Принцип работы станка с ЧПУ: конструкция, характеристика, ПУ
Станок с ЧПУ – оборудование станочного типа с числовым программным управлением, предназначенное для высокоточной обработки деталей. Существует множество моделей аппаратов данного типа, но принцип работы станков с ЧПУ и практически идентичны. Устройства могут работать в автоматическом или полуавтоматическом режиме под контролем оператора агрегата.
Конструкция
Чтобы понять, как работать на станке с ЧПУ, необходимо предварительно разобраться в его конструкции. Отдельные модели фрезерных и токарных станков имеют незначительные отличия, но базовые элементы идентичны.
Стандартная конструкция агрегата включает наличие:
- станины;
- коробки подач;
- передней шпиндельной бабки;
- задней бабки;
- стержневого механизма;
- суппорта.

Станина представляет собой основу оборудования – к ней крепятся другие комплектующие. Коробка подач отвечает за передачу движений, которые осуществляет шпиндель. Передаваемые движения принимаются суппортом. Передняя шпиндельная бабка состоит из:
- коробки скоростей;
- шпинделя;
- крепежных элементов для фиксации и вращения заготовки.
Задняя бабка предназначена для закрепления заготовки с противоположной стороны, когда выполняется обработка на станках с ЧПУ центральной части. В качестве стержневого механизма могут выступать различные инструменты, такие как развертка или сверло. Именно этот элемент отвечает за центральную обработку заготовки. Он неразрывно связан с задней бабкой. От суппорта зависит надежность фиксации режущего инструмента и траектории его движения.
Работая с современным оборудованием, следует знать и дополнительных комплектующих. Конструкция станков может быть дополнительно оснащена:
- вакуумным столом;
- улавливателем стружки;
- системой охлаждения фрезы.
Также для удаленного контроля агрегатом иногда могут использовать переносной пульт. По этому принципу работают в основном в узкоспециализированном производстве.

Характеристика
Перед тем, как научиться работать на станке, нужно разобраться в его характеристиках. Отличительной чертой станков, имеющих числовое программное управление, является высокая скорость и точность обработки. В отличие от более старого оборудования подобного типа четырехкоординатные фрезерные станки с системой числового программного управления имеют более высокий показатель надежности и удобства в использовании.
Еще одним фактором, отличающим токарный станок по дереву с числовым программным управлением от его аналогов, заключается в повышенном показателе жесткости. Эта особенность обусловлена:
- короткими кинематическими цепями;
- сниженными потерями на трении;
- минимальными зазорами между элементами конструкции;
- низким количеством механических передач;
- повышенным быстродействием.
Подвижные элементы устойчивы к износу, а теплопотери и механическое трение сведены к минимуму. Для конструкции характерно чередование в соединении между твердыми материалами и мягкими. Так, например, стальные детали могут соединяться с пластиковыми. Работа выполняется благодаря роликам, имеющим преднатяг. Вероятность получения повреждений такими элементами крайне мала.
Принцип работы станка с системой ЧПУ также зависит от отличий приборов. По характеристикам токарные станки отличаются:
- диаметром обрабатываемой заготовки;
- габаритам детали, которую возможно зафиксировать;
- максимальным расстоянием между центрами станочного прибора.
Обработка токарным станком на высоких скоростях и быстрое нагревание не оказывают влияния на показатель трения.

Особенности работы
Принцип работы фрезерного станка основывается на взаимодействии всех комплектующих. Знание связи между рабочими элементами помогает разобраться, как работать на фрезерном станке.
Задняя бабка имеет специальное место, в которое устанавливается рабочий механизм. Затем при помощи направляющих она размещается рядом с заготовкой на расстоянии, необходимом для ее фрезерования. Между задней и передней бабкой находится суппорт. После включения фрезерного станка с ЧПУ с его помощью будут выполняться продольные движения по заготовке.
Фреза выбирается в зависимости от того, из какого материала состоит обрабатываемая деталь, и какой результат нужно получить. Например, дерево обычно не требует применения жестких фрез.
Некоторые резцовые головки способны разместить четыре резца. Четырехкоординатный станок используется повышения качества и скорости обработки. Фрезерный станок с ЧПУ работает от электродвигателя, конструкция которого включает плотные приводной ремень. Он обеспечивает крепление ступенчатого шкива с мотором.
Чтобы фрезерование на ЧПУ станке выполнялась на высоком уровне, необходимо периодически проверять, насколько хорошо натянут ремень.
Работа оператора
Станки работают под контролем оператора. Он отвечает за:
- смену и закрепление заготовок;
- установку фрезы нужного типа;
- запуск управляющей программы;
- включение станка;
- контроль за работой оборудования.

Оператор долго учится прежде, чем приступить к выполнению своих обязанностей. Первый запуск выполняется в тестовом режиме, поскольку вероятность допустить ошибку имеется даже тогда, когда специалист научил оператора правильно. Учащемуся предоставляются точные знания, но даже на самом современном устройстве имеется погрешность. На основе тестового запуска определяется, необходимо ли вносить коррективы в работу четырехосного прибора.
Также проверяется, подходит ли фреза для дерева или другого материала, из которого изготовлена деталь, и соответствуют ли габариты детали допустимым значением станка. На этом принципе основывается процесс работы практически всех моделей четырехкоординатных станков.
Некоторые считают: «Если я пользуюсь станком, больше ничего знать не нужно». Но к работе рекомендуется приступать, научившись создавать управляющие программы.
Программирование
ЧПУ станок запускается автоматическом или полуавтоматическом режиме только при наличии числовых управляющих программ (УП). Она включает все действия и принципы, по которым будет работать четырехосной станочный прибор. При создании управляющей программы задаются:
- количество переходов и проходов;
- параметры обрабатываемой заготовки;
- основные характеристики рабочего инструмента.
УП создается на компьютере при помощи специальных приложений для работы со станками. Учимся работать на программах:
- AutoCAD;
- T-FlexCAD;
- SolidWorks.
На перечисленном программном обеспечении создаются трехмерные примеры, на основе которых изготовляются реальные детали. После этого указывается, какими работами будет реализовываться поставленная задача. Если Вы научитесь создавать управляющие программы, со станочным оборудованием будет работать легче.
vseochpu.ru
Инструкция для начинающих операторов станков ЧПУ
Это и называется параметрическое моделирование.
Для знакомства с такими программами перейдите по ссылкам: Inventor SolidWorks OnShape Компас 3D Creo
Рокомендуеемые программы (CAD системы): при выборе программы стоит думать не тоько о простоте но и перспективности и функцианальности. Проектировщикам без опыта Я советуею рисовать 3D модели в веб приложении Tinkercad. Tinkercad работает в браузерах, которые поддерживают 3D функционал: Chrome, Firefox, Yandex.
Этап II – объяснить станку как обрабатывать заготовку для получения детали
После получения модели, вам необходимо объяснить станку как (с какой скоростью, каким инструментом а главное, по какой траектории) обрабатывать заготовку для получения запланированной детали. Все это называется технологический процесс. Для написания техпроцесса используются CAM системы ли как ее называют – программа для ЧПУ .
Для написания техпроцесса Я рекомендую Вам использовать программу SprutCAM. Это полнофункциональная профессиональная CAM система от отечественного разработчика, незаменима при программирование станков с чпу для начинающих
Для небольших производств имеется специальное доступное предложение – SprutCAM Practik. Это программы для ЧПУ станков на русском под управлением Mach4, NCStudio, LinuxCNC и аналогов. Установщик SprutCAM Practik можно скачать бесплатно.
Задача – объяснить станку как обработать деталь
Решение – написать техпроцес в CAM системе
В CAM системе определяется траектория движения инструмента, далее эта информация переводится в специализированный язык G кодов (на рисунке), которые понимает сам станок с ЧПУ. Для вывода траектории из CAM системы в G-код используют постпроцессор. Постпроцессор выводит команды в G кодах понятные именно вашему станку с чпу. В следующих материалах мы разберем данную тему очень подробно на видео.
К слову, в SprutCAM постпроцессоры под большенсвто станков уже написанны и идут в комплекте с программой SprutCAM, что серъезно облегчает работу по написанию процесса, особенно для новичков
Этап III – запуск обрабортки на станке
Промышленные станки поставляются в комплекте со специальным компьютером. На него устанавливают программу управления электромоторами станка и выполнения перемещений на основе G-кода из CAM-системы.
Задача – получитьт деталь на станке
Решение – запустить программу обработки на станке
 Бюджетные станки подключают к персональному компьютеру. На компьютер устанавливается простая программа для ЧПУ станка – Mach4, LinuxCNC или другие программы. Однозначно лучшая программа для чпу станка та которая стояла на нем!
Бюджетные станки подключают к персональному компьютеру. На компьютер устанавливается простая программа для ЧПУ станка – Mach4, LinuxCNC или другие программы. Однозначно лучшая программа для чпу станка та которая стояла на нем!
Для получения программы для ЧПУ станков перейдите по ссылкам: Mach4 LinuxCNC
Подведем итог
Небольшая шпаргалка в виде таблицы.
|
I Программа для написания чертежей CAD |
II Программа для написания техпроцессов CAM |
III Программа для станков ЧПУ |
| Tinkercad |
SprutCAM SprutCAM Practik |
Mach4 LinuxCNC |
Дальше мы будет погружаться в более сложные и специфические темы. А пока можете установить предложенные выше программы и немного освойтесь.
В следующей статье начнем вникать в режущий инструмент и материалы.
Если вы уже готовы начать изготовление деталей на своем станке, установите триальную версию SprutCAM Practik и проведите первые эксперименты.
Попробуйте сами бесплатно!
Андрей Харациди
Специалист службы технической поддержки
СПРУТ-Технология.
sprut.ru
Как это работает — ЧПУ ★ Мир Станков
ЧПУ — электронное управление станком
Числовое программное управление — это управляющая система станка, организованная на базе компьютерной техники. Первые станки с ЧПУ были разработаны и выпущены в США в середине прошлого века. Программа записывалась на перфоленту, не было предусмотрено никаких устройств для хранения данных и схем управления. С тех пор расширились возможности самого оборудования и изменилось программное обеспечение. Современные системы CNC строятся на базе контроллера или компьютера, имеют устройства для долгосрочного (ПЗУ) и временного хранения информации (ОЗУ).
Возможности ЧПУ и его применение в производственной деятельности
Широкий функционал ЧПУ станков позволяет реализовывать большое количество задач по резке, гравировке, фигурной обработке материалов. Числовое программное обеспечение находит свое применение в управлении системами станков с разными конструктивными и технологическими особенностями: фрезеров, шлифовальных, сверлильных машин, токарных, лазерных станков. Компьютерная программа берет на себя все вопросы по управлению станком — обеспечивает обработку в автономном и полуавтоматическом режиме, контролирует выполнение работы на каждом этапе, диагностирует состояние оборудования.
Процесс обработки проходит с минимальным участием человека, что исключает ошибки оператора, а также повышает качество получаемой продукции и удешевляет ее себестоимость, особенно в случае серийного производства. Кроме того, с использованием ЧПУ появляется возможность:
- воплощать смелые дизайнерские идеи,
- обрабатывать заготовки сложных конфигураций, трехмерные детали,
- выполнять замысловатые рельефы.
Программное обеспечение позволяет производить полный цикл обработки без предварительного раскроя.
Разработка управляющей программы
Один из ответственных этапов — подготовка управляющей программы. Программное обеспечение разрабатывается с применением специального языка программирования, чаще всего — G-кода. Софт содержит различные команды, которые будет выполнять станок в процесс работы: основные (позиционирование, перемещение рабочих органов) и технологические (включение и выключение механизмов, смена инструмента…) Следует учитывать тот факт, что при выполнении работ, предполагающих черновую и чистовую обработку (например, на фрезерном станке), необходимо минимум две программы — отдельно для каждого вида обработки.
Важно внимательно и серьезно подойти к вопросу разработки программы, ведь небольшая ошибка в ней может привести к тяжелым последствиям, вплоть до поломки станка. Так, в случае неправильно заданной траектории движения, компьютер, передвигая рабочий стол или инструмент, не в состоянии без команды остановить резак, даже если на его пути возникнет препятствие в виде крепежа. До начала работы оборудования в память компьютера следует также загрузить файл с электронным макетом резки — векторным изображением, созданным в графическом редакторе (Corel Draw, AutoCad, Adobe Illustrator).
Как происходит процесс обработки под управлением ЧПУ
Из графического редактора макет заготовки переносится в управляющую программу и перекодируется в G-коды, понятные машине. Считывая заданные параметры, станок устанавливает необходимые глубину, угол и скорость обработки. Задание оператора закрепить обрабатываемую заготовку на рабочем столе и установить нужный инструмент. Вся дальнейшая работа оборудования происходит в автоматическом режиме. Компьютер не только передает команды приводам станка, но и контролирует весь процесс, получая информацию от датчиков обратной связи. Все данные отображаются на панели оператора, который имеет возможность в случае непредвиденной ситуации отключить оборудование и принять меры по предотвращению ошибки.
Управляемые компьютером станки с высокой точностью выполняют обработку прочных и хрупких материалов: дерева, древесных плит, композитов, металлов, камня… ЧПУ обеспечивает высокое качество работ, экономичность и простоту в эксплуатации, экономит время и человеческие ресурсы.
mirstankov.com
Основные принципы работы фрезерного станка с ЧПУ
Фрезерные станки с числовым программным управлением (ЧПУ) – это оборудование, предназначенное для механической обработки различных листовых материалов при помощи специального инструмента – фрезы. Фрезерованием обрабатывается самый различный материал: пластик, графит, алюминий, медь, чугун, сталь или дерево.
Фрезы – это металлические инструменты различной формы с несколькими режущими зубьями. По форме фрезы бывают:
- конические,
- цилиндрические,
- концевые,
- торцевые и других видов.
Материал, из которого изготавливается режущая часть, должен быть намного прочнее обрабатываемого материала, потому для фрез подбираются твердые сплавы быстрорежущей стали, может быть использована также минералокерамика или алмаз. Кроме того фрезы различаются по конструкции и типу зубьев: они могут быть:
- цельные (или монолитные, так называемые «пальчиковые фрезы»),
- со сварным режущим элементом,
- сборным или с напаянным режущим элементом.
Вращаясь с большой скоростью, они обрабатывают материал, разрезая, высверливая, раскраивая и гравируя его в соответствии с заданной программой под контролем оператора ЧПУ.
В зависимости от расположения рабочего инструмента, фрезерование может быть горизонтальным или вертикальным. Большое распространение получили универсальные станки, дающие возможность фрезеровать сложные детали под любым углом, применяя разные фрезы.
Фреза, закрепленная в цанге, является основным элементом, находящимся в непосредственном контакте с обрабатываемым материалом. Цанга с закрепленной в ней фрезой устанавливается в шпиндель, обеспечивающий вращение фрезы. В свою очередь шпиндель с фрезой установлен на подвижной балке – портале, который перемещает шпиндель и фрезу в трех осях координат над обрабатываемым материалом, укрепленном на рабочем столе. Перемещение портала, а также перемещение шпинделя по порталу обеспечивают три микрошаговых двигателя. Портал, станина, двигатели, шпиндель и фреза представляют собой механическую часть фрезерного станка. Каждый двигатель обеспечивает перемещение портала и шпинделя по своей оси по заданной программе.
Управляющие станции фрезерных станков с ЧПУ представляют собой электронную часть оборудования и поставляются вместе со станком. Программное обеспечение станка обрабатывает векторные изображения из графических файлов, переводит их в G-коды, управляющие работой микрошаговых двигателей. Таким образом, для изготовления той или иной детали необходимо её построение в графическом редакторе такой компьютерной программы, как, например, AutoCad или Corel Draw. После установки разработанной программы в ОЗУ станка (оперативное запоминающее устройство или оперативная память), оператор может начать работу, предварительно выбрав нужные режимы и параметры в соответствии с поставленной технологической задачей и обрабатываемым материалом.
Числовое программное управление позволяет автоматизировать сложные технологические процессы по обработке тех или иных материалов. Станок с ЧПУ в процессе работы не требует никаких сложных действий от оператора. Станок работает по программе, заложенной в него до начала процесса обработки. Ввод программы осуществляется оператором с пульта, предназначенного для управления станком в ручном режиме. В случае аварийной ситуации пульт используется для отключения станка. Вся текущая информация о работе станка отображается на панели оператора, который визуально контролирует выполнение технологических операций.
Фрезерные станки с ЧПУ – это высокотехнологичное современное оборудование, способное обеспечить необходимую производительность труда и отменное качество обработки материала. Применение станков с ЧПУ повышает уровень безопасности и культуры производства и не требует от станочника виртуозности и высокого профессионализма.
3d-stanki.ru
типы, конструкция, принцип работы, УП
Токарный станок с ЧПУ – прибор станочного типа, работающий при помощи системы числового программного управления. Этот агрегат позволяет выполнять изготовление различных изделий высокой точности. Благодаря системе ЧПУ устройство может работать в автоматическом или полуавтоматическом режиме. При этом вмешательство оператора в обработку деталей сводится к минимуму.
Предназначение
Токарные станки с ЧПУ – современные варианты стандартных станочных аналогов, оснащенные рядом дополнительных функций, одной из которых является наличие системы ЧПУ. Такие устройства предназначены для обработки металлических заготовок токарным способом, но могут быть использованы и для работы с другими материалами. Благодаря этому токарные станки превратились в универсальные приборы, используемые в различных областях. Основная область применения – в заводских условиях и в быту.
С использованием станков с ЧПУ:
- производится внешнее и внутренне вытачивание деталей;
- изготовляются конусообразные элементы, или имеющие другие сложные формы;
- выполняется продольная обработка заготовки;
- производится черновая и чистовая обработка;
- регулируется длина деталей;
- вытачиваются пазы, выемки, отверстия;
- нарезается резьба дюймового и метрического типа.
Этот станок способен справиться с задачей практически любого уровня сложности. Поэтому область применения станков с ЧПУ для токарных работ – на предприятиях, занимающихся серийным производством деталей. Также использование токарных станков отмечается на частом производстве в малом бизнесе.

Классификация
Данные машины бывают трех типов:
- контурного;
- позиционного;
- адаптивного.
Первый тип включает приборы, работающие по заданной траектории. Такие агрегаты требуют контроля со стороны оператора. Ко второму типу относятся станки, способные выполнять обработку на устройстве точечным образом. Третий тип объединяет возможности контурного и позиционного станка.
Станки отечественного производства поступают в продажу с определенной маркировкой, при помощи которой можно определить возможности оборудования. Маркировка включает букву и цифру. Наиболее распространенные модели имеют маркировки:
- Ф1 – рабочий механизм выполняет обработку по заранее заданным координатам;
- Ф2 – рабочий механизм осуществляет точечную обработку;
- Ф3 – задается траектория, по которой выполняется точение на станках с ЧПУ под контролем оператора;
- Ф4 – комбинированная обработка, объединяющая возможности контурных и позиционных станков.

Также токарные станки с программным управлением отличаются:
- расположением оси шпинделя;
- расположением направляющих;
- конструкционными особенностями;
- видом осуществляемой обработки.
Приборы с числовым программным управлением делятся по уровням точности, каждому из которых соответствует определенная маркировка:
- Н – нормальная;
- П – повышенная;
- В – высокая;
- А – особо-высокая;
- С – особо точные устройства (только мастер-станки).
Маркировка выбирается в зависимости от того, где планируется применение станочного прибора. Если в маркировке отечественного станка присутствует буква «С», это указывает на наличие дополнительных возможностей устройства.

Конструкция
В отличие от более старых аналогов современные станки, имеющие числовое программное управление, обладают более высоким показателем жесткости, и позволяют выполнить сложную обработку детали за более короткий период. Эти преимущества обусловлены конструкционными особенностями:
- отсутствием зазоров между придаточными элементами;
- высоким уровнем прочности несущих элементов, узлов агрегата и других комплектующих;
- минимальной длиной кинетических цепей и количеством механических передач;
- наличием сигнализаторов обратной связи;
- повышенной устойчивостью к вибрационным нагрузкам, возникающим при обработке деталей;
- наличием специальных систем, созданных для снижения иска тепловых деформаций.
Токарная обработка на станках обеспечивается благодаря направляющим. Этим комплектующие подвержены износу, но устойчивы к трению. Элементы конструкции взаимосвязаны между собой, и работают в одном режиме. Это условие связано с высокой точностью изделий.
Базовая конструкция токарного станка состоит из:
- станины;
- шпиндельной или передней бабки;
- суппорта;
- коробки подач;
- электрической части;
- револьверных головок.

Станина – основа оборудования, на которой размещаются остальные компоненты станочного прибора. Передняя бабка состоит из двух основных элементов агрегата: коробки скоростей и шпинделя. Суппорт включает нижнюю и верхнюю каретку – элементы, фиксирующие рабочий механизм. Суппорт получает движение через коробку подач. Устройство работает при помощи электромотора. Этот компонент аналогичен для различных моделей токарных станков, и может отличаться только мощностью. При помощи револьверных головок выполняется автоматическая замена инструмента.
При работе с габаритными заготовками могут использоваться станки, в конструкцию которых входят специальные тумбы. Они используются для фиксации детали на нужной высоте.
В продаже также имеются токарные центры, добавляющие токарному станку функции фрезеровочного аппарата.
Принцип работы
Работа на токарных станках с ЧПУ зависит от характеристик используемого прибора. Выбор станка зависит от:
- допустимого показателя толщины обрабатываемой заготовки;
- максимального расстояние, которое можно установить между центральными частями бабок;
- допустимого диаметра детали, устанавливаемой над суппортом.
Задняя бабка используется для установки фрезы, или другого рабочего инструмента. Движение бабки выполняется по траектории рельс, расположенных на станине. Длина перемещения равна размерам заготовки. Вдоль обрабатываемой детали перемещается рабочий инструмент, движение которого зависит от каретки. Суппорт отвечает за то, чтобы его положение не сбилось в ходе точения.

Одиночный держатель применяется для простой обработки станками. Более сложные задачи выполняются при помощи головок, способных разместить несколько резцов. Наибольшее количество резцов составляет четыре.
Использованию деталей при помощи такого устройства следует отдать предпочтение при работе со сложными формами.
Электромотор использует ременную передачу. Она способна обеспечить высокую производительность. Недостаток такой передачи заключается в растягивании ремня. Чтобы производительность сохранялась на высоком уровне, ремень периодически подтягивается.
Несмотря на то, что условно токарное оборудование с числовым программным управлением относится к автоматизированным системам, роль оператора в работе прибора очень важна. В обязанности оператора входит:
- выбор рабочего инструмента, необходимого для обработки на современном станке конкретной заготовки в соответствии с размерами и материалом;
- наладка станочного оборудования;
- тестирование агрегата перед запуском;
- внесение корректив в работу станка в случае необходимости;
- проверка готовых деталей на соответствие требований.

Оператор станка отвечает за работу современного токарного станка, контролирует ее выполнение, а также принимает меры безопасности при возникновении непредвиденных ситуаций. В случае поломки агрегата оператор оценивает степень проблемы, и выполняет ремонт, если это возможно. Также оператор должен уметь создавать управляющие программы, работать с ними, и изменять в случае возникновения ошибки. Это условие является обязательными при работе с устройствами ЧПУ.
Управляющая программа
Токарный станок с ЧПУ выполняет обработки детали на основе параметров управляющей программы (УП). Изготовление деталей без нее невозможно. Выбор управляющей программы зависит от области применения. Она может быть разработана самостоятельно специалистом, или приобретена уже готовой. Второй способ используется при изготовлении станком деталей со стандартными параметрами.
В большинстве же случаев при применении станков для производства новых деталей требуется создание индивидуальной управляющей программы. УП состоит из набора последовательных действий, необходимых для изготовления конкретной детали.
При помощи команд настраивается:
- перемещение рабочих инструментов;
- перемещение заготовки;
- скорость токарной обработки детали.
Программа пишется при помощи специального софта, устанавливаемого на компьютер. Для создания УП чаще всего используются приложения:
- AutoCAD;
- T-FlexCAD;
- NanoCAD;
- ArtCam;
- SolidWorks.

Управляющая программа создается в несколько этапов. На первом этапе разрабатывается трехмерная модель будущей заготовки. Эта работа осуществляется дизайнерами-программистами, использующими вышеуказанное программное обеспечение. После этого модель сохраняется в файл определенного формата, совместимого с управляющим блоком станка.
На втором этапе выполняется создание управляющей программы. Она включает комплекс команд, которые при последовательном выполнении создают реальную заготовку по ранее разработанной трехмерной модели. Управляющая программа также сохраняется в отдельный файл, который можно считывать со съемных носителей.
На третьем этапе УП загружается управляющий блок токарного станка, и запускается. Первый запуск является пробным, поскольку часто возникает необходимость в доработке программы. В этом случае сохраняются ошибки, при помощи программа которых программа корректируется, и снова загружается в ЧПУ станка. Если тестовый запуск показал соответствие нужным требованиям, разработка программы официально завершена, и ее можно использовать для чистовой обработки, и запускать в серийное производство.
vseochpu.ru
Принцип работы фрезерного станка с ЧПУ
Современный станок с ЧПУ представляет собой сложный автоматизированный комплекс для фрезерования заготовок из дерева, пластика, металла, камня и пр. Автоматизированный комплекс, помимо «классических» механизированных узлов включает в себя электронные компоненты автоматического контроля и управления режимами обработки. Электронная система базируется на алгоритмах числового программного управления (ЧПУ) и в значительной степени упрощает работу на оборудовании (станок функционирует по заранее введённой программе и в течение рабочего цикла не требует вмешательства оператора).
Механическая подсистема станка состоит из станины, рабочего стола с зажимными приспособлениями, подвижного портала со шпинделем, цанговым патроном и цанги для закрепления инструмента, шаговых электродвигателей и ряда других вспомогательных деталей.
Одним из главных элементов станка, непосредственно осуществляющих обработку заготовки, является фреза. Режущая часть фрезы бывает различных форм и размеров — в соответствии с задачами обработки и видом материала заготовки. Цилиндрическая часть фрезы (т. н. «хвостовик») через цангу закрепляется в цанговом патроне, который, в свою очередь, закреплён на валу шпинделя. Электромотор шпинделя передаёт крутящий момент и сообщает фрезе вращательное движение. Соприкасаясь с обрабатываемой поверхностью, фреза снимает слой материала. Шпиндель подвешен на подвижном портале. Электромоторы станка, по командам от контроллера ЧПУ, перемещают портал по трём координатным осям и позиционируют фрезу над поворотным столом с закреплённой заготовкой. Таким способом и осуществляется фрезерование заготовки с целью получения готового изделия заданных форм и размеров.
Электронная часть станка включает в себя контроллер ЧПУ, вспомогательные электронные компоненты и их соединения. Для управления системой, станок может комплектоваться специальным DSP-контроллером, или подключаться к PC.
Электронная «начинка» станка работает под управлением собственного программного обеспечения (поставляется вместе с оборудованием). Задачей этого «софта» — перекодировать загруженную программу (чертеж-рисунок требуемой детали) и транслировать её в специфические G-коды — электрические команды двигателям станка. Таким образом, программным алгоритмом для функционирования станка является файл векторного графического формата (к примеру, построенный в AutoCAD, Corel Draw). Записав файл-программу в оперативную память контроллера, оператору остаётся выбрать режим работы станка (черновая, чистовая, трёхмерная) и частоту оборотов — в соответствие с видом материала заготовки и применяемой для обработки фрезы.
Преимущества оборудования
Современные станки с ЧПУ обладают широким спектром возможностей, обеспечивают быструю и высокоточную обработку, обладают достаточным запасом надёжности и удобством эксплуатации.
Точность обработки является не только следствием прецизионного автоматизированного управления, но и организацией специальных конструктивных мероприятий, направленных, прежде всего, на повышение жёсткости системы. Увеличение жёсткости достигается за счёт уменьшения длины кинематических цепей и количества механических передач, уменьшения зазоров между деталями, снижения потерь на трение, а также увеличения быстродействия.
Надёжность и длительная бесперебойная работа достигается увеличением износостойкости подвижных деталей, а также мерами по снижению теплопотерь и механического трения. Для этого в частности скользящие направляющие изготавливаются в виде «твёрдый материал — мягкий» (например, сталь/чугун по пластику/фторопласту). Сопрягаемые пары качения (в наплавляющих, подшипниках) отличаются ещё меньшими потерями и повышенной долговечностью. В качестве рабочих тел используются ролики с преднатягом, исключающим биение и износ.
Дополнительные системы, такие как вакуумный стол, улавливатель стружки, охлаждение режущего инструмента, переносной пульт (DSP-контроллер) и ряд других, значительно облегчают управление фрезерным комплексом и увеличивают культуру производства.
Работа на оборудовании
Функции оператора станочного комплекса, оборудованного ЧПУ, сводятся к смене и закреплению заготовок, установке требуемого типа фрезы, инсталляции управляющей программы, активации процесса и общим наблюдением за процессом работы станка.
Перед началом обработки работоспособность станка проверяется запуском специальной тестирующей программы. Оператору следует проверить надёжность крепления заготовки и фрезы, её соответствия обрабатываемому материалу.
Перед началом серийного цикла следует обработать первую заготовку, проконтролировать размеры и убедиться в их соответствии чертежу.
infofrezer.ru
7. Принцип работы станков с чпу
Рассмотрим работу станков с системой ЧПУ по упрощенной схеме (рис. 7.1), включающей основные блоки систем ЧПУ и основные элементы кинематической схемы станка. Система ЧПУ состоит из устройств ввода информации, блока запоминания информации БЗИ, блока интерполяции БИ, блока управления приводами подач в виде цифроаналоговых преобразователей ЦАП и двух следящих приводов по осям X и V станка. Следящие приводы состоят из усилителей мощности УМХ и УМУ, сравнивающих устройств УСХ и УСУ, датчиков обратной связи в виде вращающихся трансформаторов ВТХ и ВТУ, кинематически связанных с ходовыми винтами станка, и двигателей подач Мх и Му, которые приводят во вращение ходовые винты станка. В результате вращения винтов перемещаются стол станка и его ползун с фрезой, совместное движение которых определяет конфигурацию изготовляемой детали согласно заложенной программе.
Все современные устройства ЧПУ выполняются на базе какой-либо микроЭВМ или микропроцессоров (одного или нескольких), позволяющих значительно увеличить степень автоматизации станка, т.е. обеспечить: индикацию большого числа параметров на экране дисплея, быстрое диагностирование неисправностей и удобное редактирование программ, запоминание большого объема управляющих программ и т.д.
7.1. Состав системы чпу
Все устройства ЧПУ имеют развитую цикловую автоматику с большим числом входов-выходов, а также связь с ЭВМ высшего уровня, необходимую при создании гибких производственных систем.
Вместе с тем наблюдается разделение устройств ЧПУ по числу управляемых координат, связанное с их назначением: для токарных станков обычно требуется две координаты; для обычных фрезерных – три; для фрезерных станков, предназначенных для объемной обработки, – пять; для многооперационных станков – от четырех до восьми. В настоящее время созданы устройства ЧПУ на 10–12 координат для управления ГПМ. Число координат весьма существенно влияет на конструкцию и стоимость устройства ЧПУ.
Функциональная схема типовой универсальной системы ЧПУ (рис. 7.2) состоит из двух основных устройств: устройства числового программного управления, конструктивно оформленного в виде отдельного шкафа или пульта и исполнительных устройств с приводами и датчиками обратной связи, размещенными на станке. Основные блоки системы ЧПУ описаны ниже.

Рис. 7.1. Упрощенная схема станка с ЧПУ
Устройство ввода информации вводит числовую информацию с программоносителя.
Блок запоминания считанной информации. Помимо запоминания входной информации в этом блоке выполняются ее контроль и формирование соответствующего сигнала в момент обнаружения ошибки. Этот блок, как правило, имеет возможность получать информацию от ЭВМ верхнего уровня, что необходимо при объединении станков в ГПС.
Пульт управления и индикации служит для связи человека-оператора с системой ЧПУ. С помощью этого пульта проводится пуск системы и ее останов, переключение режимов работы с автоматического на ручной и т.д., а также коррекция скорости подачи и размеров инструментов и изменение начального положения инструмента по всем или некоторым координатам. На этом пульте находится световая сигнализация и цифровая индикация о состоянии системы.
В современных ЧПУ индикация обычно осуществляется с помощью встроенного дисплея, позволяющего выводить значительно большее число параметров, а также проводить отработку программ непосредственно на станке.
Блок интерполяции формирует частичную траекторию движения инструмента между двумя или более заданными в программе точками. В большинстве случаев используют линейную и круговую интерполяцию, хотя иногда применяют винтовую или цилиндрическую интерполяцию.
Приводы подач, чаще всего следящие, служат для обеспечения перемещения управляемых элементов станка (столов, суппортов, кареток и т.п.) с необходимой скоростью и точностью при заданном моменте. Под следящим приводом будем понимать систему, состоящую из двигателя (электрического, гидравлического), усилителя мощности, снабжающего этот двигатель необходимой энергией, которая регулируется в широких пределах, датчика обратной связи по положению, служащего для измерения фактического перемещения (или положения) управляемого объекта, и сравнивающего устройства, сравнивающего фактическое положение объекта с заданным и выдающего сигнал ошибки, поступающий на вход усилителя мощности, в результате чего угловая скорость вала двигателя оказывается пропорциональной ошибке системы. В процессе работы эта система перемещает управляемый объект таким образом, чтобы поддерживать минимальное значение ошибки. Если ошибка по каким-либо причинам превышает заранее установленный допустимый предел, то система ЧПУ автоматически отключается с помощью специальных устройств защиты.
Блоки управления приводами подач служат для преобразования информации, получаемой с выхода интерполятора, в форму, пригодную для управления приводами подач, так, чтобы при поступлении каждого импульса управляемый объект перемещался на определенное расстояние, называемое ценой импульса, которая обычно составляет 0,01 или 0,001 мм. В зависимости от типа приводов (замкнутые или разомкнутые, фазовые или амплитудные), применяемых на станках, блоки управления существенно различаются.
В разомкнутых приводах, использующих шаговые двигатели, блоки управления представляют собой специальные кольцевые коммутаторы, на выходе которых включены мощные усилители, питающие обмотки шаговых двигателей, которые служат для циклического переключения обмоток ШД, что заставляет вращаться его ротор. В замкнутых приводах фазового типа, использующих датчики обратной связи в виде вращающихся трансформаторов (ВТ) или индуктосинов в режиме фазовращателей, блоки управления представляют собой преобразователи импульсов в фазу переменного тока и фазовые дискриминаторы, которые сравнивают фазу сигнала на выходе фазового преобразователя с фазой датчика обратной связи и выдают разностный сигнал ошибки на усилитель мощности привода.
В этом же блоке обычно расположены усилители для питания датчиков обратной связи, а также устройства защиты, отключающие приводы при превышении допустимой ошибки слежения.
Датчики обратной связи ДОС являются измерительными устройствами, служащими для определения фактического положения (абсолютного значения координаты) или перемещения (относительного значения координаты) управляемого объекта в пределах шага системы. При этом суммирование шагов производит система ЧПУ. Перемещения объекта определяют как непосредственно с помощью каких-либо линейных измерительных устройств, например, индуктосинов, так и косвенно, измеряя, например, угол поворота вала двигателя подач с помощью какого-либо углового измерительного устройства, например, обычного ВТ или резольвера (точный ВТ синусно-косинусного типа, применяемый в счетно-решающих устройствах).
Помимо индуктосинов, для непосредственного измерения линейных перемещений иногда используют и другие измерительные устройства, например, прецизионные зубчатые рейки с многополюсными ВТ, или для достижения особо высокой точности – оптические штриховые измерительные шкалы с соответствующими импульсными датчиками. Обычно одно и то же устройство ЧПУ может работать с различными типами ДОС.
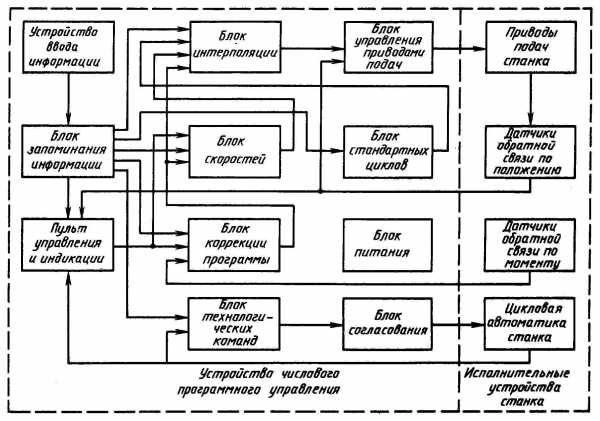
Рис. 7.2. Функциональная схема системы ЧПУ
Блок скоростей подач обеспечивает заданную скорость подачи, а также разгон и торможение в начале и конце участков обработки по заданному закону, чаще всего – линейному. Скорость подачи задается либо номером скорости соответствующего ряда скоростей, составляющих геометрическую прогрессию со знаменателем порядка 1,25, либо непосредственно в миллиметрах в минуту через 1 или даже через 0,1 мм/мин. Помимо рабочих скоростей подач, составляющих обычно 5–2000 мм/мин, этот блок выполняет, как правило, и установочное движение с повышенной скоростью, на которой производится установка координат при позиционной обработке или переход инструмента из одного участка заготовки в другой при контурной обработке. Эта скорость в современных системах ЧПУ составляет 10–15 м/мин.
Блок коррекции программы вместе с пультом управления служит для изменения запрограммированных параметров обработки, т.е. скорости подачи и размеров инструмента (длины и диаметра). Изменение скорости движения (обычно 5–120 %) сводится к ручному изменению частоты задающего генератора в блоке подач. Изменение длины инструмента (обычно от 0 до 100 мм) сводится к изменению заданного значения перемещения вдоль оси инструмента, без изменения его начального положения.
Блок технологических команд предназначен для управления цикловой автоматикой станка, включающего поиск и смену достаточно большого числа инструментов (до 100), смену частоты вращения шпинделя, зажим направляющих при позиционировании и разжим их при движении, различные блокировки, обеспечивающие сохранность станка. Цикловая автоматика станка состоит в основном из исполнительных элементов типа пускателей, электромагнитных муфт, соленоидов и других электромагнитных механизмов, а также дискретных элементов обратной связи типа концевых и путевых выключателей, реле тока, реле давления и других элементов, контактных или бесконтактных, сигнализирующих о состоянии исполнительных органов. Часто эти элементы с дополнительными устройствами типа реле реализуют местные циклы (например, цикл поиска и смены инструмента), команды, на исполнение которых подаются из устройства программного управления. Современные устройства ЧПУ, как правило, осуществляют эти циклы внутри, выдавая сигналы на исполнительные элементы станка через согласующе-усилительные устройства, которые могут находиться как в станке, так и в устройстве ЧПУ. Для этого часто используют программируемые контроллеры в виде отдельного блока, размещаемого внутри или вне устройства ЧПУ.
Блок стандартных циклов служит для облегчения программирования и сокращения длины программы при позиционной обработке повторяющихся элементов заготовки, например, при сверлении и растачивании отверстий, нарезании резьбы и других операций.
Помимо этих блоков, применяют блоки адаптации, которые служат для увеличения точности и производительности обработки при изменяющихся по случайному закону внешних условиях (например, припуск на обработку, твердость обрабатываемого материала, затупление инструмента). Это объясняется тем, что любая система ЧПУ является разомкнутой системой управления, так как она не «знает» результата своей работы. В системе ЧПУ с обычной обратной связью заготовка ею не охвачена; задается только перемещение инструмента относительно заготовки. В то же время на точности размеров детали сказывается, например, деформация инструмента, которая в обычных системах ЧПУ может учитываться при программировании только тогда, когда она постоянна или изменяется по заранее известному закону, чего на практике нет.
studfiles.net