemicals Corp.). «Плюроники», как хорошо известно, представляют собой конденсаты или аддукты этиленоксида с гидрофобными основаниями в виде полиоксипропиленгликолей, обычно имеющих молекулярную массу 1200 или выше, и раскрыты, например, в патенте США No. №№ 2 674 619и 2 677 700 человек. Можно использовать и другие неионогенные поверхностно-активные вещества, такие как аддукты этиленоксида гидрофобных материалов, такие как аддукты этиленоксида C  Неионогенные поверхностно-активные вещества в некоторых случаях улучшают однородность флюсов, а также улучшают смачивающие и растекающие свойства флюсов во время операции пайки. Неионогенные поверхностно-активные вещества, если они используются, желательно использовать в количествах примерно от 2 до 25%, особенно от 3 до 10% по массе фосфорсодержащей кислоты.
Неионогенные поверхностно-активные вещества в некоторых случаях улучшают однородность флюсов, а также улучшают смачивающие и растекающие свойства флюсов во время операции пайки. Неионогенные поверхностно-активные вещества, если они используются, желательно использовать в количествах примерно от 2 до 25%, особенно от 3 до 10% по массе фосфорсодержащей кислоты.
Флюсы по настоящему изобретению можно использовать в жидкой или твердой, обычно пастообразной форме. В частности, там, где они используются в связи с пайкой соединений труб, для простоты применения особенно желательно, чтобы указанные флюсы применялись в виде густых или сильновязких жидкостей или, что еще лучше, в твердой или пастообразной форме.
Следующие примеры иллюстрируют получение улучшенных флюсов, изготовленных в соответствии с изобретением. Понятно, что в свете руководящих принципов и учений, раскрытых выше, могут быть созданы многочисленные другие потоки.
ПРИМЕР 1 ______________________________________ G.
Основной карбонат меди добавляют к ортофосфорной кислоте при перемешивании. Выделяется углекислый газ. Полученный флюс представляет собой густой сиропообразный продукт с фосфатом меди, растворенным в ортофосфорной кислоте.
ПРИМЕР 2 _____________________________________ G. Ортофосфорная кислота (75%) 100 Основной карбонат меди 10 ПРИМЕР 3 tep G. Ортофосфорная кислота (105%) 100 Медь хлорид 20 ПРИМЕР 4 3 G. Ортофосфорная кислота (75%) 100 Моноаммонийфосфат 40 Основной карбонат меди 8 «Плюроник» 84 15 ___________________________________________
Основной карбонат меди сначала смешивают с ортофосфорной кислотой, как описано в примере 1, затем в условиях перемешивания добавляют остальные ингредиенты для образования гомогенной смеси.
ПРИМЕР 5 4 G. Ортофосфорная кислота (105%) 100 Аммиак (37°) (постепенно добавлять к фосфорной кислоте) 40 Основной карбонат меди 10 «Плюроник» 84 20 ПРИМЕР 6 5 G. Ортофосфорная кислота (75 %) 100 Металлическая медь (200 меш) 4 «Плюроник» 84 15 ПРИМЕР 7 6 G. Фосфористая кислота (70-72%) 100 Основной карбонат меди 10 “Плюроник” 84 12 ___________________________________________
Ортофосфорная кислота (75 %) 100 Металлическая медь (200 меш) 4 «Плюроник» 84 15 ПРИМЕР 7 6 G. Фосфористая кислота (70-72%) 100 Основной карбонат меди 10 “Плюроник” 84 12 ___________________________________________
Нержавеющие стали, которые можно паять с помощью улучшенных флюсов по настоящему изобретению, могут быть выбраны из множества которые хорошо известны специалистам. Примерами таких нержавеющих сталей являются те, которые содержат хром, например, порядка 18% хрома; содержащие хром и титан, например содержащие порядка 12% хрома и 2% титана; те, которые содержат различные пропорции хрома и никеля; и те, которые содержат различные пропорции хрома, титана, никеля и ванадия. Примерами таких нержавеющих сталей являются те, которые продаются на рынке под торговыми обозначениями серии 300 и серии 400, а также “TI-CHROME” (Crucible Steel Corporation).
При пайке нержавеющих сталей для образования соединений с различными металлами, последними могут быть медь, сплавы на основе меди и медьсодержащие сплавы, не нержавеющие стали и нержавеющие стали и т. п., могут использоваться различные припои, такие как , например, 50% олова – 50% свинца; 60% олова — 40% свинца; 95% олова — 5% сурьмы; 40% олова — 60% свинца; 30% олова — 70% свинца; и варианты таких припоев и других известных мягких припоев. Особенно желательно использовать припои, содержащие приблизительно 50% олова и 50% свинца, поскольку они обладают хорошей текучестью при относительно низких температурах.
п., могут использоваться различные припои, такие как , например, 50% олова – 50% свинца; 60% олова — 40% свинца; 95% олова — 5% сурьмы; 40% олова — 60% свинца; 30% олова — 70% свинца; и варианты таких припоев и других известных мягких припоев. Особенно желательно использовать припои, содержащие приблизительно 50% олова и 50% свинца, поскольку они обладают хорошей текучестью при относительно низких температурах.
Обычные методы пайки и обычные температуры пайки используются с улучшенными флюсами по настоящему изобретению таким же общим образом, как ортофосфорная кислота до сих пор использовалась в качестве флюса, так что нет необходимости в подробном объяснении.
ФЛЮС ДЛЯ ПРИПОЯ ИЛИ СОЛИ, [КОРРОЗИОННАЯ ЖИДКОСТЬ] | CAMEO Chemicals
Добавить в MyChemicals Страница для печати
Химический паспорт
Химические идентификаторы | Опасности | Рекомендации по ответу | Физические свойства | Нормативная информация | Альтернативные химические названия
Химические идентификаторы
Что это за информация?
Поля химического идентификатора
включают общие идентификационные номера,
алмаз NFPA
Знаки опасности Министерства транспорта США и общий
описание хим. Информация в CAMEO Chemicals поступает
из множества
источники данных.
Информация в CAMEO Chemicals поступает
из множества
источники данных.
| Номер CAS | Номер ООН/НА | Знак опасности DOT | Береговая охрана США КРИС Код |
|---|---|---|---|
| никто |
|
| никто |
| Карманный справочник NIOSH | Международная карта химической безопасности | ||
| никто | никто | ||
NFPA 704
данные недоступны
Общее описание
Смесь фосфорной кислоты и азотной кислоты представляет собой жидкость соломенного цвета. Он растворим в воде. В случае утечки из упаковки эта жидкость вызывает сильную коррозию стали и выделяет легковоспламеняющийся газообразный водород.
Он растворим в воде. В случае утечки из упаковки эта жидкость вызывает сильную коррозию стали и выделяет легковоспламеняющийся газообразный водород.
Этот материал может вызвать разрушение или необратимые изменения тканей кожи человека в месте контакта.
Опасности
Что это за информация?
Опасные поля включать специальные предупреждения об опасности воздух и вода реакции, пожароопасность, опасность для здоровья, профиль реактивности и подробности о задания реактивных групп и потенциально несовместимые абсорбенты. Информация в CAMEO Chemicals поступает из различных источников. источники данных.
Предупреждения о реактивности
- Сильный окислитель
Реакции с воздухом и водой
Нет быстрой реакции с воздухом. Нет быстрой реакции с водой.
Пожароопасность
Выдержка из Руководства ERG 154 [Вещества – токсичные и/или коррозионные (негорючие)]:
Негорючее, само вещество не горит, но может разлагаться при нагревании с образованием коррозионных и/или токсичных паров. Некоторые из них являются окислителями и могут воспламенять горючие материалы (дерево, бумагу, масло, одежду и т. д.). При контакте с металлами может выделяться легковоспламеняющийся газообразный водород. Контейнеры могут взорваться при нагревании. Для электромобилей или оборудования также следует обращаться к ERG Guide 147 (литий-ионные батареи) или ERG Guide 138 (натриевые батареи). (ЭРГ, 2020)
Некоторые из них являются окислителями и могут воспламенять горючие материалы (дерево, бумагу, масло, одежду и т. д.). При контакте с металлами может выделяться легковоспламеняющийся газообразный водород. Контейнеры могут взорваться при нагревании. Для электромобилей или оборудования также следует обращаться к ERG Guide 147 (литий-ионные батареи) или ERG Guide 138 (натриевые батареи). (ЭРГ, 2020)
Опасность для здоровья
Выдержка из Руководства ERG 154 [Вещества – токсичные и/или коррозионно-активные (негорючие)]:
ТОКСИЧНЫЕ; вдыхание, проглатывание или контакт с кожей материала может привести к серьезной травме или смерти. Контакт с расплавленным веществом может вызвать сильные ожоги кожи и глаз. Избегайте любого контакта с кожей. Эффекты контакта или вдыхания могут быть отсрочены. При пожаре могут выделяться раздражающие, коррозионные и/или токсичные газы. Сток от пожаротушения или вода для разбавления могут быть коррозионно-активными и/или токсичными и вызывать загрязнение окружающей среды. (ЭРГ, 2020)
(ЭРГ, 2020)
Профиль реакционной способности
ПАЯЛЬНЫЙ ФЛЮС ИЛИ СОЛИ содержит смесь фосфорной и азотной кислот или солей этих кислот. Азотная кислота воспламеняется при контакте со спиртами, аминами, аммиаком, алкилами бериллия, боранами, дицианами, гидразинами, углеводородами, водородом, нитроалканами, порошкообразными металлами, силанами или тиолами [Bretherick 1979. p.174].
Принадлежит к следующей реакционной группе(ам):
- Кислоты сильные окислители
- Соли кислотные
Потенциально несовместимые абсорбенты
Соблюдайте осторожность: жидкости с этой классификацией реактивной группы были Известно, что он реагирует с абсорбенты перечислено ниже. Больше информации о абсорбентах, в том числе о ситуациях, на которые следует обратить внимание…
- Абсорбенты на основе целлюлозы
- Вспененные полимерные абсорбенты
Рекомендации по ответу
Что это за информация?
Поля рекомендации ответа
включают в себя расстояния изоляции и эвакуации, а также рекомендации по
пожаротушение, пожарное реагирование, защитная одежда и первая помощь. информация в CAMEO Chemicals поступает из различных
источники данных.
информация в CAMEO Chemicals поступает из различных
источники данных.
Изоляция и эвакуация
Выдержка из Руководства ERG 154 [Вещества — токсичные и/или коррозионные (негорючие)]:
НЕМЕДЛЕННЫЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ: Изолируйте место разлива или утечки во всех направлениях на расстоянии не менее 50 метров (150 футов) для жидкостей и не менее 25 метров. (75 футов) для твердых веществ.
РАЗЛИВ: При необходимости увеличьте дистанцию немедленных мер предосторожности в подветренном направлении.
ПОЖАР: Если цистерна, железнодорожная цистерна или автоцистерна вовлечены в пожар, ИЗОЛИРОВАТЬ на расстоянии 800 метров (1/2 мили) во всех направлениях; также рассмотрите первоначальную эвакуацию на 800 метров (1/2 мили) во всех направлениях. (ЭРГ, 2020)
Пожаротушение
Выдержка из Руководства ERG 154 [Вещества – Токсичные и/или Коррозионные (Негорючие)]:
НЕБОЛЬШОЙ ПОЖАР: Сухой химикат, CO2 или распыленная вода.
БОЛЬШОЙ ПОЖАР: Сухой химикат, CO2, спиртоустойчивая пена или распыленная вода. Если это можно сделать безопасно, уберите неповрежденные контейнеры из зоны вокруг огня. Сток дамбы от пожарной охраны для последующей утилизации.
ПОЖАР, ВКЛЮЧАЮЩИЙ РЕЗЕРВУАРЫ ИЛИ АВТОМОБИЛЬНЫЕ/ТРЕЙЛЕРНЫЕ НАГРУЗКИ: Тушить огонь с максимального расстояния или использовать беспилотные устройства основного потока или контрольные насадки. Не допускайте попадания воды внутрь контейнеров. Охладите контейнеры заливающим количеством воды до тех пор, пока огонь не погаснет. Немедленно отозвать в случае усиления звука от вентиляционных предохранительных устройств или обесцвечивания бака. ВСЕГДА держитесь подальше от танков, охваченных огнем. (ЭРГ, 2020)
Непожарное реагирование
Выдержка из Руководства ERG 154 [Вещества – токсичные и/или коррозионные (негорючие)]:
УСТРАНИТЕ все источники воспламенения (не курить, факелы, искры или пламя) в непосредственной близости.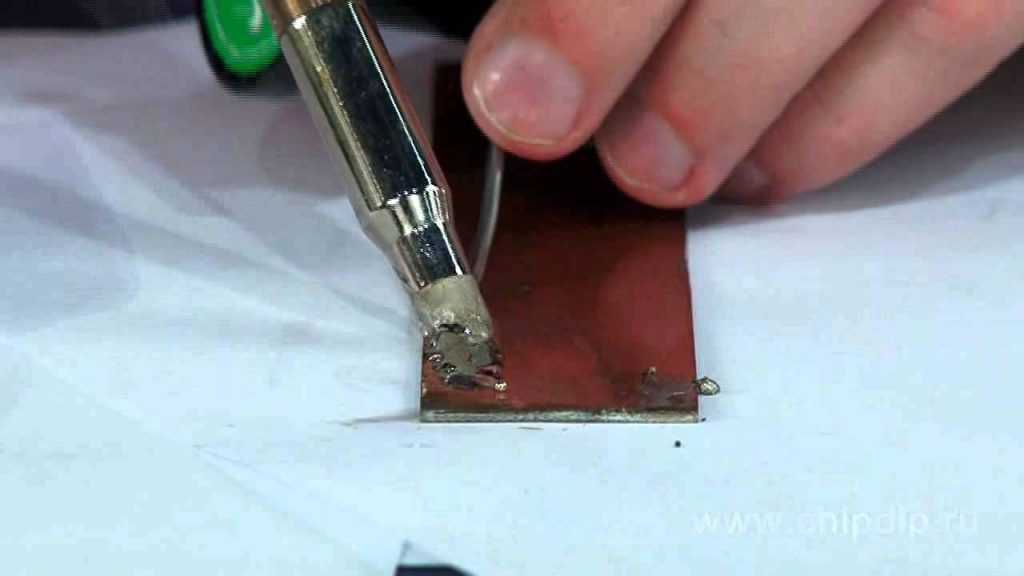 Не прикасайтесь к поврежденным контейнерам или пролитому материалу, если вы не надели соответствующую защитную одежду. Остановите утечку, если вы можете сделать это без риска. Не допускать попадания в водные пути, канализацию, подвалы или замкнутые пространства. Впитать или засыпать сухой землей, песком или другим негорючим материалом и переложить в контейнеры. НЕ ПОЛУЧАЙТЕ ВОДУ ВНУТРИ КОНТЕЙНЕРОВ. (ЭРГ, 2020)
Не прикасайтесь к поврежденным контейнерам или пролитому материалу, если вы не надели соответствующую защитную одежду. Остановите утечку, если вы можете сделать это без риска. Не допускать попадания в водные пути, канализацию, подвалы или замкнутые пространства. Впитать или засыпать сухой землей, песком или другим негорючим материалом и переложить в контейнеры. НЕ ПОЛУЧАЙТЕ ВОДУ ВНУТРИ КОНТЕЙНЕРОВ. (ЭРГ, 2020)
Защитная одежда
Выдержка из Руководства ERG 154 [Вещества – токсичные и/или коррозионные (негорючие)]:
Наденьте автономный дыхательный аппарат с избыточным давлением (SCBA). Носите одежду химической защиты, специально рекомендованную производителем, когда НЕТ РИСКА ПОЖАРА. Структурная защитная одежда пожарных обеспечивает тепловую защиту, но лишь ограниченную химическую защиту. (ЭРГ, 2020)
Ткани для костюмов DuPont Tychem®
Нет доступной информации.
Первая помощь
Выдержка из Руководства ERG 154 [Вещества – токсичные и/или коррозионные (негорючие)]:
Позвоните в службу 911 или в службу неотложной медицинской помощи. Убедитесь, что медицинский персонал знает о материале(ах) и принимает меры предосторожности для своей защиты. Переместите пострадавшего на свежий воздух, если это можно сделать безопасно. Сделайте искусственное дыхание, если пострадавший не дышит. Не проводите реанимацию рот в рот, если пострадавший проглотил или вдохнул вещество; вымойте лицо и рот перед проведением искусственного дыхания. Используйте карманную маску с односторонним клапаном или другое надлежащее респираторное медицинское устройство. Дайте кислород, если дыхание затруднено. Снять и изолировать загрязненную одежду и обувь. В случае контакта с веществом немедленно промойте кожу или глаза проточной водой в течение не менее 20 минут. При незначительном контакте с кожей избегайте нанесения материала на здоровую кожу. Держите пострадавшего в покое и тепле. Последствия воздействия (вдыхание, проглатывание или контакт с кожей) вещества могут проявляться с задержкой. (ЭРГ, 2020)
Убедитесь, что медицинский персонал знает о материале(ах) и принимает меры предосторожности для своей защиты. Переместите пострадавшего на свежий воздух, если это можно сделать безопасно. Сделайте искусственное дыхание, если пострадавший не дышит. Не проводите реанимацию рот в рот, если пострадавший проглотил или вдохнул вещество; вымойте лицо и рот перед проведением искусственного дыхания. Используйте карманную маску с односторонним клапаном или другое надлежащее респираторное медицинское устройство. Дайте кислород, если дыхание затруднено. Снять и изолировать загрязненную одежду и обувь. В случае контакта с веществом немедленно промойте кожу или глаза проточной водой в течение не менее 20 минут. При незначительном контакте с кожей избегайте нанесения материала на здоровую кожу. Держите пострадавшего в покое и тепле. Последствия воздействия (вдыхание, проглатывание или контакт с кожей) вещества могут проявляться с задержкой. (ЭРГ, 2020)
Физические свойства
Что это за информация?
Поля физических свойств
включают в себя такие свойства, как давление пара и
температура кипения, а также пределы взрываемости и
пороги токсического воздействия
Информация в CAMEO Chemicals поступает из различных источников. источники данных.
источники данных.
Химическая формула: данные отсутствуют
Температура вспышки: данные отсутствуют
Нижний предел взрываемости (НПВ): данные отсутствуют
Верхний предел взрываемости (ВПВ): данные недоступны
Температура самовоспламенения: данные отсутствуют
Температура плавления: данные отсутствуют
Давление паров: данные отсутствуют
Плотность паров (относительно воздуха): данные отсутствуют
Удельный вес: данные отсутствуют
Молекулярная температура кипения: данные отсутствуют 90 Вес: данные отсутствуют
Растворимость в воде: данные отсутствуют
Энергия/потенциал ионизации: данные отсутствуют
IDLH: данные отсутствуют
AEGL (нормативные уровни острого воздействия)
Информация об AEGL отсутствует.ERPG (руководство по планированию реагирования на чрезвычайные ситуации)
Информация о ERPG отсутствует.PAC (критерии защитных действий)
Информация о PAC отсутствует.
Нормативная информация
Что это за информация?
Поля нормативной информации включить информацию из Сводный список III Агентства по охране окружающей среды США списки, Химический завод Агентства кибербезопасности и безопасности инфраструктуры США антитеррористические стандарты, и Управление по охране труда и здоровья США Перечень стандартов по управлению безопасностью технологического процесса при работе с особо опасными химическими веществами (подробнее об этих источники данных).
Сводный перечень списков EPA
Отсутствует нормативная информация.
Антитеррористические стандарты CISA Chemical Facility (CFATS)
Отсутствует нормативная информация.
Список стандартов OSHA по управлению безопасностью процессов (PSM)
Отсутствует нормативная информация.