Как правильно варить электродом?
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление. Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Как правильно варить сваркой электродами: виды и технологии
Для образования электрической дуги для сварочного процесса необходимы токопроводящие элементы – две детали, подлежащие сварке, и электрод. Электрическая дуга появляется при их соприкосновении, и сразу начинают одновременно плавиться металл изделия и конец электрода. Удачно выбрать электрод можно согласно рекомендациям и советам продавца, а правильно им пользоваться для получения красивого надежного и прочного шва является искусством.
Умение, как правильно варить сваркой электродами, приходит с опытом. Промышленность выпускает большое разнообразие этого инструмента в зависимости от диаметра, технологии процесса, наличия покрытия. Существенным является и ценовое различие. Для ответственных конструкций выбор более дорогого варианта окупит себя получением надежного соединения и сведением к минимуму возникновение дефектов.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Подготовка
Перед началом процесса следует подготовить сварочный аппарат и проверить его работоспособность. Убедиться, что имеется достаточное количество электродов, подходящих для конкретных материалов. Для отбивания шлака потребуется молоток или кувалда, а для уборки кусочков – щетка.
Сварка не является безопасным процессом, поэтому потребуется защитный костюм для сварщика, маска со светофильтром, рукавицы, прочная обувь. Около места проведения сварки должна находиться емкость с водой. Рядом не должно быть легковоспламеняющихся предметов. Остатки шлака следует убирать сразу после окончания. Электродуговую сварку для начинающих следует проводить под присмотром опытного специалиста.
Процесс сварки
Технология сварки электродом состоит из нескольких этапов.
Одним из обстоятельств, как правильно делать сварку электродом, является грамотное его подключение. При подсоединении к изделию анода будет происходить ручная сварка с прямой полярностью. Если подсоединить отрицательный полюс, то полярность будет обратная. Подключать электрод прямым или обратным способом зависит от толщины изделия. Для тонких металлов применяют обратное включение, а при толщине более 0,3 см – прямое.
Методика сварки электродом требует выбора правильного тока на сварочном аппарате. Устройство имеет два кабеля – один с зажимом, а второй с держателем для электрода. Зажав надежно электрод в держателе, зажигают дугу касанием или чирканьем.
При методе касанием электрод держат перпендикулярно по отношению к свариваемой поверхности. Коснувшись, его отводят на небольшое расстояние. Чирканье осуществляется плавным движением, а затем электрод так же отводят в сторону. В случае, когда зажигание дуги не произошло, надо попробовать увеличить силу тока.
Перед тем, как варить электродом, следует правильно выбрать его диаметр, что находится в прямой зависимости от толщины металлических деталей. Допустим, что необходимо сварить изделия, поперечный размер которых составляет 3 мм. Из таблицы видно, что для принятия решения, как правильно варить электродом 3 мм, выбирают электроды, имеющие диаметр величиной от 2 до 3 мм.
Методика, как правильно варить электродом, говорит о том, что по мере постепенного сгорания его постоянно приближают к металлической поверхности. Если произойдет залипание, то следует оторвать проводник, покачивая его в разные стороны.
Положение электрода
Наука, как правильно сваривать металл электросваркой, говорит о том, что важной составляющей процесса является нужное расположение электрода.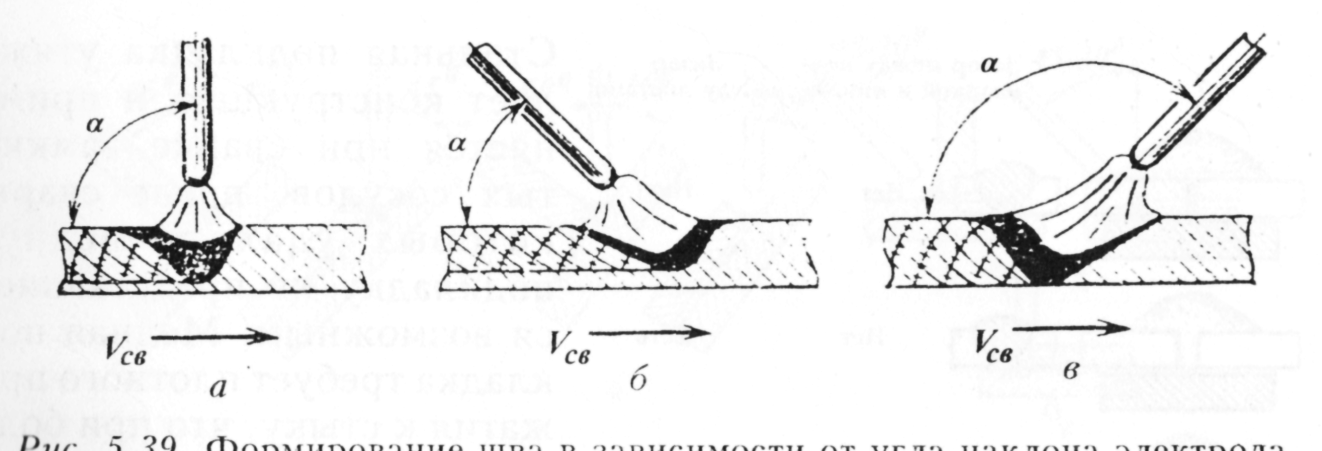
Правила сварки металла электродом предусматривают три варианта: угол вперед, назад и прямой. Угол отклонения от вертикали находится в диапазоне 30-60 градусов. При положении “углом вперед” сварщик следует за электродом. Шлак начнет перемещаться к сварочной ванне, накрывая расплавленную часть металла. Небольшое количество шлака вытесняет более тяжелый металл. При увеличении шлака уменьшают угол наклона электрода. При более критическом состоянии электрод устанавливают прямо, а через некоторое время возвращают на место.
Прямой угол – это вариант того, как держать электрод при сварке в месте, доступ куда затруднен. Шов при этом способе образуется ровный и красивый.
При варианте “углом назад” наблюдается обратная картина. Жидкий шлак отбрасывается назад и находится позади сварочной ванны. Из существующих вариантов следует выбирать такой угол, чтобы жидкий шлак поступал за электродом и покрывал расплавленный металл. Такой вариант обеспечивает глубокую проплавку.
Если соблюдать советы, как правильно держать электрод при сварке, то делать сварку станет легче, а шов будет более качественным.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.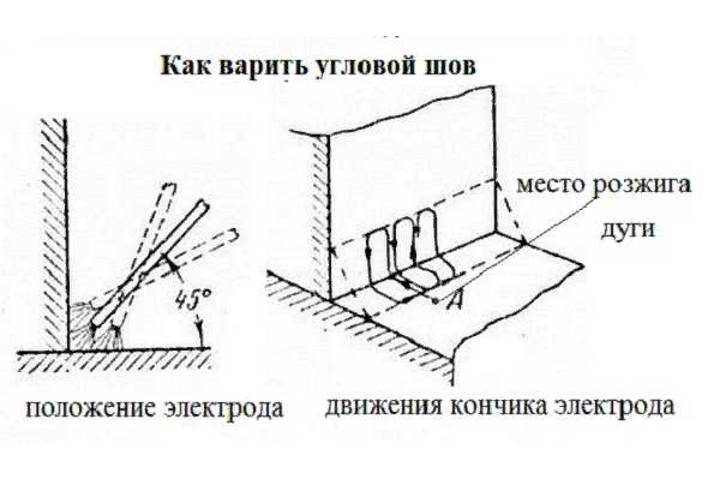
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу – периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Движения электрода
Перед началом процесса необходимо определиться, как водить электродом при сварке конкретных изделий. Существует три вида перемещения электрода:
- вдоль его собственной оси называется поступательным;
- вдоль оси шва является прямолинейным;
- колебательные движения хорошо прогревают кромки и применяются наиболее часто.
Колебательные движения могут выписывать различные рисунки: елочку, лесенку, треугольники и многие другие. От этого выбора зависят ширина шва и прочность соединения. Имеется также разделение движений электрода по направлению.
Как правильно вести электрод при сварке зависит от конкретного вида соединения, расположения шва в пространстве и предыдущего опыта сварщика или его желания осваивать новые технологии сварки.
Преимущества метода
К достоинствам сварки электродом относятся:
- возможность сваривания при всех положениях шва в пространстве;
- возможность соединения деталей, выполненных из разных материалов;
- формирование шва в труднодоступных местах;
- легкость обучения, как варить сваркой электродами;
- возможность сваривания деталей различной толщины;
- простота технологии;
- невысокая стоимость.
Недостатками являются вредные условия работы, низкая производительность, зависимость качества получаемого шва от квалификации сварщика.
Ошибки при использовании электродов
Ошибки при сварке электродом приводят к созданию некачественного шва и образованию в нем дефектов. К ним относятся:
К ним относятся:
- Неумение держать дугу, что приводит к неравномерному расплавлению. Результатом является неровный и грубый шов.
- Использование при сварке влажных электродов.
- Неправильный выбор длины сварочной дуги.
- Слишком быстрое или слишком медленное перемещения электрода.
- Отсутствие подготовки поверхности металлических поверхностей или некачественное ее проведение.
- Неправильно выбранный наклон электрода.
Важным является проверка работоспособности сварочного аппарата.
Сварка без электродов
При промышленном производстве или просто при желании овладеть более прогрессивными методами прибегают к сварке с применением современного оборудования, в котором электроды не требуются. Сварка без электродов предполагает их замену на проволоку, которая дозированно поступает из применяемого оборудования. К ним относятся полуавтоматы. Они являются аналогами уже несколько устаревших, но все еще применяемых и имеющихся в продаже трансформаторов.
В полуавтоматах сварочная проволока намотана на бобину внутри аппарата. При сварке осуществляется ее непрерывная подача. Специальный механизм обеспечивает перемещение проволоки по мере ее оплавления, что дало основание назвать это устройство полуавтоматическим.
Практические советы
Рекомендации, как сваривать металл электросваркой, можно получить от профессионалов и опытных сварщиков:
- Проведение перед началом сварки подготовительных работ.
- Осуществлять очищение металлических поверхностей от загрязнений, масла, краски, пыли.
- Обеспечение сварщика защитным снаряжением. Не забывать установку рядом с проведением работ емкости с водой.
- Проще разжечь дугу можно новым электродом, а не уже частично использованным.
- Помнить, что не бывает универсальных электродов. Подбирать их следует, исходя из того, какие материалы подлежат сварке и их толщины.
- Перед сваркой электроды необходимо подсушивать.
- Свариваемые детали должны быть хорошо закреплены.

- Придерживаться одинакового расстояния между электродом и металлической поверхностью на всем протяжении сварочного процесса.
- Понимать отличие между ванной и шлаком. Когда происходит первое касание электрода к поверхности, на ней появляется красное пятно, от начала плавки металла. Не следует ошибочно принимать его за сварочную ванну. О ее появлении будет свидетельствовать образование белого пятна.
- Чтобы понять, как правильно варить электродуговой сваркой, следует начинать с точечного варианта, чтобы было легче делать дорожку и не допускать гашения дуги.
- После окончания процесса необходимо провести внешний осмотр для выявления имеющихся дефектов.

Обучаясь тому, как правильно варить металл электродом, не надо бояться экспериментировать. Чтобы овладеть этим искусством, следует попробовать разные методы установки электрода и способы его движения.
Интересное видео
 youtube.com/embed/iBo9d6DtHxA?autoplay=0&start=0&rel=0″/>
youtube.com/embed/iBo9d6DtHxA?autoplay=0&start=0&rel=0″/>
Как правильно варить электродами: движение и наклон электрода?
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.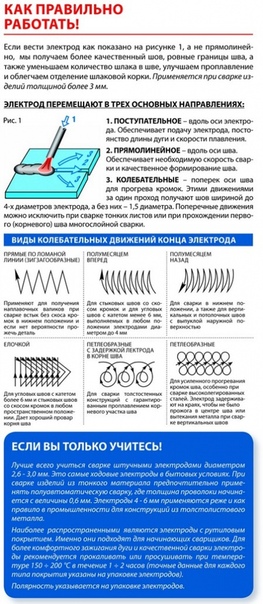
Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
«Обратите внимание!
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.
Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.
Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).
Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.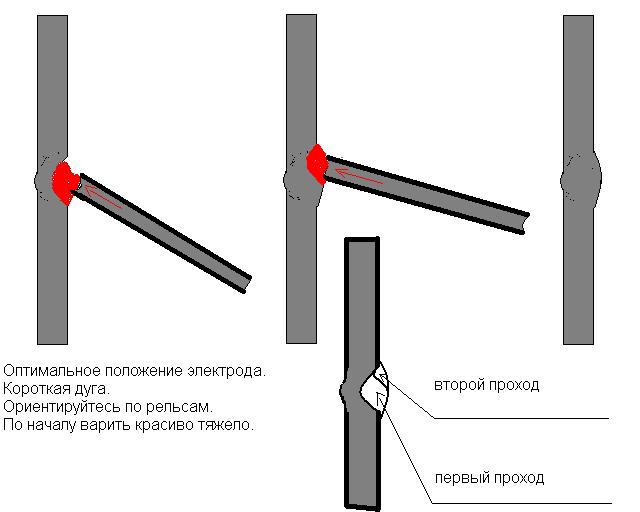
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока. В этом случае шансы на качественную проварку металла только увеличиваются. Раз уж разговор зашел о качестве и эффективности аппарата, просто нельзя позабыть о коэффициенте полезного действия (КПД). Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Дело в том, что сварочный трансформатор достигает отличных результатов – 90%. Всегда и у всех аппаратов разного применения будут потери эффективности (нагрев, внешняя среда), и 10% это сравнительно небольшой процент. Стоит упомянуть, что только на охлаждение ему потребуется много усилий, но сварка имеет очень мощные вентиляторы, способные охлаждать температуру в сотни раз.
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска. Если сравнивать состав этого выпрямителя с компонентами трансформаторной сварки, то абсолютно точно можно подчеркнуть, что выпрямители порядком сложнее, чем трансформаторы. Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Что является их достоинством, ведь это непосредственно оказывается на практике – работают намного стабильнее – сварочный ток и дуга имеют лучшие характеристики.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты – инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода. Рекомендуемое значение данного параметра 60 – 80В, если больше – лучше, и дуга будет загораться мгновенно.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса – подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе – это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
как научиться правильно работать самостоятельно сварочным инвертором по металлу для начинающих с нуля
Работа, требующая сварки металла, есть практически в каждом частном доме, гараже, на даче и стройке. Если красота шва не требуется, то даже начинающий сварщик может научиться правильно варить электродами самостоятельно, не обращаясь за услугами мастера. Эта статья поможет разобраться во всех тонкостях сварочных работ, чтобы избежать досадных ошибок в начале обучения.
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Необходимые инструменты
Процесс протекает легче, когда подготовлены инструменты. Нам понадобятся:
- Сварочный инверторный аппарат.
- Электроды для сварки железа, алюминия или нержавейки, в зависимости от задачи.
- Маска сварщика. Для начинающих подойдет маска типа «хамелеон», меняющая затемнение стекла в зависимости от яркости дуги.
- Плотная (брезентовая) одежда сварщика.
- Краги сварщика или длинные перчатки из кожи, толстого брезента.
- Молоточек. Он пригодится для отбивки шлака от сварочного шва.
- Щетка по металлу. Нужна для зачистки металла от ржавчины, окалины. Наличие посторонних загрязнений на металле сильно затрудняет сварку. Электрод постоянно прилипает.
Наличие правильной подготовки инструментов — основа успеха хорошей работы.
Как правильно варить
Процесс сварки — это процесс расплавления металла с образованием жидкой ванны из расплава. На поверхности образуется сварочная ванна. Она заполняется расплавленным электродом, и образуется сварочный шов.
Главное в электросварке — зажечь дугу, расплавить края скрепляемого металла, залить образовавшуюся ванну. Однако для этого нужен опыт. Трудно постоянно удерживать сварочную дугу и отличать шлак от металла. В процессе сварки рекомендуется сохранять равномерную скорость и водить поперек металла. В результате этого образуется шов, прочный на разрыв.
Особенности сварки тонкого металла
Неправильная настройка инверторного сварочника способна изуродовать тонкую деталь до неузнаваемости. Качество сварного шва зависит от настройки аппарата, размеров и качества электродов, правильного угла сварки, скорости движения электрода.
Важно знать о полярности подключения деталей. Тонкий металл обязательно подключается к минусу сварочного агрегата. Полезные советы сварки тонкого металла:
- Начиная варить, выставляйте минимальный ток (средние значения можно узнать из справочников и таблиц сварщика).
- Шов формируется углом вперед.
- Используйте обратную полярность.
- Тщательно закрепляйте деталь. Это уменьшит деформацию во время работы.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.
Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Техника безопасности
Место сварки при необходимости отделяется несгораемой ширмой. Она защищает зрение других людей и предотвращает случайные возгорания. Пренебрежение правилами безопасности недопустимо. Любовь к этому виду работ пропадет, если вы получите удар током, подожжете обстановку, испортите лакокрасочное покрытие стоящего рядом автомобиля.
Место сварки должно вентилироваться. В идеале сварочный пост оборудуется стационарной вытяжной вентиляцией. В результате работы выделяются вредные вещества, образующиеся при сгорании металла и электродов.
Неприятно, если «поймаете зайчика» в результате неправильно подобранной маски или получите ожог от раскаленного металла.
Сварочные маски бывают разного типа — от простейших ручных щитков с затемненным стеклом до дорогих шлемов с закрытой головой и динамически затемняемыми стеклами. Они хороши тем, что в нерабочем состоянии стекло прозрачно, а значит поле сварки четко видно — работаешь по месту. При вспышке идет затенение и глаза не страдают. Дешевые китайские маски-хамелеоны с запаздывающей реакцией небезопасны для зрения.
Кратковременный опыт умения варить инверторной сваркой для начинающих не дает гарантии качественного соединения швов водяных труб, баков, тяжелых заборов. Плохо соединенные конструкции могут развалиться, придавить или ударить новичка. Лучше обучаться работе на специальных курсах и пройти практику под присмотром преподавателя. Это поможет избежать неприятностей, связанных с некачественной работой и оказанием негодных услуг.
Обязательно обращайте внимание на полярность сварки. Прямая необходима для работы с толстыми деталями. Обратная — для тонкого металла. Правильная работа позволит решить бытовые задачи на даче, в гараже, дома.
Как правильно варить электродом — нержавейку, тонкий металл
В повседневной жизни сварка встречается на каждом шагу, на любом предприятии, стройки и даже в быту, без сварки, не обойтись. В хозяйстве и в производстве требуются услуги профессионального сварщика. К сожалению, работа профессионального сварщика требует больших денег, поэтому имеет смысл освоить сварку самому. Освоить сварку не так сложно, как кажется на первый взгляд. Ниже, будет подробно описано, как правильно научится варить сваркой, а также электродами разной толщины, и с разной обмазкой.
Краткая теория
Прежде чем приступать к сварочным работам, следует узнать – что такое сварка. Сварка – это наиболее распространенный, и один из самых качественных способов соединения металлических конструкций. Сварочный аппарат генерирует постоянный или переменный ток, который передается на электрод. У аппарата есть два кабеля – один с держателем для электрода, а другой с зажимом для «земли».
Сварочный электрод – металлический стержень в обмазке. Обмазка электрода поддерживает горение сварочной дуги. Также обмазка, при горении выделяет защитный газ, который предотвращает попадание кислорода в сварочную ванну. Так металл не будет окисляться. Существуют десятки видов электродов, которые отличаются по толщине и типу обмазки.
Посредством сварочной дуги, образованной между электродом и металлической заготовкой, образуется расплавленный металл – сварочная ванна. Сварочная ванна – расправленный металл, после остывания образующий шов, покрытый тонкой коркой шлака. Сварочной ванной можно управлять электродом, в зависимости от того куда вы направите электрод, туда и направится ванна.
Средства защиты
Сварка – прежде всего, опасный вид работ. Чтобы при проведении сварочных работ обойтись без травматизма, следует применить средства защиты. При горении дуги происходит обильное выделение ультрафиолетовых лучей, и газа. Также не следует забывать, что при сварке ванна может брызгать раскаленными каплями металла. От всего этого следует защитить волосы, глаза, лицо и открытые участки тела.
Прежде всего, могут пострадать глаза сварщика. Ожог сетчатки глаза (зайчик), имеет серьезные последствия. Вначале человек, получивший ожог, чувствует большую резь в глазах, постоянное жжение и слезоточивость. При частых ожогах, зрение может ухудшиться. Для защиты своего зрения, следует использовать сварочную маску.
Кроме ожога сетчатки, ультрафиолет может обжечь и кожу лица. Симптомы такие же, как и после солнечного ожога, покраснение и раздражение кожных покровов. Существует опасность получить ожог брызгами раскаленного металла, а также горячим осколком шлака при его отбивании.
От перечисленных выше ожогов, спасет сварочная маска или щиток. Щиток от маски отличается тем, что к щитку вместо крепления на голову, прикреплена рукоятка, которую приходится постоянно держать. Обычно такие щитки идут в комплекте со сварочными аппаратами. Подобные щитки крайне неудобные! У сварщика постоянно занята вспомогательная рука, на которую можно опереться в неудобном положении.
Главное, что должно быть в сварочной маске – светофильтр. Светофильтр имеет обозначения. В основном для сварки понадобятся три типа светофильтра:
- B1, B2
- Г1 – Г4
- С1 – С13
Чем выше цифра стекла, тем оно темнее. Каждой букве светофильтра, свое назначение. Например, B1 и В2 стёкла предназначены для сварки при ярком солнечном свете. Г1 – Г4 предназначены для газосварки. С1 – С13 – для дуговой сварки. У каждого человека своя светочувствительность. Поэтому, выбирая светофильтр важно помнить, что он должен быть достаточно темным, чтобы не болели глаза, но в то же время видеть, что происходит в сварочной ванне.
Светофильтры довольно хрупкие, поэтому важно их защитить прозрачным стеклом, которое защитит от брызг металла. Важно помнить, что при отбивании шлака, горячие осколки могут поранить глаз. Для защиты рекомендуется покупать маску с подъемным световым фильтром. С данной маской вы можете проводить завистные работы. Если нет такой маски, воспользуйтесь защитными очками.
Следует прикрыть голову шапкой или кепкой, чтобы не спалить волосы. Как говорилось ранее, следует защитить кожу от ожогов. Одежду следует выбирать из плотной брезентовой ткани. Для избегания травматизма не должно быть открытых участков кожи. Ботинки должны быть из негорючего материала. На руках должны быть сварочные перчатки или рукавицы.
Сварка тонких металлов
Основная проблема сварки тонких металлов – прожог. Тонкий металл не выдерживает тепловой нагрузки и прожигается насквозь, при этом красиво заплатить дырку практически невозможно. Мало кто из «домашних» сварщиков знает, как именно варить тонкий металл, и какими электродами. В итоге портят хорошие заготовки.
Итак, какими электродами лучше варить тонкие металлы? Основная задача сварочного электрода – разогревать металл посредством дуги. Чем больше диаметр, тем больше тепловая нагрузка. Следовательно, первым шагом снизить тепло, будет решение варить электродами малого диаметра.
Чтобы не прожечь металл, тонкого электрода недостаточно. Важно правильно настроить сварочный аппарат. Лучше всего, для сварки тонких металлов, подходят малые токи. При возможности поменяйте клеммы. Так как при стандартной схеме (+ держатель, — земля) нагревается металл, то при замене будет нагреваться электрод. При этом у вас должна быть специальная обмазка электрода.
Лучший метод для свариваемого шва на тонких металлах – прерывистая дуга. Обычно такой техникой пользуются для наплавки металла, так как он не успевает полностью расплавляться и растекаться в разные стороны. Способ прерывистой дуги также дает металлу немного остыть, тем самым, исключая вариант прожога.
Лучше всего вести электрод и сварочную ванну, повторяя форму дуги. Чтобы сваривать тонкий металл прерывистой дугой потребуется сноровка.
Перед сваркой ответственных конструкций, лучше потренироваться на черновом металле.
При условии, соблюдении вышеприведенных советов, получится равномерный хорошо проваренный шов.
Сварка нержавейки
В основном нержавеющая сталь встречается в тонком металле, и это первая проблема. Вторая проблема, какими электродами варить нержавейку. И третья, какой сварочный аппарат для этого предназначен.
Итак, с толстыми металлами (свыше 5мм), проблем почти не возникает. Для сварки требуется обычный инвертор, и электрод с флюсующей обмазкой. Качество сварного шва, будет зависеть только от того, насколько плавно и под каким углом вы будете вести электрод.
Намного сложнее обстоит дело с тонкостенной нержавейкой. Итак, как правильно варить сваркой, электродами, предназначенными для нержавейки. Перед сваркой, важно убедиться, что инвертор соответствует данному типу металла. Это можно проверить в паспорте или в магазине у консультанта.
Нержавеющие металлы содержат большое количество хрома, и поэтому во время сварки образуют трещины. Поэтому производить соединение двух заготовок лучше под защитным газом Аргон. Аргоновая сварка предотвратить растрескивание шва, и устранит шлаковые поры в шве.
Неважно, какой метал: если он имеет тонкие стенки, значит нужно действовать аккуратно. Так же как и с обычным металлом, следует варить прерывистой дугой. Саму дугу можно зажигать сбоку и двигаться к месту соединения. Также можно попробовать поменять полярность.
Вывод
При соблюдении всех правил, после небольшой тренировки, сваренные конструкции будут иметь прочный и красивый шов. Главный залог качественной сварки – хорошие электроды. Но важно помнить одно – никакая сварочная конструкция не стоит здоровья, соблюдайте технику безопасности для избегания травматизма.
Как лучше всего варить электродом
Как лучше вести электрод на себя или от себяДля получения электрической дуги, которая расплавит основной металл и электродный, нужен источник переменного или постоянного тока. В ручной дуговой сварке — электрод нужен не только для создания электрического разряда. При сварке электрод плавится сам, образуя тем самым дополнительный металл, который заполняет сварочную ванну. Таким образом, мы получаем прочное и надежное соединение металлов на молекулярном уровне.
Существует несколько основных правил при сварке электродом. В первую очередь, это нормальный провар заготовок, чтобы они не развалились при ударе. Второе правило связано с тем, чтобы не допустить попадание шлака в сварочную ванну. Если шлак попадёт в жидкий металл и застынет в нем, то это приведёт к появлению многих дефектов, а также, к разрушению сварочного соединения.
Чтобы не допустить попадание шлака в сварочную ванну, а также улучшить провар, многие задаются вопросом о том, как лучше вести электрод — от себя или на себя. Данный обзор как раз и будет посвящён этому вопросу. Из статьи вы сможете узнать, в каких случаях лучше варить от себя, а в каких на себя. Итак, поехали.
Как лучше варить — от себя или на себя
Если вы еще до сих пор ни разу не пробовали варить от себя, то вам следует обязательно научиться освоить данную технику сварки. Практически все опытные сварщики варят трубопроводы, а также металлоконструкции, преимущественно перемещая электрод от себя.
Что это дает? Во-первых, при сварке от себя сварной шов получается более красивым. Во-вторых, соединение получается максимально плотным. В-третьих, если нужно получить хороший провар, то движение электродом от себя, именно то, что нужно.
С чем связан такой хороший провар? В первую очередь с практически перпендикулярно расположенным электродом по отношению к свариваемому металлу. При таком расположении электрода сварочная дуга максимально эффективно покрывает металл, горит сильно и стабильно.
Однако не будем сбрасывать со счетов и движение электродом «на себя». Потому что в некоторых случаях такой подход оказывается более эффективным. Например, когда уже проварен корень шва, движением электрода «от себя» и нужно наложить второй шов, можно использовать именно технику сварки электродом на себя, чтобы добиться увеличения сварного валика.
Как варить электродом на себя и что это дает
При движении электродом на себя, сварщик выдерживает небольшой угол уклона и ведет электрод в свою сторону. При этом провар снижается, а скорость сварки увеличивается. Данный подход рекомендуется использовать при наложении второго и последующих швов в сварке.
Итак, что мы имеет на данный момент:
- Если нужно получить хороший провар, то следует варить электродом от себя;
- Технику ведения электрода на себя также целесообразно применять, когда необходимо увеличить высоту сварного валика или при сварке неответственных конструкций.
Начинающие сварщики обязательно должны попробовать варить электродом, как от себя, так и на себя. Возможно, в первый раз разница будет заметна не так сильно. Однако осваивать ручную дуговую сварку нужно именно с этого, постепенно набираясь опыта и знаний.
Поделиться в соцсетях
Как вы сохраняете сварочные стержни сухими и почему? – Руководство по сварке для начинающих
Неужели сварочные стержни так сильно различаются?
Да! Например, на важнее , чтобы одни типы стержней держались подальше от влаги, чем другие. Но важно, чтобы все стержни были сухими и в максимально возможной степени защищенными от влажности.
Стержнис низким содержанием водорода наиболее подвержены воздействию влаги, чем другие марки. При этом поврежденные стержни, вероятно, менее важны для сварщика-любителя, чем для специалиста по сварке, чьи сварные швы должны соответствовать минимальным стандартам.
Примером может быть человек, использующий слегка неисправный стержень для сварки гаек и шайб вместе для произведения искусства, по сравнению, например, со сварщиком, производящим стальные прицепы для перевозки тяжелого оборудования по густонаселенным шоссе.
Опять же, стандарты нормального сварщика должны быть выше, чем стандарты среднего сварщика в гараже, вообще говоря.
Код Сварщик и Сухие стержни
Лучший способ для квалифицированного сварщика или любого сварщика в этом отношении гарантировать, что каждый раз используется пруток самого высокого качества, – это:
- Открывайте новый герметичный контейнер со сварочными стержнями в начале каждой работы.
- Используйте прутья прямо из латуни. Это если стержни попали прямо в стержневую печь сразу после открытия новой емкости.
- Используйте стержни, которые не использовались и которые потенциально подвергались воздействию влаги в течение очень короткого времени, затем сушились в соответствии с рекомендациями производителя и затем хранились в стержневой печи.
- Используйте стержни, которые хранились в сухом запечатанном контейнере сразу после открытия оригинального запечатанного контейнера.
Сварщик гаража и сухие стержни
Все относительно, как говорится.То же самое касается сварочных стержней и способов их использования. В зависимости от того, что вы строите и для каких целей, следует определить, сколько времени, денег и усилий вам нужно потратить, заботясь о том, чтобы ваши сварочные стержни оставались сухими.
Как указывалось выше, не все стержни так сильно подвержены влиянию небольшой влажности, как другие. Сварщику не нужно беспокоиться о том, что стержень E6011 впитывает влагу, как стержень E7018.
Сказав это, я считаю наиболее важным, по крайней мере, хранить все неиспользованные стержни в сухом, запечатанном контейнере сразу после открытия их оригинального контейнера.Я хранил удилища E6011 в течение долгого времени без каких-либо проблем.
Стержни E-XX10, 11, 12 и 13 могут храниться в сухих ящиках при комнатной температуре. В отличие от этого, почти все другие сорта стержней рекомендуется хранить при температуре от 150 до 400 градусов по Фаренгейту в зависимости от рекомендаций производителя.
Почему сварочные стержни нужно держать сухими?
Электроды, поврежденные влагой, не будут давать качественных сварных швов, как сухой стержень.Стержни, которые впитали слишком много влаги, могут привести к растрескиванию сварного шва и пористости. Это также может повлиять на другие сварочные характеристики, такие как характеристики дуги.
Покрытие стержня с низким содержанием водорода, которое впитало влагу, может привести к образованию трещин, вызванных водородом, в сварном шве. Особенно для более твердых металлов с пределом текучести 80 000 фунтов на квадратный дюйм и выше.
Более твердые металлы изначально более хрупкие. Использование влажных стержней с низким содержанием водорода потенциально увеличивает хрупкость сварного шва.Это может вызвать растрескивание под поверхностью и пористость, которую можно обнаружить только с помощью рентгеновского или разрушающего контроля.
Кроме того, это может вызвать растрескивание поверхности, пористость поверхности, чрезмерную текучесть шлака, трудности с удалением шлака и шероховатую поверхность сварного шва.
Как повторно высушить электроды с низким содержанием водорода и другие электроды?Когда все сделано по инструкции, повторная сушка восстанавливает способность электрода функционировать так, как было задумано изначально. Конкретное время и температура для повторной сушки зависит от типа электрода.
НЕ РЕКОМЕНДУЕТСЯ превышать рекомендуемые температуры или нагревать при более низких температурах дольше, чем указано !.
«Старый добрый мальчик» способов пересушить стержни очень много. Для серьезного сварщика, выполняющего серьезную работу, для которой требуется, чтобы сварной шов был не меньше прочности основного металла, подойдет только стержневая печь.
При использовании стержневой печи всегда не забывайте разложить электроды в печи, чтобы каждый электрод достиг правильной температуры сушки.
Запрещается использовать любой электрод, у которого покрытие начинает отслаиваться и отслаиваться. Любой стержень, который во время сварки показывает заметную разницу в количестве брызг, пористости или слабой, неустойчивой силе дуги, также должен быть исключен.
Для стержней с низким содержанием водорода, которые находились в непосредственном контакте с водой или подвергались воздействию высокой влажности: ** Рекомендуется предварительная сушка в течение 1-2 часов, чтобы снизить риск окисления сплавов и предотвратить растрескивание. покрытие стержня. См. Приведенную ниже таблицу от Lincoln Electric для повторной сушки стержней с низким содержанием водорода.
Повторная сушка электродов с низким содержанием водорода
Температура повторной сушки
Состояние электродов
Температура предварительной сушки **
E7018, E7028
E8018, E9018, E10018, E11018
Электроды, находящиеся на воздухе менее одной недели; нет прямого контакта с водой.
НЕТ
от 650 до 750 ° F (от 340 до 400 ° C)
от 700 до 800 ° F (от 370 до 430 ° C)
Электроды, которые вступили в прямой контакт с водой, подвергшейся воздействию высокой влажности. от 180 до 220 ° F (от 80 до 105 ° C)
от 650 до 750 ° F (от 340 до 400 ° C)
от 700 до 800 ° F (от 370 до 430 ° C)
Большинство стержней, хранящихся в сухих закрытых контейнерах, можно использовать в течение длительного времени.Однако при длительном воздействии влажности электроды из открытых контейнеров могут собирать достаточно влаги, чтобы повлиять на сварочные характеристики или качество сварки, как указывалось ранее.
Если по какой-либо причине влага действительно является проблемой, вы можете хранить электроды в обогреваемых шкафах при температуре от 100 до 120 ° F.
Возможно, некоторые электроды из влажных емкостей или длительного контакта с высокой влажностью могут быть повторно высушены. См. Приведенную ниже таблицу от Lincoln Electric для повторной сушки стержней с нормальным содержанием водорода.
Электрод-стержень
Группа электродов
Конечная температура повторной сушки
Время
E6010: Fleetweld 5P, 5P +
E6011: Fleetweld 35, 35LS, 180
E7010-A1: SA-85 (1)
E7010-G: SA-HYP + (1)
E8010-G: SA-70 + (1) , SA-80 (1)
E9010-G: SA-90 (1)Fast Freeze – на чрезмерную влажность указывает шумная дуга и большое количество брызг, ржавый сердечник на конце держателя или нежелательные пузыри на покрытии во время сварки.
Повторный обжиг этой группы стержневых электродов не рекомендуется.
Не рекомендуется
НЕТ
E7024: Jetweld 1, 3
E6027: Jetweld 2Fast Fill – чрезмерная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30–45 минут при температуре от 200 ° F до 230 ° F (90–110 ° C) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия.
от 400 до 500 ° F (от 200 до 260 ° C)
30–45 минут
E6012: Fleetweld 7
E6013: Fleetweld 37
E7014: Fleetweld 47
E6022: Fleetweld 22Fill Freeze – Избыточная влажность обозначается шумной или «копающей» дугой, большим разбрызгиванием, плотным шлаком или поднутрением. Предварительно просушите электроды с необычно влажными электродами в течение 30 – 45 минут при температуре 90 – 110 ° C (200–230 ° F) перед окончательной сушкой, чтобы минимизировать растрескивание покрытия
от 300 до 350 ° F (от 150 до 180 ° C)
20-30 минут
Вкратце
В зависимости от серьезности вашего проекта или сварочных работ, которые вы выполняете в целом, тратить деньги на стержневую печь, вероятно, нет необходимости.У меня никогда не было ни одного, и я не чувствую необходимости когда-либо владеть им.
Я использую удилища E6011 почти исключительно для более мягкой стали. Я столкнулся с E6011, которые были повреждены влагой, но если вы просто храните их в запечатанном контейнере, у вас не будет очень много проблем даже через несколько месяцев.
Хорошо, что я могу покупать E6011 в больших количествах, что позволяет сэкономить деньги. Тогда я могу хранить их в течение длительного времени, не беспокоясь.
Поскольку этот сайт ориентирован на новичков, я сомневаюсь, что многие из вас будут сваривать более прочные металлы, что требует использования более высокопрочных стержней.
По крайней мере, на время. Но когда вы это сделаете, убедитесь, что используете правильный электрод для стали, которую вы свариваете. Особенно, если повреждение сварного шва может угрожать жизни или здоровью сейчас или в будущем.
Чтобы увидеть больше избранных статей, нажмите здесь!
Чтобы просмотреть наше Рекомендуемое оборудование, щелкните здесь!
Женись на металле сегодня же!
Как правильно выполнять сварку [SMAW]. Подробное объяснение для начинающих
Последнее обновление:
Сварка палкой по-прежнему является одним из наиболее важных сварочных процессов, используемых в промышленности.Многие люди думают, что оно устарело, но это далеко от истины. Он до сих пор используется для многих целей, так как обеспечивает качественные сварные швы и отличные результаты.
Сварка палкой была впервые представлена еще в 1920-х годах с первым электродом, покрытым флюсом. Сегодня он используется для сварки мостов, в строительстве, на трубопроводах, для обслуживания и т. Д.
Но давайте разберемся с ним более подробно и определим, как выполнять сварку приварным швом.
Ручная сварка – это жаргонный термин, принятый в отрасли для обозначения процесса, который технически называется дуговой сваркой защищенного металла.Причина, по которой многие люди называют это так, заключается в том, что электрод, используемый для сварки металла, имеет форму стержня.
Сварка палкой использует электричество для плавления стержня присадочного металла или электрода, как это правильно называется. Металлическое соединение и электрод одновременно расплавляются и сплавляются. Шов одновременно заполняется присадочным металлом, чтобы сделать сварной шов прочнее.
Электрод покрыт слоем флюса. (1) Флюс плавится под действием тепла и служит защитой сварочной ванны, предотвращая ее загрязнение атмосферой.Флюс выполняет ту же защитную функцию, что и защитный газ при сварке MIG и TIG.
Однако при расплавлении флюс образует слой шлака поверх сварного шва. Эту пробку необходимо удалить, и сварщики обычно счищают ее щеткой или скалывают после завершения сварки.
Принцип работы электродной сварки заключается в том, что ток проходит от источника питания через электрододержатель и зажим заземления и образует замкнутый круг. (2) Это приводит к плавлению электрода и металлической детали вместе.
Первое, что необходимо сделать сварочному аппарату, – это подключить электрододержатель и зажим заземления к источнику питания, соблюдая необходимую полярность. Полярность будет зависеть от используемого электрода. Следующим шагом будет прикрепление зажима заземления к металлу, с которым вы будете работать. Последний шаг включает установку электрода в держатель стержня и зажигание сварочной дуги.
На самом деле запустить штангу для дуговой сварки очень просто. Нужно ударить по нему так же, как по спичке, и слегка приподнять, и стержень загорится сам по себе.
Электричество сварщика проходит через стержень и дугу и создает температуру до 7000 ° F в точке контакта. Покрытие начнет плавиться, и будет создан экран, защищающий рабочую зону от загрязнения кислородом.
Отсюда и произошел технический термин дуговая сварка металлическим экраном (SMAW). По мере того, как вы перемещаете стержень, он будет продолжать плавиться по области сварного шва (как брызги), образуя кратер и заполняя сварной шов.
Электропитание для аппарата для ручной сварки может быть переменным, постоянным или обоими , это фактически зависит от типа используемого вами аппарата.Сварочные аппараты постоянного тока – предпочтительный выбор среди современных сварщиков, поскольку они обеспечивают более плавную и стабильную сварочную дугу.
Использование постоянного тока позволяет выбирать между положительным электродом постоянного тока (DCEP) и отрицательным электродом постоянного тока (DCEN). Выбор между ними поможет вам работать с разными типами металла.
При сварке штучной сваркой на переменном токе ток меняется с положительного на отрицательный 120 раз в секунду. Каждый раз при переключении дуга гаснет и снова запускается. Это приводит к меньшей согласованности. С другой стороны, постоянный ток обеспечивает непрерывный ток с момента зажигания сварочной дуги.
Однако переменный ток – лучший выбор, если расстояние между источником питания и рабочей зоной больше. Это связано с тем, что напряжение, которое проходит по кабелю, падает, в отличие от переменного тока. Сопротивление кабеля тем выше, чем длиннее он, даже несмотря на то, что они обычно сделаны из алюминия или меди.
Также важно отметить, что сварка на переменном токе во влажных условиях увеличивает вероятность поражения сварщика электрическим током.
Обычно на вашем сварочном аппарате есть два разъема, один отмечен знаком «+», а другой – «-».Вы подключите к нему держатель ручки и зажим заземления. От того, как вы подключаете свое оборудование, также будет зависеть выбор между положительным и отрицательным электродом.
Таким образом, подключение держателя стержня к положительному разъему, а зажим к отрицательному, будет означать, что вы выполняете сварку с положительным электродом (DCEP). Если вы сделаете соединение наоборот, это будет означать, что вы свариваете отрицательный электрод (DCEN).
Подпишитесь: получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами для каждого символа!
Материалы и применение
Экранированная дуговая сварка металлическим электродом широко используется в сфере ремонта и технического обслуживания благодаря своей универсальности и простоте использования.Он используется в промышленном производстве и строительстве стальных конструкций. Тем не менее, его по-прежнему интересно использовать различным любителям, выполняющим свою работу в гараже.
Дуговая сварка в среде защитного металла для обработки низко- и высококачественной стали, углеродистой стали, нержавеющей стали, высокопрочного чугуна и чугуна. Но это неприменимо для цветных металлов. Но его можно использовать для никеля, меди и даже алюминия.
Преимущества сварки штангой
Согласно основам сварки штучной сваркой, метод имеет множество преимуществ.
В их числе:
Преимущества
- Работа на открытом воздухе : Сварка штучной сваркой идеально подходит для любых работ на открытом воздухе, так как работать с газом в ветреную погоду нецелесообразно.
- Легко освоить : Сварка палкой для начинающих легко освоить, особенно в отличие от сварки TIG.
- Доступность : Базовые сварочные аппараты очень доступны по цене.
- Простая утилизация сварочного дыма : Вы можете просто использовать вентилятор, чтобы избавиться от сварочного дыма, чего нельзя сказать о сварке MIG или TIG.
- Универсальность : Вы можете сваривать различные материалы с помощью Stick, а оборудование простое в использовании.
- Portable : Хороший сварочный аппарат легко переносить и перемещать. Вам не потребуется дополнительное оборудование, такое как газовый баллон или механизм подачи проволоки.
Недостатки сварки штангой
Однако, когда вы научитесь пользоваться аппаратом для ручной сварки, вы заметите, что у него есть определенные недостатки.
Это:
Недостатки
- Образуется намного больше брызг и шлака.
- Нелегко работать с некоторыми тонкими металлами.
- Для этого вам нужно больше навыков, чем для MIG, поскольку вам нужно держать электрод для сварки штангой на определенном расстоянии от металла, чтобы предотвратить его выгорание.
- Сварка палкой не обеспечивает такое же качество, как сварка TIG.
- Необходимо больше электродов для стержневой сварки, так как это позволяет использовать только короткую длину.
- Сварка палкой занимает больше времени и является гораздо более медленным процессом по сравнению, например, со сваркой MIG.
Сварочный аппарат и оборудование для стержневой сварки
Сварка палкой широко считается самым простым и легким процессом сварки. Оборудование, которое он использует, и его настройку можно выполнить довольно быстро.
Он состоит из четырех частей: сварочного аппарата или источника постоянного напряжения, держателя электрода (также называемого держателем стержня), зажима заземления и электродов для стержневой сварки, которые представляют собой стержни, используемые для сварки.
Сколько стоит оборудование для сварки стержнем?
Цена на сварочное оборудование, как и на любой другой аппарат, может быть разным.Все зависит от того, для чего вы планируете его использовать, и от вашего бюджета. Для выполнения основных сварочных работ вам действительно не нужно тратить большие деньги. Подойдет любой сварочный аппарат. Но если вам нужны качественные вещи, нужно думать о марке, гарантии, наличии запчастей и т. Д.
Круговые диаграммы представляют собой общее практическое правило, и более дешевые сварочные аппараты часто могут оказаться лучше, чем более дорогие сварочные аппараты, если вы проведете свое исследование.
Если вы планируете больше сварочных работ, вам следует ориентироваться на хорошо известную марку.Некоторые из самых популярных брендов в мире в настоящее время включают Miller, Lincoln Electric, Hobart, Everlast и ESAB. С другой стороны, для некоторых случайных работ подойдет более дешевый вариант.
Какая мощность или сила тока мне нужны для аппарата для ручной сварки?
Вообще говоря, при достаточном мастерстве человек сможет сварить с Stick на 150 ампер практически все. Кроме того, вы также можете сделать несколько проходов, чтобы сварной шов получился таким, каким вы хотите его видеть. Но чем больше усилителей вы используете, тем меньше вам понадобится проходов.
Нет ничего плохого в использовании многопроходов, но для этого требуется определенное умение. Лучшим советом будет изучить таблицу сварки штангой и максимальную толщину материала, для которой она предназначена. Но учтите, что указанное число не окончательное, и вы можете сваривать более толстые материалы, если сможете сделать больше проходов.
Размер сварочного стержня(диаметр электрода) для толщины металла также важен, и если вы планируете использовать более толстые стержни, вам следует посмотреть, какие усилители указал производитель для использования.
Защитное оборудование
Некоторые очень серьезные насадки для сварки штангой поставляются с необходимыми защитными приспособлениями. Защита – один из важнейших аспектов этого вида работ. Несерьезное отношение может привести к серьезным травмам и даже смерти.
Безопасность при сварке включает в себя защиту ваших глаз и головы, вашего тела, окружающих и заботу о воздухе, которым вы дышите.
Защита тела и огнестойкая одежда с короткими рукавами предназначена для защиты от УФ-излучения, искр, осколков шлака и металлических брызг повсюду.Сварочный шлем с защитными очками – для головы и глаз. Слепота сварщика – одна из самых серьезных травм при выполнении этого вида работ. Вы также должны заботиться о своем окружении и работать в хорошо вентилируемом помещении.
Правила техники безопасности при сварке требуют, чтобы при работе в помещении необходимо было убедиться, что помещение вентилируется из-за образующихся опасных паров. Но сварка на улице требует только наблюдения за своим окружением.
Инструменты для удаления шлака
При сварке штучной сваркой образуется много шлаков.Важно понимать, что очистка сварного шва после того, как вы закончите, необходима для завершения работы. Сварщик должен отколоть шлак отбойным молотком. Завершите процесс очистки, удалив сварной шов основного металла металлической щеткой. Последние штрихи, выполненные проволочной щеткой, обеспечат эстетичный вид сварного шва.
Выбор электрода
Выбор сварочного стержня – важная часть сварки штангой. Существуют тысячи электродов для сварки штангой, которые можно выбрать, но самыми популярными по-прежнему являются сварочные стержни из низкоуглеродистой стали.Они подпадают под классификацию A5.1 Американского общества сварки (AWS). (3) Включены электроды 6010, 6011, 6012, 6013, 7014, 7024 и 7018.
Но чтобы правильно подобрать сварочный электрод, нужно разбираться в маркировке и ее значении. Объяснение сварочных стержней говорит вам, что раньше для обозначения электродов использовались буквы. Буква «Е» просто обозначала «электрод». Однако буквы были удалены, и остались только цифры.
- Первые два числа отражают прочность сварочного присадочного металла.Таким образом, сварка штучной сваркой 7018 означает, что она имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
- Третье число последовательности говорит нам, в каком положении можно использовать электрод. Номер 1 означает, что стержень можно использовать в любом положении и создавать вертикальные сварные швы, а номер 2 означает, что его можно использовать только в плоском положении.
- Четвертая цифра отражает покрытие флюса на электроде и ток, при котором стержень может использоваться. Покрытия на самом деле могут состоять из ряда различных соединений.Основные из них – рутил, фторид кальция, целлюлоза и порошок железа.
Рутиловые электроды просты в использовании и обеспечивают красивый внешний вид сварных швов. Однако создаваемые сварные швы содержат большое количество водорода и подвержены растрескиванию. Электроды из фторида кальция, также известные как электроды с основным или низким содержанием водорода, могут создавать прочные сварные швы, но могут иметь выпуклые или грубые поверхности соединения. Электроды из целлюлозы обеспечивают глубокое проплавление сварного шва, но требуют специальной обработки из-за высокого содержания влаги во избежание растрескивания.Электроды с железным порошком заполняют шов вдвое быстрее, чем другие.
Выбор покрытия также определяет полярность, которую вы собираетесь использовать, угол перемещения и время остановки. Однако сварщикам, которые умеют сваривать основным электродом, сложно сваривать целлюлозным электродом.
Для получения дополнительной информации о последней цифре вы можете увидеть приведенную ниже таблицу стержневых электродов.
| Номер | Тип покрытия | Текущий вид |
| 0 | Высокоцеллюлоза натрия | DC + |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC + или DC- |
| 2 | Натрий с высоким содержанием диоксида титана | переменного тока, постоянного тока – |
| 3 | Калий с высоким содержанием диоксида титана | переменного тока, постоянного тока + |
| 4 | Железный порошок, диоксид титана | AC, DC + или DC- |
| 5 | Натрий с низким содержанием водорода | DC + |
| 6 | Калий с низким содержанием водорода | переменного тока, постоянного тока + |
| 7 | Высокий оксид железа, железный порошок | AC, DC + или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC + или DC- |
Большинство людей будет использовать один из трех стандартных электродов.E6010 обычно используется для обработки грязных и ржавых металлов. Он обеспечивает глубокое проплавление, может сваривать в любом положении и способен прожигать различный мусор. E6013 идеально подходит для универсальной сварки. Он обеспечивает более гладкие сварные швы, обладает хорошей проникающей способностью и прост в использовании. Этот стержневой электрод также идеально подходит для начинающих. Наконец, 7018 позволяет работать с чистым металлом во всех возможных положениях. Он считается отраслевым стандартом и дает очень привлекательные сварные швы.
Как сделать первый сварной шов?
Если вы смогли все настроить правильно, пора уложить первый сварной шов. Самое важное, что нужно проверить перед зажиганием дуги, – это ваши настройки, посмотреть, совпадает ли полярность с электродом. Вы также можете получить несколько кусков металлолома, которые можно использовать в качестве стыкового соединения.
Поскольку сварка штучной сваркой требует большого количества навыков, а кривая обучения другая, вам также следует выполнить практический прогон перед тем, как начать.Сделайте сварной шов на куске металлолома, прежде чем делать настоящий.
Есть пять элементов, на которые следует обращать внимание при сварке штангой, поэтому обязательно следите за длиной дуги, настройками тока, манипуляциями с электродом, углом наклона электрода и скоростью перемещения.
Подготовьте деталь для сварки
Чтобы обеспечить качественный сварной шов при сварке нержавеющей штангой или при сварке любого другого металла, необходимо иметь чистую деталь.При работе с ржавым или грязным металлом сварка палкой может оказаться наиболее щадящей. Но даже в этом случае качество будет зависеть от чистоты сварной детали.
Чтобы убедиться, что место сварки чистое, используйте проволочную щетку и сначала удалите всю грязь и сажу. Невыполнение этого требования существенно повлияет на получение хорошего первого сварного шва. Это может привести к пористости, растрескиванию сварного шва, неплавлению или даже появлению включений.Кроме того, необходимо чистое место для рабочих зажимов и хорошее электрическое соединение, необходимое для качественной дуговой сварки.
Текущая настройка
Текущая настройка важна для типа металла, который вы собираетесь сваривать, а также для типа стержня и диаметра, который вы собираетесь выбрать. Таким образом, электрод, который вы решите использовать, будет определять, как вы настроите свою машину – положительный постоянный ток, отрицательный постоянный ток или переменный ток. Вы установите его в зависимости от того, что вы планируете делать в данный момент, прежде чем приступить к работе.
Положительный электрод добавляет на 10% больше проникающей способности при заданной силе тока переменного тока.Но если вы работаете с более тонкими металлами, такими как алюминий, сваренный при помощи сварного шва, вам следует использовать постоянный ток прямой полярности и отрицательный электрод.
Если вы не уверены, какой сварочный стержень использовать, вам следует посмотреть на рабочий диапазон, указанный производителем для каждого стержня. Таким образом, сила тока должна устанавливаться в зависимости от используемого электрода. Хороший выход – 1 ампер на каждый 0,001 дюйм диаметра электрода. Также необходимо учитывать положение при сварке, поскольку для работы над головой потребуется на 15% меньше тепла по сравнению с плоскими горизонтальными сварными швами.
Чтобы получить правильную настройку, отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не получите правильную настройку.
Запуск дуги
Если вы выполнили все вышеперечисленные настройки и также приняли во внимание безопасность сварки, пора запускать аппарат для дуговой сварки.
Обязательно держите держатель клюшки обеими руками и держите сварочные детали перед собой. Вы также должны четко видеть область, в которой вы собираетесь поразить дугу.Приложите кончик электрода к металлу и проведите им, как если бы вы зажигали спичку. Если вы видите, что образовалась дуга, приподнимите ее и слегка оттяните.
Если дуга гаснет, это означает, что вы слишком высоко подняли стержневой электрод над поверхностью, а это значит, что вы должны были опустить его.
Когда зажигается дуга, она начинает издавать шипящий звук. Если звук слишком агрессивный, уменьшите силу тока. Если сила тока низкая, электрод будет липким.Дуга начнет гаснуть, сохраняя правильную длину дуги, и гаснет.
Если сила тока установлена слишком высокой, вы заметите обугливание электрода, а сварочная лужа будет слишком жидкой, и ее будет трудно контролировать. Слишком большое количество тепла отрицательно скажется на свойствах флюса электрода.
Также необходимо научиться устранять сколы флюса из-за неудачных зажиганий дуги. Возьмите кусок металлолома и ударьте по стержню на расстоянии 1/4 дюйма от металла, пока он не пригорит до неповрежденной части стержня.Затем вы должны очистить стержень и удалить флюс. Это помогает в дальнейшем перезапускать дугу.
Длина дуги
Длина дуги
При дуговой сварке длина дуги будет варьироваться в зависимости от области применения и электрода. Длина дуги не должна превышать диаметр сердечника электрода. Слишком длинные дуги приводят к разбрызгиванию, поднутрениям, низкой скорости наплавки и пористости.
При первой сварке штучной сваркой большинство людей считает логичным использовать длинную дугу, как правило, для лучшего обзора сварочной ванны.Но избегайте этого, занимая более удобное положение и поворачивая голову в правильное положение. Положение важно, когда вы учитесь пользоваться дуговой сваркой, и вы увидите, что контролируемая длина дуги улучшит внешний вид валика и минимизирует разбрызгивание.
Угол поворота
Сварщикам также необходимо учитывать угол перемещения при этом типе сварки. Можно использовать два основных положения сварки.
Техника сварки штангой, используемая для плоского, горизонтального или потолочного положения, называется техникой перетаскивания или обратной стороны.Это включает в себя удерживание электрода перпендикулярно стыку от начальной точки, а затем наклон верхней части примерно на 5-15 градусов в направлении движения.
Сварка вертикально вверх. Используется метод сварки штангой, называемый «толкающим» или «передним». Здесь угол наклона стержня от 0 до 15 градусов относительно направления движения. В любом случае, чтобы правильно выполнить технику, попробуйте изменить положение тела.
Регулировка угла наклона гарантирует отличные результаты и хороший сварной шов.Иногда длина сварного шва или угол скоса указывается на сварочных чертежах с помощью дополнительной информации на символе сварного шва. Сварщикам важно не только научиться правильно выполнять сварку, но и понимать символы.
Скорость передвижения
Если вы спрашиваете себя, как выполнять дуговую сварку и поддерживать скорость движения, вам просто нужно поддерживать дугу в передней 1/3 сварочной ванны.
Слишком медленное движение приведет к получению широкого выпуклого валика. Он также имеет неглубокое проникновение и может вызвать холодную притирку.
Слишком быстрое движение уменьшает проникновение и создает узкий и выпуклый валик.
Манипуляции с электродом
Каждый сварщик использует электрод по-своему. Новичкам стоит посмотреть на опытных сварщиков и попытаться скопировать их движения. Но в конечном итоге это приведет к тому, что вы создадите свой собственный способ передвижения.
Наиболее используемые методы
Три наиболее часто используемых метода сварки или рисунка включают в себя взбивание стержня (перемещение его вперед и назад), круговое движение и переплетение из стороны в сторону (создание более широких сварных швов).
Однако сварщики чаще всего используют прямой валик, им этого вполне достаточно. Плетение не следует использовать для материала толщиной более 1/4 дюйма, так как это может привести к получению более широкого валика, чем необходимо.
Часто задаваемые вопросы [FAQ]
Трудно ли сварка налипанием?
Сварка палкой – довольно сложный процесс сварки для начинающих. Хотя он существует уже много лет, может потребоваться некоторое время, чтобы по-настоящему освоить этот метод. Но это все еще то, что сегодня используется для самых разных целей.Можно ли держать стержень при сварке стержнем?
Да, конечно, вы можете держать стержень во время сварки. Однако есть шанс, что вы можете быть шокированы, и даже больше вероятность того, что вы можете обжечься. Поэтому помните о безопасности при сварке и обязательно надевайте защитные перчатки.
Что такое хороший сварочный пруток общего назначения?
Пруток для сварки общего назначения – 6011. Он подходит для новичков и любителей, так как может справиться с любой работой, сделанной своими руками.Он выпускается в размерах 3/32 и 1/8 и хорошо работает даже с грязными или загрязненными металлами.
Вы толкаете или тянете с помощью сварочного аппарата?
В случае сварочной штанги, как правило, тянуть или тянуть. Опытные сварщики обычно говорят, что если образуется шлак, то его надо тянуть. Толкание обычно связано со сваркой MIG.
Что вызывает прилипание сварочного стержня?
Основная причина прилипания сварочной палочки к основному металлу – низкая сила тока.Однако существует множество других причин, которые также могут быть причиной, например, проблемы с флюсом, использование сварочных аппаратов с низким OCV или применение плохой техники сварки. Также важно использовать электрод правильного размера для конкретной задачи.
Заключение
Сварка палкой может быть не такой современной, как некоторые другие современные методы, которые можно увидеть сегодня. Это также может быть не так просто, как другие формы, и может быть не для новичков. Но он точно выполняет свою работу.
Несмотря на то, что многие считают эту технологию древней, она все еще используется для различных видов работ и обеспечивает идеальные сварные швы.Так что вы не хотите, чтобы вас поймали на том, что вы не знаете, как использовать его в ужасной ситуации.
Ресурсов:
Советы: подготовка и снятие электродов
Мы в AGI – большие сторонники экономии времени. Серьезно, если время – деньги, тогда мы серьезные скупердяи. Тем не менее, мы всегда готовы поделиться с вами советами по экономии времени! Сегодня мы покажем вам несколько простых советов, которые помогут сэкономить пару минут на поле. В частности, эти насадки предназначены для подготовки и снятия электродов.Вы можете посмеяться над экономией нескольких минут, но здесь, на солнце Техаса, несколько минут – это разница между загаром и солнечным ожогом!
Совет 1. Правильная установка кольев сэкономит вам время на устранение неполадок позже
Убедитесь, что ваши колья глубоко вбиты в землю. Перекладина должна находиться над землей всего на 3-4 см.
Смачивание земли вокруг столбов водой (особенно соленой) улучшит контактное сопротивление, как мы упоминали в предыдущих вебинарах AMA.Вы также можете использовать фольгу, бентонит или местную грязь, чтобы уменьшить контактное сопротивление.
Увеличьте сопротивление контакту с водой, соленой водой, бентонитом или ямами из фольги.
Совет 2: Быстрая установка электродов в стойки:
Пружинный зажим, удерживающий электрод на месте, может быть немного сложным в работе. Чтобы всегда устанавливать быстро (и не защемляя пальцы), вы должны защелкнуть пружину на месте, а затем вставить электрод в перекладину.
Сначала защелкните пружину, затем вставьте электрод.
Совет 3: быстрое удаление линии электродов:
При подборе линии естественно захотеть выполнить установку в обратном порядке (т. Е. Сначала отсоединить кабель электрода, а затем снять колья). Однако подъем в таком порядке может привести к потере ставок, особенно если леска находится в высокой траве или густой растительности, где ваши ставки может быть трудно увидеть.
Представьте, что вы пытаетесь найти все свои колья из нержавеющей стали в этом
Вместо этого сначала поднимите свои ставки, а потом поднимите кабель. Это потому, что ваш кабель будет легче увидеть, чем ваши колья (особенно, если вы используете кабели AGI ярко-желтого цвета!)
Как сваривать чугун: полное руководство (с изображениями)
0Последнее обновление: 20 мая 2021 г.
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка – расколоть или сломать жизненно важный литой компонент.Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна. Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы овладеть новым навыком, сварка самостоятельно может решить вашу проблему так же легко.
Чугун – один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно.Следование набору рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна. Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна нуждается в сварке, – это проконсультироваться с руководством по эксплуатации продукта или связаться с производителем, если это не указано на материале. Свежие трещины в материале выглядят немного иначе, но если у вас нет опыта в их определении, стоит узнать об этом у производителя.
Серый чугун является наиболее распространенным типом свариваемого чугуна, и это должен быть единственный чугун, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке. Еще один хороший вариант – попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса его сварки. Вы можете сваривать чугун при любом процессе сварки, при условии использования правильного присадочного материала и правильной процедуры сварки.Это в первую очередь основано на личных предпочтениях, но следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG. Брызги от MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка – еще один вариант, часто используемый для сварки чугуна. Это хороший способ минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов.
Пайка – это не совсем сварка, поскольку она не расплавляет металл, как сварной шов. Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
Сваркапалкой и сварка MIG являются желательными вариантами с подходящими расходными материалами. Использование неподходящего присадочного металла, скорее всего, вызовет растрескивание, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: Летчик 1-го класса Дэвид Берналь Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун.Большинство доступных, которые не были разработаны специально для чугуна, слишком быстро остывают и вызывают трещины под напряжением или не плавятся должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун.Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем сварка с использованием 99% никеля. У него намного меньшая усадка сварного шва, чем у большинства железных прутков, что сводит к минимуму растрескивание.
Железо: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие усадочные свойства. Он также не поддается механической обработке, поскольку он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет своих свойств так сильно с расходными материалами из железа.Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: Вы можете паять ацетилен-кислородную пайку или использовать стержни со сварочным аппаратом TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, нуждающимися в соединении, не вызывая при этом растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы.Иногда в материале, который вы свариваете, на протяжении всей отливки остаются пары или масло, и это может вызвать проблемы при сварке.
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, – лучший способ обеспечить достаточное количество сварного шва.
Упрочнение – это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с шариковым упрочнением для предотвращения растрескивания. Это следует делать с осторожностью и только в том случае, если сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является нерегулярный или быстрый нагрев или охлаждение детали.Предварительный нагрев и медленное охлаждение вашего проекта – вот что самое важное.
Изображение предоставлено: 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Есть несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев – это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
Необходимо использовать один из этих подходов, потому что, в отличие от большинства металлов, чугун хрупкий и имеет минимальную способность деформироваться при изгибе, расширении и сжатии.Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому крайне важно не подвергать компонент чрезмерному нагреву.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры.Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева. Однако внутреннее напряжение все же возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят изделия из чугуна, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен. Поместите сваренную деталь в песок или в теплую духовку, чтобы помочь ей медленно остыть и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого бывает сложнее, и вы все равно можете получить качественный сварной шов, не увеличивая чрезмерно время охлаждения.Однако чем медленнее он остывает, тем лучше результат.
Заключение
Сварка чугуна – задача не из легких. Он требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна.Если вы сделаете короткие разрезы, сварной шов, скорее всего, потрескается или станет слабым изнутри и может длиться недолго.
Мы надеемся, что с помощью этого руководства вам понравится успешно сваривать чугун. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Факторы для выбора правильного электрода
В то время как многие компании обратились к процессам сварки проволокой, чтобы ускорить производство и упростить обучение, сварка штучной сваркой по-прежнему занимает видное место в отраслях промышленности – при монтаже металлоконструкций, строительстве трубопроводов, небольших производственных работах и операциях по техническому обслуживанию / ремонту, и это лишь некоторые из них.
В некоторых случаях стержневые электроды, используемые в процессе, лучше соответствуют механическим и химическим свойствам материалов, используемых в данной области применения. В других ситуациях все зависит от спецификаций процедуры сварки или набора навыков имеющейся рабочей силы. Кроме того, поскольку процесс сварки штучной сваркой очень портативен (не требует внешнего защитного газа), это хороший выбор, когда мобильность является важным фактором.
В основе сварки штангой, как и любого другого процесса сварки, лежит присадочный металл.Штучные электроды доступны из различных сплавов, водородных обозначений и диаметров. Знание того, какой продукт подходит для данной области применения, является ключом к достижению стабильного качества сварных швов и избежанию простоев на доработку.
ОЦЕНКА ОСНОВНОГО МАТЕРИАЛА
Цель выбора стержневого электрода – определить, какой из них обеспечивает наилучшие свойства для данной области применения. Наплавленный металл шва должен максимально соответствовать свойствам основного материала и иметь примерно одинаковый состав и физические свойства.С этой целью очень важно определить прочностные характеристики и химический состав основного материала, прежде чем делать выбор.
Брюс Моррет обсуждает присадочные металлы, включая трубчатую проволоку, сплошную проволоку и стержневые электроды, представленные на выставке FABTECH 2011 в Чикаго. Он также делится новостями об алюминиевых проводах MAXAL.
В некоторых случаях, особенно при обслуживании / ремонте, основной материал может быть неизвестен. Учтите следующие факторы, чтобы помочь с идентификацией.Во-первых, определите, является ли основной материал магнитным, что означает, что это углеродистая или легированная сталь. Если основной металл немагнитен, то, скорее всего, это марганцевая сталь, аустенитная нержавеющая сталь серии 300 или сплав цветных металлов, например алюминий, латунь, медь или титан.
Затем, если основной материал неизвестен, может быть полезно использовать «сенсорный тест» шлифовальной машины, чтобы идентифицировать его. Больше вспышек в искрах, когда шлифовальная машина касается материала, указывает на более высокое содержание углерода, например, связанное со сталью класса A36.
Наконец, определите, «вгрызается» ли долото в основной металл или отскакивает от него. Долото вгрызается в более мягкий металл, такой как низкоуглеродистую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун. В совокупности эти тесты могут дать хорошее представление об имеющемся основном материале и помочь упростить выбор стержневого электрода.
СОГЛАСОВАНИЕ ПРОЧНОСТИ НА РАЗРЫВ
Предотвращение растрескивания или других нарушений сплошности сварного шва имеет решающее значение в любом сварочном процессе и может быть достигнуто путем надлежащего согласования прочности на растяжение основного материала и присадочного металла.Прочность на растяжение стержневого электрода можно определить по первым двум цифрам классификации Американского сварочного общества (AWS), напечатанной сбоку.
Например, число «60» на электроде AWS E6011 указывает на то, что присадочный металл образует сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
ТОК СВАРКИ
Некоторые стержневые электроды можно использовать только с источниками переменного или постоянного тока, в то время как другие электроды совместимы с обоими.Важно, чтобы стержневой электрод соответствовал доступному источнику питания, чтобы получить наилучшие результаты.
Чтобы определить правильный тип тока для конкретного стержневого электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия, совместимого с данным сварочным током.
Например, стержневой электрод, оканчивающийся на ‘0’, имеет покрытие с высоким содержанием целлюлозы натрия, что делает его совместимым для сварки DCEP (положительный электрод), тогда как электрод, заканчивающийся на ‘8’, имеет покрытие из порошка калия и железа с низким содержанием водорода и может может использоваться для сварки DCEP, DCEN (отрицательный электрод) и сварки на переменном токе.См. Рисунок 1 в качестве дополнительной справочной информации о покрытиях стержневых электродов и сварочных токах.
Тип тока также влияет на профиль провара сварного шва. Например, DCEP-совместимый продукт, такой как стержневой электрод AWS E6010, обеспечивает глубокое проплавление и создает чрезвычайно плотную дугу. Он также способен «прокапывать» ржавчину, масло, краску и грязь.
И наоборот, DCEN-совместимый продукт, такой как стержневой электрод AW E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке на более высоких скоростях.Это также хороший выбор для сильноточных угловых сварных швов, выполняемых в горизонтальном положении. Электроды, совместимые с переменным током, такие как AWS E6013, создают мягкую дугу со средним проваром и могут использоваться для сварки чистого нового листового металла.
ТОЛЩИНА И СОСТОЯНИЕ ОСНОВНОГО МЕТАЛЛА
Толщина или тонкость основного материала также будет влиять на процесс выбора стержневого электрода. Штучный электрод с максимальной пластичностью и низким содержанием водорода – особенно хороший выбор для предотвращения растрескивания на более толстых материалах основы.
Например, стержневые электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами, способными выдерживать остаточное напряжение, которое может накапливаться в сварных швах на толстых участках.
Для тонких материалов важно выбрать стержневой электрод, создающий мягкую дугу. AWS E6013 – хороший выбор для предотвращения прожига или искажения. Штучные электроды меньшего диаметра также являются хорошим вариантом для сварки более тонких материалов, поскольку они обеспечивают неглубокий провар, чтобы предотвратить подобные проблемы.
Помимо выбора стержневого электрода на основе толщины или тонкости материала, важно оценить конструкцию соединения и подгонку. Например, при работе со стыком с плотной посадкой или стыком без фаски, лучше всего подходят для обеспечения полного сплавления стержневые электроды, обеспечивающие хорошее проникновение – продукт AWS E6010 или E6011.
И хотя всегда рекомендуется удалять прокатную окалину, ржавчину, влагу, краску и жир с основного материала перед сваркой – чистые основные материалы помогают предотвратить пористость и увеличить скорость движения – если это невозможно, дуги, созданные AWS E6010 или E6011, прилипают электроды также способны прорезать такие загрязнения.
Штучный электрод, такой как AWS E6012, подходит для сварки материалов с широкими корневыми отверстиями, так как этот продукт создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения швов с разделкой кромок.
ПОЛОЖЕНИЕ СВАРКИ
В идеале, все сварные швы можно было бы выполнять в плоском положении сварки; это самый простой способ получить контроль над сварочной ванной и добиться наилучшего качества сварки. Однако, поскольку это нереально, очень важно выбрать стержневой электрод, который может адаптироваться к положению сварного шва.
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS. Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
ЗНАЙТЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ОБСЛУЖИВАНИЯ
Перед тем, как выбрать стержневой электрод, убедитесь, что вы оценили условия, в которых сварная деталь будет находиться в течение всего срока службы.Если он будет использоваться в условиях высоких или низких температур или подвергаться повторяющимся ударным нагрузкам, стержневой электрод с низким содержанием водорода и более высокой пластичностью может помочь снизить вероятность растрескивания сварного шва. Кроме того, обязательно проверяйте характеристики сварки при работе с критически важными объектами, такими как изготовление сосудов высокого давления или котлов.
В большинстве случаев эти технические требования к сварке требуют использования специальных типов стержневых электродов, которые могут выдерживать повышенные температуры в течение более длительных периодов времени и / или предотвращать коррозионную стойкость.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ О ПРИКЛЮЧАЮЩИХ ЭЛЕКТРОДАХ
Клещевой электрод, используемый в приложении, может оказать значительное влияние на качество окончательного сварного шва. Вышеупомянутые факторы являются хорошим началом для преодоления трудностей, связанных с выбором правильного стержневого электрода для конкретного применения.
Однако, учитывая широкий спектр доступных стержневых электродов, для одного применения может существовать несколько решений. Для получения дополнительной помощи при выборе стержневого электрода проконсультируйтесь с проверенным поставщиком сварочных материалов или производителем присадочного металла.
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий – алюминий – это ТОЧНЫЙ материал, когда речь идет о снижении веса и сохранении устойчивости. Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства.Помимо всех преимуществ, при обработке этого металла есть еще и свои хитрости. Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что затрудняет сварку алюминия
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия.И именно этот слой придает металлу безошибочный серебристо-серый вид. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже ко многим химическим веществам. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой не позволяет дуге и сварочной ванне образовывать соединение.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C.Таким образом, чтобы растрескать оксидный слой только сваркой, необходимо нагреть поверхность в три раза выше.При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится. По этой причине очень важно подготовить алюминий к процессу сварки: нужно удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1. Подготовьте должным образом
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло.При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, которую вы предварительно пропитали растворителями, такими как бутанол, ацетон или разбавитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после.После удаления всей консистентной смазки и остатков смазки можно начинать удаление слоя оксида алюминия .С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и к тому же выглядят не очень красиво. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой можно удалить сравнительно бережно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз. Черные, сажистые остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки.Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны. Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый калот. С его помощью вы можете толкать расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые алюминиевые листы – чуть более 10 мм -, мы рекомендуем , предварительно нагревая заготовку. Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Процесс сварки TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, убедитесь, что край на обратной стороне сломан. Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка.Более толстые листы предпочтительно обрабатываются с использованием сварочного процесса MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, так как они позволяют правильно вводить присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Другой совет: При сварке алюминия сварочной горелкой MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов.Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия – это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG / MAG:
Не следует забывать и об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка – используется лайнер из стали. Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с оксидами на поверхности. Это потому, что они действуют как изолятор, прерывающий ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе в процессе TIG важно правильно выбрать вольфрамовый электрод , так как в нем не должно быть оксидов.По этой причине вам следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Здесь вступает в игру упомянутая ранее сварка сферического колпачка, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента. Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения риска деформации. Провести алюминиевую проволоку более трех и более метров сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочная проволока из AlSi.
5. Правый защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Аргон 4.6 в основном используется для сварки, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, в то время как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к незакалываемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, его механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе справедливо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на сайте www.hochschule-technik.de или www.maschinenbau-wissen.de.
Следует признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете реализовывать наши советы и рекомендации, то скоро станете настоящим специалистом по сварке алюминия.
Удаление дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Как разместить и получить диагностический ЭКГ в 12 отведениях
Сегодня, вместе с соучредителем Best Practice Medicine (и главным операционным директором) Лореном Дейчманом и ведущим телеканала BPM-TV Майлзом Хакни, мы дадим подробное описание того, как разместить и получить электрокардиограмму диагностического качества.Небольшая информация: знаете ли вы, что ЭКГ сокращенно обозначается как ЭКГ и ЭКГ? По-немецки это «Электрокардиография»; по-английски это «электрокардиография». ЭКГ – это запись электрического тока в сердце с течением времени. Для многих врачей скорой помощи и парамедиков ЭКГ в 12 отведениях является жизненно важным инструментом в лечении пациентов. Хорошо, давайте погрузимся! Посмотрите видео ниже или читайте по пунктам обучения.
Всем привет. Это Лорен и Майлз из отдела передовой медицины.Сегодня мы собираемся продемонстрировать, как применять и получать качественную диагностическую ЭКГ в 12 отведениях.
Первым шагом в получении качественной диагностики ЭКГ в 12 отведениях является правильное расположение пациента . В идеале пациент должен находиться в положении лежа на спине. Однако некоторые пациенты этого не потерпят. Если это так, вы можете поставить их в положение полугаулера, частично откинувшись назад. В какой бы позиции ни находился ваш пациент для ЭКГ, просто не забывайте повторять это положение в будущем, повторите ЭКГ, которые вы можете получить.
Второй шаг для получения диагностической ЭКГ в 12 отведениях – это обнажить область, в которой будут размещены электроды . В этом случае нам придется снять рубашку Майлза и обнажить его нижние конечности, чтобы мы могли разместить отведения к конечностям. На этом этапе мы готовы разместить отведения от конечностей.
Теперь немного о размещении отведения от конечности в 12 отведении. Есть лишь несколько правил, которых необходимо придерживаться, чтобы получить качественную диагностическую ЭКГ при размещении отведений от конечностей.Во-первых, вы должны убедиться, что поводок вашей конечности находится на конечности, между плечом и запястьем. Другое правило, касающееся отведений от конечностей, заключается в том, что вы не должны помещать их на костные выступы, такие как локоть, или на большие группы мышц. Это просто увеличит количество артефактов. Кроме того, отведения от конечностей должны быть симметричными, чтобы на левой конечности была примерно такая же область, как и на правой. Те же правила действуют и для ног. Ниже бедра, но выше щиколотки, избегая костных выступов и крупных групп мышц.В этом случае, просто из-за доступа к ногам Майлза, мы можем пойти дальше и поставить их чуть выше лодыжек.
Теперь, когда мы определили места размещения электродов отведений на конечностях, нам действительно нужно выбрать пакет электродов. В этом случае наши электроды актуальны. Это набор из 10, поэтому мы будем использовать все это для всех наших потенциальных мест размещения. На сегодняшний день у нас, вероятно, есть проводящий гель, который не высыхает на них, что важно. Еще одна особенность этих электродов: они отличаются по стилю от аппарата ЭКГ к аппарату ЭКГ.Это больше для догоспитальных мониторов ЭКГ. В больнице вы можете найти стиль табуляции. На самом деле не имеет значения стиль электродов ЭКГ, размещение и захват 12-го отведения, и принципы этого остаются неизменными, несмотря на производителя.
Теперь, когда мы выбрали наши электроды, мы собираемся обратить внимание на правильную подготовку кожи . Первое, что нужно учитывать, – это количество волос на теле. В этом случае, с большим количеством волос на теле, которые будут влиять на адгезию электрода и передачу сигнала через электрод, вам нужно взять бритву, часто это одноразовую безопасную бритву, и удалить волосы с кожа.Еще одна вещь, которую следует учитывать, – это масла, оставшиеся на коже. Если вы возьмете спиртовую салфетку и потрете место, где будет приклеиваться электрод, это удалит жир с кожи. В некоторых случаях у вас может быть слишком много омертвевшей или сухой кожи. Это также повлияет на получение сигнала для ваших 12 отведений. В этом случае вы возьмете 4х4 или марлю и потрите эту область от 10 до 12 движений, пока она не станет немного розовой, и этот маневр удалит омертвевшую кожу и улучшит качество вашей кожи. ЭКГ в 12 отведениях.
На этом этапе, когда наша кожа подготовлена, мы готовы наложить отведения от конечностей. Я возьму электроды, вскрою их. Я найду подходящий электрод. Они помечены. Правая нога, левая нога, правая рука и левая рука. Пойдем сюда. Теперь, когда у нас есть отведения от конечностей, мы собираемся обратить внимание и разместить грудные отведения или прекардиальные отведения. В отличие от размещения отведений от конечностей, грудные отведения должны быть точными, поэтому существует довольно много правил размещения грудных отведений, чтобы получить диагностическую качественную ЭКГ в 12 отведениях .Первый ориентир, который нам нужно найти, чтобы разместить грудные отведения, – это четвертое межреберье. Мы можем сделать это двумя способами. Первый способ сделать это – найти угол Людовика. Во-первых, вы найдете вырезку на грудины и ощутите или ощутите ее примерно на полтора дюйма ниже вырезки на груди. Вы почувствуете этот гребень в грудины. Это угол Луи. Это соединение грудины и руки. Этот небольшой гребень, который вы чувствуете в грудины, находится на уровне второго ребра, поэтому сразу слева или справа от него вы почувствуете настоящее ребро.Это второе ребро.
Под вторым ребром находится второе межреберье. Отсюда мы идем вниз, прощупывая каждое ребро и каждое пространство, пока не найдем четвертое межреберье. Итак, если это вторая ICS, есть третье ребро. Вот и третий ICS. Вот четвертое ребро, а вот четвертое межреберье. Здесь мы собираемся разместить V1 сразу справа от грудины. V2 будет размещен на том же уровне, сразу слева от грудины.Второй метод определения местоположения четвертого межреберья – пальпация ключицы. Ребро, которое вы чувствуете, находится непосредственно ниже ключицы и является первым межреберным промежутком. Итак, ниже, нащупывая ребро аналогичной техникой, которую мы делали только что раньше, это будет второе ребро. Опять же, ниже находится второе межреберье. Третье ребро, третье межреберье, четвертое ребро и, наконец, четвертое межреберье. Опять же, V1 идет справа от грудины, а V2 идет сразу слева от грудины.
Теперь, когда мы разместили V1 и V2, мы пропустим V3 и найдем ориентир для V4. V4 лежит в пятом межреберье по срединно-ключичной линии. Итак, теперь, когда мы нашли наше четвертое межреберье, найти пятое не так уж и сложно. Вы просто пальпируете пятое ребро, а затем пространство под ним. Теперь нам нужно найти ключицу. Убедитесь, что вы установили полную длину ключицы, в основном разделите среднюю разницу . Как только мы находим полную длину ключицы, мы разделяем эту разницу и пересекаемся с пятой ICS.Свинец V4 будет размещен на этом уровне. Пятое межреберье, срединно-ключичная линия. Теперь, когда мы разместили отведение V4, мы собираемся пропустить отведение V5 и разместить отведение V6. V6 находится на уровне отведения V4, но находится на средней подмышечной линии. Майлз, не могли бы вы поднять руку вверх? На этом этапе нам нужно оценить, где находится средняя подмышечная линия, и, получив название midaxillary, это средняя подмышечная линия. Итак, если вы найдете их подмышечную впадину и проведете линию прямо вниз, это будет ваша средняя подмышечная линия.Что мы собираемся сделать, так это просто провести его перпендикулярно средней подмышечной линии, и именно там будет размещено отведение 6, V6. При размещении V6 важно отметить, что он не следует за пятым межреберным промежутком. Вы должны быть перпендикулярны средней подмышечной линии.
Теперь, когда мы разместили V1, V2, V4 и V6, нам нужно разместить V3 и V5, потому что мы их пропустили. Это просто вопрос разделения расстояния между размещенными нами электродами поровну. Итак, отведение V3 находится на полпути между V2 и V4.V5 будет помещен посередине между V4 и V6. Теперь, когда мы разместили все наши электроды на груди, мы можем найти наш грудной электрод или прекардиальный электрод, провода и затем поместить их на соответствующий электрод. В этой модели они имеют маркировку от V1 до V6. Вы можете столкнуться с ситуацией, когда они будут очень короткими, в зависимости от модели, и это может вывести ваш электрод с места. В этом случае вам, вероятно, придется заменить электрод, так как оригинальный электрод не прилипнет, как только это произойдет .Теперь, с этой моделью, мне нужно будет соединить пучок прекардиальных проводов с моим набором из четырех проводов. Теперь я готов получить ЭКГ в 12 отведениях.
Теперь, когда мы готовы получить ЭКГ в 12 отведениях, я собираюсь уложить Майлза в более положение лежа на спине, как мы уже обсуждали. Кроме того, мы хотим, чтобы его верхние и нижние конечности не были скрещены. Мы хотим, чтобы они были расслаблены, чтобы не вызывать мышечной дрожи. Итак, если вы можете положить руки на бок, мы расслабим плечи. Убедимся, что ноги не скрещены.Если их руки лежат на металлической решетке кровати, мы хотим убедиться, что этого не происходит. Кроме того, могут быть помехи от портативных электронных устройств, поэтому, если у вас есть телефоны или что-то подобное, вы можете установить их немного дальше от пациента. Таким образом, это не повлияет на качество ваших 12 отведений . На этой модели я просто нажимаю кнопку 12 отведений, и она получает 12 отведений. В это время вы хотите, чтобы ваш пациент просто оставался неподвижным.