Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Достоинства пайки
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.


Отрицательные качества
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.
Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Методы пайки
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Необходимые приспособления
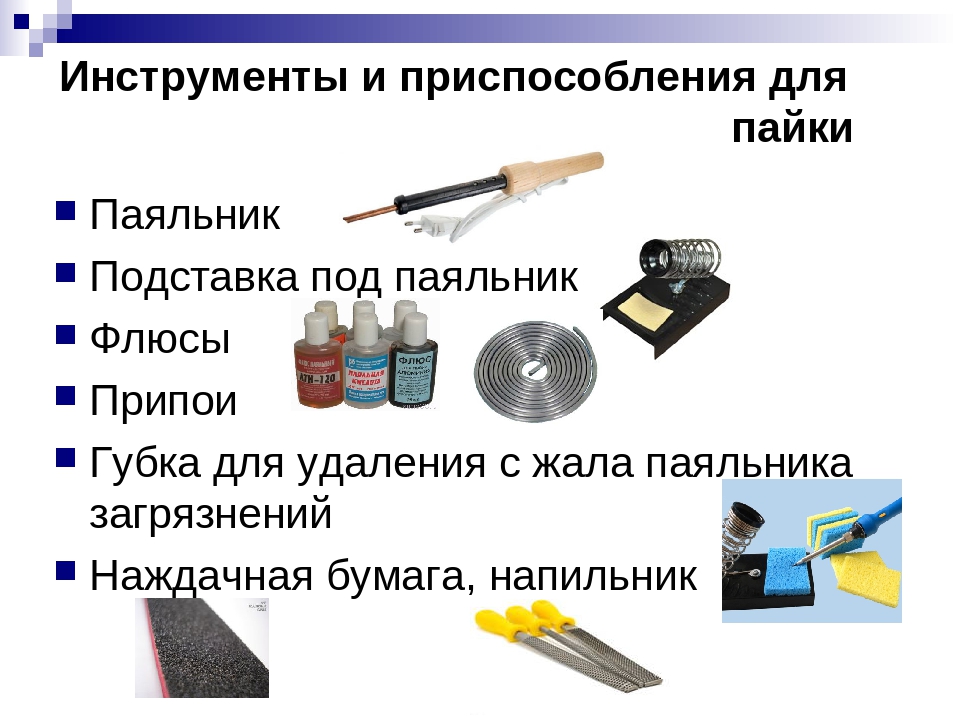
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюминия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
Пошаговая инструкция
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
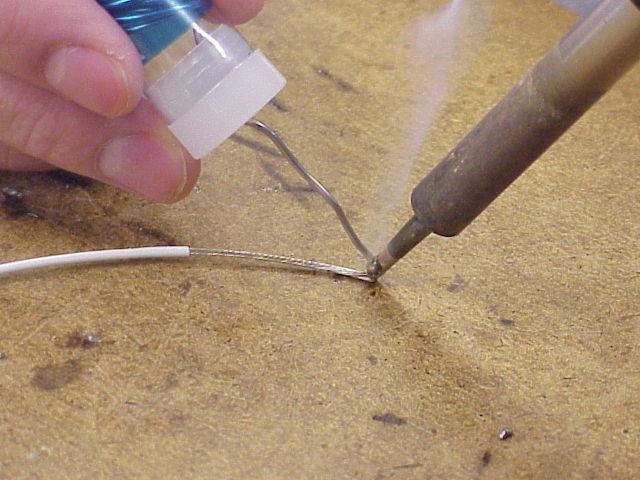
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.

Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Паяем нихром и алюминий
Портал QRZ.RU существует только за счет рекламы, поэтому мы были бы Вам благодарны если Вы внесете сайт в список исключений.
Мы стараемся размещать только релевантную рекламу, которая будет интересна не только рекламодателям, но и нашим читателям. Отключив Adblock, вы поможете не только нам, но и себе. Спасибо.
Отключив Adblock, вы поможете не только нам, но и себе. Спасибо.
QRZ.RU > Каталог схем и документации > Схемы наших читателей > Дайджест радиосхем > Паяем нихром и алюминий
class=”small”>|
Хочу поделиться опытом пайки алюминия и нихрома (точнее, сварки нихрома). Алюминий можно паять следующим образом: берЈтся небольшой кусочек цинка и жалом хорошо разогретого паяльника (механически сдирая оксидный слой с алюминия им, т.е. жалом) “облуживается” алюминий. Температура плавления цинка около 400о, поэтому паяльник нужен мощный. Затем, используя обычные припои (ПОС-40, ПОС-60 и т.д. с температурой плавления 220-260о), осуществляем обычную пайку с “облуженным” цинком алюминием. Секрет этот я прочитал в журнале “Приборы. А с нихромом следующее: скручиваем оба конца провода и используя обычную угольную щЈтку от электродвигателя “свариваем” оба конца в шарик. В качестве “сварочного аппарата” можно использовать трансформатор на 3-12 Вольта и током не менее 3 Ампер. Если его нет под рукой, то можно использовать мощную нагрузку (не менее 1кВт) и сеть 220 вольт. Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода “сварены “. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания. Шамиль Гумеров Паяем алюминий В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы). Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития. Бастанов В.Г. |

 п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
 Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
 рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Пайка алюминия – Обсуждение украшений
Ganoksin Orchid Jewelry Forum Сообщество для ювелиров и мастеров по металлу Дарин_Линн_Пейк #1 Кто-нибудь знает, почему нельзя паять алюминий? Я знаю, что температура плавления
составляет 1220 градусов по Фаренгейту, но что произойдет, если вы
используете оловянный припой (или любой низкотемпературный припой)? Делаю проект
из алюминия и серебра, а соединения меня 9 гонят0009 ОРЕХИ!
Спасибо,
Дарин
Дарин,
Пробовали ли вы вместо этого использовать холодные соединения, такие как заклепки?
Шарлин
Charden Designs
сделайте себе одолжение и прикрепите к нему форму механическую
, если только вы не используете дуговую установку.
Фрэнк
Брайан_Адам #4Кто-нибудь знает, почему нельзя паять алюминий?
Дарин, возьми правильный алюминиевый припой и подходящий флюс. Это
воняет, и у вас может быть несколько ошибок, но это путь к
.
Брайан
Брайан Адам
драгоценность
и производитель одежды для бровей
с 1 9 8 1
http://crash.ihug.co.nz/~adam/
Bruce_Holmgrain #5 Насколько я понимаю, проблема заключается в окислении поверхности. Maybw не
ответ, который звучит хорошо. Обратитесь к поставщику сварочных материалов и попросите сплав Welco
и флюс для пайки алюминия.
Брюс Д. Холмгрейн
электронная почта: @Bruce_Holmgrain
http:\www.knight-hub.com\manmtndense\bhh4.htm
стандартная почта: 311 Sugarland Run Drive, Sterling, VA 20164
phone:: 703-593-4652
Кто-нибудь знает, почему нельзя паять алюминий? я знаю температура плавления составляет 1220 градусов по Фаренгейту, но что произойдет, если вы использовать оловянный припой (или любой низкотемпературный припой)? я делаю проект из алюминия и серебра, а связи ведут меня ОРЕХИ!
Daryn-
На самом деле вы можете паять алюминий, для этого вам понадобится специальный припой
и соответствующая процедура. Я лично этого не делал, но видел
, как это делается. Может быть, вы могли бы обратиться к поставщику сварочных материалов или к
торговцу поставками кондиционеров, и они могли бы направить вас на правильный путь, чтобы сделать это. С уважением-RL
С уважением-RL
Для пайки алюминия вам понадобится спиральная дуга. Оксиды строят
так быстро припаивается, что у вас нет шансов
на самом деле сделать соединение. Без хели-дуги это НЕВОЗМОЖНО.
Пенни
Микелай #8Привет Дарин:
Вы можете паять алюминий, но для этого вам понадобится специальная паста для пайки
. Я не знаю, что это за смесь, поэтому я не знаю, что
произойдет с вашим серебром. Проверьте свое местное хобби или 9Модель поезда 0009 магазин, чтобы увидеть, что они несут его. (Я надеюсь, что эта информация
не устарела, так как я когда-то носил этот продукт в своем собственном магазине;
однако, он был довольно дорогим и не пользовался большим спросом, поэтому я
только предполагаю, что он все еще доступен. )
)
Элейн (MoonStones)
Richard_Whitehouse1 #9 Уважаемый Дарин! Алюминий имеет очень толстое оксидное покрытие, которое делает
очень сложно паять. Вы можете получить активный флюс для алюминия
, который помогает предотвратить попадание кислорода к алюминию
. Также необходимо паять алюминиевым припоем. Лучший способ
паять или паять алюминий — это использовать аргоновую горелку, которая
создаст бескислородную атмосферу вокруг металла. Я не
не думаю, что вы сможете паять алюминий с серебром из-за
проблем с окислением. Ричард W UK
Привет, Дарин,
Я думаю, вам придется перейти на холодные соединения (заклепки, скорее всего
). Я думаю причина, по которой нельзя паять алюминий, в том, что он
Я думаю причина, по которой нельзя паять алюминий, в том, что он
сразу окисляется, и нельзя его вовремя припаять, чтобы
припой потекла.
Оловянный припой может удерживать его в течение короткого периода времени, но если
он не будет лежать на полке, в конце концов ему потребуется ремонт.
Низкотемпературные припои не проникают в молекулярную структуру металла
(металл недостаточно нагревается), поэтому это не настоящая связь
. С тем же успехом вы могли бы склеить с Элмером.
Если металл достаточно нагреется, припой станет
коррозийным и начнет поглощать ваше серебро. Был там, сделал
это! Это было еще до того, как у нас появился такой замечательный ресурс
, как Orchid!
Удачи,
Дэйв Себасте
Sebaste Studio
Шарлотта, Северная Каролина (США)
[email protected]
http://www.sebaste.com
Насколько я понимаю, O2 окисляет металл, поэтому они
используют инертный газ (аргон) для вытеснения O2. Я не слышал
о каких-либо успешных способах обойти это. Каждый раз, когда я играл с алюминием
, он становился хрупким и разрушался.
Рик
Кэтлин #12, если у вас нет дорогого сварочного оборудования и специальных газов,
нельзя сделать. Пытался. не могу этого сделать. Используйте заклепки, застежки и т. д. Есть
технических причин, например, квасцы отстой, но я не могу вспомнить другие технические термины
. Сдавайся, ты слишком молод, чтобы седеть – поверь мне,
был там, делал это, пробовал снова, все равно не работает.
Charleen,
Моя проблема в том, что я прикрепляю алюминиевые трубки различных размеров
к стерлинговому серебру. Я могу попробовать трубчатые заклепки, но я думаю, что
, возможно, придется использовать выступы (я думаю, что они будут называться
) – проволока, которая немного больше, чем трубка, но
сужается, чтобы соответствовать, и вы подошли бы им вместе. Это заклепка поп
? В любом случае спасибо за ваше предложение. Дарин
Daryn,
насколько я знаю, алюминий нужно сваривать дуговой машиной,
или холодной сваркой.
С уважением,
geo fox
Daryn_Lynne_Pake №15 Дэйв, кажется, я решил использовать проволоку и трубчатые заклепки
. Пайка алюминия кажется такой сложной и хитовой
Пайка алюминия кажется такой сложной и хитовой
и пропустите ситуацию. (Я также хотел припаять алюминий к алюминию
) Я припаивал серебро к низкоуглеродистой стали с помощью оловянного припоя
, и если серебро станет слишком горячим, припой проглотит припой
. Однако, если бы я был осторожен, облигация удержала бы
, не повредив мое серебро. Это задержало «износ
» нескольких колец. Спасибо за совет. Дарин
, если у вас нет дорогого сварочного оборудования и специальных газов, вы не сможете выполнить
. Пытался. не могу
Я пошел в сварочный аппарат. Предложили сплав Welco и специальный флюс
. Работал нормально. Это алюминиевая версия мягкого припоя
. Извини. Я очень устал от экспертов, говорящих, что это невозможно сделать.
Брюс Д. Холмгрейн
Электронная почта: @Bruce_Holmgrain
http:\www.knight-hub.com\manmtndense\bhh4.htm
Стандартная почта: 311 Sugarland Run Drive, Sterling, VA 20164 9Телефон 0009: 703-593-4652
Пошел на сварочный припас. Они предложили сплав Welco и специальный флюс. Работал нормально. Это алюминиевая версия мягкого припой. Извини. Я очень устал от экспертов, говорящих, что это невозможно быть сделано.
Привет, Брюс и группа
Я буду исправлен; после того, как я написал это, я понял, что мне
больше думал о квасцах, которые должны были бы противостоять износу и
давлению – например, радиатор или фитинги – чем о чем-то, что
было бы чисто декоративным. Я исходил из того, чему меня научили сварщики
, многие из которых выполняют сварку на море и даже под водой
, где давление имеет решающее значение. Не спросил, было ли это для кольца, статуи
Не спросил, было ли это для кольца, статуи
и т. д. Не могли бы вы уточнить, какой факел вы использовали
, и толщину металлов?
Хотите знать, почему вы просто не используете серебряные трубки вместо
квасцов???
Предложили сплав Welco и специальный флюс
. Работал нормально. Это алюминиевая версия мягкого припоя
.
Не могли бы вы уточнить, какой у вас факел
б/у, а толщина металлов?
Думаю подойдет любой фонарик. Я использовал природный газ и кислород.
Это не очень прочная связь, но это припой.
Брюс Д. Холмгрейн
e-mail: @Bruce_Holmgrain
http:\www.knight-hub.com\manmtndense\bhh4.htm
обычная почта: 311 Sugarland Run Drive, Sterling, VA 20164
phone:: 703-593 -4652
Привет, Кэт, Брюс и банда,
Я не припомню, чтобы здесь кто-то называл себя «экспертом»… даже если
некоторые из них таковыми и являются. Мы все просто пытаемся помочь друг другу.
Для всех практических целей нельзя паять алюминий для использования
с ювелирными изделиями. Он не выдержит использования/злоупотребления, даже если вы сделаете
и припаяете его, используя правильный припой и флюс.
Я предполагаю, исходя из характера этого форума, что он говорит
о ювелирных изделиях… он не утверждал иначе. Мягкий припой не
обычно подходит для использования в ювелирных изделиях. Вы также не указали
Вы также не указали
, позволит ли этот волшебный флюс и припой
соединить алюминий и серебро, что было проблемой, представленной
. Паять алюминиевые желоба или радиаторы — это одно дело
… изготовление украшений, как мне кажется, — это нечто совсем другое.
НЕ эксперт и не профессионал,
Dave Sebaste
Sebaste Studio
Шарлотта, Северная Каролина (США)
[email protected]
http://www.sebaste.com
следующая страница →
Припой с общим проводом | Присадочный металл | Сварочные изделия
РАД64001772 RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унцийRADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
RADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унцийRADNOR™ 1/8″ оловянно-сурьмяный бессвинцовый припой Катушка на 8 унций
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: RAD64001772
паспорт безопасности
Изменить размер пакета
HAR505061 1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 50% олова, 50% свинца, припой, катушка 1 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505061
паспорт безопасности
Изменить размер пакета
ХАРГЛВИЗ90 1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка1/4″ Harris® Gal Viz Самофлюсующийся 30% олово 50% свинец 20% цинк Припой 5# Тюбик
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/4″ Harris® Gal Viz Самофлюсующийся припой 30% олова 50% свинца 20% цинка 5# трубка1/4″ Harris® Gal Viz Самофлюсующийся 30 % олово 50 % свинец 20 % цинк Припой 5# Трубка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАРГЛВИЗ90
паспорт безопасности
Изменить размер пакета
ХАР60401Б Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № пруткаПрипой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 60 % олова, 40 % свинца, 1 № пруткаПрипой Harris® с твердым сердечником 60 % олова и 40 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60401Б
паспорт безопасности
Изменить размер пакета
ХАР60Р61 1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка1/8″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с канифольным сердечником, 60 % олова и 40 % свинца, 1 # катушка1/8″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р61
паспорт безопасности
Изменить размер пакета
HAR5050ТБ Припой Harris® 50% олово 50% свинец 1 # трехметровый брусокПрипой Harris® 50 % олова 50 % свинца 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® 50% олово 50% свинец 1 # трехметровый брусокПрипой Harris® 50 % олова 50 % свинца 1 # Трехметровый брусок
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР5050ТБ
паспорт безопасности
Изменить размер пакета
ХАР60Р31 1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка1/16″ Harris® с сердечником из канифоли, 60% олова, 40% свинца, припой 1 # катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка1/16″ Harris® с сердечником из канифоли, 60% олова, 40% свинца, припой 1 # катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31
паспорт безопасности
Изменить размер пакета
ХАР60Р11 1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка1/32″ Harris® с канифольным сердечником, 60% олова, 40% свинца, припой 1 # катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/32-дюймовая катушка Harris® с сердечником из канифоли, 60% олова, 40% свинца, 1 # катушка1/32″ Harris® с канифольным сердечником, 60% олова, 40% свинца, припой 1 # катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р11
паспорт безопасности
Изменить размер пакета
ХАР500К Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припойHarris® Al-Solder 500 85% олово 15% цинк алюминиевый припой
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Harris® Al-Solder 500 85% олово 15% цинк алюминиевый припойКомплект припоя Harris® Al-Solder 500 85% олово 15% цинк алюминий
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР500К
паспорт безопасности
Изменить размер пакета
ХАР60Р51 3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #3/32″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
3/32 дюйма Harris® с канифольным сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #3/32″ Harris® с канифольным сердечником 60% олова 40% свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р51
паспорт безопасности
Изменить размер пакета
ХАР50501Б Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 прутокПрипой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Припой Harris® с твердым сердечником, 50 % олова и 50 % свинца, 1 прутокПрипой Harris® с твердым сердечником 50 % олова и 50 % свинца 1 # Пруток
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50501Б
паспорт безопасности
Изменить размер пакета
ХАР5050620 1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, катушка 20 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 20#
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, катушка 20 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 20# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР5050620
паспорт безопасности
Изменить размер пакета
ХАР1070К Комплект алюминиевого припоя Harris® Al-Braze 1070Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
Комплект алюминиевого припоя Harris® Al-Braze 1070Комплект алюминиевого припоя Harris® Al-Braze 1070
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР1070К
паспорт безопасности
Изменить размер пакета
ХАР50А61 1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с кислотным сердечником, 50 % олова и 50 % свинца, припой 1 #1/8″ Harris® с кислотным сердечником, 50 % олова, 50 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50А61
паспорт безопасности
Изменить размер пакета
HAR505065 1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой, катушка 5 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с твердым сердечником, 50 % олова и 50 % свинца, припой, 5 #1/8″ Harris® с твердым сердечником, 50 % олова, 50 % свинца, припой 5# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР505065
паспорт безопасности
Изменить размер пакета
HAR604031 1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16″ Harris® с твердым сердечником, 60% олова, 40% свинца, припой, катушка 1 #1/16″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604031
паспорт безопасности
Изменить размер пакета
HAR604061 1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #1/8″ Harris® с твердым сердечником, 60 % олова, 40 % свинца, припой, катушка 1 #
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР604061
паспорт безопасности
Изменить размер пакета
HAR60R31/2POP 1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #1/16″ Harris® Канифольный сердечник 60 % олова 40 % свинца Припой Катушка 8,7 #
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с канифольным сердечником, 60 % олова, 40 % свинца, катушка 8,7 #1/16″ Harris® с канифольным сердечником 60 % олова 40 % свинца Припой 8,7 # Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР60Р31/2ПОП
паспорт безопасности
Изменить размер пакета
ХАР50Р31 1/16-дюймовая катушка Harris® с канифольным сердечником, 50 % олова и 50 % свинца, 1 # катушка1/16″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/16-дюймовая катушка Harris® с канифольным сердечником, 50 % олова и 50 % свинца, 1 # катушка1/16″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50Р31
паспорт безопасности
Изменить размер пакета
ХАР50Р61 1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка1/8″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Сравнивать
паспорт безопасности
1/8-дюймовая катушка Harris® с сердечником из канифоли, 50% олова, 50% свинца, 1# катушка1/8″ Harris® Канифольный сердечник 50 % олова 50 % свинца Припой 1# Катушка
Показать полное описание Скрыть полное описание
Деталь воздушного газа №: ХАР50Р61
паспорт безопасности
Изменить размер пакета
Найдите в Airgas широкий выбор проволоки для пайки от RADNOR™, Harris® и ESAB®, включая проволоку со смоляным сердечником, твердую сердцевину, самофлюсующуюся и кислотную.