Сварка вертикальных швов полуавтоматом: основные методы
Если полуавтоматическая сварка горизонтальных швов не представляет особой сложности для новичка, то сварка вертикальных швов полуавтоматом требует опыта и знания некоторых нюансов. При вертикальной сварке расплавленный металл как никогда подвержен гравитации, но при образовании наплывов получить качественное соединение практически невозможно. Предлагаем вашему вниманию практические рекомендации по сварке вертикальных швов, а также краткое описание методов их создания.
Содержание
Подготовка аппарата к работе
устройство полуавтоматаПолуавтомат состоит из инвертора, горелки, снабженной кабелем-каналом, газового баллона с редукторами и манометрами. Прежде чем приступить к свариванию, необходимо удостовериться, что все компоненты системы исправны и присоединены в правильной последовательности. Пристальное внимание стоит обратить на:
- Заземление корпуса сварочного аппарата.
- Соответствие толщины свариваемых деталей диаметру присадочной проволоки.

- Химический состав основного металла и расходного материала, которые должны быть похожи.
- Состав защитного газа.
- Скорость подачи проволоки и расход защитного газа. Эти показатели лучше всего рассчитать заранее, чтобы не прерывать сварку из-за отсутствия материалов.
- Длину выступающей из сопла проволоки. Она не должна превышать 5 мм.
- Силу тока.

Подобрав расходники и настроив полуавтомат, желательно провести пробное сваривание на ненужных обрезках металла. В случае непровара либо прожога шва регулируется сила тока и по-новому подбирается оптимальная скорость сварки. Также обратите внимание, что подготовительные работы нужно провести и с металлическими заготовками:
- Перед тем как осуществить сварку, желательно соединить свариваемые поверхности между собой точками, как минимум двумя-тремя. Благодаря этому детали будут неподвижны во время работы.
- Поверхности очищаются от следов краски, лака, пыли, грязи. Полуавтомат может справиться со сваркой и загрязненных поверхностей, однако в таком случае соединение будет непрочным, к тому же не удастся избежать токсичных испарений. Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
- При сварке листового металла, расположенного слоями, для надежной фиксации нужно воспользоваться струбцинами.
струбцины
 Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.
Не нужно счищать толстый слой металла, это негативно отразится на качестве сварки.Сварка вертикальных швов полуавтоматом: особенности
Под воздействием высоких температур на металлической поверхности образуются капли. Они начинают стекать вниз, тем самым препятствуя качественной сварке. Шлак, оставшийся после использования электрода и находящийся в такой капле, значительно увеличивает риск дефектов шва. Однако если отвести стержень от места сварки на некоторое время, то произойдет кристаллизация металла, и капля затвердеет. Немаловажно при этом правильно рассчитать временной промежуток, предназначенный для остывания металла, иначе не избежать непровара.
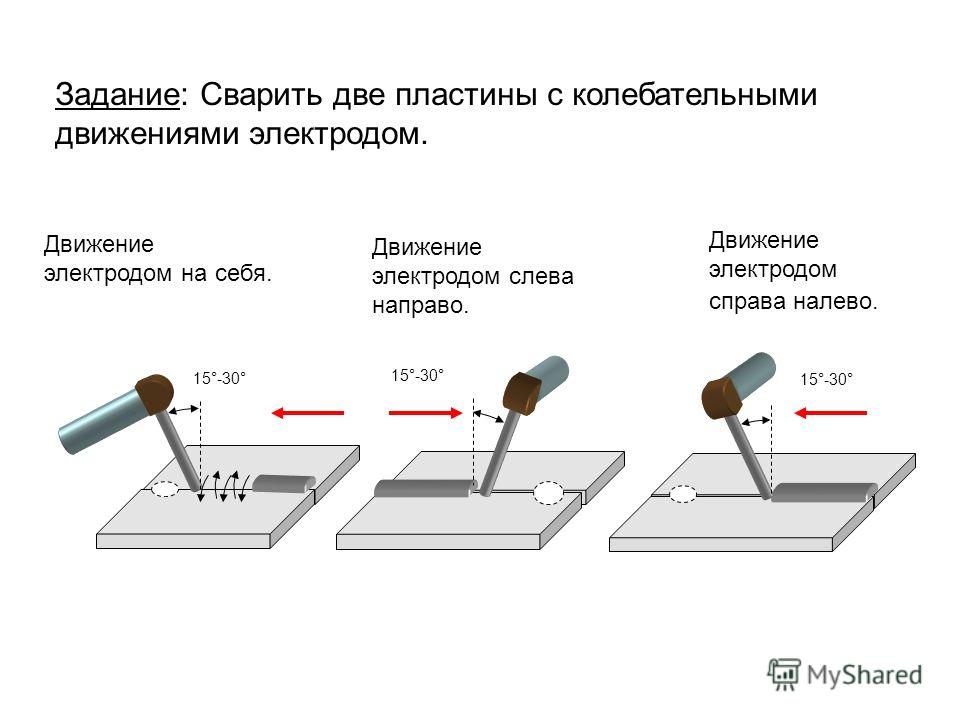
Как правило, сила тока при полуавтоматической сварке вертикальных швов на 5 А меньше, чем при сваривании швов в другом положении. Такие показатели обеспечивают целостность шва, минимизируя вероятность возникновения подрезки. Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Сварка полуавтоматом предусматривает совершение колебательных движений, при которых корень шва будет проварен надлежащим образом.
Как и при сваривании в любом другом пространственном положении, вертикальный шов может быть выполнен в виде сплошного соединения, точечного и сплошного прерывистого. В первом случае шов придает деталям дополнительную жесткость и используется для бытовых и строительных нужд. Вторая разновидность незаменима при кузовном ремонте автомобилей. Третья также широко используется на СТО, однако применяется для тех мест, где нужно сваривать более толстый металл.
Как варить вертикальный шов сверху вниз
При использовании такого метода стоит обратить внимание на толщину сварочной проволоки. Так как при большом количестве шлака соединение может получиться пористым, электрод по толщине должен быть гораздо меньше ширины предполагаемого шва. Тонкий электрод гарантирует быстрое схватывание сварной ванны при отсутствии стекания расплавленного металла. Благодаря этому за короткий промежуток времени можно сварить большее количество заготовок.
При сварке в направлении сверху вниз лучше всего использовать проволоку с целлюлозным и пластмассовым покрытиями. Первая разновидность содержит в себе большое количество органических соединений, которые в процессе плавки электрода насыщают зону сварки водородом. Чтобы избежать возникновения на шве т.н. «рыбьих глаз», свариваемую конструкцию перед работами необходимо некоторое время выдержать при комнатной температуре. Если есть возможность, то можно прокалить детали при температуре 250-300 °С, это предотвратит перенасыщение металла водородом. Проволока с пластмассовым покрытием более эффективна: она обеспечивает непрерывное горение дуги, шов получается прочным, без пор и микротрещин, а шлаковая корка отделяется довольно легко.
Как варить вертикальный шов снизу вверх
Таким методом варить вертикальные соединения гораздо сложнее, но, тем не менее, к нему прибегает большинство сварщиков, если предстоит соединять ответственные конструкции.
Сварка полуавтоматом снизу вверх подразумевает иное расположение сварной ванны. Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Она находится снизу, а сверху происходит ее наполнение жидким металлом. Чтобы расплавленный материал не проливался, нужно сконцентрироваться на манипуляциях с электродом:
Некоторые технологии вертикальной сварки
Сварить вертикальный шов полуавтоматом можно, используя не только классические методы. К довольно распространенным способам сварки вертикальных швов можно отнести следующие:
- Треугольник. Вертикаль может быть сварена при помощи такого способа, если толщина соединяемых поверхностей не превышает 2 миллиметра. Перед началом работ необходимо притупить кромки деталей. Направление сварки – снизу вверх, оптимальная толщина электрода — 3 мм, а показатели тока – в пределах 80-100А. После формирования полочки в нижней части соединения электрод передвигают к одному из краев, плавят кромки, заполняя ванну. Затем действия повторяются у другого края, причем сварная ванна получается в форме треугольника.
- Елочка. Применяется в случае, если зазор между поверхностями составляет 2-3 мм. Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
- Лесенка. Ее применяют при зазоре, превышающем 4 мм, если кромки деталей притуплены минимально. При зигзагообразных движениях электрода происходит незначительный подъем по вертикали и небольшие остановки на краях, необходимые для проплавления металла.
 Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.
Металл «вытягивается» из глубины зазора, располагается на плоскости кромки, затем происходит его возврат вглубь. Сварка происходит снизу вверх. Такая технология во многом напоминает петлю. Чтобы металл распределялся равномерно в зазоре, необходимо отработать движения до автоматизма и тщательно следить, чтобы на кромках не возникли порезы.Как правильно варить вертикальный шов. Советы новичкам
Несмотря на то, что сварка при помощи полуавтоматического аппарата дается легко даже начинающим, к выполнению некоторых работ стоит подходить очень ответственно, вооружившись рекомендациями опытных мастеров дела. Оформление вертикальных швов – одна из таких ситуаций, где опыт предшественников будет вполне кстати.
- Чтобы добиться стабильного горения дуги, стержню во время поджога стоит придать перпендикулярное положение.
- Чтобы избежать возникновения потеков, электрод во время работы держится в наклонном положении.
- Если у вас в приоритете не высокая производительность, а аккуратный шов без малейших подтеков, тогда стоит уменьшить длину дуги. Ускорившаяся кристаллизация позволит избежать подтеков.
- Увеличить скорость кристаллизации металла можно также за счет увеличения силы тока и ширины шва. Однако, используя такой метод, будьте готовы к тому, что шов получится несколько худшим по качеству.

Как вам статья?
Сварка вертикальных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями. Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
- Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
 Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.

Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу.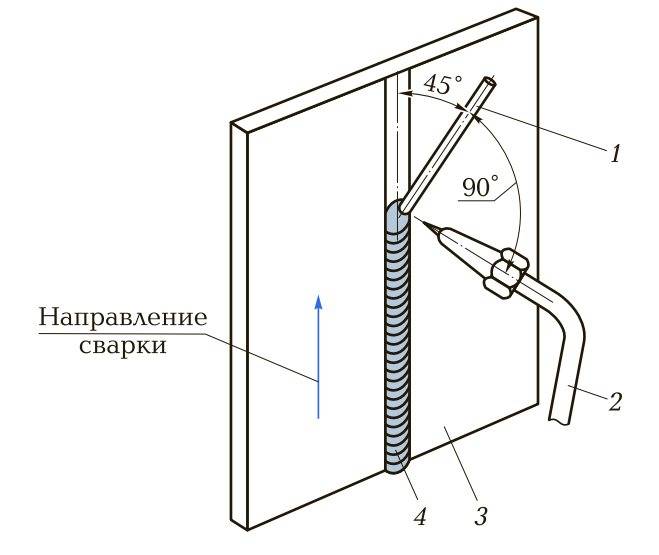 И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому. Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Солнечные монтажные системы для металлических крыш
Вы ищете систему крепления солнечных панелей для металлических крыш? Мы предоставим вам широкий выбор деталей для металлических крышных креплений для солнечных панелей с вариантами, предлагающими широкий спектр дизайнов и ценовых категорий.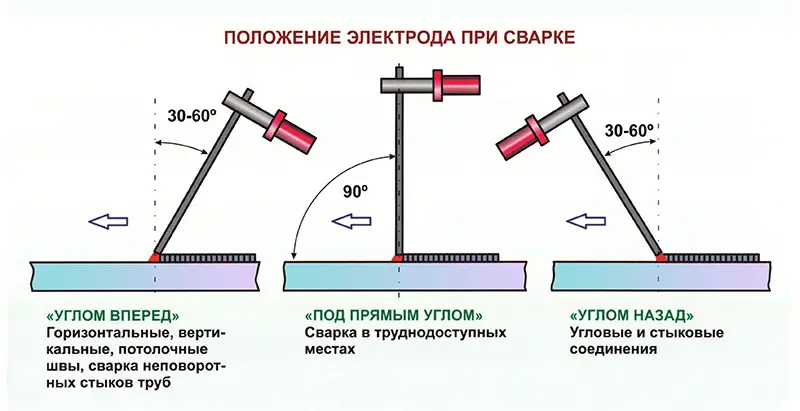
Крепление для солнечной панели для металлической крыши состоит из двух основных частей: монтажного оборудования и интерфейса крепления солнечной панели. Вам нужно будет выбрать между установкой на рельсах (в стеллажах) и установкой без рельсов, в зависимости от вашей конкретной ситуации.
Критические компоненты системы крепления металлической крыши для солнечных батарей включают:
- Кронштейны для открытых металлических крыш
- Хомуты для металлических крыш со стоячим фальцем
- Мини-зажимы
- Вертикальные зажимы
- Болты из нержавеющей стали
- Шурупы для дерева и металла
Поскольку каждая конструкция крыши и солнечная установка уникальны, создание индивидуального крепления для металлической крыши является лучшим подходом для обеспечения идеальной подгонки.
С помощью altE легко найти все, что вам нужно для индивидуальных систем крепления солнечных батарей на металлической крыше — независимо от того, идете ли вы по пути «сделай сам» или работаете с профессиональным установщиком. И если вы не уверены, какие части подходят для вашего проекта, вы всегда можете связаться с командой altE для получения помощи, позвонив по телефону 877-878-4060.
И если вы не уверены, какие части подходят для вашего проекта, вы всегда можете связаться с командой altE для получения помощи, позвонив по телефону 877-878-4060.
| EcoFasten Solar CorruSlide Металлический кровельный кронштейн ЭкоФастен Солнечная КорруСлайд ECFCORRUSLIDE EcoFasten Solar CorruSlide Металлический кровельный кронштейн | 11,50 долларов США | |
| Мини-зажим S-5 U С-5! С-5-У Мини S5C-S5-U-МИНИ Мини-зажим S-5 U | $6,77 | |
| S-5-PV Комплект 2.0 Торцевой зажим EdgeGrab UL С-5! Комплект С-5-ПВ 2.0 Край S5-PVKITEDGE2.0 S-5-PV Комплект 2.0 Торцевой зажим EdgeGrab UL | $9,40 | |
| Комплект S-5-PV 2.0 Комплект среднего зажима MidGrab UL С-5! Комплект С-5-ПВ 2.0 С5-ПВКИТ2.0 Комплект S-5-PV 2.0 Комплект среднего зажима MidGrab UL | $9,40 | |
| Зажим S-5-Z С-5! Зажим S-5-Z S5C-S5-Z-ЗАЖИМ Зажим S-5-Z | 10,50 долларов США | |
С-5! 1,5-дюймовый шуруп для металла и дерева С-5!
1. | 0,51 доллара США | |
| С-5! Зажим B, латунь С-5! Зажим S-5-B S5C-S5-B-ЗАЖИМ С-5! Зажим B, латунь | $19,77 | |
| С-5! CorruBracket С-5! CorruBracket S5C-CORRUBRCKT С-5! CorruBracket | $9,40 | |
| С-5! CorruBracket 100T С-5! CorruBracket 100T S5C-CB100T С-5! CorruBracket 100T | ||
| С-5! E Зажим С-5! Зажим S-5-E S5C-S5-E-ЗАЖИМ С-5! E Зажим | $7,93 | |
| С-5! E Мини-зажим С-5! С-5-Э Мини S5C-S5-E-МИНИ С-5! E Мини-зажим | $6,25 | |
| С-5! Горизонтальный зажим H90 для металлических крыш С-5! С-5-Н90 S5C-S5-H90 С-5! Горизонтальный зажим H90 для металлических крыш | $7,82 | |
| С-5! Болт с шестигранной головкой M8-1,25 x 20 мм с буртиком С-5! Фланцевый болт M8 – 20 мм S5C-M820MMБОЛТ С-5! Болт с шестигранной головкой M8-1,25 x 20 мм с буртиком | ||
| С-5! Зажим N 1,5 С-5! С-5-Н 1,5 Хомут S5C-S5-N-1.5 С-5! Зажим N 1,5 | $12,55 | |
| С-5! N Зажим С-5! Зажим S-5-N S5C-S5-N-ЗАЖИМ С-5! N Зажим | $11,08 | |
| С-5! N Мини-зажим С-5! С-5-Н Мини S5C-S5-N-МИНИ С-5! N Мини-зажим | $6,77 | |
| С-5! Кронштейн Protea, алюминий С-5! ProteaBracket AL S5C-PROTEABBRCKT С-5! Кронштейн Protea, алюминий | ||
| С-5! RibBracket III для металлических кровель С-5! РеброКронштейн III S5C-РИББРАКIII С-5! RibBracket III для металлических кровель | $7,30 | |
| С-5! S-образный зажим С-5! Зажим S-5-S S5C-S5-S-ЗАЖИМ С-5! S-образный зажим | $9,92 | |
| С-5! S мини-зажим С-5! С-5-С Мини S5C-S5-S-МИНИ С-5! S мини-зажим | $5,07 |
 org/Product”>
org/Product”> org/Offer”>
$7,82
org/Offer”>
$7,82 org/Offer”>
0,89 доллара США
org/Offer”>
0,89 доллара США org/Offer”>
$12,02
org/Offer”>
$12,02- 1
2
Каковы преимущества крепления на металлическую крышу?
Солнечная монтажная система для металлической крыши (гофрированная или стоячий фальц) необходима для солнечных решений, которые должны быть установлены на металлической крыше.
Выбор высококачественных металлических деталей для крепления на крыше может иметь большое значение как в плане простоты установки, так и в отношении долговечности вашей солнечной установки в целом.
Основные преимущества систем крепления солнечных панелей с гофрированной металлической крышей и/или металлической крышей со стоячим фальцем включают:
- Гибкие варианты практически для любого типа металлической кровли
- Простое и эффективное крепление к металлическим прогонам или деревянным фермам
- Конструкции, разработанные для предотвращения утечек
- Распределенная нагрузка и легкая регулировка кронштейнов
- Стойкие к коррозии и очень прочные
Выбор лучших металлических крышных креплений для солнечных панелей для вашей системы
Есть много решений, которые нужно принять при покупке крепления для солнечных батарей: гофра или стоячий шов? Рулонный или плоский? Как правило, вы сначала выбираете крепление для крыши, а затем соединяете его с поручнем.
В зависимости от вашего проекта при поиске подходящей системы крепления необходимо учитывать несколько факторов:
- Тип крыши – Открытая скрепленная или стоячий фальц
- Форма/размер крыши
- Кровельные строительные материалы
- Планируемая солнечная установка
- Бюджет
- Региональные погодные/уникальные факторы
Существует 2 основных типа металлических крыш для установки солнечных батарей:
A Металлическая кровля со стоячим фальцом (иногда называемая металлической крышей со скрытым креплением) выглядит именно так — приподнятые металлические фальцы (которые бывают разных стилей), которые проходят по всей длине крыши, без видимых винтов. Это самый прочный вид металлочерепицы. Винты скрыты под панелями, что сводит к минимуму утечки и делает их практически герметичными и не подверженными коррозии. Для защиты кровли и гарантии на кровлю используются непроникающие хомуты. Металлическая кровля со стоячим фальцем при правильной установке может прослужить более 60 лет.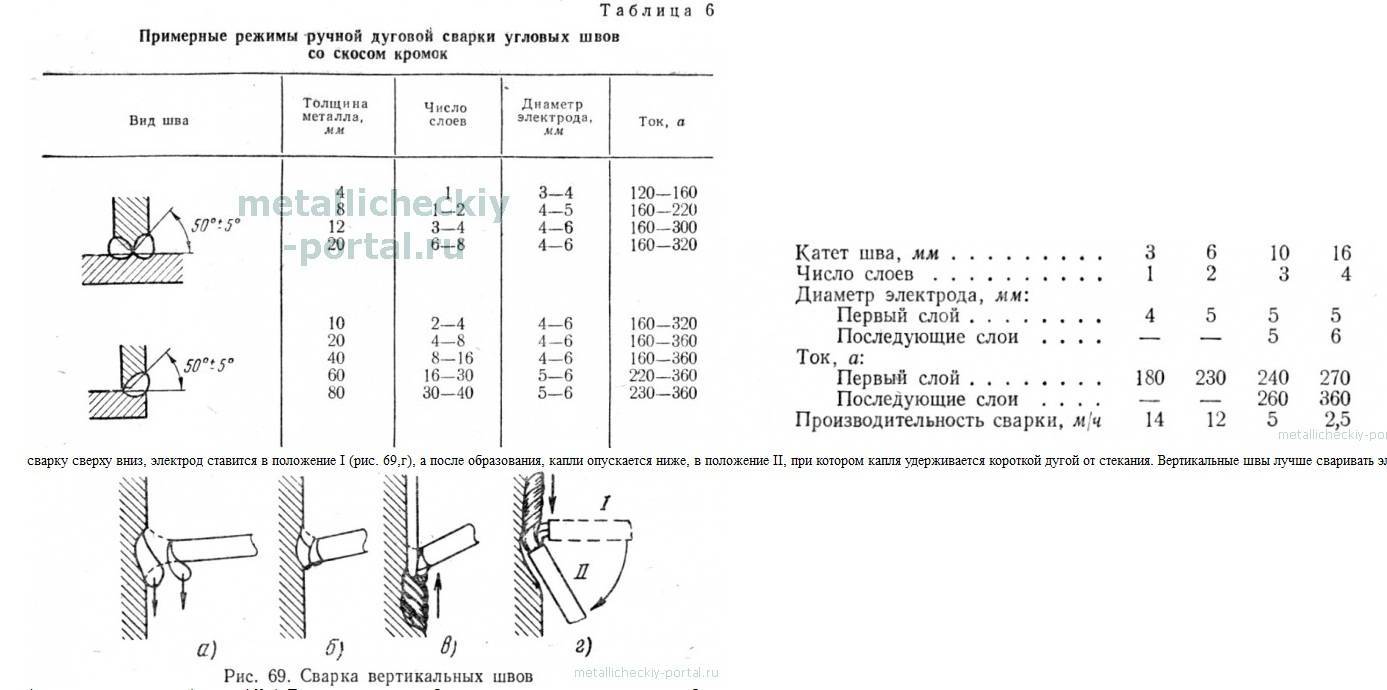 Этот вариант кровли идеально подходит для коммерческих зданий и жилых проектов, таких как сараи или другие постройки.
Этот вариант кровли идеально подходит для коммерческих зданий и жилых проектов, таких как сараи или другие постройки.
Металлическая крыша с открытым креплением обычно является более дешевым решением и проще в установке, чем кровли со стоячим фальцем. В этом стиле крыши вы видите ряды винтов, идущих по всей длине крыши, в отличие от типов со стоячим фальцем. Точно так же, однако, долговечность этой металлической кровли такая же. Поскольку винты подвержены воздействию погодных условий, необходимы монтажные кронштейны для защиты крыши от протечек и коррозии, а также гарантия на крышу. Вы часто будете видеть этот тип кровли в сельском хозяйстве, а также в коммерческих и промышленных целях.
Команда altE рада помочь вам подобрать идеальные компоненты для желаемой конструкции.
Дуговая сварка металлическим электродом в среде защитных газов с высокодинамичной…
Ежегодно около 20 000 тонн металлоконструкций покидают производственные мощности Plauen Stahl Technologie GmbH, малого и среднего предприятия, насчитывающего 190 сотрудников.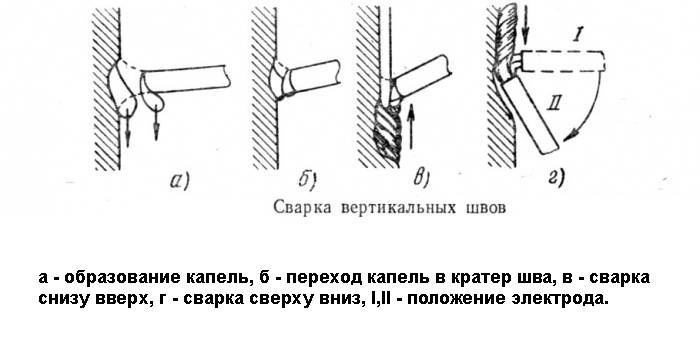 Передовые производственные процессы для распиловки и сверления профилей, газопламенной резки, сверления и снятия фасок с металлических пластин, а также для выполнения ответственных соединений с помощью современной технологии сварки позволяют изготавливать конструкции в соответствии с самыми высокими техническими стандартами, даже для экстравагантных архитектурных проектов. Для этих проектов безопасность и качество являются главными приоритетами. Усилия по достижению этих приоритетов в сочетании со стремлением к большей экономической эффективности привели к тому, что два года назад компания инвестировала в forceArc®, самый инновационный в настоящее время процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW).
Передовые производственные процессы для распиловки и сверления профилей, газопламенной резки, сверления и снятия фасок с металлических пластин, а также для выполнения ответственных соединений с помощью современной технологии сварки позволяют изготавливать конструкции в соответствии с самыми высокими техническими стандартами, даже для экстравагантных архитектурных проектов. Для этих проектов безопасность и качество являются главными приоритетами. Усилия по достижению этих приоритетов в сочетании со стремлением к большей экономической эффективности привели к тому, что два года назад компания инвестировала в forceArc®, самый инновационный в настоящее время процесс дуговой сварки металлическим электродом в среде защитного газа (GMAW).
Больше медиа…
По словам дипл. -инж. Йорг Нойдель, руководитель отдела планирования процессов и инженер, ответственный за сварку (EWE) в штаб-квартире компании в Плауэне, основным направлением деятельности Plauen Stahl является «проектирование металлоконструкций, специализирующееся на тяжелых металлоконструкциях». Затем он добавляет: «Обычно мы занимаемся крупносерийные проекты, где вес отдельных компонентов начинается примерно с 50 т». Нойдель описывает проекты и отрасли промышленности следующим образом: «В мостостроении мы являемся игроком международной премьер-лиги, производящим стальные конструкции для железнодорожных и трамвайных мостов, а также крупномасштабных проектов, таких как гигантский виадук Мийо во Франции, выше Эйфелевой башни и длиннее. чем Елисейские поля, для которых компания Plauen Stahl Technologie поставила отдельные компоненты моста. Мы являемся мировым лидером в производстве стальных конструкций для котлов для электростанций [см. рис. 3]. Наш опыт в этой области восходит к 1970-х». Компания также специализируется на крановых мостах с пролетами от 50 до 100 м и металлоконструкциях для шлюзовых ворот.
-инж. Йорг Нойдель, руководитель отдела планирования процессов и инженер, ответственный за сварку (EWE) в штаб-квартире компании в Плауэне, основным направлением деятельности Plauen Stahl является «проектирование металлоконструкций, специализирующееся на тяжелых металлоконструкциях». Затем он добавляет: «Обычно мы занимаемся крупносерийные проекты, где вес отдельных компонентов начинается примерно с 50 т». Нойдель описывает проекты и отрасли промышленности следующим образом: «В мостостроении мы являемся игроком международной премьер-лиги, производящим стальные конструкции для железнодорожных и трамвайных мостов, а также крупномасштабных проектов, таких как гигантский виадук Мийо во Франции, выше Эйфелевой башни и длиннее. чем Елисейские поля, для которых компания Plauen Stahl Technologie поставила отдельные компоненты моста. Мы являемся мировым лидером в производстве стальных конструкций для котлов для электростанций [см. рис. 3]. Наш опыт в этой области восходит к 1970-х». Компания также специализируется на крановых мостах с пролетами от 50 до 100 м и металлоконструкциях для шлюзовых ворот. Размеры этих сегментов впечатляют, с пролетами 40–70 м и высотой до 20 м. Для специальных ворот на Дунае компания изготовила сегмент шлюза высотой 35 м.
Размеры этих сегментов впечатляют, с пролетами 40–70 м и высотой до 20 м. Для специальных ворот на Дунае компания изготовила сегмент шлюза высотой 35 м.
Шаг за шагом к основному методу соединения
Хорошо продуманные потоки материалов на производственных объектах в Плауэне составляют основу эффективного и экономичного производства. На первом этапе профили и металлические листы отправляются со склада на производство для балочной обработки и резки под управлением ЧПУ. После этого они направляются в один из двух участков с производственными участками для частичных сегментов и сборок, а оттуда направляются на отделку с окончательным сохранением цвета.
В цехах изготовления и отделки частичных сегментов кипит работа. Модель работы здесь в основном определяется сварочными работами – двух- или трехсменная работа в зависимости от ситуации с заказом. Сварочный персонал имеет доступ к новейшим системам и технологиям источников питания для своей работы. Для соединения они используют процесс сварки под флюсом с одно- и двухпроводной технологией – механизированной на нескольких порталах.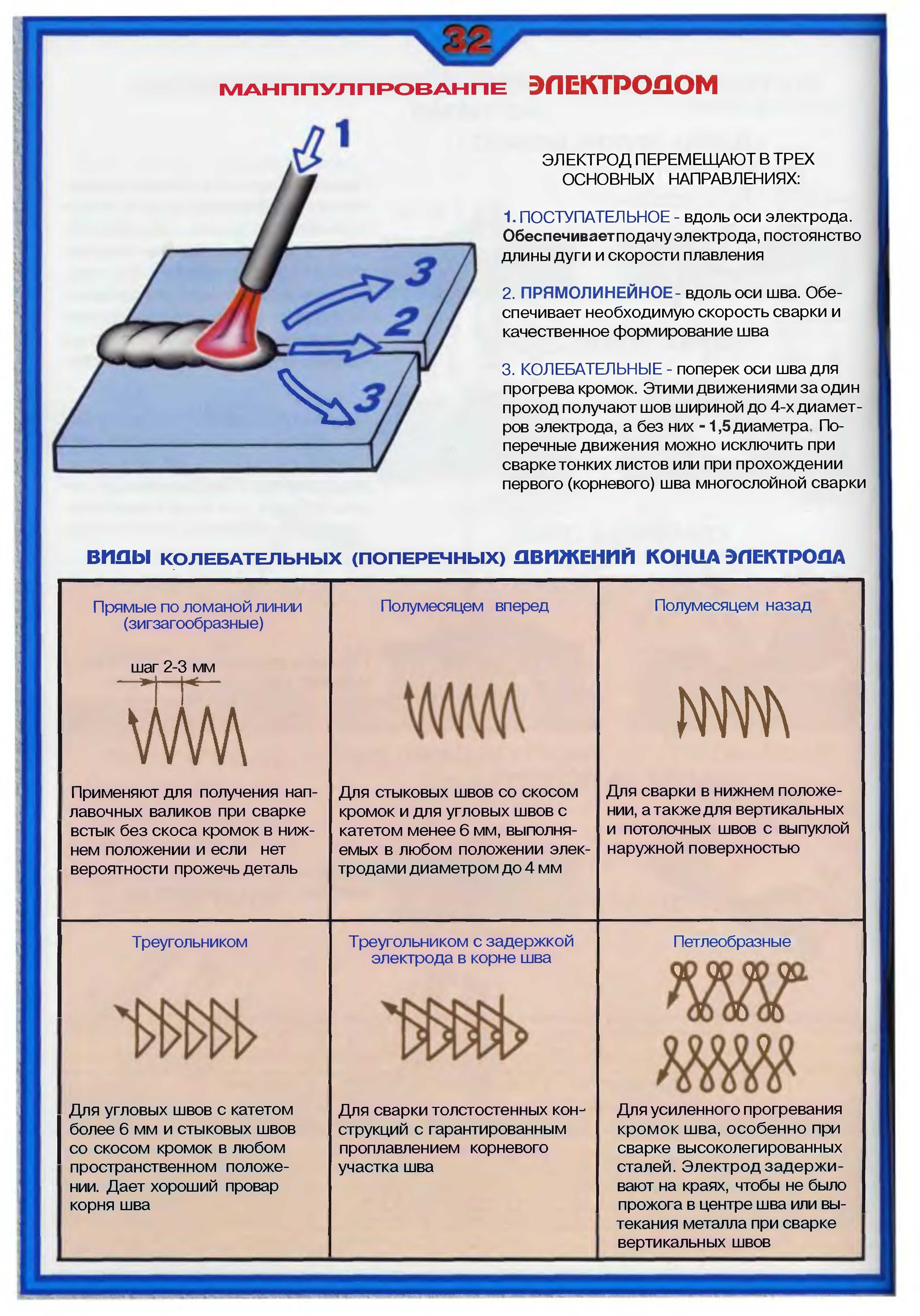 К этому добавляются несколько «тракторов» для сварки под флюсом.
К этому добавляются несколько «тракторов» для сварки под флюсом.
Для задач GMAW доступен ряд традиционных источников питания с металлическим активным газом (MAG). Сварочный присадочный материал варьируется между сплошной и порошковой проволокой в зависимости от спецификации соединения. Защитный газ от замкнутых трубопроводов в производственных цехах одинаков для всех устройств GMAW: M21, смесь 82 % аргона и 18 % углекислого газа – слегка модифицированный для требований высокого качества. Два года назад сварка MAG в Plauen Stahl вступила в новую эру. Компания заказала 14 высокодинамичных инверторных источников питания Phoenix 521 puls forceArc® у ведущего немецкого производителя EWM HIGHTEC WELDING в Мюндерсбахе. Эти устройства идеально подходят для метода соединения forceArc®, который становится все более распространенным в отрасли металлоконструкций.
Незначительный эффект имеет большое значение
Решение приобрести технологию EWM не было трудным. Как опытный и осмотрительный эксперт по сварке, Йорг Нойдель всегда держит руку на пульсе отрасли: «Мы… сварочная компания с чрезвычайно высокими стандартами качества.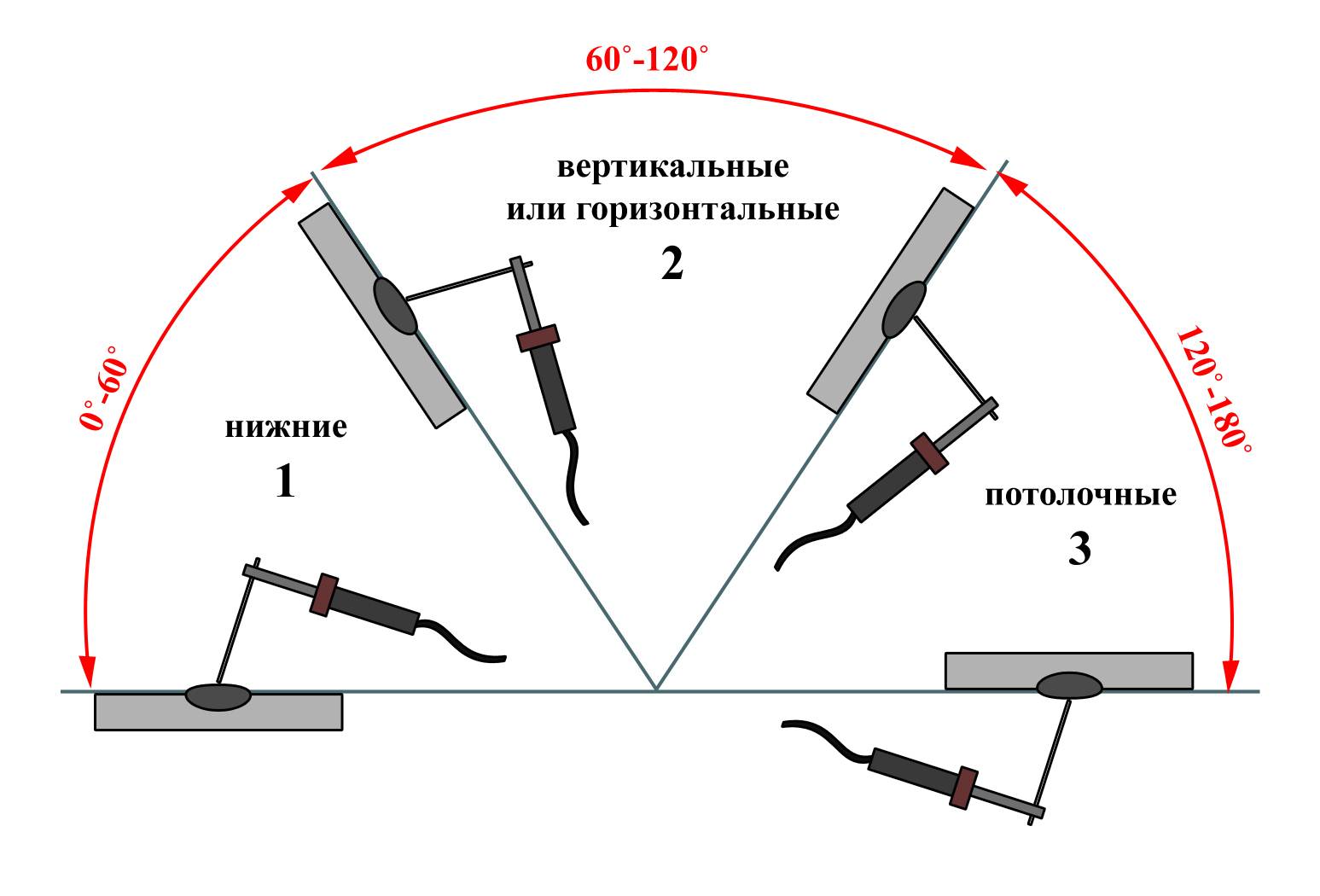 Это означает, что мы производим все больше и больше стыковых сварных швов, которые мы % случаев, подлежащих неразрушающему контролю – с помощью ультразвука или рентгенографии Мы хотели сделать процесс соединения MAG еще более надежным с помощью forceArc®. Тем временем мы продемонстрировали это для некоторых применений с одно- и двухскатными швами с канавками , и при этом добился значительного улучшения качества.Частота отказов по сравнению с обычными распылительными или импульсными дугами значительно ниже.Эффект, который сначала казался второстепенным, стал едва ли не главной причиной использования forceArc® – целенаправленное использование Использование этой технологии в области корня и для промежуточных слоев экономит нам время, много времени.В прошлом корень шва, как правило, должен был быть удален с помощью воздушно-дуговой строжки, прежде чем можно было приварить подкладочный слой на другой стороне металла. тарелка. Соответственно, геометрия шва была настроена с соотношением две трети к одной трети: одна треть с большим углом раскрытия шва для выдалбливаемой стороны, две трети для стороны, заполняемой в начале.
Это означает, что мы производим все больше и больше стыковых сварных швов, которые мы % случаев, подлежащих неразрушающему контролю – с помощью ультразвука или рентгенографии Мы хотели сделать процесс соединения MAG еще более надежным с помощью forceArc®. Тем временем мы продемонстрировали это для некоторых применений с одно- и двухскатными швами с канавками , и при этом добился значительного улучшения качества.Частота отказов по сравнению с обычными распылительными или импульсными дугами значительно ниже.Эффект, который сначала казался второстепенным, стал едва ли не главной причиной использования forceArc® – целенаправленное использование Использование этой технологии в области корня и для промежуточных слоев экономит нам время, много времени.В прошлом корень шва, как правило, должен был быть удален с помощью воздушно-дуговой строжки, прежде чем можно было приварить подкладочный слой на другой стороне металла. тарелка. Соответственно, геометрия шва была настроена с соотношением две трети к одной трети: одна треть с большим углом раскрытия шва для выдалбливаемой стороны, две трети для стороны, заполняемой в начале.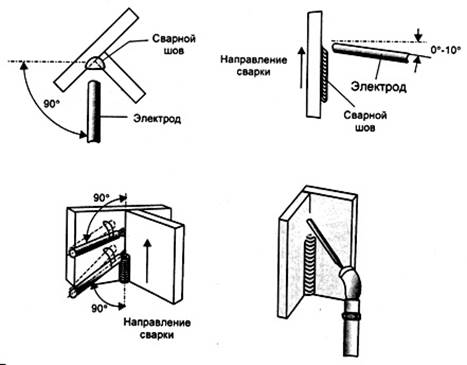 Благодаря симметричному углу раскрытия для процесса forceArc® мы экономим объем шва и намного лучше справляемся с угловыми искажениями».
Благодаря симметричному углу раскрытия для процесса forceArc® мы экономим объем шва и намного лучше справляемся с угловыми искажениями».
Абсолютно чистый и высоко оцененный процесс
Присоединение к MAG теперь значительно более определено в Плауэне. Чтобы сделать это возможным, подготовка канавок и предварительное производство были реструктурированы. Это начинается с того, что слесари более дисциплинированно подходят к сборочным работам. Им необходимо уделять особое внимание соблюдению точного воздушного зазора между компонентами. Это требует от них более сильного отождествления со своей работой, но не требует больше времени. Глядя только на процесс сварки, forceArc® значительно сокращает непроизводительное время — работы по очистке и строжке сведены к минимуму, позволяя сварщику делать то, ради чего он пришел в свою профессию: сваривать, не прерывая своего ритма. Хотя Нойдель не указывает точный процент экономии, он считает улучшение потока по всей производственной цепочке отличным результатом. Поэтому сварщики высоко оценивают процесс forceArc®. Точно так же они безоговорочно относятся и к источнику энергии Феникса. Наряду с инновациями, это также идеально подходит для вариантов MAG с импульсной дугой и струйной дугой, которые обычно использовались до сих пор. Нойдель резюмирует следующим образом: «Аппарат работает абсолютно чисто в зоне струйной дуги для швов вертикальных вверх при подаче проволоки 5–6 м/мин и сварочном токе 200 А; то же самое относится и к импульсной дуге при 20 м/мин. мин подачи проволоки при 400 А».
Поэтому сварщики высоко оценивают процесс forceArc®. Точно так же они безоговорочно относятся и к источнику энергии Феникса. Наряду с инновациями, это также идеально подходит для вариантов MAG с импульсной дугой и струйной дугой, которые обычно использовались до сих пор. Нойдель резюмирует следующим образом: «Аппарат работает абсолютно чисто в зоне струйной дуги для швов вертикальных вверх при подаче проволоки 5–6 м/мин и сварочном токе 200 А; то же самое относится и к импульсной дуге при 20 м/мин. мин подачи проволоки при 400 А».
Сварщики очень хорошо подготовлены к своим задачам. Все они подходят для соединения материалов группы 1 (до марки конструкционной стали S 355). Определенная группа лиц также специализируется на сварке мелкозернистых конструкционных сталей и хромоникелевых сталей. На заводе в Фогтланде также перерабатываются мелкозернистые конструкционные стали до S 960. В мостостроении используется сталь марки С 355 МЛ из-за ее стойкости к низким температурам, а также высокопрочная мелкозернистая конструкционная сталь С 460. черно-белые связи.
черно-белые связи.
SSO открывает новые двери: убедительный пробный запуск
Нойдель считает приверженность дилера EWM Петера Шулера еще одним фактором, который стал неотъемлемой частью нового процесса, закрепившегося в Плауэне. Динамичный владелец SSO Schweiß- und Schneidtechnik Oelsnitz работал вместе с Plauen Stahl над определением конфигураций и настроек машины и процесса, а также над определением характеристических кривых. Он обеспечивает выдающийся уровень обслуживания. Компания SSO поставила Плауэну источник питания Phoenix для испытаний в течение трех месяцев — качество машины и процесс оказались убедительными.
Для Йорга Нойделя особые технические и экономические преимущества сочетания машины и процесса заключаются в деталях: «Ключевым фактором для нас является то, что мы всегда добиваемся армирования корня с помощью forceArc®, в отличие от стандартной сварки MAG. заданное армирование может в некоторых случаях устранить необходимость полной выдалбливания подпорного прогона, для этого мы научились работать с точностью». Он рассматривает внедрение мощной и направленно стабильной системы forceArc® как технологическую трансформацию своего производственного процесса: «В прошлом мы обычно использовали дуговую сварку под флюсом для сечений более 500 мм. Теперь с помощью forceArc® мы также соединяем секции до 800 мм – с листами толщиной до 80 мм, где, например, необходимо уложить 100 слоев сварки. В отличие от дуговой сварки под флюсом, вариант MAG требует меньше времени на настройку и чрезвычайно прост в управлении. Это также обеспечивает превосходное проплавление по боковой поверхности сварного шва. Нам пока не удалось обнаружить ни одного случая непровара между наплавленными слоями. Если мы обнаружим несплавление или поры, дефект обычно обнаруживается на краевых участках основного металла. Даже при самой тщательной работе в этих местах спорадически продолжали появляться поры». Инженер-сварщик Йорг Нойдель убежден, что основной причиной этого является основной металл с его неметаллическими примесями. Существует потребность в более качественном толстолистовом прокате с меньшим количеством примесей.
Он рассматривает внедрение мощной и направленно стабильной системы forceArc® как технологическую трансформацию своего производственного процесса: «В прошлом мы обычно использовали дуговую сварку под флюсом для сечений более 500 мм. Теперь с помощью forceArc® мы также соединяем секции до 800 мм – с листами толщиной до 80 мм, где, например, необходимо уложить 100 слоев сварки. В отличие от дуговой сварки под флюсом, вариант MAG требует меньше времени на настройку и чрезвычайно прост в управлении. Это также обеспечивает превосходное проплавление по боковой поверхности сварного шва. Нам пока не удалось обнаружить ни одного случая непровара между наплавленными слоями. Если мы обнаружим несплавление или поры, дефект обычно обнаруживается на краевых участках основного металла. Даже при самой тщательной работе в этих местах спорадически продолжали появляться поры». Инженер-сварщик Йорг Нойдель убежден, что основной причиной этого является основной металл с его неметаллическими примесями. Существует потребность в более качественном толстолистовом прокате с меньшим количеством примесей.
Поразительно простое решение
Отраслевые эксперты лишь постепенно осознают, в чем на самом деле заключается огромный потенциал forceArc®. Любовь к экспериментам и открытый подход к новым возможностям технологических применений уже привели к открытиям и результатам на заводе в Плауэне, которые полностью переопределяют физику сварки. Усиление корня одинарного скошенного шва создает готовый угловой шов с требуемым размером а на обратной стороне, отвечающим всем требованиям качества.
Йорг Нойдель поясняет это не без тени гордости: «После серии предварительных испытаний мы использовали односкатный шов на коробчатой секции мостового крана; для прокладки швов длиной 30 м использовалась технология forceArc®. Внутри коробки выяснилось, что мы получаем угловые швы, которые соответствуют группе оценки B в соответствии с ISO 5817, с определенным полым галтелем и соответствующим нахлестом – и при 3 мм размер а также соответствует значению, требуемому стандартом. Причина этого в том, что мы сохраняем определенный воздушный зазор от конца до конца, и мы понимаем, что этот результат означает для будущего сварочных технологий». Он имеет в виду, что некоторые швы теперь можно сваривать только с одной стороны. Подварочный шов создается «автоматически» — нет стыковки — нет сварки.
Он имеет в виду, что некоторые швы теперь можно сваривать только с одной стороны. Подварочный шов создается «автоматически» — нет стыковки — нет сварки.
Инновационная техника
Йорг Нойдель также с удовольствием рассказывает о мелких деталях – методах работы, материалах, сварочном процессе – исходя из опыта, который он накопил за 26 месяцев использования forceArc®: «Наши сварщики должны работать с полной концентрацией. шлаковые включения в металле шва. Поэтому обратная сварка является преимуществом. Мы производим предварительный нагрев в начале шва и разработали методы, обеспечивающие отсутствие концевых кратеров. Это в равной степени относится как к двусторонним угловым швам, так и к полным соединениям».
Сварочный процесс в Плауэне полностью ориентирован на безопасность и качество компонентов. Нойдель не видит ограничений для forceArc® в том, что касается свариваемых стальных материалов, независимо от того, работаете ли вы с жаростойкими марками для электростанций или хромоникелевыми сталями.