Школьный токарный станок по металлу: особенности, принцип работы, модели
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования. Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
 Токарный станок по металлу для школы
Токарный станок по металлу для школыПервые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
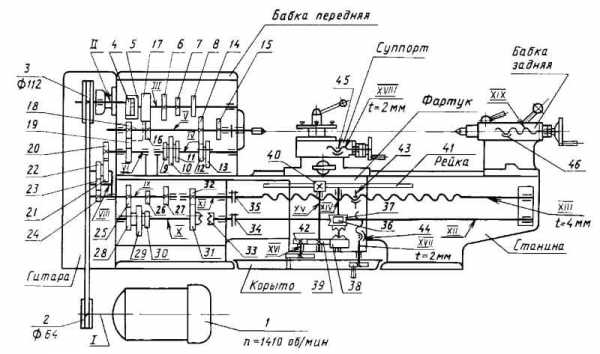
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.
Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.
В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями. Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Школьный токарный станок – разбираемся в устройстве и функциях + Видео
Школьный, хорошо известный многим мальчишкам токарный станок по металлу нашел свое применение даже за пределами учебных заведений. В чем заключается секрет его популярности?
1 Модели и их отличия
Такой токарный станок – настоящая находка для многих мастеров. Если вы стараетесь делать в своем доме все самостоятельно, то стоит серьезно задуматься о покупке такого оборудования. С его помощью вы легко обработаете элементы различной формы, даже конической и цилиндрической, без проблем нарежете резьбу и, если надо, произведете накатку, шлифовку и затачивание инструментов. При этом обрабатывается любой материал: дерево, металл и пластик.
Стоит отметить огромный выбор дополнительных приспособлений, которые позволят расширить возможности устройства. Например, проводить нарезку зубьев, фрезерование. Не представит проблемы обработка колесных пар, муфт и иных сложных элементов. Учебный станок несколько ограничен в своих возможностях, однако это не снижает его популярность. Во-первых, с его помощью легко можно выполнить набор стандартных операций. Во-вторых, такой токарный станок более компактный, что позволяет установить его как в учебном помещении, так и в небольшом гараже.

Учебный станок для токарных работ
Рекомендуем ознакомиться
Одной из наиболее распространенных моделей токарных станков, столь любимых учителями труда, по праву можно назвать “учебный ТВ-4”. Свое название он получил исключительно из-за активного использования в стенах советских школ. При этом оборудование вполне работоспособно и может посоревноваться со многими иными моделями настольных токарных станков. К достоинствам ТВ-4 следует отнести небольшие размеры и превосходные функциональные возможности.
Легкое полуавтоматическое оборудование характеризуется нормальным классом точности. Благодаря этим плюсам его до сих пор активно используют в домашних целях даже современные умельцы.
Также неплохо себя зарекомендовал школьный станок по металлу PROMA. Модель Profi производит отделку небольших деталей. К достоинствам этой серии следует отнести невысокую стоимость, низкий уровень шума и простоту эксплуатации. Работает оборудование от обычной сети 220 В. Литая станина и жесткие направляющие позволяют добиться высокого класса точности. А опция бесступенчатого изменения скорости вращения рабочего инструмента совместно с устройством цифрового вывода позволит подобрать наиболее подходящий режим работы.
2 Технические характеристики такого станка по металлу
Токарный станок ТВ-4 имеет длину обтачивания 300 мм. 6 скоростей позволяет самостоятельно установить интенсивность обработки изделия. В зависимости от выбранного режима шпиндель вращается со скоростью от 120 до 710 оборотов в минуту. Диаметр изделий, устанавливаемых над станиной и над нижней частью суппорта, не должен превышать 200 и 125 мм соответственно. А обрабатываемые прутки не должны быть толще 15 мм. Пределы продольных подач составляют 0,08–0,12 мм/об, а шаг нарезаемой резьбы – 0,8 мм, 1 и 1,25 мм. Оборудование оснащено электродвигателем мощностью 0,6 кВт, а диаметр отверстия в шпинделе составляет 16 мм.

Токарное оборудование ТВ-4
Устройство Profi-350 имеет несколько лучшие показатели. Например, частота вращения шпинделя колеблется в пределах от 100 до 3000 об/мин. Диаметр обрабатываемых заготовок, устанавливаемых над станиной, не должен превышать 180 мм, а длина деталей в центрах – 350 мм. Диапазон дюймовой резьбы составляет 12–52 TPI, а метрической – 0,4–2,0 мм. Продольные подачи находятся в пределах от 0,1 до 0,2 мм/об. В шпинделе имеется отверстие диаметром 20 мм. Оборудование укомплектовано электродвигателем мощностью 350 кВт. Этот токарный станок довольно компактен, в упаковке его габариты – 90х40х40 см, а вес всего 54 кг.
3 Как устроен токарный школьный агрегат?
Практически все модели этого оборудования имеют одинаковую конструкцию и принцип работы. Главные элементы настольных станков: станина, стержневой инструмент, передняя шпиндельная и задняя бабка, суппорт. Рассмотрим значение каждой детали. В качестве основы выступает станина. Именно на эту часть фиксируются все остальные элементы, которые включает в себя “Школьник”. Шпинделем называется вал, получающий вращательный момент от электродвигателя. Это действие происходит посредством ременной передачи и подшипников.
На конец вала наносится резьба, куда навинчивается трезубец, патрон либо планшайба. Все эти приспособления служат для фиксации разных типов деталей. Так, в торцах длинных заготовок просверливают по центру небольшое отверстие, глубиной не более 9 мм и диаметром около 4 мм. Затем с помощью ножовки делают неглубокий пропил через центр. После чего закрепляют элемент в трезубце. Если деталь имеет небольшой диаметр и длину, не превышающую 15 см, то ее фиксируют с помощью патрона. Для этого один край сострагивают на конус и вбивают его в приспособление. Чтобы обеспечить надежную фиксацию, следует в боковое отверстие вкрутить шуруп. А вот короткие элементы большого диаметра устанавливают в планшайбы. Надежность такого крепления обеспечивается с помощью винтового соединения.
На шпиндельную бабку возлагается довольно ответственная функция – обеспечивать вращение обрабатываемой детали, плюс ее надежная фиксация. Задняя бабка необходима, чтобы крепить правый край детали. Ее подводят к обрабатываемому элементу по направляющим основы и фиксируют посредством болтового соединения. В завершение с помощью маховика к концу заготовки придвигают специальную деталь – центр, и зажимами проводят окончательную фиксацию.

Шпиндельная бабка школьного станка
В пиноли задней бабки учебных токарных станков по металлу размещается стержневой инструмент. Он служит для обработки отверстий. А вот суппорт отвечает за функционирование режущей части и ее надежную фиксацию. В качестве опоры под рабочий инструмент выступает подручник. Он крепится простым поворотом рукоятки и перемещается вдоль и поперек станины.
Очень важная роль в устройстве этого типа оборудования отведена коробке подач. Этот узел посредством шестерни передаточного механизма получает движение от коробки скоростей. Установив рукоятку в нужном положении, можно получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм либо продольную подачу с шагом 0,08; 0,1; 0,12 мм. Также с ее помощью активируется ходовой валик или винт. Причем конструкцией предусмотрено, что в движение может приходить только один из элементов. А наполнив маслом специальную емкость, расположенную в верхней части коробки подач, вы обеспечите смазывание деталей. Соответственно, они прослужат дольше. Поступление смазывающей жидкости происходит через фитили.
Стоит сказать пару слов и об электрооборудовании. Этот узел состоит из магнитного пускателя, трехфазного короткозамкнутого асинхронного электродвигателя, трансформатора, плавких вставок и электрощита. На последнем размещаются переключатели освещения, а также общего включения устройства.
4 Как он работает и основы правильной эксплуатации
Работать на таком оборудовании довольно просто, не зря именно его выбирают для учебных заведений. В пиноли задней бабки находятся отверстия, куда и устанавливаются рабочие инструменты. Эта часть устройства подвижна и перемещается по направляющим. Ее положение подгоняют в соответствии с размерами обрабатываемой детали. Каретка суппорта также движется по направляющим во время работы и перемещает рабочий инструмент.

Движение каретки суппорта
Резцедержатели бывают разных видов. Их тип подбирается в зависимости от нагрузок и материала обрабатываемого изделия. Например, одиночные резцедержатели прекрасно справятся с работами среднего уровня сложности. Но сегодня все большей популярностью пользуются современные резцовые головки, на которых зафиксировано несколько режущих элементов одновременно, но школьный вариант станка работает с классическим набором.
Прежде чем начинать работы, следует внимательно ознакомиться с техникой безопасности. Если речь идет про школьный урок труда, то включать устройство и тем более обрабатывать заготовки можно только под присмотром учителя. На станину запрещается класть любые посторонние предметы, в том числе и инструменты. А элементы ременной передачи следует оградить. Нельзя опираться на части машины. Если возникли какие-либо неисправности, нужно немедленно оповестить учителя.
Работать следует только в специальной одежде, при этом следите, чтобы ее края не свисали. А волосы желательно спрятать под головным убором. Если предполагается образование стружки, то понадобятся еще и защитные очки. Перед запуском “Школьника” проверяют, надежно ли зафиксированы все узлы. Обязательно надо взглянуть на заземляющий провод и протестировать на холостом ходу исправность клавиш “Пуск” и “Стоп”. Если обнаруживается какая-нибудь неполадка, приступать к работе нельзя, пока она не будет устранена.
Во время обработки деталей важно следить, чтобы рабочий инструмент и заготовка были надежно зафиксированы. Все действия – замена обрабатываемой детали, режущих инструментов, регулировка их положения, чистка и т. д. – должны производиться только на выключенном оборудовании. Также важно следить за чистотой, убирать стружку специальными приспособлениями, проверять наличие масла в резервуаре над коробкой подач. Нельзя оставлять работающий токарный станок без присмотра. Если планируется небольшой перерыв, следует обесточить оборудование. Настройку и регулировку электроаппаратуры токарных станков “Школьник” должны производить только квалифицированные специалисты.
tutmet.ru
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) – Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарный станок ТВ-4 заменил устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы “взрослого” токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель – Завод “Учебное оборудование № 1” г. Ростов на Дону.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 125 мм
- Расстояние между центрами – 350 мм
- Наибольшая длина обтачивания – 300 мм
- Мощность электродвигателя – 0,6 кВт
- Вес станка полный – 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой – М36х4
- Диаметр отверстия в шпинделе – Ø 16 мм
- Наибольший диаметр обрабатываемого прутка – Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту – (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона – Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: – (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических – (3 шага) 0,8; 1; 1,25 мм
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 – Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Габаритные размеры рабочего пространства станка ТВ-4
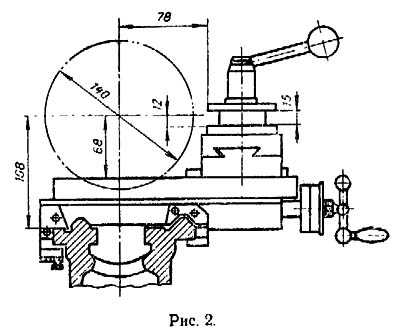
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4

Фото токарно-винторезного станка ТВ-4
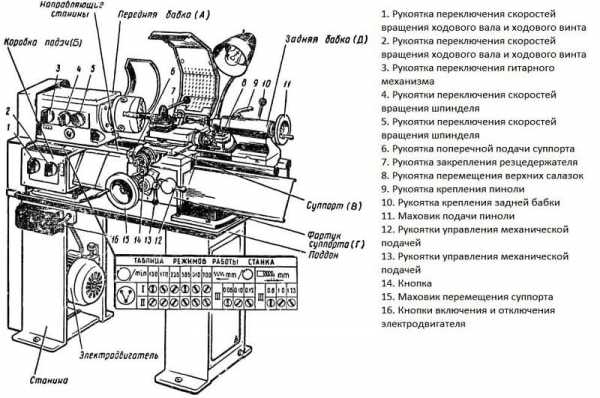
Расположение составных частей и органов управления токарным станком ТВ-4
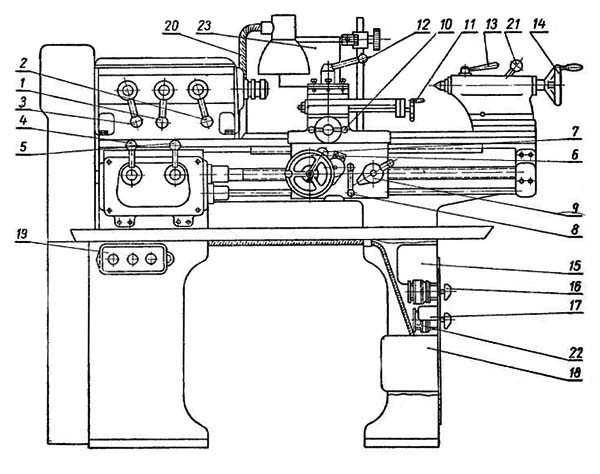
Расположение составных частей и органов управления токарным станком ТВ-4
Спецификация составных частей и органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Схема кинематическая токарно-винторезного станка ТВ-4
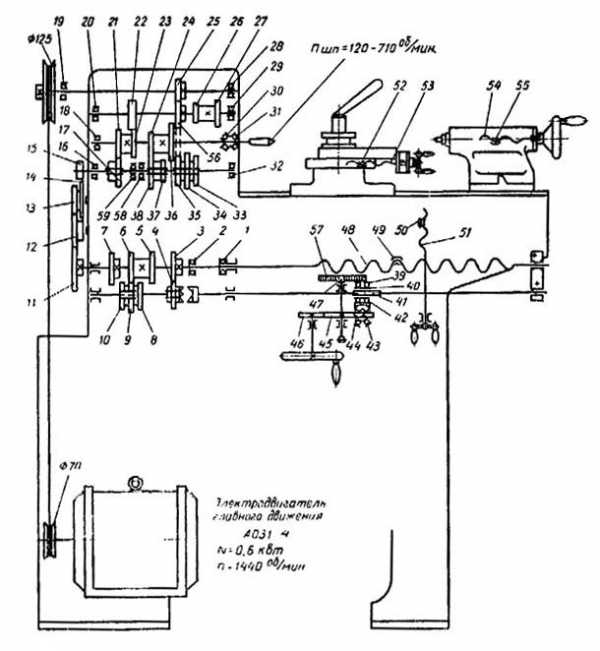
Схема кинематическая токарно-винторезного станка ТВ-4
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
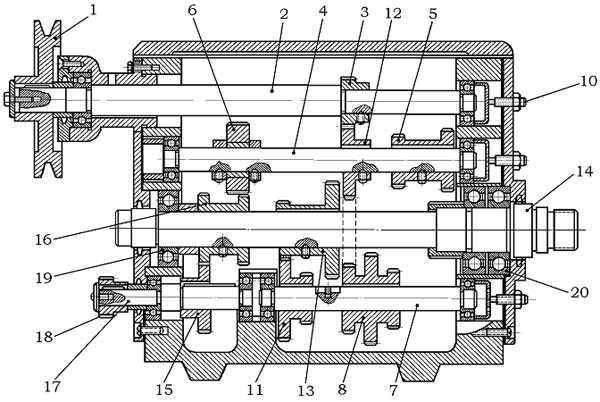
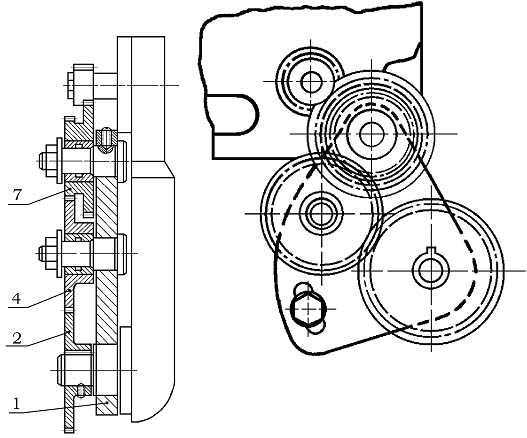
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4

Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4. Смотреть в увеличенном масштабе

Фото передней бабки токарно-винторезного станка тв-4

Фото передней бабки токарно-винторезного станка тв-4
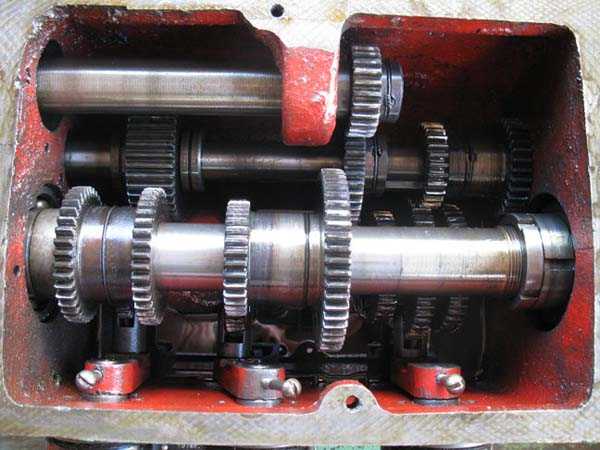
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.’
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
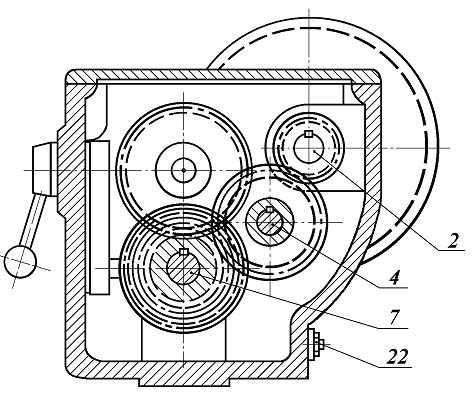
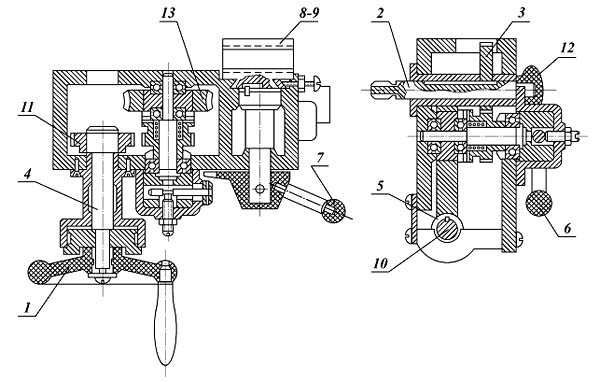
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4

Чертеж коробки подач токарно-винторезного станка ТВ-4

Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
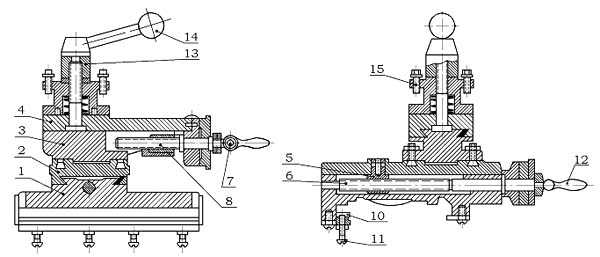
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Задняя бабка токарно-винторезного станка ТВ-4

Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4

Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Токарно-винторезный станок ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
stanki-katalog.ru
Школьный токарный станок по металлу
Содержание статьи:
Изначально школьные модели токарных станков предназначены для организации учебного процесса и формирования первичных навыков работы на этом оборудовании. Однако со временем область их применения значительно расширилась. Сейчас школьный токарный станок, предназначенный для обработки металла и деревянных изделий, можно встретить не только в учебных специализированных классах, но и во многих домашних мастерских.
Требования к учебному оборудованию

Пример школьного токарного станка
Такая популярность школьных станков обусловлена простотой их конструкции, возможностью выполнять основные виды токарных работ, а также низкими требованиями к эксплуатации. Однако наряду с этим необходимо учитывать предъявляемые требования к компоновке и эксплуатационным качествам оборудования этого типа.
Главной особенностью конструкции школьных станков являются ее большие размеры. Большинство моделей настольного типа, что значительно снижает требования к условиям монтажа. Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Для полноценного анализа необходимо изучить основные эксплуатационные и технические параметры оборудования:
- производительность. Этот показатель значительно меньше, чем у профессиональных заводских станков. Изначально школьные установки не рассчитаны для массового производства деталей;
- ограничение по размеру заготовок. Так как большинство станков по металлу имеют небольшие размеры — на них можно выполнять токарные работы только для небольших заготовок;
- точность выполнения операции. Управление работой станка в большинстве случаев осуществляется вручную. Это негативным образом сказывается на качестве токарных работ;
- простота в эксплуатации. Для выполнения ремонтных и профилактических работ не понадобится специальное оборудование. Конструкция станка устроена таким образом, что большинство мероприятий можно выполнять самостоятельно, ознакомившись с инструкцией по эксплуатации.
Но одним из главных преимуществ школьных токарных станков является безопасность работы на них. В конструкции предусмотрены компоненты, предотвращающие появление опасных для жизни ситуаций. Обязательными являются установка защитных прозрачных панелей, в наличии имеется устройство принудительного выключения оборудования в случае возникновения сбоев в работе.
В настоящее время школьные токарные модели по металлу практически не выпускаются из-за низкого спроса. Поэтому чаще всего используется оборудование, изготовленное в 70-х и 80-х годах прошлого века.
Конструктивные элементы школьных учебных станков
Конструкция школьной модели ТВ-7
Компоновка учебных токарных станков в большинстве случаев классическая. Разница между моделями заключается в их исполнении, настольные или напольные, а также перечнем технических характеристик. Но для актуальности использования данного типа оборудования необходимо ознакомиться с его конструкцией.
Расположение элементов практически любого школьного токарного станка можно охарактеризовать как классическое. На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
- отсутствие коробки передач. Смена режимов происходит вручную;
- изменение скоростей выполняется с помощью ременного привода. Наличие шестеренчатой коробки нецелесообразно, так как это усложнит конструкцию;
- упрощенная конструкция шпиндельной головки. Она предназначена для фиксации заготовки и передачи крутящего момента. В большинстве случаев функция изменения положения продольной оси детали в конструкции станка отсутствует;
- на станине отсутствует выемка для обработки массивных деталей.
Подача охлаждающей жидкости осуществляется за счет встроенной системы. В случае ее отсутствия обработка СОЖ выполняется вручную.
В токарном станке по металлу обязательно должен присутствовать механический тормоз. Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Характеристики и параметры станков для обучения

Настольная школьная токарная модель
Так как школьное оборудование имеет худшие показатели производительности и относительно низкие технические параметры, к анализу возможностей станка следует подойти профессионально. Для этого необходимо детально изучить паспорт, определить перечень выполняемых операций и требования к характеристикам заготовки.
Определяющим параметром выбора является расстояние от плоскости станины до центров. Аналогичным нему является удаление до оси вращения шпинделя. Таким образом можно определить максимально допустимый диаметр обрабатываемой заготовки. На ее длину влияет расстояние между передней и задней бабками. При этом необходимо учитывать параметры смещения последней.
Дополнительно для полноценного анализа школьного станка изучаются следующие характеристики:
- пределы частот вращения шпиндельной головки;
- номинальная мощность электродвигателя;
- диаметр отверстия шпинделя для установки прутка;
- параметры блока подачи режущего инструмента — значение продольных и поперечных смещений;
- характеристики передвижения пиноли задней бабки;
- виды и параметры формируемой резьбы.
Немаловажным моментом являются размеры и габариты конструкции. От этого зависят требования к ее установке и дальнейшей эксплуатации. Большинство школьных моделей имеют небольшие размеры, что дает возможность выполнить монтаж даже в условиях небольшой домашней мастерской.
Резцедержатель некоторых моделей школьных станков по металлу может предусматривать установку нескольких резцов. Это позволит выполнять различные типы операций по токарной обработке без смены режущего инструмента.
Для корректной эксплуатации оборудования необходимо придерживаться следующих основных правил:
- электрические элементы должны быть заземлены;
- рабочее место обеспечивается хорошим освещением;
- обязательное использование средств индивидуальной защиты;
- перед началом работы необходимо ознакомиться с функциональными возможностями станка, а также техникой безопасности;
- соблюдение правил эксплуатации — своевременное выполнение профилактических и ремонтных работ.
В целом школьный станок, предназначенный для токарных работы по металлу, можно охарактеризовать как надежное недорогое оборудование. Для повышения его функциональности в некоторых случаях выполняется небольшая модернизация.
Для детального ознакомления с возможностями оборудования предлагается посмотреть видеоматериал, в котором подробно описывается работа модели ТВ-4:
stanokgid.ru
Школьные станки ТВ и их аналоги
Школьные станки ТВ
Вообще, “школьные” станки имеют свои названия. Обычно это какие-то из серии ТВ (ТВ-3, ТВ-4, ТВ-6, ТВ-7, ТВ-9, ТВ-11) – станки средних размеров.

На фото токарно-винторезный учебный станок ТВ-9у

Правда, самый маленький станок из этой серии: ТВ-16 (на фото), имеет размеры вполне настольные, в школах мне он не попадался, хотя говорят, было и такое.
На сравнительном рисунке показаны вверху: ТВ-16, внизу: MN-80.
Чешский TOS MN-80
 Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.
Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.

На фото чешский TOS MN-80
Оба этих станка – хороший выбор и для гаража, и, возможно, даже для домашней мастерской. По размерам станки также сопоставимы и с Универсалом-3 и более длинным Универсалом-В, но и ТВ-16, и MN-80 – будут классом повыше, это уже настоящие промышленные станочки, хоть и небольшого размера.
Если же их сравнить между собой, то MN-80 для более тонкой и точной работы, особенно хорош при использовании цанг вместо патрона. Шпиндель этого станка имеет подшипники скольжения, дающие более высокую точность, но требующие более деликатного обращения, и поэтому патрон на него ставится не более 80 мм диаметром. А у станка ТВ-16 шпиндель на подшипниках качения, которые нормально работают с более тяжёлым 100 мм патроном.
Надо сказать, что станок TOS MN-80 – это очень достойный представитель среди небольших станочков. Если он вам случайно встретится в более-менее хорошем состоянии, обязательно задумайтесь над возможностью его покупки. При желании станок можно поставить в квартире на лоджии, либо на даче или в гараже.
Токарно-винторезный MN-80 – известен и любим в разных странах, и является по-настоящему высококлассным оборудованием.

Чехи также выпускали маленький токарный TOS MN-65 – см. фото, в размере часовых станков, но про него мне мало что известно.
МК-3002
Ещё один очень интересный станок, классом повыше Универсалов, по размерам близкий к учебным станкам ТВ и всё-таки ещё применимый для домашнего использования, это универсальный станочек “МК-3002” известного производителя – завода “Красный пролетарий”.

На фото МК-3002 показан в токарном положении.

А для фрезеровки шпиндельная бабка станка МК-3002 поднимается вертикально на поворотной стойке. В токарном положении поворотная стойка уложена горизонтально между направляющими станины. Станок хороший, но встречается редко, и найти его трудно.
Источник: Е. Васильев “Маленькие станки”
stanok-kpo.ru