При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.

- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.

При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей. Цветные полипропиленовые трубы
Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей. Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи.
Неправильная пайка полипропиленовых труб Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
 Это приводит к появлению деформации и статического напряжения.
Это приводит к появлению деформации и статического напряжения.Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути “на глаз”.
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.Далее, после монтажа труб качество сборки проверяется давлением.
То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в – 10 и даже чуть ниже градусов.
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
Как паять полипропиленовые трубы своими руками: видео
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото — фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
 Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото — сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
 Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото — фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
 Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
при какой температуре окружающей паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
 Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
]]>Как паять полипропиленовые трубы для отопления в труднодоступных местах правильно: видео-инструкция
Пластиковые трубы поучили невероятно широкое распространение в сантехнике благодаря множеству своих неоспоримых преимуществ. Одним из них является простота соединения отдельных полипропиленовых элементов посредством пайки.
Далее мы рассмотрим основные принципы выполнения такой задачи.
Как паять полипропиленовые трубы своими руками с помощью специальных инструментов
Технические особенности
Перед тем как паять трубы из полипропилена, следует ознакомиться с некоторыми нюансами, оказывающими значительное влияние на данный процесс.
Термостойкость
При какой температуре паять полипропиленовые трубы? Для ответа на этот вопрос можно выделить три основных температурных порога:
| Температура | Поведение полипропилена |
| 95 оС | Полное сохранение упругости, является рекомендованным производителями пределом нагрева |
| 140 оС | Потеря твёрдости и формы, размягчение материала |
| 260 оС | Начало перехода в жидкое агрегатное состояние – плавление |
Совет: не рекомендуется использовать пластиковые изделия при обустройстве трубопровода, предназначенного для отопления квартир в регионах с особо суровыми зимами. При сильных морозах там возможна подача теплоносителей, температура которых превышает 95 градусов Цельсия, что может привести к возникновению аварийной ситуации.
Фото деформированных труб из полипропилена в результате воздействия высокой температуры
Из таблицы видно, какой температурой паять полипропиленовые трубы, их хватает разогреть до 260 оС, чтобы можно было осуществить соединение. Это достаточно низкий показатель, который несложно воспроизвести в домашних условиях с помощью специального инструмента, о котором мы поговорим немного позже.
Влияние теплового расширения
Тепловое расширение свойственно всем материалам, и пластик не является в этом случае исключением. А в случае с трубами его правильнее будет назвать удлинением, так как при нагревании они вытягиваются, провисая или принимая волнистый вид.
Как правильно паять полипропиленовые трубы, чтобы суметь избежать неприятных последствий теплового удлинения?
Для этого существует да метода:
- Использовать вместо обычных изделий армированные. Их деформирование в случае нагрева в пять раз меньше.
- Устанавливать в местах соединений П-образные элементы. Благодаря им всё сведётся к сближению «ножек» конструкции.
Пример применения П-образного элемента
Совет: рекомендуется использовать оба метода для большей эффективности, так как армирование не предотвращает удлинение, а лишь уменьшает его.
Особенности пайки армированных труб
Демонстрация армированного слоя
Как правильно паять трубы из полипропилена, имеющие армированный слой?
Это зависит в первую очередь от того, какой материал был использован для его создания:
- Стекловолокно паяется также как и обычные изделия.
- Алюминий нуждается в предварительной зачистке с помощью специального инструмента – шейвера. Если же усиливающий слой расположен в середине трубы, то для его удаления вам понадобится торцеватель.
Образец подходящего шейвера
Совет: следует помнить, что смысл приобретать армированные изделия имеет только в случае использования их в отопительной системе, так как они способны переносить больший температурный порог без деформаций. Для обустройства же канализации и водопровода их более высокая цена окажется неоправданной.
Приступаем к пайке
Но сначала давайте разберёмся, чем паять полипропиленовые трубы:
Инструменты
Паяльник для полипропиленовых труб
Самое главное значение, конечно же, имеет специальный паяльник, так как именно им вы и будете создавать соединения. Мощность самого простого подходящего для работы агрегата не превышает 800 Вт, а в комплекте имеются насадки для наиболее распространённых в бытовом использовании труб с сечениями 20, 25 и 32 мм.
Совет: не стоит тратить деньги на более мощные аппараты, так как данный показатель влияет только на время разогрева, а не качество пайки.
В труднодоступных местах больше подойдёт к использованию прямой паяльник
Также вам ещё понадобятся следующие принадлежности:
| Название | Назначение |
| Рулетка | Производить все необходимые замеры |
| Карандаш | Наносить разметку согласно произведённым замерам |
| Ножовка по металлу | Резать трубу на отрезки необходимой длины |
| Остро заточенный нож | Снимать фаску с края обрезанного изделия |
Совет: рекомендуется для резки использовать специальные ножницы-труборезы. Они одним движением производят ровный срез строго под прямым углом, что значительно экономит время и силы.
Ножницы для резки ПВХ труб
В случае если вы планируете работать с армированными изделиями, то обязательно обзаведитесь подходящим шейвером. Дорогой инструмент выбирать нет смысла, так как его стоимость обусловлена долговечностью, а вам для разового использования вполне достаточно будет и дешёвой модели.
Осуществление пайки
Теперь переходим непосредственно к вопросу, как запаять полипропиленовую трубу? Проверьте наличие всего необходимого под рукой и приступаем.
Шаг 1
Инструкция:
- Замеряем нужный отрезок, добавляем к нему 20 мм, которые, несомненно, оплавятся в процессе работы.
Нанесение разметки карандашом
Шаг 2
- Отрезаем точно по намеченной линии.
Порезка трубы специальными ножницами
Шаг 3
- Устанавливаем в паяльник подходящую насадку и ждём её разогрева.
Паяльник с насадкой греется до нужной температуры
Шаг 4
- Срезаем фаску с внешней стороны трубы и с внутренней стороны фитинга. Если этого не сделать, то оплавленные края могут задраться, что сделает соединение не пригодным к эксплуатации.
Шаг 5
- Шейвером снимаем армированный слой. Для этого вставляем изделие в прибор и несколько раз проворачиваем.
Обработка армированной пластиковой трубы шейвером
Шаг 6
Процесс плавления пластика паяльником
Шаг 7
- После того как материал начал плавиться вынимаем изделия и плотно соединяем их до упора.
Совет: ни в коем случае не проворачивайте трубу в момент соединения. Это приведёт к появлению складок и нарушению целостности структуры.
Шаг 8
- Держим конструкцию около пятнадцати секунд, после чего работу можно считать завершённой.
Осуществление спайки
Совет: в случае образования на насадке остатков пластика не рекомендуется убирать их ножом, так как вы им можете повредить хромированную поверхность. Лучше включите паяльник и аккуратно, чтобы не обжечься, снимите капли ветошью.
Заключение
Как научиться паять полипропиленовые трубы? Ознакомиться со всеми вышеприведёнными рекомендациями и правилами, после чего проверить их на практике. После этого, вы можете быть уверены, что в бытовых объёмах отлично справитесь с прокладкой пластикового трубопровода.
Готовые соединения полипропиленовых труб
Видео в этой статье предоставит вашему вниманию дополнительные материалы, имеющие непосредственное отношение к изложенной теме.
Удачного вам выполнения монтажных работ!
Как паять полипропиленовые трубы, не допускать ошибок
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
При температуре разогрева примерно 260 град. С, возникает достаточная текучесть этого материала, для качественной глубокой диффузии.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
PN обозначает давление, а следующая за ним цифра — давление воды жидкости внутри трубы, которое она выдержит 50 лет не изменяясь, при температуре с 20 град.
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.
Европейские производители полифузов дают своему детищу инструкцию типа: \»С помощью контактного термометра установить, что паяльник разогрет до нужной температуры, после чего приступать к работе\».
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Если подобное происходит в системе отопления, то зимой под нагрузкой выясниться, что один радиатор или целая ветка окажутся более холодными. Придется обрезать и искать узкое место.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Течь может появиться и через несколько лет. Или через несколько месяцев. При этом снаружи соединение как новенькое, пока с него не потечет вода.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
- Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
- Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Неопытность работника при неправильной работе регулятора температуры на приборе, — наиболее опасная для производства ситуация, так как можно сделать брак из целой кучи деталей на кругленькую сумму…
- Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
- Выполнение работ при температуре воздуха ниже 5 градусов С.
Правила не рекомендуют сваривать полипропилен при температуре +5 град С и ниже, если это произойдет, то о надежности соединений говорить не приходится.
- Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
- Согласно инструкции все свариваемые поверхности должны быть чистыми, обеспыленными и обезжиренными. В противном случае в свариваемом шве окажется не надежное место. И это не редкость — пайка загрязненных, жирных деталей.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Чтобы проверить качество полипропиленнового соединения, его можно только разрезать. Или просвечивать в лаборатории.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Выполняя сварку внимательно, стараясь не перегревать, чтобы не перекрывать сечения, всегда можно рассчитывать на то, что дешевый трубопровод окажется и самым лучшим и долговечным….
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Почему полипропилен нельзя сваривать с АБС
Почему полипропилен нельзя сваривать с АБС
Для сваривания двух материалов необходимо три основных требования.
Материалы должны быть химически совместимыми (т.е. полимерные цепи должны иметь возможность образовывать вторичные связи).
Некоторые пластики совместимы таким образом, однако в основном это разные типы аморфных пластмасс, которые совместимы друг с другом.АБС, аморфный пластик, совместим с ПВХ и ПММА. Полукристаллический пластик PP совместим только сам с собой.
Аморфный полимер имеет случайно упорядоченные полимерные цепи. Полукристаллический полимер имеет несколько аморфных (случайно упорядоченных) областей и несколько кристаллических (упорядоченных) областей.
Материалы должны иметь одинаковый индекс текучести расплава.
Чтобы полимерные цепи смешались, расплавленный пластик должен иметь аналогичную вязкость (или толщину).Вы можете думать об этом как о попытке смешать воду с медом. Вода довольно хорошо обтекает мед и настоящего перемешивания нет. Однако, если мед нагреть (например, в горячей воде), он станет менее вязким (более жидким), и их можно будет смешать. Точно так же вода комнатной температуры не смешивается с холодным маслом, но они хорошо смешиваются, если масло нагревается.
Индекс текучести расплава – это показатель того, какой объем расплавленного пластика при определенной температуре можно протолкнуть через отверстие определенного диаметра за определенный период времени.Для этого теста используются стандарты, обеспечивающие сопоставимые измерения. Типичное требование – индекс текучести расплава должен быть в пределах 10% для смешивания под давлением.
на Интернет-ресурс с информацией о материалах:
АБС-материалов имеют диапазон текучести расплава 0,08-80 г / 10 мин.
ПП материалов имеют диапазон текучести расплава 0,2-1200 г / 10 мин.
Как видите, это очень широкий диапазон. Даже в пределах одного и того же основного полимера некоторые сорта материалов могут быть несвариваемыми друг с другом.Вот почему важно соблюдать осторожность при работе с несколькими сортами материалов в одной сборке.
Материалы должны иметь одинаковую температуру плавления.
При большинстве методов сварки температура стыка одинакова для обоих материалов. Следовательно, оба материала должны плавиться при довольно близкой температуре. В противном случае один материал расплавится, а другой – нет, и смешение полимерных цепей не произойдет.
Один из повседневных примеров этого – горячий клей.Горячий клей часто делают из пластика с низкой температурой плавления, включая полиолефины и полиуретаны. Когда горячий клей используется для изготовления рисунка на пластмассах с более высокой температурой плавления, таких как, например, тефлон, склеенная форма может быть легко удалена с пластиковых поверхностей, поскольку не происходит плавления поверхности.
Можно сваривать материалы с разными температурами плавления (и расходами расплава), используя сварку горячей пластиной. Это достигается путем нагревания двух материалов до разной температуры перед их сжатием.Однако большинство методов сварки зависят от температуры стыка, одинаковой для обеих частей.
У аморфных полимеров, таких как ABS, нет строгой точки плавления. У них есть температура стеклования, после которой материал постепенно размягчается и становится менее вязким по мере добавления большего количества тепла. С другой стороны, полукристаллические материалы, такие как полипропилен, имеют как температуру стеклования, так и четкую точку плавления. Обычно температура стеклования полукристаллических материалов довольно низкая, а температура плавления довольно высока.
Температура стеклования – это температура разрыва вторичных связей в аморфных областях полимера. Температура плавления – это когда вторичные связи в кристаллических областях разрываются.
Аморфные полимеры для сварки необходимо нагревать значительно выше температуры стеклования, примерно на 160 ° C выше. Для сварки полукристаллические материалы необходимо нагреть до температуры примерно на 60 ° C выше, чем их температура плавления. Для сваривания двух материалов температура сварки должна быть в пределах 20 ° C.
на Интернет-ресурс с информацией о материалах:
материалов ABS имеют диапазон температур стеклования 105-109 ° C
Материалы PP имеют диапазон температур плавления 61-220 ° F
Следовательно, АБС нельзя приваривать к полипропилену, потому что:
- Маловероятно, что полимерные цепи образуют вторичные связи
- Диапазоны текучести расплава вряд ли будут совпадать
- Температура сварки вряд ли совпадет
Я использую вышеупомянутое слово «маловероятно», потому что, вероятно, есть какой-то способ заставить его работать, но не способ, который будет дешевым и последовательным – и то, и другое жизненно важно для производства.
Примечание:
Я видел приложения, «сваривающие» два несовместимых материала, главным образом, с использованием соединения «гребень и паз», где более низкая температура плавления и менее вязкий материал заставляют язычок, который затем плавится и заполняет паз на другом материале, создавая механический стык благодаря отличной заливке. В одном случае это сработало достаточно хорошо, чтобы обеспечить герметичное уплотнение.
Эта статья была первоначально опубликована на сайте вопросов и ответов Quora.com в ответ на вопрос: «Почему нельзя сваривать полипропилен с АБС?» С Мирандой Маркус, инженером по приложениям EWI, можно связаться по адресу mmarcus @ ewi./ как [YWF> r Jk Չ ‘% uH.c ᓟ, p]} 9xE2_
конечный поток
эндобдж
11 0 объект
> / XObject >>> / Аннотации [8 0 R 9 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
13 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
14 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
15 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
16 0 объект
> поток
x10Ew⏰i: @ VDI% D ڥ i # 3 ‘얖 tk
֎ BA) `v-YlWEL & = Sj \ FqyHU] CUox5 |] wa5Y۳Bȥ
) 0su & HI / KT sk0N8> H
конечный поток
эндобдж
17 0 объект
> / XObject >>> / Аннотации [13 0 R 14 0 R 15 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
19 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.RͶ} ERX9 ~ s [d-Ka ܻ ~ ° laYkh
~ P Ջ D) \> RR’A K;> = N˶8 HGoFoFo
конечный поток
эндобдж
24 0 объект
> / XObject >>> / Аннотации [19 0 R 20 0 R 21 0 R 22 0 R] / Родитель 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
26 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
27 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
28 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
29 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.NLLL˛547
конечный поток
эндобдж
32 0 объект
> / XObject >>> / Аннотации [26 0 R 27 0 R 28 0 R 29 0 R 30 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >>
эндобдж
34 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
35 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
36 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
37 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103.45 10,74] >>
эндобдж
38 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
39 0 объект
> / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >>
эндобдж
40 0 объект
> поток
x 퐻 0Ew a I $ 0x @ VDi% D ڥ S ~% k ߖ3- P09ˈ-9b! @LJ {jSp @__ Fo-c cuPw1 {7OV: SJfVZ
-tR ~
R͋ | N% 6 s {0p] {qA | fo7 ٛ M> sB конечный поток эндобдж 41 0 объект > / XObject >>> / Аннотации [34 0 R 35 0 R 36 0 R 37 0 R 38 0 R 39 0 R] / Родительский 5 0 R / MediaBox [0 0 612 792] >> эндобдж 43 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >> эндобдж 44 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 45 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 46 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 47 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 48 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3,34 103,45 10,74] >> эндобдж 49 0 объект > / Подтип / Ссылка / C [0 0 1] / Граница [0 0 0] / Прямоугольник [63 3.34 103,45 10,74] >> эндобдж 50 0 объект > поток x 퐻 0Ew a I40x̅JK | Cb): – pmBArcv-% Yc # OFjcp8O_WFE54Y ~ R + n0 & [ͬ, 49r) r + B) »0su & II-K
Дом, дизайн, ремонт, декор. Двор и сад. Сделай сам
Как паять полипропиленовые трубки своими руками с помощью диффузионного паяльника или фузиотерма. Как паять полипропиленовые трубы? Как паять трубы паяльником
Если вы решили собственными силами сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы.Для того, чтобы в единой системе, нужно изобразить, как производится сварка пластика. Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производственных сварочных работ Вам потребуется:
- рулетка; Маркер
- ;
- строительный уровень;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Все инструменты, кроме последнего, есть практически в любой мастерской.Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее не покупать его, а давать взаймы или брать напрокат.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вам предстоит использовать.
Важным элементом является подошва, оснащенная ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные плакированные насадки.Регулировка температуры осуществляется с помощью термостата, который находится на корпусе.
Трубка для технологической пайки
Приступая к работе, устройство необходимо установить в нужном положении и закрепить на нем насадку подходящего размера. С помощью термостата установите необходимую температуру: 900 · 10
- 260 ° C для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, прежде чем индикатор погаснет.
Выполняя пайку, необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Интервал до этикетки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Продолжительность охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу необходимой длины, с помощью спиртового раствора очистить от грязи и жира места стыков;
- Пубон и списать, установить в форсунку и прогреть в течение времени, указанного в таблице;
- Предварительно нагретые элементы соединить между собой, вставив трубу в дугу.Эта операция должна быть завершена в течение времени, указанного в Таблице технологической паузы;
- После выполнения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первая сварка должна быть произведена через пять минут после нагрева паяльника.
- При необходимости сварить армированные трубы следует с помощью специального инструмента Sheer, чтобы удалить алюминиевые и полипропиленовые трубы, образующие два верхних слоя. После этого производится стыковка труб по уже описанной методике.
- Сварочные работы следует проводить только при плюсовой температуре окружающей среды.
- После сварки дать соединенным трубам остыть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительные швы оказались некачественно, узел необходимо разрезать и заново произвести процесс сварки.
Работая СО, необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, необходимо помнить, что форсунки имеют тефлоновое покрытие, препятствующее образованию автомобиля. По завершении каждой операции с них нужно удалять оставшиеся остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения форсунок, так как это может привести к повреждению покрытия и нарушению работы всего устройства.
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими типами пластиковых труб. Процесс соединения одинаков для любых полипропиленовых труб, за исключением армированных, которые при установке имеют свои особенности. Простота и доступность данного вида работ позволяет проводить их самостоятельно в домашних условиях с соблюдением надлежащей технологии сварки и при наличии соответствующего инструмента.
При установке труб из полипропилена можно использовать один из трех основных типов подключения:
- диффузионная пайка;
- пиковых электрофингов;
- холодная сварка.
Рассмотрим подробнее все три типа полипропиленовых труб: их особенности, основные достоинства и недостатки.
В этой статье:
Диффузионная сварка с участием электрика
При этом способе изготовления трубных смесей используются различные хорошие фитинги и специальная электронагревательная машина (паяльник).
Комплектуется сменными парными насадками Размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и других характеристиках полипропиленовых изделий. Читать.
Пара форсунок закреплена на ТЭНе электрической машины и нагревается им до температуры 260 ° С . Соединительные детали вставляются в нагретые форсунки на несколько секунд. За счет этого происходит нагревание и частичное оплавление сопел поверхностей полипропиленовых элементов.
После этого труба и разнородный элемент быстро извлекаются из сопел и вставляются друг в друга.В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После охлаждения они образуют полностью монолитное соединение.
Достоинств этого метода:
- легкий процесс пайки;
- низкая стоимость волонтеров;
- небольшая стоимость электрика.
Недостатки:
- Недостаток использования электроприборов в труднодоступных местах.
Диффузионная сварка полипропиленовых труб самая распространенная для самостоятельного монтажа В домашних условиях.
Соединение труб с помощью электрофореза
Электропровод– это различные соединительные элементы особой конструкции, внутри которых встроены электронагреватели с отходящими контактами.
При установке труба вставляется и жестко фиксируется в гальванике. К внешним контактам гальваники с помощью проволоки сварочный аппарат подключается к источнику питания к нему в заданном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное оплавление внутренней поверхности гальваники и спайка трубок ПП с соединительным элементом.
Достоинств этого метода:
- быстрый и технологичный процесс сварки труб.
Отказ:
Пайку труб из полипропилена электролитическим способом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот метод практически не используется .
Холодная сварка труб осуществляется специальным клеем . Имеет особый состав, смягчающий внешние поверхности соединяемых элементов.
Для этого соединения предотвращают соединения, затем на них наносится клеевой слой. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются определенное время.
Ступенчатое трубное соединение при холодной сварке не уступает по прочности диффузионному термическому шипу .
Преимущества:
- Простая технология, не требующая покупки электронагревательного оборудования.
Отказ:
- Данный способ компаундирования полипропиленовых труб может применяться только для систем холодного водоснабжения.
Как паять полипропиленовые трубы
Учитывая, что электролитической сваркой и холодной сваркой в домашних условиях практически никто не пользуется, дальнейшая инструкция будет посвящена самостоятельной сварке полипропиленовых труб с помощью электрического аппарата.
Инструменты и материалы
Для работы необходимо подготовить:
- специальное электрооборудование с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (ножницы для труб) или пила;
- напильник или острый нож для удаления заусенцев на концах труб;
- мерная рулетка или линейка; Маркер
- или мел для нанесения отметок на соединяемые детали;
- монтажное приспособление для пайки труб диаметром более 40 мм.
Кроме ПП труб и соединительной арматуры, потребуются также стержни ж / б и жидкость для обезжиривания поверхностей нагревательных форсунок (ацетон, спирт и т. Д.).
Таблица параметров и времени сварки
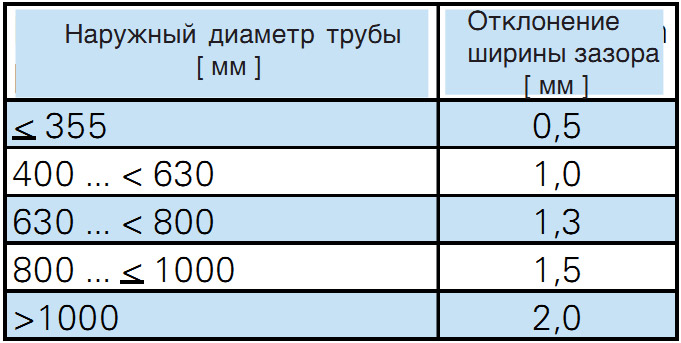
Для обеспечения наилучшего качества соединений необходимо соблюдать определенные правила. Параметры, указанные в таблице, зависят от диаметра изделий и температуры окружающей среды.
Температура пайки труб: 260 градусов.
| Наружный диаметр, мм | Посадочная глубина, мм | Время нагрева, сек. | Время блокировки, сек. | Время охлаждения, мин |
|---|---|---|---|---|
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
Продолжительность нагрева совмещенных деталей указана в таблице для температуры окружающей среды 20 ° С.При более низкой температуре время нагрева нужно немного увеличить.
Посмотрите видео: Как сварить полипропиленовую трубу
Пошаговая инструкция
Процесс диффузной сварки своими руками осуществляется в следующей последовательности:
Нож для резки труб
С помощью рулетки, маркера и специальной резки для труб или пилы отмеряется и отрезается кусок трубы нужного размера. Перед этим желательно сделать разрез пробирки, чтобы убедиться, что инструмент острый.
С конца разреза трубы снимается лицевая фаска и удаляются все заусенцы.
При диаметре трубы более 40 мм ее концы необходимо обрезать под углом 35-45 °, чтобы предотвратить образование размаха при пайке. Затем подбирается элемент соединительной арматуры нужной конфигурации.
Соединяемые детали проверяются на отсутствие внешних дефектов. При этом труба должна плотно прилегать и до конца входить в соединительный элемент без люфта и перекоса.С помощью большого ковша выбирается еще один разнообразный элемент.
Соединяемые поверхности обработаны обезжиривающей жидкостью.
На конце трубы маркером отмечена глубина входа в соединительный элемент с учетом зазора около 1 мм, что необходимо для предотвращения сужения внутреннего диаметра трубы из-за выдавливания ее торцевой край при пайке.
Также отмечено взаимное расположение деталей относительно друг друга.
Подбирается соответствующая пара износа необходимого диаметра нужного диаметра.
Их поверхности очищают обезжиривающей жидкостью с вешалкой и проверяют в них свободный вход. соединительные детали Без большого люфта.
Подготовлен к работе электрочайник. Для этого выбранные насадки закрепляются на его ТЭНе, паяльник устанавливается на подставку и подключается к электросети.
Температуру нагрева надо выставлять на термостате паяльника.
Вставить патрубки в сопло паяльника
После нагрева паяльника до нужной температуры, о чем свидетельствует его автоматическое отключение термостатом, соединенные детали из полипропилена вставляются в насадку на несколько секунд.
Если детали с трудом входят в сопло, то допускается их небольшое осевое вращение. При этом соединительный элемент сначала находится на внутреннем сопле, а затем конец трубы вставляется во внешнее сопло.
После нагрева они извлекаются в обратном порядке. Это сделано потому, что соединительный элемент имеет большую толщину стенки и требует более длительного нагрева.
Плавно вставьте детали друг в друга
После необходимого прогрева детали извлекаются из сопел паяльника и плавно вставляются друг в друга до совмещения меток, предварительно нанесенных маркером.Осевое вращение деталей относительно друг друга не допускается.
Необходимо следить за совмещением получившегося соединения.
После соединения детали необходимо выдержать в фиксированном положении несколько секунд согласно приведенной выше Таблице параметров пайки.
Можно использовать трубопровод по истечении 50-60 минут после пайки.
При обнаружении дефектов соединения эту трубу отрезают и проводят новую пайку.
Пайка армированных труб
SWRYER ДЛЯ СПОРТИВНОЙ ЛЕНТОЧНОЙ ТРУБЫ
ТрубыPP, армированные внутренним алюминиевым слоем или стекловолокном, отличаются улучшенными техническими характеристиками. Рабочее давление и температура, поэтому чаще всего используются для систем отопления и ГВС.
При сварке армированного алюминиевого хода трубы перед тем, как вставить ее в нагревательный патрубок электрического щита, необходимо удалить внешний полипропиленовый слой с торца трубы и алюминиевой оболочки на необходимую длину соединения.
Это делается с помощью специального резака для труб или острого ножа.
Для пайки труб, армированных стекловолокном, такая операция не требуется.
Видео: как паять армированные полипропиленовые трубы
При выборе системы отопления необходимо учитывать как эффективность обогрева помещения, так и текущие и плановые затраты на установку и дальнейшее обслуживание системы оборудования.Сравнение для частного дома.
О способах регулирования температуры радиаторов отопления.
Пластиковые трубы за счет доступной стоимости и простоты подключения заняли ведущее место при устройстве водопроводных и тепловых сетей. Не смотря на то, что такие конструкции менее долговечны и не так долговечны, как многие металлические, многие отдают им предпочтение, когда планируют переоборудовать инженерные коммуникации в свой дом. В первую очередь всех привлекает скорость монтажных работ, так как пайка полипропиленовых труб дает прекрасную возможность в короткие сроки сделать довольно прочное и прочное соединение.
Классификация полипропиленовых труб
Достаточно прочный пластик, из которого изготавливают трубы, не страшные коррозии. Они устойчивы перед отложением солей и накоплением известковых пластин. Полипропиленовые конструкции используются для длительного использования. Срок службы не менее 50 лет. На самом деле это вполне реальный термин при условии, что такие трубы будут использоваться непосредственно в местах с учетом условий их применения. Все предметы рассчитаны на длительное воздействие.высокое давление При низких температурах. Все трубы этого вида выпускаются четырех цветов. Но их цвет никак не влияет на сферу их применения и качество работы. Полипропиленовые трубы в первую очередь предназначены для систем водоснабжения, отопления. В некоторых случаях возможно их совмещение с металлическими конструкциями. Возможно использование в любых типах трубопроводов – открытых, закрытых и пристенных.
Преимущества полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов по сравнению с другими видами материалов.Они не подвержены коррозии и появлению грибка. Имеют высокий срок службы. По этим причинам пластмассовые изделия имеют широкую сферу применения как в промышленных, бытовых, так и в ремонтных работах.
Для монтажа полипропиленовых труб требуется специальный паяльный аппарат. Любое соединение пластиковой трубы с элементами водопровода осуществляется с помощью специальных соединительных деталей. Рассмотрим подробнее, как исповедовать трубы из пластика.
Термостойкость полипропиленовых труб
Чтобы усвоить инструкцию и правила работы с любым материалом, необходимо знать все его характеристики и свойства.Первое, на что стоит обратить внимание на пластиковые трубы – это на их термостойкость. Все свои способности любое изделие из пластика теряет при температуре от 140 градусов и выше. Поэтому производитель всегда указывает максимальный температурный режим. Для невооруженных труб этот показатель составляет 95 градусов.
Тип закупаемых труб – это, в первую очередь, обратить внимание на системы отопления и на систему горячего водоснабжения. Высокая термостойкость имеют армированные трубы, в которых сочетаются качества металлических и пластиковых конструкций.
Еще один важный момент, на который следует обратить внимание, – это максимально допустимое давление в трубе. Все цифры всегда указаны производителем.
Процесс термического удлинения полипропиленовых труб
Термическое удлинение – это показатель изменения линейного размера во время нагрева. Длинная и прямая труба трубы при сильном нагреве начнет покрываться волнами и давать. Не рекомендуется на одном участке трубы поддерживать систему отопления или подачи горячей воды от нахлеста до нахлеста.В противном случае может образоваться напряжение, которое в дальнейшем приведет к деформации труб и большим проблемам.
Инструкция: как паять трубы отопления во избежание неприятностей
1. В первую очередь необходимо использовать трубы с армирующим покрытием. Коэффициент давления у этого материала в пять раз ниже, чем у армированных труб. Также значение допустимого давления выше.
2. Используйте компенсаторы таким образом, чтобы изгиб трубы имел форму буквы «P». Так как в этом случае ножки изгиба начнут смыкаться эластичным пластиком, то при растяжении останутся прямыми.
Специалисты советуют применять оба метода монтажа системы отопления.
Трубы армированные полипропиленом
Армированные трубы – это изделия с жестким стекловолоконным или алюминиевым каркасом. Армирующий слой алюминия располагается либо вверху, либо между пластиковыми слоями. Слои скрепляются специальным клеем. При этом размер алюминиевого слоя варьируется от 0,1 до 0,5 мм. В противном случае выполняется армирование стекловолокном. В этом случае слой располагается прямо по центру, а сама труба имеет вид монолита, где слои плотно приварены друг к другу.
Армирующий слой влияет не только на характеристики трубы, но и на ход ее шипа. Монтажные работы на армированной трубе Практически ничем не отличаются от монтажа невооруженных конструкций. Но все же есть небольшое отличие – трубу с внешним армирующим слоем из алюминия необходимо защитить специальным средством – шалью. Внутренняя часть изделия защищена переноской.
Армированные трубы без покрытия намного дороже, поэтому использовать их для монтажа холодного водоснабжения нецелесообразно.Для проволоки с холодной водой полностью подходят стандартные полипропиленовые трубки.
Виды труб и фасонных частей
Полипропиленовые трубы принято делить на 4 основные категории:
1. Деталь с тонкими стенками PN10 применяется для теплого пола и системы холодного водоснабжения. В этом случае показатель давления имеет значение 1 МПа, допустимая температура колеблется от -45 до 20 градусов.
2. Изделие PN16 предназначено для монтажных работ в системах отопления с низким показателем давления и системе холодного водоснабжения.В этом случае индикатор давления имеет значение 2 МПа, максимально допустимый уровень температуры 80 градусов.
3. Изделие Универсальное PN20 применяется для монтажа холодного и горячего водоснабжения. Показатель давления имеет значение 2 МПа, предельно допустимая температура 80 градусов.
4. Изделие для монтажа холодного и горячего водоснабжения PN25, снабжено внутренним армированием Алюминий, показатель давления 2,5 МПа, предельно допустимая температура 95 градусов.
Для соединения полипропиленовых труб с другими изделиями из стали принято использовать фитинги с латунными или хромированными вставками. Существует несколько основных разновидностей фурнитуры:
1. Для изделий одного размера, но разного диаметра используйте запеченные муфты.
2. Для изделий разного и одинакового диаметра используется угол 45 и 0 градусов.
3. Для изделий одинакового диаметра используются тройник и тройной уголок.
4. Мощность.
5.Пайка из полипропилена.
6.Crestovina
7. Муфты комбинированные С. разных видов Резьбы.
Необходимый набор инструментов
Для шипов пластиковых труб принято использовать специальное паяльное оборудование. Купить такую машину можно в любом строительном магазине. Самостоятельные простые модели имеют мощность до 800 Вт. Такой мощности достаточно для организации необходимых коммуникаций в частном доме или своей квартире. Что касается профессиональных паяльных принадлежностей, то в них есть регуляторы температуры.Мощность устройства на качество пайки не имеет никакого влияния, она предназначена только для определения скорости нагрева материала до нужной температуры.
В комплекте паяльник стандартный, для труб из полипропилена идет в комплекте, насадки диаметром 20, 25 и 32 мм. Такие размеры подходят для муфт, различных соединений и стандартных труб. Все форсунки являются неотъемлемой частью нагревательного элемента. Форсунки имеют втулку, входящую во внешнюю часть трубы, и дорн, предназначенную для внутренних поверхностей соединяемых материалов.Идеально, если форсунки будут иметь тефлоновое покрытие. Такое покрытие служит отличной защитой от воздействия на них расплавленного пластика негатива. А также значительно облегчает процесс удаления расплава трубы и улучшает качество сварки.
Паяльник – необходимый инструмент, который предназначен для прокладки полипропиленовых труб, но кроме паяльника потребуется еще один набор инструментов:
1. Для измерения необходимого размера трубы требуется рулетка.
2. Для разметки стен и труб понадобится карандаш.
3. Пуновка по металлу при отсутствии ножа для пластиковой трубы.
4. Острый нож.
5. Для армирования внутри труб – носитель.
6. Для армирования внешней части труб – Шеймер.
Большое внимание уделяется монтажным работам по резке труб. Наиболее. Лучшим инструментом в данном случае считаются специализированные ножницы из прочной стали. С их помощью можно отрезать трубы ровно под углом 90 градусов.Это поможет значительно сэкономить время и сделает процесс резки легким и простым. В последнее время производители в комплект для пайки стали включать такие ножницы, поэтому при покупке оборудования нужно обращать внимание на его содержимое.
Правила эксплуатации паяльника
2. На установленный паяльник собрать отдельные части трубопровода. Для удобства желательно привлечь к работе помощника.
3. Работа начинается только после прогрева паяльника до нужной температуры.Для того, чтобы он нагрелся до 260 градусов, достаточно 10-15 минут.
4. Время пайки припоя от сети не отключено.
5. Соединяемые детали необходимо одновременно нагреть.
6. Удалите остатки пластика брезентовым стержнем.
Перед началом работы включаем паяльный аппарат. Стандартные механизмы имеют два основных индикатора – включение прибора и термостат. Во время нагрева прибора показатели не обгоняются.Через 10-15 минут индикатор термостатора погаснет. Это говорит о том, что паяльник прогрелся до нужной температуры и готов к работе. Учитывая, что во время работы паяльник потребляет много электроэнергии, в этом случае лучше дождаться повторного включения паяльника, после чего можно приступать к работе. Берется труба и измеряется нужная длина. Длину нужно брать с запасом, так как необходимо учитывать глубину патрубка и штуцера.Труба указанного размера отрезается ножницами или вручную по металлу. После этого нужно выбрать фитинг. Его внутренний диаметр в непрогретом состоянии должен быть больше диаметра трубы. Штуцер I. Внешний вид Трубы очищаются от пыли и обезвреживаются мыльным раствором, после чего тщательно просушиваются. Все детали устанавливаются на необходимые насадки паяльника. Труба вставляется внутрь рукава, а фитинг одевается на дорн. Все значения диаметра определены согласно таблице ниже:
Диаметр трубы, мм | Ширина ленты, мм | Время нагрева, сек | Время подключения, сек | Время остывания шипов, не менее |
Затем все необходимые детали снимаются с паяльника и соединяются между собой без поворотов по его оси.Это нужно делать с небольшим давлением. Труба вставляется в фитинг на всю глубину. После окончательного застывания пластика все составы становятся надежными и прочными.
В том случае, если по краям вывода был сплошной приток по окружности, это означает, что соединение выполнено, правильно. Во время выдержки во время охлаждения запрещается вращать трубы. Если соединение имеет угол или оно оказалось смещенным, то его необходимо подрезать и выполнить все работы.
Отличительные моменты колючих армированных труб:
1. Гарнитура снимается снаружи и с помощью прозрачной арматуры защищается.
2. Если труба будет армирована сверху алюминием, ее просто устанавливают в зачистку и делают несколько оборотов.
3. Если армирование было внутренним, армирующий слой сильно прижимается к носителю и переворачивается.
Чтобы точно определить, насколько профессионально паять трубы из полипропилена, необходимо обозначить, что в этой работе самое главное – действовать уверенно и быстро, а также следить за правильным соотношением деталей.Если пайка труб выполняется впервые, лучше предварительно сделать несколько пробных соединений. Это позволит контролировать качество выполненных работ. Для этого контрольного образца вам нужно разрезать. Во время работы большое внимание следует уделять уголкам, кранам и тройникам. Ручки крана должны быть перемещены в любое положение без препятствий и ни в коем случае не упираться в трубу. Кроме того, следует соблюдать охранное оборудование, так как работа ведется при большой температуре. Удаление частичек с трубы просто необходимо.В противном случае размягченный пластик окажется тонущим, и состав в результате станет менее прочным. Трубку в фитинг нужно вставить до упора. Затем к нему в конце приваривается труба по всей длине. Этот момент очень важен, прежде всего, для изделий с внутренним армирующим слоем.
Форсунки тефлона запрещается очищать от остатков пластика металлическими предметами. Остается удалить грубой тряпкой.
Таким образом, мы рассмотрели весь процесс пайки полипропиленовых труб и все важные моменты в этом процессе.Прочитав эту статью, вы сможете самостоятельно попробовать себя в этом деле.
В сети можно найти множество обучающих видео, монтируемых на полипропилене.
Как паять полипропиленовые трубы – видео в целом покажет, но ряд тонкостей и нюансов лучше описать словами. Что мы сейчас пойдем.
Несколько общих слов
Если вы ищете инструкцию, как правильно паять полипропиленовые трубы – вы, наверное, уже определились с материалом, и нет смысла заострять внимание на его огромных достоинствах.
Однако необходимо немного общей информации, чтобы поведение труб в каждый конкретный момент стало для вас неожиданностью.
Термостойкость
Полипропилен начинает терять твердость и форму, начиная с температуры 140 градусов по шкале Цельсия.
Однако производители обычно указывают свои трубы и фитинги как максимальную рабочую температуру гораздо более скромную цифру 95 C.
Мы не будем уделять много внимания причинам такой осторожности – они уже обсуждались во многих статьях; Скажем только, что использование полипропилена в подводящих трубопроводах теплоэнергетики действительно не стоит.
Если вы живете в регионах Крайнего Севера и зимой от крана горячей воды часто выламываются пары – неплохо будет отказаться в пользу оцинковки или меди.
Тепловое удлинение
Полипропилен при нагревании сильно меняет свои линейные размеры. По длинной прямой труба, обогрева, идет волнами или спасает. Если по толщине утеплитель из полипропилена монтируется от нахлеста до нахлеста и ограничивается толстой арматурой – возникающие напряжения могут привести к серьезным неприятностям.
Человек, не умеющий правильно паять полипропиленовые трубы, окажется в тупике.
Professional использует одно из двух решений:
- Возможно применение армированных вместо простых полипропиленовых труб . Армированный полипропилен имеет в пять раз меньший коэффициент теплового удлинения. При этом армированные трубы способны выдерживать несколько большее давление.
- Возможно использование компенсаторов – П-образных отводов прямого участка трубы .Эластичный полипропилен, расширяясь, остается прямым за счет того, что ножки импровизированной буквы «П» слегка приближаются к .
Совет: в случае систем отопления будет хорошей идеей комбинировать оба метода. Армированная труба не имеет теплового расширения, его просто меньше.
Арматура
На то, как паять трубы полипропиленом, влияет наличие или отсутствие пресловутого армирующего слоя в трубе.
- Трубка армированная стекловолокном , по монтажу не отличается от невооруженной трубы;
- Труба с алюминиевым армирующим слоем Перед пайкой требуется обязательная зачистка.Для этого используйте специальный инструмент – Шайвер. №
Для труб с армирующим слоем он не снаружи, а между слоями полипропилена используется специальный – носитель, в котором узкий нож находится соответственно с торцевой стороны.
Армированные трубы предпочтительнее, если вы собираетесь монтировать систему горячего водоснабжения или отопления. В случае холодной воды армирование влияет только на один фактор – стоимость водоснабжения.
Для горячего водоснабжения и отопления – несомненный плюс
Инструмент
Чем паять полипропиленовые трубы? Для этого воспользуйтесь специальным паяльником.Его правильное название удивит самого капитана. Свидетельство: «Паяльник для полипропиленовых труб». Этот инструмент продается в любом строительном магазине; Младшие модели с минимальной комплектацией стоят от 400-500 руб.
У простейших солдатиков мощность ТЭНа около 800 Вт. Для пайки домашнего водопровода такой мощности хватает с избытком.
В целом мощность паяльника влияет на скорость его нагрева до нужной нам температуры; На сам процесс пайки это не влияет.
Типовой недорогой паяльникимеет связку для труб диаметром 20, 25 и 32 миллиметра. Этого достаточно при установке любого межкомнатного трубопровода в своей квартире.
Большую часть бюджета ремонта лучше вложить в качественную арматуру и полипропиленовые трубы – чем на пайку, не так уж и важно. Написанное на паяльнике слово никак не влияет на качество связи.
Даже если вы не знаете, как паять трубы из полипропилена, вы все равно найдете большую часть остального необходимого инструмента Дома.
Помимо паяльного телефона вам понадобится как минимум:
- Рулетка . То есть без него нужные разделы не очень удобно;
- Карандаш . Сделайте нужную длину на трубе, тоже что-нибудь понадобится;
- Канавка по металлу . При отсутствии специальных ножниц ей легко отрезать нужный участок трубы. Подойдет, впрочем, и турбина с любым режущим камнем;
- Острый нож .У него желательно снять фаску с трубы при установке.
Кроме того, будет очень удобное дополнение к трубопроводу ножницы для полипропилена. Они позволяют одним движением отрезать трубу идеально и строго под углом 90 градусов к ее оси. Это сэкономит вам много времени; Однако если таких ножниц нет – не рвать 🙂
Совет: Делая визит в магазин за паяльником – смотрите комплектацию.Многие производители ставят в комплект в качестве бонуса. Там иногда можно найти рулетку с карандашом.
Наконец, если вы приобрели полипропиленовые трубки, армированные алюминием – как их припаять без снятия изоляции? Простая бритва вас не испортит, дорогостоящий разовый ремонт того не стоит. Большая его дороговизна обусловлена износостойкостью и большим ресурсом. В нашем случае эти качества просто останутся невостребованными.
Причастная пайка
Так как же крепить полипропиленовые трубы?
- Запомните и отрежьте нужный пропил .Не забудьте добавить те 14-25 миллиметров, которые останутся зажатыми в штуцере;
- Установите нужную насадку в паяльник и включите нагрев . Это займет несколько минут; Именно продолжительность этой фазы зависит от мощности паяльника;
Совет: часто спрашивают, при какой температуре паять полипропиленовые трубы.
Самые примитивные паяльные жала предназначены только для полипропилена и просто не позволяют регулировать температуру; на универсал, который можно паять и более легкий полиэтилен, нужно вручную выставить 260 – 280 С.
- Снимите поверхность с внешней стороны трубы . Очистите прозрачный армирующий алюминий.
Трубу с наружным слоем алюминия нужно просто вставить в зачистку и сделать пару оборотов; В случае внутреннего армирующего слоя придется с некоторым усилием прижать съемник -эцер к концу трубы и повернуть. - Вставьте трубу в патрубок широкой рукой, на узкую наденьте штуцер .В случае толстостенного фитинга его нагрев займет несколько больше времени; Вы можете дать ему небольшую фору.
Как только поверхности расплавились – вставляем трубу в штуцер и держим еще десяток секунд. Подключение готово.
Сам процесс как паять полипропиленовые трубки – видео которые полно в сети покажут подробно.
Однако есть несколько полезных советов, которые могут помочь новичкам.
- Закрепите трубами для снятия .Если он не снимается изнутри штуцера – снимаем туда. В противном случае вы рискуете восстановить размягченный пластик, вставив трубу в штуцер.
Соединение может протекать и в любом случае станет намного менее прочным. - Вставляя трубу в фитинг – ни в коем случае не поворачивайте на . Поверхности будут собирать волны с таким же плачевным результатом для прочности соединения.
- А штуцер и вставляем трубу в патрубок до упора .Переднюю часть также следует приварить к фитингу. Это особенно важно для труб с внутренним армированием из алюминия.
- Не пытайтесь очистить сопло с тефлоновым покрытием от остатков пластика чем-то металлическим . Лучше протереть грубой тканью с паяльником. Не беспокойся!
Заключение
Вот и все полипропиленовые трубки – как паять, чем паять и при какой температуре. Удачи в ремонте!
29 июля 2016 г.Специализация: отделка фасадов, внутренняя отделка, строительство коттеджей, гаражей.Опыт и опыт садовника и садовника. Также есть опыт ремонта автомобилей и мотоциклов. Хобби: игра не гитара и многое другое, на что не хватает времени 🙂
На первый взгляд, в сварке полипропиленовых трубок нет ничего сложного – детали нужно нагреть, чтобы расплавить пластик, а затем соединять. Однако на самом деле эта операция содержит ряд нюансов, от которых зависит качество результата. Поэтому я расскажу, как правильно сделать полипропиленовые трубы, а также рассмотрим наиболее частые ошибки, с которых заводит мастер.
Технология сварки труб
Инструменты
Многие владельцы домов и квартир, которым грозит замена трубопровода, интересуются, а как паять полипропиленовые трубы. Ведь именно такой вид «пластика» в последнее время стал самым распространенным.
Перед тем, как приступить к этой работе, необходимо подготовить следующие инструменты:
Процедура
Итак, инструкция по нересту трубок выглядит так:
- В первую очередь нужно вставить насадку в паяльник, а затем включить .Устройство должно прогреться до рабочей температуры, затем отключиться и снова включиться. Наблюдать за работой устройства позволяют световые индикаторы;
- Пока паяльник нагревается, можно подготовить трубу . Для этого необходимо вставить его конец в специальное приспособление и последним повернуть. Если трубка однослойная, эта операция не нужна;
- Следующий этап является наиболее ответственным – штуцер и подсоединяемый к нему патрубок необходимо вставить в патрубок .Самое главное – правильно расположить трубы, чтобы не было перекосов и выдержать строго определенный срок. Последнее зависит от труб и самого аппарата.
Поэтому к каждому прибору в комплекте есть таблица, в которой указано время нагрева для труб разного диаметра. Как правило, для труб диаметром 25 мм время составляет 9-10 секунд. Трубы диаметром 32 мм нагреваются за 10-12 секунд.
Если перед пайкой труб из полипропилена пожать их больше, чем нужно, то они деформируются или во внутренних стенках появятся внутри, что снизит проходимость трубопровода;
- На этот раз указанные в таблице детали необходимо вытащить из патрубков и соединить между собой.. При этом важно не сдвигать друг друга относительно друг друга и дождаться, пока пластик застынет.
Если устройство имеет ручку для регулировки температуры, ее следует установить на 260 градусов.
На этом закончен процесс соединения деталей. По такой схеме подключаются все части трубопровода. Конечно, прежде чем приступить к его изготовлению, необходимо потренироваться в обрезке и слегка «набить руку».«
Общие ошибки новичков
Рассмотрим подробнее эти ошибки и способы их избежать.
Деформация соединения
Профессиональный монтажник перед тем, как спасти полипропиленовые трубы, должен их защитить. Кроме того, необходимо обратить внимание на чистоту пола, так как соединяемые детали обычно кладут на пол.
В большинстве случаев при демонтаже плохо приваренной арматуры даже можно увидеть грязевую полосу. Также губительной для соединения является влага.Даже несколько капель воды в процессе нагрева испаряются, в результате чего теряется прочность и деформируется.
На фото – следствие неправильной пайки
Чтобы удалить влагу из трубы, нужно засыпать в ней солью. По окончании работ трубопровод, конечно же, следует промыть.
Самое неприятное в таких ошибках то, что соединение может некоторое время сберегать силы и даже под прикрытием. Однако через какое-то время в этом месте точно придется перетекать.Иногда такие недостатки проявляются даже через год.
Поэтому, приступая к работе, в первую очередь нужно соблюдать чистоту. И даже форсунки должны быть чистыми. С их поверхности необходимо удалить остатки полипропилена и прочий хлам.
Неправильная установка
Основная сложность сварки состоит в быстром извлечении деталей из сопел и их соединении между собой. Эту операцию нужно выполнить за несколько секунд, и в целом – чем быстрее, тем лучше.
Если вы превысите лимит времени, сила соединения снизится. Чтобы избежать этой ошибки, необходимо, как уже было сказано выше, просто «набить руку».
Также начинающие мастера сразу после соединения деталей часто пытаются снять парусный спорт. Сделать это можно только после охлаждения соединения. Хотя, конечно, лучше не допускать образования поплавка, т.е.не переедать детали в насадках.
Неправильно подобранные материалы
Прежде всего, следует сказать, что цена на трубы не должна быть основополагающим фактором при их выборе.При приобретении некачественных материалов даже самый опытный мастер не сможет гарантировать вам прочность и долговечность составов.
Еще одна частая ошибка – подключение деталей разных производителей. Дело в том, что химический состав полипропилена может несколько отличаться. Соответственно при нагревании они могут вести себя по-разному.
Нарушение правил Montaja
Часто причиной плохой сварки является банальное нарушение правил монтажа или неточность Матеры.К этим ошибкам относятся:
- труба введена в фитинг не до конца – это приводит к тому, что остается место с более широким диаметром, и менее тонкой стенкой, чем запланировано;
- слишком сильное давление трубы в фитинге, приводящее к деформации;
- посадка штуцера домкрата – как правило, мастера прибегают к этому способу, если штуцер испорчен, а другого под рукой не оказалось.
Таким образом, залог качества пайки – точность и строгое соблюдение технологии.Только в этом случае трубопровод сможет прослужить долгие годы.
Вот собственно и все нюансы пайки полипропиленовых труб, с которыми я хотел вас познакомить.
Как исправить прокол в полипропиленовом бензобаке
, автор: C.L. Rease
Просто залейте. изображение Саскии Массинк с Fotolia.comЛегкость и доступность полипропилена сделали его основным материалом для изготовления бензобаков для автомобилей последних моделей.У полипропилена есть один недостаток; его легче проколоть, чем сталь или алюминий. На рынке продаются эпоксидные смолы на пластиковой основе для ремонта пластиковых резервуаров, но многие из них не пригодны для постоянного ремонта полипропиленового бензобака. Это связано не только с составом бензобака, но и с топливом, содержащимся в бензобаке. Один из методов ремонта – это постоянный ремонт, который не сломается под воздействием бензина.
Шаг 1
Снимите проколотый бензобак из полипропилена с автомобиля.
Шаг 2
Слейте топливо, оставшееся в полипропиленовом бензобаке, в газовый баллон. Добавьте ацетон в пробитую емкость, чтобы удалить остатки газа из поврежденной емкости.
Шаг 3
Подключите пластиковый сварочный аппарат и установите температуру нагрева на 575 градусов по Фаренгейту, повернув ручку настройки нагрева. Температура сварки полипропилена составляет 572 градуса по Фаренгейту, но настройки на большинстве аппаратов для сварки пластмасс допускают регулировку с шагом в 5 градусов. Лучше, чтобы температура сварки была немного выше, чем немного ниже, поскольку более низкая температура может сделать сварное соединение неэффективным.
Шаг 4
Дайте аппарату для сварки пластмасс нагреться до температуры сварки и протрите проколотую область шлифовальной машиной со скосом.
Step 5
Протрите скошенную область чистой биркой, чтобы удалить стружку, образовавшуюся при создании скоса на проколе полипропиленового бензобака.
Step 6
Удерживая наконечник сварочного аппарата для пластика вплотную к поверхности вокруг прокола, вставьте стержень из полипропилена в направляющую наконечника для сварочного аппарата для пластика.
Шаг 7
Приложите усилие, направленное вниз, к стержню из полипропиленового наполнителя, медленно протягивая пластиковую сварочную машину вокруг прокола бензобака. Обходя прокол, слегка продвигайтесь внутрь, чтобы вокруг прокола образовался виток расплавленного полипропиленового стержня.
Шаг 8
Закрепите конец полипропиленового наполнителя после того, как вы закроете прокол с помощью кусачков, и прижмите отрезанный конец полипропиленового стержня к отремонтированной области полипропиленового бензобака.
Дайте сварной ремонтной зоне остыть перед установкой полипропиленового бензобака обратно в автомобиль.
Ссылки
Вещи, которые вам понадобятся
- Газовый баллон
- Ацетон
- Аппарат для сварки пластмасс
- Шлифовальный станок со скошенным наконечником
- Чистая ветошь
- Полипропиленовый присадочный стержень
- Бокорезы
Предупреждения
- Всегда надевайте защитные очки при использовании шлифовального станка для проточки поверхности полипропиленового бензобака.
Еще статьи
Часто задаваемые вопросы | Bondic®
Можно ли брать с собой Bondic ® детям?Нет риска неконтролируемого и опасного прилипания кожи. Тем не менее, мы рекомендуем разрешать пользоваться Bondic ® только детям старше 12-13 лет.
Может ли Bondic ® затвердеть в местах с недостаточным освещением?
Нет, Bondic ® может затвердеть только под воздействием света определенной длины волны. При соединении двух частей вместе, куда не может попасть светодиодный свет, одна из двух склеиваемых частей должна быть полупрозрачной, чтобы свет мог пройти сквозь формулу Bondic ® .
Можно ли герметизировать контейнеры Bondic ® (трещины, трещины)?
Да, Bondic ® подходит для герметизации всех видов материалов. Вы должны работать слоями и следить за тем, чтобы первый слой вошел внутрь трещины или отверстия, чтобы получить идеальную облицовку. Больше слоев обезопасит участок и приведет к устойчивому ремонту.
Могу ли я изменить конструкции Bondic ® , добавив к ним позже дополнительный материал (Bondic ® )?
Да, нанесение свежего слоя Bondic ® на уже затвердевший слой Bondic ® не представляет проблемы.Продолжайте и используйте столько, сколько хотите и когда захотите.
Можно ли обрабатывать Bondic ® после его затвердевания (фрезерование, полировка, лакирование)?
Да, Bondic ® можно обрабатывать впоследствии всеми традиционными методами. Вы можете придать поверхности Bondic ® любую желаемую структуру и нанести грунтовочный слой с последующим идеальным лакированием или покраской.
Каков температурный диапазон Bondic ® ?
Bondic ® работает в диапазоне температур от -40 ° C до 150 ° C.Все, что выходит за пределы этого диапазона, вызовет нежелательную реакцию материала Bondic ® .
Могу ли я соединить детали с Bondic ® с очень маленькими контактными поверхностями?
Да, Bondic ® отлично подходит для соединений с очень малыми контактными поверхностями практически из всех материалов. Возможна даже фиксация «точка-точка» без приложения малейшего давления (см. Видео Bondic ® ). Нанесите достаточно слоев, чтобы обеспечить достаточную устойчивость в зависимости от ваших ожиданий и конструкции.Чтобы улучшить стабильность и усилие отрыва, вы можете сделать небольшие отверстия, царапины или порезы на обоих концах деталей. Bondic ® входит в состав и после отверждения действует как сверхпрочный липкий липучка. Все на 100% под вашим контролем!
Можно ли покрыть (покрыть) предметы, на которые нанесено покрытие Bondic ® , для повышения устойчивости?
Да, возможность наслоения материала делает возможным перекрытие и обшивку. Это радикально увеличивает прочность и устойчивость; в некоторых случаях он даже позволяет это сделать.
Можно ли покрасить Bondic ® перед отверждением?
Да, жидкость BONDIC ® может быть окрашена микрочастицами акрилового цвета (цветной порошок). Используйте зубочистку, нанесите цветной порошок только на кончик и смешайте его с каплей Bondic ® . Вы можете контролировать интенсивность по дозе порошка. Обратите внимание, что нанесение краски приводит к увеличению времени отверждения в зависимости от цвета. Кроме того, рекомендуется уменьшить толщину каждого слоя.
Как удалить Bondic ® с гладких поверхностей?
Мы рекомендуем использовать скребки.Короткий и резкий толчок сбоку Bondic ® позволяет аккуратно сдвинуть его с основания. Любые остатки можно легко удалить обычными чистящими средствами.
Могу ли я использовать Bondic ® в качестве изоляционного материала?
Да, Bondic ® – идеальный изоляционный материал только для цепей низкого напряжения. Обратите внимание, что Bondic ® не заменяет припой! Работы на токе высокого напряжения должны выполняться только специалистами!
Можно ли использовать Bondic ® на влажных поверхностях или под водой?
Да, если поверхность только мокрая и не жирная, можно добиться полного схватывания и адгезии в зависимости от структуры поверхности.Например. вы можете прикрепить предметы на внутренней стороне банки с водой или даже аквариума.
Могу ли я исправить ногти Bondic ® ?
Да, вы можете исправить ногти, нанося слой Bondic ® на поврежденный ноготь. Работайте с некоторым излишком и напильником придайте ему желаемую форму. Возможна также полировка и лакировка. Обратите внимание, что Bondic ® нагревается в процессе отверждения. Совет: укрепите Bondic ® на ногтях, мигая светодиодом (вкл-выкл-вкл-выкл…), чтобы расширить набор.
Что происходит с Bondic ® , оставленным вне помещения?
Bondic ® после отверждения устойчив к солнечному свету. В зависимости от условий окружающей среды Bondic ® может менять цвет на слегка желтый.
Могу ли я использовать Bondic ® для соединения объектов, находящихся в движении относительно друг друга после ремонта?
Да, конечно, можно до определенного предела. Bondic ® сохраняет определенную гибкость после схватывания. В зависимости от вашей конструкции в первую очередь необходимо пройти тест.
В чем разница между Bondic ® и УФ-клеем?
Клей – это, по сути, клей, который позволяет двум сломанным частям, которые идеально подходят друг к другу, слипаться и стать одним целым. Однако клей не заменяет недостающие детали и не обеспечивает трехмерных свойств. Клей также затвердевает под воздействием воздуха или, в данном случае, ультрафиолетового излучения, и, как правило, для работы требуется давление между двумя частями. Bondic ® обладает адгезионными свойствами, но по сути это пластик в жидком формате, для его работы не нужны идеально подогнанные детали, и вы можете фактически изготовить недостающую деталь из воздуха, так сказать, так что это действительно другой категория.
Что химически происходит с жидкостью в Bondic ® под воздействием УФ-излучения?
Bondic ® – это в основном жидкие молекулы или «препластик» в жидком формате, которые при воздействии нашего ультрафиолетового света могут соединяться и превращаться в твердый пластик, который вы знаете и от которого зависите в повседневной жизни. Они притягиваются друг к другу, но разделяются жидкостью, но ультрафиолетовый свет внезапно разрушает ту часть жидкости, которая разделяла их, и молекулы делают то, что они хотят делать естественным образом, а именно выравниваются и организуются.Когда это произойдет, его пластик. Обычно это происходит с помощью тепла и литья под давлением! Вот и все со светом. Их организованное движение фактически создает в Bondic ® секунду тепла. Иногда можно увидеть струйку пара или дыма, если сделать из нее большую каплю. Это тепло, заставляющее жидкость испаряться!
Чем Bondic ® отличается от других клеев или клеев, отверждаемых УФ-излучением?
Клей – это, по сути, клей, который позволяет двум сломанным частям, которые идеально подходят друг к другу, слипаться и стать одним целым.Однако клей не заменяет недостающие детали и не обеспечивает трехмерных свойств. Клей также затвердевает под воздействием воздуха или, как вы упомянули, ультрафиолетового излучения, и, как правило, для работы требуется давление между двумя частями. Bondic ® обладает адгезионными свойствами, но по сути это пластик в жидком формате, для его работы не нужны идеально подогнанные детали, и вы можете фактически изготовить недостающую деталь из воздуха, так сказать, так что это действительно другой категория.
Каков срок хранения Bondic ® в закрытой упаковке?
Срок годности неоткрытой упаковки определенно составляет год (при комнатной температуре), но у нас это время намного дольше.Черная трубка и металлический ящик используются для защиты от ультрафиолета. Но это не похоже на обычные клеи, которые затвердевают на воздухе.
Каков срок хранения сварочного аппарата / вещества в открытом блоке?
То же, что и выше! После того, как вы наденете крышку, она будет в основном запечатана, как только она будет вставлена обратно в Bondic ® , она снова будет защищена.
Есть ли список веществ, с которыми Bondic ® связывается и не связывается?
Помните, что Bondic ® не является связующим в том смысле, который мы все знаем и ожидаем от клеев.По сути, это портативный пластиковый 3D-принтер, работающий бесплатно. Другая концепция. Вы можете использовать его для соединения вещей с гладкими поверхностями, но это новая категория, новый инструмент и новая концепция!
Насколько полезна одна пробирка Bondic ® ?
Это зависит от того, какую версию вы приобрели, но если у вас версия 4g, вы можете ожидать около 20 капель на мл, то есть 80 капель материала. Так что в основном это зависит от характера ремонта! Это могут быть десятки отремонтированных кабелей, виджетов и гаджетов для iPhone, или это может быть какая-то палочка-выручалочка на тысячу долларов с одной или двумя трубками.Все это зависит.
Можно ли мыть Bondic ® в посудомоечной машине?
Да, после того, как материал Bondic ® затвердел на 100%, он становится полностью водонепроницаемым и безопасным для мытья в посудомоечной машине. Просто убедитесь, что соединение достаточно прочное, чтобы выдержать давление в посудомоечной машине.
Можно ли стереть Bondic ® с поверхностей, пока он еще находится в жидком виде?
Да Bondic ® можно протирать с поверхностей, которые не впитывают влагу. Мы рекомендуем использовать органические растворители, чтобы облегчить процесс.
Срок службы батареи такой же, как у устройства открывания ворот гаража или любого фонарика с батарейным питанием. Вы можете рассчитывать примерно на 8 часов полного использования светодиодной лампы, а вы используете ее только 4 секунды за раз! Вы можете заменить батарею, но автоматическое производство этих предметов не делает это удобным.
Безопасен ли Bondic ® для пайки электронных плат? Или Bondic ® – проводящий пластик?
Bondic ® можно использовать в низковольтных цепях с малым током.Менее 24 В и менее 1 А. Это пластик, который имеет множество применений, но, как и следовало ожидать, существуют тысячи вариантов формул пластика и специальные формулы для электроники.
При нанесении на гладкие поверхности кажется, что он отслаивается целиком или легко скалывается, но что, если поверхность шероховатая?
Чем грубее поверхность, тем лучше! Bondic ® не является клеем, он обладает некоторыми адгезионными свойствами, но прилипает к гладким участкам, используя большое поверхностное натяжение, а не липкость.Если вы позволите жидкому Bondic ® проникнуть в трещины и щели, он будет невероятно хорошо держаться.
Вы случайно не тестировали продукт ODDY?
Отличный вопрос, отличное приложение. Нет, он не был протестирован ODDY. Для тех из вас, кто не знает, что это такое; Тест ODDY – это процедура, созданная в Британском музее ученым-экологом Эндрю для проверки материалов на безопасность внутри и вокруг предметов искусства.
Can Bondic ® склеивает разнородные материалы.Особенно ударопрочный полистирол и наждачная бумага?
Он отлично подойдет для наждачной бумаги и на ней, и если вы создадите на полистироле шероховатые участки, которые позволят Bondic ® захватить, и вы сможете направить светодиодный ультрафиолетовый свет на оба предмета, все будет хорошо.
Насколько хорошо Bondic ® работает с трубками из ПВХ, кевлара или полипропилена?
Bondic ® очень хорошо работает с трубками из ПВХ, кевлара и полипропилена, вам просто нужно следовать нашим принципам. Принцип герметизации или крепления вещей с помощью Bondic ® основан на том, как подготовлена поверхность, и, как правило, вы хотите сделать кольцо вокруг предмета для придания прочности.Иногда вы даже просверливаете отверстия в обеих поверхностях, чтобы придать им дополнительную прочность.
Нет, отверждение на 100% определяется УФ-светом. Если на пути есть молекула воды, она затвердеет вокруг этой молекулы.
Существует ли рекомендуемый растворитель для удаления маслянистости поверхности без ослабления самого сцепления?
Вы можете использовать спиртосодержащие салфетки за доллар, но помните, что это может быть признаком того, что ваш светодиод становится слабым!
Каков срок хранения Bondic ® ?
При комнатной температуре он прослужит не менее года, но у нас есть пробирки, которые хранились с самого начала изобретения, которые все еще работают нормально после более чем трех лет хранения в хранилище изобретений в офисе!
Можно ли с помощью этого соединить два полиэтиленовых брезента вместе?
Я бы сказал, нет, то, что вы спрашиваете, по сути, это работа с традиционным клеем, который разработан для этого типа пластика.Bondic ® – это не клей.
На какой длине волны отверждается жидкость?
Спасибо, что спросили, но иногда шеф-повар не раскрывает секреты своих рецептов!
Может ли отвержденный материал выдерживать термическое напряжение от 0 ° C до 100 ° C в течение нескольких циклов?
Да, похоже, это в пределах рабочего диапазона. Мы не уверены, используется ли Bondic ® для полета на Луну, но озабоченность вызывает скорость изменения. Помните, что он пластик и может со временем разрушиться, как и любой другой тип пластика в тех же условиях.
Используется ли ваш продукт в настоящее время в каких-либо промышленных / производственных приложениях?
Обычно вы найдете его в промышленных приложениях и производстве, но, так сказать, под капотом, а не на поверхности.
Почему в моем наборе нет длинного оранжевого аппликатора, салфетки для очистки и файла (как показано на всех видео)?
Существуют сотни видеороликов и множество различных версий комплектов Bondic ® , Starter, Pro, Expert и т. Д. Возможно, вы приобрели стартовый комплект, но просматривали видеоролики из других публикаций и людей по всему миру.
Есть ли у Bondic ® паспорт безопасности материала, который я могу просмотреть?
Наши паспорта безопасности материалов можно найти по следующей ссылке:
http://notaglue.com/pages/material-safety-data-sheet
Да, мы производим жидкость Bondic ® в США, различные компоненты и детали производятся в разных странах, но для каждого рынка мы стараемся сохранить как можно больше продукции и материалов, чтобы они были как можно более локальными.
Могу ли я использовать Bondic ® для ремонта треснувших молоточков электрического пианино?
Если вы заменяете пластик и хотите, чтобы он приклеился к другому пластику, убедитесь, что исходная поверхность шероховатая и что Bondic ® может проникнуть в трещины и щели, так что у вас будет больше поверхностей, подрезов и т. Д.
Станет ли продукт Bondic ® опасным для здоровья при контакте с пищевыми продуктами и может ли он выдерживать тепло кипящей воды?
Нет, Bondic ® не является одобренным FDA пластиком для пищевых продуктов.
Можно ли использовать Bondic ® для ремонта трещины в пластиковом бункере (баке) на тачке?
Да, но обязательно сделайте поверхность шероховатой и используйте ее с обеих сторон бункера.
Может ли Bondic ® отремонтировать разрыв в полиэтиленовом брезенте и можно ли его использовать для соединения двух брезентов?
Нет, для такого ремонта лучше всего использовать специальный клей. Bondic ® – это не клей!
У меня сломалась старая оловянная ложка рядом с чашей ложки.Подойдет ли Bondic ® для его ремонта?
Bondic ® может работать, если перекрыть его с обеих сторон, но вы увидите кусок пластика. Могут быть другие решения, которые лучше подходят для работы с таким ремонтом металла!
Мне интересно, доступна ли жидкость, используемая в вашем продукте, в больших количествах?
Свяжитесь с нами по адресу [email protected], мы продаем его в больших объемах для коммерческого и промышленного применения.
Будет ли этот продукт приемлемой заменой термоусадочной трубки или изоленты в системах с напряжением 12 В?
Если сила тока ниже 1 А, все будет в порядке, если вы сделаете его достаточно толстым.Многие люди использовали его для водонепроницаемости игрушек, электроники для инвалидных колясок и т. Д., Но всегда для чего-нибудь с низким напряжением и силой тока.
Говоря о приемлемой степени твердости, означает ли это, что материал подвергался воздействию полимеризационного света в течение короткого периода времени и остается частично затвердевшим? Не вызовет ли это проблемы с целостностью связи?
В идеале вы должны использовать тонкие слои и отвердить 100%, прежде чем продолжать добавлять материал. Если он не затвердеет на 100%, он не будет сцепляться или держаться должным образом.
| Термопластичный каучук (TPR) | Во многих областях применения TPR используется для замены настоящей термореактивной резины. У него улучшенная окраска, более высокая скорость обработки и более широкий диапазон рабочих температур. Он также демонстрирует отличную устойчивость к жаре, погодным условиям и старению без отверждения. TPR не устойчив к прорезанию, но может использоваться там, где предпочтительны другие свойства резины. |
| Неопрен (полихлоропрен) | Этот изоляционный материал для проводов / кабелей представляет собой синтетический термореактивный каучук, обладающий исключительной стойкостью к истиранию, порезам, маслам и растворителям.Неопрен также известен своей практичностью, долгим сроком службы и широким диапазоном температур. Он чрезвычайно огнестойкий и самозатухающий. |
| Бутадиен-стирольный каучук (SBR) | Подобно неопрену, он имеет широкий температурный диапазон от -55 ° C до 90 ° C. SBR в основном используется для изоляции кабелей Mil-C-55668. |
| Силикон | Силикон термостойкий, негорючий и может использоваться при температурах до 180 ° C.Он также чрезвычайно гибок и подходит для многих электрических применений, где требуется изоляция проводов / кабелей. |
| Стекловолокно | Стекловолокно может использоваться при экстремальных температурах до 482 ° C. Этот изоляционный материал проводов / кабелей устойчив к воздействию влаги и химикатов. Его обычное применение – термическая обработка, обжиговые печи для стекла и керамики, литейное производство, а также обширные области применения при обработке алюминия. |
| Этиленпропиленовый каучук (EPR) | EPR обычно используется в диапазоне температур от -50 ° C до 160 ° C.Некоторые из его хорошо известных свойств – тепловые и электрические. Обычно используется в высоковольтных кабелях. EPR также устойчив к нагреву, окислению, погодным условиям, воде, кислотам, спирту и щелочам. |
| Резина | Из-за разнообразия формул, которые могут использоваться для создания резиновой изоляции, диапазоны температур также меняются. Некоторые хорошие характеристики резиновой изоляции включают низкотемпературную гибкость, водо- и спиртовую стойкость, электрические свойства и отличную стойкость к истиранию. |
| Хлорсульфированный полиэтилен (CSPE) | CSPE, иногда называемый Hypalon, устойчив к химическим веществам и УФ-лучам. Он хорошо работает в качестве низковольтной изоляции и работает в широком диапазоне температур. Этот изоляционный материал можно найти в проводе прибора, подводящем проводе, выводах катушек, выводах трансформатора и выводных проводах двигателя. |
| Этилен-пропилен-диеновый мономер (EPDM) | Выдерживает температуры от 55 ° C до 150 ° C, сохраняя при этом гибкость при этих температурах.Обладает отличными электрическими свойствами, а также устойчивостью к нагреванию, озону, погодным условиям и истиранию. |
Введение в ультразвуковую сварку пластмасс – Craftech Industries – High-Performance Plastics
Ультразвуковая сварка – это метод соединения вместе двух частей, изготовленных из одинаковых или химически совместимых материалов, с использованием высокочастотных ультразвуковых колебаний, которые создают твердое тело. состояние сварного шва между ними. Преимущество использования этого метода с пластиками заключается в том, что в течение нескольких секунд образуется высокопрочное, газо- и водонепроницаемое соединение без винтов, клея, резьбы, припоя или любого другого типа связующего материала.Сваренные детали не нужно оставлять в зажимном приспособлении для отверждения, что позволяет сразу же использовать их в линии автоматизации. Ультразвуковая сварка пластмасс – это экологически чистый процесс, который потребляет очень мало энергии, обеспечивая при этом рентабельный, прочный и чистый сварной шов. Этот процесс используется в электротехнической, компьютерной, автомобильной, аэрокосмической, медицинской и упаковочной промышленности и многих других.
Ультразвуковой сварочный аппарат состоит из узла преобразователя, который называется пакетом. Он состоит из трех компонентов: сонотрода, усилителя и сварочного рупора. Сонотрод является источником вибрации. Внутри него находятся пьезоэлектрические керамические диски, зажатые вокруг металлических пластин, которые плотно прижаты к титановому цилиндру. Затем к нему по кабелю от системного силового модуля подается высокочастотное электричество. Поскольку это не создает достаточной вибрации для получения температуры плавления большинства термопластичных смол, используется усилитель для усиления входных колебаний до соотношения, необходимого для процесса сварки.Сварочный рожок передает энергию колебаний термопластическим заготовкам. Сварочный рожок спроектирован так, чтобы соответствовать контурам конкретных деталей. Он снижает вибрацию до определенного значения и прикладывает силы, необходимые для обеспечения работы процесса.
Этот процесс сварки зависит от размягчения, но не плавления используемых пластмасс, поэтому он лучше всего подходит для термопластов, а не для термореактивных полимеров. Большинство термопластов имеют аморфную структуру с некоторой степенью кристалличности, что означает, что некоторые области имеют упорядоченную структуру.Термопласты размягчаются в широком диапазоне температур и имеют температуру стеклования. Термореактивные полимеры являются кристаллическими и имеют отчетливую температуру плавления. Кристаллический полимер будет оставаться твердым, пока не достигнет точки плавления, а затем полностью расплавится. Аморфные термопласты также имеют более низкий удельный вес, более низкий предел прочности и модуль упругости, более высокую пластичность и ударную вязкость, а также более низкое сопротивление ползучести по сравнению с большинством кристаллических полимеров. Например, АБС, акрил, поликарбонат и ПВХ представляют собой аморфные полимеры с небольшой кристаллической структурой или без нее.Эти пластмассы хорошо подходят для ультразвуковой сварки. Ультразвуковая сварка двух деталей из одного пластика обычно дает лучший результат. Однако в некоторых случаях два разных термопласта можно сваривать с помощью ультразвука, например, когда материалы химически совместимы и имеют схожие точки плавления. Одна из лучших комбинаций пластмасс для этого вида сварки – АБС и акрил.
Полимеры, такие как PE, PP, PE и PIA, являются кристаллическими и имеют тенденцию поглощать вибрации до того, как энергия от ультразвукового сварочного аппарата сможет пройти через место сварки.Поэтому соединить что-либо из них с помощью этого вида сварки затруднительно. Одной из наиболее часто используемых комбинаций является полиэтилен и полипропилен, но они оба являются кристаллическими и химически несовместимыми.
Звуковая сварка используется для изготовления бутановых зажигалок, игрушек, пипеток и внутривенных катетеров. Верхняя часть спортивной обуви часто изготавливается с помощью ультразвуковой сварки, а не сшивания или склеивания. Процесс производства бытовой техники требует соединения множества пластиковых деталей.Примеры этого процесса включают экран дисплея на передней панели стиральной машины и две половинки насосного колеса. В автомобильной промышленности звуковая сварка используется в сотнях случаев, включая сварку вместе частей задних фонарей, комбинации приборов и бамперов. Поступали сообщения о том, что Apple пытается использовать эту технику для изготовления своих наушников, успешно применив этот процесс на некоторых других своих продуктах.