Регулировка ножей электрорубанка видео – Яхт клуб Ост-Вест
Своевременная и правильно выполненная регулировка ножей электрорубанка позволяет в полном объеме использовать весь потенциал этого великолепного инструмента.
При правильной регулировке ножей электрорубанка можно без особых усилий справиться с большими объемами материала.
Новые модели электрорубанков позволяют без особых усилий справляться с большими объемами материала. Электрорубанком можно делать как черновую, так и финишную, обработку древесины. Некоторые модели электрорубанков позволяют получать настолько хороший результат, что отпадает необходимость в шлифовке поверхности.
Чистота обработанной поверхности напрямую зависит от глубины, на которой проводится строгание. Устанавливается глубина строгания у некоторых моделей с шагом 0,1 мм. Приобретая инструмент нужно обращать особое внимание именно на этот параметр. Вообще, настройка ножей для работы должна всегда проводиться особо тщательно.
Характеристики ножей для электроинструмента
В устройство электрорубанка входит два ножа, которые имеют две режущие поверхности и просто снимаются.
Электрорубанок позволяет качественно обработать поверхность, сохраняя при этом определенные размеры. Но исход работ напрямую зависит от подбора ножей. Нередко при использовании возникает неприятный дефект — поверхность выглядит волнистой. Причина заключается в небольшой разнице по высоте. Проблема решается правильной регулировкой и заменой ножей электрорубанка на спиральные.
В комплект с электроинструментом обычно входит два лезвия. Они изготавливаются чаще всего из высокопрочной закаленной стали. Реже встречаются лезвия из вольфрама. Их заточка производится с помощью специального механизма, в котором закрепляется нож и устанавливается угол заточки.
При покупке ножей необходимо учитывать их безопасность. Чаще всего электроинструменты снабжаются двумя видами защиты:
- защита поверхности, подвергающейся обработке;
- защита пальцев.


Многие электрорубанки имеют защитную пластину, которая при работе закрывая барабан, позволяет обрабатывать поверхность на разной глубине и на любое расстояние.
Механизм регулирования располагается на ручке электрорубанка. Приведение в действие механизма приводит к выдвижению ножей. Глубина регулировки 2 мм.
Ножи электрорубанка затачиваются по тому же принципу, что и для ручного инструмента. Разница заключается только в количестве лезвий. У электрорубанка их два и меняют их только парами. Использование лезвий из одного комплекта позволяет избежать дисбаланса. Нарушение же этого правила приведет к очень низкому качеству обработки и ускоренной поломке инструмента.
Классификация ножей для электроинструмента
Угол заточки рубанка.
Режущие элементы рубанка устанавливаются на вращающемся барабане. Он расположен в специальном пазу и закреплен с помощью гаек. После ослабления гаек можно выдвинуть паз и сменить лезвия. Лезвия являются поворотными, то есть при затуплении одной стороны лезвие можно быстро и легко поменять.
В настоящее время выпускаются лезвия для электрорубанков разной формы:
- Прямые — для строгания небольших деталей, выборки четвертей.
- Волнообразные — позволяют имитировать «состаренную» древесину.
- Закругленные — аккуратно делают переходы между линиями строгания, поэтому используются для работы с широкой поверхностью.
Ножи могут подразделяться на 3 группы в зависимости от их размеров.
Традиционные на 82 мм, также называемые «пластинами». Точные размеры: длина 82 мм, ширина — 5,5 мм, толщина — 1,2 мм. Подходят для большинства импортных моделей рубанков, в том числе Skil, Black&Deccer. Изготавливаются из углеродистой стали. Цена и качество таких ножей зависят от производителя.
Специальные ножи, предназначенные для некоторых моделей инструмента. От «пластин», эти ножи отличаются большей толщиной и шириной, более крепкие. Длина таких ножей — 82 или 102 мм. Благодаря толщине, легко затачиваются.
Ножи, выпускаемые под конкретную модель, например, Rebir. Чаще всего — толстые и широкие (до 110 мм). Имеется отверстие для крепления.
Чаще всего — толстые и широкие (до 110 мм). Имеется отверстие для крепления.
Правила замены и настройки ножей
Правильная установка ножей электрорубанка — залог профессионально чистой обработки. Перед началом работы лучше сделать несколько пробных «заходов», используя заготовку. Затем полученный результат нужно хорошо проверить. Если поверхность после обработки ровная, можно переходить к основной работе. Но зачастую возникают различные дефекты. При строгании иногда возникает дефект, называемый «лестница» — врезание и скошенная поверхность. Возникновение такой проблемы говорит о том, что ножи установлены неправильно.
В первый раз, столкнувшись с этой проблемой, для правильной установки ножей лучше обратиться к человеку, имеющему соответствующий опыт. Если же такой возможности по каким-либо причинам нет, можно попробовать отрегулировать лезвия самостоятельно.
Последовательность технологических шагов при замене и настройке ножей
Электроинструмент в первую очередь нужно обесточить. Несоблюдение этой меры предосторожности чревато получением серьезной травмы. Если рубанок уже использовался достаточно долгое время, необходимо удалить скопившуюся смолу, с помощью смоченной в уайт спирте ватки.
Несоблюдение этой меры предосторожности чревато получением серьезной травмы. Если рубанок уже использовался достаточно долгое время, необходимо удалить скопившуюся смолу, с помощью смоченной в уайт спирте ватки.
Варианты заточки ножа рубанка.
Затем на кромку подошвы нужно положить линейку, чтобы увидеть касаются ли с ней торцы ножей. Если нет касания, то требуется регулировка положения ножей.
На следующем этапе понадобится ключ, который поставляется в комплекте с электроинструментом. С его помощью нужно чуть-чуть ослабить установленные в держателе лезвия. Режущая часть лезвий должна немножко выступать и располагаться параллельно подошве. Обычно выход режущей части плоского ножа не превышает 0,5 мм. При этом шрехбель (или шерхебель) — закругленный нож, служащий для чернового строгания, можно выставить на 1 мм и более.
При работе важно постоянно поворачивать регулировочный винт до тех пор, пока лезвие не встанет на место. Винты, с помощью которых осуществляется поворот, расположены сзади платформы для ножа рубанка.
Затем ножи закрепляются с помощью специального крепежа на верхнюю пластинку.
Ножи сдвигают таким образом, чтобы они устанавливались на одну линию с линейкой, не допуская зазоров. В крайнем случае, нужно оставить небольшой «заступ». Эти меры помогут не допустить разбалансировки элементов.
После окончания регулировки, болты следует затянуть. Одновременно нужно проверить, что они затянуты хорошо. Затем нужно проверить, чтобы ножи не задевали корпус электрорубанка. Для этого нужно легко повернуть барабан.
У новых электрорубанков, как правило, крепежи отрегулированы, но во время работы лезвия часто сбиваются. Если инструментом долгое время не пользовались, проверить состояние ножей нужно до начала работы.
Сразу после настройки не стоит приступать к работе на деталях, которые в дальнейшем предполагается использовать. Лучше проверить работу электрорубанка на ненужной заготовке и при необходимости провести повторную регулировку.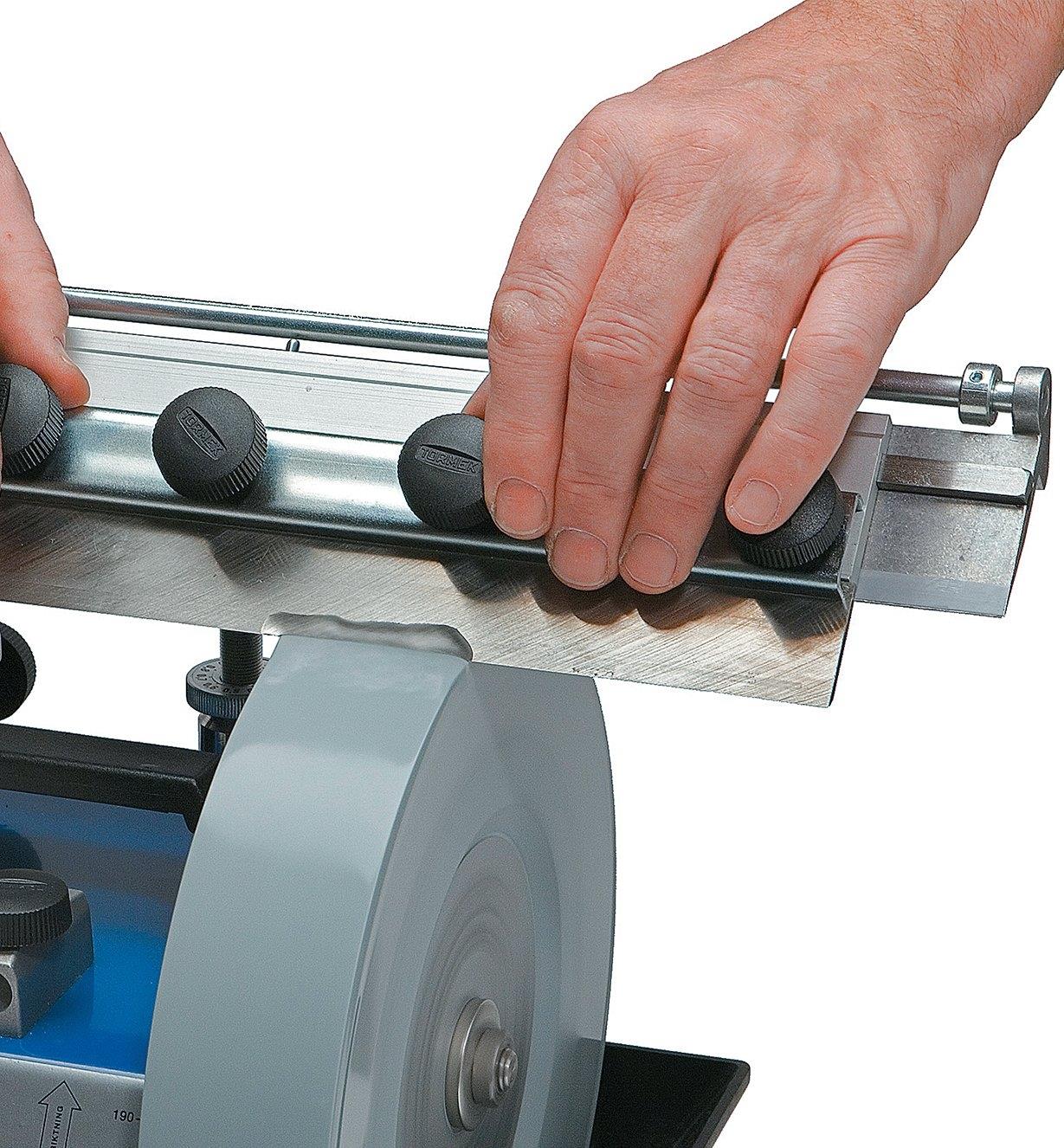
Техника безопасности при регулировке ножей
Электрорубанок, как и другой инструмент, может при неправильном использовании привести к получению серьезных травм. Перед осмотром и регулировкой ножей, инструмент обязательно нужно отключать от электропитания. В противном случае случайное нажатие может оставить без пальцев.
- Перед началом работ заготовку тщательно фиксируют, чтобы она не сорвалась после включения аппарата и не причинила вреда ни работнику, ни окружающим.
- Обработку поверхности можно начинать только после того, как фреза наберет максимальные обороты.
- Если нужно проверить качество поверхности, рубанок можно отложить в сторону, но обязательно так, чтобы он лежал на боку.
- Во время работы и проверки аппарата шнур должен быть прямым, без перегибов, путаницы и узлов. Необходимо следить за целостностью электроизоляции.
Используя эти несложные правила, можно самостоятельно отрегулировать положение ножей для электрорубанка, не прибегая к помощи специалистов.
Указанные выше операции позволят справиться с дефектами и правильно отрегулировать ножи, а обработанная поверхность станет идеально гладкой и ровной. Как видите, достаточно один раз проделать все самому, чтобы замена ножей электрорубанка перестала быть загадкой.
ИНТЕРСКОЛ Р-110-01 – популярная модель электрического рубанка, что обусловлено целым рядом конструктивных особенностей: литая фрезерованная подошва, увеличенная ширина строгания, высокая прочность конструкции, эргономичный корпус и рукоятка, мощный двигатель.
Однако для эффективной работы и достижения максимально высоких результатов необходимо периодически менять оснастку. Замена ножей на электрорубанке ИНТЕРСКОЛ выполняется по мере снижения их режущих свойств. О том, как самостоятельно заменить ножи и выполнить их регулировку на электрорубанке ИНТЕРСКОЛ Р-110-01, расскажет эта статья.
Ножи для рубанков ИНТЕРСКОЛ
Ножи, устанавливаемые на рубанки компании ИНТЕРСКОЛ, имеют ряд отличий от аналогов, выпускаемых другими производителями:
- Пластины большей плотности.
- Благодаря увеличенной плотности пластина ножа ИНТЕРСКОЛ для рубанка допускает затачивание на наждаке.
- Размеры ножа зависят от конкретной модели, причем числовой индекс в наименовании модели обозначает длину ножей. Так, у электрорубанка Р-110-01 длина ножа составляет 110 мм. При этом ширина ножей у всех моделей одинакова и составляет 10 мм.
- Благодаря качественному металлу (быстрорежущая сталь) ножи для рубанков ИНТЕРСКОЛ не сломаются даже при контакте с вбитым в дерево гвоздем. Возникающие же при этом зазубрины на режущей кромке можно убрать с помощью наждака.

Замена ножей на электрорубанке ИНТЕРСКОЛ должна осуществляться только на аналоги, имеющие строго те же размеры по длине и ширине.
Как заменить ножи на рубанке ИНТЕРСКОЛ Р-110-01?
Замена ножей на электрорубанке ИНТЕРСКОЛ не требует специальных инструментов. Для этого понадобится только два ключа, которые включены в комплект поставки рубанка. Выполнять замену и регулировку ножей на электрорубанке ИНТЕРСКОЛ Р-110-01 нужно в соответствии с четким порядком действий.
- Сначала нужно выставить нулевое положение на регуляторе глубины строгания.
- Специальным ключом из комплекта поставки нужно ослабить винты, крепящие лезвие.
- При помощи второго ключа из комплекта ослабляют импульсные винты. Теперь можно аккуратно достать старое лезвие.
- Новое лезвие ставится в крепление, затем выполняется регулировка ножей на электрорубанке ИНТЕРСКОЛ Р-110-01 затягиванием импульсных винтов.
- Теперь осталось затянуть крепежные винты.
Готово! Новое лезвие установлено, инструмент готов к работе. Осталось внимательно осмотреть снятое лезвие и принять решение: можно ли его заточить или нож окончательно пришел в негодность и подлежит утилизации.
Как отрегулировать ножи?
Регулировка положения ножа – самая важная часть процесса его установки. Она выполняется посредством затягивания импульсных винтов. Чтобы проверить правильность положения ножа, нужно приложить металлическую линейку к задней подошве инструмента. Нож должен касаться линейки лезвием равномерно по всей своей длине. Если с одной стороны лезвие касается линейки сильнее, необходимо подтянуть соответствующий импульсный винт.
Нож должен касаться линейки лезвием равномерно по всей своей длине. Если с одной стороны лезвие касается линейки сильнее, необходимо подтянуть соответствующий импульсный винт.
Затягивать винты стоит аккуратно, понемногу. Процедура регулировки может оказаться не такой быстрой, как хотелось бы, однако тут лучше не торопиться. Неправильно установленный нож значительно снизит качество поверхностей, обработанных с помощью данного рубанка, поэтому лучше сразу потратить немного больше времени на регулировку, чем впоследствии заниматься исправлением наделанных ошибок.
Здравствуйте, читатели блога «построить дом» . Практически все механические и электрические инструменты требуют к себе правильного обращения и своевременной регулировки. Как правильно настроить механический рубанок, мы уже рассмотрели с вами в прошлой статье по строганию древесины. Сегодня же предлагаю рассмотреть вопрос строгания электрорубанком. В конце вас ждет видео-пособие по работе с данным инструментом.
Ручной электрический рубанок
Первый электро-рубанок выпустила компания Макита. Сегодня мастеру трудно представить себе жизнь без этого невероятно полезного инструмента.
Как отрегулировать электрорубанок
Регулировку ножей электрорубанка следует проводить по ситуации при помощи специального регулировочного механизма, который расположен на передней рукояти электрорубанка. Вращая эту рукоять, мы добиваемся необходимой нам величины выпуска ножей (0-2 мм), они должны быть расположены ровно, параллельно станине. Слишком большой выпуск затрудняет работу и создает дополнительную нагрузку на двигатель рубанка.
Заточка ножей электрорубанка
Заточка ножей электрорубанка выполняется аналогично механическому. Главное отличие в заточке между электрорубанком и механическим рубанком — это количество ножей. Здесь их два.
Мужики вы знаете что..
В электрорубанке ножи стоит менять строго парами, пользуясь одним комплектом. Это поможет избежать появление дисбаланса.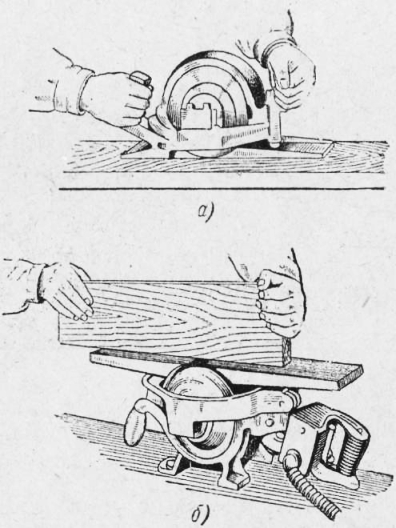 А он не только испортит качество строгания заготовки, но и может вывести электроинструмент из строя.
А он не только испортит качество строгания заготовки, но и может вывести электроинструмент из строя.
Строгание электрорубанком
Отдельным условием при правильном и безопасным строганием электрорубанками любых конструкций считается жесткая фиксация обрабатываемой заготовки.
Только после того как обрабатываемая заготовка четко зафиксирована, можно приступать к ее строганию. Прежде следует начинать с грубой обработки. Для этого чаще используют шерхебель. При использовании шерхебеля, движения нужно направлять не вдоль, а поперек волокон. Иначе можно сострогать чересчур много древесины.
Тонкости работы с электрорубанком
По окончании обработки поверхности незначительных заготовок шерхебелем ее стоит зачистить сначала одиночным, затем двойным рубанком. Если вы имеете дело с длинными заготовками, например с брусками, то лучше воспользоваться фуганком либо полу-фуганком. Движение по поверхности необходимо направлять не против волокон, а вдоль. Только так вы сможете получить наиболее ровную и гладкую поверхность древесины.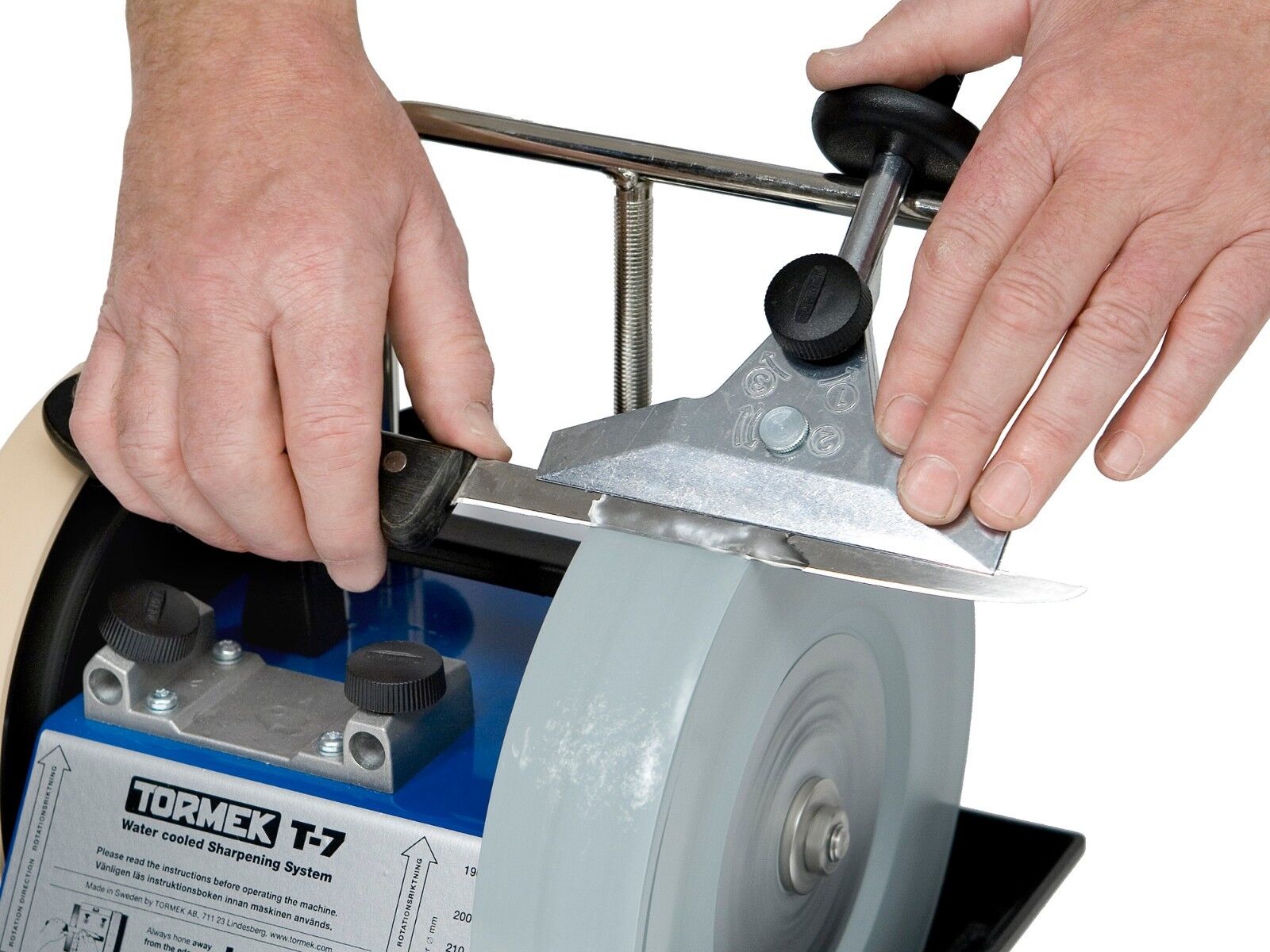
Строгает — хоть доску, хоть брус
Во время строгания торцов бруса или доски выполните несколько движений электрорубанком от края торца к центру, и так же от противоположного края. Это поможет избежать возникновения отщепов и отколов.
В процессе не стоит прилагать больших усилий. Рубанок должен плавно передвигаться вдоль волокон древесины.
Сделайте несколько движений электрорубанком по обрабатываемой поверхности. На втором и третьем движении по поверхности каждый раз выключайте электрорубанок, возвращайтесь и вновь выключайте.
Электрорубанок можно использовать для снятия фаски с детали. Исходя из ширины необходимой фаски, проводят рубанком по ребру обрабатываемой заготовки нужное количество раз.
В комплекте к электрорубанку
При установке на электрорубанок отдельного бокового упора (он как правило поставляется в комплекте), можно производить фальцевание. Упор, фиксируя инструмент на некотором расстоянии, должен касаться обрабатываемой заготовки.
Фальцевание доски
” data-medium-file=”https://i2.wp.com/odnastroyka.ru/wp-content/uploads/2014/11/falcevanie.jpg?fit=609%2C441″ data-large-file=”https://i2.wp.com/odnastroyka.ru/wp-content/uploads/2014/11/falcevanie.jpg?fit=609%2C441″ > Фальцевание доски
Глубина фальцевания зависит от количества проходов рубанком по заготовке. Чем больше проходов, тем глубже фальц.
По окончании строгания извлеките ножи из электрорубанка, отмойте их керосином и поместите в отдельную коробочку до следующего раза.
Видео: работа электрорубанком
На этом, можно и закончить эту статью о том как нужно правильно строгать электрорубанком. А в следующей статье мы с вами рассмотрим способы сверления древесины. Что тоже не мало важно при работе с древесиной. Всем пока, до новых статей.
Замена ножей на электрорубанке интерскол
Знал бы недостатки купил бы другую модель13. 03.2015
03.2015
Купил рубанок два года назад, в работе достаточно удобный, оптимальный вес, плавный пуск, проблема только в том, что очень часто во время работы приходится чистить патрубок для выброса стружки и иногда прочищать электродвигатель от мелкой древесной пыли.
За: плавный пуск ,оптимальный вес,не большая цена
Против: постоянно забивается стружкой патрубок и электродвигатель
Неплохая модель, но есть недоработки.01.06.2014
Мой второй отзыв на этот рубанок.
Пользуюсь моделью более года и могу дать более-менее адекватную оценку. Из плюсов : хороший комплект ( станина чтобы можно было закрепить рубанок стационарно, запасные лезвия и ремень, ключ для замены лезвий и боковой упор), ширина в 110 мм.
это то что надо, пусть опыт работы с рубанком у меня и не совсем большой , но 82 мм. было бы мало почти во всех ситуациях.
Стругает хорошо, ровно, дополнительная обработка дерева не требуется. А теперь о плохом: патрубок откуда вылетают опилки находится рядом с воздухозаборником ( для охлаждения) и периодически опилки туда попадают и приходится чистить. Второй момент если рубанок установить на стол стационарно, то часто забивается канал с патрубком откуда вылетают опилки, приходится отключать рубанок и чистить , но если работать вручную ( без станины ), то такой проблемы нету.
Второй момент если рубанок установить на стол стационарно, то часто забивается канал с патрубком откуда вылетают опилки, приходится отключать рубанок и чистить , но если работать вручную ( без станины ), то такой проблемы нету.
За: Цена, комплект, ширина и мощность инструмента.
Против: Конструктивные недоработки (см.
Купил 4 года назад. Нормальный рубанок, для таких размеров и мощности вес соответствующий. Один раз менял подшипники, в любом инструменте это приходится делать, разбирается очень легко и удобно.
Щетки и ремень в норме. Естественно это не строгальный станок, и с 82 мм рубанками его не следует сравнивать, у него свое назначение
За: Цена, мощность, надежность, простота
Против: Тяжелый конечно, но с ним по срубу и не бегать
Хотел взять Макиту на 110мм, но продавец убедил, что этот — та же Макита, только дешевле.
Зачем он это сделал? Ножи затупились оба комплекта. Пришлось купить макитовские твердосплавные. Строгает КРИВО! надо поставить ножи в их «приспособлении для лёгкого выставления ножей» КРИВО, что бы строгать ровно. И даже после этого при зажимании их на рубанке они умудряются смещаться. Знакомый брал такой же рубанок несколько лет раньше — и ножи не тупятся и ровно строгает.
Строгает КРИВО! надо поставить ножи в их «приспособлении для лёгкого выставления ножей» КРИВО, что бы строгать ровно. И даже после этого при зажимании их на рубанке они умудряются смещаться. Знакомый брал такой же рубанок несколько лет раньше — и ножи не тупятся и ровно строгает.
За: 1.Ширина строгания. 2. Глубина строгания 3. Плавный пуск
Против: 1. Сразу затупились ножи 2.
Невознможно поставить ножи ровно. Соответственно всегда строгает криво.
Брать не стоит, хоть и хочется.05.08.2013
Отработал 3 недели и накрылся. Беды у него две маленьких и одна большая.
Маленькие: 1. фиксация кнопки осуществляется пластиковой вставкой, которая тупо вставляется под кнопку. Жутко неудобно, эта фиговина все наровит потеряться в траве, попасть под ногу. 2. если строгать сырое дерево, нужно держать деревянную палочку при себе для выковыривания стружки.
Напрягает. Кстати, эта вылетающая стружка прямиком направляется на решетку двигателя и туда засасывается. Большая беда: у передней регулировочной площадки передняя кромка заточена под 90 градусов, и вместе с плохой фиксацией этой площадки происходит следующее: рубанок натыкается торцом на сучок, передняя площадка перекашивается, попадает под ножи 16000 об.мин. Рубанок просто разлетелся на куски. Куплю такой же и переделаю из-за кучи запчастей в наличии в сарае.
Большая беда: у передней регулировочной площадки передняя кромка заточена под 90 градусов, и вместе с плохой фиксацией этой площадки происходит следующее: рубанок натыкается торцом на сучок, передняя площадка перекашивается, попадает под ножи 16000 об.мин. Рубанок просто разлетелся на куски. Куплю такой же и переделаю из-за кучи запчастей в наличии в сарае.
За: Строгает все.
Против: Выброс стружки. Засорение двигателя. Недоделанная площадка.
Рекомендую — отличная вещь . 27.04.2013
Долго выбирал рубанок, в итоге остановился на этом. Сначала о хорошем, по моему мнению цена разумная. Комплект очень богатый — два ножа, запасной ремень, устройство для заточки, а главное станина ,чтобы вверх ногами рубанок ставить и использовать его , как стационарный ( это просто нереально удобно .
Электрорубанок Interskol R-110/1100M
Мощность — для домашней работы более чем достаточно — даже «брутальный » смоляк строгает неплохо. Главным достоинством считаю его ширину — 110 мм. Поработав инструментом сделал для себя вывод, что если бы взял на 82 мм.
Поработав инструментом сделал для себя вывод, что если бы взял на 82 мм.
— то очень многое, что мне позволяет сделать инструмент я технически сделать не смог бы, если вы в раздумьях стоит ли брать на 110 мм. ( а их выбор достаточно мал) или взять на 82 мм. и ,как говориться не мучиться — подумайте 10 раз….мой совет только 110 мм.
А теперь о недостатках — за время работы обнаружил только один — отверстие откуда вылетают опилки находится в непосредственной близости с воздухозаборным ( для охлаждения инструмента ) и иногда получается, что опилки засасывает обратно. Пока не могу сказать насколько это критично, но после долгой работы приходиться откручивать 2 болта (той самой воздухозаборной сетки) и немного чистить внутри.
За: Цена, ширина строгания, богатый комплект, мощность.
Против: Есть конструктивный недостаток — если стругать в ограниченном пространстве (в углу или впритык к стенке) то стружка частично засасывается внутрь.
Купил год назад для стройки.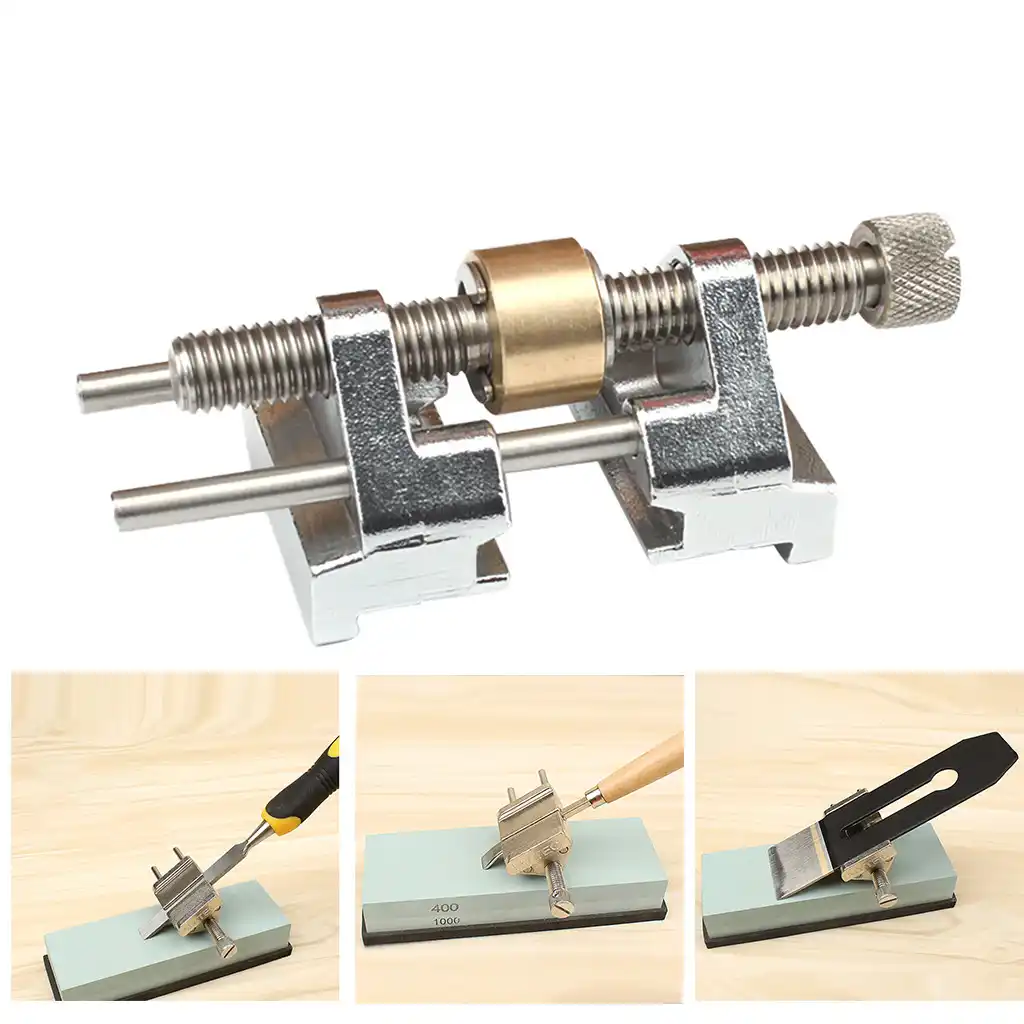
Доску строгает хорошо, прижимать не надо, рубанок достаточно тяжелый, веди его по доске и все. Приспасоба для стационарной установки пригодилась, когда надо было струганусь небольшие дощечки.
За: Ширина строгания 110, плавный пуск, стационарная установка, мощный
Против: пока нет
Еще отзывы
Отзывы покупателей о Интерскол Р-82/710 710Вт, 14000 об/мин, рабочая ширина: 82 мм, глубина строгания: 0–2 мм
Отзывы покупателей о Интерскол Р-82 ТС-01 710 Вт, 14500 об/мин, рабочая ширина: 82 мм, глубина строгания: 0–2 мм, параллельный упор
Отзывы покупателей о Интерскол Р-110-01 1100 Вт, 16000 об/мин, рабочая ширина: 110 мм, глубина строгания: 0–3 мм, параллельный упор
Отзывы покупателей о Интерскол Р-102/1100М 1100 Вт, 11000 об/мин, рабочая ширина: 102 мм, глубина строгания: 0–2.5 мм
Главная » Инструменты для работы на даче.
Установка ножей на электрорубанок
Электрический рубанок является удобным и эффективным инструментом для обработки древесины. Его использование позволит существенно ускорить ход работ по сравнению с ручным инструментом.
Его использование позволит существенно ускорить ход работ по сравнению с ручным инструментом.
Естественно, эффективность электрорубанка зависит от качества установленных ножей и их состояния.
Замена ножей электрорубанка производится по причине их износа или смене типа работ.
Виды ножей
Прежде чем разбираться, как установить ножи на электрорубанок, следует подобрать правильный.
Для различных задач могут использоваться ножи с определенной спецификой:
- Прямые – используются для обстругивания и выборки древесины;
- Волнообразные – применяются для художественной обработки, в частности для придания поверхности эффекта старения;
- Закругленные – позволяют делать ровные переходы между линиями строгания, и используются при работе на широкой поверхности.
Кроме того, ножи могут иметь различные размеры.
Почему рубанок Интерскол отвечает требованиям столяра
Установка ножей на электрорубанок подразумевает, что вы выяснили, какие именно ножи используются в вашем инструменте. Некоторые производители конструируют инструмент таким образом, чтобы к нему подходили только ножи определенных размеров (как правило, отличающиеся от наиболее распространенных вариантов).
Некоторые производители конструируют инструмент таким образом, чтобы к нему подходили только ножи определенных размеров (как правило, отличающиеся от наиболее распространенных вариантов).
Замена ножей
Рассмотрим, как установить ножи на электрорубанок:
- Отключите питание инструмента.
- Удалите скопившуюся на рабочей поверхности рубанка древесную смолу с помощью ватки, смоченной в растворителе.
- В комплекте с инструментом должен быть ключ, с помощью которого необходимо ослабить планку, прижимающую ножи в барабане.
Можно использовать и обычный гаечный ключ, если он подходит, или плоскогубцы, если подходящих ключей нет.

Регулировка ножей электрорубанка – наиболее сложная часть процедуры (и наиболее важная).
Регулировка
Теперь подробнее рассмотрим, как отрегулировать ножи на электрорубанке:
- После закрепления ножа на планке и установки планки в барабан, проследите, чтобы нож не задевал детали рубанка.
- Положение ножей регулируется с помощью специальных эксцентриков, которые поворачиваются плоской отверткой.
- Установите на заднюю подошву рубанка металлическую линейку (ребром).
Нож должен быть установлен таким образом, чтобы лезвие касалось линейки.
Разобравшись, как выставить ножи на электрорубанке, имейте в виду, что процедура эта является довольно длительной и требующей аккуратности.
Спешить здесь не стоит, так как от качества установки ножа будет зависеть эффективность вашей работы.
ИНТЕРСКОЛ Р-110-01 – популярная модель электрического рубанка, что обусловлено целым рядом конструктивных особенностей: литая фрезерованная подошва, увеличенная ширина строгания, высокая прочность конструкции, эргономичный корпус и рукоятка, мощный двигатель.
Однако для эффективной работы и достижения максимально высоких результатов необходимо периодически менять оснастку. Замена ножей на электрорубанке ИНТЕРСКОЛ выполняется по мере снижения их режущих свойств. О том, как самостоятельно заменить ножи и выполнить их регулировку на электрорубанке ИНТЕРСКОЛ Р-110-01, расскажет эта статья.
Ножи для рубанков ИНТЕРСКОЛ
Ножи, устанавливаемые на рубанки компании ИНТЕРСКОЛ, имеют ряд отличий от аналогов, выпускаемых другими производителями:
- Пластины большей плотности.
- Благодаря увеличенной плотности пластина ножа ИНТЕРСКОЛ для рубанка допускает затачивание на наждаке.
- Размеры ножа зависят от конкретной модели, причем числовой индекс в наименовании модели обозначает длину ножей. Так, у электрорубанка Р-110-01 длина ножа составляет 110 мм. При этом ширина ножей у всех моделей одинакова и составляет 10 мм.
- Благодаря качественному металлу (быстрорежущая сталь) ножи для рубанков ИНТЕРСКОЛ не сломаются даже при контакте с вбитым в дерево гвоздем. Возникающие же при этом зазубрины на режущей кромке можно убрать с помощью наждака.
Замена ножей на электрорубанке ИНТЕРСКОЛ должна осуществляться только на аналоги, имеющие строго те же размеры по длине и ширине.
Как заменить ножи на рубанке ИНТЕРСКОЛ Р-110-01?
Замена ножей на электрорубанке ИНТЕРСКОЛ не требует специальных инструментов. Для этого понадобится только два ключа, которые включены в комплект поставки рубанка. Выполнять замену и регулировку ножей на электрорубанке ИНТЕРСКОЛ Р-110-01 нужно в соответствии с четким порядком действий. При возникновении затруднений можно воспользоваться инструкцией к инструменту.
- Сначала нужно выставить нулевое положение на регуляторе глубины строгания.
- Специальным ключом из комплекта поставки нужно ослабить винты, крепящие лезвие.
- При помощи второго ключа из комплекта ослабляют импульсные винты. Теперь можно аккуратно достать старое лезвие.
- Новое лезвие ставится в крепление, затем выполняется регулировка ножей на электрорубанке ИНТЕРСКОЛ Р-110-01 затягиванием импульсных винтов.
- Теперь осталось затянуть крепежные винты.
Готово! Новое лезвие установлено, инструмент готов к работе. Осталось внимательно осмотреть снятое лезвие и принять решение: можно ли его заточить или нож окончательно пришел в негодность и подлежит утилизации.
Как отрегулировать ножи?
Регулировка положения ножа – самая важная часть процесса его установки. Она выполняется посредством затягивания импульсных винтов. Чтобы проверить правильность положения ножа, нужно приложить металлическую линейку к задней подошве инструмента. Нож должен касаться линейки лезвием равномерно по всей своей длине. Если с одной стороны лезвие касается линейки сильнее, необходимо подтянуть соответствующий импульсный винт.
Затягивать винты стоит аккуратно, понемногу. Процедура регулировки может оказаться не такой быстрой, как хотелось бы, однако тут лучше не торопиться. Неправильно установленный нож значительно снизит качество поверхностей, обработанных с помощью данного рубанка, поэтому лучше сразу потратить немного больше времени на регулировку, чем впоследствии заниматься исправлением наделанных ошибок.
Хорошей промежуточной ветвью между профессиональными станками ручными рубанками является электрорубанок. Некоторые модели имеют как раз несколько функций, начиная с обыкновенного рубанка и заканчивая мини-станком. Как дополнение, такой инструмент может иметь приставку, за счет которой агрегат, может быть перевернут подошвой вверх и стационарно закрепляться на верстаке.
Схема устройства электрорубанка.
Но при частой эксплуатации режущие элементы теряют свою былую остроту, на что указывает плохое снимание стружки. Замена ножей электрорубанка Интерскол, как и любых других моделей производится по аналогичному принципу. Единственная разница в том, что инструменты могут иметь различные крепления.
Зачастую ножи для электрорубанка идут двухсторонние, по 2 шт. в каждом комплекте. Не все детали стоит сразу менять, некоторые марки лезвий поддаются заточке.
Основные разновидности ножей
Крепление режущих элементов происходит на вращающийся барабан инструмента. Их основная задача — снимать верхние слои рабочего материала во время строгания. Нож может иметь одну или две режущих кромки. Последние изделия называются поворотными, так как есть возможность поменять их положение с затупившегося лезвия на острое. Есть ножи, которые изготавливаются из инструментальной стали, и они поддаются заточке, а есть те, которые сделаны из карбида вольфрама, и тогда требуется новая установка ножей.
По форме лезвия подразделяются:
- Прямые. Применяются для работ с узкими деталями при необходимости и выборки четвертей.
- Закругленные. Используются в процессе обработки широких деталей.
- Волнообразные. К ним прибегают, когда поверхность необходимо «состарить». Такие ножи еще называют фигурными.
Перед включением электрорубанка следует тщательно проверять правильную установку режущих элементов. При правильном креплении лезвие должно выступать наружу совсем чуть-чуть (на 0,5 мм), а само расположение должно быть параллельно подошве. Такой момент можно определить и визуально, перевернув инструмент подошвой вверх.
Чтобы отрегулировать положение ножа, следует повернуть малый и большой регулировочный винт сначала в одну сторону, а потом в другую. Они располагаются позади платформы под нож.
Далее элемент устанавливается в электрорубанок и фиксируется центровочным рычагом и винтом, расположенным на верхней пластине. Если предстоит работать новым инструментом, то, скорее всего, вся регулировка была осуществлена заранее, но подстраховаться не мешает. К тому же во время постоянного использования техники, настройка имеет свойство сбиваться. Для того чтобы удостовериться в правильности регулировки, лучше всего опробовать электрорубанок на каких-нибудь ненужных досках.
Схема угла заточки лезвия рубанка.
Нож под инструмент имеет не только определенную форму, но и размер. В зависимости от производителя, будь то импортный или отечественный, размеры ножей могут разниться. К примеру, у зарубежных аналогов стандартной длиной считается 8,2 см, имеют наименование «пластина». В зависимости от производителя цена на такие комплектующие будет также разниться. Фирма «Зубр» производит ножи, которые подходят не только на отечественные агрегаты, но и на зарубежную технику. Но тут сразу стоит оговорить тот момент, что чем дешевле фирма-производитель, тем ниже качество и прочность данного элемента.
Отдельные модели электроинструмента могут иметь набор определенных ножей. Это относится к рубанкам Интерскол и Байкал, им требуются ножи с более широким и более толстым лезвием. Их прочность несколько выше, поэтому им нестрашна «грубая» работа. Стандартная ширина равна 1 см, длина может варьироваться между 82 и 102 см, их достаточно легко заточить на наждаке, правда, для этого все же потребуется некий опыт.
Более редкими по востребованности считаются широкие и толстые ножи со специальными отверстиями под крепежи. Чаще всего они устанавливаются на мощные агрегаты (2000 Вт). Ширина таких лезвий может быть в 11 см.
Как сменить нож на электрорубанке?
Для выполнения качественной работы острота ножа должна быть на хорошем уровне.
Схема расположения барабана с лезвиями.
Если рассмотреть на свет фаску и повернуть ее вокруг режущей кромки, появится блестящая полоска по форме, напоминающую нитку, то значит, нож притупился и требует заточки или замены. Ножи электрорубанка затачиваются под углом в 30°.
Как уже отмечалось выше, на сегодняшний день можно выбирать инструмент, к которому подходят двойные лезвия. В таком случае, когда одна сторона приходит в негодность, нож поворачивают другой и продолжают работу. Но после того как и второе лезвие затупилось, электрорубанок оснащают новым ножом.
В корпусном поперечном пазу имеются три гайки, которые предназначены для фиксирования режущих деталей. В них и устанавливается нож, после чего высоту регулируют при помощи двух винтов, которые находятся с краев. Для того чтоб вынуть старое лезвие, необходимо гайки ослаблять, в то время как винты вкрутить до самого конца. Это позволит выдвинуть ножедержатель из паза.
Подбирается выколотка под толщину ножа. При помощи ее режущий элемент выбивается из фиксатора. После чего новый нож загоняется на место старого. На этом этапе особое внимание уделяется параллельному нахождению лезвия относительно ножедержателя.
И опять-таки не следует забывать о том, что новый режущий инструмент следует отрегулировать по высоте при помощи винтов, после чего закрепить его гайками. Чтобы избежать разбалансировки вала, для ножей выставляется одинаковый зазор.
Вся процедура по замене ножей должна происходить только на выключенном электрорубанке.
Правка на оселке: рекомендации
Ножи для электрорубанка крепятся на верхнюю часть вращающегося барабана инструмента.
Качество строгания напрямую зависит от остроты используемого ножа. Но это не значит, что если лезвие слегка притупилось, его сразу стоит менять. Ведь такие детали стоят не так уж и дешево, чтоб после каждой работы закупать новые. Выходом из этого положения является правка кромки. Для этой цели используется шлифовальный круг.
Шлифование — достаточно простой процесс. Для этого нож помещается на плоскую поверхность шлифовального круга, и в процессе шлифовки нужно двигать его из одной стороны в другую. Во время этого действия детали будут разогреваться, из-за чего следует не прилагать чрезмерных усилий. Иначе это может привести к потере твердости кромки или к тому, что она засинеет.
После того как лезвие будет отшлифовано, его нужно править. Для ручного процесса обычно используют оселки. Они представляют собой искусственные или натуральные бруски. Если использовать машинный способ, то в этом случае применяется доводочный диск.
Во время правки бельгийскими оселками необходимо использовать воду, а для арканзасных — смесь масла и керосина. В свою очередь, брусья из искусственных материалов могут отличаться по зернистости: крупной и мелкой. Первая сторона осуществляет более грубую правку, в то время как вторая требует более «ювелирный» подход. Если использовать оселки без смазки, то это испортит нож, так как он потеряет закалку. К тому же следует после каждой процедуры брусок хорошо мыть, иначе он засалиться.
Край лезвия необходимо упереть в брусок и водить им крестообразными движениями, пока его поверхность не приобретет блеск аналогичный зеркальному. К тому же на ноже электрорубанка не должно остаться никаких заусенец. Передняя же сторона правится движениями вверх-вниз.
Машинный доводочный диск изготавливается из искусственных материалов, вследствие чего его поверхность становится абразивной. Механическая правка занимает намного меньше времени, нежели ручная, но закупка соответствующего оборудования выйдет несколько дороже.
Несколько слов в заключение
Перед тем как приступать к установке новых ножей на электрорубанок, следует убедиться в необходимости данной процедуры. В случае если инструмент плохо «бегает» по рабочей поверхности, по сравнению с тем, как он делал это раньше, то следует подумать о заточке режущих элементов. К тому же важным моментом является то, что если продолжать работать «тупым» электрорубанком, то есть вероятность, что при попадании на жесткий участок дерева (сучки, сколы), инструмент отбросит, а это уже может быть чревато последствиями для здоровья оператора.
Очень важно запомнить тот момент, что если нет уверенности в своих силах касательно замены ножей электрорубанка, то лучше обратиться к специалистам. Ведь при неправильной установке есть вероятность сломать дорогостоящий инструмент, а также, включив его в сеть, травмироваться. Поэтому лучше не рисковать.
Электрорубанок – описание и приемы работы
Электрорубанок облегчает ручной труд, с помощью него результат получается качественным и достигается быстро. Электрорубанок пригодится всем, кто занимается обработкой древесины. Он обязательно поможет при ремонте и строительстве, если используется древесина. Быстровращающиеся ножи инструмента снимут стружку нужной толщины с заготовки, доведут заготовку до нужных размеров, сделают грани гладкими и ровными, снимет фаску или сделает большой скос, выберет фальц.
Электроинструмент нужно вести вдоль заготовки, не прилагая значительных усилий, которые необходимы при работе с обычным рубанком. Поверхность обрабатывается в соответствии с настройками, качество не столь сильно зависит от неточных действий оператора.
Какие бывают
В продаже можно встретить бытовые и профессиональные (полупрофессиональные) электрорубанки. Они отличаются друг от друга цветом и маркировкой. Первые дешевые, легкие. Вторые подороже помощнее и увесистее. Их моторесурс в разы больше, ими можно делать работу каждый день по много часов.
Как правило, в бытовых условиях такой необходимости нет, электрорубанком пользуются время от времени, поэтому приобретение для дома бытовой модели, но от известного производителя, является обычным решением.
Ширина обработки за один проход у бытовых моделей обычно 82 мм, реже встречаются модели с длиной ножей (ножи располагаются горизонтально) 100 мм и 110 мм. У профессиональных моделей может быть и больше.
Постель инструмента делится на две части – переднюю, регулируемую, которая опирается на заготовку впереди ножей, и заднюю, которая опирается на уже обработанную древесину.
На передней части постели имеется продольная выемка (несколько выемок различных размеров), в которую можно завесит ребро заготовки при снятии фаски, что позволит снимать фаску наиболее точно.
На передней ручке обычно расположен регулятор толщины снимаемой стружки (глубины резанья).
Еще один важный узел – система удаление стружки. При строгании образуется значительное количество стружки. На рубанке имеется патрубок, в который выбрасывается пыль и стружка при работе.
К патрубку можно подключить промышленный пылесос. Но можно подсоединить и мешок для сбора стружки, чтобы не засорять ею помещение.
Некоторые модели электрорубанков укомплектованы таким мешком. Но сделать его для любой модели можно и самостоятельно.
Как сделать мешок для стружки? Понадобится запасная трубка от пылесоса, которая подключается к патрубку рубанка. А также кусок ткани, молния-застежка вшиваемая в ткань, для извлечения стружки, и обжимной хомут, для закрепления горловины мешка на трубке.
Отдельные модели комплектуются боковыми и верхними упорами, которые позволяют вести рубанок вдоль грани заготовки на определенном от нее расстоянии и до определенной глубины строгания. Это позволяет делать выборку фальцев.
Некоторые дорогие мощные модели комплектуются фуговально-рейсмусовым приспособлением или станиной попроще, с помощью которых рубанок можно закрепить ножами вверх, получив, таким образом, небольшой строгальный станок (рейсмусовый станок).
Как заменить ножи
Электрорубанок комплектуется ножами из высокопрочных устойчивых к истиранию сплавов.
Если ножи начали оставлять на древесине след, то это указывает на их повреждение и необходимость замены.
У ножа, как правило, две острые кромки, и если одна затупилась, то нож нужно просто перевернуть.
Для замены ножей нужно, прежде всего, отключить электрорубанок от сети электропитания. Затем необходимо отвернуть винты крепления держателей ножей и вынуть держатели из паза, а после извлечь из них ножи.
Вставив новые ножи в держатели (перевернув имеющиеся) можно провести сборку в обратном порядке
Важно выставить ножи по высоте, что не просто и требует старания.
Положение ножей регулируется винтами держателей ножей. Режущие кромки должны быть выставлены точно по уровню задней неподвижной подошвы электрорубанка по всей своей длине. Т.е. должны быть в плоскости этой подошвы.
Выставление ножей электрорубанка выполняется в следующем порядке.
На неподвижную часть подошвы устанавливается линейка на ребро. Затем ножи медленно проворачиваются. Кромка ножа не должна приподнимать линейку, а только лишь слегка касаться ее. Это должно происходить по всей длине ножа – при сдвижении линейки по ширине подошвы.
Операция по выставлению ножей по высоте производится несколько раз с помощью линейки, пока не будет достигнут наилучший результат.
Но возможно сдвижение ножей за счет центробежных сил при вращении. Поэтому, после выставления ножей по линейке, рубанок включают и выдерживают на холостом ходу около 20 секунд, после чего снова проводят проверку положения ножей и при необходимости их регулировку. Периодически положение ножей проверяется и в процессе работы.
Особенности работы с электрорубанком
Усилие перемещения (подачи) рубанка по заготовке должно быть таким, чтобы скорость вращения ножей менялась не
Качество обработки будет высоким, если движение рубанка по заготовке будет плавным, достаточно медленным, чтобы не происходило значительного замедления вращения ножей.
К обработке приступают после того как двигатель и ножи развили номинальные обороты холостого хода.
Заготовка должна быть прочно закреплена на верстаке или ее упор должен быть прочным.
Стружку с заготовки следует удалять своевременно. Важно, чтобы стружка не попадала под подошву рубанка, за этим необходимо постоянно следить.
Строгание обычно начинается с торца заготовки, передняя часть подошвы рубанка ставится на заготовку, затем плавным движением рубанок подается вперед по заготовке.
При заходе ножей на заготовку и их сходе, рубанок прижимается к заготовке с увеличенным усилием, чтобы не допустить возникновение непроструганых мест по краям заготовки.
Для получения высокого качества и однородности обработки используют более длинные заготовки, чем требуется. После строгания концы заготовки обрезают.
Профессиональные электрорубанки можно превратить с помощью фуговально-рейсмусового приспособления в стационарный аппарат по фугованию древесины. Электрорубанок устанавливается на станину вверх ножами, которые закрываются защитной шторкой. Важно, что на этом станке можно задать необходимые размеры детали и по ним сделать несколько деталей из разнокалиберных заготовок. При этом точность прямых углов и чистота обработки остается довольно высокой.
Работа выполняется следующим образом. На всех заготовках ведется обработка одной грани. Затем станок перенастраивается и обрабатывается следующая грань на всех заготовках и т.д. Для выдержки прямого угла, заготовку прочно прижимают к боковому упору приспособления. При работе не следует приближаться к рубанку и идти вслед за заготовкой, нужно подавать ее, перехватывая в руках.
Обработка сложных мест
- Обработка широкой заготовки (шире, чем длина ножей) требует некоторого мастерства владения инструментом, чтобы не были заметны границы проходов рубанка. Заготовка обрабатывается снятием стружки на нужную глубину проходами, смещенными по ширине заготовки. После того, как поверхность станет более менее ровной, и толщина заготовки приблизится к требуемой, делаются дополнительные проходы с уменьшением глубины резания до самой минимальной. Проходы на минимальной глубине не должны оставлять после себя видимой границы от ножей.
- Фаска угла на заготовке, снимается электрорубанком, при размещении угла в специальном выступе на передней подошве. Но если нужно снять значительную часть заготовки на скос относительно граней (например, для соединения на ус), то необходимо использовать боковой упор, на котором и задается угол скоса. При обработке упор должен всегда плотно прилегать к заготовке, чем и обеспечивается одинаковая толщина скоса.
- Для снятия фальца или четверти (фальц с равными сторонами) электрические рубанки снабжаются двумя упорами – боковым и верхним. Этими упорами регулируется нужная ширина и глубина снятия фальца относительно самой заготовки.
- Деревянные щиты из нескольких досок строгаются под углом 45 градусов к направлению волокон. При этом выставляется небольшая глубина снятия стружки, что обычно дает приемлемый результат обработки.
- Торец доски (бруса) поперек волокон обычно не строгают. Но если имеется такая необходимость, то обработку ведут на минимальной глубине. При этом с одной стороны торца снимается предварительно фаска, а движение начинают с другой стороны проходами, до тех пор, пока не будет достигнута граница фаски.
Выбирая электрорубанок нужно обращать вниманием на его комплектацию упорами или возможностью их дополнительного приобретения и применения с данной моделью.
настройка и установка. Правильный угол заточки ножа для рубанка и особенности проведения работ
Любой домашний мастер всегда содержит инструмент в рабочем состоянии. Особенно это относится к ножам рубанка ручного или электрического. Научиться правильно и аккуратно затачивать ножи рубанка необходимо каждому. Какие существуют приспособления и станки для заточки инструмента, и как научиться пользоваться?
Если ножи рубанка затупились
Работоспособность рубанка во многом зависит от заточки ножей. Нож или резец рубанка представляет металлическое лезвие, расположенное к поверхности обработки под определенным углом.
Рабочим положением резца является выдвинутая и регулируемая часть ножа. Нож выступает через прорезь, через которую выходит отработанная стружка. Прижим ножей рубанка осуществляется с использованием простых по форме зажимов. Равновесная система расположения основных элементов рубанка создает достаточно работоспособный узел, пока мастер не почувствует, что пора производить заточку ножей для рубанка. Как определить, затупился нож рубанка или нет?
Сложной диагностики затупившийся нож рубанка не требует. Достаточно рассмотреть режущую кромку (фаску) на свет. Поворачивая фаску вокруг кромки можно обнаружить блестящую нитеобразную полоску, которая будет сигнализировать о том, что кромка притупилась. Это объяснимо просто: угол заточки ножа рубанка составляет 30 градусов. Профессиональные плотники затачивают фаску без замера угла, полагаясь на собственную интуицию и добиваясь необходимого соотношения между шириной и толщиной ножа.
При заточке ножей необходимо соблюдать балансировку и геометрию лезвий. Если вы не можете смело собственноручно осуществить заточку ножей ручным способом, на помощь придут приспособления и устройство для заточки ножей для рубанка.
Узнать подробнее о ножах рубанка вам поможет видео.
Научиться затачивать ножи рубанка несложно. Достаточно изучить конструкцию приспособлений, устройств и станков для заточки, а также уметь надежно закреплять лезвие ножей.
Приспособления для заточки
Самым простым, а поэтому доступным ручным приспособлением для заточки ножей можно назвать деревянный брусочек, в верхней части которого закреплен нож рубанка.
Данное устройство имеет две точки соприкосновения: в одной точке опирается затачиваемым лезвием на абразив, а второй точкой на угол бруска. Примитивная конструкция и ручное перемещение приспособления, тем не менее, позволяют производить неплохую заточку ножей рубанка. Следует учитывать, что угол заточки геометрически зависит от высоты деревянного брусочка над поверхностью абразива, а также расстояния до места крепления.
При заточке лезвие ножа железки должно быть прямолинейным.
Существуют также следующие приспособления, используемые для заточки:
круг заточной
прижим для заточки
ролик бочкообразный
брусок хонинговальный
точилки с фронтальным и боковым зажимом.
Круг заточной представляет собой абразивный круг диаметром до 60 мм с толщиной круга до 18 мм и шестигранным хвостовиком. Для удобства заточки круг оборудован конусным углублением, расположенным по окружности. Круг заточной изготавливают из карбида кремния. Для заточки в качестве движущего элемента используется электродрель.
Прижим для заточки предназначен для надежного зажима ножей для рубанка на заточном упоре. Прижим имеет 3 рабочих положения, которые позволяют устанавливать стержень, выравнивающий под необходимым рабочим углом заточки. Угол заточки может колебаться от 30 до 90 градусов. Прижим крепится на винтах, расположенных на пластиковых прокладках. Материал изготовления прижима – анодированный алюминий.
Ролик бочкообразный предназначен для устранения дефектов заточки на затачиваемой заготовке. Ролик имеет характерную форму, которая позволяет за 3 захода ликвидировать «дорожки», образовывающиеся после заточки точилкой. При этом сохраняется угол 90 градусов между боковыми частями ножа и режущей кромкой.
Брусок хонинговальный предназначен для функции подложки под абразивную пасту. Удобные геометрические размеры и материал изготовления – низкоуглеродистая стабилизированная сталь обеспечивают плоскостность по всей поверхности заточки до 0,127 мм. В отличие от водных камней, брусок не нуждается в протирке поверхности при заточке. Имеется возможность приклеивания бруска к значительной площади поверхности, что обеспечивает наилучший комфорт при работе.
Точилка Veritas Sharpening System с фронтальным и боковым зажимом предназначена для заточки ножей рубанков и фуганков, исключения составляют лезвия ножей от японских производителей. Точилка представляет собой полотно, которое можно зажимать вместе с лезвием ножа фронтально или сбоку. Точилка оснащена роликом, который предотвращает любые повреждения камня заточного. Заточка лезвий ножа осуществляется за счет шаблона выставляющего угол с возможностью ручной регулировки.
Необходимо заметить, что при работе с приспособлениями для заточки необходимо уделять внимание надежному креплению лезвий ножей.
Как научиться затачивать ножи рубанка с использование приспособлений вам поможет это видео.
Но особый интерес при заточке ножей вызывает работа на точильном станке. Научиться работать на заточном станке можно самостоятельно, ознакомившись с инструкцией.
Точильный станок Tormek
Станок Tormek это низкооборотный точильный станок с мощным двигателем и значительным крутящим моментом. Станок позволяет проводить заточные работы непрерывно на протяжении длительного промежутка времени. Высокую частоту заточки обеспечивают низкие обороты (до 90 об/сек) и водяное охлаждение режущей кромки затачиваемого инструмента. Устройство и принцип работы станка для заточки ножей для рубанка достаточно простое. Затачиваемый инструмент зажимается в держатель.
Держатель с закрепленным инструментом закрепляют на универсальной опоре. Затем производится включение точильного станка. Заточка ножей или иных инструментов происходит на небольших оборотах с применением заточного круга, погруженного в воду. Процесс заточки видимый, в любой момент имеется возможность регулировки и контроля прижимной силы, ширины фаски заточки и скорости вращения заточного круга. При заточке инструмента полностью исключен пережог инструмента. Использование различных заточных камней позволяет производить заточку любого металла.
Научиться работать на заточном станке можно за несколько заходов. Поэтому заточка ножей своими руками не будет представлять сложности. Для большей уверенности в работе и практики заточки ножей рубанка можно ознакомиться с видео.
Напомним, что заточные работы всегда требуют внимания и соблюдения правил техники безопасности.
Рубанок является одним из самых важных инструментов в доме, но работа с ним может превратиться в самую настоящую муку, если он заточен неправильно. Заточка может быть осуществлена своими руками, нужно только быть аккуратными. Правильно заточить рубанок не так трудно, как может показаться, нужно только придерживаться инструкций специалистов. Лезвие рубанка должно скользить легко, снимается при этом тонкий слой древесины.
Для того, чтобы при работе с рубанком получить нужный результат без лишних проблем, необходимо его правильно заточить.
Для правильной заточки рубанка, необходимы такие инструменты:
- шлифовальный станок;
- камень.
Помимо таких инструментов, необходимо запастись терпением, тогда заточить рубанок можно быстро и эффективно. И нужно сразу приобретать качественный инструмент, тогда больших проблем не будет.
Процесс заточки рубанка
Схема вариантов заточки ножа рубанка: а — на оселке; б — на точильном камне; в — положение фаски лезвия резца при заточке на оселке; г — заточка на диске точильного камня с применением упорного устройства.
Если работать рубанку предстоит с твердой древесиной, то нужно быть готовыми к тому, что его нож быстро заступится в результате взаимодействия. Острие очень быстро изнашивается, на нем появляются выбоины и зазубрины. Особенно проблемно работать таким инструментом, если в строгаемой древесине попадается гвоздь. Если зазубрины большие, то для заточки лучше всего использовать наждак. При этом следует иметь в виду, что лучше всего наточить нож рубанка получится, если наждачный круг имеет большой диаметр. Если размер такого круга меньший, то выемка получается большой. Потом все равно придется заняться выравниванием паски, так как она должна быть идеально плоской.
Очень хорошо иметь для заточки 2 разных круга, один из них должен иметь крупные зерна, а второй должен быть мелкозернистым. При этом процессе очень важно соблюдать правильный угол заточки. При таком процессе необходим специальный упор, так как просто держать нож в руках и затачивать его могут только специалисты, обладающие определенными навыками. Угол заточки — это очень важно, на это следует обращать особое внимание.
Прижимать сильно железку к вращающемуся кругу не следует, что делают многие, чтобы «содрать» большой слой металла в короткое время. Таким образом, нож рубанка быстро «пережигается» в результате сильного перегрева, нарушается закалка металла. Для того чтобы всего этого не допустить, необходимо время от времени охлаждать металл, для чего достаточно просто опустить его в холодную воду. После того как правка на наждачном круге завершена, лезвие необходимо править на мелкозернистом бруске. В конце нужно довести лезвие до конца на специальном камне для шлифования (если его нет, то можно использовать кожаный ремень с полировальной пастой). Нужно быть готовыми к тому, что такой процесс отличается трудоемкостью и длительностью. Чтобы этого избежать, настоятельно рекомендуется не затачивать рубанок после того, как он сильно затупится, а делать это время от времени, как только резка древесины начинает осуществляться хуже.
Сначала немного о том, какими ножи бывают. Есть два типа — одноразовые и многоразовые. Первые, как понятно из названия, не точатся, а просто меняются на новые. При этом они обязательно выпускаются двусторонними, поэтому при затуплении первой стороны надо просто перевернуть их и можно работать снова, пока и вторая сторона не затупится. А после износа второй стороны покупаем новые. Ну и, если у вас именно этот случай, то вы можете не думать о заточке.
Многоразовые могут быть как одно-, так и двусторонними. Естественно двусторонний нужно сначала использовать с обеих сторон, а потом уже точить.
Одноразовые и многоразовые ножи электрорубанка
Свидетельством того, что ножи затупились, является то, что рубанок с трудом движется по деревянной поверхности, а также обработанная им поверхность остается недостаточно гладкой.
80 наименований электрорубанков по низким ценам. Нажмите, чтобы увидеть
Итак, чтобы самому произвести правку, понадобится специальное приспособление. Благодаря ему удается затачивать под правильным углом. У некоторых рубанков такая приспособа идет в комплекте. Если же ее нет, то значит нужно приобрести ее в магазине.
Также, конечно, будет нужен абразивный камень с мелким зерном. Перед тем, как на нем точить, замочите его на несколько минут в воде.
Ножи закрепляются в указанное выше приспособление. Они могут зажиматься парой, а могут и по отдельности. Если вы ставите сразу их оба, то скосы острия должны быть в одной плоскости, чтобы их не сбить. При креплении по одиночке необходимо следить, чтобы скошенный край на приспособлении был параллелен поверхности камня.
Крепление ножей на приспособлении для заточки
Ну и в итоге вся заточка сводится к тому, чтобы снять с лезвия заусенцы и неровности. Водим ножами по абразивному камню, пока они не заточатся. Если лезвие очень сильно затуплено и его ручная правка покажется вам слишком утомительной, то можно сделать ее на электрическом точиле. Главное все сделать аккуратно.
Процесс заточки ножей электрорубанка
На этом всё. Надеюсь статья оказалась для вас полезной. Читайте и другие материалы на моем сайте. И до новых встреч!
Начну с того, что наточить ножи для электрорубанка вручную просто не реально, придётся покупать какой нибудь станок или точило со специальной приспособой, иначе, увы никак. Я пользуюсь заточным станком
В начале надо определиться какие именно ножи установлены на Вашем электро-рубанке, есть одноразовые, они вообще не затачиваются, есть под заточку.
Так же посмотрите комплектность электро-рубанка, во многих моделях (особенно брендовых) в комплекте есть устройство для заточки ножей электро-рубанка.
Если под заточку, снимаем ножи с рубанка.
Вставляем ножи (два) вот в такое приспособление, для заточки, из комплекта,
Ножи вставляется в приспособление до упора, лезвия ножей в одной плоскости.
Советую предварительно его намочить (смочить) водой.
В принципе всё и заточные станки не нужны, всё делается в ручную.
Заточка ножей электрорубанка дело не особо хитрое но следует иметь ряд приспособлений что бы правильно выполнить такую заточку. Во времена когда еще не было таких приспособлений заточку проводили в ручную дело это хлопотное и требовало отличной выучки заточника. Для этого необходим был наждачный брусок с ровной без выработок поверхностью. Угол заточки нужно было строго соблюдать он должен быть 35 градусов.
Сейчас пользуются специальными приспособлениями это быстро и качественно но при всем механизме заточки нужно следить за выработкой на камнях иначе заточки не получится. В оправу вставляется нож от эл. рубанка, выстовляется правильный угол заточки, затем включаем станок так и происходит заточка ножа.
Существует несколько способов заточки ножей барабана электрорубанка, в основном они делятся на два метода:
Нужно снять лезвия с барабана и установить их в специальную оправку, держа руками оправку нужно водить ножи по ровной плоскости круговыми движениями, для заточки подойдёт абразивный круг и на доводку лист наждачной бумаги.
2) Автоматизированный метод
Снимаются ножи с барабана и монтируются в специальное приспособление, которе установлено на наждачном станке. Приспособление должно иметь плавающий ход вдоль крутящегося абразивного камня. Такое приспособление можно сделать самому.
Угол заточки в лезвиях составляет примерно 30-45 градусов.
Рубанок – едва ли не самый популярный инструмент в арсенале домашнего мастера, занимающегося плотницкими работами. Именно поэтому, нужно знать всё о замене ножей рубанка их правильной заточки и эксплуатации. И как правильно выбрать ножи для рубанка, как ручного, так и электрического, обеспечить им максимальную стойкость – эти вопросы будут рассмотрены далее.
Все ножи для ручных рубанков (у электрических есть некоторые нюансы, но об этом позже) работают в условиях значительных нагрузок на лезвие, что проявляется в повышенных напряжениях среза, которые испытывает металл.
Динамика работы ножа рубанка следующая. При возвратно-поступательном перемещении инструмента нож врезается в древесину на определённую глубину. Поскольку дерево не обладает сколько-нибудь заметной пластичностью, происходит скалывание определённого слоя с образованием стружки. Сама стружка также редко когда имеет большую протяжённость, и быстро раскалывается на более мелкие фрагменты. Происходит это в момент «наползания» срезанной от заготовки древесины на наклонную кромку лезвия. При дальнейшем движении рубанка возникает трещина в следующем слое и т. д.
Если не принимать во внимание индивидуальные особенности материала, обработка которого производится, то на стойкость ножа для рубанка влияет размер прохода – предельной длины сломавшегося фрагмента стружки. С уменьшением пролёта и снижением глубины строгания поверхность заготовки становится чище и ровнее, одновременно снижаются и срезающие нагрузки на лезвие.
Поскольку стружка при изгибе с выходом вверх ломается, то наибольшие напряжения вызываются в колодке рубанка. Поэтому её изготавливают из наиболее твёрдых древесных пород. Однако стойкость колодки, как правило, намного превышает стойкость ножа. Объясняется это:
- Более благоприятной геометрией колодки, где отсутствуют концентраторы напряжения;
- Ситуативным желанием плотника (особенно малоопытного) увеличить глубину врезания, вследствие чего толщина прохода увеличивается;
- Повышенным трением между контактными поверхностями лезвия ножа и стружкой, в результате чего температура на рабочей кромке ножа возрастает.
Указанные факторы приводят к быстрому затуплению лезвия. Поэтому важен правильный выбор геометрии ножа для рубанка, а также материала, из которого изготавливается инструмент.
Нож ручного рубанка состоит из рабочей и опорной части. В конфигурации рабочей части ножа различают:
- Фаску, которая образуется на тыльной части лезвия. Она обеспечивает снижение усилия врезания ножа в древесину за счёт исключения трения тыльной части о материал заготовки.
- Передний угол, который в большинстве случаев совпадает с принятым наклоном ножа в корпусе рубанка.
- Задний угол самой фаски.
- Рабочий угол заострения, который равен разности значений угла фаски и угла наклона ножа в рубанке.
Для долговечности рассматриваемого инструмента наибольшее значение имеет передний угол: именно он определяет гладкость простроганной поверхности, условия удаления стружки из зоны обработки и нагрузку на лезвие.
При выборе оптимального значения для данного угла учитываются следующие факторы:
- Физико-механические свойства обрабатываемого материала . В частности, с повышением твёрдости угол необходимо увеличивать. Для обработки мягкой древесины (липа, осина, сосна, лиственница) рекомендуется устанавливать нож под углом 45±5º, для работ по более твёрдому дереву (граб, дуб, груша) — 60±5°, а при обработке ещё более твёрдых материалов – даже до 80º. Такие рекомендации связаны с абразивным действием, которое производит проход стружки при его подъёме из зоны строгания;
- Вид строгания . Практически каждый вид древесины требует определённого угла наклона рубанка к плоскости обрабатываемой заготовки. Например, сосна лучше всего строгается при наклоне инструмента на угол заточки ножей ручного рубанка 40…50 0 от оси доски. Менее мягкие сорта обрабатываются под углами заточки 25…30º. Этот приём обеспечивает лучшее качество строгания, но нож при этом сильнее нагревается, и, следовательно, быстрее затупиться;
- Материал и твёрдость ножа . Более всего для этих целей подходят быстрорежущие стали Р12 или даже Р18 (по этой причине некоторые домашние мастера для изготовления ножей рубанков используют части пильных дисков фрикционных пил, которые работают в схожих условиях). Менее стойкими будут ножи для рубанков, изготовленные из обычной инструментальной стали типа У7 или У8.
Заточка ножей для ручных рубанков
Рабочая кромка ножа представляет собой ребро, которое всё-таки имеет незначительный радиус закругления. Перед заточкой визуально проверяют целостность кромки: на ней не должно быть местных вырывов металла. При их наличии ножи для рубанка придётся укоротить.
Для максимального уменьшения радиуса закругления на кромке, заточку рекомендуется проводить в два этапа. Вначале производится первичная заточка: затупившийся нож со стороны фаски подносят к периферии точильного круга и сильно прижимают. Число оборотов точила не должно превышать 600…700 мин -1 , иначе съём металла окажется значительным. Важно и не переусердствовать с силой нажатия, поскольку на стали могут появиться сине-фиолетовые цвета побежалости – неприятный признак отпуска металла. Твёрдость ножа для рубанка при этом снизится, и придётся путём довольно сложной термообработки (отжиг+закалка+отпуск) восстанавливать прочностные характеристики материала.
При отсутствии точила поступают следующим образом. Заточка ножа для ручного рубанка производится крупнозернистым точильным бруском, который необходимо зафиксировать на рабочем верстаке (обе руки должны оставаться свободными). Заточку выполняют круговыми перемещениями фаски по поверхности бруска. При этом желательно периодически смачивать нож водой либо мыльным раствором. Это не только очищает затачиваемую поверхность от мельчайших частиц металла ножа, но и позволяет равномерно охлаждать инструмент.
Появление на лезвии тонкого заусенца по всей его длине – признак перехода ко второму этапу заточки. Здесь инструмент затачивается с использованием более мелкозернистого бруска, который снимет заусенец. Общепринятая градация брусков по их зернистости следующая:
- Высокая зернистость (30…180 мкм): бруски/точила из карбида кремния или корунда. Применяются для удаления крупных дефектов на ножах, изменения угла фаски и т. п.
- Средняя зернистость (7…20 мкм): бруски/точила из электрокорунда или диоксида хрома. Подходят для предварительной заточки.
- Малая зернистость (3…5 мкм). Материалы те же, инструмент используется для окончательной заточки ножей.
После окончания заточки лезвием ножа проводят по куску дерева твёрдых пород, который окончательно снимет фрагменты заусенца.
Заточка ножей электрорубанков
Основными особенностями ножей для рубанков приводного типа является их двухсторонность, а также работа исключительно вдоль волокон древесины. Если ножи выполнены из инструментальных сталей, то они поддаются заточке, в то время как твердосплавные ножи придётся заменять. При затуплении одной части ножа, его переворачивают на противоположную сторону и продолжают эксплуатировать.
Различают следующие исполнения ножей электрорубанков:
- Прямые – они используются для работ с узкими пазами изделиями;
- Закруглённые – подходят при строгании более широких поверхностей;
- Фигурные или волнообразные, которые применяются для образования фактурных поверхностей на изделии.
Ножи отличаются и своими размерами, в частности, длиной. У импортного инструмента стандартным считается размер 82 мм, такие ножи в практике именуются «пластинами». Впрочем, некоторые отечественные производители изготавливают ножи, совместимые с инструментами зарубежного производства. Электрорубанки повышенной мощности (предназначенные для работ с более прочной древесиной) комплектуются более толстыми ножами шириной 110 мм. Особенность таких ножей – наличие крепёжных отверстий.
Чем длиннее нож, тем легче его заточить. Как и в предыдущем случае, важно знать материал, из которого изготовлен нож. Процесс заточки ножей для электрорубанков заключается в следующем.
Вначале определяют текущее состояние режущей кромки. Если на фаске ножа отчётливо видна блестящая полоска, то такой инструмент нуждается в заточке. Её проводят под углом заточки в 30 0 , используя шлифовальный круг с направляющим кондуктором, предварительно смоченный водой. Шлифовку можно выполнять как возвратно-поступательными, так и круговыми перемещениями ножа. В первом варианте движения должны выполняться поперёк рабочей поверхности лезвия. Охлаждение в процессе шлифовки обязательно: ножи электрорубанков работают при гораздо более высоких скоростях, а потому крайне чувствительны к уменьшению твёрдости. Именно это и произойдёт, если шлифовку вести на обычном воздухе: сталь отпускается, и её твёрдость падает.
Следует отметить, что все модели электрорубанков комплектуются специальными держателями. Закрепив в таком держателе нож, можно сравнительно удобно затачивать его и на обычном шлифовальном бруске. В процессе заточки визуально контролируют состояние поверхности лезвия: рабочая кромка должна иметь зеркальную поверхность.
После окончания работ поверхность шлифовального круга или бруска следует тщательно очистить от жировых загрязнений.
Любой деревообрабатывающий электроинструмент имеет сменные режущие, пилящие, строгающие элементы. Фактически – это расходные материалы.
Если наждачная бумага по мере износа просто меняется, то полотна, сверла или подлежат заточке. Ножи в электрорубанке двусторонние, что продлевает их рабочий ресурс.
Необходимо произвести заточку и правку ножей, в случае обнаружения следующих признаки износа или затупления:
- рубанок труднее проходит обрабатываемую заготовку;
- на поверхности дерева остаются т.н. волны;
- на уплотнениях (сучках) инструмент подскакивает;
- после обработки остаются задиры, полосы;
- при осмотре режущей кромки, под определенным углом видна так называемая «нитка» на самом краю ножа.
ВАЖНО! Работать с тупыми насадками не только непродуктивно, но и опасно. Без необходимой остроты рабочих поверхностей рубанок отскочит от любой твердой поверхности, будь то сучок или гвоздь. Это может привести к травме.
Вовсе не обязательно обращаться специализированную мастерскую. При наличии элементарных слесарных навыков и нехитрых приспособлений, заточку ножей можно произвести своими руками.
Как правильно наточить нож для рубанка
И так, обе стороны ножа выработали свой ресурс остроты, приступаем к заточке. Общее правило – от первого движения до финишной правки, угол соприкосновения ножа и точильного инструмента должен оставаться неизменным. Движение наждака должно производиться поперек режущей поверхности.
Существует несколько способов:
Ручная заточка с нерегулируемым фиксатором
Используется специальное приспособление для заточки – держатель ножей (кондуктор). С равномерным усилием совершаем круговые движения по точильному камню или оселку, внимательно следя за тем, чтобы обработать всю режущую кромку.
Можно использовать наждачную бумагу, разложенную на ровной поверхности. Такой вариант подойдет лишь для коротких ножей.
Обратите внимание
Качество заточки оставляет желать лучшего, потребуется больше времени на финишную правку. Тем не менее, если требования к качеству обработки дерева невысокие, этот способ подойдет.
Подобные держатели часто идут в комплекте с электрорубанком. Существенный недостаток – отсутствие возможности отрегулировать угол заточки. Ножи из твердых сплавов таким способом заточить не удастся.
Ручная заточка с регулируемым фиксатором
Этот метод относится к полупрофессиональному. Качество обработки на высшем уровне, но при этом не используется малая механизация. В роли приспособления, фиксирующего угол – выступает упор с регулируемой высотой. Для удобства его можно снабдить роликом.
- Продольно перемещая нож по абразивной поверхности, можно добиться высокого качества обработки.
- Давление регулируется усилием руки.
- Такое приспособление позволяет затачивать в домашних условиях ножи любой ширины, все зависит от площади наждака.
Главное условие – идеально ровная поверхность. Удобно в качестве подложки использовать толстое стекло. На нем фиксируется водостойкая наждачная бумага, смоченная водой. Процесс начинается с грубой фракции, постепенно переходя к «нулевке». Угол заточке должен быть порядка 25-30 градусов, его легко контролировать высотой упора.
Недостаток данного метода – большие временные затраты . Это с лихвой окупается высоким качеством работ. Заточка твердосплавных ножей таким методом практически невозможна.
Ручная заточка с кондуктором для наждака
В этом случае жестко фиксируется нож, а наждачный камень имеет возможность перемещаться по обрабатываемой поверхности под постоянным углом.
Если обеспечить перпендикулярность направления движения наждака относительно затачиваемой поверхности – результат будет качественным. Один из вариантов исполнения приведен на схеме.
Процесс кропотливый, зато для изготовления приспособления фактически не требуется финансовых затрат. Необходимо отметить, что такой вариант не подходит для обработки твердых сплавов.
Механизированные способы заточки
Применяются малые точильные станки с регулируемым кондуктором. Их можно приобрести в магазине, но стоимость подобных изделий высока. Поэтому большинство домашних мастеров предпочитают изготавливать такие .
Электромотор должен иметь регулятор оборотов, используются специализированные абразивные круги с ровной поверхностью.
При помощи направляющей, расположенной вдоль оси вращения – нож перемещается поперек наждака, не меняя «угол атаки». Заточка получается высокого качества, временные затраты минимальны. Меняя круги, можно как точить, так и править ножи.
Вид с боку
ВАЖНО! При работах на точильном станке нельзя допускать перегрева кромки ножа. Это уменьшает твердость металла.
Точить необходимо до появления еле заметных заусенцев, похожих на фольгу. Они убираются оселком, которым надо провести по обратной стороне среза параллельно ножу.
Недостатком данного способа является сложность конструкции и относительно высокая стоимость комплектующих. При этом нет ограничений, как по размеру, так и по твердости обрабатываемых резцов.
Завершающим этапом является правка ножа
При этом поверхность доводится практически до зеркального блеска. Острота кромки проверяется бумагой. Она должна разрезаться как лезвием бритвы. Правка производится такими же способами, как и заточка.
Поправить острие ножа электрорубанка можно в ручную, как это сделать смотрите в этом видео.
Только зернистость абразива должна быть практически нулевой. Идеальный вариант – использование на финальном этапе японских водостойких наждачек, с зерном 2000-3000.
Можно довести поверхность до зеркального блеска с помощью полировочной пасты и войлочного круга . Но не стоит увлекаться внешним видом, чтобы не затупить кромку.
Виды ножей для рубанка
- Прямые ножи. Применяются для любого вида обработки, в том числе выборки «четвертей». Линия среза одинаково ровная по всей ширине ножа;
- Ножи со скругленными краями. Предназначены для обработки больших поверхностей, когда ширина лезвия меньше ширины заготовки. Плоскость обрабатывается за несколько проходов, по краям зачищаемого участка не образуется ступенька;
- Фигурные ножи. Иное название – рустикальные. Придают поверхности дерева различные декоративные формы. Чаще всего используются при изготовлении наличников, рамок для картин и пр. После обработки поверхность необходимо циклевать;
- Спиральные ножи. Качество обработки поверхности на порядок выше, чем у прямых. К недостаткам можно отнести высокую стоимость и невозможность заточки кустарным способом.
Правильная заточка ножей электрорубанка своими руками – видео
Если заточка прямых ножей не вызывает сложностей, то обработка затупленных фигурных кромок под силу не каждому мастеру. Нож со скругленными краями затачивается так же, как прямой, лишь над закруглениями придется поработать. Качество их обработки не так критично, можно обойтись правкой на оселке.
А вот фигурные и спиральные ножи практически не поддаются обработке кустарным способом. Как правило, при затуплении просто приобретаются новые.
Регулировка ножей на валу электрорубанка
После заточки или покупки новых лезвий, ножи необходимо правильно установить на вал рубанка. Криво установленные ножи не дадут ровной поверхности при обработке дерева. А отсутствие балансировки приведет к тому, что работать будет лишь одно лезвие.
При необходимо заранее проконсультироваться у продавца о возможности замены ножей и наличии их в магазинах. В инструкции к рубанку обычно подробно написано, как отрегулировать ножи, но иногда это вызывает затруднение у пользователей.
Не сложное приспособление сделанное своими руками поможет вам правильно установить и отрегулировать ножи электрорубанка. Подробности в этом видео.
- Сначала, нож соединяется с накладкой таким образом, чтобы его режущий край выступал примерно на 3 мм. После этого вся конструкция размещается на валу, и наживляется на крепежные болты. Затем производится установка рабочей высоты лезвия.
ВАЖНО! При установке ножей необходимо работать в защитных перчатках. Никогда не утапливайте режущую кромку пальцами.
- Высота лезвия над подошвой обычно не должна превышать 0,5 мм. Разумеется, надо обеспечить параллельность поверхности рубанка и режущей кромки. Для этого можно воспользоваться стальной линейкой.
- Попеременно устанавливая ее ребром на подошву рубанка с разных сторон ножа, необходимо добиться, чтобы кромка с двух сторон касалась линейки при одном и том же угле поворота вала.
- Чтобы избежать погрешности, перед тем, как установить ножи на электрорубанок, необходимо проверить качество заточки. Для этого измеряется ширина среза на металле на разных концах лезвия. Она должна быть одинакова. Иначе невозможно будет выставить ножи параллельно друг другу.
Металлы, применяемые при изготовлении ножей для электрорубанков
Ножи изготавливаются из твердой закаленной стали или карбида вольфрама. Так называемые быстрорежущие стальные резцы быстрее тупятся, но при этом достаточно легко поддаются восстановлению. Стоимость их невысока, отсюда и слабые потребительские свойства.
Применяются при обработке мягких пород дерева. При контакте с твердыми вкраплениями в заготовке, такими, как гвозди или сучки – теряют остроту. Но целостность материала не нарушается. Боятся перегрева, особенно при механической заточке.
Если закалка будет «отпущена», такой нож лучше утилизировать и купить новый. Вы потратите больше времени на регулярный демонтаж, заточку и установку, чем на обработку дерева.
Твердосплавные ножи, выполненные из карбида вольфрама – имеют изначально бритвенную остроту и лишены части недостатков, присущих изделиям из стали. Они медленно тупятся, не боятся перегрева.
Твердые породы дерева обрабатываются как брусок сливочного масла. Но есть и собственные недостатки. При контакте с гвоздем на высокой скорости оборотов рубанка, от режущей кромки может отколоться кусок.
Заточка таких ножей практически невозможна, прочность сплава превышает твердость большинства абразивов. Поэтому по мере износа их просто меняют на новые. А стоимость достаточно высокая. Радует тот факт, что делать это приходится не часто.
- Перед началом обработки, очистите заготовку от абразивных загрязнений. На досках не должно быть песка, земли и прочей твердой грязи. Так вы продлите ресурс ножей рубанка.
- Если есть возможность, не используйте сучковатую древесину. Прочность материала ниже, а ножи портятся быстрее.
- Обязательно проверяйте заготовки на предмет отсутствия гвоздей и металлических скоб. Это можно сделать при помощи магнита, подвешенного на прочной нити.
Наличие в домашнем хозяйстве приспособления для заточки ножей рубанка, зависит от объемов плотницких работ. Возможно, прочитав данный материал, вы сможете изготовить его самостоятельно.
Электрический рубанок служит незаменимым инструментом при строительстве и ремонте дома, как и в любой электроинструменте, в его устройстве имеются расходные материалы. У электрорубанка расходниками выступают ножи, при помощи которых и обрабатывается дерево. Как правило, ножи являются двухсторонними, в комплекте по 2 штуки. Запомните: если рубанок стружку снимает плохо, и у вас затупились ножи, то пора их сменить. Но в этом случае стоит оговориться, что некоторые из них попросту подлежат заточке. Для этого и нужно знать, как выставить ножи электрорубанка после заточки, и как проводить саму процедуру заточки ножей.
Ножи для электрорубанка
Ножи крепятся на вращающемся барабане электрорубанка и предназначаются для снятия верхнего слоя материала при процедуре строгании деревянных изделий. Если данная оснастка имеет 1 режущую кромку или 2. Последние лезвия называются поворотными, потому что их положение легко меняется, если одна сторона затупляется. Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Лезвия по форме бывают: прямыми – используются для выборки четвертей и строгания узких деталей; закругленными – предназначаются для обработки широких участков, потому что между линиями строгания переходы они делают аккуратнее; волнообразными – фигурные ножи для электрорубанка подходят для имитации «состаренных» поверхностей.
Перед началом использования электрорубанка каждый раз рекомендуется проверять, правильно ли установлены ножи. Их режущая кромка должна наружу едва выступать и располагаться при этом параллельно подошве рубанка. Для определения, как отрегулирован нож, поднимите инструмент на уровень глаз подошвой вверх.
Над подошвой на 0,5 миллиметра в среднем должна выступать режущая кромка ножа. У шерхебеля, что предназначается для первоначального грубого строгания, режущая кромка должна быть выпущена не меньше чем на 1 миллиметр. Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.
После этого установите нож в электрорубанок и зафиксируйте положение при помощи центровочного рычага и винта на верхней пластине. У нового электрорубанка, как правило, уже отрегулировано положение ножа. Однако после длительного использования настройка будет сбиваться. Поэтому, если вы используете рубанок после длительного перерыва, вам нужно для начала проверить, все ли так. Не начинайте сразу обработку деталей только что отрегулированным электрическим рубанком, не опробовав его на ненужной доске.
Классификация ножей для электрорубанка
Также ножи для электрорубанка разделяются по размеру. Если у вас импортный рубанок, к примеру, фирмы Black&Dekker или Skil, то там стоят традиционные ножи на 82 миллиметра, их называют в народе «пластинками». Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Точные габаритные размеры: длина 82 миллиметра, ширина 5,5 миллиметра и толщина 1,2 миллиметра. В продаже можно отыскать ножи различных производителей и цена в этом случае зависит от компании в первую очередь. Если приобрести бошевские, то стоимость будет выше в 2 раза, чем у простых бытовых — Зубр, Стайер, Fit, Matrix. Конечно, и в качестве разница будет весьма заметной.
Различают ножи, что специально предназначены для некоторых моделей электрических рубанков. Для популярных рубанков Интерскол и Байкал предназначаются специальные ножи, они шире, чем «пластинки», и толще. Они более крепкие, и когда при работе электрическим рубанком вы налетите на сучок или гвоздь, то нож не сломается, а зазубрина легко удалится на наждаке.
Ширина этих ножей всегда составляет приблизительно 1 сантиметр, они существенно отличаются от других. Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
Ну и третья разновидность ножей для электрических рубанков — широкие и толстые, с наличием отверстий под крепление. Они являются весьма специфическими и подходят исключительно для определенных моделей, например, для рубанков производителя Rebir, которые имеют мощность 2000 Ватт. Эти ножи отличаются большой толщиной и мощностью, ширина достигает 110 миллиметров.
Смена ножей электрорубанка
К ножам электрорубанка предъявляются высочайшие требования. То, что они затупились, можно легко определить на глаз. Рассмотрите для этого на свет фаску железки и поверните вокруг режущей кромки. Режущая кромка притупилась, если на конце фаски появляется блестящая полоска в форме нитки в некотором положении. Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Сегодня существуют ножи для электрорубанков с применением поворотного резца. Если одно из подобных лезвий ножа затупилось, то нож принято на первый раз переворачивать, а в следующий раз – заменять новым острым ножом.
Ножи для электрорубанка устанавливают в ножедержатель, который размещается в конусном поперечном пазу и зажат тремя гайками. По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
После этого необходимо подобрать выколотку, что подходит по толщине ножа, и с её использованием выбить в поперечном направлении нож из ножедержателя. Далее переверните нож или возьмите новый, если прежний является непригодным, и аккуратно загоните его на место, приставив сбоку. Следите, чтобы нож в ножедержатель заходил строго параллельно ему.
Поставив на электрический рубанок новые ножи, следует выставить их по высоте винтами и зажать гайками. При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
Правка на оселке
При строгании достигнуть хорошего качества обработанной поверхности можно только при применении в рубанке острого ножа. Если режущая кромка немного затупилась и зазубрин не имеет, то ее получится заострить посредством правки. Тупые или зазубренные ножи рекомендуется шлифовать на шлифовальном круге.
При шлифовании ножа на шлифовальном круге его свободно помещают на плоскую опорную поверхность или зажимают в салазки. Железку при шлифовании нужно двигать по шлифовальному диску из стороны в сторону. Из-за трения при этом совершается нагрев деталей. Поэтому необходимо оказывать при обработке изделия умеренное давление, чтобы режущая кромка не потеряла свою твердость и не засинела.
Нож электрорубанка после шлифования необходимо подвергнуть правке. Только благодаря этой манипуляции он получит желаемую остроту. Для ручной регулировки ножей электрорубанка используют искусственные или натуральные бруски, которые называются оселки. Машинным образом железку может выправить на доводочном диске.
На бельгийских оселках правку можно производить только с добавлением воды. На брусках из арканзаса, для правки напротив используют смесь масла и керосина. Искусственные оселки бывают с разным уровнем размельчения. Многие имеют крупно- и мелкозернистую стороны.
Крупнозернистая сторона предназначена для предварительной правки, а мелкозернистая нужна для тонкой правки. Для правки ножей на искусственных оселках можно использовать смесь масел или воду. На сухом бруске нельзя править ни в коем случае, потому что лезвие потеряет закалку (отпустится) и будет затупиться. Брусок время от времени нужно мыть, чтобы оселок не засаливался.
Фаску при правке хорошо упирают в брусок и водят ей до тех пор крест накрест, пока она не станет такой блестящей, как зеркало, и исчезнут все заусенцы. Переднюю сторону железки по оселку водят только вниз и вверх, а процедура ее правки по времени длится меньше.
Доводочный диск притир изготовляют из искусственного материала, в котором содержится мелкодисперсное абразивное средство. При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
Заточка ножей электрорубанка
Перед процедурой замены ножей электрорубанка сначала необходимо определить потребность в её проведении. Узнать это легко: если электрорубанок хуже проходит по заготовке, чем раньше, то нужно приступить к перезаточению его ножей. Кроме того, запомните, что затупившиеся ножи способны увеличить риски отброса аппарата при попадании на жёсткие участки древесины, к примеру, сучки.
Первым этапом заточки ножа электрорубанка является помещение абразивного камня на несколько минут в воду. Камень в себя должен впитать как можно больше влаги. Это способствует избеганию от излишнего пылеобразования и повышает качество затачивания электрорубанка. Важно следить при затачивании ножей, чтобы они прикасались к абразивному камню и под одинаковым углом постоянно.
Второй этап – фиксация ножей в специальной колодке. Чтобы качественно заточить нож для электрорубанка, принято использовать специальный прибор, что поможет избежать нарушений геометрии или балансировки ножей. Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Третий шаг – непосредственно сам процесс затачивания. Заточку ножей для электрорубанка нужно производить по особой технологии. Сталь на перезатачиваемых ножах является настолько качественной, что это позволяет хорошо переточить ножи и сделать их острыми, как бритва. Однако следите, чтобы не нарушалась балансировка ножей. Так как используется в электрорубанке два ножа, вопрос балансировки стоит строго.
Прямолинийность лезвия во время заточки проверяют при помощи любой прямой поверхности. По всей длине лезвия ширина фаски должна быть совершенно одинаковой. Ножи обычно точат на ручном точиле. Точить рекомендуется столько по времени, пока на лезвии не появятся тончайшие заусеницы, которые сложно различить на глаз. Добивайтесь, чтобы фаска получилась ровной, без вогнутостей и выпуклостей. Заусенцы необходимо удалить. Для этого при заточке ножей электрорубанка нож размещают обратной стороной плашмя на брусок и проводят несколько раз по нему.
Сборка ножей электрорубанка
После заточки ножа в первую очередь соедините его с накладкой. За край накладки он должен выступать на 3 миллиметра. Полностью соберите инструмент, отрегулируйте правильность положения ножа, чтобы его кромка выступала за край платформы, как и положено, на 0,5 миллиметра. Нож и накладку соедините одним винтом. Ослабьте винт, нож поверните на 90 градусов и детали разъедините.
Сначала приложите нож к бруску фаской и перемещайте его в таком положении вперед и назад под острым углом 30 градусов. Когда возникнут на режущей кромке заусеницы, переверните нож, поместите плашмя на брусок и перемещайте туда-сюда, чтобы удалить заусеницы. Кромка ножа за край накладки должна выступать на 3 миллиметра. Винт, который скрепляет накладку и нож, должен быть затянут хорошенько, чтобы и после длительного использования обе детали друг к другу прилегали плотно.
После того, как заточили ножи электрорубанка, немедленно нужно опробовать лезвие, сняв несколько стружек. Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Теперь вы знаете, почему так важно постоянно контролировать положение ножей на электрорубанке, вовремя их регулировать, снимать и устанавливать новые железки. Кроме того, у вас всегда есть возможность заточить ножи электрорубанка на специальном приспособлении и одеть их обратно.
Как заточить ножи электрорубанка в домашних условиях. Как заточить рубанок: технология проведения процесса
Электрический рубанок служит незаменимым инструментом при строительстве и ремонте дома, как и в любой электроинструменте, в его устройстве имеются расходные материалы. У электрорубанка расходниками выступают ножи, при помощи которых и обрабатывается дерево. Как правило, ножи являются двухсторонними, в комплекте по 2 штуки. Запомните: если рубанок стружку снимает плохо, и у вас затупились ножи, то пора их сменить. Но в этом случае стоит оговориться, что некоторые из них попросту подлежат заточке. Для этого и нужно знать, как выставить ножи электрорубанка после заточки, и как проводить саму процедуру заточки ножей.
Ножи для электрорубанка
Ножи крепятся на вращающемся барабане электрорубанка и предназначаются для снятия верхнего слоя материала при процедуре строгании деревянных изделий. Если данная оснастка имеет 1 режущую кромку или 2. Последние лезвия называются поворотными, потому что их положение легко меняется, если одна сторона затупляется. Ножи для электрорубанка изготавливаются из инструментальной стали или карбида вольфрама. Первые из них можно затачивать повторно.
Лезвия по форме бывают: прямыми – используются для выборки четвертей и строгания узких деталей; закругленными – предназначаются для обработки широких участков, потому что между линиями строгания переходы они делают аккуратнее; волнообразными – фигурные ножи для электрорубанка подходят для имитации «состаренных» поверхностей.
Перед началом использования электрорубанка каждый раз рекомендуется проверять, правильно ли установлены ножи. Их режущая кромка должна наружу едва выступать и располагаться при этом параллельно подошве рубанка. Для определения, как отрегулирован нож, поднимите инструмент на уровень глаз подошвой вверх.
Над подошвой на 0,5 миллиметра в среднем должна выступать режущая кромка ножа. У шерхебеля, что предназначается для первоначального грубого строгания, режущая кромка должна быть выпущена не меньше чем на 1 миллиметр. Отрегулировать положение ножа очень просто. Поворачивайте последовательно влево и вправо малый и большой регулировочные винты, что располагаются за платформой для ножа электрорубанка, пока режущая кромка не займет нужное положение.
После этого установите нож в электрорубанок и зафиксируйте положение при помощи центровочного рычага и винта на верхней пластине. У нового электрорубанка, как правило, уже отрегулировано положение ножа. Однако после длительного использования настройка будет сбиваться. Поэтому, если вы используете рубанок после длительного перерыва, вам нужно для начала проверить, все ли так. Не начинайте сразу обработку деталей только что отрегулированным электрическим рубанком, не опробовав его на ненужной доске.
Классификация ножей для электрорубанка
Также ножи для электрорубанка разделяются по размеру. Если у вас импортный рубанок, к примеру, фирмы Black&Dekker или Skil, то там стоят традиционные ножи на 82 миллиметра, их называют в народе «пластинками». Из недорогих и качественных можно посоветовать ножи производителя «Зубр» из углеродистой стали. Эти ножи подойдут для большинства зарубежных рубанков, даже для профессиональных электрических инструментов Бош и Макита.
Точные габаритные размеры: длина 82 миллиметра, ширина 5,5 миллиметра и толщина 1,2 миллиметра. В продаже можно отыскать ножи различных производителей и цена в этом случае зависит от компании в первую очередь. Если приобрести бошевские, то стоимость будет выше в 2 раза, чем у простых бытовых — Зубр, Стайер, Fit, Matrix. Конечно, и в качестве разница будет весьма заметной.
Различают ножи, что специально предназначены для некоторых моделей электрических рубанков. Для популярных рубанков Интерскол и Байкал предназначаются специальные ножи, они шире, чем «пластинки», и толще. Они более крепкие, и когда при работе электрическим рубанком вы налетите на сучок или гвоздь, то нож не сломается, а зазубрина легко удалится на наждаке.
Ширина этих ножей всегда составляет приблизительно 1 сантиметр, они существенно отличаются от других. Данные ножи для электрорубанков бывают различной длины: 82 и 102 миллиметра, под разные модели Байкал и Интерскол. Если подобные ножи затупились, их можно всегда заточить самостоятельно. В отличие от тонких, их получится заточить на наждаке при обладании достаточными навыками заточки и способностями выдерживать плоскость.
Ну и третья разновидность ножей для электрических рубанков — широкие и толстые, с наличием отверстий под крепление. Они являются весьма специфическими и подходят исключительно для определенных моделей, например, для рубанков производителя Rebir, которые имеют мощность 2000 Ватт. Эти ножи отличаются большой толщиной и мощностью, ширина достигает 110 миллиметров.
Смена ножей электрорубанка
К ножам электрорубанка предъявляются высочайшие требования. То, что они затупились, можно легко определить на глаз. Рассмотрите для этого на свет фаску железки и поверните вокруг режущей кромки. Режущая кромка притупилась, если на конце фаски появляется блестящая полоска в форме нитки в некотором положении. Угол заточки ножа электрорубанка должен быть близко 30 градусов.
Сегодня существуют ножи для электрорубанков с применением поворотного резца. Если одно из подобных лезвий ножа затупилось, то нож принято на первый раз переворачивать, а в следующий раз – заменять новым острым ножом.
Ножи для электрорубанка устанавливают в ножедержатель, который размещается в конусном поперечном пазу и зажат тремя гайками. По высоте ножи регулируются двумя винтами, расположенными по краям. Чтобы достать нож из ножедержателя, следует ослабить гайки, закрутить винты до конца винты, что поможет выдвинуть из паза ножедержатель.
После этого необходимо подобрать выколотку, что подходит по толщине ножа, и с её использованием выбить в поперечном направлении нож из ножедержателя. Далее переверните нож или возьмите новый, если прежний является непригодным, и аккуратно загоните его на место, приставив сбоку. Следите, чтобы нож в ножедержатель заходил строго параллельно ему.
Поставив на электрический рубанок новые ножи, следует выставить их по высоте винтами и зажать гайками. При этом для обоих ножей рекомендуется выставлять одинаковый зазор, иначе будет происходить разбалансировка вала.
Правка на оселке
При строгании достигнуть хорошего качества обработанной поверхности можно только при применении в рубанке острого ножа. Если режущая кромка немного затупилась и зазубрин не имеет, то ее получится заострить посредством правки. Тупые или зазубренные ножи рекомендуется шлифовать на шлифовальном круге.
При шлифовании ножа на шлифовальном круге его свободно помещают на плоскую опорную поверхность или зажимают в салазки. Железку при шлифовании нужно двигать по шлифовальному диску из стороны в сторону. Из-за трения при этом совершается нагрев деталей. Поэтому необходимо оказывать при обработке изделия умеренное давление, чтобы режущая кромка не потеряла свою твердость и не засинела.
Нож электрорубанка после шлифования необходимо подвергнуть правке. Только благодаря этой манипуляции он получит желаемую остроту. Для ручной регулировки ножей электрорубанка используют искусственные или натуральные бруски, которые называются оселки. Машинным образом железку может выправить на доводочном диске.
На бельгийских оселках правку можно производить только с добавлением воды. На брусках из арканзаса, для правки напротив используют смесь масла и керосина. Искусственные оселки бывают с разным уровнем размельчения. Многие имеют крупно- и мелкозернистую стороны.
Крупнозернистая сторона предназначена для предварительной правки, а мелкозернистая нужна для тонкой правки. Для правки ножей на искусственных оселках можно использовать смесь масел или воду. На сухом бруске нельзя править ни в коем случае, потому что лезвие потеряет закалку (отпустится) и будет затупиться. Брусок время от времени нужно мыть, чтобы оселок не засаливался.
Фаску при правке хорошо упирают в брусок и водят ей до тех пор крест накрест, пока она не станет такой блестящей, как зеркало, и исчезнут все заусенцы. Переднюю сторону железки по оселку водят только вниз и вверх, а процедура ее правки по времени длится меньше.
Доводочный диск притир изготовляют из искусственного материала, в котором содержится мелкодисперсное абразивное средство. При помощи таких дисков вы можете править ножи для электрорубанков в машинном режиме.
Заточка ножей электрорубанка
Перед процедурой замены ножей электрорубанка сначала необходимо определить потребность в её проведении. Узнать это легко: если электрорубанок хуже проходит по заготовке, чем раньше, то нужно приступить к перезаточению его ножей. Кроме того, запомните, что затупившиеся ножи способны увеличить риски отброса аппарата при попадании на жёсткие участки древесины, к примеру, сучки.
Первым этапом заточки ножа электрорубанка является помещение абразивного камня на несколько минут в воду. Камень в себя должен впитать как можно больше влаги. Это способствует избеганию от излишнего пылеобразования и повышает качество затачивания электрорубанка. Важно следить при затачивании ножей, чтобы они прикасались к абразивному камню и под одинаковым углом постоянно.
Второй этап – фиксация ножей в специальной колодке. Чтобы качественно заточить нож для электрорубанка, принято использовать специальный прибор, что поможет избежать нарушений геометрии или балансировки ножей. Расслабьте две гайки, которые фиксируют зажимную пластину колодки, и вставьте ножи до упора в приспособление для заточки ножей электрорубанка. Затем снова зажмите фиксирующие гайки. Следите, чтобы режущие кромки ножей располагались в одной плоскости.
Третий шаг – непосредственно сам процесс затачивания. Заточку ножей для электрорубанка нужно производить по особой технологии. Сталь на перезатачиваемых ножах является настолько качественной, что это позволяет хорошо переточить ножи и сделать их острыми, как бритва. Однако следите, чтобы не нарушалась балансировка ножей. Так как используется в электрорубанке два ножа, вопрос балансировки стоит строго.
Прямолинийность лезвия во время заточки проверяют при помощи любой прямой поверхности. По всей длине лезвия ширина фаски должна быть совершенно одинаковой. Ножи обычно точат на ручном точиле. Точить рекомендуется столько по времени, пока на лезвии не появятся тончайшие заусеницы, которые сложно различить на глаз. Добивайтесь, чтобы фаска получилась ровной, без вогнутостей и выпуклостей. Заусенцы необходимо удалить. Для этого при заточке ножей электрорубанка нож размещают обратной стороной плашмя на брусок и проводят несколько раз по нему.
Сборка ножей электрорубанка
После заточки ножа в первую очередь соедините его с накладкой. За край накладки он должен выступать на 3 миллиметра. Полностью соберите инструмент, отрегулируйте правильность положения ножа, чтобы его кромка выступала за край платформы, как и положено, на 0,5 миллиметра. Нож и накладку соедините одним винтом. Ослабьте винт, нож поверните на 90 градусов и детали разъедините.
Сначала приложите нож к бруску фаской и перемещайте его в таком положении вперед и назад под острым углом 30 градусов. Когда возникнут на режущей кромке заусеницы, переверните нож, поместите плашмя на брусок и перемещайте туда-сюда, чтобы удалить заусеницы. Кромка ножа за край накладки должна выступать на 3 миллиметра. Винт, который скрепляет накладку и нож, должен быть затянут хорошенько, чтобы и после длительного использования обе детали друг к другу прилегали плотно.
После того, как заточили ножи электрорубанка, немедленно нужно опробовать лезвие, сняв несколько стружек. Доказано на практике, что лезвие инструмента, который пущен в работу сразу после затачивания, тупится меньше. Чтобы избежать частой заточки ножей на точиле, внимательно следите в процессе работы за состоянием железки, и при появлении первых признаков затупления (блестящих полосок) сразу же правьте электрорубанок на точильном бруске.
Теперь вы знаете, почему так важно постоянно контролировать положение ножей на электрорубанке, вовремя их регулировать, снимать и устанавливать новые железки. Кроме того, у вас всегда есть возможность заточить ножи электрорубанка на специальном приспособлении и одеть их обратно.
Современный строительный рынок представлен различными инструментами, с помощью которых умельцам работать становится намного легче. Одним из самых востребованных приспособлений в среде строителей и ремонтников является электрорубанок.
Он, как и любой комплектуется рабочими насадками. В качестве дополнительного элемента для рубанка предусмотрен специальный набор ножей. Иногда режущий элемент начинает плохо обрабатывать древесину. Это свидетельствует о том, что лезвие затупилось и его нужно заточить. Информация о том, как выполнить заточку ножей электрорубанка, содержится в статье.
Знакомство с режущей насадкой
Ножи для электрорубанка осуществляют строгание верхнего слоя древесины. Режущий элемент инструмента является расходным материалом. От характеристик приобретенного набора ножей будет зависеть дальнейшее качество обработки и безопасность мастера во время эксплуатации электроинструмента. Чем лучше сталь, из которой изготовлен нож, тем дольше он сохранит свою остроту.
О работе
В процессе эксплуатации ножей для рубанка на лезвие оказывается значительная нагрузка. Инструмент работает следующим образом: в ходе его возвратно-поступательного перемещения нож проникает в дерево на определенную глубину. По причине отсутствия в древесине такого свойства, как пластичность, нож для рубанка скалывает верхний слой, вследствие чего образуется стружка. Местом для оснастки режущих элементов стал специальный барабан, на котором ножи осуществляют свое вращение. Электроинструмент оборудован двумя ножами. Режущий элемент, стоящий последним, является поворотным. После затупления одной из его сторон он легко меняется. Для их изготовления используется карбид вольфрама и инструментальная сталь. В последнем случае, как утверждают мастера, возможна повторная заточка ножей электрорубанка.
О классификации по форме
Ножи для электрорубанка могут быть:
- Прямыми. С их помощью строгают небольшие детали.
- Волнообразными. Используя такие ножи, мастера имитируют «состарившуюся» древесину.
- Закругленными. Изделия применяют в тех случаях, когда нужно выполнить аккуратный переход между линиями строгания. Опытные мастера рекомендуют пользоваться закругленными ножами в работе с широкими поверхностями.
О размерах
Режущие элементы для импортных электроприборов в среде потребителей называют «пластинками». Их стандартный размер составляет 82 мм. Ножи для электрорубанка преимущественно изготавливают из качественной углеродистой стали. Данные изделия шириной 5,5 мм и толщиной 1,2 мм являются универсальными, поскольку подойдут для большинства инструментов импортного производства. По отзывам потребителей, если выбирать из недорогих и одновременно прочных режущих насадок, то лучше остановить свой выбор на марке «Зубр». Их можно устанавливать на электрорубанок «Бош», Makita, Shkil, Black&Desser. Также на рынке вниманию любителей работать с деревом представлены специальные ножи. Для таких изделий, в отличие от стандартных «пластин», характерны увеличенная толщина и ширина, за счет чего они намного крепче и легче затачиваются. Длина специальных ножей варьируется в пределах от 82 до 102 мм. Режущая оснастка, предназначенная для какой-либо конкретной модели, преимущественно содержит специальное крепежное отверстие. Такие ножи устанавливаются на инструменты повышенной мощности. При помощи электрорубанка обрабатывается более прочная древесина.
Об одноразовых ножах
Кроме того, ножи бывают одноразовыми и многоразовыми. В первом случае режущий элемент заточке не подлежит. Такие изделия просто заменяют. Преимущественно они двухсторонние. При затуплении одной стороны мастера их просто переворачивают и продолжают работать до тех пор, пока не затупится и вторая. Если нож утратил свою прежнюю остроту, то продвижение рубанка по деревянной поверхности станет затруднено. Кроме того, после прохождения тупым ножом она будет недостаточно гладкой. Это свидетельствует о том, что настало время режущий элемент выбросить.
О затачивании
Качественная и безопасная правка ножей в домашних условиях будет возможна только при наличии специального приспособления. С его помощью мастер сможет подобрать нужный угол заточки. Как утверждают некоторые владельцы, электрорубанок «Бош», а также Makita и Shkil комплектуются таким устройством. Если же он отсутствует, владельцу инструмента придется приобретать его отдельно.
Также для затачивания ножей понадобится мелкозернистый Перед работой опытные мастера рекомендуют опустить его на пару минут в воду. Для начала нож нужно надежно закрепить в указанном выше приспособлении. Режущие элементы можно зажимать парами или точить по отдельности. Если ножи в паре, то очень важно проследить за тем, чтобы в процессе затачивания не сбились их концы. Для этого оснастку скошенными краями располагают в одной плоскости. Если каждый нож затачивается отдельно друг от друга, то скос должен располагаться параллельно камню.
Смысл затачивания заключается в удалении с поверхности лезвия различных заусенец и неровностей. Для этого режущим элементом нужно водить по поверхности абразивного камня до тех пор, пока заусеницы полностью не исчезнут. Сперва необходимо определить степень затупления, взглянув на режущую кромку. Если фаска с блестящей полоской, то режущая оснастка нуждается в правке. Затем выставляется угол в 30 градусов. Шлифовать нож следует возвратно-поступательным и круговым движением. Поскольку для ножей электрических рубанков предусмотрена работа на очень высокой скорости, то важно не допустить их перегрева. Для этого во время шлифовки ножи нужно периодически опускать в емкость с водой. В противном случае раскаленная сталь быстро опустится и утратит свою первоначальную твердость.
Бывает так, что лезвие затуплено очень сильно и править вручную становится утомительно. Камень в таком случае желательно заменить электрическим Судя по многочисленным отзывам потребителей, чем длиннее нож, тем легче его затачивать.
Об установке в инструменте
Прежде чем приступить к эксплуатации электрооборудования как с совершенно новыми, так и с самостоятельно заточенными «пластинками», важно убедиться, что они надежно закреплены. После замены ножей электрорубанка режущая оснастка своей кромкой должна быть расположена параллельно к подошве инструмента. Определить регулировку «пластинки» можно, перевернув для этого рубанок подошвой вверх.
Желательно, чтобы кромка выступала наружу не более чем на 0,5 мм. Изменить положение ножа возможно благодаря специальным малому и большому регулировочным винтам, которые расположены за платформой инструмента. Регулирование режущей кромки выполняется путем последовательного проворачивания данных винтов влево-вправо.
В заключение
Всем привет! Сегодня я расскажу, как своими руками сделать заточку ножей для рубанка. Основная трудность, из-за которой не все готовы взяться за это дело — это соблюдение требуемого угла заточки, а также ее равномерность.
Сначала немного о том, какими ножи бывают. Есть два типа — одноразовые и многоразовые. Первые, как понятно из названия, не точатся, а просто меняются на новые. При этом они обязательно выпускаются двусторонними, поэтому при затуплении первой стороны надо просто перевернуть их и можно работать снова, пока и вторая сторона не затупится. А после износа второй стороны покупаем новые. Ну и, если у вас именно этот случай, то вы можете не думать о заточке.
Многоразовые могут быть как одно-, так и двусторонними. Естественно двусторонний нужно сначала использовать с обеих сторон, а потом уже точить.
Свидетельством того, что ножи затупились, является то, что рубанок с трудом движется по деревянной поверхности, а также обработанная им поверхность остается недостаточно гладкой.
80 наименований электрорубанков по низким ценам. Нажмите, чтобы увидеть
Итак, чтобы самому произвести правку, понадобится специальное приспособление. Благодаря ему удается затачивать под правильным углом. У некоторых рубанков такая приспособа идет в комплекте. Если же ее нет, то значит нужно приобрести ее в магазине.
Также, конечно, будет нужен абразивный камень с мелким зерном. Перед тем, как на нем точить, замочите его на несколько минут в воде.
Ножи закрепляются в указанное выше приспособление. Они могут зажиматься парой, а могут и по отдельности. Если вы ставите сразу их оба, то скосы острия должны быть в одной плоскости, чтобы их не сбить. При креплении по одиночке необходимо следить, чтобы скошенный край на приспособлении был параллелен поверхности камня.
Ну и в итоге вся заточка сводится к тому, чтобы снять с лезвия заусенцы и неровности. Водим ножами по абразивному камню, пока они не заточатся. Если лезвие очень сильно затуплено и его ручная правка покажется вам слишком утомительной, то можно сделать ее на электрическом точиле. Главное все сделать аккуратно.
В мастерской домашнего мастера всегда много инструментов. Как правильно заточить рубанок, чтобы он всегда был в рабочем состоянии? Научиться делать это должен каждый мастер, имеющий ручной или электрический инструмент.
Столярный инструмент для строгания дерева в виде деревянной колодки с широким лезвием.
Для чего нужна ручная заточка
Работоспособность любого рубанка зависит от правильной заточки и установки его ножей. Нож устанавливается на свое место и выдвигается через прорезь. Через нее же удаляется стружка во время работы рубанка. Как определить, что наступило время заточки ножа рубанка? Сделать это довольно просто: нужно просто посмотреть на режущую кромку. На ней при внимательном рассмотрении видна нитеобразная полоска — она и является признаком затупления ножей. Следует соблюдать геометрию лезвий при их заточке. Затачивать ножи можно вручную, но в наши дни многие мастера пользуются специальными станками и приспособлениями. Самое простое приспособление — это деревянный брусок для закрепления ножа. Заточка в этом случае идет вручную. Брусок регулирует угол заточки. Общий вид ножа ручного рубанка представлен на изображении 1. Нож, закрепленный в приспособлении, на изображении 2. При заточке обычно пользуются кругом из карбида кремния, угол заточки — 30 градусов. Иногда он может отличаться от этого размера. Нож, приготовленный к заточке, показан на изображении 3.
Вернуться к оглавлению
Заточка ножей рубанка на станке и их регулировка
Ножи для электрорубанка являются расходным материалом.
В большинстве случаев при заточке рубанка пользуются специальным станочком. Научиться правильно затачивать инструмент на нем довольно просто — достаточно лишь ознакомиться с инструкцией. К такому оборудованию относится станок Tormek (изображение 4). Он оснащен мощным двигателем, имеет низкие обороты, может затачивать инструмент на протяжении довольно большого промежутка времени. Высокая чистота и точность заточки обеспечивает водяное охлаждение кромки ножа.
Затачиваемые ножи зажимаются держателями, которые крепятся на опоре. При работе станка есть возможность регулировки прижима, ширины фаски, скорости вращения круга. На станке возможна заточка инструмента из любого металла. Сам процесс работы на станке очень прост, нужно лишь соблюдать некоторые правила техники безопасности.
Распространенной разновидностью ручного рубанка является электрический его вариант. Ножи у него относятся к расходным материалам. Их, как правило, бывает 2 штуки. Они крепятся на специальном барабане и снимают верхний слой древесины на заготовке. Изготавливают эти изделия из особого сорта инструментальной стали. Они хорошо поддаются заточке. Для некоторых моделей они изготовлены из карбида вольфрама, который обладает особой прочностью.
Угол рубанка должен быть заточен под углом от 45 до 60 градусов.
Отличаются ножи и своими формами. Они бывают:
- прямыми;
- закругленными;
- фигурными.
Прямые лезвия используются для обработки узких заготовок и выборки четвертей. Закругленными лезвиями обрабатывают широкие плоскости. Закругления на концах делают аккуратными переходы между линиями прохода рубанка. Волнообразные фигурные лезвия нужны для имитации различных состаренных поверхностей. Перед началом работы с рубанком необходимо проверить правильность установки ножей. Для этого нужно перевернуть рубанок вверх подошвой и посмотреть на лезвие: его режущая кромка должна выступать над подошвой на 0,3-0,5 мм.
Рубанки Интерскол и Байкал имеют очень хорошее качество, относительно других производителей.
При необходимости лезвия регулируют. Для регулировки ослабляются крепежные винты, затем регулировочные винты поворачиваются в разные стороны до того момента, пока ножи не займут своего места. После этого остается их закрепить. Новые электрические рубанки чаще всего идут с завода отрегулированными. Ими можно пользоваться сразу. Но настройки необходимо периодически проверять, ведь они могут измениться в моменты встречи лезвия с сучком или с гвоздем. После регулировки рубанок проверяют на ненужном бруске или доске.
Очень надежные и прочные лезвия имеют рубанки Байкал и Интерскол. Они немного шире остальных моделей, толщина их тоже несколько больше. Затачиваются они обычными способами. Угол заточки равен примерно 30 градусам. Чтобы качество строгания было высоким, режущая кромка не должна иметь никаких заусенцев. Для этого заточенные ножи нужно править, используя шлифовальный круг. Железку устанавливают в приспособление и двигают им из одной стороны в другую. Давление на круг или оселок должно быть минимальным, чтобы не перегреть деталь. Благодаря этой манипуляции нож получит особую остроту.
При доводке с использованием разного рода оселков применяют в качестве охладителя воду, масло, керосин. Если оселок имеет разную структуру на каждой стороне, то сначала пользуются крупнозернистой стороной, затем мелкозернистой. Оселок нужно периодически промывать, чтобы он не засалился.
Для тех кто делает это впервые, заточка ножа рубанка может показаться несколько сложноватой. Точнее не само точение, а сохранение при этом правильного угла и геометрии режущей кромки. Кромка должна быть перпендикулярная краю ножа, и создавать с нею прямой угол.
Лучше сразу оценить степень затупления ножа и правильность угла. Если угол имеет правильный градус, а лезвие лишь слегка “замылено” то к электроточилу лучше не обращаться. Немного поправить нож можно и на бруске. Я на электроточиле вывожу только правильный угол (фаску) и то после пары-тройки правлений руками на бруске.
Камень электроточила, должен быть ровным, а его ребро чем толще тем лучше. Однако бытовые точила имеют обычно круги около 2-3 сантиметров, что заставляет двигать нож из стороны в сторону, что бы брать по всей плоскости. Точило обязательно должно быть оснащено подручником. Не включая точило приложите нож фаской к ребру камня. Камень должен вращаться на вас, а нож стоять против вращения. Меняйте угол и чувствуйте в каком положении ножа фаска начинает прижиматься то носком (режущей кромкой) то пяткой (это тем место где она переходит в ровное полотно железки)
Проверьте имеющийся угол по шаблону. Угол заточки может быть разным, от 25 до 45. Это зависит от твердости и свилеватости обрабатываемого дерева, от угла “завала” ножа рубанка относительно его подошвы. В среднем угол на рубанке общего применения делают около 35 градусов.
Если градус фаски (подвода) вашего ножа не требует корректировки, то выбирайте положение ножа на камне, когда и носок и пятка, опираются на камень Соответственно, если градус нужно сделать меньше, то больше прижимаем пятку, а если больше – носок. Поймав угол, включаем точило, и начинаем перемещать нож по камню. Сделайте несколько проходов и посмотрите в каком месте берет больше, в каком меньше. Откорректируйте нажим.
После того как фаска пройдена вся, проверьте прямой угол по угольнику. При необходимости выровняйте перпендикуляр, проточив “взлетевший” угол сильнее. В процессе точения постоянно охлаждайте нож.
Заточка на точиле окончена, когда фаска равномерно снята по всей своей плоскости, её угол соответствует, и на режущей кромке появился небольшой заусенец.
Этот заусенец лучше убирать на мелком ровном точильном камне. Некоторые правят на мелкой наждачке, но я не делаю этого. Наждачка все таки материал не жоский, и при точении о нее режущая кромка “заваливается” потому что нож идет как бы по волнам. Точильный камень имеет постоянную форму, и выгнать на нем острейшее жало железки намного легче. После правки, фаску желательно шлифануть.
Кто то скажет что заусенец убирать не нужно. Ни чего подобного! Да, на ноже или на топоре, заусенец на режущей кромке даже полезен, потому как улучшает “цепкость” режущей кромки и лучшему резанию. Однако между ножом рубанка и обычным ножом есть принципиальная разница в способах резки. Кухонный нож водится вдоль реза возвратно-поступательными движениями, рож рубанка просто поднимает слой дерева, и заусенец на нем просто подворачивается, делая нож тупее.
особенности заточки, правильная установка лезвий деревообрабатывающего инструмента
Современные мастера, занимающиеся обработкой пиломатериалов, обязательно имеют в своём арсенале электрический рубанок. Он отличается значительными преимуществами над ручным инструментом. Чтобы производительность оборудования была максимальной, необходима правильная установка ножей на электрорубанок. Точное положение острых ножей повышает производительность аппарата.
Разновидности ножей для электрического рубанка
Инструмент имеет вращающийся барабан, на котором фиксируются режущие детали. Крепление барабана осуществляется обычными гайками. Если их ослабить, появится возможность снять ножи. Так как лезвие имеет две стороны заточки, при затуплении одной из сторон нож можно быстро перевернуть.
Промышленность изготавливает несколько лезвий для такого инструмента. Они отличаются своей конструкцией и формой:
- Прямые. Осуществляют строгание заготовок небольших размеров. Можно выбирать четверть.
- Волнообразные. Выполняют имитацию «состаренного» дерева.
- Закруглённые. Применяются для обработки широких поверхностей, когда необходимо сделать между строгальными плоскостями аккуратный фигурный переход.
Ножи отличаются не только своей формой. Важнейшую роль играют также их размеры. Существует несколько групп:
- Пластины — 82×5,5×1,2 мм. Применяются на зарубежном оборудовании типа Black&Deccer. Для изготовления лезвия используют углеродистую сталь.
- Специальные ножи. Отличаются от пластин своими габаритами. Они намного толще и шире. Выпускаются длиной 82 или 102 мм. Большая толщина облегчает заточку инструмента.
- Лезвия для конкретного аппарата. Обычно ширина лезвия не превышает 110 мм. Чтобы закрепить лезвие, предусмотрены специальные отверстия.
Одноразовая оснастка
Такой инструмент изготавливается из высокопрочного сплава. Пластина имеет две острые стороны. Её режущая часть никогда не затачивается. После изнашивания кромки лезвие переворачивают, закрепляют в барабане обратной стороной. Когда затупится вторая кромка, нож выбрасывают и устанавливают новый инструмент.
Одноразовой оснасткой выполняются работы, которые не требуют высокой точности, когда к качеству поверхности не предъявляются повышенные требования. Однако с ней очень удобно работать. Не требуется точная регулировка ножей электрорубанка, не нужно проводить балансировку.
Многоразовая насадка
Этот инструмент отличается от одноразовых пластин своими габаритами и формой. Для изготовления применяется высококачественная сталь. После обработки поверхности такими лезвиями получается гладкая поверхность, не требующая дальнейшего шлифования. Станковый инструмент маркируется буквами HSS (High Speed Stil или быстрорежущая сталь). Оснастка относится к профессиональному типу.
Чтобы установить нож, требуется специальная регулировка, а также высокоточная балансировка. Угол заточки ножа рубанка должен иметь точные параметры.
Лезвия электрорубанка
После продолжительной работы лезвия начинают изнашиваться. Их нужно заново заточить или провести полную замену. Регулировка и заточка полотна необходима, когда возникают характерные признаки:
- Появился резкий звук.
- Инструмент работает с большой вибрацией.
- На обрабатываемой поверхности появляются дефекты.
- Работа требует больших усилий.
Чтобы настроить нормальное положение режущего полотна, необходимо учитывать несколько параметров. От них зависит, насколько качественной будет обработка:
- Высота лезвия, выступающая над подошвой рубанка.
- Величина бокового выступа полотна, которым выбирается четверть.
Регулировка ножей инструмента
Мастер, занимающийся обработкой древесины, отлично знает как отрегулировать ножи на электрорубанке. Для выполнения такой работы необходимо иметь:
- Шестигранник, входящий в комплект изделия.
- Металлическую линейку.
Чтобы настройка инструмента с несколькими ножами проходила быстро и правильно, необходимо соблюдать определённую технологическую последовательность:
- Перевернув аппарат, нужно растворителем удалить с полотен смолёные отложения.
- Выставляется передняя сторона подошвы. Её положение должно соответствовать минимальному значению глубины строгания.
- Каждое лезвие устанавливают в зазор между плитами.
- Линейка кладётся на опорную плиту. Причём режущая кромка обязательно должна касаться опорной поверхности. Если этого не происходит, необходимо ослабить крепёжные болты и выставить нужный уровень.
- Затем затянуть болты.
- Операции подвергают все насадки. Выставленные зазоры должны иметь одинаковые размеры. В результате исключается появление вибрации и разбалансировка инструмента.
- Для определения лёгкости вращения барабана на валу его нужно провернуть рукой.
- Чтобы проверить правильность настройки, обрабатывают ненужную заготовку.
Если нож имеет прямую форму, выступание рабочей части должно достигать 0,5 мм. Для закруглённой формы, этот размер должен быть более 1 мм.
Самостоятельная заточка лезвий электрорубанка
Многоразовые ножи после длительной работы требуют перезаточки. Заточка рубанка своими руками в домашних условиях выполняется аналогично ручному инструменту. Отличие состоит в количестве режущих кромок, которые требуют заточки.
Для самостоятельной заточки лезвия необходимо иметь несколько специальных приспособлений:
- Точильный брусок.
- Наждак.
- Напильник.
Для работы понадобится струбцина, чтобы закрепить на верстаке затачиваемую деталь. Ножи фиксируются так, чтобы режущие кромки находились в одной плоскости.
Напильником или наждаком одновременно затачиваются все лезвия. Не должно быть никаких отклонений. Острота лезвия проверяется на любой деревянной доске.
Чтобы облегчить работу, предварительно смачивают водой абразивный камень. Для первичной обработки пользуются крупнозернистым абразивом, мелкозернистым выполняют доводку. Желательно, чтобы угол заточки ножа был равен 30 градусам. Когда режущая кромка имеет сильные повреждения, её лучше наточить на специальном заточном станке.
Originally posted 2018-03-28 15:21:25.
Как строгать электрорубанком – Займись строительством
Содержание
- 1 Ручной электрический рубанок
- 1.1 Как отрегулировать электрорубанок
- 1.2 Заточка ножей электрорубанка
- 1.3 Мужики вы знаете что..
- 2 Строгание электрорубанком
- 2.1 Тонкости работы с электрорубанком
- 3 Строгает — хоть доску, хоть брус
- 4 В комплекте к электрорубанку
- 4.1 Фальцевание доски
- 5 Видео: работа электрорубанком
Здравствуйте, читатели блога «построить дом». Практически все механические и электрические инструменты требуют к себе правильного обращения и своевременной регулировки. Как правильно настроить механический рубанок, мы уже рассмотрели с вами в прошлой статье по строганию древесины. Сегодня же предлагаю рассмотреть вопрос строгания электрорубанком. В конце вас ждет видео-пособие по работе с данным инструментом.
Ручной электрический рубанок
Ножи электро-рубанка
Первый электро-рубанок выпустила компания Макита. Сегодня мастеру трудно представить себе жизнь без этого невероятно полезного инструмента.
Как отрегулировать электрорубанок
Регулировку ножей электрорубанка следует проводить по ситуации при помощи специального регулировочного механизма, который расположен на передней рукояти электрорубанка. Вращая эту рукоять, мы добиваемся необходимой нам величины выпуска ножей (0-2 мм), они должны быть расположены ровно, параллельно станине. Слишком большой выпуск затрудняет работу и создает дополнительную нагрузку на двигатель рубанка.
Заточка ножей электрорубанка
Заточка ножей электрорубанка выполняется аналогично механическому. Главное отличие в заточке между электрорубанком и механическим рубанком — это количество ножей. Здесь их два.
Заточка ножей
Мужики вы знаете что..
В электрорубанке ножи стоит менять строго парами, пользуясь одним комплектом. Это поможет избежать появление дисбаланса. А он не только испортит качество строгания заготовки, но и может вывести электроинструмент из строя.
Строгание электрорубанком
Отдельным условием при правильном и безопасным строганием электрорубанками любых конструкций считается жесткая фиксация обрабатываемой заготовки.
Внимание: электро-рубанок является довольно опасным инструментом (риск повреждения пальцев), поэтому всегда помните о технике безопасности.
Только после того как обрабатываемая заготовка четко зафиксирована, можно приступать к ее строганию. Прежде следует начинать с грубой обработки. Для этого чаще используют шерхебель. При использовании шерхебеля, движения нужно направлять не вдоль, а поперек волокон. Иначе можно сострогать чересчур много древесины.
Внимание: если во время строгания шерхебелем на деревянной заготовке попадаются свилеватости, которые усугубляют строгание, то не стоит слишком давить на них. Иначе в этих местах может отколоться древесина и эта заготовка будет не пригодной для дальнейшего использования.
Тонкости работы с электрорубанком
По окончании обработки поверхности незначительных заготовок шерхебелем ее стоит зачистить сначала одиночным, затем двойным рубанком. Если вы имеете дело с длинными заготовками, например с брусками, то лучше воспользоваться фуганком либо полу-фуганком. Движение по поверхности необходимо направлять не против волокон, а вдоль. Только так вы сможете получить наиболее ровную и гладкую поверхность древесины.
Строгание
Внимание: Во время использования длинного рубанка необходимо задействовать обе руки. Расположите ладони на рукояти инструмента и плотно прижмите оба его края к поверхности обрабатываемой заготовки.
Строгает — хоть доску, хоть брус
Во время строгания торцов бруса или доски выполните несколько движений электрорубанком от края торца к центру, и так же от противоположного края. Это поможет избежать возникновения отщепов и отколов.
В процессе не стоит прилагать больших усилий. Рубанок должен плавно передвигаться вдоль волокон древесины.
Во время перерывов строгания рубанок следует установить лезвиями вверх.
Сделайте несколько движений электрорубанком по обрабатываемой поверхности. На втором и третьем движении по поверхности каждый раз выключайте электрорубанок, возвращайтесь и вновь выключайте.
Внимание: Чтобы опилки и стружки не забивали лезвие рубанка, используйте специальные мешки для сбора стружек.
Электрорубанок можно использовать для снятия фаски с детали. Исходя из ширины необходимой фаски, проводят рубанком по ребру обрабатываемой заготовки нужное количество раз.
В комплекте к электрорубанку
При установке на электрорубанок отдельного бокового упора (он как правило поставляется в комплекте), можно производить фальцевание. Упор, фиксируя инструмент на некотором расстоянии, должен касаться обрабатываемой заготовки.
Важно: Если, обрабатываемая рубанком поверхность выходит неровной, значит вы используете тупые ножи либо произвели неправильный их выпуск (см. в начале статьи).
Фальцевание доски
Фальцевание доски
Глубина фальцевания зависит от количества проходов рубанком по заготовке. Чем больше проходов, тем глубже фальц.
По окончании строгания извлеките ножи из электрорубанка, отмойте их керосином и поместите в отдельную коробочку до следующего раза.
Видео: работа электрорубанком
На этом, можно и закончить эту статью о том как нужно правильно строгать электрорубанком. А в следующей статье мы с вами рассмотрим способы сверления древесины. Что тоже не мало важно при работе с древесиной. Всем пока, до новых статей.
С уважением, Вадим!
Как точить кухонные ножи
Люди имеют неправильное представление о ножах. Нож не режет, как бритва или рубанок, при толчке. Это что-то вроде пилы с зубьями, которая режет скользящим движением, когда ее толкают или тянут. Правильно заточенный нож заточен до тонкой кромки, но при этом имеет соответствующую шероховатость, чтобы он мог прикусить или погрузиться в разрез.
Понимание тонкостей заточки – вот что мы делаем в Bernal Cutlery, в районе Миссии Сан-Франциско.Мы заточили тысячи ножей. Мы также продаем ножи и учим людей точить что угодно, от кухонного ножа до тесака для мяса. Мы узнали, что заточка – это не только тонкая кромка. При заточке учитывается, японский или западный нож, его материал (нержавеющая или углеродистая сталь) и способ использования ножа (нарезка мяса или рыбы, нарезка овощей, разделка овощей). Необходимо учитывать предпочтения пользователя. Мы также думаем, что заточка – это развлечение, и одна из лучших частей моей работы – разговаривать с любителями и профессиональными пользователями ножей, которых мы обслуживаем.
Мы затачиваем все наши ножи методом мокрой шлифовки, обычно обрабатывая японские водяные камни вручную. Насколько точно мы затачиваем нож, зависит от ножа, а иногда и от предпочтений пользователя. Чтобы точить нож, вам понадобится базовый, но исчерпывающий набор водных камней. В японской системе нумерации зернистости грубые камни имеют зернистость от 220 до 600, средние камни – от 800 до 1200, мелкие – от 4000 до 8000. Эти камни и ремень могут стоить до 150 долларов, но вы получите от них долгие годы, и есть недорогие альтернативы.
Я не могу сказать вам, как точить каждый тип ножа, потому что для этого потребуется обширная таблица, чтобы подобрать каждый нож и сплав стали для соответствующего метода. Могу сказать, что лучший способ получить нож с режущим действием, которое вам нравится, – это поэкспериментировать. Делайте заметки, чтобы записывать, что работает, а что нет.
Также важно понимать, что вам не нужно проводить ножом через все три зерна каждый раз при заточке. Для капитального ремонта вам понадобятся все три зерна, но для настройки вашим ножам потребуется всего несколько проходов по средним и мелким камням и пара проходов по ремню.Остерегайтесь чрезмерно агрессивной заточки и убедитесь, что геометрия острия тонкая или тонкая. Тяжелым ударником грубых камней является модель 220, которая удаляет металл в спешке. Если нож треснул или потерял правильный профиль кромки, вы можете вернуть ему форму с помощью этого камня. Но если вы не занимаетесь ремонтом, пропустите этот размер зерна. Вместо этого для начала процесса заточки лучше использовать камень зернистостью 600.
Чтобы заточить тупой нож из нержавеющей стали Western, сделайте несколько движений по камню с зернистостью 600, перейдите к шагу от 800 до 1200, закончите с зернистостью 2000 или 4000, затем строп.Если у вас есть обычный нож Western из углеродистой стали (не из нержавеющей стали), вы можете использовать камень зернистостью до 8000, чтобы получить остро заточенный край с приятным режущим действием.
Чтобы затачивать японские ножи из нержавеющей стали, начните с камня зернистостью от 400 до 600, переходите к зерну от 800 до 1200 и закончите с зернистостью 6000.
Использование японских водных камней
Переместите нож прямо по воображаемой центральной линии, оттягивая рукоятку от камня, чтобы заточить как прямую, так и изогнутую часть лезвияМолли ДеКудро
Водяной камень – это абразивный блок, в котором в качестве смазочно-охлаждающей жидкости используется вода.Его каменные частицы стираются по мере того, как вы затачиваете, открывая свежие, быстро режущие поверхности.
Для заточки кухонного ножа в западном стиле из нержавеющей стали замочите камень на несколько минут и поместите его на нескользящий коврик. Во время работы брызгайте на камень немного воды или используйте небольшую бутылку с распылителем, чтобы он оставался смазанным. И пусть накапливается «грязь», состоящая из частиц камня и воды. Это помогает камню работать лучше. Держите нож под углом (на высоте двух четвертей от острия лезвия), чтобы скос полностью соприкасался с лицевой стороной камня, и проведите ножом прямо вперед и назад по длине камня, начиная с пятки ножа. , медленно доводя до кончика.На ходу оттягивайте ручку от камня. Обязательно путешествуйте по центру камня. И приложите достаточно усилий, чтобы кончики ваших ногтей на лезвии побелели, но не давите сильнее этого. Работу делает движение, а не давление. Поднимите заусенец первым камнем, а затем обработайте его до более мелкого камня, чтобы удалить эти царапины, как при использовании наждачной бумаги. Заусенец образуется там, где в процессе хонингования образуются два пересекающихся угла. Чтобы удалить заусенец, воспользуйтесь кожаным ремешком из прорезиненной пробки или древесины мягких пород с полировальным составом на поверхности.Положите нож на лицо ремня и отведите его назад. Вероятно, все, что вам нужно, – это от двух до четырех проходов на каждом скосе. Поднесите нож к свету, чтобы проверить наличие тонкой яркой линии, указывающей на наличие заусенцев. При необходимости сделайте повторную строчку.
Ополосните нож и вытрите его насухо. Вымойте камни и металлические частицы с нескользящего коврика. Затем попробуйте нож на какой-нибудь еде.
Недорогая заточка
Молли ДеКудро
Предположим, у вас мало денег и вы не можете позволить себе набор водных камней.Возьмите 8-дюймовый кусок 2 x 4 и притащите его наждачной бумагой к его широкой поверхности. Используйте зерно от 220 до 320 для грубого, 400 для среднего и 600 для мелкого. Натяните брусок с хонинговальной пастой. —J.D.
Купить сейчас
$ 28
Моя любимая недорогая точилка – это простая алмазная точилка Chef’sChoice Diamond Hone от EdgeCraft. Когда у меня нет времени разбивать водяные камни, я вытаскиваю их и делаю несколько проходов по нему. – Рой Берендсон
Джош Дональд – владелец Bernal Cutlery, Сан-Франциско.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
инженеров Массачусетского технологического института впервые подняли в воздух самолет без движущихся частей | MIT News
С тех пор, как более 100 лет назад взлетел первый самолет, практически каждый самолет в небе летал с помощью движущихся частей, таких как пропеллеры, лопасти турбины или вентиляторы, которые издают постоянное воющее гудение.
Теперь инженеры Массачусетского технологического института построили и взлетели на первом в мире самолете без движущихся частей. Вместо пропеллеров или турбин легкий самолет приводится в движение «ионным ветром» – бесшумным, но мощным потоком ионов, который создается на борту самолета и генерирует достаточную тягу, чтобы продвигать самолет в устойчивом, устойчивом полете.
В отличие от самолетов с газотурбинными двигателями, летательные аппараты не зависят от ископаемого топлива. И в отличие от беспилотных летательных аппаратов с винтом, новый дизайн абсолютно бесшумный.
«Это первый в истории продолжительный полет самолета без движущихся частей в двигательной установке», – говорит Стивен Барретт, доцент кафедры аэронавтики и космонавтики Массачусетского технологического института. «Это потенциально открыло новые и неизведанные возможности для самолетов, которые тише, механически проще и не выделяют выхлопных газов».
Он ожидает, что в ближайшем будущем такие двигательные установки с ионным ветром можно будет использовать для управления менее шумными дронами. В дальнейшем он предполагает использование ионной силовой установки в сочетании с более традиционными системами сгорания для создания более экономичных гибридных пассажирских самолетов и других крупных самолетов.
Барретт и его команда из Массачусетского технологического института опубликовали свои результаты сегодня в журнале Nature .
Хобби-ремесла
Барретт говорит, что вдохновение для создания ионного самолета команды частично исходит из фильма и телесериала «Звездный путь», которые он с жадностью смотрел в детстве. Его особенно привлекали футуристические корабли-шаттлы, которые легко скользили по воздуху, казалось, без движущихся частей и почти без шума или выхлопа.
«Это заставило меня подумать, что в долгосрочной перспективе на самолетах не должно быть пропеллеров и турбин», – говорит Барретт.«Они должны быть больше похожи на шаттлы из« Звездного пути , », которые светятся синим светом и скользят бесшумно».
Около девяти лет назад Барретт начал искать способы создания силовой установки для самолетов без движущихся частей. В конце концов он натолкнулся на «ионный ветер», также известный как электроаэродинамическая тяга – физический принцип, который впервые был идентифицирован в 1920-х годах и описывает ветер или тягу, которая может возникать при пропускании тока между тонким и толстым электродом.Если приложено достаточное напряжение, воздух между электродами может создать тягу, достаточную для приведения в движение небольшого самолета.
В течение многих лет электроаэродинамическая тяга в основном была проектом любителей, и конструкции по большей части ограничивались небольшими настольными «подъемниками», привязанными к большим источникам напряжения, которые создают достаточно ветра для небольшого корабля, чтобы ненадолго зависнуть в воздухе. . В основном предполагалось, что будет невозможно произвести достаточно ионного ветра, чтобы продвинуть более крупный самолет в непрерывном полете.
«Это была бессонная ночь в отеле, когда у меня была синдром смены часовых поясов, и я подумал об этом и начал искать способы сделать это», – вспоминает он. «Я провел несколько предварительных расчетов и обнаружил, что да, это может стать жизнеспособной двигательной установкой», – говорит Барретт. «И оказалось, что потребовалось много лет работы, чтобы добраться от этого до первого испытательного полета».
Ионы летят
Окончательный дизайн команды напоминает большой легкий планер.Самолет, который весит около 5 фунтов и имеет размах крыльев 5 метров, несет на себе множество тонких проводов, которые нанизаны как горизонтальные ограждения вдоль и под передним концом крыла самолета. Провода действуют как положительно заряженные электроды, в то время как аналогично расположенные более толстые провода, идущие вдоль задней части крыла самолета, служат отрицательными электродами.
В фюзеляже самолета установлена стопка литий-полимерных батарей. В состав группы ионных самолетов Барретта входили члены исследовательской группы силовой электроники профессора Дэвида Перро в Исследовательской лаборатории электроники, которые разработали источник питания, который преобразует выходное напряжение батарей в достаточно высокое напряжение для приведения в движение самолета.Таким образом, батареи подают электричество 40 000 вольт для положительной зарядки проводов через легкий преобразователь энергии.
Когда на провода подано напряжение, они притягивают и отрывают отрицательно заряженные электроны от окружающих молекул воздуха, как гигантский магнит, притягивающий железные опилки. Оставшиеся молекулы воздуха ионизируются и, в свою очередь, притягиваются к отрицательно заряженным электродам в задней части самолета.
Когда вновь образованное облако ионов движется к отрицательно заряженным проводам, каждый ион сталкивается миллионы раз с другими молекулами воздуха, создавая тягу, которая толкает самолет вперед.
Неискаженные кадры камеры с глайда 2 без питания, с аннотациями положения и энергии слежения камеры. Предоставлено: Стивен Барретт
Команда, в которую также входили сотрудники лаборатории Линкольна Томас Себастьян и Марк Вулстон, совершила несколько тестовых полетов над спортзалом в Атлетическом центре Дюпон при Массачусетском технологическом институте – самом большом помещении, которое они могли найти для проведения своих экспериментов. Команда пролетела на самолете на расстояние 60 метров (максимальное расстояние в тренажерном зале) и обнаружила, что самолет производит достаточную ионную тягу, чтобы поддерживать полет все время.Они повторили полет 10 раз с аналогичными характеристиками.
Неискаженные кадры камеры с полета 9, с аннотациями положения и энергии слежения камеры. Ускорено в 2 раза. Предоставлено: Стивен Барретт
«Это был самый простой из возможных самолетов, который мы могли спроектировать и который мог доказать концепцию, что ионный самолет может летать», – говорит Барретт. «Это все еще далеко от самолета, который мог бы выполнить полезную миссию. Он должен быть более эффективным, дольше летать и летать на улице.
Новая конструкция – «большой шаг» к демонстрации возможности создания ионного ветра, по словам Франка Плурабу, старшего научного сотрудника Института механики жидкости в Тулузе, Франция, который отмечает, что исследователи ранее не могли летать. что-нибудь тяжелее нескольких граммов.
«Сила результатов является прямым доказательством того, что устойчивый полет дрона с ионным ветром является устойчивым», – говорит Плурабу, который не принимал участия в исследовании. «[Вне использования дронов] трудно предположить, насколько это может повлиять на тягу самолета в будущем.Тем не менее, это на самом деле не слабость, а, скорее, путь к будущему прогрессу в области, которая сейчас вот-вот лопнет ».
Команда Барретта работает над повышением эффективности своей конструкции, чтобы производить больше ионного ветра с меньшим напряжением. Исследователи также надеются увеличить плотность тяги конструкции – количество тяги, создаваемой на единицу площади. В настоящее время для управления легким самолетом команды требуется большая площадь электродов, которые, по сути, составляют силовую установку самолета.В идеале Барретт хотел бы спроектировать самолет без видимой двигательной установки или отдельных поверхностей управления, таких как рули направления и рули высоты.
«Путь сюда занял много времени, – говорит Барретт. «Переход от основного принципа к чему-то, что действительно летает, – это долгий путь к описанию физики, затем к созданию дизайна и его работе. Теперь возможности для такой двигательной установки вполне реальны ».
Это исследование было частично поддержано линией автономных систем лаборатории Линкольна Массачусетского технологического института, профессором Амаром Г.Исследовательский грант Bose и Альянс исследований и технологий Сингапура и Массачусетского технологического института (SMART). Работа также финансировалась кафедрами развития карьеры Чарльза Старка Дрейпера и Леонардо в Массачусетском технологическом институте.
Двигатели
Что такое аэронавтика? | Динамика
полета | Самолеты | Двигатели
| История полета | Какие
такое UEET?
Словарь | Веселье
и игры | Образовательные ссылки | Урок
ланы | Индекс сайта | Дом
| Двигатели |
Как работает реактивный двигатель?
НОВИНКА! Мы считаем само собой разумеющимся, насколько легко самолет весом более половины
миллион фунтов отрывается от земли с такой легкостью. Как это бывает?
Ответ прост. Это двигатели. Позвольте Терезе Бенио из NASA Glenn Research Center объяснить подробнее … Как показано на НАСА Пункт назначения завтра. |
Реактивные двигатели перемещают самолет вперед с большой силой, создаваемой огромная тяга и заставляет самолет лететь очень быстро.
Все реактивные двигатели, которые также называют газовые турбины, работают по тому же принципу. Двигатель всасывает воздух спереди с помощью вентилятора. Компрессор повышает давление воздуха. Компрессор сделан с множеством лезвий, прикрепленных к валу. Лезвия вращаются на высокой скорости и сжимают или сжимают воздух. Сжатый затем воздух распыляется с топливом, и электрическая искра зажигает смесь. В горящие газы расширяются и выбрасываются через сопло в задней части двигателя.Когда струи газа летят назад, двигатель и самолет движутся вперед. Когда горячий воздух попадает в сопло, он проходит через другую группу лопастей. называется турбина. Турбина прикреплена к тому же валу, что и компрессор. Вращение турбины вызывает вращение компрессора.
На изображении ниже показано, как воздух проходит через двигатель. Воздух проходит ядро двигателя, а также вокруг ядра.Это вызывает некоторую часть воздуха чтобы было очень жарко, а некоторым было прохладнее. Затем более холодный воздух смешивается с горячим воздух на выходе из двигателя.
Это изображение того, как воздух проходит через двигатель
Что такое тяга?
Тяга это передовая сила, которая толкает двигатель и, следовательно, самолет вперед. Сэр Исаак Ньютон обнаружил, что «каждому действию соответствует и противоположная реакция. “Двигатель использует этот принцип. Двигатель принимает в большом объеме воздуха. Воздух нагревается, сжимается и замедляется. Воздух проходит через множество вращающихся лопастей. Смешивая этот воздух со струей топлива, температура воздуха может достигать трех тысяч градусов. В сила воздуха используется для вращения турбины. Наконец, когда воздух уходит, он выталкивает назад из двигателя.Это заставляет самолет двигаться вперед.
Детали реактивного двигателя
Поклонник – Вентилятор – это первый компонент в ТРДД. Большой вращающийся вентилятор всасывает большое количество воздуха. Большинство лезвий Вентиляторы изготовлены из титана. Затем он ускоряет этот воздух и разбивает его на две части. Одна часть продолжается через «ядро» или центр двигателя, где на него действуют другие компоненты двигателя.
Вторая часть «обходит» ядро двигателя. Проходит через воздуховод который окружает ядро к задней части двигателя, где он производит большую часть сила, которая толкает самолет вперед. Этот более прохладный воздух помогает успокоить двигатель, а также добавление тяги к двигателю.
Компрессор – Компрессор первый компонент в ядре двигателя. Компрессор состоит из вентиляторов с множеством лопастей. и прикреплен к валу.Компрессор сжимает попадающий в него воздух в постепенно уменьшаются площади, что приводит к увеличению давления воздуха. Этот приводит к увеличению энергетического потенциала воздуха. Сдавленный воздух попадает в камеру сгорания.
Камера сгорания – В камере сгорания воздух перемешивается с топливом, а затем воспламеняется. Имеется до 20 форсунок для распыления топлива. воздушный поток. Смесь воздуха и топлива загорается.Это обеспечивает высокий температура, высокоэнергетический воздушный поток. Топливо горит вместе с кислородом в сжатом состоянии. воздух, производящий горячие расширяющиеся газы. Внутри камеры сгорания часто делают из керамических материалов для создания термостойкой камеры. Жара может достигать 2700 °.
Турбина – Приближается высокоэнергетический воздушный поток из камеры сгорания попадает в турбину, в результате чего лопатки турбины вращаются. Турбины соединены валом для вращения лопаток в компрессоре и чтобы крутить впускной вентилятор спереди.Это вращение забирает некоторую энергию из поток высокой энергии, который используется для привода вентилятора и компрессора. Газы вырабатываемые в камере сгорания движутся через турбину и раскручивают ее лопатки. Турбины реактивного самолета вращаются тысячи раз. Они закреплены на валах между которыми установлено несколько комплектов шарикоподшипников.
Сопло – Форсунка – вытяжной канал двигатель. Это часть двигателя, которая на самом деле создает тягу для самолет.Поток воздуха с пониженным энергопотреблением, который проходил через турбину, в дополнение к более холодный воздух, проходящий мимо сердечника двигателя, создает силу при выходе из сопло, которое толкает двигатель и, следовательно, самолет вперед. Комбинация горячего и холодного воздуха выбрасывается и производит выхлоп, который вызывает прямую тягу. Соплу может предшествовать смеситель , который сочетает в себе высокотемпературный воздух, поступающий из сердечника двигателя, с более низкая температура воздуха, обводимого вентилятором.Миксер помогает сделать двигатель тише.
Первый реактивный двигатель – А Краткая история первых двигателейСэр Исаак Ньютон в 18 веке был первым предположил, что взрыв, направленный назад, может привести в движение машину вперед с большой скоростью. Эта теория была основана на его третьем законе движение. Когда горячий воздух проходит через сопло назад, самолет движется вперед.
Анри Жиффар построил дирижабль, который приводился в движение первым авиадвигателем – паровым двигателем мощностью три лошадиные силы. Это было очень тяжелый, слишком тяжелый, чтобы летать.
В 1874 г. Феликс де Темпл, , построил моноплан. который пролетел всего лишь короткий прыжок с холма с помощью угольного парового двигателя.
Отто Даймлер , в конце 1800-х изобрел первый бензиновый двигатель.
В 1894 году американец Хирам Максим пытался привести свой трехместный биплан в движение двумя угольными паровыми двигателями.Это только пролетел несколько секунд.
Первые паровые машины приводились в действие нагретым углем и, как правило, слишком тяжелый для полета.
Американец Samuel Langley сделал модель самолетов которые приводились в действие паровыми двигателями. В 1896 году он успешно пилотировал беспилотный самолет с паровым двигателем, получивший название Aerodrome . Он пролетел около 1 мили, прежде чем выдохся. Затем он попытался построить полную размерный самолет Aerodrome A, с газовым двигателем.В 1903 г. разбился сразу после спуска с плавучего дома.
В 1903 году братьев Райт летал, Flyer , с бензиновым двигателем мощностью 12 лошадиных сил двигатель.
С 1903 года, года первого полета братьев Райт, до конца 1930-х гг. газовый поршневой двигатель внутреннего сгорания с воздушным винтом был единственное средство, используемое для приведения в движение самолетов.
Это был Фрэнк Уиттл , британский пилот, который разработал и запатентовал первый турбореактивный двигатель в 1930 году.Двигатель Уиттла впервые успешно полетел в мае 1941 года. Этот двигатель имел многоступенчатый компрессор и систему внутреннего сгорания. камера, одноступенчатая турбина и сопло.
В то время, когда Уиттл работал в Англии, Ганс фон Охайн работал над подобным дизайном в Германии. Первый самолет, который успешно использовать газотурбинный двигатель был немецкий Heinkel He 178, август 1939 года. Это был первый в мире турбореактивный двигатель. полет.
General Electric построила первый американский реактивный двигатель для ВВС США Реактивный самолет . Опытный самолет XP-59A впервые поднялся в воздух в октябре 1942 года.
Типы реактивных двигателей
Основная идея турбореактивный двигатель это просто.Воздух забирается из отверстия в передней части двигателя сжимается до 3-12 раз от исходного давления в компрессоре. Топливо добавляется в воздух и сжигается в камере сгорания, чтобы поднять температуру жидкой смеси примерно от 1100 ° F до 1300 ° F. Образующийся горячий воздух проходит через турбину, которая приводит в действие компрессор. Если турбина и компрессор эффективны, давление на выходе из турбины будет почти вдвое выше атмосферного давления, и это избыточное давление отправляется к соплу для создания высокоскоростного потока газа, создающего тягу.Существенного увеличения тяги можно добиться, используя форсаж. Это вторая камера сгорания, расположенная после турбины и перед сопло. Форсажная камера увеличивает температуру газа перед соплом. Результатом этого повышения температуры является повышение температуры примерно на 40 процентов. по тяге на взлете и гораздо больший процент на высоких скоростях, когда самолет в воздухе.
Турбореактивный двигатель является реактивным.В реакционном двигателе расширяющиеся газы сильно надавите на переднюю часть двигателя. Турбореактивный двигатель всасывает воздух и сжимает или сжимает его. Газы проходят через турбину и заставляют ее вращаться. Эти газы отскочить назад и выстрелить из задней части выхлопной трубы, толкая самолет вперед.
Изображение турбореактивного двигателя
ТурбовинтовыеА турбовинтовой двигатель это реактивный двигатель, прикрепленный к пропеллеру.Турбина на спина поворачивается горячими газами, и это вращает вал, который приводит в движение пропеллер. Некоторые небольшие авиалайнеры и транспортные самолеты оснащены турбовинтовыми двигателями.
Турбореактивный двигатель, как и турбореактивный, состоит из компрессора, камеры и турбины, давление воздуха и газа используется для запуска турбины, которая затем создает мощность для привода компрессора. По сравнению с турбореактивным двигателем, турбовинтовой двигатель имеет лучшую тяговую эффективность на скоростях полета ниже примерно 500 миль в час.Современные турбовинтовые двигатели оснащены гребными винтами, которые иметь меньший диаметр, но большее количество лопастей для эффективной работы на гораздо более высоких скоростях полета. Чтобы приспособиться к более высоким скоростям полета, лопасти имеют форму ятагана со стреловидными передними кромками на концах лопастей. Двигатели с такими гребными винтами называются пропеллеры .
Изображение турбовинтового двигателя
Турбореактивные двухконтурные двигателиА турбовентиляторный двигатель имеет большой вентилятор спереди, который всасывает воздух.Большая часть воздуха обтекает двигатель снаружи, что делает его тише. и дает больше тяги на низких скоростях. Большинство современных авиалайнеров оснащены двигателями турбовентиляторными двигателями. В турбореактивном двигателе весь воздух, поступающий во впускное отверстие, проходит через газогенератор, состоящий из компрессора, камеры сгорания и турбина. В турбовентиляторном двигателе только часть поступающего воздуха попадает в камера сгорания. Остальное проходит через вентилятор или компрессор низкого давления, и выбрасывается непосредственно в виде «холодной» струи или смешивается с выхлопом газогенератора. для получения «горячей» струи.Целью такой системы байпаса является увеличение тяга без увеличения расхода топлива. Это достигается за счет увеличения общий массовый расход воздуха и снижение скорости при той же общей подаче энергии.
Изображение турбовентиляторного двигателя
ТурбовалыЭто еще одна разновидность газотурбинного двигателя, работающая как турбовинтовой. система.Он не управляет пропеллером. Вместо этого он обеспечивает питание вертолета. ротор. Турбовальный двигатель устроен так, чтобы скорость вертолета ротор не зависит от скорости вращения газогенератора. Это позволяет скорость ротора должна оставаться постоянной, даже если скорость генератора варьируется, чтобы регулировать количество производимой мощности.
Изображение турбовального двигателя
ПВРДПВРД – это Самый простой реактивный двигатель и не имеет движущихся частей.Скорость реактивного «тарана» или нагнетает воздух в двигатель. По сути, это турбореактивный двигатель, в котором вращающийся оборудование было опущено. Его применение ограничено тем, что его степень сжатия полностью зависит от скорости движения. ПВРД не развивает статического электричества. тяга и тяга вообще очень маленькая ниже скорости звука. Как следствие, ПВРД требует некоторой формы вспомогательного взлета, например другого самолета. Он использовался в основном в ракетных комплексах.Космические аппараты используют это тип струи.
Изображение ПВРД
К началу
Что такое аэронавтика? | Динамика полета | Самолеты | Двигатели | История полета | Что такое UEET?
Словарь | Веселье и игры | Образовательные ссылки | Урок Планы | Индекс сайта | Дом
Искусство инженерии: крупнейший в мире реактивный двигатель демонстрирует составные кривые
Ник Крей не Пикассо, но его работы выставлены в Нью-Йоркском музее современного искусства.Десять лет назад дизайнерская коллекция MoMA взяла на вооружение композитную лопасть вентилятора от реактивного двигателя GE90, в создании которого участвовал Крей. Черные извилистые изгибы лезвия из оникса приятно смотреть, но для Края они уже не являются чем-то вроде искусства. «Сейчас мы работаем над четвертым поколением этой технологии», – говорит Край.
Край работает инженером-консультантом по композитному проектированию в GE Aviation. В 1990-х годах он был частью гамбита GE, который сделал передний вентилятор своего самого большого реактивного двигателя из эпоксидной смолы и углеродных волокон.
Лопасти из материала, называемого композитом из углеродного волокна, позволили аэрокосмическим инженерам GE спроектировать GE90, который до сих пор остается самым большим и мощным реактивным двигателем в мире. Это также самая прибыльная машина GE Aviation. «Наши конкуренты делают вентиляторы для реактивных двигателей из титана и стали, и даже некоторые из наших сотрудников поначалу не были настолько горячими в использовании композитов», – говорит Крей. «Никто раньше этого не пробовал».
Инжиниринг настолько сложен, что и по сей день GE является единственной компанией, эксплуатирующей лопасти вентиляторов из композитных материалов.Они работают внутри двигателей GE90 и GEnx, которыми оснащены многие Dreamliner. Этот материал позволил инженерам GE разработать лопасти, которые позволили сделать двигатели более легкими и эффективными, что позволило авиакомпаниям экономить топливо, теряя драгоценные килограммы.
Сейчас Крей и его команда заняты строительством будущего. Они работают над четвертым поколением лопастей для GE9X, самого большого на сегодняшний день двигателя GE, разработанного исключительно для широкофюзеляжного реактивного самолета Boeing нового поколения 777X.
GE уже получила заказы и обязательства на 700 двигателей GE9x стоимостью 29 миллиардов долларов (прейскурантная цена) от нескольких растущих ближневосточных авиакомпаний, таких как Emirates, Qatar и Etihad, а также Lufthansa, Cathay Pacific и All Nippon Airways.В ноябре прошлого года на авиасалоне в Дубае Эмирейтс также подписала с GE Aviation контракт на 16 миллиардов долларов на обслуживание двигателей GE9X в течение десяти лет после их ввода в эксплуатацию.
Изображение вверху: GE90 используется на многих самолетах Boeing 777, в том числе на этом самолете China Airlines. Вверху: рисунок двигателя GE9X. Если у GE90 22 лопасти вентилятора, то у GE9X всего 16 лопастей, сделанных из композитного углеродного волокна 4-го поколения. Кредит изображения: GE Aviation
В лопастях будет несколько новых компонентов, говорит Крей.Они будут использовать более жесткие углеродные волокна, чтобы GE могла сделать их длиннее и тоньше. Их задняя кромка будет изготовлена из специального структурного стекловолоконного композитного материала, который лучше поглощает энергию удара. «Углеродное волокно очень жесткое и не такое гибкое, поэтому, когда птица или что-то еще ударяет лезвие, оно создает ударную волну глубоко внутри него», – говорит Крей. «Но стеклопластик может лучше деформироваться и отклонять нагрузку на лезвие».
GE также заменит титановую переднюю кромку, которая в настоящее время используется в лопастях GE90 и GEnx, на стальную.«Это прочный материал, который позволяет сохранить тонкую форму нового лезвия для достижения максимальной производительности», – говорит он. «Если ты аэродром, худее всегда лучше. Мы хотим максимально возможного результата ».
GE тестирует новую конструкцию лопастей GE9X на уменьшенном в масштабе испытательном стенде в Boeing. Изображение предоставлено: GE Aviation
Если у GE90 22 лезвия, а у GEnx 18, то у GE9X будет только 16, хотя он самый большой из трех. Помимо облегчения двигателя, меньшее количество и более тонкие лопасти также будут вращаться быстрее.«Это отлично подходит для общей производительности двигателя за счет согласования всей системы вентилятора низкого давления и турбины с максимальной производительностью», – говорит Край. «Это то, о чем просили инженеры».
Лезвия по-прежнему сохраняют свои красивые извилистые кривые, прямую стреловидность, крючок вверху и живот в центре. Край говорит: «Это потрясающая технология».
Когда компания GE разработала лопасти вентилятора GE90 из композитного углеродного волокна, она не начинала с нуля. В 1980-х годах компания разработала экспериментальный двигатель с открытым ротором GE36.В нем использовались лопасти из углеродного волокна в необычной гибридной конструкции, сочетающей в себе черты турбовентиляторных и турбовинтовых двигателей.
GE36 был первым двигателем GE с композитными лопастями. Но они были снаружи. Изображение предоставлено: GE Aviation
Хотя двигатель продемонстрировал экономию топлива более чем на 30 процентов по сравнению с обычными реактивными двигателями аналогичного размера, он не прижился.
В лаборатории проблем было предостаточно. Типичные титановые лезвия поглощают энергию и выпирают при столкновении с препятствиями, такими как птица.Но обычные композиты могут расслаиваться и ломаться. «Мы не знали, как этот новый материал будет реагировать на стресс», – говорит Крей.
Команда провела сотни интенсивных тестов, имитирующих столкновения с птицами, дождь, снег и град в учебном лагере GE в Пиблсе и на базе ВВС США Райт Паттерсон в Огайо. «Мы тестировали почти ежедневно и вносили изменения на основе того, что узнали, – говорит Крей. «Результаты вселили в нас огромную уверенность в материале, когда мы увидели, насколько он долговечен».
К 1993 году у команды был подходящий материал и конструкция лезвия, но это было далеко не сделано.Им еще предстояло это сделать. GE Aviation объединилась со своим европейским партнером по производству реактивных двигателей Snecma. Французская аэрокосмическая компания имеет опыт создания высокотехнологичных композитов. Они создали совместное предприятие под названием CFAN и построили новый завод по производству композитов в Сан-Маркосе, штат Техас.
Даже с помощью сделать лезвие было непросто. «Производство композитов остается ручным процессом, – говорит Край. «Материал претерпевает химические изменения и имеет тенденцию перемещаться. Нам нужно было научиться делать это правильно.”
Каждый двигатель GE90 имеет 22 лопасти из углеродного волокна. Двигатель GE90-115B по-прежнему остается самым большим и самым мощным реактивным двигателем в мире. Изображение предоставлено: GE Aviation
Рабочие осмотрели каждое лезвие с помощью рентгеновских лучей, ультразвука, лазера и других инструментов на предмет дефектов. Изначально сдали только 30 процентов. (Текущая доходность составляет около 97 процентов.)
Техасские рабочие изучали не только композиты. GE также должна была объяснить материал регулирующим органам и даже Boeing, который хотел использовать его на своем дальнемагистральном самолете 777.Первый должен был покинуть завод в 1995 году. «Помимо всего прочего, мы бежали со временем», – говорит Край. «Это была очень крутая кривая обучения».
В конечном итоге ставка окупилась. Несмотря на то, что двигатель GE90 имел диаметр вентилятора 128 дюймов, что больше, чем у его предшественников, композиты уменьшили вес машины на 400 фунтов. Диаметр вентилятора GE9X будет 134 дюйма.
Изображение самолета Боинг 777-9 с двигателем GE9X. Изображение предоставлено: GE Reports
Федеральное управление гражданской авиации сертифицировало двигатель и композитные лопасти в феврале 1995 года.«Эти двигатели по сути открыли миру невероятно эффективные двухмоторные широкофюзеляжные самолеты, – говорит Дэвид Джойс, президент и генеральный директор GE Aviation.
Двигатель не постеснялся показать свою мощность и грацию. В декабре 2002 года версия двигателя GE90-115B была занесена в Книгу рекордов Гиннеса как самый мощный из когда-либо построенных реактивных двигателей, создавая тягу, превышающую 127 000 фунтов – больше, чем у двигателей ранних космических ракет. В 2005 году Boeing 777 с двигателем GE90 установил еще один мировой рекорд, на этот раз по дальности беспосадочного перелета на коммерческом авиалайнере.Самолет преодолел 11 664 морских мили между Гонконгом и Лондоном за 22 часа 42 минуты. В 2007 году Музей современного искусства в Нью-Йорке включил изогнутый композитный клинок в свою дизайнерскую коллекцию.
Камни на этом GE90 пролетели возле летно-испытательного центра GE Aviation в Викторвилле, Калифорния. Изображение GIF: GE Aviation
Даже спустя 20 лет GE остается единственным производителем реактивных двигателей, в двигателях которого используются композитные лопасти. Крей и другие инженеры в настоящее время работают над лопастью четвертого поколения для двигателя GE9X для преемника 777, Boeing 777X.Этот самолет будет самым большим и самым эффективным двухмоторным реактивным двигателем в мире. «Композиты следующего поколения пойдут еще дальше», – говорит Край. «Мы никогда не вернемся к металлу».
В чем разница между чистящим средством и ножом для рисования?
Для аналогичных целей используются бритва для спиц и натяжной нож. Однако между ними есть несколько различий, о которых следует помнить, когда вы начинаете работать с ручными инструментами.
Из этой статьи вы узнаете:
- Что такое спица для
- Что такое натяжной нож для
- Фрезы и ножи разного типа
- Чем отличается спица от натяжного ножа
- Как использовать каждый из этих инструментов
Поначалу может показаться сложным разделение бритвы спицы и натяжного ножа.Но не волнуйтесь. Мы поможем вам разобраться.
Все готово? Пойдем!
Для чего используется спица?
Бритва для спиц используется для придания формы и гладкости изогнутым деревянным деталям. Ножки стульев, спицы колес, луки и стрелы, а также весла для байдарок или каноэ – примеры проектов, выполненных с использованием бритвы для спиц.
Бритвы для губ – довольно древний инструмент. Они восходят к доисторической эпохе, когда были сделаны из кусков острого камня. Современные спицы начали использовать примерно в 16 веке, когда они использовались для создания спиц для деревянных колес.Отсюда, конечно же, свое название.
Ручки спицы выходят из середины, как пара крыльев. Это дает вам возможность контролировать форму спицы, чтобы делать точные надрезы. Шпилька-спица также может иметь заостренные выемки, которые позволяют придать дереву правильный диаметр.
Спица-бритва также имеет часть, называемую «подошвой». Здесь инструмент соприкасается с деревом. Лезвие бритвы-спицы входит в прорезь на подошве, которую часто называют «ртом».«Самолеты имеют аналогичную подошву, в которую входит лезвие.
Спицыбывают разных форм и размеров. Для разных типов проектов требуются разные виды бритв. Иногда для одного проекта требуется использование нескольких видов бритвенных лезвий. По этой причине плотники обычно хранят в ящиках для инструментов несколько типов опилок.
Спицевые шейки обычно имеют длину от 9 до 12 дюймов. Лезвие обычно составляет от 2 до 2 3/8 дюйма в длину. Есть также более мелкие для более сложной работы по дереву.Обычно они имеют длину от 3 до 6 дюймов.
Какие бывают виды бритв?
Существует три различных типа лезвий и четыре различных типа подошвы для бритв со спицами. Одно из этих лезвий подходит для двух типов подошв, и мы немного объясним это.
Три типа лезвий:
Три типа подошв:
- плоский
- Круглый
- вогнутая
- выпуклый
В сочетании разные лезвия и подошвы образуют четыре типа брешей спицы для разных целей.Это:
- Квартира. Плоские спицы имеют плоскую подошву и плоское лезвие. Они используются на плоских поверхностях и кривых наружу.
- Круглый. Круглые лезвия со спицами имеют закругленную подошву, на которую также можно установить плоское лезвие. Они предназначены для внутренних изгибов, таких как опора спинки стула.
- выпуклый. Выпуклые спицы загнуты наружу, так как имеют как выпуклую подошву, так и выпуклое лезвие. Они выдалбливают куски дерева в таких проектах, как сиденья для стульев.
- Вогнутый. Вогнутые спицы имеют изогнутые лезвия и подошву.Они загибаются внутрь и используются для круглых деталей и углов.
Есть также изогнутые спицы, называемые travisher. У трэвишера есть ручки, которые изгибаются вверх от середины лезвия, так что он опускается ниже для еще более глубоких порезов. Трэвишеры чаще всего используются при формировании сидений кресел Windsor.
Как пользоваться лубрикантом?
Шайба спицы может использоваться как для толкающего, так и для тянущего хода. Во-первых, вот как использовать бритвенную ленту для тяги.
- Возьмитесь за лезвие спицы так, чтобы ручки были между двумя первыми пальцами рук, а большие пальцы – позади лезвия.
- Приложите подошву лезвия спицы к плоской поверхности дерева.
- Потяните лезвие спицы на себя по поверхности дерева. Во время работы слегка надавливайте вниз, чтобы почувствовать баланс вашей работы.
- Продолжайте работать таким образом, пока дерево не приобретет желаемую форму.
Использование бритвы-спицы для толчка работает почти так же, за исключением того, что вы отталкиваете ее от себя, а не тянете к себе.
Для чего нужен рисовальный нож?
Нож для рисования состоит из длинного лезвия, сужающегося с обеих сторон. Один край сужается до скоса, который проводится по поверхности дерева. Отсюда и название «нож для рисования».
Другая сторона лезвия переходит в два выступа, к которым ручки прикреплены под прямым углом к лезвию. Эти две ручки по бокам делают нож для рисования похожим на руль велосипеда.
Нож для рисования используется для удаления больших кусков дерева с деревянной поверхности.Он предназначен для того, чтобы в спешке рубить большие куски дерева, а также сдирать кору с бревен и веток.
Ножиможно использовать со скосом вверх или вниз следующими способами:
- Скос вниз. Когда фаска направлена вниз, протяжной нож делает надрез, который поднимается над деревом и предотвращает слишком глубокий разрез. Используйте протяжной нож со скосом вниз, чтобы выдолбить деревянные детали. Однако это приводит к более быстрому затуплению лезвия.
- Поднимите фаску.Использование вытяжного ножа с фаской вверх дает вам больший контроль над инструментом. Это позволяет удалять более мелкую стружку и делать более глубокие разрезы.
Лучше всего использовать нож для рисования, сидя на бреющей лошади, которая надежно удерживает деревянную деталь на месте. Кроме того, убедитесь, что волокна вашей древесины идут параллельно бритвенной лошади и перпендикулярно лезвию. Такое расположение древесины предохраняет нож от резания по древесному волокну.
Для резки вытяжным ножом осторожно потяните лезвие вверх на себя.Держите ручки ниже или выше в зависимости от глубины разреза, который вы ищете.
Ножи для рисования чаще всего используются для создания кривых и вогнутых форм. Однако их также можно использовать для выполнения прямых разрезов. Для этого начните с центра дерева и двигайтесь к концу. Как только вы закончите эту сторону, переверните дерево и обработайте другую сторону, чтобы она совпала с первой.
Какие бывают протяжные ножи?
Ножи для рисования могут быть как прямыми, так и изогнутыми.Прямые и изогнутые лезвия взаимозаменяемы и могут использоваться для аналогичных целей. Если у вас есть проект, в котором требуется много проделывать отверстия – например, сиденье стула – изогнутое лезвие даст вам более глубокий разрез.
Как пользоваться рисовальным ножом?
Чтобы использовать протяжной нож, выполните следующие действия:
- Сядьте за бреющую лошадь и зафиксируйте деревянную часть рукояткой.
- Возьмите протяжной нож за две ручки так, чтобы лезвие было обращено к вам. Убедитесь, что ваша рукоятка удобна, но достаточно крепка, чтобы держать нож в руке, и держите пальцы в стороне.
- Если вы работаете со скосом вниз, приложите лезвие плоской стороной к деревянной поверхности. Если вы работаете со скосом вверх, поверните его на противоположную сторону.
- Осторожно потяните лезвие на себя, чтобы удалить дерево с поверхности. Чтобы быстро удалить большое количество древесины, сделайте глубокий надрез с небольшим углом вверх. Чтобы удалить мелкую стружку и выполнить более тонкую работу, используйте более мелкие движения.
- Следите за тем, чтобы не порезать вытяжным ножом слишком глубоко. Слишком глубокая резка может повредить как лезвие, так и вашу работу.
Чем отличаются бритвы для спиц и ножи для рисования?
Одно из основных различий между бритвами со спицами и вытяжными ножами – это степень контроля глубины резания. Обычно вытяжные ножи используются для более грубых пропилов и могут срезать больше древесины и делать это быстрее, чем бритва со спицами. В отличие от этого, бритва-спица дает более гладкие и мелкие срезы.
Вы также должны знать, что из-за разницы в управлении глубиной использования рисовального ножа требуется больше навыков, поэтому вам придется больше учиться, когда вы только начинаете.С другой стороны, с помощью спицы удобнее маневрировать, особенно при детальной работе.
Протягивающий нож полезен для черновых пропилов и быстрого удаления древесины. С другой стороны, стружка полезна для обрезки мелкой стружки, сглаживания древесины и создания замысловатых деталей.
Лезвия спицевого ножа и натяжного ножа также различаются. Как упоминалось ранее, лезвие бритвы со спицами вставляется в подошву с прорезями. Именно эта подошва фактически касается куска дерева, когда вы работаете с ним.С другой стороны, лезвие натяжного ножа опирается на ручки с обеих сторон.
Наконец, есть разница в движении. В то время как стружку-спицу можно толкать или тянуть в любом направлении, натяжной нож можно тянуть только к себе.
Но поскольку для придания формы дереву используются и фрезы, и протяжные ножи, их можно использовать в одном проекте. Например, если у вас есть что-то вроде ножки стола или стула, над которой вы работаете, вы можете вырезать ее грубую форму ножом для рисования.
После того, как вы вырежете основную форму, вы можете использовать лоскут для спиц, чтобы сгладить все неровности, добавить некоторые тонкие и замысловатые детали и отполировать.
В этом смысле бритвы для спиц и ножи для рисования связаны между собой. Вы можете даже подумать о спице-бритве как о «младшем брате» ножа для рисования. Один помогает вам начать, другой помогает закончить.
Как видите, бритвы для спиц и ножи для рисования используются одинаково, но во многих отношениях они различаются.К настоящему времени вы, надеюсь, получили достаточно хорошее представление о различиях между бритвой спицы и ножом для рисования, чтобы начать работу самостоятельно. Повеселись!
СвязанныеPropellers and You – Руководство по мастерству гребного винта в прорыве на земле
ВВЕДЕНИЕ: Пропеллеры кажутся чем-то, что немногие люди подходят близко к пониманию в этой игре. Я здесь, чтобы это исправить. пропеллеры великолепны, если их правильно использовать. В этом руководстве я расскажу, что заставляет пропеллер работать, настраивая пропеллер и заставляя летать самолеты с винтами.
Часть I: Основы пропеллеров
Винты работают благодаря Третьему закону движения Ньютона, для каждого действия существует равная и противоположная реакция. В этом случае пропеллер толкает воздух назад, толкая самолет вперед. Чтобы захватывать и толкать воздух, пропеллер использует двигатель или двигатель для поворота лопастей с определенным шагом . Вся система вместе создает систему, которая постоянно выталкивает воздух назад и самолет вперед.
Повышение эффективности двигателей и двигателей
Не секрет, что двигатели или двигатели (которые в дальнейшем будут называться двигателями или двигателями взаимозаменяемо) потребляют МНОГО топлива, будь то электричество или жидкое топливо . Это часто случается из-за того, что двигатели в KSP невероятно мощные. Чтобы достичь максимальной скорости в самолете с винтами, я использовал только 35% доступного крутящего момента в некоторых конструкциях.
После летных испытаний своей конструкции вы сможете определить, сколько энергии действительно необходимо.Затем измените размер двигателя в предпочитаемом вами строительном здании в соответствии с% используемого крутящего момента.
100% Throttle показал мне 198,1 м / с на рис. Я приблизился к 205 м / с
Теперь на 32% я немного испортил лезвия и получил скорость, аналогичную скорости выше
Я использовал 0,35, так как это дает мне некоторый запас чуть выше 32%
Уменьшение размер вашего двигателя также снижает ваш вес: в сравнении, приведенном выше, уменьшенный двигатель весит 0,21 т по сравнению с 0,60 т (не показано) без уменьшения.Даже самые незначительные изменения веса могут повысить эффективность. Замечание – не использовать слишком много лезвий. Чрезмерное количество лопастей приведет к неэффективности, поскольку двигатель борется с большим сопротивлением, но более высокое ускорение и небольшое увеличение скорости приведут к
Настройка лопастей
Лопасти пропеллера кажутся сложными, но их легко расшифровать. Первый шаг в настройке лезвий – выбрать нужный размер. Помните, что большие опоры могут создавать проблемы с дорожным просветом.
Слева направо, размер A, B и S лопастей гребного винта
Следующий шаг – определить, сколько лопастей вы хотите. для этого щелкните правой кнопкой мыши свой движок и укажите необходимое количество точек присоединения.
Второй вариант позволяет это сделать. Помните, что используются префиксы, поэтому Double = 2, Triple = 3, Quad = 4, Hex = 6 и Octo = 8
Затем выберите свой клинок и прикрепите его. Используйте alt, чтобы убедиться, что присоединение узла включено, и используйте радиальную симметрию для присоединения. Нажмите R, чтобы переключить режимы симметрии.
3 лезвия прикреплены. Обратите внимание на радиальную симметрию в левом нижнем углу под выбором детали.
Следующий шаг – заставить ваши лопасти двигаться и разворачиваться должным образом. Для этого щелкните правой кнопкой мыши лопасти и двигатель и установите желаемое направление вращения по часовой стрелке или против часовой стрелки (это на экране вариантов для лопастей). Следующее, что нужно сделать, это щелкнуть правой кнопкой мыши на лезвиях и выбрать «развернуть». Вы можете установить любой угол развёртывания, так как угол в VAB / SPH незначителен. ВАЖНО: Вы ДОЛЖНЫ установить обратное направление развертывания, если вы делаете опору против часовой стрелки.
Лезвия развернуты и настроены на вариант по часовой стрелке
Последняя часть – настройка групп осей. Сделайте это, нажав на молоток и гаечный ключ в правом верхнем углу. Выберите группу осей «Главный дроссель», затем щелкните двигатель. Выберите «Предел крутящего момента». Это позволяет вам управлять винтом с помощью дроссельной заслонки.
Затем выберите лопасти и перейдите к одной из групп осей «Перевести», затем щелкните по лопастям и выберите «Угол развертывания».Это позволяет вам контролировать шаг лопастей винта в полете.
Теперь ваша опора настроена! Проделайте описанный выше процесс, чтобы ваш винт был эффективным.
Часть II: Знакомство с воздушными винтами
Эта часть предназначена для тех из вас, кто не может понять, как разогнаться до скорости 80 м / с, или задается вопросом, почему ваш самолет кренится, когда вы летите, даже без какой-либо дифферентовки или входного сигнала. Мы подробно рассмотрим, как шаг винта влияет на летные характеристики и как исправить проблемы с креном.
Шаг пропеллера : Шаг – это угол между лопастями относительно их направления продольного хода .
Винт на неподвижной плоскости.
Требуемый шаг изменяется в зависимости от скорости, поскольку скорость самолета начинает влиять на направление винта.
На схеме выше изображена опора летающего самолета. Движение винта и движение самолета работают вместе, чтобы создать прямое движение (в этом контексте есть более правильный термин для прямого относительного движения в воздухе.Я буду сокращать это до движения для остальной части этого) Это означает, что опора сверху имеет такой же угол наклона по отношению к ее движению по воздуху, что и опора, показанная здесь
Это подводит нас к тому, почему шаг имеет значение. Если ваш угол наклона недостаточен, ваш винт будет производить небольшую тягу или совсем ее не будет, так как он не захватывает воздух, так как он следует за относительным движением. Если угол наклона слишком велик, лопасть столкнется с воздухом, что приведет к большому сопротивлению от удара в воздух почти ровно (увеличивая нагрузку на двигатель, тем самым снижая эффективность.), вместе с тем, что воздух перенаправляется лишь немного, и тяга почти не создается. Поскольку оптимальный шаг меняется в зависимости от скорости полета, важно постоянно регулировать шаг, чтобы максимизировать эффективность и / или максимальную скорость и / или ускорение.
Сравнение оверпитча и занижения. Ситуация справа будет основным ограничителем скорости.
Лучше всего быть где-то посередине, с углом атаки, который направляет много воздуха назад, не создавая большого сопротивления или слишком малой тяги из-за экстремальных значений.Регулируемый шаг позволяет сохранять оптимальную мощность / эффективность для самого большого диапазона скоростей. ВАЖНАЯ ИНФОРМАЦИЯ: После того, как лезвие станет плоским, больше невозможно будет произвести толчок. Если угол наклона меняется на противоположный (в приведенных выше примерах лезвие направлено вниз по сравнению с верхом), вы можете получить обратную тягу.
ПОМОЩЬ! Почему мой самолет катится !?
А, да. Это также связано с 3-м законом Ньютона. Поскольку двигатель перемещает винт в одну сторону, третий закон требует, чтобы самолет катился в другую сторону. Это постоянный крен, поскольку гребным винтам требуется постоянная мощность для продолжения вращения.
Часть III: Винты встречного и встречного вращения
Система опор встречного вращения имеет четное количество опор, вращающихся в противоположных направлениях. Вот как настроить его в KSP. Во-первых, разместите там, где вы хотите установить реквизит.
Я буду устанавливать на каркасные фюзеляжи
Затем скопируйте (alt + щелкните) опору и переместите ее в сторону. Ваша опора уже должна быть настроена с группами осей.
Затем скопируйте опору и поместите ее с другой стороны. ВАЖНО: Убедитесь, что вы НЕ используете симметрию во время этого процесса.
Стойки теперь расположены по бокам, индивидуально, без симметрии.
Затем переключите предпочтительный двигатель на противоположное направление, направление развертывания на обратное с нормального (и наоборот), а вариант на против часовой стрелки от часовой стрелки (и наоборот).
Система встречного вращения состоит из нескольких слоев стоек, вращающихся в противоположных направлениях. Самый простой способ сделать это – взять опоры сверху и сделать их встроенными.
Сначала прикрепите носовой конус, обращенный назад РАДИАЛЬНО, чтобы узел оставался открытым (этот конус уменьшает сопротивление, рассчитанное игрой). Затем прикрепите одну стойку к узлу носового конуса, а другую – к узлу на основном корпусе.
Сместите (нажмите 2 или выберите инструмент коррекции) стойку, закрепленную на носовой части, в другую стойку и убедитесь, что она немного вперед. Теперь у вас есть стойки, вращающиеся в противоположных направлениях.
Стойки Counter и Contra также нейтрализуют крутящий момент и, следовательно, не имеют «случайного» броска. Теперь вы знаете, как строить эти пропеллеры.Тогда просто посадите их в самолет. К сожалению, у меня нет изображений, и скоро будет опубликовано приложение о летных характеристиках.
AS3X: Spektrum – лидер в области технологии расширенного спектра
Для трехмерной пилотажной модели система AS3X может сделать маневры на малой скорости и острием лезвия более стабильными и точными, даже когда скорость тангажа и крена установлена на очень высоких значениях. В флаере масштабного парка или ультра-микро, он будет противодействовать эффектам турбулентности в ветреные дни, поэтому самолет будет лететь более плавно и даст пилоту ощущение «запертости».Возможно, вы занимаетесь созданием скретчей и находите, что ограничения масштабирования и компьютерной графики затрудняют создание гибкой или реалистично выглядящей модели, которую нелегко было бы летать. Технология AS3X может помочь в борьбе с условиями, которые мешают плавному полету. Система AS3X никогда не ограничивает ваш контроль и не мешает вашим командам. У вас всегда есть контроль. Система AS3X просто обеспечивает более высокий уровень устойчивости, что делает полет более приятным.
Когда вы покупаете приемник «Open Stock» * с технологией AS3X, такой как Spektrum AR636, AR7350, AR9350, он работает очень похоже на стандартный приемник DSMX® из коробки – система AS3X неактивна.Настройка системы AS3X выполняется через приложение AS3X App и / или программный интерфейс ПК. Для каждого из них требуется кабель или модуль Bluetooth для установления связи с вашим устройством и системой AS3X. Интерфейс позволяет легко настроить многие функции компьютерных радиостанций, такие как регулировка хода, субтриммер, микширование, тип крыла и многое другое. Вам не обязательно иметь компьютерное радио, чтобы пользоваться технологией AS3X. Регулировка усиления для каждой оси позволяет точно настроить необходимый объем помощи AS3X, точно так же, как это делают разработчики продуктов Horizon Hobby.Одной из самых крутых функций является возможность режима полета, который позволяет вам программировать различные настройки AS3X в положении переключателя передатчика. Таким образом, вы можете экспериментировать с различными настройками AS3X в полете. Всегда следуйте конкретным рекомендациям для выбранной модели ресивера AS3X. Ряд руководств по успешному использованию этих функций доступен в Интернете
* Открытый склад означает, что он был приобретен отдельно, а не в качестве запасной части или ранее установлен в модели RTF или BNF®.