Как проводится пайка меди твердым и мягким припоем
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.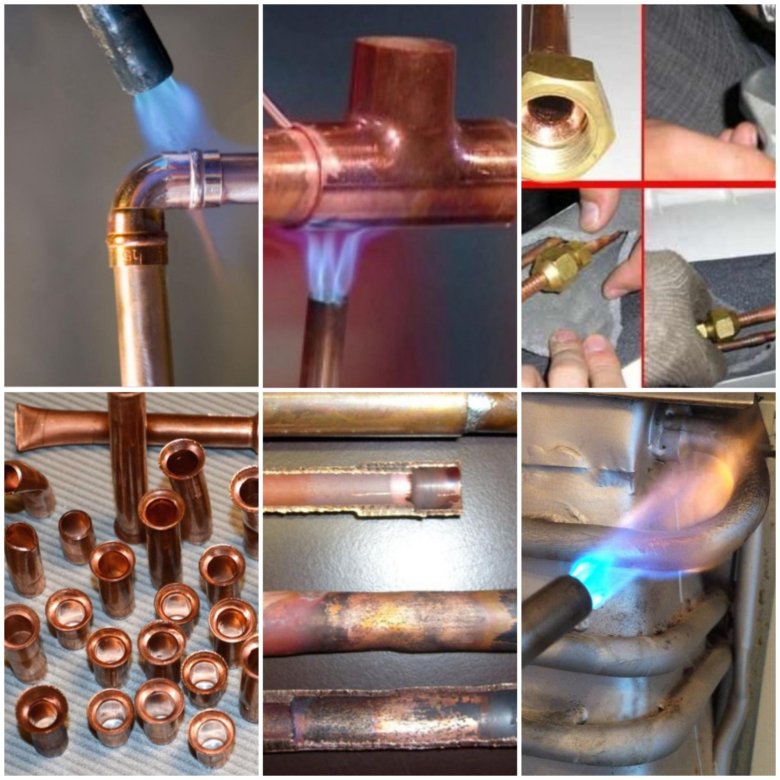
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
Как правильно паять медь?
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.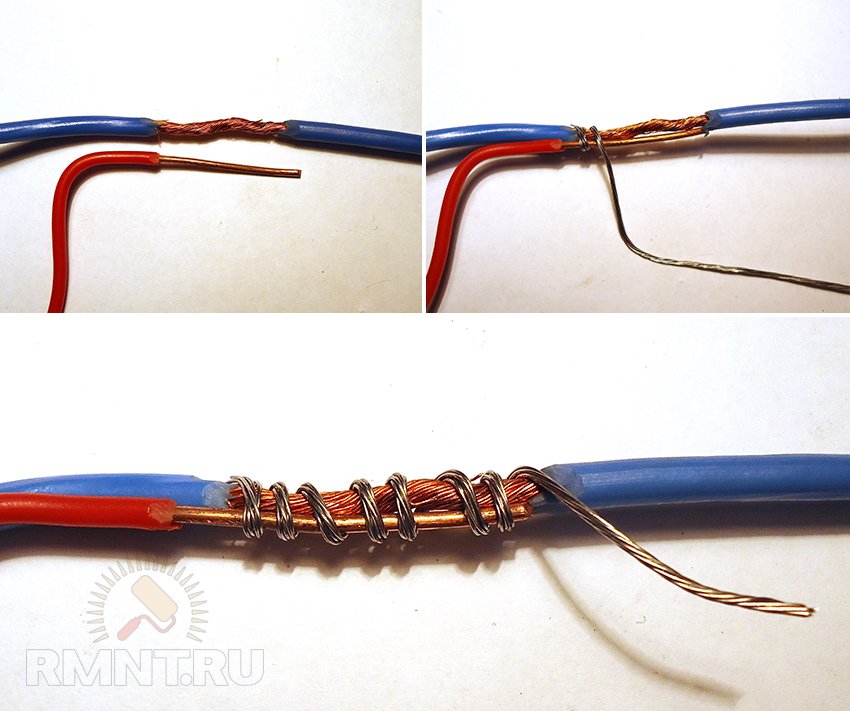
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Вернуться к оглавлению
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Вернуться к оглавлению
Пайка крупных деталей
Схема капиллярной пайки меди.
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Вернуться к оглавлению
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Вернуться к оглавлению
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца.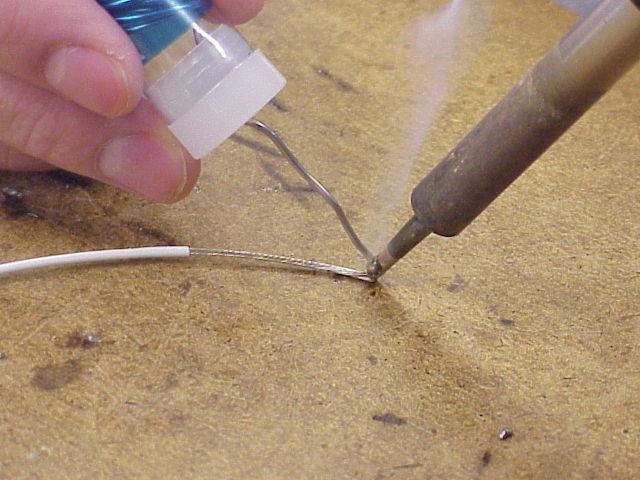 Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Вернуться к оглавлению
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов.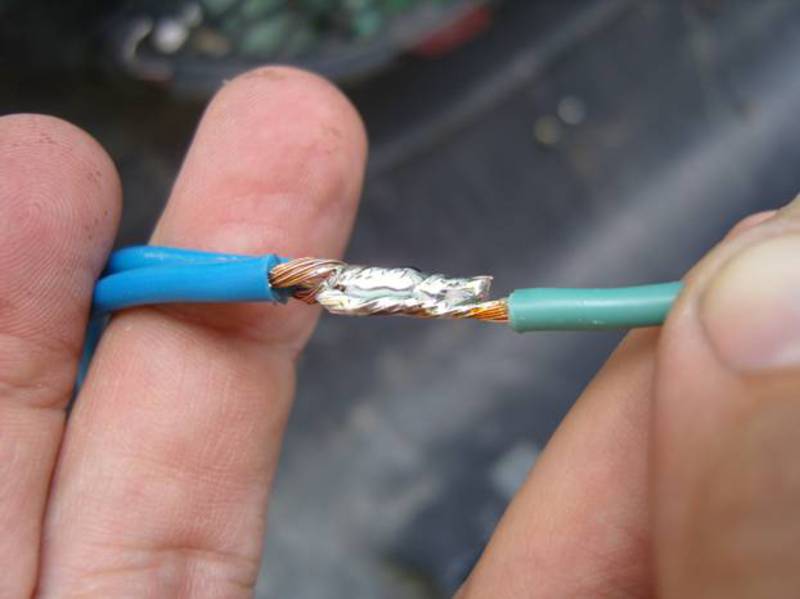 Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.
На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.

- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.

Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.

Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.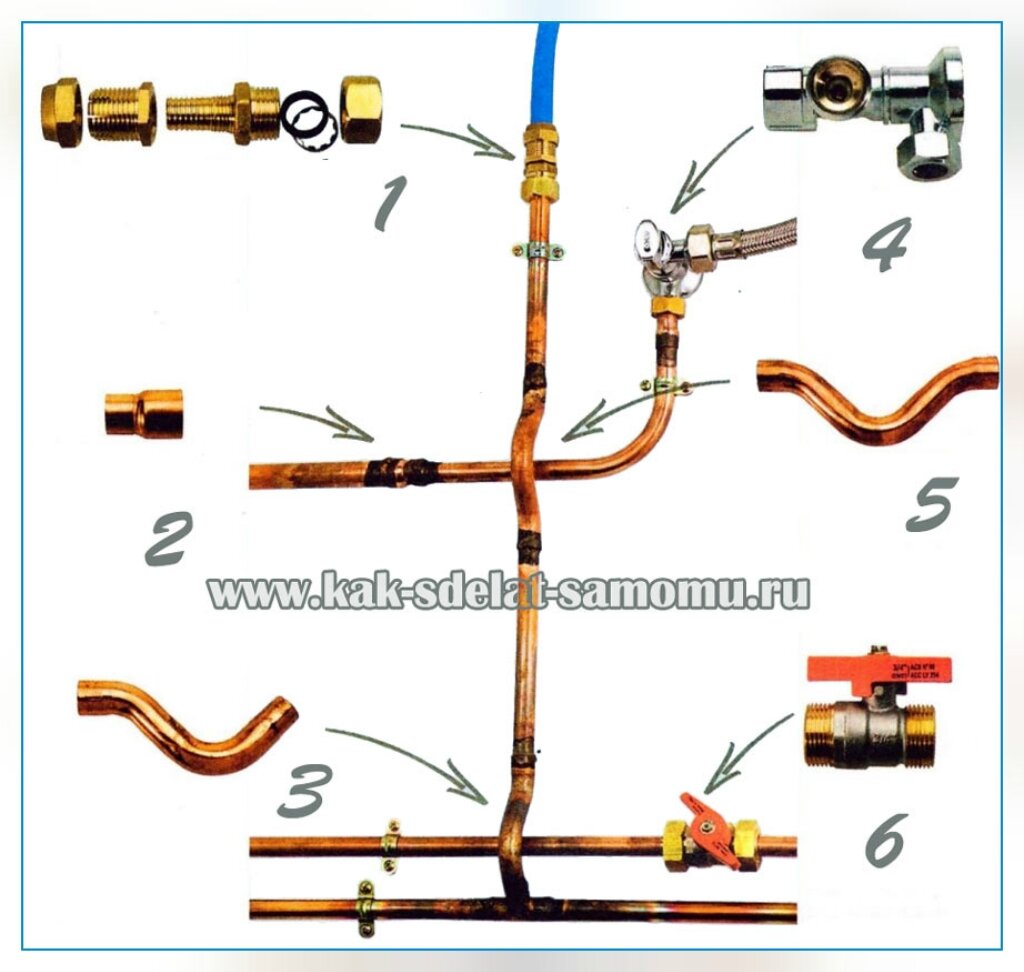
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.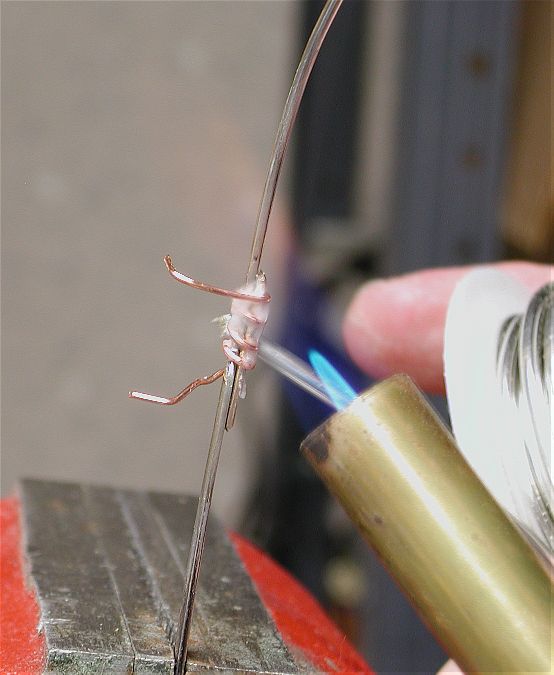
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Умение паять бывает очень полезным при восстановлении обрывов в кабелях различного назначения. Однако делать это надо не спустя рукава, а тщательно и аккуратно, соблюдая ряд простых правил. Наша статья расскажет вам как правильно паять медный провод для электропроводки дома.
Перед тем как приступить непосредственно к делу, выберите оптимальную мощность паяльника, так как для качественно выполненной работы необходимо как следует прогреть все элементы, подлежащие пайке. Подберите подходящее жало паяльника. Оно должно быть сопоставимо по размерам с габаритами самой детали, иначе вы рискуете либо повредить соседние элементы, либо некачественно пропаять провода (элементы схемы). При работе с электрическими платами какого-либо оборудования паяльник необходимо заземлять, чтобы не допустить повреждения чувствительных элементов схемы прибора статическим электричеством или напряжением питания паяльника (220 В) в случае выхода инструмента из строя. Приступая к работе, сперва очистите поверхность жала паяльника и проводов, которые необходимо спаять, от загрязнений, так как крупицы мусора, пыли и окисла могут сильно повлиять на качество и долговечность пайки.
Подберите подходящее жало паяльника. Оно должно быть сопоставимо по размерам с габаритами самой детали, иначе вы рискуете либо повредить соседние элементы, либо некачественно пропаять провода (элементы схемы). При работе с электрическими платами какого-либо оборудования паяльник необходимо заземлять, чтобы не допустить повреждения чувствительных элементов схемы прибора статическим электричеством или напряжением питания паяльника (220 В) в случае выхода инструмента из строя. Приступая к работе, сперва очистите поверхность жала паяльника и проводов, которые необходимо спаять, от загрязнений, так как крупицы мусора, пыли и окисла могут сильно повлиять на качество и долговечность пайки.
После этого включите паяльник в питающую сеть и дождитесь, пока он нагреется до температуры плавления олова. Чем мощнее будет ваш инструмент, тем дольше придется ждать. Провода, которые вы собираетесь паять, предварительно лучше тщательно скрутить между собой, так как олово – мягкий и ломкий металл.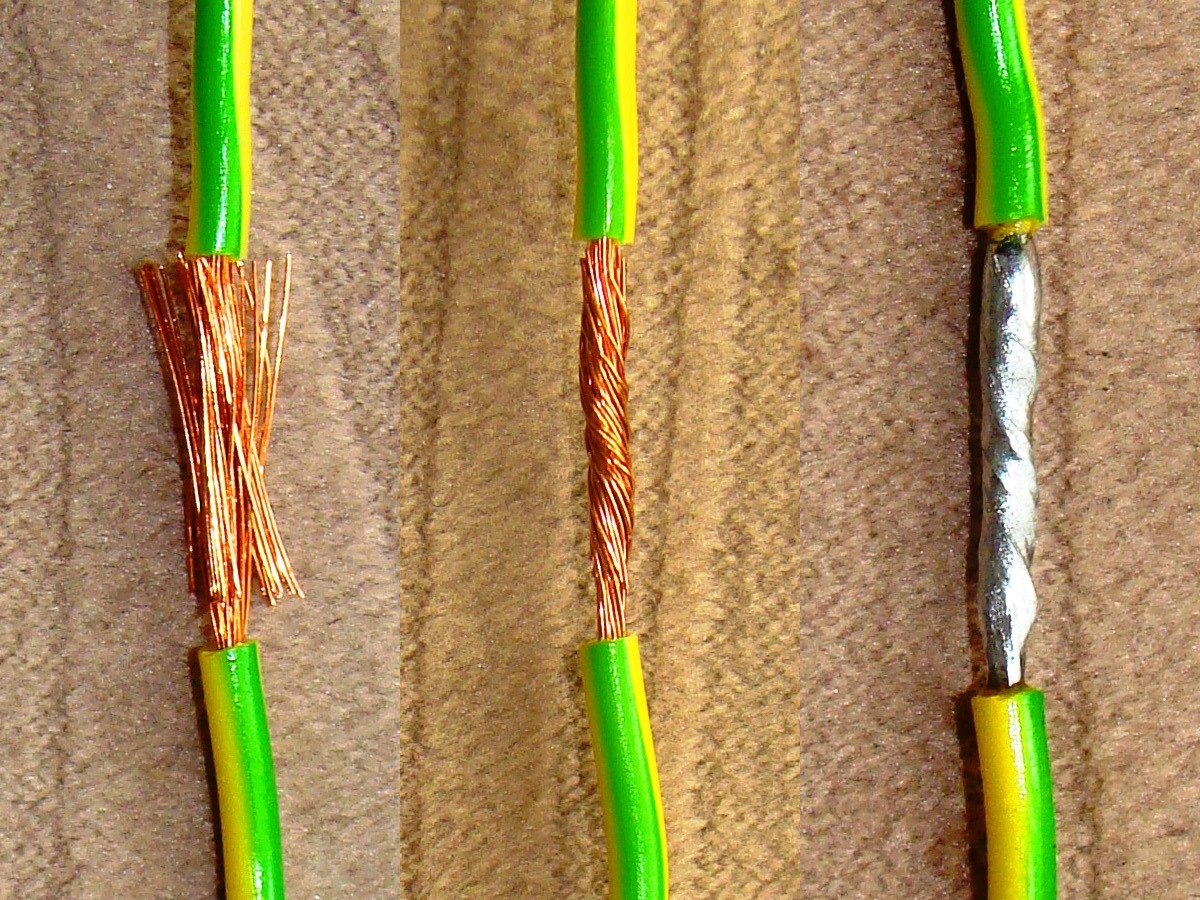 Он не выдержит даже слабых нагрузок. После этого обмакните жало паяльника в канифоль и смажьте им получившуюся скрутку. Тем самым вы обеспечите условия для хорошего перетекания олова на место пайки. Затем обмакните жало в припой и приложите его к месту пайки. Держать паяльник прижатым следует около 2-3 секунд. За это время расплавленное олово успеет перетечь на провода (элементы схемы) и как следует пропитать все микротрещинки вокруг.
Он не выдержит даже слабых нагрузок. После этого обмакните жало паяльника в канифоль и смажьте им получившуюся скрутку. Тем самым вы обеспечите условия для хорошего перетекания олова на место пайки. Затем обмакните жало в припой и приложите его к месту пайки. Держать паяльник прижатым следует около 2-3 секунд. За это время расплавленное олово успеет перетечь на провода (элементы схемы) и как следует пропитать все микротрещинки вокруг.
Теперь осмотрите место пайки. Олово должно лежать равномерно и блестеть. Если припоя оказалось недостаточно, и в некоторых местах заметна часть скрутки или провода не зафиксировались, необходимо повторить действия из предыдущего шага. Помните, что паяльник нельзя держать прижатым слишком долго. Иначе вы рискуете перекалить пайку. В этом случае олово потеряет свой блеск, потемнеет, возможно, пойдет черными пятнами. В такой ситуации пайку можно будет сломать простым нажатием ногтя, поэтому вам потребуется аккуратно снять весь припой, вновь очистить паяльник и повторить все вышеизложенные действия.
Как соединить медный провод с алюминиевым?
Очень часто в старых домах приходится при ремонте электропроводки соединять алюминиевые провода старой проводки с медными- вновь проложенными.
Кто незнаком с этой темой и делает ремонт своими руками- просто тупо скручивают их между собой и закрывают в распредкоробке, не понимая какую головную боль они себе приобретут в дальнейшем…
С этой темой- соединение меди с алюминием- сталкиваются не отлько при монтаже внутренней электропроводки, но и при замене ввода в дом
Дело в том, что провода воздушной линии (ВЛ)- алюминиевые и если вы делаете вводной кабель медный, то просто так накрутить на алюминиевый провод жилу кабеля- нельзя!
А ведь делают же! Сколько раз сам видел… А потом удивляются- “Почему это у меня свет в доме моргает?!”
Да, действительно, а почему? А вот из-за чего.
Немного химии. Алюминий- очень активный метал, попробуйте его спаять простым методом как медный провод, ничего не получится.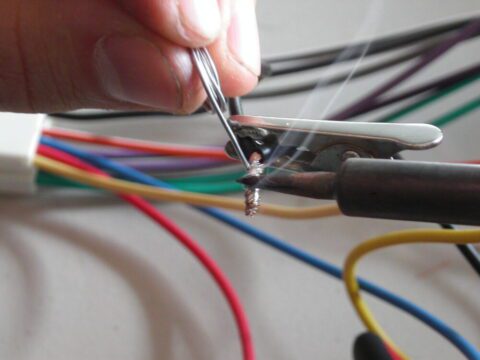
Алюминий активно реагирует на воздух, вернее даже не на сам воздух, а на влагу в воздухе, быстро образуя на своей поверхности тонкую пленку окиси.
Эта пленка оказывает высокое сопротивление электрическому току- появляется так называемое “переходное сопротивление” в месте соединения проводов.
Но медный провод тоже окисляется, однако не так сильно и интенсивно как алюминий и пленка окиси на поверхности меди оказывает гораздо меньшее сопротивление протеканию тока.
Получается что при соединении медного и алюминиевого провода они контактируют своими оксидными пленками.
Так же у этих двух металлов разное линейное расширение, поэтому при изменении температуры в помещении или величины тока, протекающего через скрутку медь-алюминий контакт между ними со временем ослабевает.
Переходное сопротивление в скрутке итак “тормозило” электрический ток, да еще ослабление контакта еще более увеличивало величину переходного сопротивления.
Это приводит к тому, что скрутка начинает греться, чем дальше- тем больше, греется изоляция провода.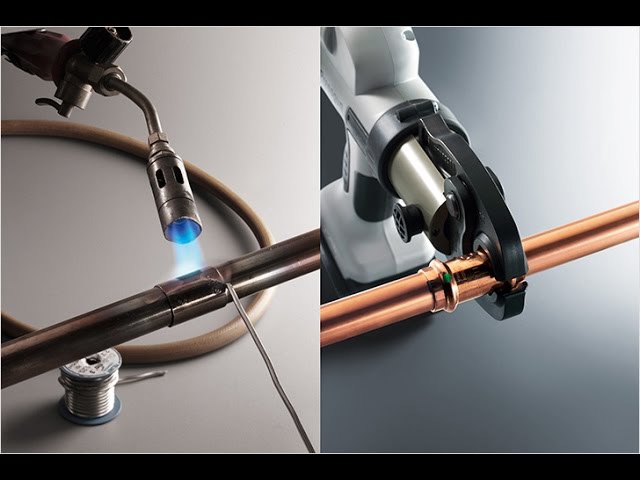 разрушается от нагрева даже может загореть.
разрушается от нагрева даже может загореть.
Сами знаете сколько домов сгорело из-за неисправностей в электропроводке и зачастую виновато в этом именно переходное сопротивление или плохой контакт.
Кстати о переходном сопротивлении.
Это активное сопротивление, то есть вся мощность на нем на 100% преобразуется в теплоту, ну как в утюге например)))
Что бы понять что это такое- представтье что два провода соединены между собой нихромовой проволокой и по ним протекает электрический ток, который раскаляет нихром докрасна.
Вот внутри скрутки медного и алюминиевого провода и находится такая раскаленная докрасна нихромовая нить. А оно вам надо?!
Запомните- переходное сопротивление- аналог раскаленной нихромовой нити.
Так, химии достаточно. Теперь как выйти из положения если надо соединить медный провод с алюминиевым.
Тут суть вот в чем: главное что бы эти два металла не соприкасались между собой. Между ними должен быть нейтральный по отношению к ним материал, естественно токопроводящий.
Это может быть свинцовый припой, дюралюминий,сталь, нержавейка, покрытие из хрома.
Кстати интересно- нельзя: цинк, углерод (графит) и серебро с золотом и платиной.
Хотя я себе не представляю кто может себе позволить такое удовольствие- соединять медь с алюминием через платину)))
В такм случае если денег море- лучше совсем провода полностью из платины сделать, потери напряжения исчезнут напрочь)))
Итак, соединяем медь с алюминием:
-С помощью клемных зажимов;
-Болтовое соединение через шайбы
-Слой из нейтрального материала
Клемные зажимы- это ответвительные сжимы (так называемые “орехи”), wago, клемники в изоляции и т.п.
Ну болтовое соединение итак понятно- делается петля на проводе, вставляется болт, а между медью и алюминием- стальные шайбы.
Такое соединение гораздо надежнее всех клемников и зажимов, единственный минус- большие габариты, в распредкоробке много метса занимают.
Я так сам делал например на вводе в дом- когда надо было соединить медный кабель с алюминиевым вводом от ВЛ. Да еще кабель был четырехжильным, а сеть- 220.
Да еще кабель был четырехжильным, а сеть- 220.
Тогда сделал на фазу и ноль по две жилы кабеля, соединил через болтовое соединение с обрезком алюминиевого провода, и уже этот обрезок был подключен энергетиками на ввод.
Уже второй год прошел- замечаний нет))) Это при наличии электроплиты в доме и всего прочего- электротитан, чайник, утюг, микроволновка и т.д.
Сейчас про слой из нейтрального материала. Я имею ввиду- свинцово-оловянный припой.
Как это делается покажу на фото:
Это хороший выход из положения когда нет под рукой зажимов или не хочется их использовать, а болтовое соединение не помещается в коробку.
Тогда надо покрыть медный провод припоем и сделать скрутку с алюминием- соединение будет надежным! Хотя и по ПУЭ- неправильным…
Там требуется или пайка-сварка или клемники-болты, чистая скрутка по ПУЭ- вне закона…
Хотя я лично однажды вскрыл распредкоробку освещения в старом доме- там с выключателя медный провод шел, а на лампочку- алюминиевый. Скрутка была чисто медь с алюминием без вских клемников, припоя и т.д.
Скрутка была чисто медь с алюминием без вских клемников, припоя и т.д.
Так состояние- как будто только что скрутили!
Все чистенько, никакого окисла и подгара. Я думаю это потому, что в квартире было всегда сухо и к тому же распредкоробка была наглухо запечатана в стене- то есть воздух в нее не проникал.
А поэтому и алюминий не окислялся и к тому же нагрузка на скрутку была минимальная- всего одна лампочка подцеплена.
Поэтому если через соединение медь-алюминий будет проходить большой ток, то лучше сделать болтовое соединение как самое простое, посложнее- пайка.
А вот ваговский зажим в таком случае я бы не рекомендовал использовать, лучше другие клемники где провода хотя бы винтом зажимаются.
Итак, сейчас вы знаете как соединять медный провод с алюминиевым и если вам придется это делать- уверен, вы сделаете правильный выбор!
Замена электропроводки в квартире
В последние несколько десятилетий на мировом рынке появилось огромное количество разнообразной бытовой техники, которая значительно улучшает наш быт. Стараясь не отставать от мирового прогресса, мы приобретаем для нашего домашнего очага такие необходимые вещи, как стиральная машина, СВЧ-печь, кофемашина, различные кухонные комбайны, персональный компьютер и многое другое.
Стараясь не отставать от мирового прогресса, мы приобретаем для нашего домашнего очага такие необходимые вещи, как стиральная машина, СВЧ-печь, кофемашина, различные кухонные комбайны, персональный компьютер и многое другое.
При этом не задумываемся, что вся эта техника создает определенную нагрузку на нашу электросеть, в частности, на электропроводку в квартире или в частном доме.
Электроснабжение современных зданий ведется с учетом возросших требований по потребляемой мощности. Что нельзя сказать о зданиях, срок эксплуатации которых более 20-ти лет. В таких домах электропроводка была рассчитана с учетом требований тех лет, когда суммарная мощность всех подключенных бытовых устройств была значительно ниже.
Но это не единственный фактор безопасной эксплуатации электропроводки. Со временем изоляция электропроводки теряет свои изоляционные свойства. Под действием длительного периода климатических воздействий изоляция электропроводки разрушается, что может привести к печальным последствиям. По статистике огромный процент возгораний происходит из-за старой проводки. Поэтому замена старой электропроводки – залог безопасности домашнего очага.
Выбор сечения и марки кабеля.
Прежде чем приступить к работам по замене электропроводки, нужно определиться с маркой нового кабеля. Для монтажа токонесущих линий в жилых зданиях применяют два вида кабеля: медный и алюминиевый. Медный провод по своим электрическим параметрам лучше алюминиевого, но стоимость его выше. К тому же, провод из меди больше подвержен окислению, что отрицательно сказывается на местах его соединения. Поэтому участки медного провода предварительно покрывают слоем припоя (лудят).
Следующий важный параметр, который нужно учитывать при выборе электрического кабеля, это сечение токонесущей жилы. Чем больше площадь сечения провода, тем выше значение по потребляемой мощности, которую он может выдержать. Для зданий специальных назначений сечение кабеля предварительно рассчитывают. Для жилых зданий существуют установленные нормы, по которым площадь сечения составляет:
для скрытой электропроводки:
медный провод – 1,5 мм;
алюминиевый провод – 2,5 мм;
для открытой электропроводки:
медный провод – 2,5 мм;
алюминиевый провод – 4 мм.
После выбора необходимой марки кабеля приступают к демонтажу старой электропроводки, предварительно отключив сетевое напряжение.
Классификация электропроводки по способу исполнения.
По способу укладки провода различают скрытую и открытую электропроводку.
Открытую электропроводку размещают на поверхности стены и используют, в основном, в зданиях деревянного типа.
Скрытую электропроводку применяют в кирпичных и железобетонных зданиях и укладывают в специальных каналах, которые после укладки заделывают штукатурным раствором.
На демонтаж скрытой электропроводки затрачивается больше времени, чем на демонтаж открытой. И связано это с тем, что проводку из канала в стене не всегда удается извлечь, не повредив покрытие стены, так как очень часто скрытую проводку наглухо цементируют в канале.
Чтобы облегчить процесс замены электропроводки в доме, квартире и коттедже, провода помещают в металлические или пластиковые трубы, которые укладывают в каналы и заделывают штукатурной смесью.
Монтаж электропроводки.
После того, как демонтировали старую проводку, приступают к разметке новых электролиний и электроточек. Для этого заранее определяют будущее местоположение всей бытовой техники, для которой необходимо электропитание. Иногда в зданиях, особенно старых конструкций, размещение розеток и выключателей не всегда удовлетворяет в плане эстетики и комфорта. Поэтому новые розетки стараются разместить так, чтобы их положение было скрыто бытовой техникой, а выключатели были доступны и отлично вписывались в дизайн помещения.
Для подводки кабеля к электроточкам можно использовать старые каналы в стене и дополнительно сделать новые.
Прокладка новых каналов связана с определенными трудностями. Если поверхность стены оштукатурена толстым слоем, то сделать канал для электропроводки не составит особого труда. Если стена железобетонная, то нужно использовать специальный строительный инструмент (штроборез) для нарезания каналов.
Каналы для укладки кабеля выполняют перпендикулярно и параллельно полу или потолку, чтобы впоследствии было легко определить местоположение электропроводки при выполнении сверлильных работ.
Соединения электропроводки допускается только в соединительных коробках. Не рекомендуется соединять вместе медные и алюминиевые проводники, так как образуется гальваническая пара, что может вызвать сильное нагревание или искрение контакта. В таких случаях используют специальные переходники или участки соединения медного проводника пропаивают.
Проверка выполненных работ.
После того, как электропроводка уложена в специальные трубы и закреплена в каналах стены, приступают к проверке смонтированной линии на отсутствие короткого замыкания. Проверка выполняется при помощи специального прибора – тестера.
Только после этого, убедившись в отсутствии короткого замыкания в электропроводке, линию подключают к сетевому напряжению и проверяют работоспособность всех установленных электроточек при помощи фазового индикатора или тестера.
В крайнем случае, для проверки можно использовать осветительные приборы.
После поверочных работ приступают к заделыванию каналов штукатурным раствором, тщательно и ровно разравнивая его по плоскости стены.
Следует учесть, что выполнение работ по замене электропроводки связано с риском поражения электрическим током и опасностью возгорания. Поэтому для выполнения качественной работы лучше обратиться к квалифицированному специалисту в этой области.
электропроводка в доме паять медный провод алюминиевый провод Как правильно паять медный провод для электропроводки дома. Обработан
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Пайка медных труб своими руками: технология, набор оборудования
Автор Фесенко Сергей, инженер На чтение 10 мин.
При установке систем водоснабжения и других инженерных коммуникаций из медных сегментов применяются разные методы соединения. Один из надежных пайка.
Этот вариант подразумевает применение припоя, представляющего собой расходный материал в виде термопластичного состава. Он плавится, когда на него воздействует высокая температура, создаваемая газовой горелкой. Благодаря этому свойству припой проникает в зазор между двумя соединяемыми деталями.
Выполняя пайку медных труб, можно создать надежные швы, выдерживающие существенное давление и даже механическое воздействие. Полученные соединения можно разобрать путем повторного нагрева.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
Пайка медных труб водопроводаСоединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.
Оборудование для пайки медных трубПрипой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб своими руками видео
Долговечные и прочные швы можно получить только при правильном и последовательном выполнении всех этапов работы. Соблюдая рекомендации, качественные стыки удастся создать твердым и мягким припоем. Для лучшего понимания темы следует посмотреть видео.
Мне нравитсяНе нравится
пайка холодильных трубок, пайка холодильников, пайка медных труб
Пайка труб медных осуществляется двумя методами:
Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления.
В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой – паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева – условия бездефектности паяного соединения.
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ | ||
| Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента | ||
| СВАРОЧНЫЙ ПОСТ | ||
| Переносной газосварочный пост – переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |
1 2 3 4 5 6 7 8 9 10
Практическое руководство. Припаивание фитингов для медных труб
Водопроводчик-монтажник
Соединения выполняются между секциями железной трубы с помощью резьбовых фитингов. Однако стенки медной трубы слишком тонкие и мягкие для нарезания резьбы, поэтому используется другой вид фитинга, называемый фитингом для пота. Это так называется, потому что процесс соединения различных элементов с помощью припоя включает их нагревание пропановой горелкой до тех пор, пока они не потеют.
Для пайки фитингов не требуется особого волшебства, хотя само присутствие пропановой горелки делает эту процедуру очень осторожной.Создание плотного соединения без утечек – это больше вопрос тщательной подготовки деталей, чем навыков или опыта.
STEP 1
Полировка труб и фитингов. Отдельные отрезки трубок, соединяющих элементы водопроводной системы, соединяются на фитингах. Фитинги бывают разных конфигураций, включая колена, Ц, сорокапятку, муфты и другие. Однако независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка стыкуемых участков.
Разметьте расположение труб и фитингов и отрежьте трубы до нужной длины. Убедитесь, что концы обрезаны под прямым углом. Используйте универсальный нож, чтобы срезать заусенцы с порезов.
На каждом стыке отполируйте внешнюю сторону трубы с помощью сантехнической ленты (также называемой наждачной бумагой, она продается узкими полосками). Еще один удобный вариант для полировки поверхностей труб перед их запотеванием – это синтетическая тканая абразивная подушечка. Продаются как губки для зачистки, они напоминают салфетки для мытья посуды, но очищают и осветляют медь несколькими легкими движениями.
Отполируйте отверстия фитингов, используя щетку для очистки труб. Полировка обеих поверхностей имеет решающее значение: дефекты, оставшиеся на соединяемых поверхностях, могут позже привести к утечкам, потому что припой не будет склеиваться должным образом.
STEP 2
Залить фитинги флюсом. Нанесите водопроводный флюс на внутреннюю часть каждого припаиваемого фитинга. Используйте одну из недорогих флюсовых щеток, предназначенных для этой задачи, так как она сохраняет ваши пальцы и руки в чистоте. Флюс имеет консистенцию тонкой смазки и при нагревании втягивает припой в фитинг.Вставьте трубу в фитинг, поверните ее, чтобы флюс равномерно распределился, и сотрите излишки выдавленного флюса.
ШАГ 3
Зажигание резака. Теперь вы готовы к факелу. Я всегда ношу перчатки при использовании фонарика. Это небольшая мера предосторожности, и на этом этапе вся работа, требующая большой ловкости пальцев, завершается.
Чтобы зажечь резак, слегка приоткройте вентиль; вы услышите легкое шипение выходящего газа. Форсунка устроена так, что кислород из атмосферы помещения втягивается во впускные отверстия, смешиваясь с пропаном.Зажгите пламя искровым инструментом или зажигалкой с открытым пламенем.
ШАГ 4
Обогрев арматуры. Горячая точка в пламени находится не ближе всего к соплу, как ошибочно думают многие, а примерно на полпути по его длине. Расположите горелку так, чтобы пламя нагревало непосредственно арматуру (а не трубу). Подходов к этому почти столько же, сколько и водопроводчиков, но мой любимый прием – держать горелку в одном положении, при этом средняя точка пламени нагревает ту часть фитинга, которая наиболее удалена от стыка (стыков). потел.Это помогает гарантировать, что все соединение будет горячим при нанесении припоя. Одним из аспектов, по поводу которого нет разногласий, является необходимость защиты окружающих легковоспламеняющихся поверхностей. За фитингом следует положить лист огнестойкого материала, чтобы защитить их.
ШАГ 6
Нанесение припоя. Пусть флюс будет вашим ориентиром: когда он пузырится и начинает испаряться, температура плавления припоя достигнута. Прикоснитесь припоем к трубе. Если он тает при контакте, будьте уверены, он достаточно горячий.
Уберите пламя с фитинга перед нанесением припоя (припой плавит тепло фитинга, а не пламя горелки). Если возможно, нанесите припой сверху, чтобы сочетание силы тяжести и капиллярного действия могло втянуть припой в соединение. Возможно, вам придется нанести припой на несколько точек вокруг стыка.
Выполните все соединения на фитинге сразу (как на тройнике с тремя трубами или коленом с двумя). Трубка остается довольно горячей в течение нескольких минут, поэтому не прикасайтесь к ней голой кожей.
После того, как все фитинги остынут, проверьте линии. Если фитинг протекает, вы не можете вернуться и просто нанести еще припой. С сожалением вынужден сообщить, что стык необходимо повторно нагреть до размягчения припоя; затем стык нужно разобрать, элементы очистить, флюсовать, нагреть и снова спаять.
Справочник по медным трубам: VII. Паяные соединения
Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения ( Рисунок 7.18, позиция и , рис. 7.16 ). Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя. Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху фитинга (, рис. 7.18, позиция b ).
Рисунок 7.16. Пайка
Рисунок 7.18. Схема паяного соединения
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к начальной точке, слегка перекрывая друг друга (, рис. 7.18, позиция c ), и продолжайте движение вверх по незавершенной стороне к вершине, снова с небольшим перекрытием (, рис. 7.18, позиция d ). Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывающие на то, что стык заполнен до этой точки и больше не будет принимать припой.На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, втягивающего сыпучий расплавленный припой в узкий зазор между фитингом и трубкой. Расплавленный металлический припой втягивается в соединение за счет капиллярного действия независимо от того, идет ли поток припоя вверх, вниз или горизонтально.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет от 0,004 до 0,006 дюйма. Некоторая свободная посадка допустима, но слишком свободная посадка может вызвать трудности с фитингами большего размера.
Для соединения медных трубок с клапанами с припоями следуйте инструкциям производителя. Перед подачей тепла клапан должен находиться в частично открытом положении, и нагревание должно быть направлено в первую очередь на трубку. Имеющиеся в продаже материалы для теплоотвода также могут использоваться для защиты чувствительных к температуре компонентов во время операции соединения.
Количество припоя, израсходованного при надлежащем заполнении капиллярного пространства между трубкой и коваными или литыми фитингами, можно оценить по таблице 14.10. Требуемый флюс обычно составляет 2 унции на фунт припоя.
Подготовка к пайке
Методы флюсования и пайки
Фланцы из медных сплавов для пайки и пайки
Пайка фитингов, клапанов и компонентов из бессвинцовых медных сплавов
Как паять медь | HowStuffWorks
Припой – это металл или металлический сплав, который при расплавлении используется для соединения металлических поверхностей [источник: Merriam-Webster].Пайка работает за счет капиллярного действия. Когда труба и фитинг нагреваются, паяльный материал касается стыка. Тепло плавит паяльный материал, и под действием капиллярности материал всасывается в стык, герметизируя его. Как только паяльный материал остынет, образуется воздухонепроницаемое соединение, герметизирующее трубку и фитинг. При пайке меди вы должны убедиться, что паяльный материал имеет более низкую температуру плавления, чем медь, иначе трубка расплавится раньше, чем припой [источник: Solder Wire].
Вот что вам понадобится для пайки меди:
- Пропановая горелка
- Паяльная проволока
- Наждачная бумага
- Медная труба
- Флюс
- Медный фитинг
Вот что вы сделаете:
- Отрежьте трубу до нужной длины. Поскольку медь – мягкий металл, ее можно разрезать труборезом. Если труба побольше, может понадобиться ножовка.
- Очистите трубу Важно очистить трубу, чтобы на ней не было ржавчины.Протрите наждачной бумагой конец трубы и внутреннюю часть трубы.
- Нанесите флюс Нанесите толстый слой флюса (жидкого металла) на внутреннюю часть фитинга, к которой будет припаиваться трубка, и на внешнюю сторону трубки. Поместите фитинг на конец трубки и поверните его так, чтобы флюс распространился равномерно.
- Нагрейте и припаяйте трубку Оставьте фитинг на медной трубке. Нагрейте стык прямым теплом от пропановой горелки в течение примерно 20 секунд.Когда вы считаете, что соединение достигло нужной температуры, коснитесь паяльной проволокой соединения. Припой расплавится и попадет в стык между трубкой и фитингом. Когда вы видите, как расплавленный припой льется и капает, вы понимаете, что пора остановиться.
- Протрите стык Дайте стыку немного остыть. Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий. Убедитесь, что соединение плотно [источник: медь].
Пайка или запотевание медной трубы Скотт Грей
Изучение того, как паять медную водопроводную трубу, на первый взгляд может показаться сложным и даже немного опасным, но на самом деле это довольно простой процесс, если вы приняли надлежащие меры безопасности и освоили технику.
Успешная пайка медных водопроводных труб во многом зависит от правильной подготовки соответствующих поверхностей. Как и в старой столярной поговорке: «Отмерь дважды, отрежь один раз», научиться успешно паять медную водопроводную трубу часто сводится к «Дважды очистить, один раз припаять».«
Безопасность прежде всего!
Жизненно важны надлежащие меры безопасности. Несчастные случаи всегда случаются с другим парнем … пока они не случаются с вами. Вам понадобятся защитные очки, ткань для защиты от огня. или металлический блеск, огнестойкие кожаные перчатки для защиты рук и плотная рубашка для защиты кожи от всего, что может капать или падать на вас во время работы.
Не нужно много тепла, чтобы зажечь старые, сухие дрова, и многие пожары вызванный каждый год ненадлежащим использованием пропановых горелок.Всегда держите рядом ведро с водой и домашний огнетушитель при работе с пропановая горелка! Если вам может потребоваться отключить водопровод, дополнительные ведра с водой – особенно хорошая идея!
Соберите свои материалы
Материалы, которые вам понадобятся для пайки медных водопроводных труб, включают:
- Пропановая горелка, желательно с самовоспламеняющимся регулятором (не пытайтесь зажечь факел спичками).
- Резак для медных труб / трубок, достаточно большой для работы.
- Бессвинцовый припой.
- Флюс (также называемый «флюс для лужения» или «пастообразный флюс») для очистки и подготовки стыков для приема припоя по мере нагрева медной трубы.
- наждачная бумага с зернистостью 120 или наждачная бумага с зернистостью 120 для сглаживания и очистки швов.
- Маленькая подходящая щетка (для очистки стыков).
Процесс пайки
После того, как вы собрали все элементы безопасности и материалы для пайки, следующим шагом будет тщательная очистка и сушка медных труб, которые вы собираетесь паять.Тщательная подготовка – очень важная часть пайки, потому что она сэкономит вам время и силы. Подготовьте все стыки, которые необходимо припаять сразу, а затем спаяйте все их по одному за один присест.
- Сопроводительные горючие поверхности с огнестойкой ткани или кусок листового металла, а также установить ведро или воду и огонь огнетушитель рядом.
- Медные трубы не принимают припой, если в них осталась влага. Один из хороших способов слить всю воду из существующей медной трубы – оставить ее конец открытым (например, слив в раковине) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
- Если вы режете новую медную трубу, а затем паяете ее, возьмите один конец трубы под колено, а другой – свободной рукой, медленно поворачивая труборез. Если повернуть резак слишком быстро, труба разрушится, поэтому не торопитесь, делая небольшие надрезы за раз.
- Тщательно очистите концы медной трубы, которую вы будете паять. Несмотря на то, что порез выглядит очень чистым, вам все равно нужно разгладить его наждачной бумагой и разгладить внутреннюю часть щеткой для трубки или тканью, обернутой вокруг пальца.Чем тщательнее вы чистите, тем выше вероятность успеха.
- Покройте поверхности, подлежащие пайке, флюсом.
- Включите паяльную горелку и держите ее так, чтобы конус пламени попал в фитинг. Самая горячая часть конуса – это наконечник, а медь проводит тепло настолько хорошо, что вам нужно только коснуться фитинга, а не самой трубы. Держите припой напротив пламени в самой холодной точке.
- Когда температура медной трубы достигает точки плавления припоя, который вы прижимаете к ней, припой естественным образом превращается в жидкость, перетекающую в соединение.Заполните соединение, пока припой не потечет, прежде чем переходить к следующему соединению.
- Не касайтесь паяного соединения минимум 45 секунд после пайки.
- Всегда выключайте паяльный пистолет перед тем, как положить его.
Несколько общих советов, которые следует учитывать при пайке медных водопроводных труб:
- Не забудьте удалить все мягкие резиновые или пластиковые детали перед пайкой любого водопроводного соединения. Например, перед пайкой разберите запорную арматуру, чтобы не повредить шайбы и уплотнительные кольца.
- Если медная трубка больше 3/4 дюйма в ширину, можно нагреть ее под несколькими углами с помощью горелки, чтобы припой расплавился равномерно.
- Латунные фитинги требуют большего нагрева, и вам нужно следить за тем, чтобы клапан не оставался открытым, чтобы давление в трубке не увеличивалось и не приводило к повреждению.
Когда вы освоите технику, паять медную водопроводную трубу не так сложно, как кажется. Это полезный навык, который поможет вам сэкономить большие деньги на счетах за сантехнику для небольшого ремонта, а также проектов кухни и ванной.
Об авторе: Скотт Грей – энтузиаст и веб-издатель. Он любит давать советы потребителям и домовладельцам на своем веб-сайте Everyday Handyman.
[Руководство] Как паять медную трубу с водой в ней
Вам понадобится следующее: бессвинцовый припой, бессвинцовый флюс, подходящие щетки для подгонки, абразивная ткань или наждачная бумага, инструмент для развертывания, резаки для медных труб, измерительная лента, пропан или бутан, горелка, медные трубки и фитинги, а также сухая и влажная тряпка.Минимальное защитное снаряжение – это перчатки, огнетушитель и классы безопасности. При пайке вблизи любых горючих материалов рекомендуется использовать огнестойкий тепловой экран.Направляющая
Враг номер один в обеспечении герметичного профессионального соединения – это вода. Удалите как можно больше воды, согнув трубку вниз. Если стоячая вода все еще осталась, вы можете использовать горелку, чтобы вскипятить ее. Определите необходимую длину трубки с помощью измерительной ленты и отрежьте ее до нужной длины с помощью ножниц.
Перед тем, как приступить к проекту, рекомендуется потренировать несколько суставов. Это позволит вам освоиться с нагревом, припоем и техникой. Просто помните, чтобы не расстраиваться, и что подготовка – самая важная часть. Если вы потратите время на то, чтобы высохнуть, очистить и правильно обработать флюсом, соединение будет иметь значение между соединением, которое протекает, и соединением, которое прослужит всю жизнь.
На внутренней стороне трубы из-за ножниц образуется заусенец, который может вызвать турбулентный поток и преждевременный износ меди и фитингов.Важно удалить этот заусенец с помощью расширителя внутренней трубки. Любые соприкасающиеся друг с другом медные поверхности необходимо очистить и обработать флюсом. Трубку очищают абразивной тканью, а фитинг или охватывающий конец очищают подходящей щеткой. Это три четверти дюйма из меди, поэтому будет использоваться щетка размером три четверти дюйма. Вам нужен блестящий вид голой меди. Осторожно, не касайтесь чистой медной поверхности, так как масло с ваших перчаток или рук загрязнит соединение.Чистой тканью можно стереть медную пыль.
Нанесите флюс на все сопрягаемые поверхности тонким ровным слоем. Перед тем как приступить к работе, вытащите небольшое количество припоя. Равномерно нагрейте фитинг. Припой будет следовать за нагревом. Вот почему важно нагреть подходящее или охватывающее соединение, чтобы припой втягивался в фитинг за счет капиллярного действия. Используйте медную трубку, а не пламя, чтобы расплавить припой. Каждые несколько секунд проверяйте, достаточно ли горячая медь, постукивая припоем по стыку.Будьте осторожны, чтобы не перегреть фитинг, так как это приведет к сгоранию флюса, из-за чего припой не будет течь должным образом.
Практическое правило – использовать такое же количество припоя, как диаметр паяемой трубы на стык. Это три четверти дюйма из меди, поэтому каждое соединение должно занимать три четверти дюйма припоя. После того, как стыки будут завершены. Дайте меди остыть естественным образом. Слишком быстрое охлаждение соединений может привести к поломке припоя. После того, как медь остынет естественным образом, протрите стык влажной тканью.Это удалит остатки флюса с трубы и фитингов. Если не протереть стык, участок с остатками флюса станет зеленым. Это также прекрасное время для осмотра суставов.
Распространенные ошибки
Первый пример даст тот же результат, если будет использовано слишком много тепла, недостаточно флюса или правильно очищенные фитинги. Вторая наиболее распространенная ошибка заключается в использовании пламени для плавления припоя вместо использования нагретой меди.
Советы профессионалов
Перед тем, как приступить к проекту, рекомендуется потренировать несколько суставов.Это позволит вам освоиться с нагревом, припоем и техникой. Просто помните, чтобы не расстраиваться, и что подготовка – самая важная часть. Если вы потратите время на то, чтобы высохнуть, очистить и правильно обработать флюсом, соединение будет иметь значение между соединением, которое протекает, и соединением, которое прослужит всю жизнь.
Как паять медную трубу – FAQ
Насколько сложно припаять медную трубу?
Медная труба долговечна и может быть легко обработана с небольшим опытом. Очень важно иметь возможность создать плотное паяное соединение между медной трубой, коленами и фитингами.Если вы хотите припаять медную трубу, ее также необходимо подготовить к данной технике обработки. Как для твердой, так и для мягкой пайки необходимо сначала удалить грязь и оксиды с поверхностей пайки (сделать их металлическими «голыми»). Вы можете очистить его безметалловой чистящей флисовой тканью, мелкозернистой наждачной бумагой или кольцом или круглыми щетками с щетиной из латуни или проволоки из нержавеющей стали.
Медные трубы, припаянные мягким или твердым припоем, соединяются методом капиллярной пайки. Следовательно, паяльный зазор должен быть, с одной стороны, однородным, а с другой – настолько узким, чтобы возник капиллярный эффект, т.е.е. припой проникает в зазор между соединяемыми медными трубами против силы тяжести. Таким образом, паять медные трубы не так уж сложно, когда есть все необходимое оборудование и материалы.
Почему припой не прилипает к медной трубе?
Если припой просто не прилипает, причин может быть много. Часто припой не держится, потому что он слишком старый, компоненты или паяльник загрязнены, или детали еще не достигли требуемой рабочей температуры для пайки.
Детали, которые вы хотите припаять, должны иметь «рабочую температуру». Если не задействованы чувствительные компоненты, подержите паяльник у детали немного дольше. Если немного не повезет, ваш паяльник и, следовательно, припой также будут слишком грязными, чтобы их можно было приклеить должным образом. Протрите жало горячего паяльника влажной губкой. Вы можете придать шероховатость крупным деталям наждачной бумагой или шлифовальной губкой и удалить грязь.
Попытайтесь паять еще раз, размазав паяльную смазку на плате, или нанесите паяльную воду на деталь, которую нужно паять, с помощью кисти.Если ваш припой ни к чему не прилипает, возможно, он просто слишком старый и флюс уже не в порядке. Тогда купите новый припой.
Вам нужен флюс для пайки медных труб?
Для пайки мягким припоем вам понадобится паяльная паста или флюс, а также припой (полный припой без флюса, особенно при пайке труб с питьевой водой). При подготовке трубы к пайке необходимо очистить медную трубу и плотно прилегать (внутри). Это можно сделать с флисом. Затем медная труба шлифуется по всей длине с помощью флиса до металлической отделки.Фурнитура отполирована и соответственно очищена изнутри.
После этого наносите флюс. В большинстве случаев это своего рода паста. Это относится только к внешней стороне медной трубы, то есть не внутри фитинга. Убедитесь, что он нанесен равномерно.
Повреждает ли флюс медные трубы?
На рынке можно найти различные флюсы, и все они подходят для пайки. Однако, когда вы имеете дело с медными трубами, все не так просто. Большинство из них содержат кислотные компоненты, которые могут вызвать коррозию.Поэтому после пайки флюс необходимо тщательно очистить.
Один из вариантов – использовать водорастворимый флюс. Они не такие кислые и легко смываются водой. Даже после такой очистки рекомендуется протирать область нанесения флюса тряпкой.
Плохо ли портится флюс для пайки?
У большинства флюсов есть срок годности. Поскольку они содержат кислотные компоненты, флюс испаряется и становится непригодным для дальнейшей пайки. С сантехническим припоем ситуация немного лучше.Если вы держите его должным образом герметичным, такой флюс может работать исправно даже в течение многих лет. Если у вас есть такой флюс, рекомендуется примерить его на небольшой детали, прежде чем работать над основной.
Через какое время после пайки можно включать воду?
Только большая разница температур может вызвать повреждение медных труб. Однако пайка обычно в некоторых местах происходит, и тепло быстро распространяется по всей трубе. Таким образом, около 30 секунд достаточно, чтобы подождать, прежде чем включить воду.
Как устранить утечку в медной трубе без припоя стыков?
Существуют разные способы устранения протечек медных труб без пайки. Один из них – лента для защиты от протечек. Простая в использовании и недорогая лента для защиты от протечек станет вашим другом, если ваша медная труба не слишком повреждена. Сначала выключите воду и протрите ремонтируемое место сухой тканью. Накройте проблемный участок лентой, предотвращающей протекание. Обойдите всю трубу или трубу. Подождите, пока лента займет свое место, затем подключите воду и проверьте ремонт.
Холодная сварка – тоже решение. Вы должны знать, что холодная сварка не заменяет горячую с точки зрения качества. Если пораженный участок находится под давлением или используется для подъема предметов, переходите непосредственно к термосварке. Для начала выберите правильный припой для ремонта медной трубы. Выключите воду, затем очистите детали, которые необходимо собрать, специальным продуктом (обезжиривающим средством) и удалите загрязнения с помощью шлифовального листа или стальной мочалки.
Возьмите пару защитных перчаток и приготовьте смесь, тщательно следуя инструкциям производителя холодной сварки.Это зависит от модели, которую вы выбрали в магазине.
Нанесите смесь на поврежденный участок, не экономя на количестве. Затем протяните ткань по материалу, который вы могли отложить в избытке. Как только смесь высохнет, добавьте воду и убедитесь, что ремонт прошел.
Как резать и паять медную трубу
Советы экспертов по самостоятельной резке, соединению и пайке медных водопроводных труб
Медь является стандартом для трубопроводов водоснабжения в большинстве регионов.Хотя резка и соединение сплошных медных труб и трубок может выглядеть как задача, выходящая за рамки ваших навыков самостоятельного изготовления, вы можете быть удивлены тем, насколько выполнима эта работа, особенно после небольшой практики.
Из этой статьи вы узнаете, как резать и паять медные трубы.
Для запотевания медных труб и фитингов (их постоянной пайки) требуется пропановая горелка и припой для труб, не содержащий свинца.
При измерении правильной длины медной трубы обязательно учитывайте часть, которая входит в фитинг.Перед пайкой просушите детали.
1. Отрежьте медную трубу до необходимой длины
Первым шагом в создании сантехнической сборки из медных труб и фитингов является измерение необходимой длины трубы. При измерении убедитесь, что длина достаточна для того, чтобы полностью войти в колена, соединители, тройники и другие фитинги.
Запланируйте работу секциями, отмеряя и отрезая необходимые отрезки трубы, и соединяя их вместе, чтобы убедиться, что они подходят друг другу.
Самый простой способ разрезать медную трубу – это использовать приспособление для резки труб, предназначенное для этой работы.Существует несколько типов, но все они включают в себя зажим резака на трубе и постепенное поворачивание ручки так, чтобы режущее колесо инструмента вонзилось в медь, когда вы вращаете резак вокруг трубы. Затягивайте резак после каждого оборота, пока труба не разойдется.
Для чистых разрезов используйте труборез. Постепенно затягивайте ручку, поворачивая резак вокруг медной трубы.
После обрезки трубы удалите все заусенцы с помощью круглого напильника или выдвижной развертки, установленной на резак для труб.Используйте тонкую наждачную бумагу, наждачную шкурку или стальную мочалку, чтобы разгладить и слегка придать шероховатость примерно на дюйм на конце трубы, пока он не станет блестящим.
Также слегка очистите и протрите внутреннюю часть фитинга от конца до плеча, используя наждачную шкурку или стальную мочалку. Проволочная щетка для труб облегчает очистку – мы рекомендуем одну из них, если вам предстоит много подключений.
2. Нанесите флюс для пайки
Нанесите флюс вокруг внутренней части фитинга и снаружи трубы.
Используя небольшую жесткую кисть, нанесите паяльный флюс на внутреннюю часть фитинга и вокруг внешнего конца трубы, где они будут соединяться. Надевайте перчатки, чтобы флюс не попал на руки – он может вызвать раздражение.
Установите фитинг на конец трубы и поверните две части вперед и назад, чтобы равномерно распределить флюс. Затем правильно установите фитинг. Продолжайте выполнять другие соединения, пока не закончите раздел и не будете готовы к пайке.
3. Зажгите паяльник
Зажгите паяльник.
Включите регулирующий клапан газовой горелки, а затем зажгите конец сопла спичкой или ударником. Будь осторожен! Если он не загорается сразу, выключите его и дайте воздуху очиститься, прежде чем повторить попытку. Не направляйте пламя на легковоспламеняющиеся предметы! При необходимости закройте окружающие легковоспламеняющиеся предметы (например, карнизы) пламегасителем. Отрегулируйте пламя, чтобы оно было устойчивым и сильным.
4. Нагрейте медный фитинг
Сначала нагрейте нижнюю часть фитинга.Нагрейте всю трубу. Соединение достаточно горячее, когда при контакте с ним припой плавится. Проверьте температуру, время от времени прикасаясь к соединению бессвинцовым припоем во время нагрева фитинга. Как только проволока расплавляется, соединение готово к пайке.
Нагрейте арматуру пропановой горелкой. Проверьте это, прикоснувшись к стыку между трубой и фитингом бессвинцовым припоем – когда он плавится, припаяйте соединение.
5. Нанесите припой
Когда вы дотронетесь бессвинцовым припоем до края фитинга, капиллярное действие приведет к втягиванию расплавленного припоя между фитингом и трубой.Если этого не произошло, нагрейте фитинг еще немного. Продолжайте нагревать, пока линия расплавленного припоя не покажется вокруг фитинга. Затем расположите сопло горелки примерно в 4 дюймах от фитинга и перемещайте пламя вперед и назад по фитингу, чтобы равномерно распределить тепло. Важно, чтобы фитинг был горячим, но не слишком горячим, иначе флюс сгорит и просто исчезнет.
Прикоснитесь припоем к стыку и посмотрите, как капиллярное действие равномерно распределяет его по всему месту соединения.Равномерно нагрейте фитинг – по всей длине трубы.
Через несколько секунд, когда припой остынет, вытрите излишки флюса влажной тряпкой. Не трогайте трубу рукой – она будет очень горячей! Подождите час или два, чтобы припой полностью затвердел, прежде чем нарушать соединения.
Как установить муфту
Чтобы установить муфту для медной трубы, начните с припайки охватываемого буртика к одной трубе, как описано выше.Затем наденьте гайку на примыкающую трубу и припаяйте охватывающий буртик к концу трубы. Дайте трубам остыть. Затем соедините охватываемую и охватывающую части вместе, наденьте гайку на охватывающий заплечик и скрутите соединение. Используйте два гаечных ключа, чтобы затянуть соединение: один удерживает заплечик с наружной резьбой, а другой поворачивает гайку.
Штуцер обеспечивает разборное соединение.
Видео: Как правильно припаять медную трубу
Вот отличное видео, созданное Хулио Калуори из GOT2LEARN, в котором подробно показано, как паять медную трубу, включая инструменты и материалы, необходимые для работы справа:
Рекомендуемый ресурс: Найдите предварительно проверенного местного специалиста по сантехнике
Позвоните, чтобы получить бесплатные оценки от местных профессионалов прямо сейчас:
1-866-342-3263
Как потеть (паять ) Медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г. | от Фреда (электронная почта) |Пайка трубок (называемая запотеванием) – это стандартный способ соединения двух или более кусков обычной медной трубы вместе.Паяное соединение образует прочное водонепроницаемое уплотнение, которое при правильном выполнении прослужит десятилетия или дольше. Фактически, правильное паяное соединение на меньше вероятности утечки , чем на остальной части медной трубы, что может привести к образованию точечных утечек и химической эрозии.
Для многих домовладельцев мысль о том, чтобы что-нибудь установить по сантехнике, пугает. Мы все представляем, как наши подвалы или жилые помещения наполняются водой из-за какой-либо ошибки или недосмотра в нашей работе. Дело в том, что базовая сантехника, включая трубы для потоотделения, обсуждаемые в этой статье, – это относительно простая работа, с которой любой мотивированный домовладелец может безопасно справиться с помощью всего лишь нескольких специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб. Если вам нужна дополнительная информация, мы настоятельно рекомендуем Stanley’s Complete Plumbing , которая поможет вам разобраться в этой и многих других темах более подробно, чем мы.
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется иметь лицензию сантехника. Мы домашние мастера, а не сантехники без лицензии. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником перед тем, как приступить к сантехническим работам у себя дома или на работе.В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года. Мы постоянно работаем над улучшением нашей базы знаний, и этот пост был обновлен, чтобы включить в него комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы сочтете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8 ″ до 3/4 ″. Основные водные линии имеют размер до 1 дюйма, а мелкие (например.г., в ледогенератор-холодильник) может быть всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра. Размеры стенок медной трубы зависят от размера трубы, поэтому внутренний диаметр всегда приблизительно равен номинальной ширине. Медная водопроводная труба продается с тремя разными толщинами стенок (K, L, M) и может быть жесткой или мягкой. На сайте Sizes.com есть отличная статья по основам медных труб для получения дополнительной информации.
Чтобы соединить два куска медной трубы вместе, необходимо использовать втулку или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы.Вы можете приобрести колена, заглушки, тройники, клапаны, муфты и другие фитинги в местном центре DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной пайки методом пота не является длинным и сложным. Все это доступно в вашем местном магазине больших коробок или магазине сантехники.
- Припой для сантехники (бессвинцовый) . Припой продается унциями на катушке. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб при нагревании.
- Щетка для медных труб . Щетка используется для очистки внутренней части фитингов и внешней стороны труб для подготовки их к пайке. В качестве альтернативы можно использовать песчаную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева трубы и соединяемого фитинга.
- Флюс для сантехников . Используется для покрытия труб и фитингов с целью их подготовки к пайке.
- Сантехническая песочница .Используется для удаления заусенцев с труб.
- Подушечки термостойкие .
- Медная труба и Фитинги .
Наконечник: Пайка – это альтернативный метод соединения медных труб, который обеспечивает еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокого нагрева для достижения точки плавления.Вы найдете паяные соединения на таких объектах, как трубопроводы хладагента, однако пайка не требуется для большинства бытовых водопроводных систем.
Шаг 1. Подготовка сантехнической среды
В этом руководстве не рассматривается потоотделение на стыке, который уже является частью домашней сантехники. Однако, если вы собирались работать в такой среде, эти шаги очень важны. Независимо от окружающей среды, вы всегда должны принимать меры для защиты места, где вы будете нагревать трубу пропановой горелкой.
Выключите подачу воды в дом, открыв самый нижний из возможных вентилей в доме. (например, раковина в подвале), чтобы слить всю воду из труб. Вода в линии предотвратит нагрев трубы и вызовет сбой установки. Вам также может потребоваться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей меди. (В более новых домах могут использоваться трубы из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит более 1000 градусов, поэтому защищайте предметы вокруг области стыка от тепла.Убедитесь, что поблизости нет горючих материалов и что вы установили тепловую защиту между горелкой и любыми легковоспламеняющимися материалами, например деревянными шпильками. Помощник может быть уместным.
Обеспечьте соответствующую вентиляцию рабочего места, откройте двери и окна и подумайте о включении вентилятора. Выполняйте как можно больше работы за скамейкой. Если вы делаете несколько стыков, сделайте как можно больше из них вне водопровода.
Шаг 2: Подготовка медных труб к пайке
С помощью щетки для медных труб очистите внешнюю часть трубы и внутреннюю часть фитинга.После очистки на трубах не должно быть мусора и они должны выглядеть блестящими.
Осмотрите трубу и фитинг на предмет заусенцев (небольшие кусочки металла на фитинге или трубе, препятствующие легкому соединению). Попробуйте установить соединение всухую, чтобы убедиться, что они легко соединяются, и, если они не подходят легко и плотно, очистите трубы дополнительно с помощью щетки для медных труб или песчаной ткани (показано ниже).
После успешного монтажа сухого фитинга разделите трубу и фитинг и нанесите водопроводный флюс на внешнюю сторону трубы и внутреннюю часть фитинга.Во время пайки водопроводный флюс испаряется и втягивает припой в стык, образуя плотное уплотнение по всему стыку.
Шаг 3: Пайка трубок
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство факелов излучают больше пламени при наклоне вниз. Следите за тем, чтобы резак держался ровно. Направьте пламя прямо на стык. Шов нагреется примерно через 20-60 секунд. Обратите внимание, что при пайке клапана лучше открыть клапан, чтобы снизить риск повреждения клапана.
Поднесите припой к складке между фитингом и трубой. Когда соединение достаточно горячее, припой расплавляется, и капиллярное действие втягивает припой в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой находится за пределами стыка, соединение стабильно. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как это может привести к коррозии трубы и последующему образованию мелких утечек.
Шаг 4: Тестирование паяного соединения
Если вы следовали этим инструкциям, соединение, вероятно, будет очень плотным.Единственный хороший способ проверить – надавить на стык (включить воду в дом). Обязательно подождите, пока припой остынет (2-3 минуты), прежде чем нагнетать давление в линии, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь по сантехнике
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим темам, связанным с сантехникой, мы настоятельно рекомендуем Stanley’s Complete Plumbing, которая более подробно описывает эту тему и многие другие сценарии домашней сантехники. Удачи вам с сантехникой!
Как вы думаете? Занимались сантехническими проектами в собственном доме? Вы бы здесь что-нибудь поменяли?
.