как правильно наточить в домашних условиях
Содержание
Признаки затупления свёрл по металлу
К заточке следует приступать только при обнаружения явных признаков затупления режущей кромки.
Среди основных проявлений недуга выделяют следующие:
- повышенная шумность во время работы;
- стружка металла имеет мелкую фракцию;
- перегрев инструмента.
При сверлении металла затупленным сверлом возникает высокочастотный звук от трения рабочей кромки о заготовку. Поэтому, при появлении повышенной шумности следует отложить работу и приступить к заточке. Если продолжать сверление металла, то от чрезмерного нагрева режущее изделие разогреется до слишком высокой температуры.
До появления вышеописанных признаков о снижении остроты сверла может свидетельствовать отсутствие спиралевидной стружки. Такой признак не всегда удаётся вовремя обнаружить. Ели сверло при правильной подаче во время работы образует слишком мелкую стружку, то рекомендуется незамедлительно приступить к отладки инструмента.
Приспособления для заточки
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу.
Популярность также обусловлена невысокой стоимостью приспособлений.
 Популярность также обусловлена невысокой стоимостью приспособлений.
Популярность также обусловлена невысокой стоимостью приспособлений.Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Как оптимально обточить задние поверхности своими руками и выправить сверло за 3 шага
Напоминаю два требования к состоянию периферийной поверхности наждачного круга:
- ширина должна с запасом превосходить длину РК для выполнения ее обработки за один прием;
- а обтачивающая поверхность камня иметь идеально прямую линию.
Далее нам потребуется последовательно обеспечить три условия правильной заточки, рассмотренные выше.
Шаг №1. Как легко сформировать задний угол резания
Ось сверла необходимо направить под 60 градусов к образующей линии периферии круга.
Для этого на подручнике по угольнику достаточно нанести маркером хорошо видимую линию под 60О.
Альтернативой этому методу является разметка маркером линий на стекле защитного щитка.
Сверло кладется на указательный палец или пальцы, которые опираются на боковую поверхность подручника так, чтобы его боковая поверхность (ось) была расположена параллельно промаркированной линии.
Сверху его прижимают большим пальцем, а пальцами второй руки удерживают хвостовик и обеспечивают его перемещение вверх-вниз, подвижки вправо-влево, повороты по оси и фиксацию в нужном положении.
В исходной позиции тело сверла располагается строго по плоскости горизонта. Если посмотреть с боку на наждак в этой позиции, то видно, что круг уже готов придать задней поверхности нужный наклон.
Режущая кромка в течение всего периода обработки задней поверхности должна располагаться стабильно относительно вращающегося камня. Это обеспечивается сохранением осевого положения сверла относительно начерченной маркером линии и плоскости.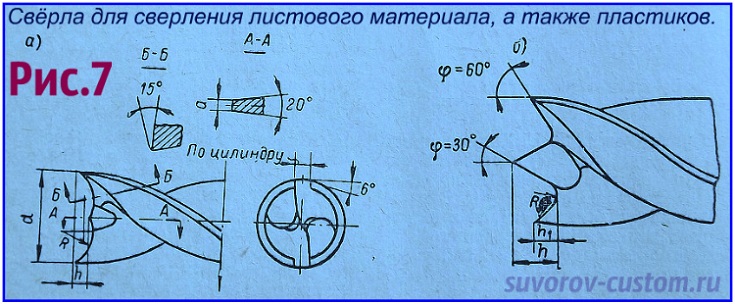
Движения сверла при заточке следующие:
- Аккуратно подводим режущую кромку к абразивному кругу до касания, легко прижимаем ее и сразу начинаем плавно изменять наклон сверла. Опускаем хвостовик чуть вниз, поддерживая одинаковый прижим до конца прохода.
- Далее следует возвратить сверло в начальную позицию, повернуть его на 180 градусов для обработки второй режущей кромки. При этом важно сохранить стабильность положения осевой линии относительно контрольной черты на подручнике.
Кисти и пальцы своё положение менять не должны. Следует обеспечить равномерность усилия прижима РК при обтачивании обеих задних поверхностей. Хвостовик в исходном положении удерживают свободно, без напряжения, а локти рук прижимают к поясу.
Выставленная горизонтально режущая кромка подводится к поверхности круга до легкого касания (обеспечивается одинаковый прижим), а затем сверло подаётся вверх и отводится назад в исходное положение.
Для смены заточки РК правой рукой сохраняют неподвижность сверла, а пальцами левой поворачивают его на 180 градусов, сохраняя осевое положение по черте маркера.
Если заметили, что одну сторону требуется сточить больше, то ее следует обработать несколько ряд подряд, не меняя величину силы прижима.
Не забывайте периодически охлаждать заходный наконечник, опуская его в баночку с водой, а затем проверять созданную геометрию визуально по заготовленному шаблону.
Шаг №2. Особенности формирования симметричных углов при вершине
Самодельное приспособление из отрезка уголка хорошо обеспечивает равномерную симметрию углов.
Его крепят на подручнике наждака струбциной и выставляют параллельно линии, нанесенной маркером. Оно позволяет сохранить выставленный задний угол резания.
Сверло укладывают на указательный палец, расположенный на подручнике и прижимают по длине к базирующей плоскости уголка.
Обращайте внимание, что не менее двух контактных точек на боковых ленточках должны соприкасаться с поверхностью базы.
Любая из режущих кромок всегда выставляется строго горизонтально при заточке в исходной позиции любой стороны.
Далее происходит стачивание задних поверхностей по тем же правилам, что расписаны выше. Обращайте внимание на равномерность усилия прижатия сверла к уголку и камню.
Вторая РК обрабатывается аналогично после поворота наконечника на 180 градусов. При этом симметрия угла обеспечивается автоматически.
Шаг №3. Как просто обеспечить равенство длин режущих кромок
Вначале потребуется визуально оценить созданную геометрию и расположение РК. Мешающие наблюдению отблески света можно перекрыть ладонью.
Точнее оценить равенство длин позволяет их измерение штангенциркулем.
Самый точный способ замера основан на использовании специального приспособления.
Его поворотную линейку выставляют по угольнику перпендикулярно к неподвижной линейке так, чтобы отступ контрольного острия отстоял от нее на величину радиуса сверла.
После этого заточенный образец укладывают на приспособление и сравнивают положение образованного на нем центра резания.
Более короткая режущая сторона подлежит дополнительной подточке. Причем на этом завершающем этапе не стоит обрабатывать всю заднюю поверхность. Достаточно сформировать под небольшим углом тонкую ленточку режущей кромки.
Она создается легким касанием к вращающемуся кругу при горизонтальном положении оси сверла.
3 способа заточки ступенчатого сверла в домашних условиях
Обычно ступенчатые сверла по металлу затачивают на токарном станке. Проблема только в том, что токарный станок — редкость в домашней мастерской. В этой статье рассмотрим три альтернативных способа заточки ступенчатого сверла.
Самый простой и доступный для всех способ заточки сверла — с помощью напильника по металлу.
Фиксируем ступенчатое сверло в слесарных тисках, после чего затачиваем режущую кромку каждой «ступеньки» по направлению снизу вверх. Иными словами, начинаем заточку с меньшего диаметра и заканчиваем самым большим.
Конечно, добиться идеальной заточки таким способом вряд ли получится. Но если ничего другого, кроме напильника, под рукой нет, то почему бы и не попробовать?
Но если ничего другого, кроме напильника, под рукой нет, то почему бы и не попробовать?
Рекомендуем также прочитать статью: как изготовить самодельное регулируемое сверло из мебельного болта.
Теперь давайте рассмотрим еще два способа заточки ступенчатого сверла, с помощью которых можно добиться уже значительно лучшего результата.
Заточка бормашинкой
С помощью дремеля со шлифовальной насадкой заточить ступенчатое сверло можно намного качественнее, и самое главное — быстрее.
Сам процесс заточки сверла выполняется точно так же, как и в первом случае. Однако нужно делать все аккуратно и плавно, без резких движений.
Заточка отрезным диском
Также для заточки ступенчатого сверла можно использовать отрезной диск для болгарки.
Сверло зажимаем в патроне дрели или шуруповерта, включаем инструмент на малых оборотах, и с помощью диска затачиваем режущие кромки.
Подробно о том, как заточить ступенчатое сверло в домашних условиях, можно посмотреть на видео. Своим опытом поделился автор YouTube канала HD karya.
Своим опытом поделился автор YouTube канала HD karya.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.
 Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
 Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.
Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1. 2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
 Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Источники
- https://plavitmetall.ru/oborudovanie/kak-zatochit-sverlo.html
- https://WikiMetall.ru/oborudovanie/kak-zatochit-sverlo-po-metallu.html
- https://HouseDiz.ru/kak-zatochit-sverlo-po-metallu-v-domashnix-usloviyax-novichku/
- https://nzmetallspb.ru/prochee/kak-zatochit-stupenchatoe-sverlo-po-metallu.html
- https://kuzov.info/kak-zatochit-sverlo-po-metallu/
Как заточить сверло по металлу и надо ли вообще это делать
Метки
Дом Инструменты Лайфхаки Помощь Ремонт СтроительствоКак заточить сверло по металлу? Каждый мастер согласится, что время от времени свёрла необходимо приводить в порядок. Из-за интенсивной работы они могут затупиться, что усложнит дальнейшее использование таких инструментов. Но можно подобрать и более стойкие комплектующие. Они не так быстро потеряют свои рабочие свойства и не будут нуждаться в очередной заточке.
Из-за интенсивной работы они могут затупиться, что усложнит дальнейшее использование таких инструментов. Но можно подобрать и более стойкие комплектующие. Они не так быстро потеряют свои рабочие свойства и не будут нуждаться в очередной заточке.
© Freepik
Эти советы подойдут мастерам-любителям, которые только начинают свой путь в мире разноплановых домашних дел. Допустим, в какой-то момент мастер обратит внимание на то, что свёрла работают не так, как раньше. Означает ли это, что их пора заточить? Скорее всего. Существует несколько подсказок, совокупность которых однозначно будет свидетельствовать о необходимости обновления сверла.
Например, к этим подсказкам можно отнести появление непонятных звуков во время работы аппарата с тупым сверлом. Также сверло может нагреваться при работе и делать отверстия в металле гораздо медленнее, чем раньше. Более того, эти отверстия могут иметь различные неровности и сколы. И, разумеется, надо внимательно осмотреть само сверло. Его краешек может иметь характерную округлую форму.
И, разумеется, надо внимательно осмотреть само сверло. Его краешек может иметь характерную округлую форму.
© Freepik
Полезное решение
Можно ли заточить сверло самостоятельно? Да, бесспорно. Но если имеются какие-либо сомнения на этот счет, то лучше обратиться к специалистам и доверить это дело профессионалам, пусть даже за денежное вознаграждение. Точить сверло следует крайне аккуратно, ведь процедура достаточно сложная.
Чтобы добавить остроты, может понадобиться абразивный круг. Но заточка сверла на таком инструменте занимает чуть больше времени. Более удобно использовать болгарку со шлифовальным кругом, дрель с насадкой для заточки сверла, обдирочно-заточный станок. Только учти, если не знаешь, как нужно точить свёрла, то обязательно посмотри тематические видео на просторах Сети.
© Freepik
Разумный выбор
Решить вопрос с необходимостью постоянной заточки сверла по металлу помогут специальные свёрла. Эти инструменты сделаны из более прочного металла, а срок их бесперебойной службы значительно увеличивается. Как распознать такое сверло? По маркировке HSS на самом сверле. Это значит, что оно выполнено из быстрорежущей стали.
Эти инструменты сделаны из более прочного металла, а срок их бесперебойной службы значительно увеличивается. Как распознать такое сверло? По маркировке HSS на самом сверле. Это значит, что оно выполнено из быстрорежущей стали.
HSS-стали можно поделить на три подгруппы: вольфрамовые, молибденовые, высоколегированные. Вольфрамовая группа сталей (Т1 — от заглавной буквы английского названия металла Tungsten) сейчас не так активно используется ввиду высокой цены на вольфрам.
Более широко применяются стали с элементами кобальта (Т15), а также молибденовые (М) варианты с добавлением ванадия. На таком сверле, содержащим кобальт, можно заметить маркировку HSS Co. Особо прочные сверла имеют титановое напыление, обладают термостойкостью около 600 градусов, отмечены маркировкой HSS TiN.
© Freepik
Вся соль в том, что эти стали используются для работы с риском высокого износа инструмента и повышенной температурой. Усовершенствованный состав такого сверла позволит просверлить более прочный металл, к примеру, титан. Разумеется, что профессионалам без таких свёрл никак. А вот домашняя работа с такими инструментами будет в удовольствие, и никаких постоянных заточек сверла.
Усовершенствованный состав такого сверла позволит просверлить более прочный металл, к примеру, титан. Разумеется, что профессионалам без таких свёрл никак. А вот домашняя работа с такими инструментами будет в удовольствие, и никаких постоянных заточек сверла.
© Freepik
Как заточить сверло по металлу самостоятельно
Специальная маркировка есть и у свёрл местного производства. Например, как расшифровать маркировку «Р6М5К5 10,6»? Р6 — это быстрорежущая сталь с добавлением 6 % вольфрама, М5 и К5 — 5 % добавки молибдена и кобальта соответственно. Последний цифровой показатель обозначает диаметр сверла.
© Freepik
Прежде чем искать, где и как заточить сверло по металлу, нужно подумать. Возможно, есть необходимость приобрести набор более прочных инструментов и забыть о других заморочках? Как считаешь? Есть ли разумное зерно у такой идеи? Поделись своими мыслями с нашими подписчиками в комментариях.
Поделиться
Bits How To
Основы — быстрое сверление, используйте давление
Многоцелевые сверла Bad Dog отличаются от других сверел, которые вы, возможно, использовали раньше, для твердых материалов, таких как металл, сверла должны вращаться со скоростью не менее 2500 об/мин — с за исключением керамогранита и стекла, которые сверлятся медленно. См. руководство справа для конкретных материалов. Если у вас возникнут какие-либо проблемы, ознакомьтесь с нашим разделом по устранению неполадок или позвоните нам по телефону 1.800.252.1330.
Наконечники для конкретных материалов
МЕТАЛЛ (НЕ нержавеющая сталь)
Используйте сверлильный станок
Если у вас есть только ручная дрель, используйте сильное давление и смазку для резки, такую как Bad Dog Drool
. )
)
Используйте «пульсирующее действие» на спусковом крючке для сверления на низких оборотах, когда материал требует
Используйте смазку для резки, чтобы предотвратить воронение
НЕ сверлить направляющее отверстие бурение!
Керамогранит и стеклянную плитку следует рассматривать как стекло, очень хрупкое и, следовательно, трудное для сверления
Просмотрите руководство по оборотам для определения подходящей скорости сверления
Если мусор становится темным во время сверления фарфора,
сверло затупилось. ПРЕКРАТИТЕ сверлить!
МРАМОР/СЛАНЕЦ
Обклейте место сверления лентой для предотвращения сколов и растрескивания материала
НЕ ИСПОЛЬЗУЙТЕ ударную дрель
НЕ СВЕРЛИВАЙТЕ направляющие отверстия
ГРАНИТ
Используйте ударную дрель
Используйте смазку для резки, такую как Bad Dog Drool
НЕ сверлите направляющее отверстие
КЛАДКА
Используйте обычную ударную дрель
Используйте ударную дрель в местах присутствия арматуры или другого металла
НЕ сверлите направляющее отверстие
ПЛАСТИК
Регулярно очищайте хвостовик от мусора во время сверления, чтобы предотвратить засорение
НЕ сверлить направляющее отверстие
ДЕРЕВЯННЫЙ
Лучше всего подходит для чернового сверления
Для других проектов рассмотрите сверла Bad Dog Rover для деревообработки
СТЕКЛО
Работа на плоской поверхности
НЕ позволяйте корпусу сверла (не сверла) скользить по стеклу или ударять его по стеклу, когда сверло выходит из отверстия
Используйте смазку для резки на масляной основе
Используйте небольшой резервуар из веревки или глины для удержания смазочно-охлаждающей жидкости в зоне сверления
Просверлите пилотное отверстие
НЕСКОЛЬКО МАТЕРИАЛОВ
Просмотрите руководство по частоте вращения выше
Отрегулируйте скорость сверления в соответствии с каждым материалом по мере его бурения
Как заточить насадки
 youtube.com/embed/N4nnuZ5Bbe4″ title=”YouTube video player” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/N4nnuZ5Bbe4″ title=”YouTube video player” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Уход за сверлами
– Острые насадки лучше всего подходят для сверления
– Используйте алмазный круг для заточки насадки
до плоской заточки 118° или отремонтируйте/замените насадку
в соответствии с пожизненной гарантией
–
Проведите шарнир вдоль прямой кромки
– Храните надлежащим образом, чтобы избежать сколов
– Не допускайте попадания мусора на канавки
– Очистите смолу от насадок с помощью средства для очистки духовки
– Покройте маслом для предотвращения ржавчины
– Удалить ржавчину с помощью стальной мочалки
Recommended Drills
Corded:
Dewalt D21002
DeWalt DWE1014
DeWalt DWD112
DeWalt DWD110K
Makita 6408
Milwaukee 0240-20
Milwaukee 0101-20
Porter Cable PC600D
Cordless:
Dewalt DCD708C2
Dewalt DCD991P2
Dewalt DCD791D2
Makita XFD12Z
Milwaukee 2997-22
Ударные отвертки:
Dewalt DCF880B
Makita XDT111
Ryobi # P881
ПОЧТИ ВСЕ ДРУГИЕ МАРКИ И МОДЕЛИ0003
Устранение неполадок — какие-либо из ваших битов выглядят так?
Многоцелевые сверла Bad Dog настолько прочны, насколько это возможно, но они не являются неразрушимыми. Посмотрите на сверла ниже, чтобы узнать, что пошло не так, и как предотвратить это с вами. На многоцелевые сверла распространяется ПОЖИЗНЕННАЯ ГАРАНТИЯ. Так что, даже если что-то из этого случится с вашими битами, мы их заменим.
Посмотрите на сверла ниже, чтобы узнать, что пошло не так, и как предотвратить это с вами. На многоцелевые сверла распространяется ПОЖИЗНЕННАЯ ГАРАНТИЯ. Так что, даже если что-то из этого случится с вашими битами, мы их заменим.
ПРОБЛЕМА – НЕОБХОДИМЫЕ НАПРАВЛЯЮЩИЕ ОТВЕРСТИЯ
Вот что происходит, когда направляющие отверстия просверливаются без необходимости.
РЕШЕНИЕ
С помощью многоцелевых сверл Bad Dog НЕ сверлите пилотные отверстия в нержавеющей стали, металле, мраморе или граните.
ПРОБЛЕМА – СВЕРЛО ОСТАЛОСЬ В ПАТРОНЕ
Это сверло не было надежно затянуто в патроне. Если насадку постоянно использовать, дно полностью сгорит.
РЕШЕНИЕ
Убедитесь, что сверло плотно и плотно сидит в патроне.
ПРОБЛЕМА – Сколы на долоте/Сверление слишком медленно
Сверло может отколоться при слишком медленном сверлении.
РЕШЕНИЕ
Эти сверла не похожи ни на какие, которые вы использовали в прошлом. Взгляните на специальные методы сверления и скорости сверления для материалов, с которыми вы работаете.
ПРОБЛЕМА – СВЕРЛЕНИЕ СЛИШКОМ МНОГО ЗАКЛЕПОК ОДНОВРЕМЕННО
Несколько заклепок слились с этим сверлом.
РЕШЕНИЕ
После высверливания 2 или 3 заклепок снимите их со сверла. Если их не удалить, они могут стать постоянным приспособлением.
ПРОБЛЕМА – ПОГНУТОЕ СВЕРЛО
Хотя стержень сверла обладает некоторой гибкостью, если вы попытаетесь согнуть его более чем на 15°, может произойти необратимый изгиб.
РЕШЕНИЕ
В связи с тем, что биты маленькие, мы рекомендуем при бурении оказывать равномерное вертикальное давление.
ПРОБЛЕМА – РАСПЛАВЛЕНИЕ СВЕРЛА/СВЕРЛЕНИЕ БЕЗ НАКОНЕЧНИКА
Сверло расплавится, если его использовать для сверления без наконечника.
РЕШЕНИЕ
Если ваша насадка потеряла наконечник, ее необходимо заменить. На все многоцелевые биты Bad Dog распространяется пожизненная гарантия. Для получения подробной информации о пожизненной гарантии, пожалуйста, нажмите ниже
Пожизненная гарантия
ПРОБЛЕМА – НЕПРАВИЛЬНО ЗАТОЧЕННОЕ СВЕРЛО
Это пример неправильно заточенного сверла.
РЕШЕНИЕ
Заточить сверло под углом 118°. Мы рекомендуем использовать алмазный круг, чтобы помочь в этом, но дрель-доктор или аналогичный продукт также подойдет. Вы также можете отправить его нам, и мы заточим его для вас в соответствии с нашей пожизненной гарантией.
ПРОБЛЕМА – СВЕРЛЕНИЕ ЗАТУПИВШИМ ДОЛОТОМ
Когда тупая насадка постоянно используется, она может выглядеть вот так.
РЕШЕНИЕ
Заточить сверло под углом 118°. Мы рекомендуем использовать наш алмазный круг, чтобы помочь в этом, или вы можете отправить его нам, и мы заточим его для вас.
Чем отличаются биты Bad Dog?
Как выбрать идеальное сверло для вашего проекта
Герберт ПостОдним из важнейших инструментов в арсенале любого слесаря является сверло. Сверла представляют собой цилиндрические режущие инструменты, которые используются для создания отверстий в различных материалах, таких как металл, пластик, дерево, керамическая плитка и бетон. Но не все сверла одинаковы, и выбор неправильного может привести к плачевным результатам.
Использование неподходящей насадки может привести к повреждению материала, снижению эффективности и даже травме пользователя. Поэтому важно понимать различные типы доступных сверл и их уникальные характеристики, включая материалы, покрытия, углы при вершине и длину.
Являетесь ли вы опытным слесарем или только начинаете, это руководство предоставит вам знания, необходимые для принятия обоснованных решений и достижения наилучших результатов.
Материалы для сверл
Вот три наиболее распространенных типа материалов для сверл:
Быстрорежущая сталь (HSS)
Быстрорежущая сталь (HSS) — это тип инструментальной стали, обладающий носить.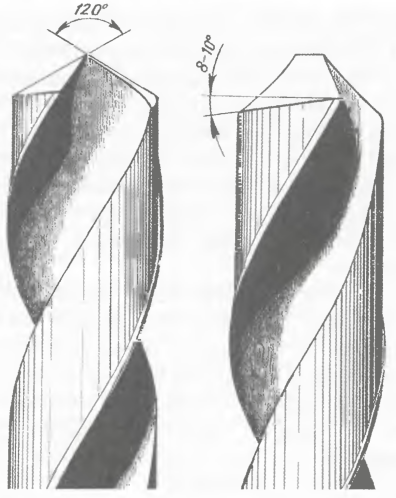 Он содержит вольфрам, молибден, хром и ванадий, которые обеспечивают повышенную прочность и долговечность. Сверла HSS подходят для сверления мягких металлов, таких как алюминий и латунь, а также дерева и пластика.
Он содержит вольфрам, молибден, хром и ванадий, которые обеспечивают повышенную прочность и долговечность. Сверла HSS подходят для сверления мягких металлов, таких как алюминий и латунь, а также дерева и пластика.
- Преимущества : Сверла из быстрорежущей стали относительно доступны по цене, легко затачиваются и имеют длительный срок службы при правильном использовании.
- Недостатки : Сверла из быстрорежущей стали не подходят для сверления твердых металлов, таких как нержавеющая сталь, и могут быстро терять остроту при использовании на твердых материалах.
Кобальт (HSCO)
Кобальт (HSCO) сверла изготовлены из быстрорежущей стали с добавлением кобальта, что повышает их прочность и термостойкость. Они могут выдерживать более высокие температуры и менее склонны к потускнению. Кобальтовые сверла идеально подходят для сверления твердых металлов, таких как нержавеющая сталь, чугун и титан.
- Преимущества : Сверла из кобальта очень прочны, устойчивы к износу и сохраняют остроту дольше, чем сверла из быстрорежущей стали.
- Недостатки : Кобальтовые сверла дороже, чем сверла из быстрорежущей стали, и для их заточки требуется специальное оборудование.

Твердосплавные (Carb)
Твердосплавные (Carb) сверла изготовлены из карбида вольфрама, который представляет собой плотный и прочный материал, устойчивый к высоким температурам и износу. Они идеально подходят для сверления твердых материалов, включая керамику, стекло и кирпичную кладку, а также таких твердых металлов, как нержавеющая сталь и чугун.
- Преимущества : Этот тип невероятно прочен, может сохранять свою остроту дольше, чем сверла из других материалов, и может выдерживать высокоскоростное сверление.
- Недостатки : Это самые дорогие из трех материалов, и они могут быть хрупкими, что может привести к их поломке при неправильном использовании.
Конструктивные особенности сверл
Чтобы выбрать лучшие сверла по металлу и другим материалам, следует учитывать конструктивные особенности, влияющие на их характеристики. Вот три ключевые конструктивные особенности сверл:
Вот три ключевые конструктивные особенности сверл:
Угол вершины сверла
Угол вершины сверла означает угол, под которым заточена режущая кромка сверла. Он измеряется в градусах и может варьироваться от 90 до 150. Угол 118 градусов является наиболее распространенным, но другие углы, такие как 135 градусов и 90 градусов, могут быть более подходящими для конкретных материалов или приложений.
Стандартные углы сверления
- 118° : Наиболее часто используемый угол для универсального сверления металла, дерева и пластика. Он идеально подходит для сверления более мягких металлов, таких как алюминий и медь. Он также предлагает баланс между резкостью и долговечностью. Тем не менее, он может плохо работать с более твердыми материалами.
- 135° : Лучше подходит для сверления более твердых материалов и сплавов, таких как нержавеющая сталь, чугун и титан. Хотя он может работать с более твердыми материалами, он может быть не так эффективен для более мягких.
- 90° : Используется для создания зенкерных отверстий, удаления заусенцев и снятия фасок, но не подходит для сверления.

Длина вершины сверла
Длина вершины сверла относится к расстоянию от кончика сверла до начала канавки. Существует три типа длины наконечника сверла: стандартная, джобберская и длинная.
- Стандарт : Обеспечивает наибольшую жесткость и лучше всего подходит для неглубоких отверстий в более мягких материалах. Поскольку он жесткий, он может не подойти для более глубоких отверстий.
- Jobber : Универсальная длина, с помощью которой можно сверлить отверстия различной глубины и различных материалов, а также подходит для сверления общего назначения. Несмотря на свою универсальность, это может быть не лучший выбор для бурения в труднодоступных местах или очень глубоких отверстий.
- Long : Обеспечивает максимальную гибкость и идеально подходит для сверления глубоких отверстий или в труднодоступных местах, но может быть более склонным к поломке или изгибу.

Канавки
Канавки представляют собой канавки, расположенные по спирали по всей длине сверла. Они служат для удаления стружки и мусора из отверстия, когда долото врезается в материал. Они также обычно шире и глубже на долотах большего диаметра. Конструкция канавки может сильно повлиять на производительность и эффективность сверла.
Типы конструкций канавок
- Стандартные канавки : Стандартные канавки прямые и используются на большинстве сверл. Они универсальны и подходят для большинства материалов и операций сверления, но могут быть не самым эффективным вариантом для более твердых материалов.
- Параболические канавки : Параболические канавки имеют более глубокие канавки и более эффективно удаляют стружку, что делает их подходящими для более мягких материалов, таких как дерево или пластик. Они могут быть не столь эффективны для более твердых материалов или бит большего диаметра.
- Спиральные канавки : Спиральные канавки закручиваются по длине сверла, создавая более длинную режущую кромку и улучшая эвакуацию стружки. Они подходят для более твердых материалов, таких как металл или бетон, для которых требуется дополнительная режущая способность. С другой стороны, их может быть труднее контролировать, и для начала сверления требуется больше усилий
- Двойные канавки : Двойные канавки имеют два набора канавок, которые проходят параллельно друг другу, обеспечивая дополнительную стабильность и контроль при сверлении прямых или точных отверстий в древесине или металле. Они обеспечивают дополнительную стабильность и контроль, но могут выделять больше тепла и трения во время бурения.

Покрытия для сверл
Сверла имеют различные покрытия, каждое из которых имеет свои особенности, преимущества и недостатки.
Черный оксид
Черный оксид — это покрытие, полученное путем чернения поверхности сверла для повышения устойчивости к ржавчине и уменьшения трения. Он сделан из оксида железа и магнетита. Их лучше всего использовать для сверления мягких металлов, таких как алюминий, медь, латунь и низкоуглеродистая сталь.
Он сделан из оксида железа и магнетита. Их лучше всего использовать для сверления мягких металлов, таких как алюминий, медь, латунь и низкоуглеродистая сталь.
- Преимущества : Обеспечивает износостойкость и коррозионную стойкость. Это также снижает трение, увеличивая срок службы сверла.
- Недостатки : Не подходит для использования на твердых металлах. Его также можно легко поцарапать, что может сказаться на качестве заготовки.
Bright
Металлическая отделка без покрытия. Это самый распространенный тип сверла. Их лучше всего использовать для сверления пластика, дерева и мягких металлов.
- Преимущества : Легко затачивается и обеспечивает хорошую точность сверления.
- Недостатки : Отсутствие коррозионной стойкости и высокий уровень трения, вызывающий накопление тепла и сокращающий срок службы.
Нитрид титана (TiN)
Покрытие золотистого цвета, обеспечивающее термостойкость и твердость. Его изготавливают путем нанесения нитрида титана на поверхность сверла.
Его изготавливают путем нанесения нитрида титана на поверхность сверла.
Их лучше всего использовать для сверления твердых материалов, таких как нержавеющая сталь, чугун и титан.
- Преимущества : Обеспечивает высокую термостойкость и твердость, что продлевает срок службы сверла. Он также снижает трение и предотвращает заедание и приваривание сверла к заготовке.
- Недостатки : Это относительно дорогое покрытие.
Карбонитрид титана (TiCN)
Покрытие серого цвета, более твердое, чем TiN. Его изготавливают путем нанесения слоя карбонитрида титана на поверхность сверла. Их лучше всего использовать для сверления абразивных материалов, таких как алюминий с высоким содержанием кремния, стекловолокно и углеродные композиты.
- Преимущества : Обеспечивает более твердое и износостойкое покрытие, чем TiN. Он также обладает высокой смазывающей способностью, уменьшая накопление тепла и трение между сверлом и заготовкой.
- Недостатки : дороже, чем TiN.

Другие распространенные покрытия, используемые в сверлах
- TiALN : Покрытие темно-серого цвета, обеспечивающее исключительную твердость и термостойкость. Его лучше всего использовать для сверления закаленных сталей и нержавеющей стали.
- Алмазоподобный углерод (DLC) : Покрытие черного цвета, обеспечивающее превосходную твердость и износостойкость. Его лучше всего использовать для сверления цветных металлов и пластика.
- Нитрид циркония (ZrN) : Покрытие медного цвета, обеспечивающее высокую износостойкость и низкое трение. Его лучше всего использовать для сверления алюминия и других цветных металлов.
Типы сверл
Когда дело доходит до сверления, существуют различные типы сверл, предназначенных для конкретных материалов и областей применения. Вот некоторые из наиболее распространенных типов:
- Спиральные сверла : Это наиболее часто используемые сверла, подходящие для сверления отверстий в древесине, пластике и металле. Они имеют спиралевидную форму, которая помогает удалять просверливаемый материал и предотвращает застревание сверла.
- Сверла Brad Point : Эти сверла предназначены для сверления чистых и точных отверстий в древесине. У них есть острая центральная точка, которая помогает начать отверстие, и две режущие кромки, которые делают аккуратные разрезы по бокам.
- Буровые сверла : Эти сверла предназначены для сверления глубоких отверстий в древесине. У них есть длинная спиралевидная канавка, которая удаляет стружку из отверстия по мере его сверления.
- Лопаточные сверла : Эти сверла предназначены для сверления больших отверстий в древесине. Они имеют плоскую веслообразную форму с заостренным концом, который помогает начать отверстие.
- Сверла Форстнера : Эти сверла предназначены для сверления отверстий с плоским дном в древесине. Они имеют плоскую круглую форму с центральной точкой, которая помогает начать отверстие, и режущими кромками, которые создают гладкое плоское дно.
- Сверла для кольцевой пилы : Эти сверла предназначены для вырезания больших отверстий в дереве, металле и других материалах. Они имеют круглую форму с пилообразным краем, который прорезает материал.
- Ступенчатые сверла : Эти сверла предназначены для сверления отверстий в металле и других твердых материалах. Они имеют ступенчатую конструкцию, позволяющую сверлить одним сверлом отверстия разных размеров.
- Сверла по каменной кладке : Эти сверла предназначены для сверления отверстий в бетоне, кирпиче и других кладочных материалах. Они имеют твердосплавный наконечник, способный выдерживать твердость каменных материалов.
- Сверла для стекла и плитки : Эти сверла предназначены для сверления отверстий в стекле, плитке и других хрупких материалах. Они имеют твердосплавный наконечник и специальную конструкцию, снижающую риск растрескивания или сколов материала.
- Зенкеры : Эти сверла предназначены для сверления направляющих отверстий и зенкеров в древесине и других мягких материалах. Они имеют сужающуюся форму, которая создает коническое отверстие и плоское дно для винтов или других крепежных изделий.
- Наборы сверл : Эти наборы включают в себя несколько типов и размеров сверл для различных применений. Это отличный вариант для тех, кому нужны различные сверла для разных материалов и проектов.
 Они имеют спиралевидную форму, которая помогает удалять просверливаемый материал и предотвращает застревание сверла.
Они имеют спиралевидную форму, которая помогает удалять просверливаемый материал и предотвращает застревание сверла.
 Они имеют сужающуюся форму, которая создает коническое отверстие и плоское дно для винтов или других крепежных изделий.
Они имеют сужающуюся форму, которая создает коническое отверстие и плоское дно для винтов или других крепежных изделий.Каждый тип бурового долота имеет свои уникальные особенности, подходящие области применения, преимущества и недостатки. Выбор правильного типа сверла имеет важное значение для достижения точных и эффективных результатов бурения.
Обслуживание сверл
Если вы хотите, чтобы ваше буровое долото функционировало оптимально и продлило срок его службы, надлежащее техническое обслуживание является обязательным.
Надлежащее хранение
- Храните сверла в сухом и чистом месте
- Храните их в оригинальной упаковке или в специальном контейнере для хранения
- Используйте стойку или перфорированную доску для организации и предотвращения повреждений
- Избегайте воздействия экстремальных температур и влажности
- Промаркируйте контейнер для хранения для легкой идентификации
- Методы заточки и обслуживания
Методы заточки и технического обслуживания
- Используйте напильник или шлифовальный станок для заточки затупившихся сверл
- Держите сверло в прохладе во время заточки, чтобы предотвратить перегрев и повреждение
- Удалите все заусенцы или сколы на режущей кромке
- Регулярно проверяйте сверло на наличие признаков износа или повреждений
- Используйте смазку или смазочно-охлаждающую жидкость во время сверления, чтобы уменьшить трение и накопление тепла
- Избегайте чрезмерного давления во время бурения, которое может привести к износу и повреждению долота.

Распространенные ошибки, которых следует избегать при использовании сверл
При использовании сверл нередки ошибки. Вот некоторые из наиболее распространенных ошибок, которых следует избегать для обеспечения безопасности:
- Использование неправильного сверла : Выбор неправильного типа или размера сверла может привести к повреждению просверливаемого материала, самого сверла или даже сверла. Всегда используйте сверло, соответствующее материалу и проекту, над которым вы работаете.
- Слишком сильное давление : Слишком сильное давление на сверло может привести к изгибу или поломке сверла, повреждению просверливаемого материала или причинить травму пользователю. Дайте сверлу выполнить свою работу и прикладывайте мягкое и постоянное давление, чтобы не повредить сверло или материал.
- Перегрев биты : Перегрев биты может привести к тому, что она станет тупой и неэффективной или даже расплавится и сломается. Используйте правильную настройку скорости сверла и применяйте смазку или охлаждающие средства для уменьшения трения и накопления тепла.
- Пренебрежение использованием защитного снаряжения : Неиспользование надлежащего защитного снаряжения, такого как защитные очки, перчатки и беруши, может привести к травмам или долгосрочным проблемам со здоровьем. Всегда надевайте подходящее защитное снаряжение при использовании дрели, чтобы защитить себя от летящих обломков, громких звуков и других опасностей
 Используйте правильную настройку скорости сверла и применяйте смазку или охлаждающие средства для уменьшения трения и накопления тепла.
Используйте правильную настройку скорости сверла и применяйте смазку или охлаждающие средства для уменьшения трения и накопления тепла. Сверла являются важными инструментами, используемыми в различных областях, от деревообработки до металлообработки и строительства. Правильный выбор сверла для конкретной задачи может сэкономить время, повысить эффективность и обеспечить безопасность. Крайне важно учитывать тип просверливаемого материала, желаемый размер отверстия и требуемую точность. Кроме того, понимание различных типов покрытий сверл, конструктивных особенностей и методов обслуживания может продлить срок службы ваших сверл и сэкономить деньги в долгосрочной перспективе.