Как паять сталь оловом
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали 45 хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник: stroy-block.com.ua
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка.
 Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени. - Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
 Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей.
Источник: mozgochiny.ru
Как припаять нержавейку к нержавейке? Как паять паяльником с канифолью и оловом
Как припаять нержавейку к нержавейке с помощью олова и канифоли? Это весьма трудоемкий процесс, для выполнения которого нужно знать все тонкости и хитрости проведения паяльных работ. Если следовать инструкции, рассмотренной в данной статье, получится сделать надежное соединение изделий из нержавеющей стали.
Особенности процесса
Для работ с пищевыми емкостями можно использовать лишь бессвинцовые припои (например, олово и сплавы на его основе). Пайка изделий из нержавеющей стали — сложный процесс, для выполнения которого нужно обладать некоторыми знаниями и навыками. Лучшим припоем для работы с упомянутым металлом является олово. Благодаря этому материалу получится сделать качественное соединение. Однако для пайки чаще используют олово в случае, когда нужно прикрепить небольшие детали или заделать мелкие трещины. Припой продается в катушках или в виде брусков толщиной 2–4 мм.
Припой продается в катушках или в виде брусков толщиной 2–4 мм.
В промышленности пайка с использованием олова применяется редко. А в домашних условиях для ремонта предметов быта (например, чайника из нержавейки) используют паяльник или газовую горелку, а также упомянутый припой. В этом случае главное — подготовить необходимые расходные материалы (расходники). Но не следует забывать: в ходе паяльных работ будут применяться раскаленные предметы и токсичные вещества, поэтому нужно соблюдать правила безопасности.
Зачем нужен флюс?
Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.

Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.
Необходимые приспособления
Прежде чем приступать к ремонту изделия, нужно подготовить такие инструменты и материалы:
- Простой паяльник (минимальная мощность — 100 Вт) или пропановую горелку.
- Органический растворитель (например, уайт-спирит или ацетон).
- Оловянный припой.
- Канифоль или ортофосфорную кислоту.
- Стальной трос.
- Щетку для чистки металла, напильник или наждачную бумагу.
- Чистую тряпку для протирки.

Однако перед тем как припаять нержавейку к нержавейке и, соответственно, отремонтировать деталь, следует приобрести средства защиты: полиуретановые перчатки, очки и респиратор. Кроме того, для соединения крупных изделий может потребоваться более мощный паяльник, наконечник которого должен быть несгораемым: это не только увеличит срок службы, но и повысит технические параметры инструмента. Насчет припоя следует также сказать, что для пайки пищевой посуды или других емкостей подойдут бруски олова, поскольку в них содержится меньше вредных примесей.
Как паять паяльником с канифолью и оловом: технология
Когда материалы и инструменты подготовлены, можно приступать к этой операции. Чтобы выполнить пайку нержавейки в домашних условиях, нужно следовать такой пошаговой инструкции:
- Зачистить наждачкой или щеткой металлическую поверхность от окисной пленки и других загрязняй.
- Обезжирить ремонтируемую деталь растворителем.
- Нанести на обрабатываемую поверхность флюс — канифоль или паяльную кислоту. Этот этап не нужно выполнять, если используется комбинированный оловянный припой, в составе которого уже содержится упомянутое вещество. Наносить флюс надо сразу перед пайкой, поскольку на поверхности нержавейки примерно через 10 секунд образуется пленка.
- Разогреть зону пайки, на которую нанесен флюс, облуженным жалом паяльника.
- Внести припой при необходимости, однако с первого раза, скорее всего, покрыть оловом всю поверхность не выйдет.
- Нанести повторно флюс и снова прогреть его паяльником. Повторять этот процесс до тех пор, пока поверхность металла не покроется равномерным слоем олова. Главное, чтобы припой плавился не от жала паяльника, а от тепла, запасенного деталью. Кроме того, чтобы сделать пайку нержавейки оловом более качественной, нужно добавлять в места соединения канифоль, за счет которой удалятся окислы с припоя.
- Отмыть изделие от остатков флюса. Для выполнения этого этапа надо приготовить раствор, состоящий из воды и моющего средства, и купить металлические скребки. Остатки канифоли, по словам мастеров, хорошо очищаются холодной водой, поскольку в ней вещество становится хрупким.

Пайка считается качественной, если в результате получилась равномерная поверхность. Но в любом случае в конце покрытие необходимо зашлифовать наждачной бумагой или напильником.
Как соединить нержавеющие детали: оптимальная техника
Сначала необходимо оборудовать рабочее место. Стол должен быть стальным или иметь негорючую поверхность. Главное, чтобы он был ровным. Кроме того, нужно сделать качественную вытяжную вентиляцию. В свою очередь, чтобы спаять в домашних условиях несколько изделий в одно, надо покрыть их части оловом и зафиксировать между собой. Следующий шаг — одновременно нагреть детали, чтобы раскаленный припой соединился. Вероятно, олово придется добавлять в зону пайки, внося его на жале паяльника.
После этого нужно прогреть всю поверхность и, если припой лег качественно, необходимо положить детали на ровную поверхность. Изделие из нержавеющей стали, собранное из двух или более частей, нельзя шевелить до тех пор, пока соединения полностью не застынут. Лучше спаиваемые детали закрепить крепежными приспособлениями (например, струбцинами или тисками).
Пайка газовой горелкой: ремонт чайника
Сначала необходимо тщательно зачистить наждачной бумагой зону пайки и убрать накипь возле поврежденного участка. Чтобы запаять чайник из нержавейки газовой горелкой, нужно следовать такой инструкции:
- Прогреть соединение пламенем, плавно перемещая устройство. Нагревание будет достаточным, когда припой начнет плавиться от прикасания к металлу.
- Нанести флюс (канифоль или ортофосфорную кислоту) на зону пайки.
- Наложить олово на поврежденное место, при этом нужно продолжать нагревать участок горелкой, чтобы вещество, расплавляясь, заполнило собой весь дефективный участок.
- Зашлифовать шов щеткой по металлу.
- Протереть запаянный участок спиртом для очистки его поверхности от окалин и окислов.
В ходе паяльных работ нужно следить за уровнем кислорода. Для определения этого параметра необходимо посмотреть на пламя, нормальный оттенок которого — синий. В перенасыщенном составе цвет будет бледным, что и указывает на переизбыток кислорода. Если проигнорировать это требование, велика вероятность, что нержавейка начнет окисляться.
Преимущества пайки нержавеющей стали оловом
К достоинства этого метода относятся следующие свойства:
- расходные материалы стоят недорого;
- не требуется длительная подготовка детали;
- простое выполнение паяльной работы для малогабаритных изделий;
- оловянный припой понижает текучесть нержавейки при пайке;
- хорошее качество соединения.
Недостатки
Помимо неоспоримых преимуществ, пайка нержавейки с помощью оловянного припоя имеет и некоторые минусы:
- сложность при запаивании швов на наклонных и вертикальных плоскостях, вызванной высокой текучестью олова;
- недостаточная прочность неразъемного соединения для крупных конструкций;
- уменьшение допустимого температурного диапазона запаянных деталей вследствие того, что олово попросту расплавится, если материал будет подвергаться температуре более 231,9 °C.

Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.
 Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.Основные ошибки
Если с учетом рекомендаций все равно не получилось сделать качественное соединение, значит, такая неудача может произойти из-за:
- плохой зачистки металла и слабого обезжиривания;
- недостаточного прогрева нержавейки;
- неверно подобранного припоя или флюса;
- того, что спаянная деталь была подвергнута механическому воздействию слишком рано, поскольку изделие не успело застыть.
Заключение
В статье было рассмотрено, как припаять нержавейку к нержавейке. Для выполнения описанных работ нужно приобрести необходимое оборудование и приспособления. В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
В ходе паяльных работ главное — сделать качественные швы, которые обеспечат детали надежным соединением. Кроме того, благодаря информации, приведенной в данной статье, любой сможет самостоятельно отремонтировать небольшие изделия из нержавеющей стали с помощью паяльника, оловянного припоя и флюса.
Источник: labuda.blog
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Пайка нержавейки в домашних условиях
Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
В дополнение рекомендуется соединяемые детали предварительно нагревать.
СОДЕРЖАНИЕ
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.
Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.
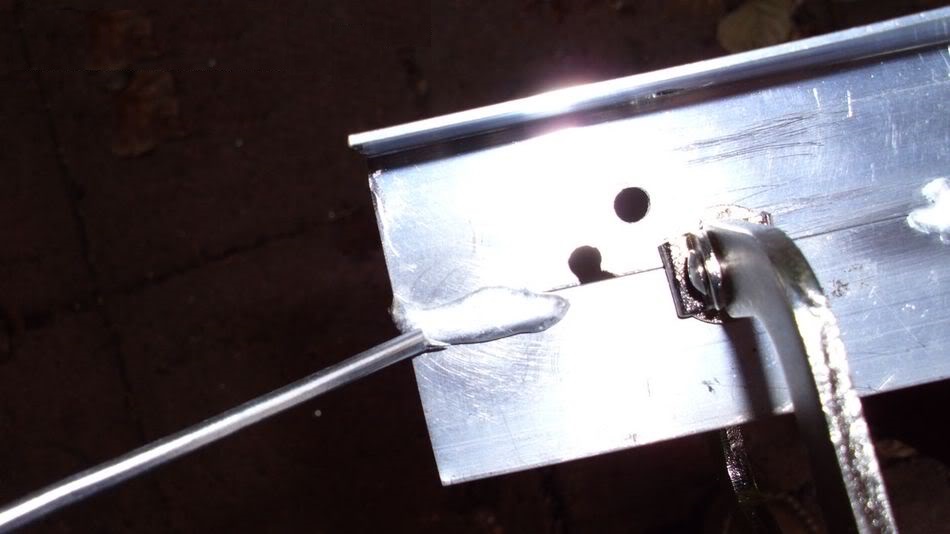
- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
 Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.
Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.
- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью
12345
Всего оценок: 16, Средняя: 3
Пайка нержавейки оловом в домашних условиях паяльником
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.
Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.
Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.

Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься | Мощность паяльника, Вт | Время воздействия, секунды | Диаметр припоя, мм |
| 232-240 | 80-100 | 5-10 | 2-4 |
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.

Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.
Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.
Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.
Это делается при помощи металлической щетки или наждачной бумаги.
Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
Нанесение флюса
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.
Разогрев металла
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
«Важно!
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Также следует избегать вдыхания испарений металлов.
Почему пайка может не получиться?
- Недостаточно тщательная зачистка;
- Слабый подогрев металла;
- Неправильно подобран флюс или припой;
- На спаянный материал оказывалось физическое воздействие еще до того, как он застынет.
Качественная пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
- температура;
- давление;
- припой.
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
В этом случае пайка бывает:
- высокотемпературная;
- низкотемпературная.
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Читайте также:
Экструдер: что это такое и как его используют.
Правила применения фена для пайки.
Об автогене читайте здесь.
Вернуться к оглавлению
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.
Вольфрам может иметь чистый вид или входить в состав сплава. Этот цветной металл очень хрупок и отличается тугоплавкостью, поэтому его обработка вызывает много сложностей. В связи с этим пайка вольфрама требует своеобразного подхода.
В связи с этим пайка вольфрама требует своеобразного подхода.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр. После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.
Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
- ПОС 40;
- ПОС 30;
- ПОС 4-6.
Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.

Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм. Металл заливает кромки зазора, что дает возможность получить высококачественный шов.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Как проводится пайка меди твердым и мягким припоем
Содержание
- 1 Какие инструменты и материалы нужны
- 2 Виды флюсов и припоев, особенности работы с ними
- 2.1 Мягкие припои
- 2.2 Твердые припои
- 3 Зачем нужна паяльная паста
- 4 Технология пайки
- 4.1 Работа с паяльником
- 4.2 Работа с горелкой
- 5 Можно ли паять медь оловом
- 6 Пайка серебряным припоем
- 7 Как спаять медь и нержавейку
- 8 Как припаять медь к железу
- 9 Основные ошибки при пайке своими руками
- 10 Техника безопасности
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Содержание
- Какие инструменты и материалы нужны
- Виды флюсов и припоев, особенности работы с ними
- Мягкие припои
- Твердые припои
- Зачем нужна паяльная паста
- Технология пайки
- Работа с паяльником
- Работа с горелкой
- Можно ли паять медь оловом
- Пайка серебряным припоем
- Как спаять медь и нержавейку
- Как припаять медь к железу
- Основные ошибки при пайке своими руками
- Техника безопасности
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
технология пайки нержавейки твердым припоем
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать.
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
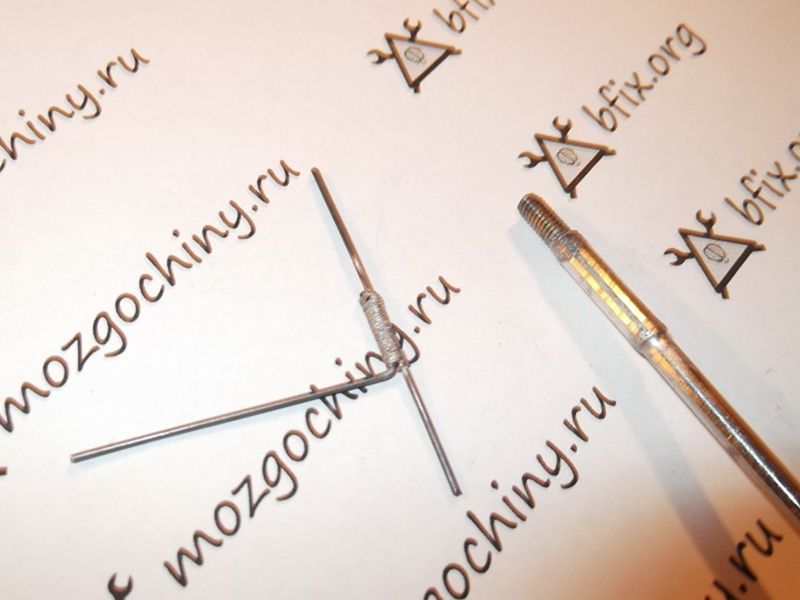
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Пайка с помощью газовой горелки
Детали нагревают с помощью газовой горелки или облуженного наконечника паяльника. Во время работы с горелкой необходимо следить, чтобы в пламени находилось не сильно много кислорода, потому что это заставляет окисляться нержавейку. Это можно определить по цвету огня (он должен быть синим), если цвет бледный и огонь слабый, то это указывает на переизбыток кислорода. Чтобы прогреть соединение, горелку нужно плавно перемещать.
Касаясь металла периодически припоем, определяют, качество достигнутой температуры. Нагревание является достаточным, когда припой расплавляется не от пламени горелки, а от касания к металлу.
Затем припой тут же накладывается в ту часть, где нужно сделать стык, при этом детали продолжают нагревать, чтобы припой, плавясь, потихоньку заполнил собой полностью стык. В случае, когда на каком-то участке жидкого припоя не хватает, его нагревают сильнее, чем другие места, и припой сам стекает в него. Явным признаком качественной пайки считается вытекание из соединения излишка припоя.
Работа с твердыми припоями
Пайка нержавейки отлично происходит с помощью текучего, жидкого, флюсованного припоя с пониженной температурой плавления и высокими капиллярными характеристиками. Этот припой довольно эластичен, имеет великолепные раскислительные показатели, которые очень полезны при работе с нержавеющей сталью.
Также сможет справиться с латунью, медью и некоторыми иными материалами. Пайка такими твердыми припоями очень хорошо подходит для нержавейки. Нержавеющая сталь не содержит в себе кадмия, а процентное количество серебра здесь составляет 30 %. Обработка материала твердыми припоями дает хорошие результаты, давая возможность получить долговечное и качественное крепление металлов.
Припой HTS528 сможет справиться с медью, латунью, никелем, бронзой, нержавейкой, а также иными металлами. Наряду с остальными твердыми припоями сегодня, этот тиноль является наиболее востребованным. Выглядит припой, как пруток, обработанный красным флюсом. Размер прутка около 45 см., а масса 20 гр. Температура плавления составляет 760 градусов.
Как выбрать флюс для пайки
Небольшие элементы паяют регулируемыми бензо-воздушными горелками (этот метод приспособлен больше для ювелирных изделий). Более крупные части лучше всего паять ацетиленом. Это же касается и при выборе флюса для нержавеющей стали, так как данный металл очень требователен к флюсу. Флюс для нержавейки состоит из 10 % фтористого кальция, 20 % борной кислоты, 70 % буры.
Для небольших деталей из нержавейки можете приготовить состав флюса, который в себя включает 50/50% борной кислоты и буры. Этот флюс нужно развести в воде, затем нанести на деталь, когда он засохнет, то припой будет отлично прилипать к поверхности металла.
То есть, участок пайки не протравливается, а лишь зачищается при помощи наждачки. Медь плохо растекается по поверхности стали, поэтому лучше использовать латунь Л 63. Для более качественной пайки можно также использовать серебро и латунь, изготовив из них припой.
Рекомендации профессионалов
Есть много людей, которые, так сказать, в работе с пайкой «собаку съели». И они делятся личным опытом, полученным на практике, давая полезные рекомендации:
- Паяльник лучше всего выбирать с необгораемым жалом.
- Электрический паяльник нужен мощностью 60-100 Ватт. Самый оптимальный паяльник 100 Ватт. Менее мощный паяльник не сможет прогреть металл.
- Ортофосфорная кислота лучше всего служит в роли флюса.
- В качестве пропоя желательно применять оловянно-свинцовые прутки. Также можно использовать олово в чистом виде. Нужно сказать, что оловом лучше паять предметы посуды, так как чистое олово в себе не содержит свинца.
- При работе с пайкой необходимо использовать средства индивидуальные защиты.
- Пайка обязана происходить в хорошо проветриваемом и открытом помещении.
Основные ошибки во время пайки
Если во время подготовки, выбора материалов или в процессе пайки сделана ошибка, то припой может не растекаться по поверхности и не скреплять детали. Бывает так, что детали перед пайкой были недостаточно качественно зачищены или плохо разогрелись. Зачастую это происходит с изделиями большого размера. Наконечник паяльника после любого сеанса необходимо хорошо очищать, а чтобы была возможность ювелирных работ, его жало время от времени необходимо затачивать.
Чтобы получить качественное соединение, не стоит паять нержавеющую сталь чистым свинцом либо использовать канифоль. Если припой из олова, то работать с ним бывает довольно сложно из-за его слабой консистенции. Если олово не плавится больше чем до состояния теплого пластилина, то, вероятней всего, держать соединение оно не будет, постоянно ломаясь и крошась. Оптимальное состояние олова для крепления – если оно похоже на жидкость.
Качественный припой, который уложен по всем правилам, можно лишь поцарапать, но не отделить от участка спаивания нержавеющей стали. Чтобы не испортить соединение в дальнейшем, после пайки изделию необходимо дать время остыть в состоянии покоя. Когда стык остыл, его чистят от флюса и припоя, которые остались по краям, и затем тщательно промывают с мылом.
- Автор: Николай Иванович Матвеев
- Распечатать
Оцените статью:
(13 голосов, среднее: 3. 9 из 5)
Поделитесь с друзьями!
11 шагов, как паять олово (и жесть)
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Пайка белой жести — простой и увлекательный способ научиться основам пайки. Это может быть полезным навыком, особенно если вы планируете в будущем делать определенные ремонты кровли и стен. Конечно, это также может быть что-то, что вы научитесь использовать на жестяных банках просто для удовольствия. В любом случае, как именно вы паяете жесть?
Если у вас есть жесть и вам нужно несколько советов о том, как ее паять, вы обратились по адресу. Ниже вы найдете наше полное руководство по пайке белой жести. Мы рассмотрим, какие материалы вам понадобятся, как подготовить среду для пайки и сам процесс пайки. Надеюсь, к концу этой статьи вы обнаружите, что паять жесть проще, чем вы себе представляли.
Подготовьте материалы и рабочее место
Перед тем, как приступить к пайке белой жести, убедитесь, что вы работаете в безопасной среде с нужными материалами, подготовленными и готовыми к использованию. Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Материалы, которые вам понадобятся для самого паяльника
Большинство материалов, которые вы используете, можно найти в любом местном магазине товаров для дома. Однако, если вы не можете найти там то, что вам нужно, Amazon должен помочь.
Следующие материалы важны для самой пайки, и их также следует приобрести и подготовить перед началом работы:
- Паяльник: Это ключ ко всему процессу. В зависимости от того, сколько жести вы паяете, вам может понадобиться утюг разного размера. Однако, как правило, для белой жести вам понадобится утюг мощностью от 35 до 50 Вт.
- Наконечник долото: Если вы паяете жесть в первый раз, проще всего использовать наконечник долото на паяльнике. Если вы хотите использовать другой тип наконечника, вы можете это сделать, просто убедитесь, что вы знаете о его преимуществах и недостатках.
- 5/50 Припой: Для подобного проекта проще всего использовать оловянно-свинцовый припой, однако при желании вы можете использовать чисто оловянный припой. Просто знайте, что если вы решите использовать бессвинцовый припой, ему потребуется более высокая температура. Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.
- Tin Resin Flux: Это покрытие, которое наносится на края кусков белой жести перед их пайкой. Это гарантирует, что припой остается даже между двумя частями.
- Подставка для паяльника: Эти подставки предназначены для включения паяльника, когда он подключен к сети, но не используется. Просто будьте осторожны, многие из этих подставок сделаны из металла. Хотя они достаточно прочные, чтобы выдержать горячий паяльник, сами они могут сильно нагреться. Всегда осторожно поднимайте паяльник.
Обратите внимание, что это не единственные возможные инструменты для пайки, но и лучшие инструменты для пайки белой жести. Если вы решили перейти к другим типам металла, вам следует еще раз проверить, будут ли они работать и с ним.
Другие материалы, которые вы должны иметь наготове
Электрический паяльник, припой и флюс, изолированные на белом фоне с обтравочными дорожкамиПаяльник, припой и смола — это лишь часть того, что вам нужно для успеха. Очевидно, вам нужно что-то для пайки и несколько инструментов, которые помогут вам выполнить работу.
Следующие материалы помогут вам подготовиться к успешной пайке белой жести:
- Два куска белой жести: Белая жесть — это просто металл, на который нанесено оловянное покрытие. Это может быть что угодно, от консервной банки до стали со слоем олова снаружи. Для этого проекта вам понадобятся две детали, которые вы сможете спаять вместе.
- Паяльная доска: Паяльная доска — это поверхность, которую вы используете для пайки, чтобы случайно не прожечь дыру в рабочем столе. На выбор представлены различные виды из разных материалов. Для жести вам не нужна самая дорогая вещь. Подойдет большинство паяльных плат.
- Чистящие средства: Вам может понадобиться очистить металл, который вы паяете. Если это так, вам понадобятся тряпки и вода. Вам также может понадобиться губка, если вы использовали паяльник раньше, чтобы вы могли его почистить.
- Напильник: Вам может понадобиться напильник, если на белой жести имеется тонкий слой декоративного или защитного материала. Конечно, от простой наждачной бумаги до дремеля, в зависимости от сложности удаления покрытия.
- Что-то, чтобы удерживать деталь: Вам нужно что-то, чтобы удерживать детали, которые вы припаиваете. Для чего-то вроде жестяных банок вы можете просто использовать зажимы. С другой стороны, для большинства небольших кусочков жести у вас может быть небольшой нож, чтобы прижать его к металлу и приложить к паяльной доске.
Вы, наверное, заметили, что с этими материалами есть много места для маневра. У вас есть выбор на вашей паяльной доске, чистящих средствах, напильнике и том, что вы используете для удержания ваших деталей. Просто используйте здравый смысл, чтобы решить, что подходит именно вам.
Например, если вам нужно снять толстый слой покрытия с белой жести, простой напильник не справится с такой задачей, как дремель.
Правильная среда для пайки белой жести
Создать правильную среду для пайки относительно легко, однако для вашей безопасности очень важно не пропускать и не замалчивать какие-либо шаги. Ниже мы описали 5 вещей, которые вам нужно сделать, чтобы подготовить правильную среду для пайки.
- Убедитесь, что ваше рабочее место хорошо проветривается: Вы хотите убедиться, что в помещении, где вы паяете, есть вентиляция. Некоторые материалы могут выделять пары, токсичные при сильной жаре. Это особенно верно, если вы используете припой со свинцом. Некоторые профессионалы даже рекомендуют направить вентилятор на рабочую станцию.
- Убедитесь, что паяльник чистый: Если вы использовали паяльник раньше, вам нужно очистить его наконечник, прежде чем использовать его снова. Проще всего это сделать непосредственно перед началом работы, после того как вы дадите ему нагреться. Простая влажная губка на конце избавит от этой грязи.
Подготовка металла для пайки
Белая жесть, которую вы собираетесь паять, может потребовать некоторой подготовки, прежде чем она будет готова. Если на металле есть покрытие, его придется удалить. Если есть мусор или грязь, их необходимо очистить.
Удаление покрытия с металла
Как мы указывали в разделе о материалах, вы можете использовать что угодно, от простой наждачной бумаги до дремеля, в зависимости от того, из чего сделано покрытие. Вы просто хотите работать вниз по материалу, пока белая жесть полностью не обнажится.
Очистка белой жести
Вы также можете почистить материал. Опять же, это действительно зависит от того, в каком состоянии он находится при первом запуске. Простая тряпка с небольшим количеством горячей воды подойдет, если требуется только чистка на уровне поверхности. В большинстве случаев вам все равно следует использовать что-то вроде медицинского спирта на всякий случай.
С другой стороны, для более тщательной очистки вместо воды или медицинского спирта можно использовать растворитель для лака. В любом случае, это хорошо использовать после того, как вы отшлифуете края металлов, которые вы спаиваете вместе.
Подпилите края ваших материалов
Хотя края материалов, которые вы спаиваете вместе, не обязательно должны подходить друг к другу на 100%, они не должны быть достаточно плотными. Возможно, вам придется немного подпилить края, чтобы они подошли. В зависимости от металла, который покрывает ваша банка, вы можете использовать что угодно, от наждачной бумаги до дремеля.
Очистите материалы
Начните с очистки материалов. Опять же, как мы уже говорили, вы можете использовать медицинский спирт, чтобы убедиться, что материалы чистые, и все должно работать нормально. В основном вам нужно, чтобы они были чистыми, чтобы вы могли без проблем наносить флюсовую смолу.
Выполнение «сухой припасовки» с использованием материалов из белой жести
Сухая припасовка — это когда вы соединяете два металла, которые собираетесь спаять, чтобы убедиться, что они действительно совпадают. Это гарантирует, что когда вы закончите, у вас будет ровно скрепленный кусок. Кроме того, выполнение этого действия еще до того, как вы нагреете утюг, избавит вас от необходимости начинать все сначала, если вы обнаружите, что они не подходят.
Если они не подходят, просто подпилите их еще немного, пока они не станут почти ровными. Небольшие участки, где их нет, все равно будут заполнены припоем, так что не беспокойтесь об этом.
Нагрев паяльника
Первый шаг прост, но важен. Для начала подключите паяльник и дайте ему нагреться. Вы поймете, что он такой горячий, каким и должен быть, когда припой на конце утюга начнет плавиться.
Помните, что когда паяльник нагреется, его необходимо очистить, если вы им уже пользовались.
Нанесите смолу на швы белой жести
Здесь вам просто нужно слегка нанести немного смолы на края швов двух частей, которые вы будете спаивать. Вам не нужно сходить с ума, просто убедитесь, что оба края равномерно покрыты.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Соедините детали и нагрейте края
Держите более крупный или более удобный кусок белой жести вниз. Помните, что вы можете использовать нож, чтобы прижать его к столу, если он достаточно мал, или зажимы, если он имеет неудобную форму. На самом деле подойдет все, что не мешает пайке и не поглощает тепло.
Поместите другой кусок белой жести поверх того, который вы держите, и осторожно нагрейте концом паяльника края двух соприкасающихся материалов.
Обратите внимание, что все это должно быть сделано поверх платы для пайки. Вы же не хотите случайно сжечь свой рабочий стол или непреднамеренно начать пожар.
Нанесение припоя на края металла
После того, как вы достаточно нагрели металл, вы можете начать осторожно наносить припой на края металлов. Если вы хотите, чтобы в конце он выглядел более гладким, вы можете периодически стирать лишний припой по ходу работы. В любом случае вам нужно сделать это в каждой точке, где пересекаются края материалов.
Пожалуйста, не торопитесь на этом этапе процесса, чтобы не перепаять детали, не поскользнуться и не сделать ошибку. Как только на все края нанесен припой, вы готовы к очистке.
Дважды проверьте свою работу
Когда припой высохнет, у вас должен получиться один кусок металла вместо двух. Чем ярче и ровнее будут швы, тем лучше вы справились.
Не беспокойтесь, если у вас получится не совсем гладко, так как пайка требует практики, и нередко случаются неудачи несколько раз, прежде чем вы сделаете все правильно. Вот почему рекомендуется потренироваться на материалах, которые вам на самом деле не нужны, прежде чем браться за большой проект.
Очистите свою рабочую станцию и наслаждайтесь
Осталось все очистить. Убедитесь, что вы отключили паяльник от сети, а не просто оставили его включенным. Это также действительно хорошее время, чтобы очистить наконечник для вашей следующей работы, если вы не хотите делать лишний шаг.
Действительно, как паять жесть?
Настоящий ответ – осторожно. Будьте внимательны и соблюдайте все меры безопасности. Убедитесь, что у вас есть хорошо проветриваемое помещение, хорошая подставка для паяльника и паяльная доска. Если вы будете следовать шагам, которые мы изложили выше, все станет понятно.
Давайте все же быстро их просмотрим. Сначала соберите материалы. Подготовьте края белой жести, удалив покрытие и очистив их. Покройте стыки деталей флюсом из оловянной смолы. Нагрейте края, где встречаются два куска металла. Наносите припой и удаляйте излишки по ходу дела. И, наконец, очистите и наслаждайтесь конечным продуктом!
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 – Есть решение!
- 2 – Узнал что-то новое
- 3 – Не совсем
- 4 – Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Как паять нержавеющую сталь с помощью паяльника
Иногда при сантехнических и кровельных работах вам может понадобиться соединить два куска нержавеющей стали вместе. В таких случаях пайка является одним из самых дешевых и простых решений. Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны к образованию оксидного слоя на поверхности, когда они подвергаются воздействию атмосферы. С другой стороны, нержавеющая сталь образует довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Описание
Предварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое главное – надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем стоит беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Используйте припой, содержащий не менее 50% олова для наилучшего скрепления
На рынке доступны различные виды припоев. Они различаются по составу. Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам нужно использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.
5. Нанесите припой на стык двух металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они имеют тенденцию связываться намного легче. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали. Поэтому, чтобы избежать этого, используйте воду или изопропиловый спирт для удаления остатков флюса с поверхности. Кроме того, вы также можете очистить участок щеткой или губкой, чтобы удалить остатки флюса.
Заключение Паять нержавеющую сталь не так сложно, как кажется. Если все сделано правильно, это займет всего пару минут. Самое главное — очистить поверхность от любых загрязнений и окислов перед нанесением припоя. Также очень важно удалить остатки флюса после пайки, чтобы соединение прослужило долго и не подвергалось коррозии.
Как паять нержавеющую сталь: краткое руководство
Процесс пайки нержавеющей стали кажется сложным, но не ждите больших трудностей. Сплавы, содержащие менее четверти хрома и никеля, легко плавятся. Более того, эти сплавы могут создавать прочные связи с другими металлическими элементами, за исключением алюминия и магния.
Содержание
Понимание процесса и приготовления
Помните, что некоторые никелированные сплавы могут образовывать карбиды при нагревании до температуры 500-700 градусов. Уровень их выделения зависит от времени пайки, поэтому продолжительность процедуры необходимо сократить. Образующиеся карбиды значительно снижают коррозионную стойкость нержавеющей стали.
Чтобы свести к минимуму образование карбидов, после завершения пайки добавляют титан или применяют дополнительную термообработку. Под воздействием горячего припоя (тинола) нагартованный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без больших нагрузок в процессе пайки.
При выборе припоя для нержавеющей стали учитывайте такие характеристики: состав стали и условия пайки. При изготовлении изделий в агрессивных условиях припаивайте их тинолом серебра, содержащим небольшой процент никеля. Не забывайте использовать медные, хромоникелевые или серебряно-марганцевые припои при пайке в печи в сухих условиях.
Бура – наиболее часто используемый флюс для обработки нержавеющей стали. Нанесите его на соединение в виде порошка или пасты. При плавлении остальная часть металла постепенно нагревается до ярко-красного каления (850 градусов). При достижении этой температуры в соединение впрыскивается припой.
Удалить материал, прилипший к поверхности нержавеющей стали в конце пайки, можно ополаскиванием паяемого изделия в воде или пескоструйной обработкой. Соляная или азотная кислота, которые можно использовать для очистки, на данном этапе нежелательны, так как вместе с припоем разъедают основной металл.
Как паять нержавейку в домашних условиях
Нередко работы, связанные с обработкой нержавейки, приходится выполнять своими руками. Эта задача требует определенных навыков и знаний. Необходимо купить некоторые материалы и инструменты: паяльную кислоту, электрический утюг для пайки (не менее 100 Вт), оловянный припой для соединения металлов, рашпиль или наждачную бумагу, трубку и трос.
Для обработки нержавеющей стали сначала приготовьте флюс и электрический утюг мощностью 100 Вт для пайки. Нет смысла выбирать более мощный паяльник. Обычная паяльная кислота будет служить флюсом. Всегда имейте под рукой оловянно-свинцовый припой.
Очистите место соединения. Это можно сделать наждачной бумагой или рашпилем. После окончания очистки рабочих зон необходимо нанести паяльную кислоту и обработать. Если обработка не дает результата (припой не прилипает к целевой поверхности), то необходимо обработать нагретую поверхность паяльной кислотой и провести обработку заново.
В случае, если припой не держится со второй попытки, очистите рабочую поверхность нержавеющей стали специальной щеткой. Вы можете сделать это самостоятельно. Для этого возьмите кусок трубы сечением 5 мм. Затем поместите туда тонкие проволоки, вытянутые из троса, чтобы получилась кисть.
Нанесите кислоту на место пайки, поднесите туда кисточку и паяльник одновременно. Начните работать с двумя инструментами одновременно. Не забывайте, что этот процесс может помочь удалить оксидную пленку с нержавеющей стали. Как только этот шаг будет выполнен, вы можете двигаться дальше и припаивать сталь с флюсом и железом.
Пайка газовой горелкой
Нагрев деталей газовой горелкой или луженым жалом паяльника. При работе с горелкой необходимо следить, чтобы в пламени не было много кислорода, потому что это вызывает окисление нержавейки. Определить это можно по цвету огня (он должен быть синим). Если цвет бледный или слабый, это указывает на избыток кислорода.
Плавно перемещайте горелку, чтобы прогреть соединение. Определить качество достигнутой температуры можно, если периодически касаться металла припоем. Нагрев достаточен, когда припой плавится не от пламени горелки, а от прикосновения к металлу.
Немедленно нанесите припой на место соединения. Продолжайте нагревать детали, чтобы припой, плавясь, медленно заполнял соединение. В случае, когда на определенном участке жидкого припоя недостаточно, нагревайте его сильнее, чем другие места. Припой будет затекать в него. Обратите внимание, что явным признаком качественной пайки является вытекание излишков припоя из стыка.
Работа с твердыми припоями
Пайка нержавеющей стали превосходна при использовании текучего, жидкого, офлюсованного припоя с низкой температурой плавления и высокими капиллярными характеристиками. Этот припой достаточно пластичен и обладает отличными раскисляющими свойствами, что очень полезно при работе с нержавеющей сталью.
С его помощью также можно обрабатывать латунь, медь и некоторые другие материалы. Пайка такими твердыми припоями очень хорошо подходит для нержавеющей стали, если она не содержит кадмия, а процентное содержание серебра составляет 30%. Обработка материала твердыми припоями дает хорошие результаты, позволяя получить прочное и качественное крепление металлов.
Припой HTS528 может обрабатывать медь, латунь, никель, нержавеющую сталь или бронзу и другие металлы. Наряду с остальными припоями этот тинол пользуется огромным спросом. Припой выглядит как брусок, обработанный красным флюсом. Размер батончика около 45 см, а вес 20 г. Его температура плавления составляет 760 градусов.
Как подобрать флюс для пайки
Мелкие элементы паяют регулируемыми газовоздушными горелками (данный способ больше приспособлен для ювелирных изделий). Более крупные детали лучше всего паять ацетиленом. То же самое применяется при выборе флюса для нержавеющей стали, так как этот металл очень требователен к флюсу. Флюс для нержавеющей стали состоит из 10% фторида кальция, 20% борной кислоты, 70% буры.
Для мелких деталей из нержавеющей стали можно приготовить состав флюса, включающий 50/50% борной кислоты и буры. Разбавьте этот флюс водой и нанесите на деталь. Когда он высохнет, припой будет идеально прилипать к металлической поверхности.
Место пайки не травится, а только зачищается наждачной бумагой. Медь плохо растекается по стальной поверхности, поэтому лучше использовать латунь Л 63. Для лучшей пайки можно также использовать серебро и латунь, и из этих компонентов сделать припой.
Практические советы
- Лучше всего выбирать паяльник с негорючим жалом.
- Электроутюг для пайки должен иметь мощность 60-100 Вт. Самый оптимальный паяльник на 100 Вт. Менее мощный утюг не сможет нагреть металл.
- Фосфорная кислота является лучшим флюсом.
- В качестве припоя рекомендуется использовать оловянно-свинцовые провода. Также можно использовать чистое олово. Обратите внимание, что посуду лучше паять оловом, так как чистое олово само по себе не содержит свинца, а это вредно.
- Вы должны использовать средства индивидуальной защиты каждый раз, когда паяете.
- Пайка должна производиться в хорошо проветриваемом помещении.
Основные ошибки при пайке
Если вы допустили ошибку во время подготовки, пайки или при выборе материала, он может не течь должным образом и не скреплять детали. Если детали недостаточно хорошо очищены или плохо прогреты перед пайкой, это также может привести к проблеме. Это обычное дело для крупных предметов. Жало паяльника необходимо хорошо очищать после любого сеанса, а его жало необходимо время от времени затачивать, если вы делаете украшения.
Откажитесь от пайки нержавеющей стали чистым свинцом или канифолью, если хотите получить прочное соединение. Если припой сделан из олова, работать с ним бывает довольно сложно из-за его слабой консистенции. Если жесть не расплавится больше, чем состояние теплого пластилина, то, скорее всего, соединение она не удержит. Он будет постоянно ломаться и крошиться. Оптимальное состояние жести для скрепления – жидкое.
Качественный припой можно только поцарапать, но не отделить от зоны пайки нержавейки, если нанести его по всем правилам. Остудите изделие некоторое время после завершения пайки, чтобы в дальнейшем не испортить соединение. Когда стык остынет, очистите его от флюса и припоя, оставшихся на краях. Тщательно вымойте вещь с мылом.
Видео по теме: Как паять нержавейку паяльником
Заключение
Пайка элементов из нержавейки сложный процесс для неопытных домашних мастеров. Начните с выбора подходящих материалов и инструментов, и вы будете на полпути. Практика делает совершенным. Но если вы учтете все советы и выполните необходимые действия по пайке нержавеющей стали, вы получите прочные, безупречно выглядящие соединения на долгие годы.
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Научитесь самогоноварению
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Как приварить медь к нержавеющей стали TIG
На рис. 1 показана сварка нержавеющей стали с медью Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
- Tig Welder
- Газ аргон
- Стержень из силиконовой бронзы 1/16″
- Остроконечная головка вольфрамового электрода
Процедура сварки TIG:
- Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу. Зажать, если требуется.
- Шаг 3: Включите газ аргон, установите сварочный аппарат TIG на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте свое тепло на меди Медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали
наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше. - Шаг 5: После завершения сварки проверьте наличие дефектов, очистив участок металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.
В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Ниже я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
- Пропановая или газовая горелка Mapp
- Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
- Белый флюс-паста Harris или эквивалентный флюс убедитесь, что он подходит для травления нержавеющей стали.
- Стальная вата или ткань из эмори
Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска эмори или стальной ваты.
- Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать
Подходят соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка. - Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
- Серебряный припой Stay-brite 8 1/8″
- Harris SCLF16 Жидкий паяльный флюс, 16 унций
Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Процесс пайки медных фитингов из нержавеющей стали описан ниже в пошаговом формате. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь до температуры 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что сделает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
- ацетиленовые горелки или газовый горел MAPP
- Blue Flux покрытый 45% серебряной палочкой
- Стальная шерсть или эмори
Процедура расщепления. поверхность стальной ватой или тканью Эмори.
В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную пленку, похожую на стекло, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Прочие ресурсы
Вот некоторые дополнительные ресурсы о пайке, пайке меди и строительных кубах, которые стоит прочитать.
- Homedistillers.org – Как припаять наконечник из нержавеющей стали к медной трубе
- Обсуждение в группе Facbook – Советы по креплению втулки из нержавеющей стали к медной трубе.
- Ebindustries.com – Сварка меди с нержавеющей сталью
- Learntomoonshine.com – Соберите свой собственный самогонный аппарат из меди
Если у вас есть какие-либо вопросы или вы думаете, что я пропустил некоторую информацию, которая должна быть включена в эту статью, не стесняйтесь, оставить комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшать эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место, чтобы учиться и делиться знаниями о дистилляции.
Пайка 101
Пайка (обычно произносится как пайка ) — это метод соединения металлических деталей с использованием другого металла, который имеет более низкую температуру плавления, чем соединяемые детали.
- Припой — это та часть, которая плавится при более низкой температуре.
- Флюс — это вещество, очищающее металлические поверхности для создания более прочного соединения и предотвращения окисления.
- Большинство — но не все! — мягкие припои и твердые припои требуют использования флюса.
Подробнее о мягком припое и твердом припое , а также о том, какие типы флюсов, горелок, паяльников и т. д. работают с каждым типом припоя, см. ниже. Rings & Things предлагает полную линейку расходных материалов для пайки как для твердого, так и для мягкого припоя.
Предупреждение: Если вы используете мягкий припой на ювелирных изделиях из стерлингового серебра, вы не сможете впоследствии использовать твердый припой. Когда вы нагреваете стерлинговый + мягкий припой до точки текучести 9Твердый припой 0192 , мягкий припой смешивается со стерлинговым серебром, и ваши украшения плавятся в лужу.
Что такое мягкий припой?«Мягкий» припой представляет собой припой на основе олова. Поскольку он плавится при низкой температуре, вы можете наносить мягкий припой с помощью электрического паяльника или пистолета. Вы также можете осторожно использовать горелку с мягким припоем (это зависит от приложения). Несмотря на то, что мягкие ювелирные припои аналогичны оловянно-свинцовым припоям со смоляным сердечником, используемым для электроники, и оловянно-свинцовым припоям с кислотным сердечником, используемым для сантехники, вы не должны заменять эти другие припои ювелирным припоем. Используйте мягкий припой для создания нестандартных украшений из недрагоценных металлов, сплавления компонентов из недрагоценных металлов, ремонта бижутерии и спаивания соединительных колец из недрагоценных металлов. Компоненты из латуни, меди и бронзы также можно сплавлять вместе с помощью твердых припоев (см. Предупреждение: Если вы используете мягкий припой на основе олова на ювелирном изделии из стерлингового серебра, вы никогда не сможете использовать для него горелку или твердый припой. Когда вы нагреваете серебро с мягким (оловянным) припоем, олово и серебро соединяются и становятся сплавом, плавящимся при очень низкой температуре. Ваша деталь может быть разрушена под воздействием тепла, так как металл плавится от пластыря мягкого припоя. Мы предлагаем следующие мягкие припои и совместимые флюсы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью мягкого припояВот лишь несколько примеров того, как мягкий припой может расширить возможности изготовления ювелирных изделий. Щелкните изображения ниже, чтобы получить практические советы, списки деталей и продукты! | ||||||||||||||||||
| ||||||||||||||||||
Что такое твердый припой?«Твердые» припои — это сплавы, которые плавятся при несколько более низких температурах, чем соответствующие сплавляемые металлические детали. Серебряные и золотые украшения требуют твердой пайки. Компоненты из меди, латуни и бронзы также можно сплавлять твердыми припоями. Помимо флюса, твердые припои обычно также требуют использования травильных растворов для очистки и удаления окисления с поверхности готовой детали. Серебряный твердый припой подходит для сборки серебряных украшений, а также может использоваться для сплавления латуни и/или меди (если вы не возражаете против того, чтобы соединения были другого цвета). Иногда возникает путаница, поскольку «твердый» припой с самой низкой температурой иногда называют «мягким» припоем. Лучшим термином может быть «легкий» для твердого припоя с самой низкой температурой. Твердый припой обычно бывает «легкий», «средний» и «твердый». Чтобы создать сложную деталь, начните с твердого припоя, а затем сплавляйте следующие элементы со средним припоем. У нас есть следующие твердые припои, совместимые флюсы и травильные растворы: | ||||||||||||||||||
| ||||||||||||||||||
Изготовление ювелирных изделий с помощью твердого припояЩелкните изображения ниже, чтобы получить советы, списки деталей и продукты для изготовления этих конструкций. | ||||||||||||||||||
Можно ли паять нержавеющую сталь паяльником?
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
0 Share
- Share
- Tweet
Пайка нержавеющей стали относительно сложная задача; однако с помощью правильных инструментов этот процесс может быть достигнут. По сравнению с другими металлами пайка нержавеющей стали сложна, и новичку может быть сложно. Процесс имеет тенденцию быть сложным из-за толстого окисленного слоя, который мешает припою создать надежное соединение на стыке двух металлических поверхностей.
Как пользоваться паяльником
Пожалуйста, включите JavaScript
Как пользоваться паяльником
Содержание:
- Пайка нержавеющей стали
- Основные этапы предварительной обработки нержавеющей стали
- Как избавиться от твердых загрязнений скрепить нержавеющую сталь паяльником
- 50% оловянного припоя
- Зажать два куска нержавеющей стали
- Предварительный нагрев
- Расплавление припоя
- Нанесение припоя
- Очистка соединения
- Окончательный вердикт
Хотя этот процесс может быть относительно более сложным, чем обычный процесс пайки, вы все равно можете успешно паять нержавеющую сталь. Вам понадобятся правильные инструменты и следуйте правильным шагам, чтобы добиться этого. В этой статье мы поможем вам ответить на вопрос; можно ли паять нержавейку паяльником?
Пайка нержавеющей стали
Прежде чем приступить к пайке нержавеющей стали, ее необходимо предварительно обработать, тщательно очистив и нанеся на металлические детали кислотный флюс. Таким образом, ваш припой с легкостью расплавит и соединит два куска нержавеющей стали.
Важные этапы предварительной обработки нержавеющей стали
Вентилируемое помещение
Вам необходимо работать в вентилируемом помещении и надевать средства защиты. Это жизненно важно, поскольку для пайки стали потребуются растворители, а также химические вещества, которые имеют тенденцию испаряться в процессе нагрева. Это означает, что вам нужно будет работать в помещении с хорошей вентиляцией, чтобы защитить себя от вдыхания токсичных паров. Было бы лучше, если бы вы подумали о том, чтобы носить защитные очки, а также перчатки во время пайки.
Протрите нержавеющую сталь
Убедитесь, что нержавеющая сталь протерта с помощью растворителя, это поможет удалить жир и масло. Любое загрязнение на поверхности вашей нержавеющей стали не позволит расплавленному припою соединить две детали вместе.
Поэтому следует рассмотреть возможность удаления всех жировых и масляных загрязнений с помощью растворителя. Налейте немного растворителя на сухую ткань, а затем используйте ее, чтобы протереть две области, которые необходимо спаять. Обычно лучшим считается изопропиловый спирт. Ацетон, с другой стороны, часто используется с маслом или смазкой; однако он очень едкий, легковоспламеняющийся и раздражающий. Поэтому при работе с ним нужно соблюдать крайнюю осторожность.
Избавление от твердых загрязнений
Очистка растворителем может не помочь избавиться от твердых загрязнений, таких как грязь и пыль. В результате вам нужно будет почистить обе детали из нержавеющей стали на месте пайки и подготовить его к пайке.
Добавить флюс
Нанесите кислотный флюс на металлическую поверхность из нержавеющей стали, это поможет ускорить процесс связывания нержавеющей стали. Кислотный флюс помогает очистить поверхность вашей нержавеющей стали, позволяя им лучше сцепляться. Это достигается путем удаления окисленного слоя с поверхности вашей нержавеющей стали, что позволяет им склеиваться.
Как соединить нержавеющую сталь с помощью паяльника
Когда дело доходит до пайки двух нержавеющих сталей, вам необходимо придерживаться следующих шагов;
Припой с 50 % олова
При пайке двух деталей из нержавеющей стали следует использовать припой с 50 % олова. Несмотря на то, что на рынке доступны различные типы припоев, припой с содержанием олова на 50% лучше всего связывается с нержавеющей сталью. В дополнение к этому, припой с 50% содержанием олова имеет тенденцию соответствовать цвету нержавеющей стали, что позволяет обеспечить наилучшую видимую герметизацию.
Зажмите два куска нержавеющей стали
При пайке нержавеющей стали вам понадобятся обе руки; поэтому вы должны закрепить обе части вниз. Расположите две части под углом, под которым вы хотите их связать. Как только это будет сделано, вы можете использовать тиски или зажим, чтобы скрепить детали из нержавеющей стали вместе.
Предварительный нагрев
Затем необходимо предварительно нагреть обе детали из нержавеющей стали. Для этой конкретной задачи можно использовать паяльник или паяльную горелку. Было бы лучше, если бы вы подумали о том, чтобы применить источник тепла к двум кускам нержавеющей стали на линии, к которой вы будете их подключать. Убедитесь, что источник тепла остается включенным до тех пор, пока два куска нержавеющей стали не нагреются, что позволит расплавить припой.
Расплавление припоя
При пайке нержавеющей стали с другим металлом, таким как олово или медь, следует рассмотреть возможность предварительного нагрева поверхности во время плавления на ней некоторого количества припоя. Таким образом, вы придадите нержавеющей стали идеальную поверхность для склейки; Вам следует подумать о нагреве металла с помощью паяльной горелки или утюга.
Дайте металлу нагреться, чтобы расплавить припой. Как только это будет сделано, вы можете прижать припой к металлу, позволяя немного стечь на область, которую вы будете соединять два куска металла.
Нанесение припоя
После того, как два металла из нержавеющей стали будут хорошо обработаны, вы нанесете припой на соединение, чтобы соединить их вместе. Было бы лучше, если бы вы прикоснулись припоем к нагреваемому металлу, позволяя ему расплавиться. Как только это будет сделано, вы должным образом распределите припой, пока все соединение не будет покрыто припоем. Если ваш металл остыл, вам нужно будет добавить тепла, чтобы повысить температуру поверхности.
Очистка соединения
По завершении пайки следует промыть соединение теплой водой, чтобы удалить остатки флюса. Обычно флюс вызывает коррозию; это означает, что если он останется на поверхности вашего металла в течение длительного периода времени, он повредит его. Было бы лучше, если бы вы дали припою остыть в течение примерно двух-трех минут, прежде чем прикасаться к нему.